ГОСТ 21646-2003
|
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ |
ТРУБЫ МЕДНЫЕ И ЛАТУННЫЕ ДЛЯ ТЕПЛООБМЕННЫХ АППАРАТОВ
Технические условия
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Российской Федерацией, Техническим комитетом по стандартизации ТК 106 «Цветметпрокат», научно-исследовательским, проектным конструкторским институтом сплавов и обработки цветных металлов (ОАО «Институт Цветметобработка»)
ВНЕСЕН Техническим секретариатом Межгосударственного совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным
советом по стандартизации, метрологии и сертификации (протокол № 23 от 22 мая
Зарегистрирован Бюро по стандартам МТС № 4461
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Азербайджан |
Азстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Беларусь |
Госстандарт Республики Беларусь |
|
Грузия |
Грузстандарт |
|
Казахстан |
Госстандарт Республики Казахстан |
|
Кыргызская Республика |
Кыргызстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикстандарт |
|
Туркменистан |
Главгосслужба «Туркменстандартлары» |
|
Узбекистан |
Узстандарт |
|
Украина |
Госпотребстандарт Украины |
3 Постановлением
Государственного комитета Российской Федерации по стандартизации и метрологии
от 28 января
4 ВЗАМЕН ГОСТ 21646-76
Содержание
|
7 Упаковка, маркировка, транспортирование и хранение ПРИЛОЖЕНИЕ Б (справочное) Значения предела текучести и твердости по Виккерсу |
|
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ |
|
ТРУБЫ МЕДНЫЕ И ЛАТУННЫЕ ДЛЯ ТЕПЛООБМЕННЫХ АППАРАТОВ Технические условия Copper and brass tubes for heat-exchange apparatus. Specifications |
Дата введения 2004-09-01
1 Область применения
Настоящий стандарт распространяется на круглые тянутые и холоднокатаные медные и латунные трубы из бесшовных и сварных заготовок, применяемые в теплообменных аппаратах.
(Поправка. ИУС 7-2004)
Стандарт устанавливает технические требования, правила приемки, методы контроля, упаковку, маркировку, транспортирование и хранение труб.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 859-2001 Медь. Марки
ГОСТ 1012-72 Бензины авиационные. Технические условия
ГОСТ 1652.1-77 Сплавы медно-цинковые. Методы определения меди
ГОСТ 1652.2-77 Сплавы медно-цинковые. Методы определения свинца
ГОСТ 1652.3-77 Сплавы медно-цинковые. Методы определения железа
ГОСТ 1652.4-77 Сплавы медно-цинковые. Методы определения марганца
ГОСТ 1652.5-77 Сплавы медно-цинковые. Методы определения олова
ГОСТ 1652.6-77 Сплавы медно-цинковые. Методы определения сурьмы
ГОСТ 1652.7-77 Сплавы медно-цинковые. Методы определения висмута
ГОСТ 1652.8-77 Сплавы медно-цинковые. Методы определения мышьяка
ГОСТ 1652.9-77 Сплавы медно-цинковые. Метод определения серы
ГОСТ 1652.10-77 Сплавы медно-цинковые. Методы определения алюминия
ГОСТ 1652.11-77 Сплавы медно-цинковые. Методы определения никеля
ГОСТ 1652.12-77 Сплавы медно-цинковые. Методы определения кремния
ГОСТ 1652.13-77 Сплавы медно-цинковые. Методы определения фосфора
ГОСТ 1770-74 Посуда мерная лабораторная стеклянная. Цилиндры, мензурки, колбы, пробирки. Общие технические условия
ГОСТ
2991-85 Ящики дощатые неразборные для грузов массой до
ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 3773-72 Аммоний хлористый. Технические условия
ГОСТ 3845-75 Трубы металлические. Метод испытания гидравлическим давлением
ГОСТ 4204-77 Кислота серная. Технические условия
ГОСТ 4328-77 Натрия гидроокись. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 6709-72 Вода дистиллированная. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 8273-75 Бумага оберточная. Технические условия
ГОСТ 8694-75 Трубы. Метод испытания на раздачу
ГОСТ 8695-75 Трубы. Метод испытания на сплющивание
ГОСТ 9347-74 Картон прокладочный и уплотнительные прокладки из него. Технические условия
ГОСТ 9716.1-79 Сплавы медно-цинковые. Метод спектрального анализа по металлическим стандартным образцам с фотографической регистрацией спектра
ГОСТ 9716.2-79 Сплавы медно-цинковые. Метод спектрального анализа по металлическим стандартным образцам с фотоэлектрической регистрацией спектра
ГОСТ 9716.3-79 Сплавы медно-цинковые. Метод спектрального анализа по окисным образцам с фотографической регистрацией спектра
ГОСТ 9717.1-82 Медь. Метод спектрального анализа по металлическим стандартным образцам с фотоэлектрической регистрацией спектра
ГОСТ 9717.2-82 Медь. Метод спектрального анализа по металлическим стандартным образцам с фотографической регистрацией спектра
ГОСТ 9717.3-82 Медь. Метод спектрального анализа по оксидным стандартным образцам
ГОСТ 10006-80 Трубы металлические. Метод испытаний на растяжение
ГОСТ 10092-75 Трубы мельхиоровые для теплообменных аппаратов. Технические условия
ГОСТ
10198-91 Ящики деревянные для грузов массой свыше 200 до
ГОСТ 10929-76 Водорода пероксид. Технические условия
ГОСТ 13938.1-78 Медь. Методы определения меди
ГОСТ 13938.2-78 Медь. Методы определения серы
ГОСТ 13938.3-78 Медь. Методы определения фосфора
ГОСТ 13938.4-78 Медь. Методы определения железа
ГОСТ 13938.5-78 Медь. Методы определения цинка
ГОСТ 13938.6-78 Медь. Методы определения никеля
ГОСТ 13938.7-78 Медь. Методы определения свинца
ГОСТ 13938.8-78 Медь. Методы определения олова
ГОСТ 13938.9-78 Медь. Методы определения серебра
ГОСТ 13938.10-78 Медь. Методы определения сурьмы
ГОСТ 13938.11-78 Медь. Метод определения мышьяка
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15102-75 Контейнер универсальный металлический закрытый номинальной массой брутто 5,0 т. Технические условия
ГОСТ 15467-79 Управление качеством продукции. Основные понятия. Термины и определения
ГОСТ 15527-70 Сплавы медно-цинковые, обрабатываемые давлением. Марки
ГОСТ 15846-2002 Продукция, отправляемая в районы Крайнего Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение
ГОСТ 18300-87 Спирт этиловый ректификованный технический. Технические условия
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 21073.0-75 Металлы цветные. Определение величины зерна. Общие требования
ГОСТ 21073.1-75 Металлы цветные. Определение величины зерна методом сравнения со шкалой микроструктур
ГОСТ 21650-76 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования
ГОСТ 22225-76 Контейнеры универсальные массой брутто 0,625 и 1,25 т. Технические условия
ГОСТ
22235-76 Вагоны грузовые магистральных железных дорог колеи
ГОСТ 24047-80 Полуфабрикаты из цветных металлов и их сплавов. Отбор проб для испытания на растяжение
ГОСТ 24104-2001 Весы лабораторные. Общие технические требования
ГОСТ 24231-80 Цветные металлы и сплавы. Общие требования к отбору и подготовке проб для химического анализа
ГОСТ 24597-81 Пакеты тарно-штучных грузов. Основные параметры и размеры
ГОСТ 25336-82 Посуда и оборудование лабораторные стеклянные. Типы, основные параметры и размеры
ГОСТ 26663-85 Пакеты транспортные. Формирование с применением средств пакетирования. Общие технические требования
ГОСТ 26877-91 Металлопродукция. Методы измерения отклонений формы
3 Сортамент
3.1 Наружный диаметр труб и предельные отклонения по диаметру труб должны соответствовать указанным в таблице 1.
Таблица 1 - Наружный диаметр труб и предельные отклонения по диаметру труб
В миллиметрах
|
Наружный диаметр |
Предельное отклонение по диаметру труб при точности изготовления |
||
|
св. |
включ. |
нормальной |
повышенной |
|
61) |
9 |
-0,20 |
-0,16 |
|
92) |
18 |
-0,20 |
-0,18 |
|
18 |
30 |
-0,24 |
-0,20 |
|
30 |
50 |
-0,30 |
-0,25 |
|
1) Включая 6. 2) Включая 9. Примечание - По согласованию
изготовителя с потребителем латунные трубы повышенной точности диаметром от
32 до |
|||
3.2 Толщина стенки труб и предельные отклонения по толщине стенки труб должны соответствовать указанным в таблице 2.
Таблица 2 - Толщина стенки труб и предельные отклонения по толщине стенки труб
В миллиметрах
|
Толщина стенки |
Наружный диаметр |
Предельное отклонение по толщине стенки |
|
|
св. |
включ. |
||
|
0,5 |
- |
6 |
±0,07 |
|
0,8 |
61) |
25 |
±0,08 |
|
1,0 |
61) |
40 |
±0,10 |
|
1,5 |
12 |
40 |
±0,15 |
|
2,0 |
162) |
50 |
±0,20 |
|
2,5 |
243) |
50 |
±0,25 |
|
3,0 |
243) |
50 |
±0,25 |
|
1) Включая 6. 2) Включая 16. 3) Включая 24. Примечание 1 По согласованию изготовителя с потребителем латунные трубы повышенной точности могут изготовляться с предельными отклонениями по толщине стенки: ± ± ± ± 2 По согласованию изготовителя с потребителем трубы могут быть изготовлены разностенностью ± 6 %. |
|||
3.3 Трубы
изготовляют мерной и кратной длины от 1,5 до
Допускается по согласованию изготовителя с мерных труб нормальной точности изготовления
потребителем изготовлять труб мерной и
кратной длины от 1,5 до
3.4 Предельные отклонения по длине мерных труб нормальной точности изготовления должны соответствовать требованиям, указанным в таблице 3.
Таблица 3 - Предельные отклонения по длине мерных труб нормальной точности изготовления
|
Длина труб, м |
Предельное отклонение, мм |
|
До 2 включ. |
+6 |
|
Св. 2 « 8 « |
+8 |
|
« 8 |
+10 |
3.5 Предельные отклонения по длине мерных труб повышенной точности изготовления должны соответствовать требованиям, указанным в таблице 4.
Таблица 4 - Предельные отклонения по длине мерных труб повышенной точности изготовления
|
Длина труб, м |
Предельное отклонение, мм |
|
До 8 включ. |
+4 |
|
Св. 8 |
+10 |
3.6 Трубы
кратной длины изготовляют с припуском
3.7 По согласованию изготовителя с потребителем допускается изготовление труб других длин.
3.8 По согласованию изготовителя с потребителем трубы могут поставляться с U-образными или П-образными гибами в соответствии с техническими требованиями.
3.9 По согласованию изготовителя с потребителем допускается изготовление труб промежуточных размеров по наружному диаметру и толщине стенки с предельными отклонениями по ним для следующего большего размера, приведенных в таблицах 1 и 2.
3.10 Теоретическая масса
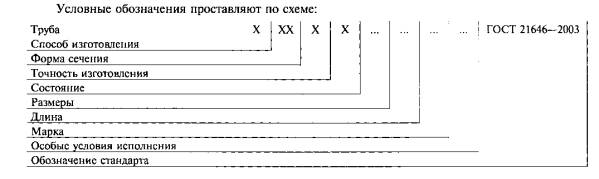
|
при этом используют следующие сокращения: |
|
|
способ изготовления: |
холоднокатаная или тянутая - Д, холоднокатаная или тянутая из сварной заготовки - С; |
|
форма сечения: точность изготовления: |
круглая - КР; нормальная по толщине стенки и диаметру - Н, повышенная по толщине стенки и диаметру - П, нормальная по толщине стенки и повышенная по диаметру - И; повышенная по толщине стенки и нормальная по диаметру - К; |
|
состояние: |
мягкое - М, полутвердое - П, твердое - Т; |
|
длина: |
кратная мерной - КД; |
|
особые условия исполнения: |
повышенная пластичность - ПП, повышенная прочность - ПТ, повышенная точность по кривизне - ПС, повышенная точность по косине реза - ПУ. |
Примеры условных обозначений труб:
Труба тянутая, круглая, нормальной
точности изготовления, мягкая, наружным диаметром
Труба ДКРНМ 15×1,0×2050 Л68 ГОСТ 21646-2003
Труба холоднокатаная, круглая, повышенной
точности изготовления, мягкая, наружным диаметром
Труба ДКРПМ 15×1,0×2050 Л68 ПП ГОСТ 21646-2003
(Поправка. ИУС 7-2004)
Труба тянутая из сварной заготовки,
круглая, нормальной точности изготовления, мягкая, наружным диаметром
Труба СКРНМ 15×1,0×2050 Л68 ГОСТ 21646-2003
4 Технические требования
4.1 Трубы изготовляют в соответствии с требованиями настоящего стандарта.
4.2 Трубы изготовляют из меди марок М1р и М2р, химический состав которых должен соответствовать ГОСТ 859-2001, и латуни марок Л70, Л68, ЛО70-1, ЛА77-2, ЛМш68-0,05, ЛАМш77-2-0,05 и ЛОМш70-1-0,05, химический состав которых должен соответствовать ГОСТ 15527-.
По согласованию изготовителя с потребителем трубы из сплава Л70 могут быть изготовлены с содержанием мышьяка от 0,02 % до 0,05 %.
4.3 Трубы, в зависимости от марок сплавов, изготовляют в мягком, полутвердом и твердом состояниях в соответствии с таблицей 5.
4.4 Механические свойства труб должны соответствовать указанным в таблице 5.
Таблица 5 - Механические свойства труб
|
Марка сплава |
Состояние материала |
Временное сопротивление σВ, МПа (кгс/мм2) |
Относительное удлинение после разрыва δ10, % |
|
не менее |
|||
|
М1р и М2р |
Мягкое |
200 (20) |
35 |
|
Полутвердое |
240 (25) |
12 |
|
|
Твердое |
290 (30) |
3 |
|
|
Л70 |
Полутвердое |
340 (35) |
35 |
|
Л68 |
Мягкое |
290 (30) |
40 |
|
Полутвердое |
340 (35) |
35 |
|
|
ЛМш68-0,05 |
Мягкое |
290 (30) |
40 |
|
ЛО70-1 |
Мягкое |
320 (33) |
45 |
|
Полутвердое |
360 (37) |
40 |
|
|
ЛОМш70-1-0,05 |
Мягкое |
320 (33) |
45 |
|
Полутвердое |
370 (38) |
40 |
|
|
ЛА77-2 |
Мягкое |
320 (33) |
45 |
|
Полутвердое |
370 (38) |
40 |
|
|
ЛАМш77-2-0,05 |
Мягкое |
320 (33) |
42 |
|
Полутвердое |
370 (38) |
40 |
|
|
Примечания 1 Значения предела текучести и твердости по Виккерсу являются справочными и приведены в приложении Б. 2 По согласованию изготовителя с потребителем трубы из латуни марки Л68 повышенной пластичности изготовляют со следующими нормами механических свойств: для мягкого состояния: временное сопротивление σв, МПа (кгс/мм2), не менее - 290 (30), относительное удлинение после разрыва δ10, %, не менее - 45; для полутвердого состояния: временное сопротивление σв, МПа (кгс/мм2), не менее - 340 (35), относительное удлинение после разрыва δ10, %, не менее - 40. 3 По согласованию изготовителя с потребителем трубы полутвердого состояния из латуни марок ЛА77-2 и ЛАМш77-2-0,05 повышенной прочности изготовляют со следующими нормами механических свойств: временное сопротивление σв, МПа (кгс/мм2), не менее - 390 (40), относительное удлинение после разрыва δ 10, %, не менее - 40. |
|||
4.5 Наружная и внутренняя поверхности труб должны быть без загрязнений, затрудняющих осмотр.
На поверхности труб трещины не допускаются. Допускаются другие поверхностные дефекты, если они не выводят трубы при контрольной зачистке за предельные отклонения по размерам, а также кольцеватость, следы правки, цвета побежалости, местные потемнения, появляющиеся на поверхности труб вследствие конденсации и высыхания влаги.
4.6 Не допускаются внутренние дефекты в виде раковин, расслоений, неметаллических включений и трещин.
4.7 Косина реза труб
нормальной точности не должна превышать
4.8 Косина реза труб
повышенной точности не должна превышать
4.9 Разностенность труб не должна выводить размеры труб за предельные отклонения по толщине стенки.
4.10 Овальность латунных труб в полутвердом состоянии не должна выводить размеры труб за предельные отклонения по наружному диаметру.
Для латунных труб в полутвердом состоянии толщиной стенки менее 0,03 наружного диаметра овальность устанавливают по согласованию между изготовителем и потребителем.
Овальность не устанавливается для медных труб и латунных труб в мягком состоянии.
4.11 Кривизна труб не должна
превышать
Общая кривизна труб не должна превышать
произведения кривизны на
Кривизна труб повышенной точности по
кривизне не должна превышать
По согласованию с потребителем трубы
могут быть изготовлены с кривизной менее
Кривизна латунных труб наружным диаметром
Кривизна медных труб всех размеров в мягком состоянии не нормируется.
4.12 Трубы должны выдерживать испытание на сплющивание до расстояния между сплющивающими плоскостями, равного толщине стенки, без образования трещин и надрывов.
Твердые и полутвердые медные трубы должны выдерживать испытание на сплющивание в холодном состоянии после отжига в воздушной среде в течение 1 ч при температуре 550 °С -600 °С.
4.13 Трубы должны выдерживать раздачу без образования трещин и надрывов при увеличении наружного диаметра трубы на 20 %.
Трубы по согласованию изготовителя с потребителем должны выдерживать раздачу без образования трещин и надрывов при увеличении наружного диаметра на 25 °С.
Твердые и полутвердые медные трубы должны выдерживать испытание на раздачу в холодном состоянии после отжига в воздушной среде в течение 1 ч при температуре 550 С -600 °С.
4.14 Латунные трубы не должны иметь остаточных растягивающих напряжений.
4.16 Трубы должны быть герметичными.
5 Правила приемки
5.1 Трубы принимают партиями. Партия должна состоять из труб одной марки сплава, одного размера и одного состояния материала и должна быть оформлена одним документом о качестве, содержащим:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- условное обозначение труб;
- номер партии;
- массу нетто партии;
- результаты механических испытаний сплава;
- химический состав сплава (по
требованию потребителя). Масса партии должна быть не более
5.2 Контролю наружной поверхности подвергают каждую трубу партии.
5.3 Контролю качества
внутренней поверхности труб подвергают пять труб от каждых полных и неполных
У изготовителя для контроля качества
внутренней поверхности труб диаметром более
При согласовании изготовителя с
потребителем вопроса об увеличении количества отбираемых труб для контроля
внутренней поверхности контроль качества внутренней поверхности труб проводят
на дополнительных образцах длиной
У изготовителя для контроля размеров труб
диаметром менее
Допускается для контроля размеров труб использовать образцы, отобранные для контроля качества внутренней поверхности.
5.5 Для испытания на
растяжение, раздачу, сплющивание, определения остаточных растягивающих
напряжений, определения среднего размера зерна и контроля химического состава
отбирают две трубы от каждых полных и неполных
По согласованию изготовителя с потребителем каждая труба из латуни марок ЛО70-1 и ЛОМш70-1-0,05 должна быть подвергнута испытанию на сплющивание.
Допускается на предприятии-изготовителе отбор проб для определения химического состава проводить от расплавленного металла.
Для испытания на растяжение, раздачу, сплющивание, определения среднего размера зерна, определения остаточных растягивающих напряжений от трубы отбирают по одному образцу.
5.6 Испытание труб на
герметичность проводят неразрушающим методом контроля на двух трубах от каждых
полных и неполных
По требованию потребителя проверка на
герметичность неразрушающими методами контроля может быть проведена на всех
трубах партии диаметром 16
По согласованию потребителя с изготовителем контролируют и другие размеры труб. Для труб из сварной заготовки проверку на герметичность проводят на всех трубах партии.
5.7 При получении неудовлетворительных результатов испытания хотя бы по одному из показателей по 5.2 -5.6 по нему проводят повторное испытание на удвоенном количестве труб, взятых от той же партии.
Результаты повторного испытания распространяют на всю партию.
5.8 Для контроля размеров труб
диаметром свыше
Таблица 6 - Количество контролируемых труб
|
Количество труб в партии, шт. |
Количество контролируемых труб, шт. |
Браковочное число |
|
2 - 8 |
2 |
1 |
|
9 - 15 |
3 |
1 |
|
16 - 25 |
5 |
1 |
|
26 - 50 |
8 |
2 |
|
51 - 90 |
13 |
2 |
|
91 - 150 |
20 |
3 |
|
151 - 280 |
32 |
4 |
|
281 - 500 |
50 |
6 |
|
501 - 1200 |
80 |
8 |
|
1201 -3200 |
125 |
11 |
Количество труб в партии N, шт., вычисляют по формуле
![]()
где m - масса труб в партии, кг;
тт - теоретическая масса
l - длина трубы, м.
Партию считают соответствующей требованиям стандарта, если количество забракованных труб - менее браковочного числа, приведенного в таблице 6.
При разногласиях в оценке качества труб объемы выборки должны соответствовать указанным в 5.2 и 5.4
При получении неудовлетворительных результатов контроля размеров и качества наружной поверхности труб при объемах выборки, указанных в настоящем стандарте, изготовитель должен провести контроль каждой трубы.
6 Методы контроля
6.1 Осмотр наружной поверхности труб проводят без применения увеличительных приборов.
6.2 Осмотр внутренней
поверхности труб внутренним диаметром более
Осмотр внутренней поверхности труб
диаметром
Образцы разрезают вдоль на две части и осматривают без применения увеличительных приборов.
6.3 Контроль диаметра и толщины стенки труб проводят микрометром по ГОСТ 6507-90.
Для измерения толщины стенки труб
внутренним диаметром
Измерение диаметра проводят на расстоянии
не менее
6.4 Длину труб измеряют рулеткой по ГОСТ 7502-98.
6.5 Допускается проводить контроль размеров труб другим инструментом, обеспечивающим необходимую точность измерения.
6.6 Кривизну, косину реза, овальность и разнотолщинность определяют в соответствии с требованиями ГОСТ 26877-91.
Испытание механических свойств труб следует проводить в соответствии с ГОСТ 10006-80 на продольных образцах.
Отбор проб для испытания на растяжение проводят по ГОСТ 24047-80.
6.8 Испытание на герметичность проводят методом вихревых токов по методике ГОСТ 10092- или гидравлическим давлением свыше 4,9 МПа (50 кгс/см2) в течение 10 с по ГОСТ 3845-75, или другими неразрушающими методами контроля по методике, согласованной изготовителем с потребителем.
Испытание на герметичность следует проводить в случае возникновения разногласий между изготовителем и потребителем.
6.9 Испытание на раздачу проводят по ГОСТ 8694-75 с углом конусности оправки не менее 12°.
6.10 Испытание на сплющивание следует проводить по ГОСТ 8695-75.
При контроле каждой трубы на сплющивание
трубы следует изготовлять на 20
Трубы поставляют со сплющенными концами.
6.11 Определение химического состава следует проводить по ГОСТ 1652.1-77 - ГОСТ 1652.13-77, ГОСТ 9716.1-79 - ГОСТ 9716.3-79, ГОСТ 13938.1-78 - ГОСТ 13938.11-78, ГОСТ 9717.1-82 - ГОСТ 9717.3-82.
Допускается определение химического состава проводить другими методами, не уступающими по точности указанным.
Отбор проб для химического анализа - по ГОСТ 24231-80.
6.12 Снятие остаточных растягивающих напряжений на трубах обеспечивается технологией изготовителя.
Определение наличия остаточных растягивающих напряжений проводят в случае возникновения разногласий в оценке качества.
Определение наличия остаточных растягивающих напряжений проводят аммиачным способом или ртутной пробой по методикам, изложенным в приложении В, или другим методикам, по точности (качеству) испытаний не уступающим предлагаемым.
Выбор методики осуществляет изготовитель.
В случае возникновения разногласий в оценке качества труб арбитражным методом контроля является определение наличия остаточных растягивающих напряжений ртутной пробой.
6.13 Определение среднего размера зерна проводят по ГОСТ 21073.0-75 и ГОСТ 21073.1-75 в соответствии с 4.15 настоящего стандарта.
7 Упаковка, маркировка, транспортирование и хранение
7.1 Все трубы должны быть
связаны в пучки массой не более
К каждому пучку должен быть прикреплен ярлык (бирка) с указанием:
- товарного знака или наименования и товарного знака предприятия-изготовителя;
- размера трубы;
- марки сплава;
- состояния материала;
- номера партии;
- обозначения настоящего стандарта.
Масса грузового места не должна превышать
Масса грузового места при
транспортировании в крытых вагонах не должна превышать
Допускается при отсутствии перегрузки в
пути увязывать трубы в пакеты массой не более
Укрупнение грузовых мест в транспортные пакеты проводят в соответствии с требованиями ГОСТ 24597-81, ГОСТ 26663-85 и ГОСТ 21650-76.
На каждый пакет должен быть прикреплен ярлык (бирка).
Допускается применять другие виды упаковки, не уступающие по прочности перечисленным выше и обеспечивающие сохранность качества продукции.
7.2 Трубы толщиной стенки
менее
Размеры ящиков - по нормативным документам.
Упаковка должна обеспечивать предохранение груза от повреждений при транспортировании при условии многоярусной загрузки вагона (автомобиля).
Каждая труба, поставляемая без упаковки и не в связке, должна иметь нанесенный на трубу (или прикрепленный) ярлык, на котором указывают:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- размер трубы;
- марку сплава;
- состояние материала;
- номер партии;
- обозначение настоящего стандарта.
7.3 В каждый ящик и контейнер должен быть вложен упаковочный лист или ярлык с указанием данных, перечисленных в 7.1.
7.4 Транспортная маркировка грузов должна проводиться в соответствии с требованиями ГОСТ 14192-96.
7.5 Трубы транспортируют транспортом всех видов в крытых транспортных средствах в соответствии с правилами, действующими на транспорте данного вида. Размещение и крепление труб, перевозимых по железной дороге, должны соответствовать техническим требованиям погрузки и крепления грузов и ГОСТ 22235-76.
Допускается при повагонной отправке транспортировать трубы без упаковки в ящики в крытых вагонах и контейнерах по ГОСТ 22225-76, ГОСТ 15102-75, в специализированных контейнерах по НД или в крытых вагонах при повагонной отправке.
При транспортировании труб длиной свыше
7.6 Упаковка труб, отправляемых в районы Крайнего Севера и приравненные к ним местности, должна проводиться в соответствии с требованиями ГОСТ 15846-2002.
7.7 Трубы должны храниться в крытых помещениях в условиях, исключающих механическое повреждение труб, попадание на них влаги и активных химических реагентов.
При соблюдении указанных условий хранения свойства труб при хранении не изменяются.
ПРИЛОЖЕНИЕ А
(справочное)
Теоретическая масса 1 м
труб при номинальном диаметре и номинальной толщине стенки
Таблица А.1
|
Наружный диаметр, мм |
Теоретическая
масса |
||||||
|
0,5 |
0,8 |
1,0 |
1,5 |
2,0 |
2,5 |
3,0 |
|
|
6 |
0,0734 |
0,110 |
0,134 |
- |
- |
- |
- |
|
8 |
- |
0,153 |
0,187 |
- |
- |
- |
- |
|
10 |
- |
0,198 |
0,243 |
- |
- |
- |
- |
|
11 |
- |
0,220 |
0,270 |
- |
- |
- |
- |
|
12 |
- |
0,242 |
0,297 |
0,425 |
- |
- |
- |
|
13 |
- |
0,263 |
0,324 |
0,465 |
- |
- |
- |
|
14 |
- |
0,285 |
0,351 |
0,506 |
- |
- |
- |
|
15 |
- |
0,306 |
0,378 |
0,546 |
- |
- |
- |
|
16 |
- |
0,328 |
0,404 |
0,586 |
0,755 |
- |
- |
|
17 |
- |
0,349 |
0,431 |
0,627 |
0,809 |
- |
- |
|
18 |
- |
0,371 |
0,458 |
0,667 |
0,863 |
- |
- |
|
19 |
- |
0,393 |
0,485 |
0,708 |
0,917 |
- |
- |
|
20 |
- |
0,414 |
0,512 |
0,748 |
0,971 |
- |
- |
|
21 |
- |
0,436 |
0,539 |
0,789 |
1,025 |
- |
- |
|
22 |
- |
0,457 |
0,566 |
0,829 |
1,079 |
- |
- |
|
23 |
- |
0,479 |
0,593 |
0,870 |
1,133 |
- |
- |
|
24 |
- |
0,500 |
0,620 |
0,910 |
1,186 |
1,452 |
1,701 |
|
25 |
- |
0,522 |
0,647 |
0,950 |
1,240 |
1,519 |
1,782 |
|
26 |
- |
- |
0,674 |
0,991 |
1,294 |
1,586 |
1,864 |
|
28 |
- |
- |
0,728 |
1,072 |
1,402 |
1,797 |
2,026 |
|
29 |
- |
- |
0,755 |
1,112 |
1,456 |
- |
- |
|
30 |
- |
- |
0,782 |
1,153 |
1,510 |
1,857 |
2,187 |
|
32 |
- |
- |
0,836 |
1,234 |
1,618 |
1,993 |
2,350 |
|
33 |
- |
- |
- |
1,291 |
- |
- |
- |
|
35 |
- |
- |
- |
1,357 |
1,782 |
2,195 |
2,592 |
|
36 |
- |
- |
0,946 |
1,398 |
1,837 |
2,262 |
2,673 |
|
38 |
- |
- |
1,000 |
1,478 |
1,945 |
2,397 |
2,835 |
|
40 |
- |
- |
1,053 |
1,560 |
2,052 |
2,531 |
2,999 |
|
45 |
- |
- |
- |
- |
2,322 |
2,870 |
3,403 |
|
50 |
- |
- |
- |
- |
2,592 |
3,206 |
3.807 |
|
Примечания 1 Теоретическая масса вычислена по номинальному диаметру и номинальной толщине стенки. 2 Плотность латуни принята равной 8,6 г/см3, что соответствует плотности латуни марок Л68, ЛМш68-0,05, ЛА77-2, ЛАМш77-2-0,05; плотность меди принята равной 8,9 г/см3. 3 Поправочный коэффициент на теоретическую массу латуни марок Л70, ЛО70-1 и ЛОМш70-1 -0,05 - 1,009; меди марок М1р и М2р - 1,035. |
|||||||
ПРИЛОЖЕНИЕ Б
(справочное)
Значения предела текучести и твердости по Виккерсу
Таблица Б.1
|
Марка сплава |
Состояние материала |
Условный предел текучести σ0 2, МПа, не менее |
Твердость по Виккерсу HV3 |
|
Л70, Л68 |
Полутвердое |
130 |
80-130 |
|
ЛО70-1 |
Мягкое Полутвердое |
100 150 |
80-125 |
|
ЛА77-2 |
Мягкое Полутвердое |
120 150 |
80-130 |
ПРИЛОЖЕНИЕ В
(обязательное)
Методы контроля латунных труб для теплообменных аппаратов на наличие остаточных
растягивающих напряжений аммиачным способом и ртутной пробой
В.1 Метод контроля латунных труб для теплообменных аппаратов на наличие остаточных растягивающих напряжений аммиачным способом
Контроль латунных труб для теплообменных аппаратов на наличие остаточных растягивающих напряжений, вызывающих коррозионное растрескивание сплава, проводят в среде аммиака в течение 24 ч.
Метод разработан в соответствии с международным стандартом ИСО 6957*.
В.1.1 Определения
В настоящем разделе приложения применяют следующие термины с соответствующими определениями:
В.1.1.1 коррозионное растрескивание: Произвольное растрескивание материала при совместном воздействии коррозионной среды и напряжения (остаточного или приложенного).
В.1.1.2 остаточное напряжение: Напряжение, остающееся в металле в результате неравномерной пластической деформации.
В.1.2 Оборудование и материалы
В.1.2.1 Весы лабораторные по ГОСТ
24104-2001 или другие, обеспечивающие погрешность взвешивания ±
В.1.2.2 рН-метр-милливольтметр типа РН-150 или другое оборудование, обеспечивающее погрешность определения рН ± 0,05.
В.1.2.3 Эксикатор по ГОСТ 25336-82.
В.1.2.4 Стакан мерный, колба мерная вместимостью 1 дм3 по ГОСТ 1770-74.
В.1.2.5 Аммоний хлористый по ГОСТ 3773-72.
В.1.2.6 Вода дистиллированная по ГОСТ 6709-72.
В.1.2.7 Натрия гидроокись по ГОСТ 4328-77, 30 %-ный раствор.
В.1.2.8 Кислота серная по ГОСТ 4204-77, 5 %-ный раствор.
В.1.2.9 Водорода перекись по ГОСТ 10929-76, 30 %-ный раствор.
В.1.2.10 Бензин авиационный по ГОСТ 1012-72 или спирт этиловый ректификованный технический по ГОСТ 18300-87.
В.1.3 Условия проведения испытания
В.1.3.1 Температура окружающего воздуха 20 °С - 30 °С. При проведении арбитражных испытаний температура окружающего воздуха должна быть (25 ± 1) °С.
В.1.3.2 Механические воздействия должны отсутствовать.
В.1.4 Подготовка образцов к испытанию
В.1.4.1 Образцы представляют собой отрезки трубы длиной (100 ± 10) мм.
В.1.4.2 Образцы не должны иметь раковин, царапин, вмятин и других дефектов.
В.1.4.3 Перед испытанием образцы обезжиривают путем протирания бензином или спиртом. Загрязнения или остатки смазки должны быть полностью удалены с поверхности образцов.
В.1.4.4 Для удаления окислов поверхность образцов травят 5 %-ным раствором серной кислоты в течение 30-60 с.
В.1.4.5 После травления образцы промывают в проточной воде и тщательно высушивают наружную и внутреннюю поверхности.
В.1.5 Подготовка среды для испытания
B.1.5.1 Навеску хлористого аммония (107 ± 0,1) г помещают в стакан вместимостью 1 дм3 и растворяют в воде. Объем доводят до 500 см3.
В.1.5.2 Устанавливают рН раствора хлористого аммония 9,4 - 9,6, добавляя небольшими порциями в раствор хлористого аммония 30 -50 %-ный раствор гидроокиси натрия до необходимого значения рН. Измерение рН раствора проводят на рН-метре.
В.1.5.3 Титрованный раствор хлористого аммония переносят в мерную колбу вместимостью 1 дм3 и доливают до метки дистиллированной водой. Еще раз проверяют значение рН 9,4 - 9,6.
В.1.6 Проведение испытания
В.1.6.1 Для проведения испытания используют свежеприготовленный раствор хлористого аммония со значением рН 9,4 - 9,6.
* Международный стандарт - во ВНИИКИ Госстандарта России.
В.1.6.2 Объем раствора для испытания должен составлять 200 см3 на 1 дм3 общего объема сосуда.
В.1.6.3 Сухие образцы помещают на подставке таким образом, чтобы пары аммиака имели свободный доступ к поверхности испытываемого образца. Эксикатор герметично закрывают.
В.1.6.4 Испытание проводят в течение 24 ч.
В.1.6.5 После испытания образцы вынимают из эксикатора.
В.1.6.6 Для удаления продуктов коррозии образцы очищают в травильном растворе 5 %-ной серной кислоты с добавлением 20 -50 см3 перекиси водорода на 1 дм3 травильного раствора (для осветления поверхности образца).
В.1.7 Оценка и оформление результатов
В.1.7.1 Осмотр поверхности образца проводят визуально, без применения увеличительных приборов.
В.1.7.2 Трещины, обнаруженные на
расстоянии не более
В.1.7.3 Образцы считают выдержавшими испытание, если на поверхности образца отсутствуют продольные трещины.
В.1.8 Техника безопасности
В.1.8.1 При проведении испытаний необходимо соблюдать правила проведения работ в химической лаборатории.
В.2 Метод контроля латунных труб для теплообменных аппаратов на наличие остаточных растягивающих напряжений ртутной пробой
Контроль латунных труб для теплообменных аппаратов на наличие остаточных растягивающих напряжений, вызывающих коррозионное растрескивание сплава, проводят ускоренным методом. Испытание проводят в водном растворе азотнокислой ртути.
В.2.1 Определения
В настоящем разделе приложения применяют следующие термины с соответствующими определениями:
В.2.1.1 коррозионное растрескивание: Произвольное растрескивание материала при совместном воздействии коррозионной среды и напряжения (остаточного или приложенного).
В.2.1.2 остаточное напряжение: Напряжение, остающееся в металле в результате неравномерной пластической деформации.
В.2.2 Применяемые растворы
В.2.2.1 Для проведения
испытаний применяют водный раствор, содержащий
В.2.2.2 Раствор можно готовить двумя различными способами.
Первый способ:
После полного растворения кристаллов раствор доливают дистиллированной водой до 1 дм3.
Второй способ:
Для проведения испытаний отбирают 100 см3 раствора, добавляют 7 см3 10 %-ного раствора азотной кислоты и доводят объем раствора до 1 дм3.
В.2.3 Подготовка образцов к испытаниям
В.2.3.1 Длина образцов должна
быть 100
В.2.3.2 Образцы нельзя маркировать штамповкой; их следует маркировать таким образом, чтобы не возникали напряжения.
В.2.4 Проведение испытания
В.2.4.1 Образцы обезжиривают путем погружения в растворитель (бензин, четыреххлористый углерод и т. п.) с последующей протиркой хлопчатобумажной тканью и погружают в 15 %-ный (по объему) водный раствор серной кислоты или 40 %-ный раствор азотной кислоты на 30 с для удаления окисных пленок.
После травления образцы промывают в проточной воде, затем удаляют с их поверхности остатки воды и погружают полностью в раствор азотнокислой ртути (состав приведен в В.2.2 настоящего приложения). Испытание проводят при комнатной температуре.
Количество раствора азотнокислой ртути должно быть не менее 1,5 см3 на 1 см2 поверхности образца.
Для испытаний отбирают образцы без поверхностных дефектов.
В.2.4.2 Через 30 мин образец извлекают из раствора азотнокислой ртути и промывают в проточной воде. С поверхности образца удаляют избыток ртути.
Образцы осматривают после испытания не ранее чем через 30 мин, если в технических требованиях не указано другое время выдержки до осмотра.
Если возникает сомнение относительно наличия трещин, то ртуть с поверхности образца следует удалять нагревом в печи с поглотителями ртути или в герметичном контейнере с вакуумом и холодильником для сбора металлической ртути.
Образцы осматривают с помощью лупы при 10 - 18-кратном увеличении.
Отсутствие трещин на образцах после испытания свидетельствует о снятии остаточных растягивающих напряжений.
В.2.5 Техника безопасности
В.2.5.1 Металлическая ртуть и ее соединения чрезвычайно токсичны. Поэтому для проведения испытаний в растворе азотнокислой ртути оборудуют специальное помещение с хорошей приточно-вытяжной вентиляцией, с улавливанием паров ртути и соблюдением всех санитарных норм, предусмотренных требованиями по технике безопасности при работе с металлической ртутью.
В.2.5.2 Все работы выполняют в резиновых перчатках и халатах (с застежками и без карманов), на голову надевают косынку или шапочку. Смену спецодежды следует проводить не реже одного раза в неделю. Уносить спецодежду домой не разрешается.
В.2.5.3 Хранение и прием пищи необходимо проводить вне помещений, где проводят испытания. Перед приемом пищи и уходом из помещения спецодежда должна быть снята и оставлена в помещении лаборатории, а руки тщательно вымыты с мылом и щеткой.
В.2.5.4 Все работающие с ртутью и ее соединениями должны проходить медицинский осмотр не реже двух раз в год.
Ключевые слова: трубы медные и латунные, наружный диаметр, толщина стенки, марки, химический состав, аммиачная проба, ртутная проба