МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
(МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
|
МЕЖГОСУДАРСТВЕННЫЙ |
ГОСТ (ИСО 965-1:1998, |
Основные нормы взаимозаменяемости
РЕЗЬБА МЕТРИЧЕСКАЯ
Допуски. Посадки с зазором
|
|
Москва Стандартинформ 2005 |
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-97 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом «Научно-исследовательский и конструкторский институт средств измерения в машиностроении» (ОАО «НИИизмерения»)
2 ВНЕСЕН Госстандартом России
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 25 от 26 мая 2004 г.)
За принятие проголосовали:
|
Краткое наименование страны по МК (ИСО 3166) 004-97 |
Код страны по МК (ИСО 3166) 004-97 |
Сокращенное наименование национального органа по стандартизации |
|
Азербайджан |
AZ |
Азстандарт |
|
Армения |
AM |
Армстандарт |
|
Беларусь |
BY |
Госстандарт Республики Беларусь |
|
Грузия |
GE |
Грузстандарт |
|
Казахстан |
KZ |
Госстандарт Республики Казахстан |
|
Кыргызстан |
KG |
Кыргызстандарт |
|
Молдова |
MD |
Молдова-Стандарт |
|
Российская Федерация |
RU |
Федеральное агентство по техническому регулированию и метрологии |
|
Таджикистан |
TJ |
Таджикстандарт |
|
Туркменистан |
TM |
Главгосслужба «Туркменстандартлары» |
|
Узбекистан |
UZ |
Узгосстандарт |
|
Украина |
UA |
Госпотребстандарт Украины |
4 Настоящий стандарт включает в себя модифицированные основные нормативные положения (и приложения) следующих международных стандартов:
- ИСО 965-1:1998 «Резьба метрическая ИСО общего назначения - Допуски - Часть 1: Общие положения и основные данные» (ISO 965-1:1998 «General purpose metric screw threads - Tolerances - Part 1: Principles and basic data»)
- ИСО 965-3:1998 «Резьба метрическая ИСО общего назначения - Допуски - Часть 3: Предельные отклонения для конструкционных резьб» (ISO 965-3:1998 «General purpose metric screw threads - Tolerances - Part 3: Deviations for constructional screw threads»).
При этом дополнительные положения, учитывающие потребности национальной экономики указанных выше государств и особенности межгосударственной стандартизации, выделены курсивом
5 Приказом Федерального агентства по техническому регулированию и метрологии от 2 марта 2005 г. № 39-ст межгосударственный стандарт ГОСТ 16093-2004 введен в действие непосредственно в качестве национального стандарта Российской Федерации с 1 июля 2005 г.
(Поправка. ИУС 7-2005)
6 ВЗАМЕН ГОСТ 16093-81
Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в указателе «Национальные стандарты».
Информация об изменениях к настоящему стандарту публикуется в указателе «Национальные стандарты», а текст этих изменений - в информационных указателях «Национальные стандарты». В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе «Национальные стандарты»
Содержание
ГОСТ 16093-2004
(ИСО 965-1:1998,
ИСО 965-3:1998)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Основные нормы взаимозаменяемости
РЕЗЬБА МЕТРИЧЕСКАЯ
Допуски. Посадки с зазором
Basic norms of interchangeability. Metric screw thread. Tolerances. Clearance fits
Дата введения - 2005-07-01
1 Область применения
Настоящий стандарт распространяется на метрические резьбы общего назначения с профилем по ГОСТ 9150, диаметрами и шагами по ГОСТ 8724 и ГОСТ 16967 и основными размерами по ГОСТ 24705 и ГОСТ 24706.
Допуски для резьб диаметром менее 1 мм - по ГОСТ 9000.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты:
ГОСТ 1759.4-87 (ИСО 898-1-78) Болты, винты и шпильки. Механические свойства и методы испытаний
ГОСТ 8724-2002 (ИСО 261-98) Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги
ГОСТ 9000-81 Основные нормы взаимозаменяемости. Резьба метрическая для диаметров менее 1 мм. Допуски
ГОСТ 9150-2002 (ИСО 68-1-98) Основные нормы взаимозаменяемости. Резьба метрическая. Профиль
ГОСТ 11708-82 Основные нормы взаимозаменяемости. Резьба. Термины и определения
ГОСТ 16967-81 Основные нормы взаимозаменяемости. Резьба метрическая для приборостроения. Диаметры и шаги
ГОСТ 24705-2004 Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
ГОСТ 24706-81 Основные нормы взаимозаменяемости. Резьба метрическая для приборостроения. Основные размеры
ГОСТ 24997-2004 Калибры для метрической резьбы. Допуски
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов по указателю «Национальные стандарты», составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения и обозначения
3.1 Термины и определения для резьбы - по ГОСТ 11708.
3.2 В настоящем стандарте приняты следующие обозначения:
D - номинальный наружный диаметр внутренней резьбы (номинальный диаметр резьбы), мм;
d - номинальный наружный диаметр наружной резьбы (номинальный диаметр резьбы), мм;
D2 - номинальный средний диаметр внутренней резьбы, мм;
d2 - номинальный средний диаметр наружной резьбы, мм;
D1 - номинальный внутренний диаметр внутренней резьбы, мм;
d1, - номинальный внутренний диаметр наружной резьбы, мм;
d3 - номинальный внутренний диаметр наружной резьбы по дну впадины, мм;
Р - шаг резьбы, мм;
Ph - ход резьбы, мм;
Н - высота исходного треугольника, мм;
S - группа длин свинчивания «короткие»;
N - группа длин свинчивания «нормальные»;
L - группа длин свинчивания «длинные»;
Т - допуск, мкм;
TD1, TD2, Td, Td2- допуски диаметров D1, D2, d, d2, мкм;
es - верхнее отклонение диаметров наружной резьбы, мкм;
ES - верхнее отклонение диаметров внутренней резьбы, мкм;
ei - нижнее отклонение диаметров наружной резьбы, мкм;
EI - нижнее отклонение диаметров внутренней резьбы, мкм;
R - радиус впадины наружной резьбы, мкм;
с - срез по впадине наружной резьбы, мм;
lN min - минимальное значение нормальной длины свинчивания, мм;
lN max - максимальное значение нормальной длины свинчивания, мм.
4 структура системы допусков
4.1 Система допусков резьбы предусматривает:
допуски диаметров резьбы;
положения полей допусков диаметров резьбы;
классификацию длин свинчивания резьбы;
поля допусков резьбы и их выбор с учетом длин свинчивания.
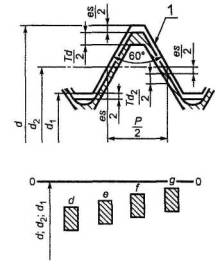
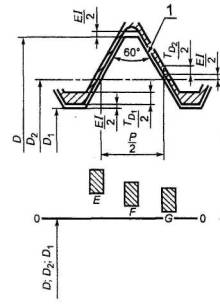
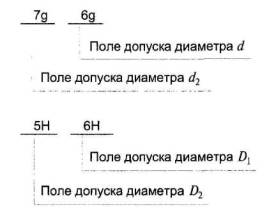
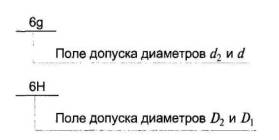
4.2 Схемы полей допусков наружной и внутренней резьбы в посадках с зазором приведены на рисунках 1 и 2. Отклонения отсчитываются от основного профиля резьбы в направлении, перпендикулярном к оси резьбы.
4.3 Допуски для двух диаметров резьб - среднего диаметра и диаметра выступов (наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы) устанавливаются по степеням точности, обозначаемым цифрами. Номера установленных степеней точности диаметров резьбы приведены в таблице 1.
Допуски диаметров d1 и D не устанавливаются.
Допуски среднего диаметра резьбы являются суммарными.
Таблица 1
|
Вид резьбы |
Диаметр резьбы |
Степень точности |
|
Наружная резьба |
d |
4; 6; 8 |
|
d2 |
3; 4; 5; 6; 7; 8; 9; 10* |
|
|
Внутренняя резьба |
D2 |
4; 5; 6; 7; 8; 9* |
|
D1 |
4; 5; 6; 7; 8 |
|
|
* Только для резьб на деталях из пластмасс. |
||
С основными отклонениями d, e, f, g
С основным отклонением h
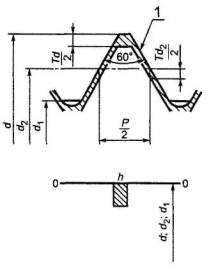
1 - основной профиль
Рисунок 1 - Положения полей допусков наружной резьбы
с основными отклонениями Е, F, G
с основным отклонением Н
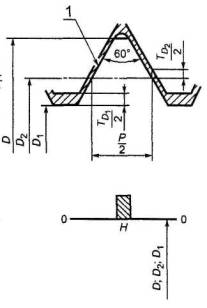
1 - основной профиль
Рисунок 2 - Положения полей допусков внутренней резьбы
4.4 Положение поля допуска диаметра резьбы определяется основным отклонением (верхним для наружной резьбы определяется основным отклонением (верхним для наружной резьбы и нижним для внутренней резьбы) и обозначается буквой латинского алфавита, строчной для наружной резьбы и прописной для внутренней.
Положения полей допусков приведены на рисунках 1 и 2 и в таблице 2.
|
Вид резьбы |
Диаметр резьбы |
Основное отклонение |
|
Наружная резьба |
d |
d; e; f; g; h |
|
d2 |
d; e; f; g; h |
|
|
Внутренняя резьба |
D2 |
E; F; G; H |
|
D1 |
E; F; G; H |
|
|
Примечания 1 Верхнее отклонение диаметра d1 должно соответствовать основному отклонению диаметра d2 2 Нижнее отклонение диаметра D должно соответствовать основному отклонению диаметра D2 3 Основные отклонения внутренней резьбы Е и F установлены только для специального применения при значительных толщинах слоя защитного покрытия. |
||
4.5 Длины свинчивания резьбы подразделяются на три группы: «короткие» S, «нормальные» N и «длинные» L.
4.6 Поле допуска отдельного диаметра резьбы (среднего диаметра d2, D2 или диаметра выступов d, D1) образуется сочетанием допуска и основного отклонения.
4.7 Поле допуска резьбы образуется сочетанием полей допусков среднего диаметра и диаметра выступов.
5 Условные обозначения резьбы
5.1 Обозначение размера резьбы - по ГОСТ 8724.
5.2 Обозначение поля допуска отдельного диаметра резьбы состоит из цифры, указывающей степень точности, и буквы, указывающей основное отклонение.
Например: 4h; 6g; 6H.
5.3 Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра, помещаемого на первом месте, и обозначения поля допуска диаметра выступов.
Например:
Если обозначение поля допуска диаметра выступов совпадает с обозначением поля допуска среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется.
Например:
5.4 В условном обозначении резьбы обозначение поля допуска должно следовать за обозначением резьбы.
Пример условного обозначения наружной резьбы:
|
с крупным шагом: |
|
|
|
|
М10-6g или М10×1,5-6g |
|
|
с мелким шагом: |
|
|
|
|
М10×1-6g |
|
|
внутренней резьбы: |
|
|
|
с крупным шагом: |
|
|
|
|
М10-6Н |
|
|
с мелким шагом: |
|
|
|
|
М10×1-6Н |
|
|
многозаходной резьбы: |
|
|
|
|
М16×Ph3P1,5-6Н или М16×Ph3P1,5 (два захода) - 6Н |
|
|
левой резьбы: |
|
|
|
с крупным шагом: |
|
|
|
|
М10-6g-LH |
|
|
с мелким шагом: |
|
|
|
|
М10×1-6Н-LH |
|
|
многозаходной: |
|
|
|
|
M16×Ph3P1,5-6H-LH |
|
Примечание - Отсутствие обозначения поля допуска резьбы означает, что назначен класс точности «средний» и соответственно следующие поля допусков.
Наружная резьба:
6h - для резьбы диаметром до 1,4 мм включительно;
6g - для резьбы диаметром 1,6 и более.
Внутренняя резьба:
5Н - для резьбы диаметром до 1,4 мм включительно;
6Н - для резьбы диаметром 1,6 и более.
Однако предпочтительным является указание обозначения поля допуска резьбы во всех случаях.
5.5 Обозначение группы длин свинчивания «нормальная» N в обозначении резьбы не указывается.
Обозначение группы длин свинчивания «короткая» S и «длинная» L указывается за обозначением поля допуска резьбы и отделяется от него чертой.
Примеры
М6-7g/6g-L;
М20×2-5Н-S-LH.
Примечание - Обозначение групп длин свинчивания S или L допускается дополнять указанием в скобках длины свинчивания в миллиметрах,
например: М12-7g/6g-L (30).
5.6 Посадка в резьбовом соединении обозначается дробью, в числителе которой указывают обозначение поля допуска внутренней резьбы, а в знаменателе - обозначение поля допуска наружной резьбы.
Примеры:
М6-6Н/6g;
М20×2-6Н/5g6g;
М12×1-6Н/6g-LH.
6 Допуски
6.1 Допуски наружного диаметра наружной резьбы Td должны соответствовать указанным в таблице 3 и внутреннего диаметра внутренней резьбы TD1, - в таблице 4.
|
Шаг Р, мм |
Степень точности |
||
|
4 |
6 |
8 |
|
|
Допуск Td, мкм |
|||
|
0,2 |
36 |
56 |
- |
|
0,25 |
42 |
67 |
- |
|
0,3 |
48 |
75 |
- |
|
0,35 |
53 |
85 |
- |
|
0,4 |
60 |
95 |
- |
|
0,45 |
63 |
100 |
- |
|
0,5 |
67 |
106 |
- |
|
0,6 |
80 |
125 |
- |
|
0,7 |
90 |
140 |
- |
|
0,75 |
90 |
140 |
- |
|
0,8 |
95 |
150 |
236 |
|
1 |
112 |
180 |
280 |
|
1,25 |
132 |
212 |
335 |
|
1,5 |
150 |
236 |
375 |
|
1,75 |
170 |
265 |
425 |
|
2 |
180 |
280 |
450 |
|
2,5 |
212 |
335 |
530 |
|
3 |
236 |
375 |
600 |
|
3,5 |
265 |
425 |
670 |
|
4 |
300 |
475 |
750 |
|
4,5 |
315 |
500 |
800 |
|
5 |
335 |
530 |
850 |
|
5,5 |
355 |
560 |
900 |
|
6 |
375 |
600 |
950 |
|
8 |
450 |
710 |
1180 |
Таблица 4
|
Шаг Р, мм |
Степень точности |
||||
|
4 |
5 |
6 |
7 |
8 |
|
|
Допуск Td1, мкм |
|||||
|
0,2 |
38 |
(48) |
(60) |
- |
- |
|
0,25 |
45 |
56 |
(71) |
- |
- |
|
0,3 |
53 |
67 |
85 |
- |
- |
|
0,35 |
63 |
80 |
100 |
- |
- |
|
0,4 |
71 |
90 |
112 |
- |
- |
|
0,45 |
80 |
100 |
125 |
- |
- |
|
0,5 |
90 |
112 |
140 |
180 |
- |
|
0,6 |
100 |
125 |
160 |
200 |
- |
|
0,7 |
112 |
140 |
180 |
224 |
- |
|
0,75 |
118 |
150 |
190 |
236 |
- |
|
0,8 |
125 |
160 |
200 |
250 |
315 |
|
1 |
150 |
190 |
236 |
300 |
375 |
|
1,25 |
170 |
212 |
265 |
335 |
425 |
|
1,5 |
190 |
236 |
300 |
375 |
475 |
|
1,75 |
212 |
265 |
335 |
425 |
530 |
|
2 |
236 |
300 |
375 |
475 |
600 |
|
2,5 |
280 |
355 |
450 |
560 |
710 |
|
3 |
315 |
400 |
500 |
630 |
800 |
|
3,5 |
355 |
450 |
560 |
710 |
900 |
|
4 |
375 |
475 |
600 |
750 |
950 |
|
4,5 |
425 |
530 |
670 |
850 |
1060 |
|
5 |
450 |
560 |
710 |
900 |
1120 |
|
5,5 |
475 |
600 |
750 |
950 |
1180 |
|
6 |
500 |
630 |
800 |
1000 |
1250 |
|
8 |
630 |
800 |
1000 |
1250 |
1600 |
6.2 Допуски среднего диаметра наружной резьбы Td2 должны соответствовать указанным в таблице 5 и внутренней резьбы Td2 - в таблице 6.
Таблица 5
|
Номинальный диаметр резьбы d, мм |
Шаг P, мм |
Степень точности |
|||||||
|
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
||
|
Допуск Тd2, мкм |
|||||||||
|
От 1 до 1,4 |
0,2 |
24 |
30 |
38 |
48 |
(60) |
(75) |
- |
- |
|
|
0,25 |
26 |
34 |
42 |
53 |
(67) |
(85) |
- |
- |
|
|
0,3 |
28 |
36 |
45 |
56 |
(71) |
(90) |
- |
- |
|
Св. 1,4 до 2,8 |
0,2 |
25 |
32 |
40 |
50 |
(63) |
(80) |
- |
- |
|
|
0,25 |
28 |
36 |
45 |
56 |
(71) |
(90) |
- |
- |
|
|
0,35 |
32 |
40 |
50 |
63 |
80 |
(100) |
- |
- |
|
|
0,4 |
34 |
42 |
53 |
67 |
85 |
(106) |
- |
- |
|
|
0,45 |
36 |
45 |
56 |
71 |
90 |
(112) |
- |
- |
|
Св. 2,8 до 5,6 |
0,25 |
28 |
36 |
45 |
56 |
(71) |
- |
- |
- |
|
|
0,35 |
34 |
42 |
53 |
67 |
85 |
(106) |
- |
- |
|
|
0,5 |
38 |
48 |
60 |
75 |
95 |
(118) |
- |
- |
|
|
0,6 |
42 |
53 |
67 |
85 |
106 |
(132) |
- |
- |
|
|
0,7 |
45 |
56 |
71 |
90 |
112 |
(140) |
- |
- |
|
|
0,75 |
45 |
56 |
71 |
90 |
112 |
(140) |
- |
- |
|
|
0,8 |
48 |
60 |
75 |
95 |
118 |
150 |
190 |
236 |
|
Св. 5,6 до 11,2 |
0,25 |
32 |
40 |
50 |
63 |
(80) |
- |
- |
- |
|
|
0,35 |
36 |
45 |
56 |
71 |
90 |
- |
- |
- |
|
|
0,5 |
42 |
53 |
67 |
85 |
106 |
(132) |
- |
- |
|
|
0,75 |
50 |
63 |
80 |
100 |
125 |
(160) |
- |
- |
|
|
1 |
56 |
71 |
90 |
112 |
140 |
180 |
224 |
280 |
|
|
1,25 |
60 |
75 |
95 |
118 |
150 |
190 |
236 |
300 |
|
|
1,5 |
67 |
85 |
106 |
132 |
170 |
212 |
265 |
335 |
|
Св. 11,2 до 22,4 |
0,35 |
38 |
48 |
60 |
75 |
95 |
- |
- |
- |
|
|
0,5 |
45 |
56 |
71 |
90 |
112 |
(140) |
- |
- |
|
|
0,75 |
53 |
67 |
85 |
106 |
132 |
(170) |
- |
- |
|
|
1 |
60 |
75 |
95 |
118 |
150 |
190 |
236 |
300 |
|
|
1,25 |
67 |
85 |
106 |
132 |
170 |
212 |
265 |
335 |
|
|
1,5 |
71 |
90 |
112 |
140 |
180 |
224 |
280 |
355 |
|
|
1,75 |
75 |
95 |
118 |
150 |
190 |
236 |
300 |
375 |
|
|
2 |
80 |
100 |
125 |
160 |
200 |
250 |
315 |
400 |
|
|
2,5 |
85 |
106 |
132 |
170 |
212 |
265 |
335 |
425 |
|
Св. 22,4 до 45 |
0,5 |
48 |
60 |
75 |
95 |
118 |
- |
- |
- |
|
|
0,75 |
56 |
71 |
90 |
112 |
140 |
(180) |
- |
- |
|
|
1 |
63 |
80 |
100 |
125 |
160 |
200 |
250 |
315 |
|
|
1,5 |
75 |
95 |
118 |
150 |
190 |
236 |
300 |
375 |
|
|
2 |
85 |
106 |
132 |
170 |
212 |
265 |
335 |
425 |
|
|
3 |
100 |
125 |
160 |
200 |
250 |
315 |
400 |
500 |
|
|
3,5 |
106 |
132 |
170 |
212 |
265 |
335 |
425 |
530 |
|
|
4 |
112 |
140 |
180 |
224 |
280 |
355 |
450 |
560 |
|
|
4,5 |
118 |
150 |
190 |
236 |
300 |
375 |
475 |
600 |
|
Св. 45 до 90 |
0,5 |
50 |
63 |
80 |
100 |
125 |
- |
- |
- |
|
|
0,75 |
60 |
75 |
95 |
118 |
150 |
- |
- |
- |
|
|
1 |
71 |
90 |
112 |
140 |
180 |
224 |
280 |
355 |
|
|
1,5 |
80 |
100 |
125 |
160 |
200 |
250 |
315 |
400 |
|
|
2 |
90 |
112 |
140 |
180 |
224 |
280 |
355 |
450 |
|
|
3 |
106 |
132 |
170 |
212 |
265 |
335 |
425 |
530 |
|
|
4 |
118 |
150 |
190 |
236 |
300 |
375 |
475 |
600 |
|
|
5 |
125 |
160 |
200 |
250 |
315 |
400 |
500 |
630 |
|
|
5,5 |
132 |
170 |
212 |
265 |
335 |
425 |
530 |
670 |
|
|
6 |
140 |
180 |
224 |
280 |
355 |
450 |
560 |
710 |
|
Св. 90 до 180 |
0,75 |
63 |
80 |
100 |
125 |
160 |
- |
- |
- |
|
|
1 |
75 |
95 |
118 |
150 |
190 |
- |
- |
- |
|
|
1,5 |
85 |
106 |
132 |
170 |
212 |
265 |
335 |
425 |
|
|
2 |
95 |
118 |
150 |
190 |
236 |
300 |
375 |
475 |
|
|
3 |
112 |
140 |
180 |
224 |
280 |
355 |
450 |
560 |
|
|
4 |
125 |
160 |
200 |
250 |
315 |
400 |
500 |
630 |
|
|
6 |
150 |
190 |
236 |
300 |
375 |
475 |
600 |
750 |
|
|
8 |
170 |
212 |
265 |
335 |
425 |
530 |
670 |
850 |
|
Св. 180 до 355 |
1,5 |
90 |
112 |
140 |
180 |
224 |
280 |
355 |
- |
|
|
2 |
106 |
132 |
170 |
212 |
265 |
335 |
425 |
530 |
|
|
3 |
125 |
160 |
200 |
250 |
315 |
400 |
500 |
630 |
|
|
4 |
140 |
180 |
224 |
280 |
355 |
450 |
560 |
710 |
|
|
6 |
160 |
200 |
250 |
315 |
400 |
500 |
630 |
800 |
|
|
8 |
180 |
224 |
280 |
355 |
450 |
560 |
710 |
900 |
|
Св. 355 до 600 |
2 |
112 |
140 |
180 |
224 |
280 |
355 |
450 |
- |
|
|
4 |
150 |
190 |
236 |
300 |
375 |
475 |
600 |
750 |
|
|
6 |
170 |
212 |
265 |
335 |
425 |
530 |
670 |
850 |
|
|
8 |
190 |
236 |
300 |
375 |
475 |
600 |
750 |
950 |
|
Примечание - Значения, указанные в скобках, по возможности не применять. |
|||||||||
(Поправка. ИУС 4-2006)
|
Номинальный диаметр резьбы d, мм |
Шаг P, мм |
Степень точности |
|||||
|
4 |
5 |
6 |
7 |
8 |
9 |
||
|
Допуск ТD2, мкм |
|||||||
|
От 1 до 1,4 |
0,2 |
40 |
50 |
63 |
- |
- |
- |
|
|
0,25 |
45 |
56 |
71 |
- |
- |
- |
|
|
0,3 |
48 |
60 |
75 |
- |
- |
- |
|
Св. 1,4 до 2,8 |
0,2 |
42 |
53 |
67 |
- |
- |
- |
|
|
0,25 |
48 |
60 |
75 |
- |
- |
- |
|
|
0,35 |
53 |
67 |
85 |
- |
- |
- |
|
|
0,4 |
56 |
71 |
90 |
- |
- |
- |
|
|
0,45 |
60 |
75 |
95 |
- |
- |
- |
|
Св. 2,8 до 5,6 |
0,25 |
48 |
60 |
75 |
- |
- |
- |
|
|
0,35 |
56 |
71 |
90 |
- |
- |
- |
|
|
0,5 |
63 |
80 |
100 |
125 |
- |
- |
|
|
0,6 |
71 |
90 |
112 |
140 |
- |
- |
|
|
0,7 |
75 |
95 |
118 |
150 |
- |
- |
|
|
0,75 |
75 |
95 |
118 |
150 |
- |
- |
|
|
0,8 |
80 |
100 |
125 |
160 |
200 |
250 |
|
Св. 5,6 до 11,2 |
0,25 |
53 |
67 |
85 |
|
- |
- |
|
|
0,35 |
60 |
75 |
95 |
- |
- |
- |
|
|
0,5 |
71 |
90 |
112 |
140 |
- |
- |
|
|
0,75 |
85 |
106 |
132 |
170 |
- |
- |
|
|
1 |
95 |
118 |
150 |
190 |
236 |
300 |
|
|
1,25 |
100 |
125 |
160 |
200 |
250 |
315 |
|
|
1,5 |
112 |
140 |
180 |
224 |
280 |
355 |
|
Св. 11,2 до 22,4 |
0,35 |
63 |
80 |
100 |
- |
- |
- |
|
|
0,5 |
75 |
95 |
118 |
150 |
- |
- |
|
|
0,75 |
90 |
112 |
140 |
180 |
- |
- |
|
|
1 |
100 |
125 |
160 |
200 |
250 |
315 |
|
|
1,25 |
112 |
140 |
180 |
224 |
280 |
355 |
|
|
1,5 |
118 |
150 |
190 |
236 |
300 |
375 |
|
|
1,75 |
125 |
160 |
200 |
250 |
315 |
400 |
|
|
2 |
132 |
170 |
212 |
265 |
335 |
425 |
|
|
2,5 |
140 |
180 |
224 |
280 |
355 |
450 |
|
Св. 22,4 до 45 |
0,5 |
80 |
100 |
125 |
- |
- |
- |
|
|
0,75 |
95 |
118 |
150 |
190 |
- |
- |
|
|
1 |
106 |
132 |
170 |
212 |
265 |
335 |
|
|
1,5 |
125 |
160 |
200 |
250 |
315 |
400 |
|
|
2 |
140 |
180 |
224 |
280 |
355 |
450 |
|
|
3 |
170 |
212 |
265 |
335 |
425 |
530 |
|
|
3,5 |
180 |
224 |
280 |
355 |
450 |
560 |
|
|
4 |
190 |
236 |
300 |
375 |
475 |
600 |
|
|
4,5 |
200 |
250 |
315 |
400 |
500 |
630 |
|
Св. 45 до 90 |
0,5 |
85 |
106 |
132 |
- |
- |
- |
|
|
0,75 |
100 |
125 |
160 |
- |
- |
- |
|
|
1 |
118 |
150 |
190 |
236 |
300 |
375 |
|
|
1,5 |
132 |
170 |
212 |
265 |
335 |
425 |
|
|
2 |
150 |
190 |
236 |
300 |
375 |
475 |
|
|
3 |
180 |
224 |
280 |
355 |
450 |
560 |
|
|
4 |
200 |
250 |
315 |
400 |
500 |
630 |
|
|
5 |
212 |
265 |
335 |
425 |
530 |
670 |
|
|
5,5 |
224 |
280 |
355 |
450 |
560 |
710 |
|
|
6 |
236 |
300 |
375 |
475 |
600 |
750 |
|
Св. 90 до 180 |
0,75 |
106 |
132 |
170 |
- |
- |
- |
|
|
1 |
125 |
160 |
200 |
250 |
- |
- |
|
|
1,5 |
140 |
180 |
224 |
280 |
355 |
450 |
|
|
2 |
160 |
200 |
250 |
315 |
400 |
500 |
|
|
3 |
190 |
236 |
300 |
375 |
475 |
600 |
|
|
4 |
212 |
265 |
335 |
425 |
530 |
670 |
|
|
6 |
250 |
315 |
400 |
500 |
630 |
800 |
|
|
8 |
280 |
355 |
450 |
560 |
710 |
900 |
|
Св. 180 до 355 |
1,5 |
150 |
190 |
236 |
300 |
375 |
- |
|
|
2 |
180 |
224 |
280 |
355 |
450 |
560 |
|
|
3 |
212 |
265 |
335 |
425 |
530 |
670 |
|
|
4 |
236 |
300 |
375 |
475 |
600 |
750 |
|
|
6 |
265 |
335 |
425 |
530 |
670 |
850 |
|
|
8 |
300 |
375 |
475 |
600 |
750 |
950 |
|
Св. 355 до 600 |
2 |
190 |
236 |
300 |
375 |
475 |
- |
|
|
4 |
250 |
315 |
400 |
500 |
630 |
800 |
|
|
6 |
280 |
355 |
450 |
560 |
710 |
900 |
|
|
8 |
315 |
400 |
500 |
630 |
800 |
1000 |
7 Основные отклонения
7.1 Числовые значения основных отклонений диаметров наружной и внутренней резьбы должны соответствовать указанным в таблице 7.
Таблица 7
|
Шаг Р, мм |
Наружная резьба |
Внутренняя резьба |
||||||||
|
Диаметр резьбы |
||||||||||
|
d, d2 |
D1, D2 |
|||||||||
|
Основное отклонение, мкм |
||||||||||
|
es |
EI |
|||||||||
|
d |
е |
f |
g |
h |
Е |
F |
G |
H |
||
|
0,2 |
- |
- |
-32 |
-17 |
0 |
- |
+32 |
+17 |
0 |
|
|
0,25 |
- |
- |
-33 |
-18 |
0 |
- |
+33 |
+18 |
0 |
|
|
0,3 |
- |
- |
-33 |
-18 |
0 |
- |
+33 |
+18 |
0 |
|
|
0,35 |
- |
- |
-34 |
-19 |
0 |
- |
+34 |
+19 |
0 |
|
|
0,4 |
- |
- |
-34 |
-19 |
0 |
- |
+34 |
+19 |
0 |
|
|
0,45 |
- |
- |
-35 |
-20 |
0 |
- |
+35 |
+20 |
0 |
|
|
0,5 |
- |
-50 |
-36 |
-20 |
0 |
+50 |
+36 |
+20 |
0 |
|
|
0,6 |
- |
-53 |
-36 |
-21 |
0 |
+53 |
+36 |
+21 |
0 |
|
|
0,7 |
- |
-56 |
-38 |
-22 |
0 |
+56 |
+38 |
+22 |
0 |
|
|
0,75 |
- |
-56 |
-38 |
-22 |
0 |
+56 |
+38 |
+22 |
0 |
|
|
0,8 |
- |
-60 |
-38 |
-24 |
0 |
+60 |
+38 |
+24 |
0 |
|
|
1 |
-90 |
-60 |
-40 |
-26 |
0 |
+60 |
+40 |
+26 |
0 |
|
|
1,25 |
-95 |
-63 |
-42 |
-28 |
0 |
+63 |
+42 |
+28 |
0 |
|
|
1,5 |
-95 |
-67 |
-45 |
-32 |
0 |
+67 |
+45 |
+32 |
0 |
|
|
1,75 |
-100 |
-71 |
^8 |
-34 |
0 |
+71 |
+48 |
+34 |
0 |
|
|
2 |
-100 |
-71 |
-52 |
-38 |
0 |
+71 |
+52 |
+38 |
0 |
|
|
2,5 |
-106 |
-80 |
-58 |
-42 |
0 |
+80 |
+58 |
+42 |
0 |
|
|
3 |
-112 |
-85 |
-63 |
-48 |
0 |
+85 |
+63 |
+48 |
0 |
|
|
3,5 |
-118 |
-90 |
-70 |
-53 |
0 |
+90 |
+70 |
+53 |
0 |
|
|
4 |
-125 |
-95 |
-75 |
-60 |
0 |
+95 |
+75 |
+60 |
0 |
|
|
4,5 |
-132 |
-100 |
-80 |
-63 |
0 |
+100 |
+80 |
+63 |
0 |
|
|
5 |
-132 |
-106 |
-85 |
-71 |
0 |
+106 |
+85 |
+71 |
0 |
|
|
5,5 |
-140 |
-112 |
-90 |
-75 |
0 |
+112 |
+90 |
+75 |
0 |
|
|
6 |
-150 |
-118 |
-95 |
-80 |
0 |
+118 |
+95 |
+80 |
0 |
|
|
8 |
- |
-140 |
-118 |
-100 |
0 |
+140 |
+118 |
+100 |
0 |
|
(Поправка. ИУС 4-2006)
8 Длины свинчивания
8.1 Классификация длин свинчивания по группам S, N и L должна соответствовать таблице 8.
Таблица 8
Размеры в миллиметрах
|
Номинальный диаметр резьбы d, D |
Шаг Р |
Группа длин свинчивания |
|||
|
S |
N |
L |
|||
|
Длина свинчивания |
|||||
|
От 1 до 1,4 |
0,2 |
До 0,5 |
Св. 0,5 до 1,4 |
Св. 1,4 |
|
|
|
0,25 |
» 0,6 |
» 0,6 » 1,7 |
» 1,7 |
|
|
|
0,3 |
» 0,7 |
» 0,7 » 2 |
» 2 |
|
|
Св. 1,4 до 2,8 |
0,2 |
До 0,5 |
Св. 0,5 до 1,5 |
Св. 1,5 |
|
|
|
0,25 |
» 0,6 |
» 0,6 » 1,9 |
» 1,9 |
|
|
|
0,35 |
» 0,8 |
» 0,8 » 2,6 |
» 2,6 |
|
|
|
0,4 |
» 1 |
» 1 » 3 |
» 3 |
|
|
|
0,45 |
» 1,3 |
» 1,3 » 3,8 |
» 3,8 |
|
|
Св. 2,8 до 5,6 |
0,25 |
До 0,7 |
Св. 0,7 до 2,1 |
Св. 2,1 |
|
|
|
0,35 |
» 1 |
» 1 » 3 |
» 3 |
|
|
|
0,5 |
» 1,5 |
» 1,5 » 4,5 |
» 4,5 |
|
|
|
0,6 |
» 1,7 |
» 1,7 » 5 |
» 5 |
|
|
|
0,7 |
» 2 |
» 2 » 6 |
» 6 |
|
|
|
0,75 |
» 2,2 |
» 2,2 » 6,7 |
» 6,7 |
|
|
|
0,8 |
» 2,5 |
» 2,5 » 7,5 |
» 7,5 |
|
|
Св. 5,6 до 11,2 |
0,25 |
До 0,8 |
Св. 0,8 до 2,4 |
Св. 2,4 |
|
|
|
0,35 |
» 1,1 |
» 1,1 » 3,4 |
» 3,4 |
|
|
|
0,5 |
» 1,6 |
» 1,6 » 4,7 |
» 4,7 |
|
|
|
0,75 |
» 2,4 |
» 2,4 » 7,1 |
» 7,1 |
|
|
|
1 |
» 3 |
» 3 » 9 |
» 9 |
|
|
|
1,25 |
» 4 |
» 4 » 12 |
» 12 |
|
|
|
1,5 |
» 5 |
» 5 » 15 |
» 15 |
|
|
Св. 11,2 до 22,4 |
0,35 |
До 1,3 |
Св. 1,3 до 3,8 |
Св. 3,8 |
|
|
|
0,5 |
» 1,8 |
» 1,8 » 5,5 |
» 5,5 |
|
|
|
0,75 |
» 2,8 |
» 2,8 » 8,3 |
» 8,3 |
|
|
|
1 |
» 3,8 |
» 3,8 » 11 |
» 11 |
|
|
|
1,25 |
» 4,5 |
» 4,5 » 13 |
» 13 |
|
|
|
1,5 |
» 5,6 |
» 5,6 » 16 |
» 16 |
|
|
|
1,75 |
» 6 |
» 6 » 18 |
» 18 |
|
|
|
2 |
» 8 |
» 8 » 24 |
» 24 |
|
|
|
2,5 |
» 10 |
» 10 » 30 |
» 30 |
|
|
Св. 22,4 до 45 |
0,5 |
До 2,1 |
Св. 2,1 до 6,3 |
Св. 6,3 |
|
|
|
0,75 |
» 3,1 |
» 3,1 » 9,5 |
» 9,5 |
|
|
|
1 |
» 4 |
» 4 » 12 |
» 12 |
|
|
|
1,5 |
» 6,3 |
» 6,3 » 19 |
» 19 |
|
|
|
2 |
» 8,5 |
» 8,5 » 25 |
» 25 |
|
|
|
3 |
» 12 |
» 12 » 36 |
» 36 |
|
|
|
3,5 |
» 15 |
» 15 » 45 |
» 45 |
|
|
|
4 |
» 18 |
» 18 » 53 |
» 53 |
|
|
|
4,5 |
» 21 |
» 21 » 63 |
» 63 |
|
|
Св. 45 до 90 |
0,5 |
До 2,4 |
Св. 2,4 до 7,1 |
Св. 7,1 |
|
|
|
0,75 |
» 3,6 |
» 3,6 » 11 |
» 11 |
|
|
|
1 |
» 4,8 |
» 4,8 » 14 |
» 14 |
|
|
|
1,5 |
» 7,5 |
» 7,5 » 22 |
» 22 |
|
|
|
2 |
» 9,5 |
» 9,5 » 28 |
» 28 |
|
|
|
3 |
» 15 |
» 15 » 45 |
» 45 |
|
|
|
4 |
»19 |
» 19 » 56 |
» 56 |
|
|
|
5 |
»24 |
» 24 » 71 |
» 71 |
|
|
|
5,5 |
»28 |
» 28 » 85 |
» 85 |
|
|
|
6 |
»32 |
» 32 » 95 |
» 95 |
|
|
Св. 90 до 180 |
0,75 |
До 4,2 |
Св. 4,2 до 12 |
Св. 12 |
|
|
|
1 |
» 5,6 |
» 5,6 » 16 |
» 16 |
|
|
|
1,5 |
» 8,3 |
» 8,3 » 25 |
» 25 |
|
|
|
2 |
» 12 |
» 12 » 36 |
» 36 |
|
|
|
3 |
»18 |
» 18 » 53 |
» 53 |
|
|
|
4 |
»24 |
» 24 » 71 |
» 71 |
|
|
|
6 |
»36 |
» 36 » 106 |
» 106 |
|
|
|
8 |
»45 |
» 45 » 132 |
» 132 |
|
|
Св. 180 до 355 |
1,5 |
До 9,5 |
Св. 9,5 до 28 |
Св. 28 |
|
|
|
2 |
» 13 |
» 13 » 38 |
» 38 |
|
|
|
3 |
» 20 |
» 20 » 60 |
» 60 |
|
|
|
4 |
» 26 |
» 26 » 80 |
» 80 |
|
|
|
6 |
» 40 |
» 40 » 118 |
» 118 |
|
|
|
8 |
» 50 |
» 50 » 150 |
» 150 |
|
|
Св. 355 до 600 |
2 |
До 15 |
Св. 15 до 45 |
Св. 45 |
|
|
|
4 |
» 29 |
» 29 » 87 |
» 87 |
|
|
|
6 |
» 43 |
» 43 » 130 |
» 130 |
|
|
|
8 |
» 55 |
» 55 » 175 |
» 175 |
|
9 Форма впадины резьбы
9.1 Реальный профиль впадины как для наружной, так и для внутренней резьбы ни в одной из точек не должен заходить за основной профиль.
9.2 Для наружной резьбы на крепежных деталях класса прочности 8.8 и выше по ГОСТ 1759.4 профиль впадины должен иметь неизменяющуюся по знаку кривизну, и ни один из участков профиля не должен иметь радиус кривизны менее 0,125Р (таблица 9).
При максимальном внутреннем диаметре d3 две дуги радиусом Rmin = 0,125Р будут проходить через точки пересечения боковых сторон профиля максимума материала с цилиндром внутреннего диаметра калибра ПР по ГОСТ 24997, а при минимуме материала одна дуга с этим радиусом будет сопрягаться с обеими боковыми сторонами (рисунок 3).
При этом максимальный срез по впадине сmax вычисляют по формуле
 . (1)
. (1)
Однако в качестве основы для расчета прочности по внутреннему диаметру d3 наружной резьбы целесообразно принимать срез по впадине, равный Н/6 (при R = 0,14434 Р). Соответствующие значения d3 приведены в ГОСТ 24705 и ГОСТ 24706.
Минимальный срез по впадине вычисляют по формуле
![]() . (2)
. (2)
Таблица 9
|
Шаг Р, мм |
Наименьший радиус кривизны Рmin, мкм |
Шаг Р, мм |
Наименьший радиус кривизны Рmin, мкм |
|
0,2 |
25 |
1,25 |
156 |
|
0,25 |
31 |
1,5 |
188 |
|
0,3 |
38 |
1,75 |
219 |
|
0,35 |
44 |
2 |
250 |
|
0,4 |
50 |
2,5 |
313 |
|
0,45 |
56 |
3 |
375 |
|
0,5 |
63 |
3,5 |
438 |
|
0,6 |
75 |
4 |
500 |
|
0,7 |
88 |
4,5 |
563 |
|
0,75 |
94 |
5 |
625 |
|
0,8 |
100 |
5,5 |
688 |
|
1 |
125 |
6 |
750 |
|
|
|
8 |
1000 |
Основное отклонение h
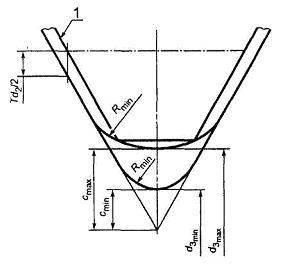
Основные отклонения d, e, f, g
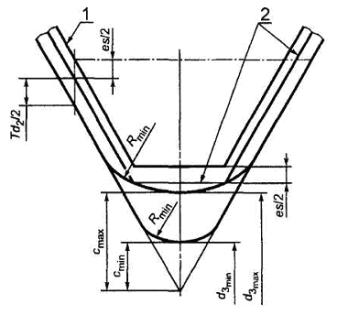
1 - основной профиль; 2- профиль проходного калибра (ПР)
9.3 Для крепежных деталей или других резьбовых соединений, которые подвержены знакопеременным нагрузкам или ударам, наружная резьба на крепежных деталях класса прочности ниже 8.8 должна предпочтительно соответствовать требованиям, установленным в 9.2.
Для профиля впадины нет каких-либо ограничений, кроме того, что наибольший внутренний диаметр d3 наружной резьбы должен быть меньше наименьшего внутреннего диаметра проходного калибра по ГОСТ 24997.
10 Рекомендуемые поля допусков
10.1 С целью уменьшения числа калибров и инструментов поля допусков следует выбирать предпочтительно из таблиц 10 и 11.
Поля допусков установлены в трех классах точности: точный, средний и грубый:
- точный: для прецизионных резьб, когда необходимо малое колебание характера посадки;
- средний: для общего применения;
- грубый: для случаев, когда могут возникнуть производственные трудности, например, при нарезании резьбы на горячекатаных стержнях или в длинных глухих отверстиях.
Таблица 10
|
Класс точности |
Группа длин свинчивания |
||||||||||
|
S |
N |
L |
|||||||||
|
Поле допуска наружной резьбы |
|||||||||||
|
Точный |
- |
(3h4h) |
- |
- |
- |
(4g) |
4h |
- |
- |
(5h4h) |
|
|
Средний |
5g6g |
(5h6h) |
(6d) |
6е |
6f |
|
6h |
(7e6e) |
7g6g |
(7h6h) |
|
|
Грубый |
- |
- |
- |
(8e) |
- |
8g |
- |
(9e8e) |
(9g8g) |
- |
|
Таблица 11
|
Класс точности |
Группа длин свинчивания |
|||||
|
S |
N |
L |
||||
|
Поле допуска внутренней резьбы |
||||||
|
Точный |
(5G) |
4Н |
|
5Н |
|
6Н |
|
Средний |
5Н |
6G |
|
(7G) |
7Н |
|
|
Грубый |
|
(7G) |
7Н |
(8G) |
8Н |
|
10.2 По степени предпочтительности выбора поля допусков в таблицах 10 и 11 подразделяются следующим образом:
поля допусков, указанные в рамках, отобраны для коммерческих крепежных изделий;
поля допусков, набранные жирным шрифтом, предназначены для выбора в первую очередь;
поля допусков, набранные светлым шрифтом, предназначены для выбора во вторую очередь;
поля допусков, указанные в скобках, предназначены для выбора в третью очередь.
10.3 В обоснованных случаях допускается применять поля допусков резьбы, образованные иными сочетаниями полей допусков среднего диаметра и диаметра выступов резьбы из числа приведенных в таблицах 10 и 11 или полученные иными сочетаниями степеней точности по таблице 2 и основных отклонений по таблице 3, например:
4h6h; 8h; 8h6h - для наружной резьбы;
5Н; 5Н6Н - для внутренней резьбы.
10.4 Предельные отклонения диаметров наружной и внутренней резьбы, соответствующие полям допусков, указанным в таблицах 10 и 11, приведены в приложении А.
10.5 Для резьб с защитными относительно тонкими покрытиями, например с гальваническими, допуски и предельные отклонения по настоящему стандарту применяют к размерам деталей до нанесения покрытия, если не задано по-иному. После нанесения покрытия действительный профиль резьбы ни в одной из точек не должен выходить за номинальный профиль резьбы (предельный профиль максимума материала, соответствующий основному отклонению h или Н).
10.6 В посадках могут сочетаться любые поля допусков наружной и внутренней резьбы из числа рекомендуемых. Однако для обеспечения достаточной рабочей высоты профиля окончательные размеры деталей резьбового соединения должны образовывать посадки типа H/g, H/h или G/h. Для резьб с размерами М1,4 и менее следует выбирать посадки 5H/6h, 4H/6h или точнее.
11 Расчетные формулы
11.1 Значения, принятые в настоящем стандарте, основаны на экспериментальных данных. С целью получения последовательной системы были разработаны математические формулы.
Значения допусков среднего диаметра и диаметров выступов и основных отклонений рассчитаны по приведенным ниже формулам и округлены до ближайшего значения по ряду R40 предпочтительных чисел. Однако если получают дробные доли, то числовые значения округляют дальше до ближайшего целого числа. Для получения сглаженной прогрессии эти правила округления применяют не всегда.
11.2 Основные отклонения для наружной и внутренней резьбы вычисляют по формулам:
esd = -(80 + 11P); (3)
ese = -(50 + 11P); (4)
esf= -(30 + 11P); (5)
esg = -(15 + 11P); (6)
esh = 0; (7)
EIE = +(50 + 11P); (8)
EIF = +(30 + 11P); (9)
EIG = +(15+ 11P); (10)
EIH = 0. (11)
11.3 Числовые значения допусков наружного диаметра наружной резьбы для 6-й степени точности Td (6) вычисляют по формуле
![]() (12)
(12)
Значения допусков для других степеней точности получены по значениям Td (6) в соответствии с таблицей 12.
Таблица 12
|
Степень точности |
||
|
4 |
6 |
8 |
|
0,63 Td (6) |
Td (6) |
1,6 Td (6) |
11.4 Числовые значения допусков внутреннего диаметра внутренней резьбы для 6-й степени точности ТD1 (6) вычисляют по формулам:
шаги от 0,2 до 0,8 мм:
![]() ; (13)
; (13)
шаги 1 мм и более:
![]() . (14)
. (14)
Значения допусков для других степеней точности получены по значениям TD1 (6) в соответствии с таблицей 13.
Таблица 13
|
Степени точности |
||||
|
4 |
5 |
6 |
7 |
8 |
|
0,63 ТD1 (6) |
0,8 ТD1 (6) |
ТD1 (6) |
1,25 ТD1 (6) |
1,6 ТD1 (6) |
11.5 Числовые значения допусков среднего диаметра наружной резьбы для 6-й степени точности Td2 (6) вычисляют по формуле
![]() . (15)
. (15)
Значения допусков для других степеней точности получены по значениям Td2 (6) в соответствии с таблицей 14.
Таблица 14
|
Степень точности |
|||||||
|
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
0,5 Td2 (6) |
0,63 Td2 (6) |
0,8 Td2 (6) |
Td2 (6) |
1,25 Td2 (6) |
1,6 Td2 (6) |
2 Td2 (6) |
2,5 Td2 (6) |
11.6 Числовые значения допусков среднего диаметра внутренней резьбы TD2 получены по значениям Td2 (6) в соответствии с таблицей 15.
Таблица 15
|
Степень точности |
|||||
|
4 |
5 |
6 |
7 |
8 |
9 |
|
0,85 Td2 (6) |
1,06 Td2 (6) |
1,32 Td2 (6) |
1,7 Td2 (6) |
2,12 Td2 (6) |
2,65 Td2 (6) |
11.7 Предельные значения для нормальных длин свинчивания для каждого шага в пределах определенного интервала номинальных диаметров вычисляют по формулам:
![]() ; (16)
; (16)
![]() , (17)
, (17)
где d - наименьшее значение номинального диаметра резьбы в данном интервале по таблице диаметров и шагов по ГОСТ 8724.
Приложение А
(обязательное)
Предельные отклонения резьбы
Предельные отклонения диаметров наружной резьбы должны соответствовать указанным в таблице А.1, предельные отклонения диаметров внутренней резьбы - указанным в таблице А.2.
Таблица А.1
|
Номинальный
диаметр резьбы d, |
Шаг
Р, |
Поле допуска наружной резьбы |
|||||||||||||||||||||||||
|
3h4h |
4g |
4h |
5h4h |
5g6g |
|||||||||||||||||||||||
|
Диаметр резьбы |
|||||||||||||||||||||||||||
|
d |
d2 |
d1 |
d |
d2 |
d1 |
d |
d2 |
d1 |
d |
d2 |
d1 |
d |
d2 |
d1 |
|||||||||||||
|
Предельные отклонения, мкм |
|||||||||||||||||||||||||||
|
es |
ei |
es |
ei |
es |
es |
ei |
es |
ei |
es |
es |
ei |
es |
ei |
es |
es |
ei |
es |
ei |
es |
es |
ei |
es |
ei |
es |
|||
|
От 1 до 1,4 |
0,2 |
0 |
-36 |
0 |
-24 |
0 |
-17 |
-53 |
-17 |
-47 |
-17 |
0 |
-36 |
0 |
-30 |
0 |
0 |
-36 |
0 |
-38 |
0 |
-17 |
-73 |
-17 |
-55 |
-17 |
|
|
0,25 |
0 |
-42 |
0 |
-26 |
0 |
-18 |
-60 |
-18 |
-52 |
-18 |
0 |
-42 |
0 |
-34 |
0 |
0 |
-42 |
0 |
-42 |
0 |
-18 |
-85 |
-18 |
-60 |
-18 |
||
|
0,3 |
0 |
-48 |
0 |
-28 |
0 |
-18 |
-66 |
-18 |
-54 |
-18 |
0 |
-48 |
0 |
-36 |
0 |
0 |
-48 |
0 |
-45 |
0 |
-18 |
-93 |
-18 |
-63 |
-18 |
||
|
Св. 1,4 до 2,8 |
0,2 |
0 |
-36 |
0 |
-25 |
0 |
-17 |
-53 |
-17 |
-49 |
-17 |
0 |
-36 |
0 |
-32 |
0 |
0 |
-36 |
0 |
-40 |
0 |
-17 |
-73 |
-17 |
-57 |
-17 |
|
|
0,25 |
0 |
-42 |
0 |
-28 |
0 |
-18 |
-60 |
-18 |
-54 |
-18 |
0 |
-42 |
0 |
-36 |
0 |
0 |
-42 |
0 |
-45 |
0 |
-18 |
-85 |
-18 |
-63 |
-18 |
||
|
0,35 |
0 |
-53 |
0 |
-32 |
0 |
-19 |
-72 |
-19 |
-59 |
-19 |
0 |
-53 |
0 |
-40 |
0 |
0 |
-53 |
0 |
-50 |
0 |
-19 |
-104 |
-19 |
-69 |
-19 |
||
|
0,4 |
0 |
-60 |
0 |
-34 |
0 |
-19 |
-79 |
-19 |
-61 |
-19 |
0 |
-60 |
0 |
-42 |
0 |
0 |
-60 |
0 |
-53 |
0 |
-19 |
-114 |
-19 |
-72 |
-19 |
||
|
0,45 |
0 |
-63 |
0 |
-36 |
0 |
-20 |
-83 |
-20 |
-65 |
-20 |
0 |
-63 |
0 |
-45 |
0 |
0 |
-63 |
0 |
-56 |
0 |
-20 |
-120 |
-20 |
-76 |
-20 |
||
|
Св. 2,8 до 5,6 |
0,25 |
0 |
-42 |
0 |
-28 |
0 |
-18 |
-60 |
-18 |
-54 |
-18 |
0 |
-52 |
0 |
-36 |
0 |
0 |
-42 |
0 |
-45 |
0 |
-18 |
-85 |
-18 |
-63 |
-18 |
|
|
0,35 |
0 |
-53 |
0 |
-34 |
0 |
-19 |
-72 |
-19 |
-61 |
-19 |
0 |
-53 |
0 |
-42 |
0 |
0 |
-53 |
0 |
-53 |
0 |
-19 |
-104 |
-19 |
-72 |
-19 |
||
|
0,5 |
0 |
-67 |
0 |
-38 |
0 |
-20 |
-87 |
-20 |
-68 |
-20 |
0 |
-67 |
0 |
-48 |
0 |
0 |
-67 |
0 |
-60 |
0 |
-20 |
-126 |
-20 |
-80 |
-20 |
||
|
0,6 |
0 |
-80 |
0 |
-42 |
0 |
-21 |
-101 |
-21 |
-74 |
-21 |
0 |
-80 |
0 |
-53 |
0 |
0 |
-80 |
0 |
-67 |
0 |
-21 |
-146 |
-21 |
-88 |
-21 |
||
|
0,7 |
0 |
-90 |
0 |
-45 |
0 |
-22 |
-112 |
-22 |
-78 |
-22 |
0 |
-90 |
0 |
-56 |
0 |
0 |
-90 |
0 |
-71 |
0 |
-22 |
-162 |
-22 |
-93 |
-22 |
||
|
0,75 |
0 |
-90 |
0 |
-45 |
0 |
-22 |
-112 |
-22 |
-78 |
-22 |
0 |
-90 |
0 |
-56 |
0 |
0 |
-90 |
0 |
-71 |
0 |
-22 |
-162 |
-22 |
-93 |
-22 |
||
|
0,8 |
0 |
-95 |
0 |
-48 |
0 |
-24 |
-119 |
-24 |
-84 |
-24 |
0 |
-95 |
0 |
-60 |
0 |
0 |
-95 |
0 |
-75 |
0 |
-24 |
-174 |
-24 |
-99 |
-24 |
||
|
Св. 5,6 до 11,2 |
0,25 |
0 |
-42 |
0 |
-32 |
0 |
-18 |
-60 |
-18 |
-58 |
-18 |
0 |
-42 |
0 |
-40 |
0 |
0 |
-42 |
0 |
-50 |
0 |
-18 |
-85 |
-18 |
-68 |
-18 |
|
|
0,35 |
0 |
-53 |
0 |
-36 |
0 |
-19 |
-72 |
-19 |
-64 |
-19 |
0 |
-53 |
0 |
-45 |
0 |
0 |
-53 |
0 |
-56 |
0 |
-19 |
-104 |
-19 |
-75 |
-19 |
||
|
0,5 |
0 |
-67 |
0 |
-42 |
0 |
-20 |
-87 |
-20 |
-73 |
-20 |
0 |
-67 |
0 |
-53 |
0 |
0 |
-67 |
0 |
-67 |
0 |
-20 |
-126 |
-20 |
-87 |
-20 |
||
|
0,75 |
0 |
-90 |
0 |
-50 |
0 |
-22 |
-112 |
-22 |
-85 |
-22 |
0 |
-90 |
0 |
-63 |
0 |
0 |
-90 |
0 |
-80 |
0 |
-22 |
-162 |
-22 |
-102 |
-22 |
||
|
1 |
0 |
-112 |
0 |
-56 |
0 |
-26 |
-138 |
-26 |
-97 |
-26 |
0 |
-112 |
0 |
-71 |
0 |
0 |
-112 |
0 |
-90 |
0 |
-26 |
-206 |
-26 |
-116 |
-26 |
||
|
1,25 |
0 |
-132 |
0 |
-60 |
0 |
-28 |
-160 |
-28 |
-103 |
-28 |
0 |
-132 |
0 |
-75 |
0 |
0 |
-132 |
0 |
-95 |
0 |
-28 |
-240 |
-28 |
-123 |
-28 |
||
|
1,5 |
0 |
-150 |
0 |
-67 |
0 |
-32 |
-182 |
-32 |
-117 |
-32 |
0 |
-150 |
0 |
-85 |
0 |
0 |
-150 |
0 |
-106 |
0 |
-32 |
-268 |
-32 |
-138 |
-32 |
||
|
Св. 11,2 до 22,4 |
0,35 |
0 |
-53 |
0 |
-38 |
0 |
-19 |
-72 |
-19 |
-67 |
-19 |
0 |
-53 |
0 |
-48 |
0 |
0 |
-53 |
0 |
-60 |
0 |
-19 |
-104 |
-19 |
-79 |
-19 |
|
|
0,5 |
0 |
-67 |
0 |
-45 |
0 |
-20 |
-87 |
-20 |
-76 |
-20 |
0 |
-67 |
0 |
-56 |
0 |
0 |
-67 |
0 |
-71 |
0 |
-20 |
-126 |
-20 |
-91 |
-20 |
||
|
0,75 |
0 |
-90 |
0 |
-53 |
0 |
-22 |
-112 |
-22 |
-89 |
-22 |
0 |
-90 |
0 |
-67 |
0 |
0 |
-90 |
0 |
-85 |
0 |
-22 |
-162 |
-22 |
-107 |
-22 |
||
|
1 |
0 |
-112 |
0 |
-60 |
0 |
-26 |
-138 |
-26 |
-101 |
-26 |
0 |
-112 |
0 |
-75 |
0 |
0 |
-112 |
0 |
-95 |
0 |
-26 |
-206 |
-26 |
-121 |
-26 |
||
|
1,25 |
0 |
-132 |
0 |
-67 |
0 |
-28 |
-160 |
-28 |
-113 |
-28 |
0 |
-132 |
0 |
-85 |
0 |
0 |
-132 |
0 |
-106 |
0 |
-28 |
-240 |
-28 |
-134 |
-28 |
||
|
1,5 |
0 |
-150 |
0 |
-71 |
0 |
-32 |
-182 |
-32 |
-122 |
-32 |
0 |
-150 |
0 |
-90 |
0 |
0 |
-150 |
0 |
-112 |
0 |
-32 |
-268 |
-32 |
-144 |
-32 |
||
|
1,75 |
0 |
-170 |
0 |
-75 |
0 |
-34 |
-204 |
-34 |
-129 |
-34 |
0 |
-170 |
0 |
-90 |
0 |
0 |
-170 |
0 |
-118 |
0 |
-34 |
-299 |
-34 |
-152 |
-34 |
||
|
2 |
0 |
-180 |
0 |
-80 |
0 |
-38 |
-218 |
-38 |
-138 |
-38 |
0 |
-180 |
0 |
-100 |
0 |
0 |
-180 |
0 |
-125 |
0 |
-38 |
-318 |
-38 |
-163 |
-38 |
||
|
2,5 |
0 |
-212 |
0 |
-85 |
0 |
-42 |
-254 |
-42 |
-148 |
-42 |
0 |
-212 |
0 |
-106 |
0 |
0 |
-212 |
0 |
-132 |
0 |
-42 |
-377 |
-42 |
-174 |
-42 |
||
|
Св. 22,4 до 45 |
0,5 |
0 |
-67 |
0 |
-48 |
0 |
-20 |
-87 |
-20 |
-80 |
-20 |
0 |
-67 |
0 |
-60 |
0 |
0 |
-67 |
0 |
-75 |
0 |
-20 |
-126 |
-20 |
-95 |
-20 |
|
|
0,75 |
0 |
-90 |
0 |
-56 |
0 |
-22 |
-112 |
-22 |
-93 |
-22 |
0 |
-90 |
0 |
-71 |
0 |
0 |
-90 |
0 |
-90 |
0 |
-22 |
-162 |
-22 |
-112 |
-22 |
||
|
1 |
0 |
-112 |
0 |
-63 |
0 |
-26 |
-138 |
-26 |
-106 |
-26 |
0 |
-112 |
0 |
-80 |
0 |
0 |
-112 |
0 |
-100 |
0 |
-26 |
-206 |
-26 |
-126 |
-26 |
||
|
1,5 |
0 |
-150 |
0 |
-75 |
0 |
-32 |
-182 |
-32 |
-127 |
-32 |
0 |
-150 |
0 |
-95 |
0 |
0 |
-150 |
0 |
-118 |
0 |
-32 |
-268 |
-32 |
-150 |
-32 |
||
|
2 |
0 |
-180 |
0 |
-85 |
0 |
-38 |
-218 |
-38 |
-144 |
-38 |
0 |
-180 |
0 |
-106 |
0 |
0 |
-180 |
0 |
-132 |
0 |
-38 |
-318 |
-38 |
-170 |
-38 |
||
|
3 |
0 |
-236 |
0 |
-100 |
0 |
-48 |
-284 |
-48 |
-173 |
-48 |
0 |
-236 |
0 |
-125 |
0 |
0 |
-236 |
0 |
-160 |
0 |
-48 |
-423 |
-48 |
-208 |
-48 |
||
|
3,5 |
0 |
-265 |
0 |
-106 |
0 |
-53 |
-318 |
-53 |
-185 |
-53 |
0 |
-265 |
0 |
-132 |
0 |
0 |
-265 |
0 |
-170 |
0 |
-53 |
-478 |
-53 |
-223 |
-53 |
||
|
4 |
0 |
-300 |
0 |
-112 |
0 |
-60 |
-360 |
-60 |
-200 |
-60 |
0 |
-300 |
0 |
-140 |
0 |
0 |
-300 |
0 |
-180 |
0 |
-60 |
-535 |
-60 |
-240 |
-60 |
||
|
4,5 |
0 |
-315 |
0 |
-118 |
0 |
-63 |
-378 |
-63 |
-213 |
-63 |
0 |
-315 |
0 |
-150 |
0 |
0 |
-315 |
0 |
-190 |
0 |
-63 |
-563 |
-63 |
-253 |
-63 |
||
|
Св.45 до 90 |
0,5 |
0 |
-67 |
0 |
-50 |
0 |
-20 |
-87 |
-20 |
-83 |
-20 |
0 |
-67 |
0 |
-63 |
0 |
0 |
-67 |
0 |
-80 |
0 |
-20 |
-126 |
-20 |
-100 |
-20 |
|
|
0,75 |
0 |
-90 |
0 |
-60 |
0 |
-22 |
-112 |
-22 |
-97 |
-22 |
0 |
-90 |
0 |
-75 |
0 |
0 |
-90 |
0 |
-95 |
0 |
-22 |
-162 |
-22 |
-117 |
-22 |
||
|
1 |
0 |
-112 |
0 |
-71 |
0 |
-26 |
-138 |
-26 |
-116 |
-26 |
0 |
-112 |
0 |
-90 |
0 |
0 |
-112 |
0 |
-112 |
0 |
-26 |
-206 |
-26 |
-138 |
-26 |
||
|
1,5 |
0 |
-150 |
0 |
-80 |
0 |
-32 |
-182 |
-32 |
-132 |
-32 |
0 |
-150 |
0 |
-100 |
0 |
0 |
-150 |
0 |
-125 |
0 |
-32 |
-268 |
-32 |
-157 |
-32 |
||
|
2 |
0 |
-180 |
0 |
-90 |
0 |
-38 |
-218 |
-38 |
-150 |
-38 |
0 |
-180 |
0 |
-112 |
0 |
0 |
-180 |
0 |
-140 |
0 |
-38 |
-318 |
-38 |
-178 |
-38 |
||
|
3 |
0 |
-236 |
0 |
-106 |
0 |
-48 |
-284 |
48 |
-180 |
-48 |
0 |
-236 |
0 |
-132 |
0 |
0 |
-236 |
0 |
-170 |
0 |
-48 |
-423 |
-48 |
-218 |
-48 |
||
|
4 |
0 |
-300 |
0 |
-118 |
0 |
-60 |
-360 |
-60 |
-210 |
-60 |
0 |
-300 |
0 |
-150 |
0 |
0 |
-300 |
0 |
-190 |
0 |
-60 |
-535 |
-60 |
-250 |
-60 |
||
|
5 |
0 |
-335 |
0 |
-125 |
0 |
-71 |
-406 |
-71 |
-231 |
-71 |
0 |
-335 |
0 |
-160 |
0 |
0 |
-335 |
0 |
-200 |
0 |
-71 |
-601 |
-71 |
-271 |
-71 |
||
|
5,5 |
0 |
-355 |
0 |
-132 |
0 |
-75 |
-430 |
-75 |
-245 |
-75 |
0 |
-355 |
0 |
-170 |
0 |
0 |
-355 |
0 |
-212 |
0 |
-75 |
-635 |
-75 |
-287 |
-75 |
||
|
6 |
0 |
-375 |
0 |
140 |
0 |
-80 |
-455 |
-80 |
-260 |
-80 |
0 |
-375 |
0 |
-180 |
0 |
0 |
-375 |
0 |
-224 |
0 |
-80 |
-680 |
-80 |
-304 |
-80 |
||
|
Св.90 до 180 |
0,75 |
0 |
-90 |
0 |
-63 |
0 |
-22 |
-112 |
-22 |
-102 |
-22 |
0 |
-90 |
0 |
-80 |
0 |
0 |
-90 |
0 |
-100 |
0 |
-22 |
-162 |
-22 |
-122 |
-22 |
|
|
1 |
0 |
-112 |
0 |
-75 |
0 |
-26 |
-138 |
-26 |
-121 |
-26 |
0 |
-112 |
0 |
-95 |
0 |
0 |
-112 |
0 |
-118 |
0 |
-26 |
-206 |
-26 |
144 |
-26 |
||
|
1,5 |
0 |
-150 |
0 |
-85 |
0 |
-32 |
-182 |
-32 |
-138 |
-32 |
0 |
-150 |
0 |
-106 |
0 |
0 |
-150 |
0 |
-132 |
0 |
-32 |
-268 |
-32 |
-164 |
-32 |
||
|
2 |
0 |
-180 |
0 |
-95 |
0 |
-38 |
-218 |
-38 |
-156 |
-38 |
0 |
-180 |
0 |
-118 |
0 |
0 |
-180 |
0 |
-150 |
0 |
-38 |
-318 |
-38 |
-188 |
-38 |
||
|
3 |
0 |
-236 |
0 |
-112 |
0 |
-48 |
-284 |
-48 |
-188 |
-48 |
0 |
-236 |
0 |
-140 |
0 |
0 |
-236 |
0 |
-180 |
0 |
-48 |
-423 |
-48 |
-228 |
-48 |
||
|
4 |
0 |
-300 |
0 |
-125 |
0 |
-60 |
-360 |
-60 |
-220 |
-60 |
0 |
-300 |
0 |
-160 |
0 |
0 |
-300 |
0 |
-200 |
0 |
-60 |
-535 |
-60 |
-260 |
-60 |
||
|
6 |
0 |
-375 |
0 |
-150 |
0 |
-80 |
-455 |
-80 |
-270 |
-80 |
0 |
-375 |
0 |
-190 |
0 |
0 |
-375 |
0 |
-236 |
0 |
-80 |
-680 |
-80 |
-316 |
-80 |
||
|
8 |
0 |
-450 |
0 |
-170 |
0 |
-100 |
-550 |
-100 |
-312 |
-100 |
0 |
-450 |
0 |
-212 |
0 |
0 |
-450 |
0 |
-265 |
0 |
-100 |
-810 |
-100 |
-365 |
-100 |
||
|
Св. 180 до 355 |
1,5 |
0 |
-150 |
0 |
-90 |
0 |
-32 |
-182 |
-32 |
-144 |
-32 |
0 |
-150 |
0 |
-112 |
0 |
0 |
-150 |
0 |
-140 |
0 |
-32 |
-268 |
-32 |
-172 |
-32 |
|
|
2 |
0 |
-180 |
0 |
-106 |
0 |
-38 |
-218 |
-38 |
-170 |
-38 |
0 |
-180 |
0 |
-132 |
0 |
0 |
-180 |
0 |
-170 |
0 |
-38 |
-318 |
-38 |
-208 |
-38 |
||
|
3 |
0 |
-236 |
0 |
-125 |
0 |
-48 |
-284 |
-48 |
-208 |
^48 |
0 |
-236 |
0 |
-160 |
0 |
0 |
-236 |
0 |
-200 |
0 |
-48 |
-423 |
-48 |
-248 |
-48 |
||
|
4 |
0 |
-300 |
0 |
-140 |
0 |
-60 |
-360 |
-60 |
-240 |
-60 |
0 |
-300 |
0 |
-180 |
0 |
0 |
-300 |
0 |
-224 |
0 |
-60 |
-535 |
-60 |
-284 |
-60 |
||
|
6 |
0 |
-375 |
0 |
-160 |
0 |
-80 |
-455 |
-80 |
-280 |
-80 |
0 |
-375 |
0 |
-200 |
0 |
0 |
-375 |
0 |
-250 |
0 |
-80 |
-680 |
-80 |
-330 |
-80 |
||
|
8 |
0 |
-450 |
0 |
-180 |
0 |
-100 |
-550 |
-100 |
-324 |
-100 |
0 |
-450 |
0 |
-224 |
0 |
0 |
-450 |
0 |
-280 |
0 |
-100 |
-810 |
-100 |
-380 |
-100 |
||
|
Св. 355 до 600 |
2 |
0 |
-180 |
0 |
-112 |
0 |
-38 |
-218 |
-38 |
-178 |
-38 |
0 |
-180 |
0 |
-140 |
0 |
0 |
-180 |
0 |
-180 |
0 |
-38 |
-318 |
-38 |
-218 |
-38 |
|
|
4 |
0 |
-300 |
0 |
-150 |
0 |
-60 |
-360 |
-60 |
-250 |
-60 |
0 |
-300 |
0 |
-190 |
0 |
0 |
-300 |
0 |
-236 |
0 |
-60 |
-535 |
-60 |
-296 |
-60 |
||
|
6 |
0 |
-375 |
0 |
-170 |
0 |
-80 |
-455 |
-80 |
-292 |
-80 |
0 |
-375 |
0 |
-212 |
0 |
0 |
-375 |
0 |
-265 |
0 |
-80 |
-680 |
-80 |
-345 |
-80 |
||
|
8 |
0 |
-450 |
0 |
-190 |
0 |
-100 |
-550 |
-100 |
-336 |
-100 |
0 |
-450 |
0 |
-236 |
0 |
0 |
-450 |
0 |
-300 |
0 |
-100 |
-810 |
-100 |
-400 |
-100 |
||
Продолжение таблицы А.1
|
Номинальный диаметр резьбы d, мм |
Шаг Р, мм |
Поле допуска наружной резьбы |
|||||||||||||||||||
|
5h6h |
6d |
6e |
6f |
||||||||||||||||||
|
Диаметр резьбы |
|||||||||||||||||||||
|
d |
d2 |
d1 |
d |
d2 |
d1 |
d |
d2 |
d1 |
d |
d2 |
d1 |
||||||||||
|
Предельные отклонения, мкм |
|||||||||||||||||||||
|
es |
ei |
es |
ei |
es |
es |
ei |
es |
ei |
es |
es |
ei |
es |
ei |
es |
es |
ei |
es |
ei |
es |
||
|
От 1 до 1,4 |
0,2 |
0 |
-56 |
0 |
-38 |
0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
-32 |
-88 |
-32 |
-80 |
-32 |
|
0,25 |
0 |
-67 |
0 |
-42 |
0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
-33 |
-100 |
-33 |
-86 |
-33 |
|
|
0,3 |
0 |
-75 |
0 |
-45 |
0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
-33 |
-108 |
-33 |
-89 |
-33 |
|
|
Св. 1,4 до 2,8 |
0,2 |
0 |
-56 |
0 |
-38 |
0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
-32 |
-88 |
-32 |
-82 |
-32 |
|
0,25 |
0 |
-67 |
0 |
-45 |
0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
-33 |
-100 |
-33 |
-89 |
-33 |
|
|
0,35 |
0 |
-85 |
0 |
-50 |
0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
-34 |
-119 |
-34 |
-97 |
-34 |
|
|
0,4 |
0 |
-95 |
0 |
-53 |
0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
-34 |
-129 |
-34 |
-101 |
-34 |
|
|
0,45 |
0 |
-100 |
0 |
-56 |
0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
-35 |
-135 |
-35 |
-106 |
-35 |
|
|
Св. 2,8 до 5,6 |
0,25 |
0 |
-67 |
0 |
-45 |
0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
-33 |
-100 |
-33 |
-89 |
-33 |
|
0,35 |
0 |
-85 |
0 |
-53 |
0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
-34 |
-119 |
-34 |
-101 |
-34 |
|
|
0,5 |
0 |
-106 |
0 |
-60 |
0 |
- |
- |
- |
- |
- |
-50 |
-156 |
-50 |
-125 |
-50 |
-36 |
-142 |
-36 |
-111 |
-36 |
|
|
0,6 |
0 |
-125 |
0 |
-67 |
0 |
- |
- |
- |
- |
- |
-53 |
-178 |
-53 |
-138 |
-53 |
-36 |
-161 |
-36 |
-121 |
-36 |
|
|
0,7 |
0 |
-140 |
0 |
-71 |
0 |
- |
- |
- |
- |
- |
-56 |
-196 |
-56 |
-146 |
-56 |
-38 |
-178 |
-38 |
-128 |
-38 |
|
|
0,75 |
0 |
-140 |
0 |
-71 |
0 |
- |
- |
- |
- |
- |
-56 |
-196 |
-56 |
-146 |
-56 |
-38 |
-178 |
-38 |
-128 |
-38 |
|
|
0,8 |
0 |
-150 |
0 |
-75 |
0 |
- |
- |
- |
- |
- |
-60 |
-210 |
-60 |
-155 |
-60 |
-38 |
-188 |
-38 |
-133 |
-38 |
|
|
Св. 5,6 до 11,2 |
0,25 |
0 |
-67 |
0 |
-50 |
0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
-33 |
-100 |
-33 |
-96 |
-33 |
|
0,35 |
0 |
-85 |
0 |
-56 |
0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
-34 |
-119 |
-34 |
-105 |
-34 |
|
|
0,5 |
0 |
-106 |
0 |
-67 |
0 |
- |
- |
- |
- |
- |
-50 |
-156 |
-50 |
-135 |
-50 |
-36 |
-142 |
-36 |
-121 |
-36 |
|
|
0,75 |
0 |
-140 |
0 |
-80 |
0 |
- |
- |
- |
- |
- |
-56 |
-196 |
-56 |
-156 |
-56 |
-38 |
-178 |
-38 |
-138 |
-38 |
|
|
1 |
0 |
-180 |
0 |
-90 |
0 |
-90 |
-270 |
-90 |
-202 |
-90 |
-60 |
-240 |
-60 |
-172 |
-60 |
-40 |
-220 |
-40 |
-152 |
-40 |
|
|
1,25 |
0 |
-212 |
0 |
-95 |
0 |
-95 |
-307 |
-95 |
-213 |
-95 |
-63 |
-275 |
-63 |
-181 |
-63 |
-42 |
-254 |
-42 |
-160 |
-42 |
|
|
1,5 |
0 |
-236 |
0 |
-106 |
0 |
-95 |
-331 |
-95 |
-227 |
-95 |
-67 |
-303 |
-67 |
-199 |
-67 |
-45 |
-281 |
-45 |
-177 |
-45 |
|
|
Св. 11,2 до 22,4 |
0,35 |
0 |
-85 |
0 |
-60 |
0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
-34 |
-119 |
-34 |
-109 |
-34 |
|
0,5 |
0 |
-106 |
0 |
-71 |
0 |
- |
- |
- |
- |
- |
-50 |
-156 |
-50 |
-140 |
-50 |
-36 |
-142 |
-36 |
-126 |
-36 |
|
|
0,75 |
0 |
-140 |
0 |
-85 |
0 |
- |
- |
- |
- |
- |
-56 |
-196 |
-56 |
-162 |
-56 |
-38 |
-178 |
-38 |
-144 |
-38 |
|
|
1 |
0 |
-180 |
0 |
-95 |
0 |
-90 |
-270 |
-90 |
-208 |
-90 |
-60 |
-240 |
-60 |
-178 |
-60 |
-40 |
-220 |
-40 |
-158 |
-40 |
|
|
1,25 |
0 |
-212 |
0 |
-106 |
0 |
-95 |
-307 |
-95 |
-227 |
-95 |
-63 |
-275 |
-63 |
-195 |
-63 |
-42 |
-254 |
-42 |
-174 |
-42 |
|
|
1,5 |
0 |
-236 |
0 |
-112 |
0 |
-95 |
-331 |
-95 |
-235 |
-95 |
-67 |
-303 |
-67 |
-207 |
-67 |
-45 |
-281 |
-45 |
-185 |
-45 |
|
|
1,75 |
0 |
-265 |
0 |
-118 |
0 |
-100 |
-365 |
-100 |
-250 |
-100 |
-71 |
-336 |
-71 |
-221 |
-71 |
-48 |
-313 |
-48 |
-198 |
-48 |
|
|
2 |
0 |
-280 |
0 |
-125 |
0 |
-100 |
-380 |
-100 |
-260 |
-100 |
-71 |
-351 |
-71 |
-231 |
-71 |
-52 |
-332 |
-52 |
-212 |
-52 |
|
|
2,5 |
0 |
-335 |
0 |
-132 |
0 |
-106 |
-441 |
-106 |
-276 |
-106 |
-80 |
-415 |
-80 |
-250 |
-80 |
-58 |
-393 |
-58 |
-228 |
-58 |
|
|
Св. 22,4 до 45 |
0,5 |
0 |
-106 |
0 |
-75 |
0 |
- |
- |
- |
- |
- |
-50 |
-156 |
-50 |
-145 |
-50 |
-36 |
-142 |
-36 |
-131 |
-36 |
|
0,75 |
0 |
-140 |
0 |
-90 |
0 |
- |
- |
- |
- |
- |
-56 |
-196 |
-56 |
-168 |
-56 |
-38 |
-178 |
-38 |
-150 |
-38 |
|
|
1 |
0 |
-180 |
0 |
-100 |
0 |
-90 |
-270 |
-90 |
-215 |
-90 |
-60 |
-240 |
-60 |
-185 |
-60 |
-40 |
-220 |
-40 |
-165 |
-40 |
|
|
1,5 |
0 |
-236 |
0 |
-118 |
0 |
-95 |
-331 |
-95 |
-245 |
-95 |
-67 |
-303 |
-67 |
-217 |
-67 |
-45 |
-281 |
-45 |
-195 |
-45 |
|
|
2 |
0 |
-280 |
0 |
-132 |
0 |
-100 |
-380 |
-100 |
-270 |
-100 |
-71 |
-351 |
-71 |
-241 |
-71 |
-52 |
-332 |
-52 |
-222 |
-52 |
|
|
3 |
0 |
-375 |
0 |
-160 |
0 |
-112 |
-487 |
-112 |
-312 |
-112 |
-85 |
-460 |
-85 |
-285 |
-85 |
-63 |
-438 |
-63 |
-263 |
-63 |
|
|
3,5 |
0 |
-425 |
0 |
-170 |
0 |
-118 |
-543 |
-118 |
-330 |
-118 |
-90 |
-515 |
-90 |
-302 |
-90 |
-70 |
-495 |
-70 |
-282 |
-70 |
|
|
4 |
0 |
-475 |
0 |
-180 |
0 |
-125 |
-600 |
-125 |
-349 |
-125 |
-95 |
-570 |
-95 |
-319 |
-95 |
-75 |
-550 |
-75 |
-299 |
-75 |
|
|
4,5 |
0 |
-500 |
0 |
-190 |
0 |
-132 |
-632 |
-132 |
-368 |
-132 |
-100 |
-600 |
-100 |
-336 |
-100 |
-80 |
-580 |
-80 |
-316 |
-80 |
|
|
Св.45 до 90 |
0,5 |
0 |
-106 |
0 |
-80 |
0 |
- |
- |
- |
- |
- |
-50 |
-156 |
-50 |
-150 |
-50 |
-36 |
-142 |
-36 |
-136 |
-36 |
|
0,75 |
0 |
-140 |
0 |
-95 |
0 |
- |
- |
- |
- |
- |
-56 |
-196 |
-56 |
-174 |
-56 |
-38 |
-178 |
-38 |
-156 |
-38 |
|
|
1 |
0 |
-180 |
0 |
-112 |
0 |
-90 |
-270 |
-90 |
-230 |
-90 |
-60 |
-240 |
-60 |
-200 |
-60 |
-40 |
-220 |
40 |
-180 |
-40 |
|
|
1,5 |
0 |
-236 |
0 |
-125 |
0 |
-95 |
-331 |
-95 |
-255 |
-95 |
-67 |
-303 |
-67 |
-227 |
-67 |
-45 |
-281 |
-45 |
-205 |
-45 |
|
|
2 |
0 |
-280 |
0 |
-140 |
0 |
-100 |
-380 |
-100 |
-280 |
-100 |
-71 |
-351 |
-71 |
-251 |
-71 |
-52 |
-332 |
-52 |
-232 |
-52 |
|
|
3 |
0 |
-375 |
0 |
-170 |
0 |
-112 |
-487 |
-112 |
-324 |
-112 |
-85 |
-460 |
-85 |
-297 |
-85 |
-63 |
-438 |
-63 |
-275 |
-63 |
|
|
4 |
0 |
-475 |
0 |
-190 |
0 |
-125 |
-600 |
-125 |
-361 |
-125 |
-95 |
-570 |
-95 |
-331 |
-95 |
-75 |
-550 |
-75 |
-311 |
-75 |
|
|
5 |
0 |
-530 |
0 |
-200 |
0 |
-132 |
-662 |
-132 |
-382 |
-132 |
-106 |
-636 |
-106 |
-356 |
-106 |
-85 |
-615 |
-85 |
-335 |
-85 |
|
|
5,5 |
0 |
-560 |
0 |
-212 |
0 |
-140 |
-700 |
-140 |
-405 |
-140 |
-112 |
-672 |
-112 |
-377 |
-112 |
-90 |
-650 |
-90 |
-355 |
-90 |
|
|
6 |
0 |
-600 |
0 |
-224 |
0 |
-150 |
-750 |
-150 |
-430 |
-150 |
-118 |
-718 |
-118 |
-398 |
-118 |
-95 |
-695 |
-95 |
-375 |
-95 |
|
|
Св.90 до 180 |
0,75 |
0 |
-140 |
0 |
-100 |
0 |
- |
- |
- |
- |
- |
-56 |
-196 |
-56 |
-181 |
-56 |
-38 |
-178 |
-38 |
-163 |
-38 |
|
1 |
0 |
-180 |
0 |
-118 |
0 |
-90 |
-270 |
-90 |
-240 |
-90 |
-60 |
-240 |
-60 |
-210 |
-60 |
-40 |
-220 |
-40 |
-190 |
-40 |
|
|
1,5 |
0 |
-236 |
0 |
-132 |
0 |
-95 |
-331 |
-95 |
-265 |
-95 |
-67 |
-303 |
-67 |
-237 |
-67 |
-45 |
-281 |
-45 |
-215 |
-45 |
|
|
2 |
0 |
-280 |
0 |
-150 |
0 |
-100 |
-380 |
-100 |
-290 |
-100 |
-71 |
-351 |
-71 |
-261 |
-71 |
-52 |
-332 |
-52 |
-242 |
-52 |
|
|
3 |
0 |
-375 |
0 |
-180 |
0 |
-112 |
-487 |
-112 |
-336 |
-112 |
-85 |
-460 |
-85 |
-309 |
-85 |
-63 |
-438 |
-63 |
-287 |
-63 |
|
|
4 |
0 |
-475 |
0 |
-200 |
0 |
-125 |
-600 |
-125 |
-375 |
-125 |
-95 |
-570 |
-95 |
-345 |
-95 |
-75 |
-550 |
-75 |
-325 |
-75 |
|
|
6 |
0 |
-600 |
0 |
-236 |
0 |
-150 |
-750 |
-150 |
-450 |
-150 |
-118 |
-718 |
-118 |
-418 |
-118 |
-95 |
-695 |
-95 |
-395 |
-95 |
|
|
8 |
0 |
-710 |
0 |
-265 |
0 |
- |
- |
- |
- |
- |
-140 |
-850 |
-140 |
-475 |
-140 |
-118 |
-828 |
-118 |
-453 |
-118 |
|
|
Св. 180 до 355 |
1,5 |
0 |
-236 |
0 |
-140 |
0 |
-95 |
-331 |
-95 |
-275 |
-95 |
-67 |
-303 |
-67 |
-247 |
-67 |
-45 |
-281 |
-45 |
-225 |
-45 |
|
2 |
0 |
-280 |
0 |
-170 |
0 |
-100 |
-380 |
-100 |
-312 |
-100 |
-71 |
-351 |
-71 |
-283 |
-71 |
-52 |
-332 |
-52 |
-264 |
-52 |
|
|
3 |
0 |
-375 |
0 |
-200 |
0 |
-112 |
-187 |
-112 |
-362 |
-112 |
-85 |
-460 |
-85 |
-335 |
-85 |
-63 |
-438 |
-63 |
-313 |
-63 |
|
|
4 |
0 |
-475 |
0 |
-224 |
0 |
-125 |
-600 |
-125 |
-405 |
-125 |
-95 |
-570 |
-95 |
-375 |
-95 |
-75 |
-550 |
-75 |
-355 |
-75 |
|
|
6 |
0 |
-600 |
0 |
-250 |
0 |
-150 |
-750 |
-150 |
-465 |
-150 |
-118 |
-718 |
-118 |
-433 |
-118 |
-95 |
-695 |
-95 |
-410 |
-95 |
|
|
8 |
0 |
-710 |
0 |
-280 |
0 |
- |
- |
- |
- |
- |
-140 |
-850 |
-140 |
-495 |
-140 |
-118 |
-828 |
-118 |
-473 |
-118 |
|
|
Св. 355 до 600 |
2 |
0 |
-280 |
0 |
-180 |
0 |
-100 |
-380 |
-100 |
-334 |
-100 |
-71 |
-351 |
-71 |
-295 |
-71 |
-52 |
-332 |
-52 |
-276 |
-52 |
|
4 |
0 |
-475 |
0 |
-236 |
0 |
-125 |
-600 |
-125 |
-425 |
-125 |
-95 |
-570 |
-95 |
-395 |
-95 |
-75 |
-550 |
-75 |
-311 |
-75 |
|
|
6 |
0 |
-600 |
0 |
-265 |
0 |
-150 |
-750 |
-150 |
-485 |
-150 |
-118 |
-718 |
-118 |
-453 |
-118 |
-95 |
-695 |
-95 |
-395 |
-95 |
|
|
8 |
0 |
-710 |
0 |
-300 |
0 |
- |
- |
- |
- |
- |
-140 |
-850 |
-140 |
-515 |
-140 |
-118 |
-828 |
-118 |
-453 |
-118 |
|
Продолжение таблицы А.1
|
Номинальный диаметр резьбы d, мм |
Шаг Р, мм |
Поле допуска наружной резьбы |
|||||||||||||||||||
|
6g |
6h |
7e6e |
7g6g |
||||||||||||||||||
|
Диаметр резьбы |
|||||||||||||||||||||
|
d |
d2 |
d1 |
d |
d2 |
d1 |
d |
d2 |
d1 |
d |
d2 |
d1 |
||||||||||
|
Предельные отклонения, мкм |
|||||||||||||||||||||
|
es |
ei |
es |
ei |
es |
es |
ei |
es |
ei |
es |
es |
ei |
es |
ei |
es |
es |
ei |
es |
ei |
es |
||
|
От 1 до 1,4 |
0,2 |
-17 |
-73 |
-17 |
-65 |
-17 |
0 |
-56 |
0 |
-48 |
0 |
- |
- |
- |
- |
- |
(-17) |
(-73) |
(-17) |
(-77) |
(-17) |
|
0,25 |
-18 |
-85 |
-18 |
-71 |
-18 |
0 |
-67 |
0 |
-53 |
0 |
- |
- |
- |
- |
- |
(-18) |
(-85) |
(-18) |
(-85) |
(-18) |
|
|
0,3 |
-18 |
-93 |
-18 |
-74 |
-18 |
0 |
-75 |
0 |
-56 |
0 |
- |
- |
- |
- |
- |
(-18), |
(-93) |
(-18) |
(-89) |
(-18) |
|
|
Св. 1,4 до 2,8 |
0,2 |
-17 |
-73 |
-17 |
-67 |
-17 |
0 |
-56 |
0 |
-50 |
0 |
- |
- |
- |
- |
- |
(-17) |
(-73) |
(-17) |
(-80) |
(-17) |
|
0,25 |
-18 |
-85 |
-18 |
-74 |
-18 |
0 |
-67 |
0 |
-56 |
0 |
- |
- |
- |
- |
- |
(-18) |
(-85) |
(-18) |
(-89) |
(-18) |
|
|
0,35 |
-19 |
-104 |
-19 |
-82 |
-19 |
0 |
-85 |
0 |
-63 |
0 |
- |
- |
- |
- |
- |
-19 |
-104 |
-19 |
-99 |
-19 |
|
|
0,4 |
-19 |
-114 |
-19 |
-86 |
-19 |
0 |
-95 |
0 |
-67 |
0 |
- |
- |
- |
- |
- |
-19 |
-114 |
-19 |
-104 |
-19 |
|
|
0,45 |
-20 |
-120 |
-20 |
-91 |
-20 |
0 |
-100 |
0 |
-71 |
0 |
- |
- |
- |
- |
- |
-20 |
-120 |
-20 |
-110 |
-20 |
|
|
Св. 2,8 до 5,6 |
0,25 |
-18 |
-85 |
-18 |
-74 |
-18 |
0 |
-67 |
0 |
-56 |
0 |
- |
- |
- |
- |
- |
(-18) |
(-85) |
(-18) |
(-89) |
(-18) |
|
0,35 |
-19 |
-104 |
-19 |
-86 |
-19 |
0 |
-85 |
0 |
-67 |
0 |
- |
- |
- |
- |
- |
-19 |
-104 |
-19 |
-104 |
-19 |
|
|
0,5 |
-20 |
-126 |
-20 |
-95 |
-20 |
0 |
-106 |
0 |
-75 |
0 |
-50 |
-156 |
-50 |
-145 |
-50 |
-20 |
-126 |
-20 |
-115 |
-20 |
|
|
0,6 |
-21 |
-146 |
-21 |
-106 |
-21 |
0 |
-125 |
0 |
-85 |
0 |
-53 |
-178 |
-53 |
-159 |
-53 |
-21 |
-146 |
-21 |
-127 |
-21 |
|
|
0,7 |
-22 |
-162 |
-22 |
-112 |
-22 |
0 |
-140 |
0 |
-90 |
0 |
-56 |
-196 |
-56 |
-168 |
-56 |
-22 |
-162 |
-22 |
-134 |
-22 |
|
|
0,75 |
-22 |
-162 |
-22 |
-112 |
-22 |
0 |
-140 |
0 |
-90 |
0 |
-56 |
-196 |
-56 |
-168 |
-56 |
-22 |
-162 |
-22 |
-134 |
-22 |
|
|
0,8 |
-24 |
-174 |
-24 |
-119 |
-24 |
0 |
-150 |
0 |
-95 |
0 |
-60 |
-210 |
-60 |
-178 |
-60 |
-24 |
-174 |
-24 |
-142 |
-24 |
|
|
Св. 5,6 до 11,2 |
0,25 |
-18 |
-85 |
-18 |
-81 |
-18 |
0 |
-67 |
0 |
-63 |
0 |
- |
- |
- |
- |
- |
(-18) |
(-85) |
(-18) |
(-99) |
(-18) |
|
0,35 |
-19 |
-104 |
-19 |
-90 |
-19 |
0 |
-85 |
0 |
-71 |
0 |
- |
- |
- |
- |
- |
-19 |
-104 |
-19 |
-109 |
-19 |
|
|
0,5 |
-20 |
-126 |
-20 |
-105 |
-20 |
0 |
-106 |
0 |
-85 |
0 |
-50 |
-156 |
-50 |
-156 |
-50 |
-20 |
-126 |
-20 |
-126 |
-20 |
|
|
0,75 |
-22 |
-162 |
-22 |
-122 |
-22 |
0 |
-140 |
0 |
-100 |
0 |
-56 |
-196 |
-56 |
-181 |
-56 |
-22 |
-162 |
-22 |
-147 |
-22 |
|
|
1 |
-26 |
-206 |
-26 |
-138 |
-26 |
0 |
-180 |
0 |
-112 |
0 |
-60 |
-240 |
-60 |
-200 |
-60 |
-26 |
-206 |
-26 |
-166 |
-26 |
|
|
1,25 |
-28 |
-240 |
-28 |
-146 |
-28 |
0 |
-212 |
0 |
-118 |
0 |
-63 |
-275 |
-63 |
-213 |
-63 |
-28 |
-240 |
-28 |
-178 |
-28 |
|
|
1,5 |
-32 |
-268 |
-32 |
-164 |
-32 |
0 |
-236 |
0 |
-132 |
0 |
-67 |
-303 |
-67 |
-237 |
-67 |
-32 |
-268 |
-32 |
-202 |
-32 |
|
|
Св. 11,2 до 22,4 |
0,35 |
-19 |
-104 |
-19 |
-94 |
-19 |
0 |
-85 |
0 |
-75 |
0 |
- |
- |
- |
- |
- |
-19 |
-104 |
-19 |
-114 |
-19 |
|
0,5 |
-20 |
-126 |
-20 |
-110 |
-20 |
0 |
-106 |
0 |
-90 |
0 |
-50 |
-156 |
-50 |
-162 |
-50 |
-20 |
-126 |
-20 |
-132 |
-20 |
|
|
0,75 |
-22 |
-162 |
-22 |
-128 |
-22 |
0 |
-140 |
0 |
-106 |
0 |
-56 |
-196 |
-56 |
-188 |
-56 |
-22 |
-162 |
-22 |
-154 |
-22 |
|
|
1 |
-26 |
-206 |
-26 |
-144 |
-26 |
0 |
-180 |
0 |
-118 |
0 |
-60 |
-240 |
-60 |
-210 |
-60 |
-26 |
-206 |
-26 |
-176 |
-26 |
|
|
1,25 |
-28 |
-240 |
-28 |
-160 |
-28 |
0 |
-212 |
0 |
-132 |
0 |
-63 |
-275 |
-63 |
-233 |
-63 |
-28 |
-240 |
-28 |
-198 |
-28 |
|
|
1,5 |
-32 |
-268 |
-32 |
-172 |
-32 |
0 |
-236 |
0 |
-140 |
0 |
-67 |
-303 |
-67 |
-247 |
-67 |
-32 |
-268 |
-32 |
-212 |
32 |
|
|
1,75 |
-34 |
-299 |
-34 |
-184 |
-34 |
0 |
-265 |
0 |
-150 |
0 |
-71 |
-336 |
-71 |
-261 |
-71 |
34 |
-299 |
-34 |
-224 |
-34 |
|
|
2 |
-38 |
-318 |
-38 |
-198 |
-38 |
0 |
-280 |
0 |
-160 |
0 |
-71 |
-351 |
-71 |
-271 |
-71 |
-38 |
-318 |
-38 |
-238 |
-38 |
|
|
2,5 |
-42 |
-377 |
-42 |
-212 |
-42 |
0 |
-335 |
0 |
-170 |
0 |
-80 |
-415 |
-80 |
-292 |
-80 |
-42 |
-377 |
-42 |
-254 |
-42 |
|
|
Св. 22,4 до 45 |
0,5 |
-20 |
-126 |
-20 |
-115 |
-20 |
0 |
-106 |
0 |
-95 |
0 |
-50 |
-156 |
-50 |
-168 |
-50 |
-20 |
-126 |
-20 |
-138 |
-20 |
|
0,75 |
-22 |
-162 |
-22 |
-134 |
-22 |
0 |
-140 |
0 |
-112 |
0 |
-56 |
-196 |
-56 |
-196 |
-56 |
-22 |
-162 |
-22 |
-162 |
22 |
|
|
1 |
-26 |
-206 |
-26 |
-151 |
-26 |
0 |
-180 |
0 |
-125 |
0 |
-60 |
-240 |
-60 |
-220 |
-60 |
-26 |
-206 |
-26 |
-186 |
-26 |
|
|
1,5 |
-32 |
-268 |
-32 |
-182 |
-32 |
0 |
-236 |
0 |
-150 |
0 |
-67 |
-303 |
-67 |
-257 |
-67 |
-32 |
-268 |
-32 |
-222 |
-32 |
|
|
2 |
-38 |
-318 |
-38 |
-208 |
-38 |
0 |
-280 |
0 |
-170 |
0 |
-71 |
-351 |
-71 |
-283 |
-71 |
-38 |
-318 |
-38 |
-250 |
-38 |
|
|
3 |
-48 |
-423 |
-48 |
-248 |
-48 |
0 |
-375 |
0 |
-200 |
0 |
-85 |
-460 |
-85 |
-335 |
-85 |
-48 |
-423 |
-48 |
-298 |
-48 |
|
|
3,5 |
-53 |
-478 |
-53 |
-265 |
-53 |
0 |
-425 |
0 |
-212 |
0 |
-90 |
-515 |
-90 |
-355 |
-90 |
-53 |
-478 |
-53 |
-318 |
-53 |
|
|
4 |
-60 |
-535 |
-60 |
-284 |
-60 |
0 |
-475 |
0 |
-224 |
0 |
-95 |
-570 |
-95 |
-375 |
-95 |
-60 |
-535 |
-60 |
-340 |
-60 |
|
|
4,5 |
-63 |
-563 |
-63 |
-299 |
-63 |
0 |
-500 |
0 |
-236 |
0 |
-100 |
-600 |
-100 |
-400 |
-100 |
-63 |
-563 |
-63 |
-363 |
-63 |
|
|
Св.45 до 90 |
0,5 |
-20 |
-126 |
-20 |
-120 |
-20 |
0 |
-106 |
0 |
-100 |
0 |
-50 |
-156 |
-50 |
-175 |
-50 |
-20 |
-126 |
-20 |
-145 |
-20 |
|
0,75 |
-22 |
-162 |
-22 |
-140 |
-22 |
0 |
-140 |
0 |
-118 |
0 |
-56 |
-196 |
-56 |
-206 |
-56 |
-22 |
-162 |
-22 |
-172 |
-22 |
|
|
1 |
-26 |
-206 |
-26 |
-166 |
-26 |
0 |
-180 |
0 |
-140 |
0 |
-60 |
-240 |
-60 |
-240 |
-60 |
-26 |
-206 |
-26 |
-206 |
-26 |
|
|
1,5 |
-32 |
-268 |
-32 |
-192 |
-32 |
0 |
-236 |
0 |
-160 |
0 |
-67 |
-303 |
-67 |
-267 |
-67 |
-32 |
-268 |
-32 |
-232 |
-32 |
|
|
2 |
-38 |
-318 |
-38 |
-218 |
-38 |
0 |
-280 |
0 |
-180 |
0 |
-71 |
-351 |
-71 |
-295 |
-71 |
-38 |
-318 |
-38 |
-262 |
-38 |
|
|
3 |
-48 |
-423 |
48 |
-260 |
-48 |
0 |
-375 |
0 |
-212 |
0 |
-85 |
-460 |
-85 |
-350 |
-85 |
-48 |
-423 |
-48 |
-313 |
-48 |
|
|
4 |
-60 |
-535 |
-60 |
-296 |
-60 |
0 |
-475 |
0 |
-236 |
0 |
-95 |
-570 |
-95 |
-395 |
-95 |
-60 |
-535 |
-60 |
-360 |
-60 |
|
|
5 |
-71 |
-601 |
-71 |
-321 |
-71 |
0 |
-530 |
0 |
-250 |
0 |
-106 |
-636 |
-106 |
-421 |
-106 |
-71 |
-601 |
-71 |
-386 |
-71 |
|
|
5,5 |
-75 |
-635 |
-75 |
-340 |
-75 |
0 |
-560 |
0 |
-265 |
0 |
-112 |
-672 |
-112 |
-447 |
-112 |
-75 |
-635 |
-75 |
-410 |
-75 |
|
|
6 |
-80 |
-680 |
-80 |
-360 |
-80 |
0 |
-600 |
0 |
-280 |
0 |
-118 |
-718 |
-118 |
-473 |
-118 |
-80 |
-680 |
-80 |
-435 |
-80 |
|
|
Св.90 до 180 |
0,75 |
-22 |
-162 |
22 |
-147 |
-22 |
0 |
-140 |
0 |
-125 |
0 |
-56 |
-196 |
-56 |
-216 |
-56 |
-22 |
-162 |
-22 |
-182 |
-22 |
|
1 |
-26 |
-206 |
-26 |
-176 |
-26 |
0 |
-180 |
0 |
-150 |
0 |
-60 |
-240 |
-60 |
-250 |
-60 |
-26 |
-206 |
-26 |
-216 |
-26 |
|
|
1,5 |
-32 |
-268 |
-32 |
-202 |
-32 |
0 |
-236 |
0 |
-170 |
0 |
-67 |
-303 |
-67 |
-279 |
-67 |
-32 |
-268 |
-32 |
-244 |
-32 |
|
|
2 |
-38 |
-318 |
-38 |
-228 |
-38 |
0 |
-280 |
0 |
-190 |
0 |
-71 |
-351 |
-71 |
-307 |
-71 |
-38 |
-318 |
-38 |
-274 |
-38 |
|
|
3 |
-48 |
-423 |
-48 |
-272 |
-48 |
0 |
-375 |
0 |
-224 |
0 |
-85 |
-460 |
-85 |
-365 |
-85 |
-48 |
-423 |
-48 |
-328 |
-48 |
|
|
4 |
-60 |
-535 |
-60 |
-310 |
-60 |
0 |
-475 |
0 |
-250 |
0 |
-95 |
-510 |
-95 |
-410 |
-95 |
-60 |
-535 |
-60 |
-375 |
-60 |
|
|
6 |
-80 |
-680 |
-80 |
-380 |
-80 |
0 |
-600 |
0 |
-300 |
0 |
-118 |
-718 |
-118 |
-493 |
-118 |
-80 |
-680 |
-80 |
-455 |
-80 |
|
|
8 |
-100 |
-810 |
-100 |
-435 |
-100 |
0 |
-710 |
0 |
-335 |
0 |
-140 |
-850 |
-140 |
-565 |
-140 |
-100 |
-810 |
-100 |
-525 |
-100 |
|
|
Св. 180 до 355 |
1,5 |
-32 |
-268 |
-32 |
-212 |
-32 |
0 |
-236 |
0 |
-180 |
0 |
-67 |
-303 |
-67 |
-291 |
-67 |
-32 |
-268 |
-32 |
-256 |
-32 |
|
2 |
-38 |
-318 |
-38 |
-250 |
-38 |
0 |
-280 |
0 |
-212 |
0 |
-71 |
-351 |
-71 |
-336 |
-71 |
-38 |
-318 |
-38 |
-303 |
-38 |
|
|
3 |
-48 |
-423 |
48 |
-298 |
-48 |
0 |
-375 |
0 |
-250 |
0 |
-85 |
-460 |
-85 |
-400 |
-85 |
-48 |
^23 |
-48 |
-363 |
-48 |
|
|
4 |
-60 |
-535 |
-60 |
-340 |
-60 |
0 |
-475 |
0 |
-280 |
0 |
-95 |
-570 |
-95 |
-450 |
-95 |
-60 |
-535 |
-60 |
-415 |
-60 |
|
|
6 |
-80 |
-680 |
-80 |
-395 |
-80 |
0 |
-600 |
0 |
-315 |
0 |
-118 |
-718 |
-118 |
-518 |
-118 |
-80 |
-680 |
-80 |
-480 |
-80 |
|
|
8 |
-100 |
-810 |
-100 |
-455 |
-100 |
0 |
-710 |
0 |
-355 |
0 |
-140 |
-850 |
-140 |
-590 |
-140 |
-100 |
-810 |
-100 |
-550 |
-100 |
|
|
Св. 355 до 600 |
2 |
-38 |
-318 |
-38 |
-262 |
-38 |
0 |
-280 |
0 |
-224 |
0 |
-71 |
-351 |
-71 |
-351 |
-71 |
-38 |
-318 |
-38 |
-318 |
-38 |
|
4 |
-60 |
-535 |
-60 |
-360 |
-60 |
0 |
-475 |
0 |
-300 |
0 |
-95 |
-570 |
-95 |
-470 |
-95 |
-60 |
-535 |
-60 |
-435 |
-60 |
|
|
6 |
-80 |
-680 |
-80 |
-415 |
-80 |
0 |
-600 |
0 |
-335 |
0 |
-118 |
-718 |
-118 |
-543 |
-118 |
-80 |
-680 |
-80 |
-505 |
-80 |
|
|
8 |
-100 |
-810 |
-100 |
-475 |
-100 |
0 |
-710 |
0 |
-375 |
0 |
-140 |
-850 |
-140 |
-615 |
-140 |
-100 |
-810 |
-100 |
-575 |
-100 |
|
Продолжение таблицы А.1
|
Номинальный диаметр резьбы d, мм |
Шаг Р, мм |
Поле допуска наружной резьбы |
|||||||||||||||||||
|
7h6h |
8g |
8h (при Р≥0,8 мм) 8h6h (при Р<0,8 мм) |
9g8g |
||||||||||||||||||
|
Диаметр резьбы |
|||||||||||||||||||||
|
d |
d2 |
d1 |
d |
d2 |
d1 |
d |
d2 |
d1 |
d |
d2 |
d1 |
||||||||||
|
Предельные отклонения, мкм |
|||||||||||||||||||||
|
es |
ei |
es |
ei |
es |
es |
ei |
es |
ei |
es |
es |
ei |
es |
ei |
es |
es |
ei |
es |
ei |
es |
||
|
От 1 до 1,4 |
0,2 |
0 |
-56 |
0 |
-60 |
0 |
- |
- |
- |
- |
- |
0 |
-56 |
0 |
-75 |
0 |
- |
- |
- |
- |
- |
|
0,25 |
0 |
-67 |
0 |
-67 |
0 |
- |
- |
- |
- |
- |
0 |
-67 |
0 |
-85 |
0 |
- |
- |
- |
- |
- |
|
|
0,3 |
0 |
-75 |
0 |
-71 |
0 |
- |
- |
- |
- |
- |
0 |
-75 |
0 |
-90 |
0 |
- |
- |
- |
- |
- |
|
|
Св. 1,4 до 2,8 |
0,2 |
0 |
-56 |
0 |
-63 |
0 |
- |
- |
- |
- |
- |
0 |
-56 |
0 |
-80 |
0 |
- |
- |
- |
- |
- |
|
0,25 |
0 |
-67 |
0 |
-71 |
0 |
- |
- |
- |
- |
- |
0 |
-67 |
0 |
-90 |
0 |
- |
- |
- |
- |
- |
|
|
0,35 |
0 |
-85 |
0 |
-80 |
0 |
- |
- |
- |
- |
- |
0 |
-85 |
0 |
-100 |
0 |
- |
- |
- |
- |
- |
|
|
0,4 |
0 |
-95 |
0 |
-85 |
0 |
- |
- |
- |
- |
- |
0 |
-95 |
0 |
-106 |
0 |
- |
- |
- |
- |
- |
|
|
0,45 |
0 |
-100 |
0 |
-90 |
0 |
- |
- |
- |
- |
- |
0 |
-100 |
0 |
-112 |
0 |
- |
- |
- |
- |
- |
|
|
Св. 2,8 до 5,6 |
0,25 |
0 |
-67 |
0 |
-71 |
0 |
- |
- |
- |
- |
- |
- |
-67 |
- |
- |
- |
- |
- |
- |
- |
- |
|
0,35 |
0 |
-85 |
0 |
-85 |
0 |
- |
- |
- |
- |
- |
- |
-85 |
- |
-106 |
- |
- |
- |
- |
- |
- |
|
|
0,5 |
0 |
-106 |
0 |
-95 |
0 |
- |
- |
- |
- |
- |
0 |
-106 |
0 |
-118 |
0 |
- |
- |
- |
- |
- |
|
|
0,6 |
0 |
-125 |
0 |
-106 |
0 |
- |
- |
- |
- |
- |
0 |
-125 |
0 |
-132 |
0 |
- |
- |
- |
- |
- |
|
|
0,7 |
0 |
-140 |
0 |
-112 |
0 |
- |
- |
- |
- |
- |
0 |
-140 |
0 |
-140 |
0 |
- |
- |
- |
- |
- |
|
|
0,75 |
0 |
-140 |
0 |
-112 |
0 |
- |
- |
- |
- |
- |
0 |
-140 |
0 |
-140 |
0 |
- |
- |
- |
- |
- |
|
|
0,8 |
0 |
-150 |
0 |
-118 |
0 |
-24 |
-260 |
-24 |
-174 |
-24 |
0 |
-150 |
0 |
-150 |
0 |
-24 |
-260 |
-24 |
-214 |
-24 |
|
|
Св. 5,6 до 11,2 |
0,25 |
0 |
-67 |
0 |
-80 |
0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
|
|
|
|
0,35 |
0 |
-85 |
0 |
-90 |
0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
|
|
|
|
|
0,5 |
0 |
-106 |
0 |
-106 |
0 |
- |
- |
- |
- |
- |
0 |
-106 |
0 |
-132 |
0 |
|
|
|
|
|
|
|
0,75 |
0 |
-140 |
0 |
-125 |
0 |
- |
- |
- |
- |
- |
0 |
-140 |
0 |
-160 |
0 |
|
|
|
|
|
|
|
1 |
0 |
-180 |
0 |
-140 |
0 |
-26 |
-306 |
-26 |
-206 |
-26 |
0 |
-280 |
0 |
-180 |
0 |
-26 |
-306 |
-26 |
-256 |
-26 |
|
|
1,25 |
0 |
-212 |
0 |
-150 |
0 |
-28 |
-363 |
-28 |
-218 |
-28 |
0 |
-335 |
0 |
-190 |
0 |
-28 |
-363 |
-28 |
-264 |
-28 |
|
|
1,5 |
0 |
-236 |
0 |
-170 |
0 |
-32 |
-407 |
-32 |
-244 |
-32 |
0 |
-375 |
0 |
-212 |
0 |
-32 |
-407 |
-32 |
-297 |
-32 |
|
|
Св. 11,2 до 22,4 |
0,35 |
0 |
-85 |
0 |
-95 |
0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
0,5 |
0 |
-106 |
0 |
-112 |
0 |
- |
- |
- |
- |
- |
0 |
-106 |
0 |
-140 |
0 |
- |
- |
- |
- |
- |
|
|
0,75 |
0 |
-140 |
0 |
-132 |
0 |
- |
- |
- |
- |
- |
0 |
-140 |
0 |
-170 |
0 |
- |
- |
- |
- |
- |
|
|
1 |
0 |
-180 |
0 |
-150 |
0 |
-26 |
-306 |
-26 |
-216 |
-26 |
0 |
-280 |
0 |
-190 |
0 |
-26 |
-306 |
-26 |
-262 |
-26 |
|
|
1,25 |
0 |
-212 |
0 |
-170 |
0 |
-28 |
-363 |
-28 |
-240 |
-28 |
0 |
-336 |
0 |
-212 |
0 |
-28 |
-363 |
-28 |
-293 |
-28 |
|
|
1,5 |
0 |
-236 |
0 |
-180 |
0 |
-32 |
-407 |
-32 |
-256 |
-32 |
0 |
-375 |
0 |
-224 |
0 |
-32 |
-407 |
-32 |
-312 |
-32 |
|
|
1,75 |
0 |
-265 |
0 |
-190 |
0 |
-34 |
-459 |
-34 |
-270 |
-34 |
0 |
-425 |
0 |
-236 |
0 |
-34 |
-459 |
-34 |
-334 |
-34 |
|
|
2 |
0 |
-280 |
0 |
-200 |
0 |
-38 |
-488 |
-38 |
-288 |
-38 |
0 |
-450 |
0 |
-250 |
0 |
-38 |
-488 |
-38 |
-353 |
-38 |
|
|
2,5 |
0 |
-335 |
0 |
-212 |
0 |
-42 |
-572 |
-42 |
-307 |
-42 |
0 |
-530 |
0 |
-265 |
0 |
-42 |
-572 |
-42 |
-377 |
-42 |
|
|
Св. 22,4 до 45 |
0,5 |
0 |
-106 |
0 |
-118 |
0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
0,75 |
0 |
-140 |
0 |
-140 |
0 |
- |
- |
- |
- |
- |
0 |
-140 |
0 |
-180 |
0 |
- |
- |
- |
- |
- |
|
|
1 |
0 |
-180 |
0 |
-160 |
0 |
-26 |
-306 |
-26 |
-226 |
-26 |
0 |
-280 |
0 |
-200 |
0 |
-26 |
-306 |
-26 |
-276 |
-26 |
|
|
1,5 |
0 |
-236 |
0 |
-190 |
0 |
-32 |
-407 |
-32 |
-268 |
-32 |
0 |
-375 |
0 |
-236 |
0 |
-32 |
-407 |
-32 |
-332 |
-32 |
|
|
2 |
0 |
-280 |
0 |
-212 |
0 |
-38 |
-488 |
-38 |
-303 |
-38 |
0 |
-450 |
0 |
-265 |
0 |
-38 |
-488 |
-38 |
-373 |
-38 |
|
|
3 |
0 |
-375 |
0 |
-250 |
0 |
-48 |
-648 |
-48 |
-363 |
-48 |
0 |
-600 |
0 |
-315 |
0 |
-48 |
-648 |
-48 |
-448 |
-48 |
|
|
3,5 |
0 |
-425 |
0 |
-265 |
0 |
-53 |
-723 |
-53 |
-388 |
-53 |
0 |
-670 |
0 |
-335 |
0 |
-53 |
-723 |
-53 |
-478 |
-53 |
|
|
4 |
0 |
-475 |
0 |
-280 |
0 |
-60 |
-810 |
-60 |
-415 |
-60 |
0 |
-750 |
0 |
-355 |
0 |
-60 |
-810 |
-60 |
-510 |
-60 |
|
|
4,5 |
0 |
-500 |
0 |
-300 |
0 |
-63 |
-863 |
-63 |
-438 |
-63 |
0 |
-800 |
0 |
-375 |
0 |
-63 |
-863 |
-63 |
-538 |
-63 |
|
|
Св.45 до 90 |
0,5 |
0 |
-106 |
0 |
-125 |
0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
0,75 |
0 |
-140 |
0 |
-150 |
0 |
- |
- |
- |
- |
- |
- |
- |
0 |
- |
- |
- |
- |
- |
- |
- |
|
|
1 |
0 |
-180 |
0 |
-180 |
0 |
-26 |
-306 |
-26 |
-250 |
-26 |
0 |
-280 |
0 |
-224 |
0 |
-26 |
-306 |
-26 |
-306 |
-26 |
|
|
1,5 |
0 |
-236 |
0 |
-200 |
0 |
-32 |
-407 |
-32 |
-282 |
-32 |
0 |
-375 |
0 |
-250 |
0 |
-32 |
-407 |
-32 |
-347 |
-32 |
|
|
2 |
0 |
-280 |
0 |
-224 |
0 |
-38 |
-488 |
-38 |
-318 |
-38 |
0 |
-450 |
0 |
-280 |
0 |
-38 |
-488 |
-38 |
-393 |
-38 |
|
|
3 |
0 |
-375 |
0 |
-265 |
0 |
-48 |
-648 |
-48 |
-383 |
-48 |
0 |
-600 |
0 |
-335 |
0 |
-48 |
-648 |
-48 |
-473 |
-48 |
|
|
4 |
0 |
-475 |
0 |
-300 |
0 |
-60 |
-810 |
-60 |
-435 |
-60 |
0 |
-750 |
0 |
-375 |
0 |
-60 |
-810 |
-60 |
-535 |
-60 |
|
|
5 |
0 |
-530 |
0 |
-315 |
0 |
-71 |
-921 |
-71 |
-471 |
-71 |
0 |
-850 |
0 |
-400 |
0 |
-71 |
-921 |
-71 |
-571 |
-71 |
|
|
5,5 |
0 |
-560 |
0 |
-335 |
0 |
-75 |
-975 |
-75 |
-500 |
-75 |
0 |
-900 |
0 |
425 |
0 |
-75 |
-975 |
-75 |
-605 |
-75 |
|
|
6 |
0 |
-600 |
0 |
-355 |
0 |
-80 |
-1030 |
-80 |
-530 |
-80 |
0 |
-950 |
0 |
-450 |
0 |
-80 |
-1030 |
-80 |
-640 |
-80 |
|
|
Св.90 до 180 |
0,75 |
0 |
-140 |
0 |
-160 |
0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
1 |
0 |
-180 |
0 |
-190 |
0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
1,5 |
0 |
-236 |
0 |
-212 |
0 |
-32 |
-407 |
-32 |
-297 |
-32 |
0 |
-375 |
0 |
-265 |
0 |
-32 |
-407 |
-32 |
-367 |
-32 |
|
|
2 |
0 |
-280 |
0 |
-236 |
0 |
-38 |
-488 |
-38 |
-338 |
-38 |
0 |
-450 |
0 |
-300 |
0 |
-38 |
-488 |
-38 |
-413 |
-38 |
|
|
3 |
0 |
-375 |
0 |
-280 |
0 |
-48 |
-648 |
-48 |
-403 |
-48 |
0 |
-600 |
0 |
-355 |
0 |
-48 |
-648 |
-48 |
-498 |
-48 |
|
|
4 |
0 |
-475 |
0 |
-315 |
0 |
-60 |
-810 |
-60 |
-460 |
-60 |
0 |
-750 |
0 |
-400 |
0 |
-60 |
-810 |
-60 |
-560 |
-60 |
|
|
6 |
0 |
-600 |
0 |
-375 |
0 |
-80 |
-1030 |
-80 |
-555 |
-80 |
0 |
-950 |
0 |
-475 |
0 |
-80 |
-1030 |
-80 |
-680 |
-80 |
|
|
8 |
0 |
-710 |
0 |
-425 |
0 |
-100 |
-1280 |
-100 |
-630 |
-100 |
0 |
-1180 |
0 |
-530 |
0 |
-100 |
-1280 |
-100 |
-770 |
-100 |
|
|
Св. 180 до 355 |
1,5 |
0 |
-236 |
0 |
-224 |
0 |
-32 |
-407 |
-32 |
-312 |
-32 |
0 |
-375 |
0 |
-280 |
0 |
-32 |
-407 |
-32 |
-387 |
-32 |
|
2 |
0 |
-280 |
0 |
-265 |
0 |
-38 |
-488 |
-38 |
-373 |
-38 |
0 |
-450 |
0 |
-335 |
0 |
-38 |
-488 |
-38 |
-463 |
-38 |
|
|
3 |
0 |
-375 |
0 |
-315 |
0 |
-48 |
-648 |
-48 |
-448 |
-48 |
0 |
-600 |
0 |
-400 |
0 |
-48 |
-648 |
-48 |
-548 |
-48 |
|
|
4 |
0 |
-475 |
0 |
-355 |
0 |
-60 |
-810 |
-60 |
-510 |
-60 |
0 |
-750 |
0 |
-450 |
0 |
-60 |
-810 |
-60 |
-620 |
-60 |
|
|
6 |
0 |
-600 |
0 |
-400 |
0 |
-80 |
-1030 |
-80 |
-580 |
-80 |
0 |
-950 |
0 |
-500 |
0 |
-80 |
-1030 |
-80 |
-710 |
-80 |
|
|
8 |
0 |
-710 |
0 |
-450 |
0 |
-100 |
-1280 |
-100 |
-660 |
-100 |
0 |
-1180 |
0 |
-560 |
0 |
-100 |
-1280 |
-100 |
-810 |
-100 |
|
|
Св. 355 до 600 |
2 |
0 |
-280 |
0 |
280 |
0 |
-38 |
-488 |
-38 |
-393 |
-38 |
0 |
-450 |
0 |
-355 |
0 |
-38 |
-488 |
-38 |
-488 |
-38 |
|
4 |
0 |
-475 |
0 |
-375 |
0 |
-60 |
-810 |
-60 |
-535 |
-60 |
0 |
-750 |
0 |
-475 |
0 |
-60 |
-810 |
-60 |
-660 |
-60 |
|
|
6 |
0 |
-600 |
0 |
-425 |
0 |
-80 |
-1030 |
-80 |
-610 |
-80 |
0 |
-950 |
0 |
-530 |
0 |
-80 |
-1030 |
-80 |
-750 |
-80 |
|
|
8 |
0 |
-710 |
0 |
-475 |
0 |
-100 |
-1280 |
-100 |
-700 |
-100 |
0 |
-1180 |
0 |
-600 |
0 |
-100 |
-1280 |
-100 |
-850 |
-100 |
|
|
Примечание - Нижнее отклонение диаметра d1 не устанавливается, но косвенно ограничивается формой впадины болта. |
|||||||||||||||||||||
Таблица А.2
|
Номинальный диаметр резьбы d, мм |
Шаг Р, мм |
Поле допуска внутренней резьбы |
|||||||||||||||||||
|
4Н |
4H5H |
5G |
5Н |
||||||||||||||||||
|
Диаметр резьбь |
|||||||||||||||||||||
|
D |
D2 |
D1 |
D |
D2 |
D1 |
D |
D2 |
D1 |
D |
D2 |
D1 |
||||||||||
|
Предельные отклонения, мкм |
|||||||||||||||||||||
|
EI |
ES |
EI |
ES |
EI |
EI |
ES |
EI |
ES |
EI |
EI |
ES |
EI |
ES |
EI |
EI |
ES |
EI |
ES |
EI |
||
|
От 1 до 1,4 |
0,2 |
0 |
+40 |
0 |
+38 |
0 |
0 |
+40 |
0 |
+48 |
0 |
+17 |
+67 |
+17 |
+65 |
+17 |
0 |
+50 |
0 |
+48 |
0 |
|
0,25 |
0 |
+45 |
0 |
+45 |
0 |
0 |
+45 |
0 |
+56 |
0 |
+18 |
+74 |
+18 |
+74 |
+18 |
0 |
+56 |
0 |
+56 |
0 |
|
|
0,3 |
0 |
+48 |
0 |
+48 |
0 |
0 |
+48 |
0 |
+67 |
0 |
+18 |
+78 |
+18 |
+85 |
+18 |
0 |
+60 |
0 |
+67 |
0 |
|
|
Св. 1,4 до 2,8 |
0,2 |
0 |
+42 |
0 |
+38 |
0 |
0 |
+42 |
0 |
+48 |
0 |
+17 |
+70 |
+17 |
+65 |
+17 |
0 |
+53 |
0 |
+48 |
0 |
|
0,25 |
0 |
+48 |
0 |
+45 |
0 |
0 |
+48 |
0 |
+56 |
0 |
+18 |
+78 |
+18 |
+74 |
+18 |
0 |
+60 |
0 |
+56 |
0 |
|
|
0,35 |
0 |
+53 |
0 |
+63 |
0 |
0 |
+53 |
0 |
+80 |
0 |
+19 |
+86 |
+19 |
+99 |
+19 |
0 |
+67 |
0 |
+80 |
0 |
|
|
0,4 |
0 |
+56 |
0 |
+71 |
0 |
0 |
+56 |
0 |
+90 |
0 |
+19 |
+90 |
+19 |
+100 |
+19 |
0 |
+71 |
0 |
+90 |
0 |
|
|
0,45 |
0 |
+60 |
0 |
+80 |
0 |
0 |
+60 |
0 |
+100 |
0 |
+20 |
+95 |
+20 |
+120 |
+20 |
0 |
+75 |
0 |
+100 |
0 |
|
|
Св. 2,8 до 5,6 |
0,25 |
0 |
+48 |
0 |
+45 |
0 |
0 |
+48 |
0 |
+56 |
0 |
+18 |
+78 |
+18 |
+74 |
+18 |
0 |
+60 |
0 |
+56 |
0 |
|
0,35 |
0 |
+56 |
0 |
+63 |
0 |
0 |
+56 |
0 |
+80 |
0 |
+19 |
+90 |
+19 |
+99 |
+19 |
0 |
+71 |
0 |
+80 |
0 |
|
|
0,5 |
0 |
+63 |
0 |
+90 |
0 |
0 |
+63 |
0 |
+112 |
0 |
+20 |
+100 |
+20 |
+132 |
+20 |
0 |
+80 |
0 |
+112 |
0 |
|
|
0,6 |
0 |
+71 |
0 |
+100 |
0 |
0 |
+71 |
0 |
+125 |
0 |
+21 |
+111 |
+21 |
+146 |
+21 |
0 |
+90 |
0 |
+125 |
0 |
|
|
0,7 |
0 |
+75 |
0 |
+112 |
0 |
0 |
+75 |
0 |
+140 |
0 |
+22 |
+117 |
+22 |
+162 |
+22 |
0 |
+95 |
0 |
+140 |
0 |
|
|
0,75 |
0 |
+75 |
0 |
+118 |
0 |
0 |
+75 |
0 |
+150 |
0 |
+22 |
+117 |
+22 |
+172 |
+22 |
0 |
+95 |
0 |
+150 |
0 |
|
|
0,8 |
0 |
+80 |
0 |
+125 |
0 |
0 |
+80 |
0 |
+160 |
о |
+24 |
+124 |
+24 |
+184 |
+24 |
0 |
+100 |
0 |
+160 |
0 |
|
|
Св. 5,6 до 11,2 |
0,25 |
0 |
+53 |
0 |
+45 |
0 |
0 |
+53 |
0 |
+56 |
о |
+18 |
+85 |
+18 |
+74 |
+18 |
0 |
+67 |
0 |
+56 |
0 |
|
0,35 |
0 |
+60 |
0 |
+63 |
0 |
0 |
+60 |
0 |
+80 |
0 |
+19 |
+94 |
+19 |
+99 |
+19 |
0 |
+75 |
0 |
+80 |
0 |
|
|
0,5 |
0 |
+71 |
0 |
+90 |
0 |
0 |
+71 |
0 |
+112 |
о |
+20 |
+100 |
+20 |
+132 |
+20 |
0 |
+90 |
0 |
+112 |
0 |
|
|
0,75 |
0 |
+85 |
0 |
+118 |
0 |
0 |
+85 |
0 |
+150 |
0 |
+22 |
+128 |
+22 |
+172 |
+22 |
0 |
+106 |
0 |
+150 |
0 |
|
|
1 |
0 |
+95 |
0 |
+150 |
0 |
0 |
+95 |
0 |
+190 |
о |
+26 |
+ 144 |
+26 |
+216 |
+26 |
0 |
+118 |
0 |
+190 |
0 |
|
|
1,25 |
0 |
+100 |
0 |
+170 |
0 |
0 |
+100 |
0 |
+212 |
0 |
+28 |
+153 |
+28 |
+240 |
+28 |
0 |
+125 |
0 |
+212 |
0 |
|
|
1,5 |
0 |
+112 |
0 |
+190 |
0 |
0 |
+112 |
0 |
+236 |
0 |
+32 |
+172 |
+32 |
+268 |
+32 |
0 |
+140 |
0 |
+236 |
0 |
|
|
Св. 11,2 до 22,4 |
0,35 |
0 |
+63 |
0 |
+63 |
0 |
0 |
+63 |
0 |
+80 |
0 |
+19 |
+99 |
+19 |
+99 |
+19 |
0 |
+80 |
0 |
+80 |
0 |
|
0,5 |
0 |
+75 |
0 |
+90 |
0 |
0 |
+75 |
0 |
+112 |
0 |
+20 |
+115 |
+20 |
+132 |
+20 |
0 |
+95 |
0 |
+112 |
0 |
|
|
0,75 |
0 |
+90 |
0 |
+118 |
0 |
0 |
+90 |
0 |
+150 |
0 |
+22 |
+134 |
+22 |
+172 |
+22 |
0 |
+112 |
0 |
+150 |
0 |
|
|
1 |
0 |
+100 |
0 |
+150 |
0 |
0 |
+100 |
0 |
+190 |
0 |
+26 |
+151 |
+26 |
+216 |
+26 |
0 |
+125 |
0 |
+190 |
0 |
|
|
1,25 |
0 |
+112 |
0 |
+170 |
0 |
0 |
+112 |
0 |
+212 |
0 |
+28 |
+168 |
+28 |
+240 |
+28 |
0 |
+140 |
0 |
+212 |
0 |
|
|
1,5 |
0 |
+118 |
0 |
+190 |
0 |
0 |
+118 |
0 |
+236 |
0 |
+32 |
+182 |
+32 |
+268 |
+32 |
0 |
+150 |
0 |
+236 |
0 |
|
|
1,75 |
0 |
+125 |
0 |
+212 |
0 |
0 |
+125 |
0 |
+265 |
0 |
+34 |
+194 |
+34 |
+299 |
+34 |
0 |
+160 |
0 |
+265 |
0 |
|
|
2 |
0 |
+132 |
0 |
+236 |
0 |
0 |
+132 |
0 |
+300 |
0 |
+38 |
+208 |
+38 |
+338 |
+38 |
0 |
+170 |
0 |
+300 |
0 |
|
|
2,5 |
0 |
+140 |
0 |
+280 |
0 |
0 |
+140 |
0 |
+355 |
0 |
+42 |
+222 |
+42 |
+397 |
+42 |
0 |
+180 |
0 |
+355 |
0 |
|
|
Св. 22,4 до 45 |
0,5 |
0 |
+80 |
0 |
+90 |
0 |
0 |
+80 |
0 |
+112 |
0 |
+20 |
+120 |
+20 |
+132 |
+20 |
0 |
+100 |
0 |
+112 |
0 |
|
0,75 |
0 |
+95 |
0 |
+118 |
0 |
0 |
+95 |
0 |
+150 |
0 |
+22 |
+140 |
+22 |
+172 |
+22 |
0 |
+118 |
0 |
+150 |
0 |
|
|
1 |
0 |
+106 |
0 |
+150 |
0 |
0 |
+106 |
0 |
+190 |
0 |
+26 |
+158 |
+26 |
+216 |
+26 |
0 |
+132 |
0 |
+190 |
0 |
|
|
1,5 |
0 |
+125 |
0 |
+190 |
0 |
0 |
+125 |
0 |
+236 |
0 |
+32 |
+192 |
+32 |
+268 |
+32 |
0 |
+160 |
0 |
+236 |
0 |
|
|
2 |
0 |
+140 |
0 |
+236 |
0 |
0 |
+140 |
0 |
+300 |
0 |
+38 |
+218 |
+38 |
+338 |
+38 |
0 |
+180 |
0 |
+300 |
0 |
|
|
3 |
0 |
+170 |
0 |
+315 |
0 |
0 |
+170 |
0 |
+400 |
0 |
+48 |
+260 |
+48 |
+448 |
+48 |
0 |
+212 |
0 |
+400 |
0 |
|
|
3,5 |
0 |
+180 |
0 |
+355 |
0 |
0 |
+180 |
0 |
+450 |
0 |
+53 |
+277 |
+53 |
+503 |
+53 |
0 |
+224 |
0 |
+450 |
0 |
|
|
4 |
0 |
+190 |
0 |
+375 |
0 |
0 |
+190 |
0 |
+475 |
0 |
+60 |
+296 |
+60 |
+535 |
+60 |
0 |
+236 |
0 |
+475 |
0 |
|
|
4,5 |
0 |
+200 |
0 |
+425 |
0 |
0 |
+200 |
0 |
+530 |
0 |
+63 |
+313 |
+63 |
+593 |
+63 |
0 |
+250 |
0 |
+530 |
0 |
|
|
Св.45 до 90 |
0,5 |
0 |
+85 |
0 |
+90 |
0 |
0 |
+85 |
0 |
+112 |
0 |
+20 |
+126 |
+20 |
+132 |
+20 |
0 |
+106 |
0 |
+112 |
0 |
|
0,75 |
0 |
+100 |
0 |
+118 |
0 |
0 |
+100 |
0 |
+150 |
0 |
+22 |
+147 |
+22 |
+172 |
+22 |
0 |
+125 |
0 |
+150 |
0 |
|
|
1 |
0 |
+118 |
0 |
+150 |
0 |
0 |
+118 |
0 |
+190 |
0 |
+26 |
+176 |
+26 |
+216 |
+26 |
0 |
+150 |
0 |
+190 |
0 |
|
|
1,5 |
0 |
+132 |
0 |
+190 |
0 |
0 |
+132 |
0 |
+236 |
0 |
+32 |
+202 |
+32 |
+268 |
+32 |
0 |
+170 |
0 |
+236 |
0 |
|
|
2 |
0 |
+150 |
0 |
+236 |
0 |
0 |
+150 |
0 |
+300 |
0 |
+38 |
+228 |
+38 |
+338 |
+38 |
0 |
+190 |
0 |
+300 |
0 |
|
|
3 |
0 |
+180 |
0 |
+315 |
0 |
0 |
+180 |
0 |
+400 |
0 |
+48 |
+272 |
+48 |
+448 |
+48 |
0 |
+224 |
0 |
+400 |
0 |
|
|
4 |
0 |
+200 |
0 |
+375 |
0 |
0 |
+200 |
0 |
+475 |
0 |
+60 |
+310 |
+60 |
+535 |
+60 |
0 |
+250 |
0 |
+475 |
0 |
|
|
5 |
0 |
+212 |
0 |
+450 |
0 |
0 |
+212 |
0 |
+560 |
0 |
+71 |
+336 |
+71 |
+631 |
+71 |
0 |
+265 |
0 |
+560 |
0 |
|
|
5,5 |
0 |
+224 |
0 |
+475 |
0 |
0 |
+224 |
0 |
+600 |
0 |
+75 |
+355 |
+75 |
+675 |
+75 |
0 |
+280 |
0 |
+600 |
0 |
|
|
6 |
0 |
+236 |
0 |
+500 |
0 |
0 |
+236 |
0 |
+630 |
0 |
+80 |
+380 |
+80 |
+710 |
+80 |
0 |
+300 |
0 |
+630 |
0 |
|
|
Св.90 до 180 |
0,75 |
0 |
+106 |
0 |
+118 |
0 |
0 |
+106 |
0 |
+150 |
0 |
+22 |
+154 |
+22 |
+172 |
+22 |
0 |
+132 |
0 |
+150 |
0 |
|
1 |
0 |
+125 |
0 |
+150 |
0 |
0 |
+125 |
0 |
+190 |
0 |
+26 |
+186 |
+26 |
+216 |
+26 |
0 |
+160 |
0 |
+190 |
0 |
|
|
1,5 |
0 |
+140 |
0 |
+190 |
0 |
0 |
+140 |
0 |
+236 |
0 |
+32 |
+212 |
+32 |
+268 |
+32 |
0 |
+180 |
0 |
+236 |
0 |
|
|
2 |
0 |
+160 |
0 |
+236 |
0 |
0 |
+160 |
0 |
+300 |
0 |
+38 |
+238 |
+38 |
+338 |
+38 |
0 |
+200 |
0 |
+300 |
0 |
|
|
3 |
0 |
+190 |
0 |
+315 |
0 |
0 |
+190 |
0 |
+400 |
0 |
+48 |
+284 |
+48 |
+448 |
+48 |
0 |
+235 |
0 |
+400 |
0 |
|
|
4 |
0 |
+212 |
0 |
+375 |
0 |
0 |
+212 |
0 |
+475 |
0 |
+60 |
+325 |
+60 |
+535 |
+60 |
0 |
+265 |
0 |
+475 |
0 |
|
|
6 |
0 |
+250 |
0 |
+500 |
0 |
0 |
+250 |
0 |
+630 |
0 |
+80 |
+395 |
+80 |
+710 |
+80 |
0 |
+315 |
0 |
+630 |
0 |
|
|
8 |
0 |
+280 |
0 |
+630 |
0 |
0 |
+280 |
0 |
+800 |
0 |
+100 |
+455 |
+100 |
+900 |
+100 |
0 |
+355 |
0 |
+800 |
0 |
|
|
Св. 180 до 355 |
1,5 |
0 |
+150 |
0 |
+190 |
0 |
0 |
+150 |
0 |
+236 |
0 |
+32 |
+222 |
+32 |
+268 |
+32 |
0 |
+190 |
0 |
+236 |
0 |
|
2 |
0 |
+180 |
0 |
+236 |
0 |
0 |
+180 |
0 |
+300 |
о |
+38 |
+262 |
+38 |
+338 |
+38 |
0 |
+224 |
0 |
+300 |
0 |
|
|
3 |
0 |
+212 |
0 |
+315 |
0 |
0 |
+212 |
0 |
+400 |
0 |
+48 |
+313 |
+48 |
+448 |
+48 |
0 |
+265 |
0 |
+400 |
0 |
|
|
4 |
0 |
+236 |
0 |
+375 |
0 |
0 |
+236 |
о |
+475 |
0 |
+60 |
+360 |
+60 |
+535 |
+60 |
0 |
+300 |
0 |
+475 |
0 |
|
|
6 |
0 |
+265 |
0 |
+500 |
0 |
0 |
+265 |
0 |
+630 |
0 |
+80 |
+415 |
+80 |
+710 |
+80 |
0 |
+335 |
0 |
+630 |
0 |
|
|
8 |
0 |
+300 |
0 |
+630 |
0 |
0 |
+300 |
0 |
+800 |
0 |
+100 |
+475 |
+100 |
+900 |
+100 |
0 |
+375 |
0 |
+800 |
0 |
|
|
Св. 355 до 600 |
2 |
0 |
+190 |
0 |
+236 |
0 |
0 |
+190 |
0 |
+300 |
0 |
+38 |
+274 |
+38 |
+338 |
+38 |
0 |
+236 |
0 |
+300 |
0 |
|
4 |
0 |
+250 |
0 |
+375 |
0 |
0 |
+250 |
0 |
+475 |
0 |
+60 |
+375 |
+60 |
+535 |
+60 |
0 |
+315 |
0 |
+475 |
0 |
|
|
6 |
0 |
+280 |
0 |
+500 |
0 |
0 |
+280 |
0 |
+630 |
0 |
+80 |
+435 |
+80 |
+710 |
+80 |
0 |
+355 |
0 |
+630 |
0 |
|
|
8 |
0 |
+315 |
0 |
+630 |
0 |
0 |
+315 |
0 |
+800 |
0 |
+100 |
+500 |
+100 |
+900 |
+100 |
0 |
+400 |
0 |
+800 |
0 |
|
Продолжение таблицы А.2
|
Номинальный диаметр резьбы d, мм |
Шаг Р, мм |
Поле допуска внутренней резьбы |
||||||||||||||
|
6G |
6Н |
7G |
||||||||||||||
|
Диаметр резьбы |
||||||||||||||||
|
D |
D2 |
D1 |
D |
D2 |
D1 |
D |
D2 |
D1 |
||||||||
|
Предельные отклонения, мкм |
||||||||||||||||
|
EI |
ES |
EI |
ES |
EI |
EI |
ES |
EI |
ES |
EI |
EI |
ES |
EI |
ES |
EI |
||
|
От 1 до 1,4 |
0,2 |
+17 |
+80 |
+17 |
+77 |
+17 |
0 |
+63 |
0 |
+60 |
0 |
- |
- |
- |
- |
- |
|
0,25 |
+18 |
+89 |
+18 |
+89 |
+18 |
0 |
+71 |
0 |
+71 |
0 |
- |
- |
- |
- |
- |
|
|
0,3 |
+18 |
+93 |
+18 |
+103 |
+18 |
0 |
+75 |
0 |
+85 |
0 |
- |
- |
- |
- |
- |
|
|
Св. 1,4 до 2,8 |
0,2 |
+17 |
+84 |
+17 |
+77 |
+17 |
0 |
+7 |
0 |
+60 |
0 |
- |
- |
- |
- |
- |
|
0,25 |
+18 |
+93 |
+18 |
+89 |
+18 |
0 |
+75 |
0 |
+71 |
0 |
- |
- |
- |
- |
- |
|
|
0,35 |
+19 |
+104 |
+19 |
+119 |
+19 |
0 |
+85 |
0 |
+100 |
0 |
- |
- |
- |
- |
- |
|
|
0,4 |
+19 |
+109 |
+19 |
+131 |
+19 |
0 |
+90 |
0 |
+112 |
0 |
- |
- |
- |
- |
- |
|
|
0,45 |
+20 |
+115 |
+20 |
+145 |
+20 |
0 |
+95 |
0 |
+125 |
0 |
- |
- |
- |
- |
- |
|
|
Св. 2,8 до 5,6 |
0,25 |
+18 |
+93 |
+18 |
+89 |
+18 |
0 |
+75 |
0 |
+71 |
0 |
- |
- |
- |
- |
- |
|
0,35 |
+19 |
+109 |
+19 |
+119 |
+19 |
0 |
+90 |
0 |
+100 |
0 |
- |
- |
- |
- |
- |
|
|
0,5 |
+20 |
+120 |
+20 |
+160 |
+20 |
0 |
+100 |
0 |
+140 |
0 |
+20 |
+145 |
+20 |
+200 |
+20 |
|
|
0,6 |
+21 |
+133 |
+21 |
+181 |
+21 |
0 |
+112 |
0 |
+160 |
0 |
+21 |
+161 |
+21 |
+221 |
+21 |
|
|
0,7 |
+22 |
+140 |
+22 |
+202 |
+22 |
0 |
+118 |
0 |
+180 |
0 |
+22 |
+172 |
+22 |
+146 |
+22 |
|
|
0,75 |
+22 |
+140 |
+22 |
+212 |
+22 |
0 |
+118 |
0 |
+190 |
0 |
+22 |
+172 |
+22 |
+158 |
+22 |
|
|
0,8 |
+24 |
+149 |
+24 |
+224 |
+24 |
0 |
+125 |
0 |
+200 |
0 |
+24 |
+184 |
+24 |
+274 |
+24 |
|
|
Св. 5,6 до 11,2 |
0,25 |
+18 |
+103 |
+18 |
+89 |
+18 |
0 |
+85 |
0 |
+71 |
0 |
- |
- |
- |
- |
- |
|
0,35 |
+19 |
+114 |
+19 |
+119 |
+19 |
0 |
+95 |
0 |
+100 |
0 |
- |
- |
- |
- |
- |
|
|
0,5 |
+20 |
+132 |
+20 |
+160 |
+20 |
0 |
+112 |
0 |
+140 |
0 |
+20 |
+160 |
+20 |
+200 |
+20 |
|
|
0,75 |
+22 |
+154 |
+22 |
+212 |
+22 |
0 |
+132 |
0 |
+190 |
0 |
+22 |
+192 |
+22 |
+258 |
+22 |
|
|
1 |
+26 |
+176 |
+26 |
+262 |
+26 |
0 |
+150 |
0 |
+236 |
0 |
+26 |
+216 |
+26 |
+326 |
+26 |
|
|
1,25 |
+28 |
+188 |
+28 |
+293 |
+28 |
0 |
+160 |
0 |
+265 |
0 |
+28 |
+228 |
+28 |
+363 |
+28 |
|
|
1,5 |
+32 |
+212 |
+32 |
+332 |
+32 |
0 |
+180 |
0 |
+300 |
0 |
+32 |
+256 |
+32 |
+407 |
+32 |
|
|
Св. 11,2 до 22,4 |
0,35 |
+19 |
+119 |
+19 |
+119 |
+19 |
0 |
+100 |
0 |
+100 |
0 |
- |
- |
- |
- |
- |
|
0,5 |
+20 |
+138 |
+20 |
+160 |
+20 |
0 |
+118 |
0 |
+140 |
0 |
+20 |
+170 |
+20 |
+200 |
+20 |
|
|
0,75 |
+22 |
+162 |
+22 |
+212 |
+22 |
0 |
+140 |
0 |
+190 |
0 |
+22 |
+202 |
+22 |
+258 |
+22 |
|
|
1 |
+26 |
+186 |
+26 |
+262 |
+26 |
0 |
+160 |
0 |
+236 |
0 |
+26 |
+226 |
+26 |
+326 |
+26 |
|
|
1,25 |
+28 |
+208 |
+28 |
+293 |
+28 |
0 |
+180 |
0 |
+265 |
0 |
+28 |
+252 |
+28 |
+363 |
+28 |
|
|
1,5 |
+32 |
+222 |
+32 |
+332 |
+32 |
0 |
+190 |
0 |
+300 |
0 |
+32 |
+268 |
+32 |
+407 |
+32 |
|
|
1,75 |
+34 |
+234 |
+34 |
+369 |
+34 |
0 |
+200 |
0 |
+335 |
0 |
+34 |
+284 |
+34 |
+459 |
+34 |
|
|
2 |
+38 |
+250 |
+38 |
+413 |
+38 |
0 |
+212 |
0 |
+375 |
0 |
+38 |
+303 |
+38 |
+513 |
+38 |
|
|
2,5 |
+42 |
+266 |
+42 |
+492 |
+42 |
0 |
+224 |
0 |
+450 |
0 |
+42 |
+322 |
+42 |
+602 |
+42 |
|
|
Св. 22,4 до 45 |
0,5 |
+20 |
+145 |
+20 |
+160 |
+20 |
0 |
+125 |
0 |
+140 |
0 |
- |
- |
- |
- |
- |
|
0,75 |
+22 |
+172 |
+22 |
+212 |
+22 |
0 |
+150 |
0 |
+190 |
0 |
+22 |
+212 |
+22 |
+258 |
+22 |
|
|
1 |
+26 |
+196 |
+26 |
+262 |
+26 |
0 |
+170 |
0 |
+236 |
0 |
+26 |
+238 |
+26 |
+326 |
+26 |
|
|
1,5 |
+32 |
+232 |
+32 |
+332 |
+32 |
0 |
+200 |
0 |
+300 |
0 |
+32 |
+282 |
+32 |
+407 |
+32 |
|
|
2 |
+38 |
+262 |
+38 |
+413 |
+38 |
0 |
+224 |
0 |
+375 |
0 |
+38 |
+318 |
+38 |
+513 |
+38 |
|
|
3 |
+48 |
+313 |
+48 |
+548 |
+48 |
0 |
+265 |
0 |
+500 |
0 |
+48 |
+383 |
+48 |
+678 |
+48 |
|
|
3,5 |
+53 |
+333 |
+53 |
+613 |
+53 |
0 |
+280 |
0 |
+560 |
0 |
+53 |
+408 |
+53 |
+763 |
+53 |
|
|
4 |
+60 |
+360 |
+60 |
+660 |
+60 |
0 |
+300 |
0 |
+600 |
0 |
+60 |
+435 |
+60 |
+810 |
+60 |
|
|
4,5 |
+63 |
+378 |
+63 |
I+733 |
+63 |
0 |
+315 |
0 |
+670 |
0 |
+63 |
+463 |
+63 |
+913 |
+63 |
|
|
Св.45 до 90 |
0,5 |
+20 |
+152 |
+20 |
+160 |
+20 |
0 |
+132 |
0 |
+140 |
0 |
- |
- |
- |
- |
- |
|
0,75 |
+22 |
+182 |
+22 |
+212 |
+22 |
0 |
+160 |
0 |
+190 |
0 |
- |
- |
- |
- |
- |
|
|
1 |
+26 |
+216 |
+26 |
+262 |
+26 |
0 |
+190 |
0 |
+236 |
0 |
+26 |
+262 |
+26 |
+326 |
+26 |
|
|
1,5 |
+32 |
+244 |
+32 |
+332 |
+32 |
о |
+212 |
0 |
+300 |
0 |
+32 |
+297 |
+32 |
+407 |
+32 |
|
|
2 |
+38 |
+274 |
+38 |
+413 |
+38 |
0 |
+236 |
0 |
+375 |
0 |
+38 |
+338 |
+38 |
+513 |
+38 |
|
|
3 |
+48 |
+328 |
+48 |
+548 |
+48 |
0 |
+280 |
0 |
+500 |
0 |
+48 |
+403 |
+48 |
+678 |
+48 |
|
|
4 |
+60 |
+375 |
+60 |
+660 |
+60 |
0 |
+315 |
0 |
+600 |
0 |
+60 |
+460 |
+60 |
+810 |
+60 |
|
|
5 |
+71 |
+406 |
+71 |
+781 |
+71 |
0 |
+335 |
0 |
+710 |
0 |
+71 |
+496 |
+71 |
+971 |
+71 |
|
|
5,5 |
+75 |
+430 |
+75 |
+825 |
+75 |
0 |
+355 |
0 |
+750 |
0 |
+75 |
+525 |
+75 |
+1025 |
+75 |
|
|
6 |
+80 |
+455 |
+80 |
+880 |
+80 |
0 |
+375 |
0 |
+800 |
0 |
+80 |
+555 |
+80 |
+1080 |
+80 |
|
|
Св.90 до 180 |
0,75 |
+22 |
+192 |
+22 |
+212 |
+22 |
0 |
+170 |
0 |
+190 |
0 |
- |
- |
- |
- |
- |
|
1 |
+26 |
+226 |
+26 |
+262 |
+26 |
0 |
+200 |
0 |
+236 |
0 |
+26 |
+276 |
+26 |
+326 |
+26 |
|
|
1,5 |
+32 |
+256 |
+32 |
+332 |
+32 |
0 |
+224 |
0 |
+300 |
0 |
+32 |
+312 |
+32 |
+407 |
+32 |
|
|
2 |
+38 |
+288 |
+38 |
+413 |
+38 |
0 |
+250 |
0 |
+375 |
0 |
+38 |
+353 |
+38 |
+513 |
+38 |
|
|
3 |
+48 |
+348 |
+48 |
+548 |
+48 |
0 |
+300 |
0 |
+500 |
0 |
+48 |
+423 |
+48 |
+678 |
+48 |
|
|
4 |
+60 |
+395 |
+60 |
+660 |
+60 |
0 |
+335 |
0 |
+600 |
0 |
+60 |
+485 |
+60 |
+810 |
+60 |
|
|
6 |
+80 |
+480 |
+80 |
+880 |
+80 |
0 |
+400 |
0 |
+800 |
0 |
+80 |
+580 |
+80 |
+1080 |
+80 |
|
|
8 |
+100 |
+550 |
+100 |
+1100 |
+100 |
0 |
+450 |
0 |
+1000 |
0 |
+100 |
+660 |
+100 |
+1350 |
+100 |
|
|
Св. 180 до 355 |
1,5 |
+32 |
+268 |
+32 |
+332 |
+32 |
0 |
+236 |
0 |
+300 |
0 |
+32 |
+332 |
+32 |
+407 |
+32 |
|
2 |
+38 |
+318 |
+38 |
+413 |
+38 |
0 |
+280 |
0 |
+375 |
0 |
+38 |
+393 |
+38 |
+513 |
+38 |
|
|
3 |
+48 |
+383 |
+48 |
+548 |
+48 |
0 |
+335 |
0 |
+500 |
0 |
+48 |
+473 |
+48 |
+678 |
+48 |
|
|
4 |
+60 |
+435 |
+60 |
+660 |
+60 |
0 |
+375 |
0 |
+600 |
0 |
+60 |
+535 |
+60 |
+810 |
+60 |
|
|
6 |
+80 |
+505 |
+80 |
+880 |
+80 |
0 |
+425 |
0 |
+800 |
0 |
+80 |
+610 |
+80 |
+1080 |
+80 |
|
|
8 |
+100 |
+575 |
+100 |
+1100 |
+100 |
0 |
+475 |
0 |
+1000 |
0 |
+100 |
+700 |
+100 |
+1350 |
+100 |
|
|
Св. 355 до 600 |
2 |
+38 |
+338 |
+38 |
+413 |
+38 |
0 |
+300 |
0 |
+375 |
0 |
+38 |
+413 |
+38 |
+513 |
+38 |
|
4 |
+60 |
+460 |
+60 |
+660 |
+60 |
0 |
+400 |
0 |
+600 |
0 |
+60 |
+560 |
+60 |
+810 |
+60 |
|
|
6 |
+80 |
+530 |
+80 |
+880 |
+80 |
0 |
+450 |
0 |
+800 |
0 |
+80 |
+640 |
+80 |
+1080 |
+80 |
|
|
8 |
+100 |
+600 |
+100 |
+1100 |
+100 |
0 |
+500 |
0 |
+1000 |
0 |
+100 |
+730 |
+100 |
+1350 |
+100 |
|
(Поправка. ИУС 4-2006)
Продолжение таблицы А.2
|
Номинальный диаметр резьбы d, мм |
Шаг Р, мм |
Поле допуска внутренней резьбы |
||||||||||||||
|
7Н |
8G |
8Н |
||||||||||||||
|
Диаметр резьбы |
||||||||||||||||
|
D |
D2 |
D1 |
D |
D2 |
D1 |
D |
D2 |
D1 |
||||||||
|
Предельные отклонения, мкм |
||||||||||||||||
|
EI |
ES |
EI |
ES |
EI |
EI |
ES |
EI |
ES |
EI |
EI |
ES |
EI |
ES |
EI |
||
|
От 1 до 1,4 |
0,2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
0,25 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
0,3 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
Св. 1,4 до 2,8 |
0,2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
0,25 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
0,35 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
0,4 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
0,45 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
Св. 2,8 до 5,6 |
0,25 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
0,35 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
0,5 |
0 |
+125 |
0 |
+180 |
0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
0,6 |
0 |
+140 |
0 |
+200 |
0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
0,7 |
0 |
+150 |
0 |
+224 |
0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
0,75 |
0 |
+150 |
0 |
+236 |
0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
0,8 |
0 |
+160 |
0 |
+250 |
0 |
+24 |
+224 |
+24 |
+339 |
+24 |
0 |
+200 |
0 |
+315 |
0 |
|
|
Св. 5,6 до 11,2 |
0,25 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
0,35 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
0,5 |
0 |
+140 |
0 |
+180 |
0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
0,75 |
0 |
+170 |
0 |
+236 |
0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
1 |
0 |
+190 |
0 |
+300 |
0 |
+26 |
+262 |
+26 |
+401 |
+26 |
0 |
+236 |
0 |
+375 |
0 |
|
|
1,25 |
0 |
+200 |
0 |
+335 |
0 |
+28 |
+278 |
+28 |
+453 |
+28 |
0 |
+250 |
0 |
+425 |
0 |
|
|
1,5 |
0 |
+224 |
0 |
+375 |
0 |
+32 |
+312 |
+32 |
+507 |
+32 |
0 |
+280 |
0 |
+475 |
0 |
|
|
Св. 11,2 до 22,4 |
0,35 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
0,5 |
0 |
+150 |
0 |
+180 |
0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
0,75 |
0 |
+180 |
0 |
+236 |
0 |
- |
- |
|
- |
- |
- |
- |
- |
- |
- |
|
|
1 |
0 |
+200 |
0 |
+300 |
0 |
+26 |
+276 |
+26 |
+401 |
+26 |
0 |
+250 |
0 |
+375 |
0 |
|
|
1,25 |
0 |
+224 |
0 |
+335 |
0 |
+28 |
+308 |
+28 |
+453 |
+28 |
0 |
+280 |
0 |
+425 |
0 |
|
|
1,5 |
0 |
+236 |
0 |
+375 |
0 |
+32 |
+332 |
+32 |
+507 |
+32 |
0 |
+300 |
0 |
+475 |
0 |
|
|
1,75 |
0 |
+250 |
0 |
+425 |
0 |
+34 |
+349 |
+34 |
+564 |
+34 |
0 |
+315 |
0 |
+530 |
0 |
|
|
2 |
0 |
+265 |
0 |
+455 |
0 |
+38 |
+373 |
+38 |
+638 |
+38 |
0 |
+335 |
0 |
+600 |
0 |
|
|
2,5 |
0 |
+280 |
0 |
+560 |
0 |
+42 |
+397 |
+42 |
+752 |
+42 |
0 |
+355 |
0 |
+710 |
0 |
|
|
Св. 22,4 до 45 |
0,5 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
0,75 |
0 |
+190 |
0 |
+236 |
0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
1 |
0 |
+212 |
0 |
+300 |
0 |
+26 |
+291 |
+26 |
+401 |
+26 |
0 |
+265 |
0 |
+375 |
0 |
|
|
1,5 |
0 |
+250 |
0 |
+375 |
0 |
+32 |
+347 |
+32 |
+507 |
+32 |
0 |
+315 |
0 |
+475 |
0 |
|
|
2 |
0 |
+280 |
0 |
+475 |
0 |
+38 |
+393 |
+38 |
+638 |
+38 |
0 |
+355 |
0 |
+600 |
0 |
|
|
3 |
0 |
+335 |
0 |
+630 |
0 |
+48 |
+473 |
+48 |
+848 |
+48 |
0 |
+425 |
0 |
+800 |
0 |
|
|
3,5 |
0 |
+355 |
0 |
+710 |
0 |
+53 |
+503 |
+53 |
+953 |
+53 |
0 |
+450 |
0 |
+900 |
0 |
|
|
4 |
0 |
+375 |
0 |
+750 |
0 |
+60 |
+535 |
+60 |
+1010 |
+60 |
0 |
+475 |
0 |
+950 |
0 |
|
|
4,5 |
0 |
+400 |
0 |
+850 |
0 |
+63 |
+563 |
+63 |
+1123 |
+63 |
0 |
+500 |
0 |
+1060 |
0 |
|
|
Св.45 до 90 |
0,5 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
0,75 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
1 |
0 |
+236 |
0 |
+300 |
0 |
+26 |
+326 |
+26 |
+401 |
+26 |
0 |
+300 |
0 |
+375 |
0 |
|
|
1,5 |
0 |
+265 |
0 |
+375 |
о |
+32 |
+367 |
+32 |
+507 |
+32 |
0 |
+335 |
0 |
+475 |
0 |
|
|
2 |
0 |
+300 |
0 |
+475 |
0 |
+38 |
+413 |
+38 |
+638 |
+38 |
0 |
+375 |
0 |
+600 |
0 |
|
|
3 |
0 |
+355 |
0 |
+630 |
0 |
+48 |
+498 |
+48 |
+848 |
+48 |
0 |
+450 |
0 |
+800 |
0 |
|
|
4 |
0 |
+400 |
0 |
+750 |
0 |
+60 |
+560 |
+60 |
+1010 |
+60 |
0 |
+500 |
0 |
+950 |
0 |
|
|
5 |
0 |
+425 |
0 |
+900 |
0 |
+71 |
+601 |
+71 |
+1191 |
+71 |
0 |
+530 |
0 |
+1120 |
0 |
|
|
5,5 |
0 |
+450 |
0 |
+950 |
0 |
+75 |
+635 |
+75 |
+1255 |
+75 |
0 |
+560 |
0 |
+1180 |
0 |
|
|
6 |
0 |
+475 |
0 |
+1000 |
0 |
+80 |
+680 |
+80 |
+1330 |
+80 |
0 |
+600 |
0 |
+1250 |
0 |
|
|
Св.90 до 180 |
0,75 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
1 |
0 |
+250 |
0 |
+300 |
0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
1,5 |
0 |
+280 |
0 |
+375 |
0 |
+32 |
+387 |
+32 |
+507 |
+32 |
0 |
+355 |
0 |
+475 |
0 |
|
|
2 |
0 |
+315 |
0 |
+475 |
0 |
+38 |
+438 |
+38 |
+638 |
+38 |
0 |
+400 |
0 |
+600 |
0 |
|
|
3 |
0 |
+375 |
0 |
+630 |
0 |
+48 |
+523 |
+48 |
+848 |
+48 |
0 |
+475 |
0 |
+800 |
0 |
|
|
4 |
0 |
+425 |
0 |
+750 |
0 |
+60 |
+590 |
+60 |
+1010 |
+60 |
0 |
+530 |
0 |
+950 |
0 |
|
|
6 |
0 |
+500 |
0 |
+1000 |
0 |
+80 |
+710 |
+80 |
+1330 |
+80 |
0 |
+630 |
0 |
+1250 |
0 |
|
|
8 |
0 |
+560 |
0 |
+1250 |
0 |
+100 |
+810 |
+100 |
+1700 |
+100 |
0 |
+710 |
0 |
+1600 |
0 |
|
|
Св. 180 до 355 |
1,5 |
0 |
+300 |
0 |
+375 |
0 |
+32 |
+407 |
+32 |
+507 |
+32 |
0 |
+375 |
0 |
+475 |
0 |
|
2 |
0 |
+355 |
0 |
+475 |
0 |
+38 |
+488 |
+38 |
+638 |
+38 |
0 |
+450 |
0 |
+600 |
0 |
|
|
3 |
0 |
+425 |
0 |
+630 |
0 |
+48 |
+578 |
+48 |
+848 |
+48 |
0 |
+530 |
0 |
+800 |
0 |
|
|
4 |
0 |
+475 |
0 |
+750 |
0 |
+60 |
+660 |
+60 |
+1010 |
+60 |
0 |
+600 |
0 |
+950 |
0 |
|
|
6 |
0 |
+530 |
0 |
+1000 |
0 |
+80 |
+750 |
+80 |
+1330 |
+80 |
0 |
+670 |
0 |
+1250 |
0 |
|
|
8 |
0 |
+600 |
0 |
+1250 |
0 |
+100 |
+850 |
+100 |
+1700 |
+100 |
0 |
+750 |
0 |
+1600 |
0 |
|
|
Св. 355 до 600 |
2 |
0 |
+375 |
0 |
+475 |
0 |
+38 |
+513 |
+38 |
+638 |
+38 |
0 |
+475 |
0 |
+600 |
0 |
|
4 |
0 |
+500 |
0 |
+750 |
0 |
+60 |
+690 |
+60 |
+1010 |
+60 |
0 |
+630 |
0 |
+950 |
0 |
|
|
6 |
0 |
+560 |
0 |
+1000 |
0 |
+80 |
+790 |
+80 |
+1330 |
+80 |
0 |
+710 |
0 |
+1250 |
0 |
|
|
8 |
0 |
+630 |
0 |
+1250 |
0 |
+100 |
+900 |
+100 |
+1700 |
+100 |
0 |
+800 |
0 |
+1600 |
0 |
|
|
Примечание – Верхнее отклонение диаметра D не устанавливается. |
||||||||||||||||
Приложение Б
(рекомендуемое)
Соответствие ссылочных межгосударственных стандартов международным (региональным) стандартам
|
Обозначение ссылочного межгосударственного стандарта |
Обозначение и наименование ссылочного международного стандарта и условное обозначение степени его соответствия ссылочному межгосударственному стандарту |
|
ИСО 898-1-78 «Крепежные изделия. Механические свойства. Часть 1. Болты, винты и шпильки» (NEQ) |
|
|
ГОСТ 8724-2002 |
ИСО 261-1998 «Метрическая резьба ИСО общего применения - Диаметры и шаги» (NEQ) |
|
ГОСТ 9000-81 |
ИСО 1501:1990 «Миниатюрная резьба ИСО» (NEQ) |
|
ИСО 68-1:1998 «Резьбы ИСО общего назначения - Основной профиль - Часть 1: Метрическая резьба» (NEQ) |
|
|
ГОСТ 11708-82 |
- |
|
ГОСТ 16967-81 |
- |
|
ГОСТ 24705-2004 |
ИСО 724:1993 «Резьба метрическая ИСО общего назначения. Основные размеры» (NEQ) |
|
ГОСТ 24706-81 |
- |
|
ГОСТ 24997-2004 |
ИСО 1502:1996 «Резьбы ИСО метрические общего назначения. Калибры и измерение»(NEQ) |
Ключевые слова: резьба, резьба метрическая, допуски, посадки с зазором