СИСТЕМА НОРМАТИВНЫХ ДОКУМЕНТОВ В АГРОПРОМЫШЛЕННОМ КОМПЛЕКСЕ МИНИСТЕРСТВА СЕЛЬСКОГО ХОЗЯЙСТВА РОССИЙСКОЙ ФЕДЕРАЦИИ
ОТРАСЛЕВЫЕ СТРОИТЕЛЬНЫЕ НОРМЫ
ИНСТРУКЦИЯ ПО МОНТАЖУ ПЛАСТМАССОВЫХ ТРУБОПРОВОДОВ НА ОБЪЕКТАХ АПК РОССИИ
ОСН-АПК 21.10.06.001-04
Министерство сельского хозяйства
Российской Федерации
Москва
2004
СОДЕРЖАНИЕ
ПРЕДИСЛОВИЕ
1. РАЗРАБОТАНЫ: ФГУП «ЦНИИЭПсельстрой» (Минсельхоз России) при участии МГСУ (Минобразования России)
2. ВНЕСЕНЫ: ФГУП «ЦНИИЭПсельстрой».
3. ОДОБРЕНЫ: НТС Минсельхоза России (протокол от 8 апреля 2004 г. № 22).
4. УТВЕРЖДЕНЫ И ВВЕДЕНЫ В ДЕЙСТВИЕ: Заместителем Министра сельского хозяйства Российской Федерации.
5. ВЗАМЕН: ВСН 35-86.
6. РАССМОТРЕНЫ: Департаментом экономики и финансов Минсельхоза России (письмо от 19 февраля 2004 г. № 237-08/354)
Дата введения 01.12.04
1. ОБЩИЕ ПОЛОЖЕНИЯ
Настоящая инструкция разработана в развитие ВСН 35-86 на производство работ по изготовлению трубных заготовок, монтажу, сдаче и приемке пластмассовых трубопроводов на объектах (жилые, культурно-бытовые и производственные здания и сооружения) сельскохозяйственного строительства.
Области применения пластмассовых труб в сельском строительстве в зависимости от вида трубопроводов и их диаметры приводятся в прил. 1.
Требования настоящей инструкции должны выполняться при производстве и приемке работ по изготовлению трубных заготовок и монтажу трубопроводов систем внутренней канализации, холодного и горячего водоснабжения из пластмассовых труб в зданиях и сооружениях в Агропромышленном комплексе (АПК) России.
Впредь, до вступления в силу соответствующих технических регламентов, осуществлять применение настоящих ОСН в добровольном порядке, за исключением обязательных требований, обеспечивающих достижение целей законодательства Российской Федерации о техническом регулировании. (Федеральный закон о техническом регулировании от 27 декабря 2002 г. № 184-ФЗ).
Разделы 1…12 и приложения 1, 3, 4 носят обязательный, приложение 2 - рекомендательный, а приложения 3. 4 - справочный характер.
1.1. Материалы для изготовления труб и деталей трубопроводов.
1.1.1. Типы пластмасс для изготовления труб, их названия и сокращенные обозначения приведены в таблице 1.1.
Табл. 1.1
|
№ пп |
Наименование и обозначение на русском языке |
Наименование и обозначение на английском языке |
||
|
1 |
2 |
3 |
4 |
5 ! |
|
1. |
Поливинилхлорид |
ПВХ |
Polivinil-choride |
PVC |
|
2. |
Полиэтилен высокого давления (низкой плотности) |
ПВД (ПНП) |
Polyethylene |
PELD |
|
3. |
Полиэтилен низкого давления (высокой плотности) |
ПВД (ПВП) |
Polyethylene |
PEHD |
|
4. |
Полипропилен |
ПП |
Polypropelene |
PP |
|
5. |
Полибутен |
ПБ |
Polybytene |
PB |
|
6. |
Стеклопластик на эпоксидной смоле |
СТЭ |
Epoxy |
GRE |
|
7. |
Стеклопластик на полиэфирной смоле |
СТП |
Polyester |
GRP |
|
8. |
Сшитый полиэтилен |
ПЭС |
Gross-linked polyethylene |
PEX |
|
9. |
Полиэтилен среднего давления (средней плотности) |
ПСД (ПСП) |
Polyethylene |
PEMD |
|
10. |
Линейный полиэтилен низкой плотности |
- |
Polyethylene |
PELLD |
1.1.2. Пластмассы по типу полимерных соединений разделяют на термопластичные и термореактивные (термопласты и реактопласты).
К первой группе - термопластов относятся пластмассы, которые при нагревании переходят в пластическое состояние и могут перерабатываться методом экструзии (в трубы) и методом литья под давлением (в соединительные и фасонные детали). После переработки в изделия свойства термопластов не изменяются. Они могут быть подвергнуты вторичной переработке аналогичными методами.
Ко второй группе - реактопластам относятся пластмассы, которые в процессе формования в изделие отверждаются и в отличие от термопластов теряют способность к повторному формованию. Обычно реактопласты в чистом виде не применяются, а используются в качестве компонентов композитных материалов в сочетании со стеклянными углеродными, полимерными и другими волокнами. Наиболее широко используемыми для изготовления стеклопластиковых труб отверждающимися полимерными материалами являются эпоксидная и полиэфирная смолы.
1.1.3. Характеристика основных полимерных материалов, применяемых для изготовления труб и соединительных деталей, приведена в табл. 1.2.
1.2. Трубы и соединительные детали
1.2.1. Пластмассовые трубы можно классифицировать по следующим характерным признакам:
по полимерному материалу, которым определяются свойства трубопроводов и оптимальные условия эксплуатации (см. пункт 1.1);
по способу производства (метод непрерывной экструзии и литья под давлением при переработке термопластов, методами намотки и центробежного формования при изготовлении изделий из стеклопластиков);
по минимальному внутреннему давлению PN, минимальной длительной прочности MRS и жесткости SN;
по конструкции труб: с гладкой или гофрированной стенкой, однослойные и многослойные, армированные, из разнородных материалов, с гладким или раструбным концом.
1.2.2. Номинальное внутреннее давление PN, минимальная длительная прочность MRS и жесткость SN для пластмассовых труб нормализованы международным стандартом ГОСТ 29324-92 (ISO 161/1-96) «Трубы из термопластов. Номинальные наружные диаметры и номинальное давление».
За основу нормализации принят наружный диаметр, который при изменении толщины стенки остается постоянным, а внутренний диаметр изменяется соответственно. Полный ряд наружных диаметров пластмассовых труб (в мм) следующий: 10; 12; 16; 20; 25; 32; 40; 50; 63; 75; 90; 110; 125; 140; 160; 180; 200; 225; 250; 280; 315; 355; 400; 450; 500; 560; 630; 710; 800; 900; 1000 и 1200.
В зависимости от номинального рабочего давления трубы подразделяются на типы, приведенные в табл. 1.3. Они характеризуются соответствующим значением толщины стенки, обеспечивающей прочностные характеристики трубопроводов. Показатель наименьшего требуемого сопротивления (допускаемого напряжения) или минимальной длительной прочности MRS (Minimum Required Strength) является определяющим критерием полимерных материалов, предназначенных для изготовления напорных труб. Классификация по MRS основана на следующих международных стандартах:
ISO 9080 «Трубы из термопластов. Метод экстраполяции данных по стойкости к внутреннему давлению для определения длительной прочности термопластов для изготовления труб»;
ISO 12162 «Термопласты для труб и соединительных деталей для напорных трубопроводов. Классификация и обозначения. Общие коэффициенты запаса прочности».
В России новая классификация использована в ГОСТ Р 50838 «Трубы из полиэтилена для газопроводов», ГОСТ Р 51613 «Трубы напорные из непластифицированного поливинилхлорида» и СП 40-102-2000 «Проектирование и монтаж трубопроводных систем водоснабжения и канализации из полимерных материалов».
Табл.1.2
Характеристики некоторых полимерных материалов, применяемых для производства труб и соединительных деталей
|
Показатель |
Значения показателя для материала |
||||||||||||
|
ПВД |
ПСД |
ПНД |
РЕХ |
ПВХ |
ПВХХ |
ПП |
ПБ |
фторполимеры |
стеклопластики |
АБС-пластики |
|||
|
Ф-4 |
Ф-3 |
ПВДФ |
|||||||||||
|
Плотность, г/см3 |
0,910-0,925 |
0,926-0,940 |
0,941-0,965 |
0,930-0,950 |
1,4 |
1,57 |
0,91 |
0,93 |
2,2 |
2,08-2,16 |
1,78 |
1,6-2,2 |
1,3 |
|
Предел текучести при растяжении, МПа |
10-12 |
15-18 |
20-25 |
>18 |
45-70 |
60 |
>25 |
17-19 |
14-35 |
30-40 |
57-60 |
180-250 |
>37 |
|
Относительное удлинение при разрыве, % |
600 |
800 |
800 |
200-500 |
10-60 |
14 |
>350 |
300 |
250-500 |
200 |
30 |
0,4-1,4 |
>6 |
|
Модуль упругости, МПа |
200 |
1000 |
800 |
550-800 |
3000 |
2900-3700 |
900-1200 |
450-800 |
470-850 |
1160-1450 |
2000-2400 |
10000-25000 |
2100 |
|
Коэффициент линейного теплового расширения, 1/°С-10-4[мм/(м·°С)] |
2 |
2 |
2 |
1,4 |
0,8 |
0,7 |
1,5 |
1,3 |
0,8-2,5 |
0,6-1,2 |
1,2 |
0,18-0,3 |
0,1 |
|
Расчетное допускаемое напряжение для труб, МПа |
3,2 |
6,3 |
5-8 |
9,5 |
10-12,5 |
10 |
5-8 |
8 |
10 |
10 |
16 |
(1) |
8 |
Примечания:
1. Расчетное допускаемое напряжение назначается производителем в зависимости от конструкции трубы и применяемых материалов.
2. Некоторые показатели, специфичные для конкретного, материала, приведены в тексте. Значения показателей для конкретной марки материала запрашиваются у изготовителей пластмассовых труб и соединительных деталей.
Согласно новой классификации, максимальное допускаемое рабочее давление МАОР (в российских стандартах МАОР обозначается как МОР) определяется по формуле:
где MRS - минимальная длительная прочность, МПа (по определению ГОСТ Р 50838 - напряжение, полученное путем экстраполяции на срок службы 50 лет при температуре 20°С данных испытаний труб на стойкость к внутреннему гидростатическому давлению с нижним доверительным интервалом 97,5 % и округленное до ближайшего нижнего значения ряда R 10 по ГОСТ 8032);
SDR - стандартное размерное отношение номинального наружного диаметра трубы к номинальной толщине стенки;
С - коэффициент запаса прочности. В характеристику трубы введен еще один размерный показатель S (трубная серия), вычисляемый по формуле
|
S=(SDR–1)/2 |
(1.2) |
Соотношение между номинальным давлением PN и размерными характеристиками приведено в табл. 3.1.
Табл. 1.3
|
Тип труб |
PN, бар (кгс/см2) |
SDR |
S |
|
Л - легкий |
2,5 |
41 |
20 |
|
- |
3,2 |
33 |
16 |
|
СП - среднелегкий |
4 |
26 |
12,5 |
|
С - средний |
6 |
17,6 |
8,3 |
|
Т - тяжелый |
10 |
11 |
5 |
|
- |
12 |
9 |
4 |
|
ОТ - особо тяжелый |
16 |
7,4 |
3,2 |
|
- |
20 |
6 |
2,5 |
|
- |
25 |
5 |
2 |
Номинальное давление PN - постоянное внутреннее давление воды при 20°С, которое трубы и соединительные детали выдерживают в течение 50 лет при MRS материала, равной 6,3 МПа (Н/мм2). Максимальное рабочее давление определяется по формуле 1.1 в зависимости от свойств полимерного материала и условий работы трубопровода.
Трубы из стеклопластика, а также некоторые другие виды труб, используемые для безнапорных систем, классифицируются по жесткости.
Жесткость трубы определяется ее способностью сопротивляться нагрузкам от окружающего фунта и движения транспорта, а также отрицательным внутренним давлениям. Чем толще стенка, тем выше жесткость и способность к сопротивлению нагрузкам. Классы жесткости труб представлены в табл. 1.4.
Табл. 1.4.
|
Обозначение |
Система стандартизации |
Классы жесткости |
||
|
SN 2500 |
SN 5000 |
SN 10000 |
||
|
Sp, H/м2 (Па) |
ISO |
2500 |
5000 |
10000 |
|
SR, H/мм2 (MПa) |
DIN |
0,02 |
0,04 |
0,08 |
|
F/Δy, psi |
АСТМ |
20 |
40 |
80 |
Предприятия-изготовители труб и соединительных деталей из полимерных материалов приведены в положении 2.
1.3. Параметры применения пластмассовых трубопроводов
1.3.1. Параметры, на основании которых производится выбор материала для трубопроводов, зафиксированы в следующих строительных нормах и правилах:
СНиП 2.04.01-85*. Внутренний водопровод и канализация зданий;
СНиП 2.04.02-84*. Водоснабжение. Наружные сети и сооружения;
СНиП 2.04.03-85 Канализация. Наружные сети и сооружения;
СНиП 2.04.05-91*. Отопление, вентиляция и кондиционирование.
СНиП 2.04.07-86*. Тепловые сети.
СНиП 42-01-2002. Газораспределительные системы.
Основополагающим документом для проектирования внутренних систем холодного и горячего водоснабжения и канализации является СНиП 2.04.01-85*, которым определены следующие условия:
трубы, соединительные детали, арматура и другие материалы должны иметь разрешение для применения в питьевом водоснабжении (см. п. 10.1*);
*Здесь и далее даны ссылки на пункты СНиПов.
трубопроводная, водоразборная и смесительная арматура должны быть рассчитаны на рабочее давление 0,6 МПа (п. 10.3);
гидростатический напор в системе хозяйственно-питьевого водоснабжения должны быть не выше 45 м (0,45 МПа) (п. 6.7);
давление в системе горячего водоснабжения у санитарных приборов должно быть не более 0,45 МПа (п.5.12).
В местах водозабора температура горячей воды предусматривается не ниже 50°С в закрытых системах центрального теплоснабжения и не ниже 60°С в открытых системах. Для всех систем температура горячей воды должна быть не выше 75°С, кроме детских дошкольных учреждений, где она не должна превышать 37°С (пп. 2.2 и 2.3).
Скорость движения холодной и горячей воды в трубопроводах не должна превышать 3 м/с (п. 7.6).
Установлено, что безотказный срок службы трубопроводов при постоянном давлении 0,45 МПа и температуре воды 20°С должен составлять не менее 50 лет, а при температуре 75°С - 25 лет (п. 10.1).
Для внутренних систем канализации скорость жидкости должна быть не менее 0,7 м/с и наполнением трубопровода не менее 0,3 (п. 18.2).
Во всех случаях эксплуатации внутренних трубопроводов холодного водоснабжения и канализации круглогодичного действия температура в помещениях зимой не должна быть ниже 2°С. В случаях кратковременного снижения температуры в помещении до 0°С и ниже предусматривается тепловая изоляция труб.
Параметры работы систем отопления зданий с трубами из термостойких полимерных материалов установлены СНиП 2.04.05-91* (1999г.). Температура воды для низкотемпературных панелей радиационного нагрева должна быть не выше 60°С, температура теплоносителя - не выше 90°С, Давление в системе отопления не должно превышать 1,0 МПа (п.3.3, 3.16).
Работа наружных систем водоснабжения нормирована в СНиП 2.04.02-84* (1998г.)
Этими нормами установлено, что минимальный свободный напор в сети водопровода при максимальном хозяйственно-питьевом водопотреблении на вводе в здание над поверхностью земли должен приниматься при одноэтажной застройке не менее 10 м (0,1 МПа), при большей этажности на каждый этаж добавляют 4 м (0,04 МПа) (п.2.26). Свободный напор в наружной сети хозяйственно-питьевого водопровода у потребителей не должен превышать 60 м (0,6 МПа). При напорах в сети более 60 м предусматривается установка регулятора давления или зонирование системы водоснабжения (п. 2.28).
Параметры работы тепловых сетей регламентированы СНиП 2.04.07-86* (1998г.).
Использование неметаллических труб в тепловых сетях допускается при температуре воды 115°С, и ниже при давлении до 1,6 МПа включительно (п. 7.3).
В последнее время увеличивается сектор отопления и горячего водоснабжения от местных или автономных источников теплоснабжения. В таких системах температура воды более низкая, чем 90-95°С. Кроме того, большинство систем отопления и горячего водоснабжения оборудуются регуляторами давления и температуры, работающими по заданной программе.
Основные параметры работы санитарно-технических трубопроводов приведены в табл. 1.5.
Табл. 1.5.
Условия работы трубопроводов санитарно-технических систем
|
СНиП |
Транспортируемая среда |
Температура, °С |
Рабочее давление, Мпа |
Нормативный срок службы, не менее, лет |
|
1 |
2 |
3 |
4 |
5 |
|
СНиП 2.04.01-85*. Внутренний водопровод и канализация |
Холодная вода |
20 |
0,45 |
|
|
Горячая вода |
75 |
0,45 |
25 |
|
|
Бытовые стоки |
60 |
- |
50 |
|
|
СНиП 2.04.05-91*. Отопление, вентиляция и кондиционирование |
Горячая вода |
90°) |
0,6 |
50 |
|
СНиП 2.04.03-85. Канализация. Наружные сети и сооружения |
Бытовые стоки |
40 |
- |
50 |
|
СНиП 2.04.02-84. Водоснабжение. Наружные сети и сооружения |
Холодная вода |
20 |
0,6 |
50 |
|
СНиП 2.04.07-86*. Тепловые сети |
Горячая вода |
200 |
2,5 |
25 |
|
СНиП 2.04.08-87* (42.01) Газоснабжение (наружные сети) |
Природный газ |
20 |
0,005 |
50 |
Примечание. Отмеченные знаком °) параметры даны для неметаллических трубопроводов.
Основными критериями, определяющими выбор труб из того или иного материала являются:
нормативный срок службы трубопровода;
диапазоны изменения рабочих температур транспортируемого вещества и окружающей среды;
максимальное рабочее давление;
требования, определяемые условиями прокладки трубопровода, включая свойства транспортируемого вещества;
диаметры трубопровода, обеспечивающие пропуск необходимого количества вещества в допускаемом диапазоне скоростей давлений.
1.4. Способы соединения пластмассовых трубопроводов.
Пластмассовые трубы в силу своих свойств подразделяются на гибкие и жесткие. По условиям перевозок трубы могут транспортироваться длиной не более 12 м, а гибкие - в бухтах или на катушках.
Соединение пластмассовых труб и соединительных деталей между собой и присоединение их к арматуре и оборудованию осуществляются разъемными и неразъемными соединениями.
К разъемным соединениям относятся:
буртовое с накидной гайкой для трубопроводов с наружным диаметром до 50 мм;
буртовое со свободным фланцем для труб с наружным диаметром выше 63 мм;
разъемное металлическое (резьбовое);
раструбное с эластичным уплотнителем.
Неразъемные соединения осуществляются с помощью сварки, склейки в раструб и механических неразъемных соединений. Сварка бывает:
стыковая;
раструбная;
раструбная с закладным электронагревателем.
Основные виды разъемных и неразъемных соединений пластмассовых труб и соединительных деталей приведены в табл. 1.6.
Табл. 1.6
|
Способ соединения |
Материал пластмассовых труб |
Область применения |
|
1 |
2 |
3 |
|
Разъемные соединения |
|
|
|
Соединение пластмассовой трубы с металлической деталью с помощью металлической натяжной гайки и привариваемой или приклеиваемой к основной трубе в раструб литой буртовой втулки |
ПЭ, ПП, ПВХ, ПВХ |
Трубопроводы тепло-, водоснабжения диаметром до 50 мм |
|
Разъемное соединение с накидной гайкой. Бурт отформован непосредственно на трубе. |
ПЭ, ПЭС |
Гибкие подводки для присоединения санитарно-технических приборов и смесительной арматуры |
|
Соединительные детали с резьбовой металлической втулкой, устанавливаемой в пластмассовой детали при ее отливке |
ПЭ ПП, ПБ, ПВХ, ПВХХ |
Присоединения смесительной арматуры, разъемные резьбовые соединения пластмассовых и металлических труб |
|
Разъемное буртовое соединение со свободными фланцами |
ПЭ, ПП, ПБ, ПВХ, ПВХХ, СП |
Трубопроводы любого назначения диаметром выше 50 мм |
|
Разъемное раструбное соединение пластмассовых труб с помощью эластичных уплотнителей |
ПЭ, ПП, ПВХ, ПВХХ, СП |
Напорные и безнапорные трубопроводы водоснабжения и канализации |
|
Ремонтные муфты с эластичной уплотняющей поверхностью |
Трубы из любого материала с гладкой поверхностью |
Для ремонтных целей и временного устранения повреждений напорных и безнапорных трубопроводов |
|
Неразъемные соединения |
|
|
|
Склейка в раструб |
ПВХ, ПВХХ, СП |
Склейкой в раструб соединяются пластмассовые трубопроводы, материал которых не обеспечивает прочность соединений при сварке |
|
Сварка в раструб |
ПЭ, ПП, ПБ, ПВДФ |
Контактной сваркой обычно соединяют трубы наружным диаметром до 63 мм |
|
Сварка встык |
ПЭ, ПП |
Контактная сварка встык используется для соединения пластмассовых труб наружным диаметром свыше 63 мм и толщиной стенки более 4 мм для трубопроводов любого назначения |
|
Сварное раструбное соединение с закладным электронагревателем |
ПЭ, ПП, ПБ |
Трубопроводы для тепло-, водо- и газоснабжения |
|
Соединительная деталь для композитных труб Geberit Mepla |
ПЭМ |
Трубопроводы для горячего водоснабжения и отопления |
|
Соединительная деталь с разъемным обжимным хомутом. Штампованный обжимной хомут для труб диаметром до 63 мм |
ПЭС |
-"- |
|
Соединительная деталь с разъемным обжимным хомутом. Литой обжимной хомут для труб диаметром до 110 мм |
ПЭ, ПЭС, ПП, ПБ |
-"- |
|
Соединение с натяжной металлической муфтой пластмассовых труб и металлических деталей |
ПЭ, ПЭС, ПП, ПБ |
Холодное и горячее водоснабжение, отопление, распределительные газопроводы |
|
Соединение с натяжной термоусаживающейся полиэтиленовой муфтой пластмассовых труб из сшитого полиэтилена с металлической соединительной деталью |
ПЭС |
Внутренние системы холодного и горячего водоснабжения и отопления |
|
Соединение с обжимной стальной гильзой |
ПЭ, ПЭС, ПБ |
Внутренние системы холодного и горячего водоснабжения и отопления |
|
Соединение типа Vestol |
ПЭС, ПЭМ |
-"- |
|
Механическое соединение с накидной гайкой |
ПЭ, ПЭС, ПЭМ, ПБ |
-"- |
Примечание. В таблице приняты следующие условные обозначения: ПЭ - полиэтилен; ПЭС - сшитый полиэтилен; ПЭМ - металлополимерные трубы; ПП - полипропилен; ПВХ - поливинилхлорид; ПВХХ - хлорированный поливинилхлорид; ПБ - полибутен; ПВДФ -поливинилиденфторид; СП - стеклопластик.
Буртовые втулки получают литьем под давлением с последующей приваркой или приклейкой к основной трубе. На трубах небольших диаметров бурты могут изготавливаться путем горячего формования концов труб. Подобные разъемные соединения широко применяются для присоединения к разводящим системам различных санитарно-технических приборов и смесительной арматуре.
Для пластмассовых труб небольшого диаметра применяются такие пластмассовые соединительные детали, в которых при изготовлении устанавливаются металлические патрубки, имеющие с одной стороны насечку для лучшего сцепления с пластмассой при отливке, а с другой - стандартную трубную резьбу. С помощью такой детали также осуществляют разъемное резьбовое соединение.
Буртовые втулки для пластмассовых труб изготавливаются литьем под давлением и привариваются или приклеиваются к основной трубе.
Разъемные раструбные соединения с эластичным уплотнителем наиболее широко применяются в системах трубопроводов внутренней канализации, хотя некоторые фирмы изготавливают такие соединительные детали и для напорных трубопроводов, прокладываемых внутри зданий и под землей.
Эластичные уплотнители применяются как в виде кольца круглого поперечного сечения, так и другого профиля. В зависимости от назначения и свойств транспортируемого вещества в качестве материала для изготовления таких колец применяются резина и синтетические эластомеры различных марок.
Для ремонтных целей и временного устранения повреждений трубопроводов применяются ремонтные муфты с эластичной уплотняющей поверхностью.
Контактной сваркой встык соединяют пластмассовые трубы из соответствующих видов материалов с наружным диаметром свыше 63 мм и толщиной стенки более 4 мм.
Контактной сваркой в раструб обычно соединяют трубы с наружным диаметром до 63 мм. С помощью этого способа соединяют трубопроводы из полиэтилена, полипропилена, полибутена, некоторых фторполимеров.
Склейкой в раструб выполняются неразъемные соединения пластмассовых трубопроводов, материал которых не позволяет получать достаточно прочные сварные соединения. Для увеличения площади склейку выполняют с использованием раструбных соединительных деталей. С помощью склейки осуществляют соединение трубопроводов из поливинилхлорида, хлорированного поливинилхлорида, стеклопластиков и АБС-пластмасс.
Большее практическое применение за последнее пятилетие получила раструбная сварка с закладным электронагревателем. Основными преимуществами этого способа сварки являются:
возможность осуществления сварки без перемещения свариваемых труб и деталей, что обеспечивает соединение длинномерных труб и упрощает ремонт трубопроводов;
возможность получения сварных соединений высокой надежности благодаря применению автоматизации и контроля.
С помощью этого способа соединяют трубы из полиэтилена, полипропилена, полибутена, а также выполняют неразъемные переходные соединения пластмассовая труба - металлическая соединительная деталь.
Применение пластмассовых труб потребовало использовать при их монтаже новые виды соединений и инструментов, ранее не применявшихся в этой области.
Трубы из сшитого полиэтилена и металлополимерные на основе сшитого полиэтилена не свариваются и не склеиваются и для их соединения между собой, с арматурой, приборами и трубами из других материалов применяют механические соединения в виде зажимных муфт разной конструкции.
Для монтажа хозяйственно-питьевых водопроводов в рамках санитарно-технического оборудования здания должны использоваться только такие зажимные муфты для пластмассовых труб, на конструкцию и прочность которых при растяжении воздействует сжатие стенки трубы между внутренней и внешней поверхностями конца трубы.
Общим элементов всех механических соединений пластмассовых труб является опорная втулка - штуцер. На штуцер надевается пластмассовая труба, а другой конец штуцера выполняется с резьбой для присоединения к арматуре, коллектору или прибору. В зависимости от вида трубы наружная поверхность штуцера имеет кольцевые выступы - для соединения труб из полиэтилена, сшитого полиэтилена и полибутена, а для соединения металлополимерных труб предусматриваются еще и кольцевые проточки с эластичными уплотнительными кольцами.
1.5. Маркировка и условные обозначения пластмассовых труб и соединительных деталей
С целью идентификации труб и соединительных деталей из пластмасс в нормативных документах на их производство в обязательном порядке приводится набор сведений, с необходимой и достаточной степенью характеризующих эти изделия. Кроме того, на наружной поверхности труб и соединительных деталей наносятся в сокращенном виде эти сведения. Требования к условным обозначениям, а также маркировка труб и соединительных деталей регламентированы международным стандартом ISO/ТС SC4 651 «Условные обозначения и маркировка труб и соединительных деталей» и должны содержать следующую информацию.
1. Сведения о сертификации продукции обычно даются в соответствии с EN ISO 9001 Системы качества - Модель обеспечения качества при проектировании, монтаже и обслуживании» или с техническими требованиями соответствующего стандарта, по которому выпускается изделие.
2. 3арегистрированное наименование производителя или его товарный знак. Иногда приводится торговая марка продукции, под которой изготовитель ее выпускает.
3. Сведения о присвоении знака качества предприятию-изготовителю, подтверждающего способность предприятия выпускать продукцию стабильного качества в соответствии с EN ISO 9002 Системы качества - Модель обеспечения качества при производстве, монтаже и обслуживании или соответствующим национальным стандартам.
4. Номер и наименование международного или национального стандарта на производство данного вида продукции. Существует практика принятия международного стандарта и (или) стандарта Европейского сообщества в качестве национального.
5. Обозначение используемого материала. Обычно одновременно приводятся сведения о технологии изготовления этого материала, а также классификация по MRS - минимальная длительная прочность - классификационный признак DIN EN ISO 12162. Например:
ПЭ 63, ПЭ 80 и ПЭ 100 Обозначение полиэтилена с MRS 6,3; 8 и 10.
РЕХ а, в, с - обозначение сшитого полиэтилена, где буквы обозначают способ сшивки: а - пероксидным способом; в - обработка газом силаном; с - облучение потоком электронов.
6. Наружный диаметр и минимальная толщина стенки. В России принята метрическая система мер и пластмассовые трубы нормализуются по наружному диаметру согласно ГОСТ 29324-92 (ISO 161-1/96) "Трубы из термопластов. Наружные диаметры и номинальные давления. Метрическая серия". Наружные диаметры труб представлены следующим размерным рядом, мм: 10; 12; 16; 20; 25; 32; 40; 50; 63; 75; 90; 110; 125; 140; 160; 180; 200; 225; 250; 280; 315; 355; 400; 450; 500; 560; 630; 710; 800; 900; 1000 и 1200.
После размеров наружного диаметра и толщины стенки указываются размерное соотношение SDR и трубная серия S, где SDR - наружный диаметр/толщина стенки, a S=(SDR-1)/2.
2. Номинальное давление (PN), обычно выражаемое в барах (кгс/см2). Под PN подразумевается номинальное давление (класс давления) - постоянное внутреннее давление воды при +20°С, которое трубы и соединительные детали могут безотказно выдерживать в течение 50 лет.
При классификации труб через PN обязательно указываются данные по максимально допустимым параметрам эксплуатации (рабочее давление, температура, срок службы).
В ряде случаев трубы классифицируются не по MRS, а по типам, представляющим собой номинальные давления, например, ГОСТ 18599-2001 "Трубы напорные из полиэтилена". Соотношение между типами труб S, SDR и PN приведены в табл. 3.1.
Следует отметить, что в дюймовой серии эти соотношения другие, т.к. кроме размеров в дюймах давление измеряется также в других единицах - фунтах на квадратный дюйм (psi).
1 квадратный дюйм равен 6,452 см2, а фунт - 0,45359 кг.
Для сведения следует иметь в виду, что в дюймовой серии имеют место следующие соотношения между размерными характеристиками:
S....................................... 12,5 8 5 4 3,2
SDR.................................. 26 17 11 9 7,4
8. Среда, максимальное рабочее давление. В маркировке отмечается возможность транспортировки бытового газа со стандартным рабочим давлением и питьевой воды. Например, «Газ 3», «GAZ 4», «питьевая», «drinking water».
На трубах, предназначенных для транспортировки горячей воды для водоснабжения или отопления, указывается допускаемое сочетание давление/температура, а в ряде случаев и нормативный документ, которым эти параметры регламентированы.
9. Технологический режим сварки. Иногда указывается на соединительных деталях в виде оттиска на наружной поверхности детали, получаемого путем гравировки литьевой формы или наклеиваемого на деталь штрихкода, или к каждой детали прикладывается идентификационная карточка со штрихкодом и магнитной лентой (расположена с оборотной стороны карточки), несущая информацию о параметрах сварки.
10. Дата изготовления, номер партии. Обычно указываются две последние цифры года изготовления и информация в объеме 15 знаков. Эта информация содержит месяц изготовления, порядковый номер недели, а иногда десятидневки месяца, номер смены, машины, линии. В обязательном порядке указывается номер партии.
11. Страна или город нахождения производителя. Указывается в случае поставок труб и соединительных деталей за рубеж. Маркировка на трубах в зависимости от диаметра наносится через 0,5…1 м. Одновременно на них наносится метраж. Предполагается, что при монтаже маркированных труб маркировка должна оставаться видной. Это позволяет быстрее ориентироваться при обслуживании или ремонте трубопроводов.
Ниже приводятся примеры маркировки труб и соединительных деталей на рынке трубной продукции в России.
1. ANDFRAGAZ-SSR-PE80-GAZ4-160×14.6-SDR 11-E-039701-ISO 4437:
ANDERAGAZ - наименование производителя труб;
SSR - обозначение того, что трубы производятся по лицензии фирмы Sosomo-Socotub;
РЕ80 - полиэтилен, классифицированный как MRS 8;
GAZ4 - труба предназначена для транспортировки бытового газа с рабочим давлением до 4 бар (0,4 МПа);
160×14,6 - номинальные наружный диаметр и толщина стенки;
SDR 11 - стандартизированное размерное соотношение;
Е - обозначение недели изготовления партии;
039701 - номер партии, год и месяц изготовления;
ISO 4437 - международный стандарт на производство полиэтиленовых труб для газоснабжения.
2. A KILKER 513 NF F РЕ80 GAZ4 25×11,4 1992 М 139 S 121:
A KILKER 513 - наименование производителя труб и сведения о сертификации продукции (А) и производителя (513);
NF F - обозначение того, что трубы изготавливаются в соответствии с французским национальным стандартом;
РЕ 80 - полиэтилен, классифицированный как MRS 8;
GAZ4 - труба предназначена для транспортировки бытового газа с рабочим давлением до 4 бар (0,4 МПа);
125×11,4 - номинальные наружный диаметр и толщина стенки (SDR 11);
1992 М - год и десятидневка изготовления партии;
139 - номер партии;
S - обозначение происхождения материала;
121 - указатель метража.
3. Wirsbo-PEX 16×2,2 DVGW K178 MPA-DA PE-Xa DIN 16892/93 SB 42 89 12:
Wirsbo-PEX - труба из сшитого полиэтилена фирмы Wirsbo;
16×2,2 - номинальные наружный диаметр и толщина стенки;
DVGW K178 - обозначение допустимости для транспортировки питьевой воды согласно нормам германской ассоциации "Deutscher verein des gaz und wasserfaches» - DVGW;
MPA-DA - обозначения соответствия свойств установленным нормам;
РЕ-Ха - полиэтилен, сшитый пероксидным способом (процесс "Engel");
DIN 16892/93 - стандарт, устанавливающий рабочие соотношения температуры и давления для труб из сшитого полиэтилена;
SB 42 89 12 - обозначение материала (SB), номера машины (42), года (89), недели (12).
4. 3/4" NIBCOR Flow GuardR Gold CPVC HC-SDR 11 CPVC 4120-100 PSI PR WATER AT 180° FNSF-pw DRINKIN WATER-ASTMD 2846 CSA В 137,6 TUBYNGSA < DO 5/25/96 M 3A2 MADE in USA:
Труба 3/4", изготовленная фирмой NIBCO, c SDR 11 из хлорированного поливинилхлорида CPVC для максимального рабочего давления воды 100 psi и температуры 180°F, пригодная для питьевого водоснабжения (DRINKIN WATER). Труба изготовлена по ASTM D 2846 в 1996 году.
5. REHAU RAUPINK 25×3,5 136062 sauerstoffdicht DIN 4726 RAU-UPE RE-Xa DIN 16892/93 PB 12/60°С -PB 11/70°С -PB 9/90°С М 15.03.98.
Двухслойная труба, изготовленная фирмой REHAU с наружным диаметров 25 мм, толщина стенки 3,5 мм, диффузионным барьером из этиленвинилового спирта EVOH, удовлетворяющего норме кислородопроницаемости согласно с DIN 4726. Труба изготовлена из сшитого полиэтилена РЕХа в соответствии с DIN 16892/93 и предназначена для эксплуатации при следующих соотношениях давление (бар) - температура (°С): 12/60; 11/70; 9/90. Труба изготовлена в 1998 г.
6. HENKO VERBUNDE-SANDWICHTUBE 16/2 РЕ-Хс /АI/РЕ-Хе sauerstoffdichtheit und Zeitstand-Innendruck festigkeit gepzuft entsprechend DIN 4725/4729, IKR-UNI Stuttgart:
Многослойная труба, изготовленная фирмой HENCO, с наружным диаметром 16 мм и толщиной стенки 2 мм из сшитого полиэтилена с диффузионным барьером из алюминия. Труба удовлетворяет требованиям DIN 4726/4729, изготовлена в городе Штуттгарт.
7. Трубы из сшитого полиэтилена производства фирмы «Бир-Пекс» (г.Саратов) имеют следующую маркировку:
8. Трубы из полипропилена рандом сополимера производства НПО «Стройполимер» (г. Москва) имеют следующую маркировку:
9. Пример обозначения канализационных труб и фасонных деталей из полипропилена фирмы Uponor приведен ниже:
|
|
Сертификат соответствия международному стандарту |
|
|
Госстандарт России Сертификат соответствия со стандартами Российской Федерации |
|
|
Госкомсанэпиднадзор России Гигиенический сертификат |
|
|
Сертификат пожарной безопасности: не горючий ВНИИПО (г. Балашиха Московская обл.) |




Указанные выше сертификаты выдаются только на материалы, прошедшие тестирования в соответствующих органах.
2. НОРМАТИВНЫЕ ССЫЛКИ
В настоящих ОСН использованы ссылки на следующие документы:
СНиП 2.04.01-85*. «Внутренний водопровод и канализация зданий».
СНиП 2.04.02-84*. «Водоснабжение. Наружные сети и сооружения».
СНиП 2.04.03-85. «Канализация. Наружные сети и сооружения».
СНиП 2.04.05-91*. «Отопление, вентиляция и кондиционирование».
СНиП 2.04.07-86* «Тепловые сети».
СНиП 2.04.14-88. «Тепловая изоляция оборудования и трубопроводов».
СНиП 3.02.01-87. «Земляные сооружения, основания и фундаменты».
СНиП 3.05.01-85. «Внутренние санитарно-технические системы».
СНиП 3.05.06-85. «Электротехнические устройства».
СНиП 11-01-2003. «Инструкция о порядке разработки, согласования, утверждения и составе проектной документации на строительство предприятий, зданий и сооружений».
СНиП 12-03-2001. «Безопасность труда в строительстве. Часть I. Общие требования».
СНиП 12-04-2002. «Безопасность труда в строительстве. Часть 2. Строительное производство».
СНиП 42-01-2002. «Газораспределительные системы».
СП 40-102-2000. «Проектирование и монтаж трубопроводов систем водоснабжения и канализации из полимерных материалов. Общие требования».
СН 550-82 (с изм.) «Инструкция по проектированию технологических трубопроводов из пластмассовых труб».
ГОСТ 2405-88. «Манометры, ваккуумметры, мановаккуумметры, напоромеры, тягомеры и тягонапоромеры. Общие технические условия».
ГОСТ 2768-84* «Ацетон технический. Технические условия».
ГОСТ 2874-82*. «Вода питьевая. Гигиенические требования и контроль за качеством».
ГОСТ 6823-2000. «Глицерин натуральный сырой. Общие технические условия».
ГОСТ 9968-86* «Метилен хлористый технический. Технические условия».
ГОСТ 12.1.005-88*. ССБТ «Общие санитарно-гигиенические требования к воздуху рабочей зоны».
ГОСТ 12.3.030-83*. ССБТ. «Переработка пластических масс. Требования безопасности».
ГОСТ 18599-2001 «Трубы напорные из полиэтилена. Технические условия».
ГОСТ 22689.0-89 - ГОСТ 22689.2-89. «Трубы полиэтиленовые канализационные и фасонные части к ним».
ГОСТ 29324-92 (ИСО 161-1-96). «Трубы из термопластов для транспортирования жидкостей. Номинальные наружные диаметры и номинальные давления. Метрическая серия».
ГОСТ Р 50838-95*. «Трубы из полиэтилена для газопроводов».
ГОСТ Р 51613-2000. «Трубы напорные из непластифицированного поливинилхлорида. Технические условия».
ТУ 6-05-251-95-87. «Клей ГИПК-127 для напорных труб из ПВХ»
ТУ 6-05-1983-87. «Трубы из полиэтилена НД марки 298-137».
ТУ 6-19-051-6-87. «Трубы для электропроводок гофрированные из полиэтилена низкого давления».
ТУ 6-19-374-87. «Трубы радиационно-химические модифицированные из полиэтилена НД для подводок горячего водоснабжения».
ТУ 6-19-051-419-84. «Трубы для электропроводок гофрированные из непластифицированного поливинилхлорида».
ТУ 6-19-215-86. «Трубы для электропроводок гладкие из непластифицированного поливинилхлорида».
ТУ 6-19-224-83. «Трубы дренажные гофрированные из полиэтилена низкого давления».
ТУ 6-19-231-87. «Трубы напорные из непластифицированного поливинилхлорида».
ТУ 6-19-307-86. «Трубы и патрубки из непластифицированного поливинилхлорида для канализации».
ТУ 6-19-359-97. «Детали соединительные из полиэтилена низкого давления для газопровода».
ТУ 6-49-4-88. «Трубы напорные из непластифицированного поливинилхлорида ПВХ-125».
ТУ 6-49-33-92. «Части фасонные из непластифицированного поливинилхлорида для канализационных труб».
ТУ 6-49-0203534-94-93. «Трубы из непластифицированного поливинилхлорида для водостоков».
ТУ 2247-001-348-681-12-00. «Шланги из пластифицированного поливинилхлорида однослойные армированные синтетической нитью».
ТУ 2247-002-348-681-12-00. «Шланги напорные из полиэтилена (ПВД) однослойные армированные синтетической нитью».
ТУ 2248-001-07629379-96. «Трубы металлополимерные».
ТУ 2248-001-5284398-2003. «Трубы из полипропилена для наружной канализации».
ТУ 2248-001-29325094-97. «Трубы металлополимерные».
ТУ 2248-001-51169444-00. «Трубы дренажные из поливинилхлорида».
ТУ 2248-004-076229379-97. «Металлополимерные трубы».
ТУ 2248-006-41989945-98. «Трубы из полипропилена («Рандом Сополимер») PPR класса PN 20».
ТУ 2248-006-41989945-97. "Трубы напорные из сополимера полипропилена «Рандом Сополимер» (PPRC)".
ТУ 2248-011-41989945-98. "Соединительные детали из сополимеров полипропилена «Рандом Сополимер» РР-R тип 3 (PPRC)".
ТУ 2248-032-002-84-581-98. «Трубы напорные и соединительные детали к ним из сополимеров пропилена для систем холодного и горячего водоснабжения и отопления».
ТУ 2248-036-00203536-97 (с изм. 1, 2). «Трубы многослойные металлополимерные».
ТУ 2248-039-00284581-99. Трубы напорные из сшитого полиэтилена (РЕХВ)».
ТУ 2248-043-002-84-581-2000. «Трубы и фасонные части из полипропилена и сополимеров пропилена для систем внутренней канализации».
ТУ 2296-011-26598466-96. «Трубы стеклопластиковые на основе полиэфирных смол».
ТУ 2296-250-24046478-95. «Трубы стеклопластиковые на основе эпоксидных смол».
ТУ 4926-005-41989945-97. «Трубы и патрубки из полипропилена для канализации».
ТУ 4926-010-41989945-98. Части фасонные из полипропилена для канализационных труб».
ТУ 4926-012-41989945-99. «Трубы из полипропилена».
ТУ 4926-010-42943419-97. «Трубы канализационные раструбные из полипропилена».
ТУ 63-072-01115-86. «Трубы электротехнические гофрированные из вторичного полиэтилена».
ТУ 10 РФ 13.01-92. «Детали соединительные из полиэтилена для канализационных трубопроводов».
ТУ 10 РФ 13.02-92. Трубы из полиэтилена для систем внутренней канализации зданий».
Ведомственные строительные нормы по проектированию и монтажу внутренних систем водоснабжения из полипропиленовых труб «Рандом Сополимер» (PPRC) (BCH 47-96).
Технические рекомендации по проектированию и монтажу внутренних систем канализации зданий из полипропиленовых труб и фасонных частей (ТР 83-98).
Технические рекомендации по проектированию и монтажу внутреннего водопровода зданий из металлополимерных труб (ТР 78-98).
"Правила устройства и безопасной эксплуатации сосудов, работающих под давлением".
Руководство НПО «Стройполимер» по проектированию и монтажу системы холодного и горячего водоснабжения из полипропиленовых труб «Рандом Сополимер» (РР-R, тип 3) для зданий различного назначения. (ЗАО НПО "Стройполимер", 2003г.).
Руководство НПО «Стройполимер» по проектированию, монтажу и эксплуатации системы внутренней канализации из полипропиленовых труб (ЗАО НПО "Стройполимер", 2003г).
3. ПРИЕМКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ ТРУБ, АРМАТУРЫ И ДЕТАЛЕЙ ТРУБОПРОВОДОВ
3.1. Поставляемые на монтаж трубы, арматура и детали трубопроводов должны быть снабжены паспортом (сертификатом) завода-изготовителя и должны соответствовать требованиям нормативной документации на их изготовление.
3.2. Допускается применение пластмассовых труб и соединительных деталей зарубежного производства, не уступающих по показателям требованиям нормативных документов (СНиП, ГОСТ, ТУ). Трубы и соединительные детали для подачи по ним воды на хозяйственно-питьевые нужды требуется дополнительное согласование с органами санитарно-эпидемиологической службы.
3.3. Для изготовления деталей, узлов и монтажа трубопроводов допускается использовать трубы, имеющие на поверхности трещины, задиры, надрезы и царапины в осевом направлении глубиной не более 3% и в кольцевом не более 5% от толщины стенки трубы, но не превышающих 1 мм в любом направлении (для газопроводов не более 0,5 мм в осевом направлении и 0,7мм в кольцевом направлении), а также трубы, имеющие торцы с забоинами глубиной не более 2 мм. Овальность сечения труб не должна превышать по разности диаметров 10%.Трубы, имеющие дефекты, превышающие указанные размеры, подлежат отбраковке. Контроль размеров механических повреждений осуществляется аналогично контролю размеров сварных швов (см. разд. 5). Если у отобранных труб недопустимые дефекты имеют локальный характер, то после удаления участков с этими дефектами отрезки труб используются для монтажа или изготовления соединительных деталей и узлов.
3.4. При хранении, погрузке, транспортировке и разгрузке пластмассовые трубы, соединительные детали, пластмассовая арматура, сварочные прутки и резиновые уплотнительные кольца должны оберегаться от механических повреждений и деформаций, а также от загрязнений и попадания в них жиров и нефтепродуктов. Особая осторожность необходима в обращении с трубами из поливинилхлорида и полипропилена при отрицательных температурах и температурах, близких к 0°С. Запрещается производить погрузку, транспортировку и разгрузку труб и соединительных деталей из поливинилхлорида и полипропилена при температуре ниже минус 10°С, труб из полиэтилена низкого давления - ниже минус 20°С и из полиэтилена высокого давления - ниже минус 30°С.
3.5. При транспортировке трубы необходимо укладывать на ровную поверхность транспортных средств (машин, платформ, прицепов, плетевозов и т.д.), предохраняя их от острых углов и ребер металлических предметов. Длина свешивающихся с транспортного средства концов труб не должна превышать 1,5 м, при этом трубы диаметром до Дн=50 мм должны быть увязаны в пакеты. При погрузке и разгрузке не допускается трубы сбрасывать с транспортных средств, а также перемещать волоком.
3.6. Пластмассовые трубы и соединительные детали следует хранить в помещении, а на период монтажа допускается хранение под навесом или под открытым небом, но с условием исключения попадания на них солнечных лучей (например, укрывая брезентом). При хранении в закрытом помещении трубы и детали должны располагаться не менее чем на 1 м от нагревательных приборов, при этом температура помещения не должна превышать 30°С.
3.7.Пластмассовые трубы следует хранить в горизонтальном положении рассортированными по типоразмерам (с указанием материала) на стеллажах со сплошным и ровным настилом. Допускается хранение в штабелях на спланированной площадке с «постелью» из мягкого фунта (рис.3.1).
Штабеля с трубами из поливинилхлорида могут укладываться на деревянные брусья с закругленными краями, которые должны иметь ширину не менее 10 см, толщину около 5 см и быть не менее чем на 30 см длиннее (с каждой стороны), чем ширина сложенных труб. Расстояние между брусьями - не более 80 см. Укладка труб на брусьях производится с попеременным изменением положения раструба и гладкого конца трубы с использованием веревки для предотвращения раскатывания труб. Высота штабеля определяется с таким расчетом, чтобы вес труб верхних рядов не вызывал деформацию труб нижних рядов, и не должна превышать: для труб типа «Т» - 2,6 м; типов «С» и «СЛ» - 2,3 м; типа «Л» - 1,7 м при температуре окружающего воздуха до 25°С.
3.8. Пластмассовые трубы, соединительные детали и трубные заготовки, доставляемые на объект в зимнее время, перед их монтажом в зданиях должны быть предварительно выдержаны при положительной температуре не менее 2 ч.
3.9. Несоблюдение правил хранения и транспортировки приводит к ухудшению свойств материала труб и деталей, а также к изменению их геометрических размеров. Гарантийный срок хранения пластмассовых труб - два года со дня изготовления. По истечении указанного срока перед использованием трубы и детали должны быть проверены на соответствие нормативным документам.
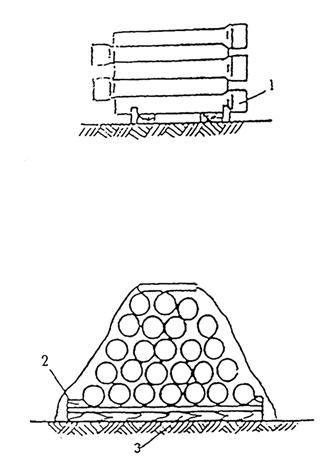
Рис.3.1. Схема укладки раструбных труб из поливинилхлорида
в штабель:
1 - труба; 2 - клин; 3 - деревянный брусок
3.10. В случае необходимости долговременного хранения резиновых уплотнительных колец они должны храниться в недеформированном состоянии в темных закрытых помещениях, где не работают нагревательные приборы, не должны соприкасаться со смазочными материалами, нефтепродуктами и химикатами, а также должны быть защищены от воздействия газов, оказывающих вредное влияние на резину. Их кратковременное хранение возможно при температуре от минус 10 до плюс 25°С на расстоянии 1 м от отопительных приборов, упакованными в мягкую тару, ящики или картонные коробки массой брутто не более 50 кг, а также связанными в пачки без упаковки. Конструкция тары и способ укладки в ней колец должны исключать возможность повреждения колец при транспортировке и хранении. В монтажных условиях кольца должны храниться в ящиках или закрытых ларях, защищающих их от солнечных лучей и загрязнений.
4. ТРУБОЗАГОТОВИТЕЛЬНЫЕ РАБОТЫ
4.1 Механическая обработка труб и трубных заготовок
4.1.1 Разметка труб. Разметка - нанесение на трубу разметочных линий, указывающих места перереза трубы под различными углами для изготовления соединительных деталей, места вырезки или сверловки отверстий в трубе, места начала и конца изгиба при гибке труб, участки трубы, приходящиеся на раструбы, отбортовки, утолщенные бурты и др.
Разметку следует выполнять с учетом максимального использования труб и сокращения отходов. При этом нужно учитывать величину технологического припуска на толщину реза, механическую обработку торцов, сварку и др. Для разметки используют разметочные столы и плиты. Трубу укладывают на стол или на установленные на нем призмы. При необходимости закрепляют трубу в тисках или зажимных приспособлениях с мягкими прокладками во избежании механических повреждений поверхности трубы.
Разметку труб при изготовлении соединительных деталей и узлов трубопроводов применяют при отсутствии современных безразметочных средств механической обработки труб, а также при изготовлении отдельных частей
трубопроводов в условиях монтажной площадки.
4.1.2. Резка труб. Резку, как и все операции механической обработки труб, производят при температуре воздуха не выше 35°С. Резку пластмассовых труб в большинстве случаев выполняют механическим способом на трубоотрезных станках дисковыми пилами толщиной 1.5…2 мм, маятниковыми пилами с помощью абразивных армированных кругов толщиной 3 мм, электроножовками и пневмоножовками с помощью ножовочных полотен по металлу, а при небольших объемах в условиях монтажной площадки - ручными ножовками, применяемыми для резки металлических труб.
Для получения качественных торцов резку производят плавно, без рывков. Скорость, резания выбирают с таким расчетом, чтобы труба не размягчалась от нагревания и пластмасса не налипала на режущий инструмент. Рекомендуемая скорость резания пластмассовых труб дисковыми стальными пилами 36 м/с, абразивными армированными кругами - до 60 м/с.
4.1.3. Для резки пластмассовых труб диаметром до 160 мм под различными углами применяют станок, где в качестве режущего инструмента служит стальная дисковая пила диаметром 500 мм (рис. 4.1).

Рис. 4.1. Устройство для ручной резки труб
1 - струбцина; 2 - основание; 3 - нижний полухомут; 4 - сменные полукольца; 5 -
верхний откидной полухомут; 6 - винт, 7 - стойка с направляющим пазом
4.1.4. На рис. 4.2. показан станок, предназначенный для резки пластмассовых труб диаметром до 315 мм на патрубки под различными углами. Габариты станка, мм: 2245×1000×1400, масса 640 кг.
4.1.5. В последнее время в трубозаготовительных мастерских и на монтажных площадках для резки пластмассовых труб диаметром до 125 мм применяют обычно маятниковые пилы ПМ 300/400, в которых в качестве режущего инструмента служат абразивные армированные круги диаметром 300 и 400 мм. При этом достигается высокое качество поверхности отрезанного торца трубы. Маятниковая пила ПМ 300/400 изображена на рис. 4.3.
Табл.4.1.
Основные размеры формованных втулок под металлический фланец, мм

|
Dн |
D4 |
Р1 |
L, не менее |
Н |
|||
|
Полиэтилен высокого давления |
Полиэтилен низкого давления, полипропилен |
||||||
|
тип С |
тип Т |
тип С |
тип Т |
||||
|
25 |
51 |
36 |
125 |
6 |
8 |
4 |
6 |
|
32 |
63 |
37 |
125 |
7 |
8 |
7 |
8 |
|
40 |
74 |
43 |
127 |
8 |
13 |
8 |
9 |
|
50 |
86 |
55 |
125 |
10 |
17 |
10 |
12 |
|
63 |
94 |
68 |
170 |
14 |
16 |
12 |
14 |
|
75 |
116 |
85 |
176 |
18 |
17 |
13 |
15 |
|
90 |
130 |
95 |
170 |
17 |
20 |
16 |
20 |
|
100 |
150 |
115 |
170 |
22 |
24 |
15 |
23 |
|
125 |
170 |
130 |
270 |
25 |
28 |
20 |
23 |
|
140 |
178 |
145 |
270 |
- |
- |
21 |
25 |
|
160 |
205 |
165 |
270 |
- |
- |
25 |
28 |
|
180 |
205 |
165 |
270 |
- |
- |
28 |
30 |
|
200 |
205 |
203 |
270 |
- |
- |
30 |
35 |
|
225 |
205 |
230 |
270 |
- |
- |
35 |
40 |
4.1.6. Трубы диаметром до 90 мм режут с помощью маятниковой пилы ПМ 300/80 (рис. 4.4), которую можно установить и закрепить на верстаке или столе. Конструкция тисков позволяет зажимать и резать трубы под углом 45…90 град. По отношению к абразивному армированному кругу.
4.1.7. В условиях монтажной площадки резку пластмассовых труб часто выполняют вручную ножовками или пилами. При резке ручными ножовками рекомендуется применять приспособления с направляющими для полотна перпендикулярно оси трубы. На рис. 4.5 показано устройство для резки пластмассовых труб наружным диаметром 20…22 мм с помощью ручной ножовки. Направляющий паз в стойке 7 позволяет обеспечить перпендикулярность реза относительно оси разрезаемой трубы.
4.1.8. Для ликвидации ручного труда при резке пластмассовых труб в монтажных условиях последнее время создано несколько моделей электроножовок. Их используют также вместе в мастерских на стационарных установках для резки торцов труб непосредственно перед сваркой и при изготовлении соединительных деталей.
4.1.9. Образование отверстий.
Отверстия в пластмассовых трубах выполняют на сверлильных станках или ручными электрическими сверлилками с помощью перовых и спиральных сверл, а также специальных циркульных резцов и трубных сверл.
4.1.10. Для отверстий диаметром до 15 мм применяют перовые сверла. Угол заточки перовых сверл 60…70°, подача при сверлении отверстий в пластмассовых трубах 0,1…0,3 мм на один оборот. Для получения отверстий диаметром 15…50 мм используют стандартные спиральные сверла с углом заточки 100…130°. Для облегчения отвода стружки на сверлах рекомендуется выполнять двойную заточку, а винтовые канавки полировать. Диаметр сверла должен быть на 0,05…0,15 мм больше отверстия, так как оно после сверления уменьшается.
4.1.11. Отверстия диаметром свыше 50 мм вырезают циркульными резцами с передним углом заточки 50° или специальными трубными сверлами (рис.4.6), представляющими собой цилиндрическую фрезу. Трубное сверло - это полый цилиндр с зубьями и хвостовиком для закрепления в патроне станка. Высота и шаг зубьев 5…7 мм, угол заострения их 80…90°, чистота вращения до 3-1. За один оборот фреза режет стенку трубы на глубину 2…6 мм. Перед вырезкой отверстий пластмассовую трубу закрепляют в зажиме во избежание трещин и сколов. В процессе сверления труб сверло необходимо периодически выводить из отверстия для охлаждения и удаления стружки. Охлаждать инструмент и места сверления рекомендуется сжатым воздухом.
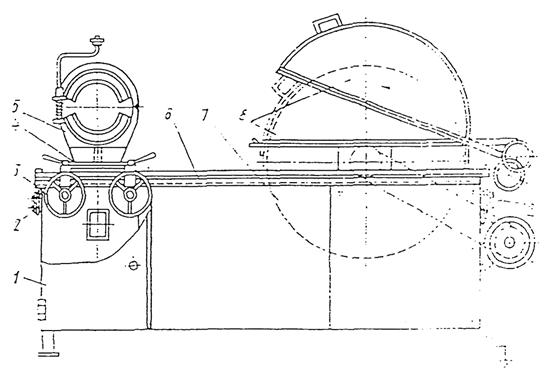
Рис.4.2. Станок для резки пластмассовых труб диаметром до
315 мм
1 - станина; 2 - пусковые кнопки; 3 - маховик; 4 - суппорт; 5 - поворотный
зажим;-6 - направляющие; 7 - дисковая пила; 8 - кожух пилы; 9 - контргруз; 10 -
электродвигатель
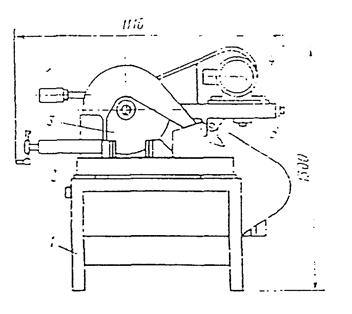
Рис. 4.3. Маятниковая пила ПМ 300/400
1 - станина; 2 - тиски; 3 - абразивный круг; 4 - электродвигатель; 5 - маятник.
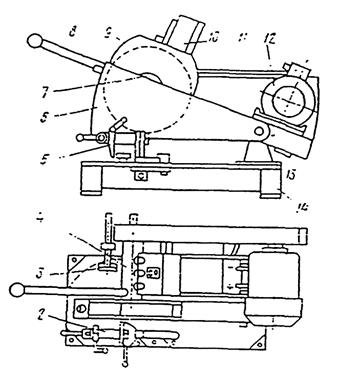
Рис.4.4. Маятниковая пила ПМ300/80
1,5 - неподвижная и подвижная губки тисков; 2 - ось перемещения губок; 3 -
упор; 4 - шпиндельный узел; 6 - защитная маска; 7 - абразивный круг; 8 -
рукоятка; 9 - кожух круга; 10 - пускатель; 11 - клиноременная передача; 12 -
электродвигатель; 13 - маятник; 14 - станнина
Рис. 4.5. Станок для резки Пластмассовых труб диаметром до 160 мм
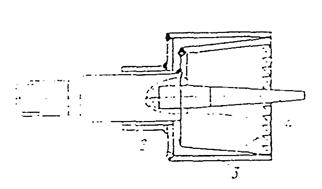
Рис. 4.6. Трубное сверло
1 - конус Морзе; 2 - фреза; 3 - направляющая втулка; 4 - шуруп

Рис. 4.7. Устройство для торцовки и снятия фасок на концах пластмассовых труб в монтажных условиях
4.1.12. Обработка торцов труб. В условиях трубозаготовительных мастерских обработку торцов пластмассовых труб диаметром 50…225 мм выполняют на специальных станках для механической обработки труб. На этих станках выполняются следующие операции: обработка внутренних и наружных фасок; торцовка труб с прямым и косым резом; обработка концов труб для элементов соединительных деталей; сверление отверстий в трубах для переходных тройников.
4.1.13. В условиях монтажной площадки торцовка пластмассовых труб диаметром 50…315 мм и снятие фасок производится с помощью комплекта специальных устройств (рис. 4.7).
4.2. Формование соединительных деталей
4.2.1. Формованием изготовляют втулки с утолщенными буртами под стальные свободные фланцы, отбортовки концов труб, раструбы, переходы, горловины переходных тройников, а также производят калибровку концов труб.
4.2.2. Изготовление втулок под фланец с утолщенными буртами. При монтаже трубопроводов из полиэтилена и полипропилена применяют разъемные соединения со стальными свободными фланцами на утолщенных буртах, отформованных на концах труб или коротких патрубках. Основные размеры формованных втулок с утолщенными буртами приведены в табл.4.1.
Технологический процесс формования утолщенных буртов состоит из следующих операций: разогревают конец трубы, закрепляют его, формуют, охлаждают отформованный бурт и освобождают готовое изделие от закрепления.
Длина нагреваемого участка конца трубы должна быть в 1,5 раза больше длины формуемого участка трубы.
4.2.3. Электронагревательное устройство для труб диаметром 63…160 мм (рис. 4.8) представляет собой цилиндрический корпус 1, внутри которого имеются ТЭНы 2 (трубчатые нагревательные элементы) мощностью 2,8 кВт. Между ТЭНами и разогреваемой трубой размещены экраны 3 с отверстиями диаметром 3…4 мм, служащие для равномерного распределения нагретого воздуха по поверхности трубы. Воздух от компрессора, поступающий из распределительной камеры 5 по специальным каналам, подходит к ТЭНам, нагревается об их поверхность и переносит теплоту на наружную и внутреннюю поверхности нагреваемой трубы 4.
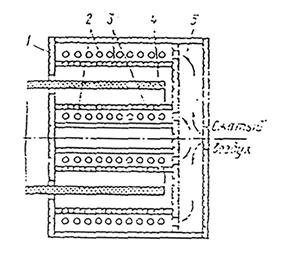
Рис. 4.8. Схема устройства для нагрева концов труб
4.2.4. Температура нагрева воздуха внутри электронагревательного устройства (табл. 4.2.) поддерживают постоянной в заданных пределах с помощью терморегуляторов. Участок трубы, нагретый до температуры формования не должен терять форму устойчивости. Рекомендуемое время нагрева концов пластмассовых труб приведено в табл. 4.3.
Табл. 4.2.
Оптимальная температура теплоносителя и температура нагрева конца трубы
|
Материал трубы |
Оптимальная температура теплоносителя ±10°С |
Температура нагрева конца трубы, °С |
|
Полиэтилен ПЭВД |
200 |
115…125 |
|
Полиэтилен ПЭНД |
220 |
145…155 |
|
Полипропилен |
260 |
170…180 |
Табл.4.3.
Продолжительность нагрева концов пластмассовых труб, мин, в зависимости от DH
|
DН, мм |
Продолжительность нагрева труб |
|
|
из ПЭВД |
из ПЭНД, ПП |
|
|
63 |
5…7 |
1.5…3 |
|
110 |
10 |
4…6 |
|
160 |
- |
7…11 |
Примечание. Время нагрева конца трубы зависит от ее диаметра и толщины стенки. В среднем оно составляет 1…1,5 минуты на один мм толщины стенки трубы.
4.2.5.Формование утолщенных буртов на концах труб из полиэтилена выполняют также и на стационарных установках, в комплект которых входят матрицы и пуансоны (рис. 4.9) различных диаметров, которые применяют на установке в зависимости от диаметров формуемых труб. Матрица выполнена разъемной для возможности зажатия труб и извлечения отформованных буртов и состоит из нижней 1 и верхней 2 полуматриц, которые крепят к полухомутам зажимного устройства. В матрице предусмотрены съемные вкладыши 3 для зажатия труб с различными допусками (4…5 мм) по наружному диаметру. Пуансон 4, соединенный с планшайбой 5, навинчивают на шток пневмоцилиндра. Внутри пуансона имеется полость, в которую подается вода для охлаждения отформованной детали в матрице.
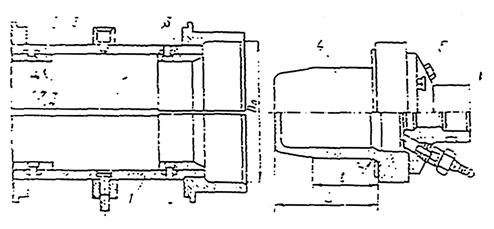
Рис. 4.9. Формующий инструмент для утолщения буртов
4.2.6. Отбортовка труб. Отбортовку на пластмассовых трубах выполняют для получения разъемных соединений безнапорных трубопроводов с помощью стальных свободных фланцев.
Последовательность технологического процесса отбортовки пластмассовых труб из ПЭВД, ПЭНД, ПП и ПВХ аналогична последовательности процесса формования утолщенных буртов. Длина нагреваемого участка также должна быть в 1,5 раза больше выпуска конца трубы под отбортовку. Высота отбортовки принимается равной толщине стенки трубы.
Нагрев концов пластмассовых труб при отбортовке (кроме труб из фторопласта) производится при помощи таких же электронагревательных устройств горячим воздухом или инфракрасным излучением, как и для формования утолщенных буртов. Кроме того, при отбортовке разрешается для нагрева конца труб применять глицериновые ванны. Нагрев материала трубы производят до высокоэластичного состояния. Температуру теплоносителя (воздуха или глицерина) внутри электронагревательного устройства или ванны выбирают в соответствии с табл. 4.4; поддерживают температуру теплоносителя с помощью автоматических терморегуляторов или ручным регулированием по показаниям термометров.
Температурные режимы нагрева трубных заготовок при формовании утолщенных буртов (см. табл. 4.2) и при отбортовке (см. табл. 4.4) отличаются друг от друга, поскольку при формовании утолщенных буртов заготовки нагревают до вязкотекучего состояния материала, а при отбортовке - до высокоэластичного. При этом температуру используемого теплоносителя (воздух, глицерин и др.) подбирают экспериментально с учетом его теплофизических свойств.
Табл.4.4.
Температура теплоносителя (воздух, глицерин) при отбортовке пластмассовых труб
|
Материал трубы |
Температура теплоносителя |
|
|
воздуха ±10°С |
Глицерина ±5°С |
|
|
ПЭВД |
135 |
105 |
|
ПЭНД |
150 |
125 |
|
ПП |
185 |
165 |
|
ПВХ |
160 |
130 |
Отбортовку на конце трубы формуют пуансоном, вдвигаемым внутрь размягченного конца трубы, и прижимным фланцем, оформляющим торцевую поверхность отбортовки (рис. 4.10).
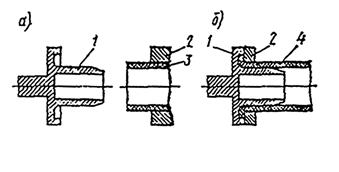
Рис. 4.10. Схема формования отбортовки
а - положение до формования; б - положение по окончании формования;
1 - пуансон; 2 - прижимной фланец; 3 - труба; 4 - труба с отбортовкой
4.2.7. В связи с тем, что фторопластовые трубы практически не свариваются, основными монтажными соединениями этих труб являются соединения на металлических фланцах и отбортовках. Отбортовку фторопластовых труб производят с предварительным нагревом труб или без нагрева. Отбортовку с нагревом труб из фторопласта с Dy до 100 мм производят в один прием, а труб с Dy более 100 м - в два приема. При этом сначала выполняют раздачу конца трубы конусной оправкой на угол загиба до 45°, а затем конец трубы окончательно отбортовывают с помощью пуансона.
4.2.8.Для отбортовки фторопластовых труб с нагревом применяют специальную установку (рис. 4.11).
4.2.9. Более предпочтительным является способ отбортовки труб из фторопласта без нагрева внешним источником тепла путем надвигания трубы на вращающийся конус (рис.4.12). Этот способ состоит в следующем: трубу закрепляют в устройстве, надевают на конец металлический фланец; закрепленную трубу подают на вращающийся конус и производится отбортовка конца трубы, после чего отбортовка поджимается к фланцу неподвижной оправкой, далее готовую отбортовку охлаждают, и изделие извлекают из устройства.
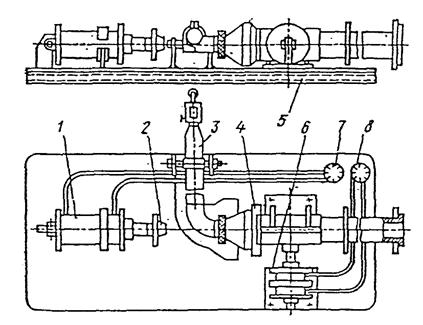
Рис. 4.11. Установка для отбортовки фторопластовых труб с
нагревом:
1,6 - пневмоцилиндры; 2 - пуансон; 3 - горелка; 4 -хомут; 5 - основание; 7, 8 -
распределители воздуха
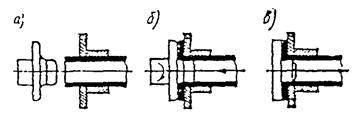
Рис. 4.12. Схема отбортовки труб из фторопласта без
внешнего нагрева:
а - подготовка конца трубы перед отбортовкой; б - отбортовка вращающимся
конусом; в - поджим отбортовки неподвижной оправкой
4.2.10.Устройство для отбортовки фторопластовых труб диаметром 32…236 мм без внешнего нагрева, основанное на способе раскатки холодных концов труб на токарных станках, приведено на рис. 4.13. Оно состоит из отбортовочной головки 2, зажима для труб 3 и поддерживающей роликоопоры 4.
4.2.11. Формование раструбов. Формование выполняют для сварки в раструб напорных трубопроводов из ПЭВД ПЭНД, и ПП, а также сварки нагретым газом и склеивания напорных трубопроводов из ПВХ В технологический процесс формования раструбов на концах пластмассовых труб входят следующие операции: разогрев конца трубы, закрепление трубы перед формованием, формование раструба на разогретом конце трубы, охлаждение отформованного раструба, освобождение готового изделия от закрепления.
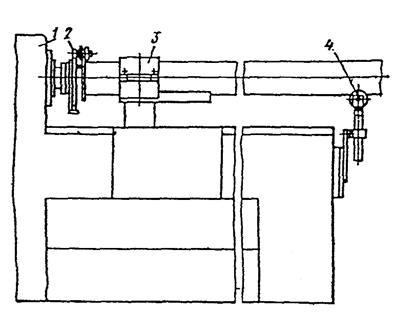
Рис. 4.13. Устройство для отбортовки фторопластовых труб без нагрева
4.2.12. Перед формованием раструба конец трубы нагревают до высокоэластичного состояния. Температура теплоносителя для нагрева концов труб под раструбы соответствует температуре нагрева, рекомендуемой при формовании отбортовок (см. табл. 4.4).
Отформованный раструб охлаждают вместе с пуансоном. Применяется принудительное охлаждение раструба проточной водой или сжатым воздухом до температуры не выше 35°С. В изготовленный раструб для сохранения его размеров вставляют распорное инвентарное приспособление, наружный диаметр которого равен диаметру формующего пуансона. Это приспособление из раструба вынимают только перед сваркой или склеиванием. Изготовляют располные приспособления из отрезков металлических труб или из дерева твердых пород.
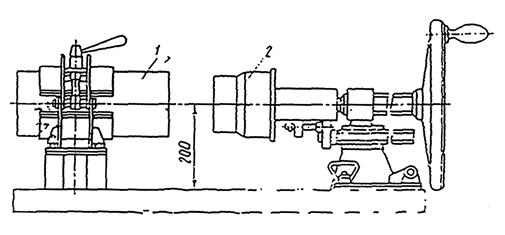
Рис.4.14. Устройство для формования раструба на концах труб
4.2.13. Формование раструбов на конце нагретых труб выполняют с помощью ручных винтовых устройств (рис. 4.14), состоящих из зажима труб с вкладышами для труб различного диаметра, винтового механизма, на конце которого навинчиваются пуансоны, формующие раструб. Подача пуансона 2 внутрь нагретой трубы 1 выполняется с помощью винтового подающего механизма. В разогретый конец вводится пуансон до упора, который предохраняет от деформации участок трубы за формуемым концом.
4.2.14. Формование раструбов на конце пластмассовых труб производится также с помощью станков с различными приводами - электромеханическим, гидравлическим или пневматическим. На рис 4.15 показан универсальный станок для формования отбортовок и раструбов пластмассовых труб диаметром до 315 мм.
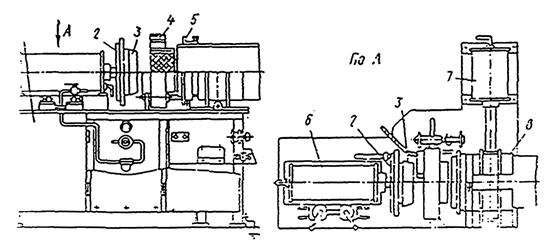
Рис. 4.15. Универсальный станок для формования
пластмассовых труб диаметром до 315 мм:
1 - станина; 2 - планшайба; 3 - паунсон; 4 - нагреватель; 5 - упор; 6, 7 -
пневмоцилиндры; 8 - зажим
4.2.15. Формование раструбов диаметром 20, 25 и 32 мм можно выполнять с помощью специального устройства (рис. 4.16), в котором совмещены технологические операции по нагреву концов труб и формованию раструба.
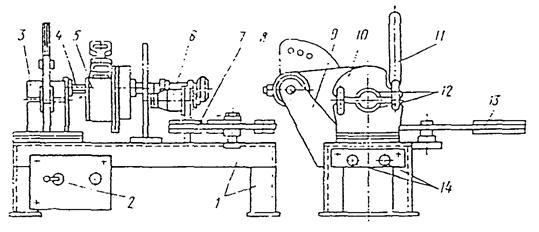
Рис.4.16. Устройство для нагрева концов труб и формования
раструбов диаметром 20, 25 и 32 мм:
1 - сварная рама; 2 - тумблер включения электропитания нагревателя; 3 - узел
зажима труб; 4 - направляющая нагревателя; 5 - нагреватель; 6 - пуансон; 7 -
узел формования; 8 - кронштейн для фиксации положения нагревателя; 9 - стойка;
10 - верхний откидной полухомут; 11 - рукоятка узла зажима; 12 - полукольца для
зажима труб; 13 - рукоятка узла формования; 14 - направляющие
4.2.16. Формование переходов. В технологических пластмассовых трубопроводах применяют концентрические конусные переходы, которые изготовляют из предварительно нагретых полиэтиленовых и полипропиленовых патрубков методом формования.
Изготовление переходов пластмассовых труб осуществляется путем совмещения операций обжатия трубы с формованием в строго заданной форме. На рис. 4.17 показана принципиальная схема рабочего органа для изготовления переходов. Устройство состоит из пуансона 1, матрицы 2 с упорными фланцами 4 и 5, а также с рубашкой 3 для водяного охлаждения. Разогрев заготовки осуществляется аналогично разогреву при формовании утолщенных буртов. Затем заготовка вставляется в устройство и формуется переход. После полного остывания с помощью выталкивателя 7 и втулки 6 переход извлекается из матрицы.
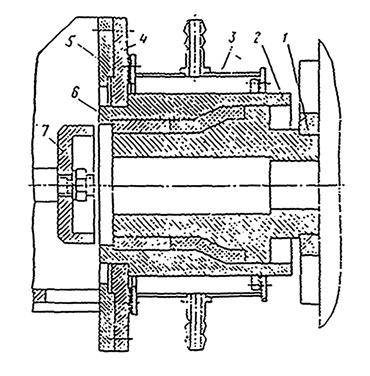
Рис. 4.17. Оснастка для формования переходов
На рис. 4.18 показана схема устройства для формования переходов, состоящая из станины, на которой смонтирован рабочий пневмоцилиндр, зажимного устройства и пульта управления пневмосистемой.
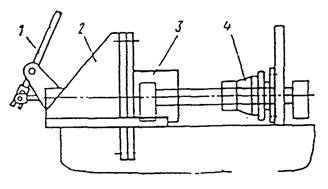
Рис. 4.18. Схема устройства для формования переходов из
полиэтиленовых труб:
1 - выталкиватель; 2 - кронштейн; 3 - матрица; 4 - пуансоны
4.2.17. Формование горловин. Горловины в пластмассовых трубах применяют при изготовлении переходных тройников и коллекторов с переходными ответвлениями в трубопроводах из ПЭВД ПЭНД и ПП.
Различают два способа формования горловин в трубах с помощью пуансона без изменения толщины стенки трубы (рис.4.19а); с помощью пуансона и матрицы с принудительным изменением толщины стенки формуемой горловины (рис. 4.19 б).
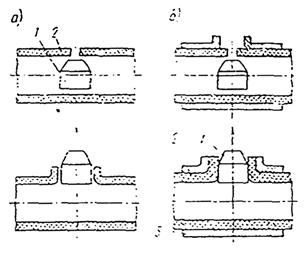
Рис. 4.19. Схема процесса вытяжки горловины в трубах:
а - без принудительного формования толщины стенки; б - с принудительным
формованием толщины стенки;
1 - пуасон; 2 - пластмассовая труба с отверстием; 3 - матрица
4.2.18. Калибровка концов труб. Калибровку концов труб из ПВХ выполняют при их подготовке к склеиванию. Для сварки в раструб труб из ПНП, ПВП и ПП калибровку концов отдельно не производят, так как этот процесс выполняется при оплавлении конца трубы в гильзе нагревательного сварочного инструмента. Калибровку выполняют в нагретом состоянии. Нагретая в глицериновой ванне или горячим воздухом до температуры 130±5°С труба вставляется в калибровочную гильзу. Для выполнения калибровки на конце пластмассовой трубы можно использовать устройство, применяемое для формования раструба (см. рис. 13.15). Охлаждение трубы осуществляется вместе с гильзой.
4.3. Гнутье труб.
4.3.1. Гнутье труб диаметром 25…160 мм применяют для изготовления соединительных деталей трубопроводов из пластмассовых труб - отводов, уток, калачей, компенсаторов и др. Гнут трубы в размягченном состоянии после нагрева. Радиус изгиба по оси трубы по ПЭ, ПП и ПВХ должен быть не менее 3,5…4 DН, а для труб из фторопласта - не менее 10 DН где DH - наружный диаметр трубы.
4.3.2 При гнутье пластмассовых труб необходимо выполнить следующие операции: разметку и резку труб на заготовки, измерение толщины стенки трубы; нагрев трубы; гнутье; охлаждение детали после гнутья; торцовку концов детали.
Длина трубы заготовки, мм, для гнутого отвода составляет
L=φπR/180+2ℓ,
где φ - угол изгиба трубы, град;
R - радиус гиба по оси трубы, мм;
ℓ - длина прямого участка, необходимого для зажима трубы при гнутье и последующей сварке, мм.
4.3.3. В трубах перед гнутьем измеряют толщину стенки. На утолщенной стенке делают пометку, а при гнутье трубу устанавливают так, чтобы утолщенная стенка располагалась с наружной стороны гиба. Заготовку предварительно нагревают до заданной температуры в жидкостных (глицериновых, гликолевых) ваннах, электропечах или в газовых и паровых камерах. При гнутье отводов и концевых участков труб вертикальные глицериновые жидкостные ванны более производительны, чем электропечи. Для выполнения местных гибов на длинных трубах применяют воздушную тоннельную электропечь. В местах прохода через торцевые крышки печи трубы должны быть уплотнены по наружному диаметру, а концы труб заглушены пробками.
При нагреве в вертикальных жидкостных ваннах конец заготовки должен выступать над уровнем жидкости на 2DH, чтобы оставаться холодным. Если размеры нагревательного устройства не позволяют нагреть заготовку по всей длине, ее следует гнуть в несколько приемов. При этом повторный нагрев согнутого участка не допускается.
4.3.4. Температура жидкости в ванне должна составлять, °С (±5): для труб из ПЭНД - 135; ПЭВД - 105; ПП - 165; ПВХ - 130. При нагреве труб в электропечах температура воздуха должна быть на 25…30°С выше, чем температура жидкости при нагревании. Прогрев должен быть равномерным по толщине стенки и длине сгибаемого участка. Заготовка, нагретая до требуемой температуры, должна, не теряя устойчивости, находиться в высокоэластичном состоянии. При нагреве труб из фторопласта-4 степень нагрева определяют моментом посветления нагреваемого участка трубы, что соответствует температуре 300°С.
4.3.5. Для предотвращения чрезмерного охлаждения нагретой заготовки время между окончанием нагрева и началом гнутья, не должно превышать 40…60 с. Гибку следует выполнять плавно, без рывков и резких движений.
4.3.6. Трубы из полиэтилена, полипропилена и поливинилхлорида гнут на специальных трубогибных станках.
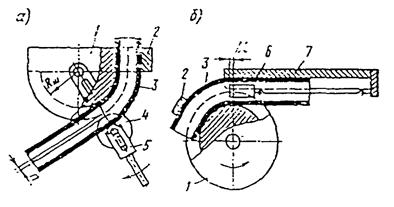
Рис. 4.20. Схема гнутья труб:
а - способом обкатки роликом; б - способом накатывания;
1 - гибочный шаблон; 2 - зажим; 3 - труба; 4 - ролик; 5 - рычаг; б - дорн; 7 -
прижимная планка
4.3.7 - Схема обкатки нагретой трубы роликом вокруг гибочного шаблона без применения наполнителя показана на рис. 4.20 а. Технологию гнутья без наполнителя применяют для пластмассовых труб с отношением толщины стенки трубы к ее наружному диаметру s/DН>0,065 и радиусом изгиба 3,5 DH и более. Этим способом гнут трубы из ПВХ, ПЭНД типов С и Т; ПЭВД типов СЛ, С и Л; ПП типов С. При гнутье обкатывающий ролик, который должен свободно вращаться вокруг своей оси, подводят вплотную к трубе. Зазор n между гибочным шаблоном и обкатывающим роликом не должен превышать 10% наружного диаметра изгибаемой трубы.
Диаметр ручьев гибочного шаблона и обкатывающего ролика должен быть равен номинальному диаметру изгибаемой трубы. Ручьи должны быть тщательно обработаны, не иметь заусенцев, острых кромок и других дефектов, способных повредить поверхность трубы при гнутье.
4.3.8. Схема наматывания на гибочный шаблон разогретой трубы с внутренней оправкой - дорном показана на рис. 4.20 б. Этот способ применяется при отношении толщины стенки трубы к ее наружному диаметру s/DH≤0,065. При гнутье наматыванием внутрь пластмассовой трубы вводят формующую текстолитовую оправку - составной или ложкообразный дорн. Опережение дорна выбирают по формуле
Δℓ=√2Rδ,
где R - радиус гнутья, мм;
δ - зазор между трубой и дорном, равный 3 % внутреннего диаметра трубы, мм.
4.3.9. Чтобы избежать смятия стенок труб, применяют способ их гнутья по шаблонам с использованием наполнителей. Наполнители помещают в трубу до нагрева и гнутья. В качестве наполнителей для труб из ПЭ, ПП и ПВХ служат резиновый жгут, гибкий металлический' шланг или толстостенный резиновый шланг из термостойкой резины, набитой песком или раздуваемой сжатым воздухом.
5. СВАРКА И СКЛЕИВАНИЕ ТРУБ
5.1. Подготовительные работы и особенности сварки.
5.1.1. Перед выполнением сварочных работ необходимо проверить соответствие труб, соединительных деталей и присадочных материалов требованиям нормативной документации на их производство и наличие документа, удостоверяющего их качество; очистить и обезжирить поверхности сварки; произвести механическую обработку концов труб и деталей, их взаимную подгонку и калибровку; убедиться в исправности сварочной оснастки; проверить квалификацию лиц, выполняющих сварочные работы.
5.1.2. Свариваемые трубы и соединительные детали должны быть изготовлены из одинакового материала и подобраны по партиям поставки (т.е. они должны принадлежать к одной партии). Особое внимание необходимо обращать на размер наружного диаметра и эллипсность трубы. Разностенность или смещение торцов труб в плоскости сварки допускается не более 10 % толщины стенки, но не должны превышать 1,2 мм. При значительном смещении кромок в результате деформации концы одной или обеих труб калибруют. Непосредственно перед сваркой очищенные трубы необходимо торцевать. При выполнении раструбных сварных соединений на конце трубы с наружной стороны и на торце раструба с внутренней стороны должна быть фаска под углом 45° на 1/3 толщины стенки трубы (детали).
5.1.3. Применяемая для сварки оснастка должна обеспечивать поддержание требуемых параметров технологических режимов сварки. Для предотвращения налипания при сварке расплавленного материала нагреватель покрывают чехлом из теплостойкого антиадгезионного покрытия, например, из лакоткани на основе фторопласта - 4D. Рабочие поверхности нагревательного инструмента должны быть чистыми.
5.1.4. Пластмассовые трубы следует готовить к сварке не ранее чем за 3 часа. При сварке нагретым инструментов встык зазор между торцами труб, установленными в сварочном устройстве и приведенными в соприкосновение не должны превышать 0,3 мм для труб DH≤110 мм; 0,4 мм - для труб DН до 225 мм; 0,5 мм -для труб для труб DН до 315 мм и 0,6 мм -для труб DН>315 мм. Это необходимо для того, чтобы свариваемые торцы труб можно было одновременно по всей плоскости торца прижать к нагревательному инструменту, а после оплавления - друг к другу. Вызвано это тем, что вязкость расплавленного полимера очень высока, а при больших неровностях и зазорах поверхности торцов будут оплавляться не полностью, что приведет к созданию в сварном стыке непроваров.
5.1.5. При сварке труб встык нагретым газом с применением присадочного материала величина зазора в корне шва принимается равной 0,5…1,5 мм, в раструбном соединении диаметральный зазор не должен превышать 0,5 мм. Для сварки встык производится V-образная разделка кромок торцов труб без притупления. Для труб с толщиной стенки до 6 мм угол раскрытия составляет 55…60°, а для труб с толщиной стенки более 6 мм - 70…90°. Трубы с толщиной стенки до 4 мм можно сваривать без подготовки кромок. В этом случае между торцами труб следует оставлять зазор 1…3 мм для обеспечения равномерного провара. Диаметр сварочного прутка выбирают в зависимости от толщины стенки свариваемой трубы: при толщине стенки до 6 мм используют пруток диаметром до 3 мм, в других случаях - 4 мм.
5.1.6. Перед сваркой пластмассовых труб новой партии необходимо производить контрольную сварку для проверки и корректировки режимов.
5.1.7.Трубопроводы из ПВХ и ПП следует сваривать при температуре окружающего воздуха не ниже 5°С. При более низких температурах сварку необходимо осуществлять в утепленных укрытиях. В случае выхода конца трубы за пределы укрытия на нем целесообразно установить съемные заглушки. Место проведения сварочных работ должно быть защищено от сквозняков, пыли, ветра и атмосферных осадков. Сварные соединения следует охлаждать только естественным путем и подвергать механическим нагрузкам только через 24 ч после сварки.
5.2. Сварка нагретым инструментом встык.
5.2.1. Последовательность операций при сварке пластмассовых труб нагретым инструментом встык показана на рис. 5.1. По сравнению со сваркой в раструб для соединения труб различных типоразмеров при сварке встык может быть использован один и тот же сварочный инструмент.
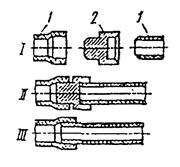
Рис.
5.1. Схема сварки труб нагретым инструментом встык:
I
- исходное положение труб (деталей) и нагревательного инструмента; II -
оплавление свариваемых поверхностей; III - готовое сварное соединение;
1 - свариваемые трубы; 2 - электронагревательный инструмент
5.2.2. Технологический процесс сварки труб нагретым инструментом встык состоит из следующих операций: очистка и обезжиривание труб; установка и центровка труб в зажимах сварочного устройства; торцовка труб; ввод нагревательного инструмента и оплавление торцов (при оплавлении рабочая зона нагревательного инструмента должна выступать за контуры свариваемых торцов труб); вывод нагревательного инструмента и соединение труб под давлением сварки (осадка); охлаждение сварного соединения под осевой нагрузкой.
5.2.3. Достаточную степень оплавления труб в каждом отдельном случае ориентировочно можно определить визуально по образованию на кромках торцов труб по всему периметру валика оплавленного материала. Высота валиков после сварки должна быть не более 2…2,5 мм при толщине трубы стенки до 5 мм и не более 3…5 мм при ее толщине 6…20 мм.
Дальнейший прогрев деталей вызван необходимостью перевода прилегающих к нагревателю слоев материала в вязко-текучее состояние. При сокращении продолжительности прогрева при постоянной температуре инструмента ухудшается качество шва вследствие недостаточного размягчения материала. Давление при прогреве должно быть значительно ниже. Чем при оплавлении.
Продолжительность технологической паузы (время между окончанием прогрева и соединением изделий) должна быть по возможности минимальной, чтобы свариваемые поверхности не успели охладиться, и в зависимости от конструкции сварочного оборудования составлять не более 2…3 с. Увеличение этой паузы сверх указанных значений снижает прочность сварного шва.
5.2.4. Для обеспечения высокого качества сварных соединений необходимо применять электронагревательный инструмент с устройствами для автоматического регулирования температуры рабочих поверхностей (рис. 5.2).
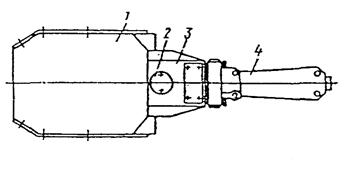
Рис.
5.2. Электронагревательный инструмент для сварки труб DH>110 мм:
1 - нагревательная плита; 2 - терморегулятор; 3 - корпус; 4 - ручка
5.2.5. Обычно применяют инструменты с плоскими рабочими поверхностями. Применение профилированного инструмента позволяет значительно увеличить поверхность сварки по сравнению с плоскими электронагревательными инструментами, что повышает прочность соединения примерно на 30% без изменения поперечного сечения трубы, а также без дополнительных расходов материала и труда при сварке.
5.2.6. Для сварки пластмассовых труб в монтажных условиях разработано сварочное устройство УСПМ-110 (рис. 5.3.), которое предназначено для сварки труб наружным диаметром 50…110 мм. Устройство имеет ручной рычажный привод, обеспечивающий наибольшую силу на рычагах, равную 80 Н. Габариты устройства: 520×640×150 мм, масса 6,5 кг.
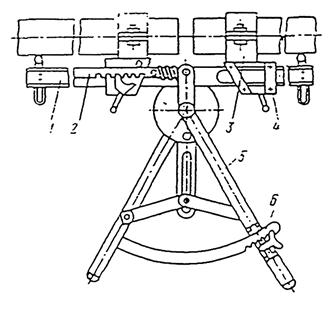
Рис. 5.3. Устройство сварочное монтажное УСПМ-110:
1 - штанга; 2 - тяга; 3 - хомут зажимный; 4 - кронштейн; 5 - рычаг; 6 -
зубчатый сектор
Для сварки нагретым инструментом встык пластмассовых труб в условиях строительной площадки применяют специальные установки. Например, для сварки труб наружным диаметром 90…225 мм при строительстве магистральных пластмассовых трубопроводов используют установку УМСТ-09 (рис. 5.4).
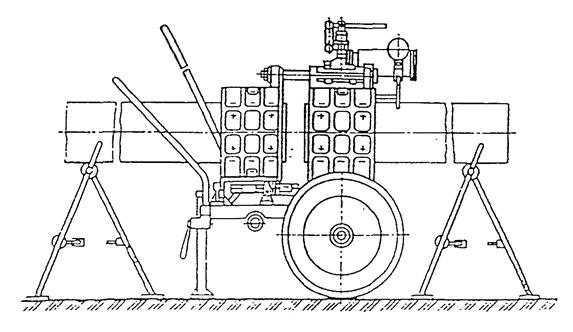
Рис. 5.4. Установка УМСТ-09 для сварки пластмассовых труб в полевых условиях
5.3. Сварка нагретым инструментом враструб.
5.3.1. Последовательность операций при сварке нагретым инструментом в раструб показана на рис. 5.5. В отличие от сварки встык в данном случае для каждого типоразмера труб требуется свой нагревательный инструмент (рис. 5.6)
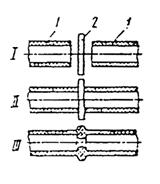
Рис.
5.5. Схема сварки труб нагретым инструментом в раструб:
I
- исходное положение труб (деталей) и нагревательного инструмента; II -
оплавление свариваемых поверхностей; III - готовое сварное соединение;
1 - свариваемые трубы; 2 - электронагревательный инструмент
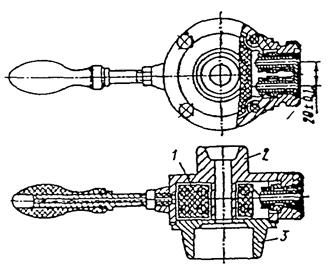
Рис.5.6. Электронагревательный инструмент для сварки в
раструб:
1 - нагревательный элемент; 2 - дорн; 3 -гильза
5.3.2. Технологический процесс сварки состоит из следующих операций: очистка и обезжиривание труб; установка и центровка труб в зажимах сварочного устройства; ввод нагревательного инструмента и оплавление свариваемых поверхностей труб; вывод нагревательного инструмента и стыковка соединяемых труб; охлаждение сварного соединения.
5.4. Сварка нагретым газом с применением присадочного материала.
5.4.1. Сварку нагретым газом с применением присадочного материала выполняют с помощью сварочных горелок различной конструкции. Этот способ универсален, отличается простотой сварочного инструмента, пригоден для сварки изделий при различном их положении в пространстве, меньшие по сравнению с другими способами требования к точности подгона деталей друг к другу, не происходит налипание расплава термопласта на инструмент и т. д. Поэтому, несмотря на сравнительно низкую производительность и недостаточно высокую прочность соединений, особенно при ударных и изгибающих нагрузках, этот способ широко применяют для соединения элементов безнапорных трубопроводов из жестких термопластов.
5.4.2. Соединения труб выполняют встык и в раструб (рис.5.7). Прочность стыкового соединения выше, чем раструбного, т.к. последнее имеет меньшую площадь сечения углового шва, более неравномерное распределение напряжений. Для подогрева и подачи струи горячего газа применяют электрические нагревательные устройства и газовые горелки.
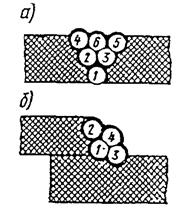
Рис.5.7. Типы сварных соединений пластмассовых труб при
сварке нагретым газом с применением присадочного материала и порядок укладки
сварочных прутков в шов;
а - при стыковом соединении; б - при соединении в раструб.
5.4.3. Для сварки пластмасс нагретым газом с применением присадочного материала отечественная промышленность выпускает электрическую горелку ГЭП-2 (рис. 5.8) Работа горелки основана на нагреве газового теплоносителя теплом электрической спирали. Горелка состоит из сопла 1, ствола 2, фарфоровой трубки 3, электрической спирали 4, изолятора 5, вентиля 6, рукоятки 7, токоподводящего провода 8, ниппеля 9 для присоединения газового шланга, в качестве которого рекомендуется применять резинотканевые рукава с внутренним диаметром 6 мм.
5.4.4. Производительность и качество сварки можно повысить за счет применения специальных наконечников. В горелке с наконечником (рис. 5.9) канал для прохода присадочного материала размещен во внутренней полости сварочного сопла наконечника. Теплоноситель, поступающий по соплу, подогревает одновременно основной материал, место сварки и присадочный пруток. Давление на пруток создается рукой, прижимающей и перемещающей горелку с наконечником вдоль шва. Пруток вводят в канал сопла после прогрева свариваемых кромок.
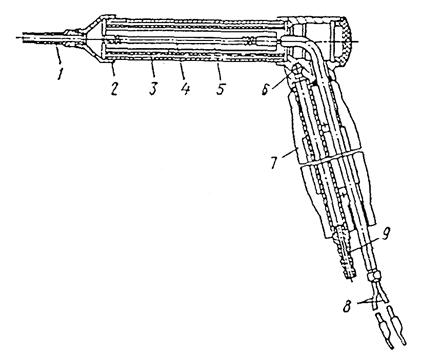
Рис. 5.8. Горелка ГЭП-2 для сварки пластмасс
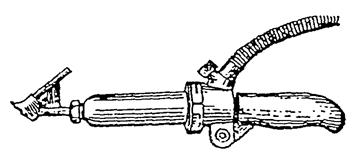
Рис. 5.9. Электрическая сварочная горелка со специальным наконечником
5.4.5. В зарубежной практике монтажных работ для сварки пластмасс применяют электрические горелки, не требующие для своей работы компрессорной установки или баллона со сжатым газом. Такие горелки снабжены малогабаритным компрессором для забора и подачи воздуха в зону сварки (рис. 5.10).
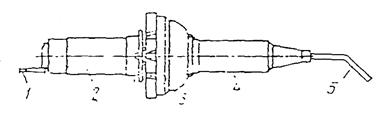
Рис. 5.10. Электрическая горелка с компрессором:
1 - кабель питания; 2 - ручка с электродвигателем; 3 - малогабаритное
устройство для забора и подачи воздуха в камеру нагрева; 4 - камера нагрева с
электронагревательным элементом; 5 - сопло
5.5. Прочие способы сварки.
В отечественной и зарубежной практике строительства пластмассовых трубопроводов кроме рассмотренных выше в небольших объемах применяют и такие способы сварки, как сварка электросопротивлением, экструдируемой присадкой, трением, нагревом прутка в контактном нагревателе, инфракрасным излучением, растворителями.
5.6. Контроль качества сварных соединений.
5.6.1. Дефекты сварных соединений пластмассовых трубопроводов подразделяются на наружные, выявляемые поверхностным осмотром, и внутренние (в сварном шве), обнаруживаемые только специальными методами контроля. Основными дефектами в сварных швах являются: несоответствие шва требуемым геометрическим размерам, подрезы, трещинообразование поры, непровары, усадочные раковины и участки материала, подверженные термоокислительной деструкции.
5.6.2. Несоответствие шва требуемым геометрическим размерам является в основном результатом нарушения сварщиком технических условий на размеры сварного шва, который должен быть в пределах допусков на его усиление. При уменьшении размеров шва снижается прочность соединения; при большом увеличении этих размеров швы нерациональны с экономической точки зрения и с точки зрения концентрации напряжений.
5.6.3. Подрезы представляют собой узкие, продольные углубления, образующиеся по краям шва в основном материале, максимальная глубина которых обычно допускается 1…2 мм. Если их глубина составляет не более 10% от толщины свариваемых элементов в неответственных конструкциях, то подрезы не подваривают. Подрезы уменьшают сечение основного материала в зоне термического влияния и служат местом концентрации напряжений и началом образования трещин. Швы с подрезами нестойки к динамическим нагрузкам.
5.6.4. Трещинообразование - наиболее опасный вид наружных и внутренних дефектов шва. Трещины в швах трудно обнаружить, так как они могут быть волосяными и находиться внутри шва. При эксплуатации изделия эти трещины увеличиваются, в результате чего соединение может разрушиться. Трещины в швах бывают продольными и поперечными. Швы, в которых возможно образование трещин, следует тщательно осматривать, а обнаруженные трещины удалять и тщательно заваривать. Предупредить трещины можно строгим соблюдением технологических режимов сварки и термической обработки сварных швов.
5.6.5. Поры образуются при сварке нагретым инструментом от длительного присутствия на воздухе оплавленных поверхностей перед их соединением и недостаточного давления осадки, неспособного выдавить поры на поверхность стыка. Наибольшую опасность для сварного стыка создают поры, расположенные в рабочем сечении шва. В зависимости от температуры окружающей среды в местах концентрации пор может наблюдаться разрушение образцов по зоне сплавления с образованием шейки. Причиной образования пор при сварке нагретым газом с применением присадочного прутка является несоответствие присадочного материала основному, высокая температура теплоносителя, приводящая к пережогу присадочного или основного материала, наличие пор в присадочном прутке и др.
5.6.6. Непровары - наиболее распространенные и опасные дефекты сварных швов, ослабляющие прочность сварного соединения. Опасность непроваров заключается в том, что по наружному виду шва нельзя установить этот дефект, так как он может находиться в любом месте шва. Причина непровара - некачественная сборка и неправильная разделка торцов труб, нарушение технологического режима сварки (малое давление и недостаточная длительность осадки), неудовлетворительная очистка присадочного материала и свариваемых поверхностей от грязи, масла, окисленной пленки и др. Непроваренные участки целиком вырезают и заваривают.
5.6.7. Усадочные раковины (или усадочные напряжения) возникают вследствие недостаточного давления, малой выдержки осадки и неравномерного охлаждения шва при его остывании. Наибольшую опасность для работоспособности сварного соединения имеют раковины в зоне сплавления.
5.6.8. Наличие в зоне сплавления стыка участка материала, подверженного термоокислительной деструкции, который образуется вследствие завышенной температуры сварки, также является опасным дефектом сварного соединения. Данный участок материала в сварном соединении не способен к рабочим нагрузкам, что приводит к концентрации напряжений и последующему разрушению стыка по зоне сплавления.
5.6.9. Требуемое качество соединений необходимо обеспечивать комплексом мероприятий, проводимых на различных стадиях их изготовления: до начала процесса (предупредительный контроль), во время изготовления соединения (активный контроль) и после изготовления соединения (приемочный контроль).
5.6.10. Предупредительный контроль предусматривает: контроль соответствия свариваемых изделий техническим требованиям; контроль качества подготовки свариваемых поверхностей; контроль технического состояния применяемых инструментов и оборудования; контроль квалификации рабочего персонала; контроль технологической подготовленности производства.
5.6.11. Активный контроль предусматривает контроль правильности технологических параметров, влияющих на качество соединения. Он включает контроль: длительности технологических этапов секундомерами и реле времени; температуры нагревательных инструментов - электрическими и другими приборами; осевого усилия при оплавлении, осадки и охлаждении - прямыми или косвенными измерениями с помощью динамометров, манометров и других приборов.
5.6.12. Приемочный контроль предусматривает проведение неразрушающих и разрушающих испытаний, на основе которых производится отбраковка соединений. В условиях стройки наиболее целесообразно применение неразрушающих методов - визуального контроля (внешнего осмотра и измерения линейных размеров сварочного фата) и контроля герметичности. Эффективность визуального контроля основана на том, что геометрические характеристики и внешний вид соединения связаны с технологическими параметрами процесса изготовления соединения. Например, форма, размеры и внешний вид наплывов при сварке нагретым инструментом встык зависят от времени и температуры оплавления, а также давления осадки. Поэтому наличие разности высот валиков свидетельствует о различной глубине проплавления двух сваренных изделий, наличие неоднородного валика по периметру шва указывает на недостаточную центровку, пористая форма валика свидетельствует о перегреве. Внешнему осмотру подлежат все сварные стыки для выявления: перекосов в соединении; перегрева материала стенок свариваемых деталей; зон непровара (пустот) между сваренными деталями; недостаточного или увеличенного валика, а также несимметричности и неравномерности его по периметру (для соединений, полученных сваркой встык).
5.6.13. Внешний осмотр производится при надлежащем освещении, при этом используется увеличительное стекло с пятикратным увеличением.
5.6.14. Герметичность соединений проверяют путем проведения гидравлических и пневматических испытаний.
5.7. Склеивание трубопроводов из поливинилхлорида.
5.7.1. Склеивание - наиболее широко-применяемый способ соединения трубопроводов и поливинилхлорида. В большинстве случаев склеивание производится в раструб, отформованный на одном из соединяемых концов труб, при этом раструб следует располагать навстречу движению транспортируемой среды.
При производстве работ по склеиванию выполняются следующие технологические операции: разметка и резка труб; нагрев конца трубы и формование раструба; калибровка конца трубы; снятие фасок на торцах трубы и раструба (на трубе - снаружи, на раструбе - внутри); зачистка и обезжиривание склеиваемых поверхностей; придание шероховатости склеиваемым поверхностям (это способствует повышению прочности клеевого соединения), нанесение клея на склеиваемые поверхности, сборка клеевого соединения, затвердевание клеевой прослойки.
Шерохование склеиваемых поверхностей (с предварительной их очисткой) производится при склеивании без зазора. Для шерохования применяется шлифовальная шкурка с крупностью абразивного зерна № 10…16. При склеивании с зазором производится только обезжиривание.
5.7.2. Для получения качественного соединения при склеивании без зазора особое внимание следует уделять подгонке наружного диаметра трубы к внутреннему диаметру раструба - труба должна входить в раструб с натягом. Это достигается путем калибровки конца трубы, при этом на подготовленных к склеиванию трубах снимают фаски: на конце трубы снаружи, на раструбе - изнутри под углом 45° на 1/3 толщины трубы.
5.7.3. Клей перед употреблением необходимо тщательно перемешать. Перед нанесением клея производят контрольную сборку соединения, при которой определяют зазор в соединении и в зависимости от него количество слоев наносимого клея (если зазор в соединении более 0,2 мм, наносят два слоя клея), а также устанавливают меткой длину вставляемого в раструб участка трубы. При склеивании без зазора клей наносят кистью равномерным тонким слоем на конец трубы и на две трети глубины раструба, чтобы избыток клея не выдавливался внутрь трубы, откуда его невозможно удалить.
5.7.4. Зазорозаполняющие клеи следует наносить кистью или шпателем тонким слоем на раструб и толстым слоем на конец трубы. Нанесение клея марки ГИПК-127 производится следующим образом. После первого слоя клея дается открытая выдержка 90 с, после второго слоя также открытая выдержка 60 с, затем трубы соединяют. Время между началом нанесения клея и сборкой соединения должно составлять не более 2 минут при температуре выше 25°С и не более 3 минут при температуре до 25°С.
Клей следует наносить только в осевом направлении мягкой кистью. Нанесение клея на соединяемые поверхности труб для DH>63 мм рекомендуется выполнять двум рабочим одновременно. Один должен наносить клей на трубу, другой - на раструб. После нанесения клея трубу вставляют в раструб, не допуская при этом их относительного вращения, чтобы в слое клея не образовывались воздушные пузырьки. Избыток клея, вытесненный из зазора между склеиваемыми поверхностями, а также капли, попавшие на поверхность труб, удаляют тампоном. В качественном клеевом соединении зазор между склеиваемыми поверхностями по всему периметру соединения равномерно заполняется клеевой пленкой.
5.7.5. Возможен также следующий способ склеивания. Конец трубы с внутренней фаской нагревают до 120…130°С до размягчения и свободно, как резиновый шланг, насаживают на холодную трубу с наружной фаской на глубину 0,8…1 ее диаметра. Отформованный раструб вместе со вставленной в него трубой быстро охлаждают холодной водой. После охлаждения и удаления влаги положение труб фиксируют меткой, наносимой на стыкуемые элементы. Затем трубы разнимают, соединяемые поверхности обезжиривают и зачищают наждачной бумагой. На конец гладкой трубы кистью наносят слой клея и вновь вставляют в раструб, совмещая метки.
Расход клея при склеивании составляет 100…200г/м2, а обезжиривателя – 100…150г/м2
5.7.6. Склеенные стыки в течение 5 мин не должны подвергаться механическим воздействиям. Склеенные узлы и плети перед монтажом должны выдерживаться не менее двух часов. Гидравлические испытания трубопровода следует осуществлять не ранее 24 часов после склеивания.
5.7.7. Работы по склеиванию производят в температурном интервале 5…35° С. Место выполнения работы защищают от ветра и атмосферных осадков. Трубы наружным диаметром до 90 мм можно соединять вручную, а трубы большего диаметра - с использованием специальных центрирующих приспособлений, применяемых для сборки разъемных раструбных соединений на резиновых уплотнительных кольцах.
Для производства работ по склеиванию труб из ПВХ наружным диаметром 20…32 мм с применением клея ГИПК-127 может использоваться специальный комплект инструментов (рис. 5.11), обеспечивающий выполнение следующих технологических операций: разметка отрезков труб; резка труб перпендикулярно их оси; зачистка, обезжиривание и шерохование склеиваемых поверхностей; снятие фасок на торцах склеиваемых труб; нанесение клея на склеиваемые поверхности.
Рис.
5.11. Комплект инструмента для склеивания труб из ПВХ DH=20…32 мм:
1 - напильник; 2 - полотна ножовочные; 3 -отвертка; 4 - вкладыши для труб DH=20
мм; 5 - емкость для обезжиривателя; 6 - приспособление для зажима труб при
резке (см. рис.4.5); 7 - шкурка
шлифовальная; 8 - ножовка ручная; 9 - флейц-кисти; 10 - струбцина; 11 - емкость
для клея; 12 - вкладыши для труб DН=25
мм; 13 - ветошь обтирочная; 14 - лопатка для перемешивания клея; 15 - рулетка;
16 - линейка
6. ИЗГОТОВЛЕНИЕ СВАРНЫХ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДОВ
6.1. Технология изготовления деталей и контроль их качества.
6.1.1. С применением сварки изготавливаются соединительные детали трубопроводов из ПЭНД, ПЭВД и ПП.
Изготовление сварных соединительных деталей пластмассовых трубопроводов осуществляется с помощью сварки нагретым инструментом встык и сварки экструдируемой присадкой. Технологические режимы приведены в разделе 5, а схема изготовления деталей дана на рис. 6.1.
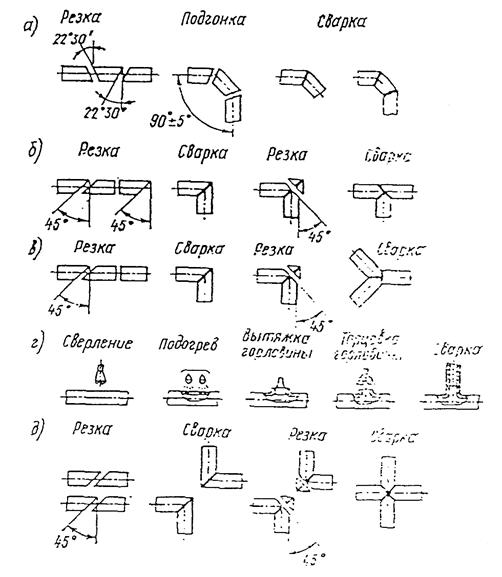
Рис. 6.1. Схема изготовления сварных соединительных
деталей пластмассовых трубопроводов:
а - односекторных отводов; б - равнопропроходных прямых тройников; в -
равно-проходных косых тройников; г - неравно-проходных тройников; д – крестовин
Примечание: При отрезке вершин сварного угольника (схемы б, в, д) необходимо предусматривать припуск на осадку при оплавлении и при сварке, для чего линию реза необходимо смещать от точки пересечения осей на 2…3 мм в сторону вершины угольника.
6.1.2. У готовых соединительных деталей контролируются внешний вид, основные геометрические параметры и стойкость к внутреннему гидростатическому давлению при температуре 20°С. Контроль качества деталей производится партиями не ранее чем через 16 часов после их изготовления.
6.1.3. Контролю на внешний вид подлежат все детали партии, при этом проверяют соответствие сварных швов требованиям, изложенным в разделе 5, а также состояние поверхности деталей вне зоны сварных швов. Контроль поверхности соединительных деталей проводят визуально.
6.1.4. Контролю основных размеров подвергаются 20 %, но не менее 10 штук деталей от партии из числа прошедших контроль на внешний вид. В случае если размер партии менее 10 штук, контроль размеров производится на всех изделиях.
6.1.5. Контроль размеров деталей производят с помощью шаблонов, угольников, калибров, рулетки, линеек и другого контрольно-измерительного инструмента.
6.1.6. Испытанию внутренним гидростатическим давлением подвергают 2 % деталей, но не менее трех по количеству от партии из числа прошедших контроль на внешний вид и контроль размеров. Значение гидростатического давления при температуре испытаний
Рисп=Рисп20k,
где Pисп20 - испытательное давление при 20°С (табл. 6.1);
k - коэффициент корреляции, зависящий от температуры рабочей жидкости в трубопроводе (Т):
|
Т,°С |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
|
k |
1,08 |
1,05 |
1,02 |
0,98 |
0,96 |
0,93 |
1,07 |
1,03 |
1,00 |
0,97 |
0,95 |
Табл. 6.1.
Значения внутреннего гидростатического давления при температуре испытаний 20°С
|
Материал детали |
Тип трубы |
Испытательное давление, МПа |
|
Полиэтилен низкого давления, полипропилен |
Т |
3,0 |
|
С |
1,8 |
|
|
СЛ |
1.2 |
|
|
Л |
0,75 |
|
|
Полиэтилен высокого давления |
Т |
2,7 |
|
С |
1,6 |
Соединительные детали должны выдерживать испытательное давление без признаков разрушения в течение не менее 1 часа. Нагружение испытываемой детали гидростатическим давлением до расчетной величины должно осуществляться за 20…60 секунд после заполнения образца рабочей жидкостью. В течение испытания давление в образце должно поддерживаться с точностью ±2 % от испытательного. Испытание проводят на специальных стендах. Испытываемый образец герметически закрывают заглушками, конструкция которых должна обеспечивать возможность подачи в образец гидравлической жидкости и полное удаление воздуха из испытываемого образца при заполнении его водой. Конструкция стенда должна обеспечивать возможность свободной деформации образцов при испытании.
При получении неудовлетворительных результатов контрольной проверки деталей хотя бы по одному показателю (внешний вид, основные размеры, стойкость к внутреннему гидростатическому давлению) этот показатель контролируется повторно на удвоенном количестве образцов, взятых из той же партии. Результаты повторной проверки являются окончательными и распространяются на всю партию.
6.2. Оборудование для изготовления деталей.
6.2.1. Изготовление сварных соединительных деталей должно производиться в условиях трубозаготовительных цехов и мастерских на специальном оборудовании, обеспечивающем правильное взаимное расположение свариваемых заготовок и соблюдение требуемых параметров сварки.
6.2.2. Для изготовления сварных соединительных деталей созданы различные устройства, отличающиеся конструктивным исполнением, но имеющие идентичные схемы работы. На рис. 6.2 приведено устройство для сварки соединительных деталей из труб DH=63…110 мм.
Рис. 6.2. Устройство для сварки соединительных деталей пластмассовых трубопроводов DН=63…110 мм
Устройство состоит из механизма для центровки и сварки заготовок труб, электронагревательного инструмента 6, инструмента для торцовки 5 и станины 4. Механизм для центровки и сварки труб состоит из двух подвижных во взаимно перпендикулярном направлении кареток. Перемещение каретки 2 производится с помощью винтовой пары и пары шестерен, перемещение каретки 1 -винтовой парой. Для закрепления труб различных диаметров каждая каретка имеет зажимные хомуты со сменными вкладышами 3. 6.2.3. С помощью устройства, показанного на рис. 6.2, производится изготовление сварных неравнопроходных тройников путем приварки патрубка ответвления к горловине, отформованной на основной трубе. Устройство состоит из подвижной 4 и неподвижной 1 кареток, ручного рычажного привода 5 подвижной каретки, пружинного устройства 6 для регулирования усилия осадки при сварке и сварного корпуса 7. В комплект устройства входят сменные вкладыши для зажима патрубка 3 и основной трубы 2, а также плоский электронагревательный инструмент. Патрубок зажимается в подвижной, а основная труба в неподвижной каретке.
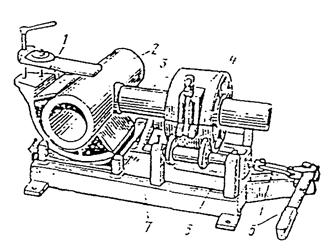
Рис.6.3. Устройство для сварки неравнопроходных тройников
7. ВЫПОЛНЕНИЕ РАЗЪЕМНЫХ СОЕДИНЕНИЙ ПЛАСТМАССОВЫХ ТРУБ
7.1. Фланцевые соединения.
7.1.1. При сборке фланцевых соединений затягивать болты нужно равномерно поочередным завинчиванием противоположно расположенных гаек и соблюдением параллельности фланцев. Не рекомендуется устранять перекос фланцев путем неравномерного натяжения болтов или применением клиновых прокладок (шайб). Гайки болтов должны быть расположены на одной стороне фланцевого соединения, а для затяжки рекомендуется применять тарированные гаечные ключи. Прокладки должны иметь размеры, соответствующие уплотнительным поверхностям буртовых втулок. Материал прокладок указывается проектом.
7.1.2. Резиновые прокладки эластичны, что позволяет обеспечивать герметичность соединений при небольших удельных давлениях на прокладке. Поэтому, учитывая, что чрезмерное сжатие ухудшает эксплуатационные свойства резины, при сборке фланцевого соединения следят за тем, чтобы деформация резиновой прокладки не превышала 20…40 % ее толщины.
При затяжке фланцевых соединений трубопроводов из фторопласта, собираемых на фторопластовых прокладках, нельзя допускать остаточные деформации в прокладках. Необходимо следить, чтобы уменьшение толщины прокладки не превышало 10…15% ее номинального размера. Во избежание перенапряжения применяют комбинированные прокладки, состоящие из листовой резины и чехольчика из тонкого фторопласта (рис. 7.1)

Рис. 7.1. Резиновая прокладка в чехольчике из фторопласта:
1 - оболочка из фторопласта; 2 - резиновая прокладка
7.1.3. Для трубопроводов из полиолефинов наружным диаметром более 225 мм разработан следующий способ изготовления фланцевого соединения с помощью сегментов, привариваемых на торцах труб. От трубы, на которой необходимо получить упорный бурт, отрезают кольцо шириной 30 мм, разрезают его на сегменты длиной 80 мм. Последние приваривают к трубе на расстоянии 2…3 мм от торца (рис 7.2), чем обеспечивается необходимый зазор для создания уплотнения в стыке. Количество привариваемых сегментов зависит от диаметра полиэтиленовой трубы (для труб DН=225 мм - 6 шт., DН=315 мм - 8 шт., DН=400 мм - 10 шт., DН=680 мм – 16 шт.
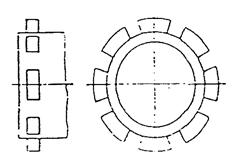
Рис. 7.2. Труба с приваренными сегментами для изготовления фланцевых соединений трубопроводов диаметром DH>225 мм
7.2. Соединение с накидными гайками.
7.2.1. Выполнение соединений с накидными гайками осуществляют следующим образом. Концы соединяемых труб обрезают под прямым углом, на один конец надвигают накидную гайку и упорное кольцо, а на другой - резьбовую втулку. Затем соединяемые концы труб нагревают и формуют на них прямой бурт или конусный раструб (в зависимости от типа выполняемого соединения), а после этого производят сборку соединения, используя для сборки стандартные гаечные ключи. Через некоторое время соединение дополнительно подтягивают.
7.2.2. Формование конусного раструба на тонкостенных трубах нельзя производить в холодном состоянии, так как в этом случае в трубах возникают внутренние напряжения. Конец трубы может быть нагрет и расширен непосредственно на конусном кольце и обжат в размягченном состоянии.
7.2.3. При сборке соединений на отбортованных трубах необходимо следить, чтобы резьбовая втулка и упорное кольцо со стороны буртов имели скругления (для предотвращения надрезов буртов при сборке соединения).
7.3. Раструбные соединения на резиновых кольцах.
Раструбные соединения труб из ПВХ повышенной прочности, имеющие раструбы с желобками, осуществляются с помощью резиновых уплотнительных колец следующим образом. Внутренняя поверхность раструба в зоне желобка под резиновое уплотнительное кольцо очищается с помощью ветоши от грязи, воды и пыли для обеспечения плотности соединения исключения выдавливания кольца из желобка при сборке соединения. В желобок раструба вкладывается резиновое уплотнительное кольцо широкой стороной к внутренней части трубы (рис. 7.3), при этом для облегчения установки его предварительно складывают в форме «сердца» или «восьмерки». Перед укладкой кольца с него удаляют выпрессовку - участки резины, выдавленной между отдельными частями пресс-форм при изготовлении кольца.
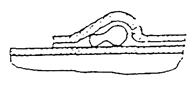
Рис.7.3. Укладка резинового уплотнительного кольца в канавке раструба трубы
Для лучшего вдвигания трубы в раструб при сборке соединения гладкий конец трубы с фаской и внутреннюю поверхность резинового кольца смазывают глицерином. Вместо глицерина в качестве смазки можно использовать вазелин, жидкое мыло или густой мыльный раствор (употребление масла и солидола не допускается из-за низкой маслостойкости резиновых уплотнительных колец). На трубе, вставляемой в раструб, карандашом отмечается глубина раструба, а на торце с помощью драчевого напильника или другого инструмента снимают наружную фаску (рис. 7.4). Размеры фаски в зависимости от наружного диаметра труб DН следующие:
|
DН, мм |
110 |
140 |
160 |
225 |
280 |
315 |
|
Размер фаски, мм |
8,0 |
10,0 |
11,5 |
16,0 |
20,0 |
20,0 |
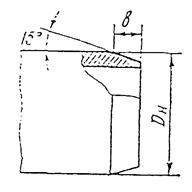
Рис. 7.4. Схема снятия фаски на конце трубы
Гладкий конец трубы вводят в раструб либо раструб надвигают на трубу на всю его глубину (до тех пор, пока метка на трубе не совпадет с торцом раструба), затем трубу извлекают из раструба на 1 см. Это необходимо для компенсации температурных удлинений трубопровода. Для сборки соединений применяют различные стяжные приспособления (рис. 7.5 и 7.6).
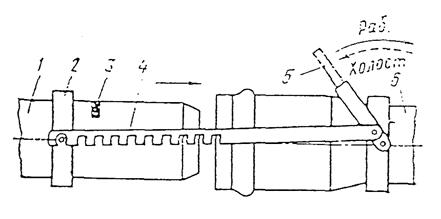
Рис. 7.5. Сборка раструбного соединения на резиновом
кольце с помощью рычажного приспособления:
1 - труба с гладким концом; 2 - хомут; 3 - ограничительная метка; 4 - тяга; 5 -
рычаг; 6 - труба с раструбом
Рис. 7.6. Сборка раструбного соединения на резиновом
кольце с помощью рычага:
1 - рычаг; 2 - прокладка из твердого дерева; 3 - труба с гладким концом; 4 -
труба с раструбом
7.4. Прочие виды разъемных соединений.
7.4.1. В резьбовых соединениях изготовление резьбы производится как на самих трубах, так и на присоединяемых к трубам (сваркой или склеиванием) специальных резьбовых втулках. Изготовление резьбы на толстостенных трубах целесообразно производить методом выдавливания, так как при этом сохраняется ориентация материала вдоль оси трубы, в то время как при нарезании резьбы волокна материала разрушаются. Однако, даже при выдавливании резьбы ослабление сечения настолько велико, что в случае применения резьбового соединения допускаемое рабочее давление должно быть снижено. Резьбовые соединения тонкостенных труб целесообразно осуществлять наклеиванием на конец трубы втулки с наружной резьбой. Применяют также изготовленные литьем под давлением футорки, имеющие с одной стороны резьбу, а с другой - раструб, предназначенный для сварки или склеивания. Уплотнение соединений осуществляется с помощью пеньки или льна, обмазанных суриком. Сборку резьбовых соединений следует производить осторожно без перекосов. Нарезка внутренней резьбы на пластмассовых трубах не допускается, так как под воздействием внутреннего давления труба несколько расширяется, и соединение может дать течь.
7.4.2. Изготовление ниппельных соединений производится следующим образом. Конец пластмассовой трубы разогревают, затем надвигают на ниппель таким образом, чтобы труба полностью огибала кольцевые ребристые выступы ниппеля. После охлаждения на трубу устанавливают обжимной хомут. Надвигать трубу на ниппель без подогрева не рекомендуется, так как возможно образование на трубе внутренних трещин. Для безнапорных систем ниппельное соединение может быть получено без установки обжимного хомута. Плотность такого соединения обеспечивается за счет усадки расширенного участка пластмассовой трубы при охлаждении.
8. МОНТАЖ ТРУБОПРОВОДОВ
8.1. Техническая документация на трубопроводы.
8.1.1. Техническая документация, по которой изготавливают и монтируют трубопроводы, должна быть разработана с соблюдением строительных норм и правил (СНиП), других нормативных документов, а также с учетом специфики проектирования пластмассовых трубопроводов.
8.1.2. Объем и содержание технической документации должны соответствовать требованиям СН СНиП 11-01-2003 "Инструкции о порядке разработки, согласования, утверждения и составе проектной документации на строительство предприятий, зданий и сооружений", а также требованиям соответствующих стандартов.
8.1.3. Техническая документация (рабочие чертежи) на строительство пластмассовых трубопроводов делятся на два вида: монтажные чертежи, разрабатываемые отраслевыми проектными организациями, и деталировочные чертежи (КТД), разработку которых в большинстве случаев осуществляют проектные подразделения монтирующих организаций.
8.1.4. Монтажные чертежи выполняются в объеме, позволяющем разработку деталировочных чертежей трубопроводов необходимых для их индустриального изготовления и монтажа. В монтажных чертежах приводятся сведения о методах и параметрах испытаний трубопроводов, требования по обработке внутренней поверхности трубопроводов (промывке, продувке, обезжириванию) и др.
8.1.5. Техническая документация трубопроводов должна определять трассу прокладки трубопроводных линий с указанием мест креплений, отвечать требованиям безопасной эксплуатации трубопроводов, обеспечивать их надежность, экономичность, ремонтоспособность.
8.1.6. На монтажных и деталировочных чертежах трубопроводов элементы, арматуру, а также контрольно-измерительные приборы изображают условными обозначениями, приведенными в прил. 5.
8.1.7. Условные обозначения, употребляемые при разработке монтажных и деталировочных чертежей, не нормируемые нормативными документами, приведены в прил. 6.
8.2. Методы монтажа трубопроводов.
8.2.1. Монтаж пластмассовых трубопроводов выполняют в соответствии с проектами трубопроводных линий, деталировочными чертежами, проектом производства работ (ППР), строительными нормами и правилами производства и приемки работ (СНиП), а также в соответствии с требованиями настоящих ОСН.
8.2.2. Монтаж трубопроводов, как правило, следует производить индустриальными методами, которые предусматривает заводское (централизованное) изготовление деталей и узлов трубопроводов по деталировочным чертежам и поставку их на объекты строительства в укрупненных блоках, узлах, элементах или секциях, укомплектованных арматурой, фланцами, метизами, а также опорами и подвесками. Это позволяет перенести до 75% всех трудозатрат и до 90% общего количества сварных стыков с монтажной площадки в заводские условия, а также значительно повысить уровень индустриализации, качество, сократить сроки изготовления и монтажа пластмассовых трубопроводов.
8.2.3. Наиболее эффективным является крупноблочный монтаж трубопроводов, при котором в трубозаготовительных цехах или на приобъектных площадках собирают обвязочные трубопроводы вместе с оборудованием в монтажные блоки, которые в укрупненном виде устанавливают в проектное положение. Этот метод отличается значительным повышением производительности труда и сокращением сроков строительства.
8.2.4. Монтажная организация в зависимости от условий производства работ определяет методы монтажа трубопроводов, несет ответственность за соблюдение требований и правил, предъявляемых к монтажу трубопроводов проектом и соответствующими ведомственными нормативными документами.
8.2.5. Для монтажа, изготовления сварных и формованных соединительных деталей при сооружении газопроводов должны применяться только трубы, предназначенные для этих целей.
8.2.6. Вопросы изменения проекта, которые возникают в процессе изготовления и монтажа трубопроводов, в том числе замены материалов и типоразмеров труб, арматуры, опор и подвесок, должны быть согласованы с заказчиком и с проектной организацией.
8.2.7. Выполнение монтажных соединений трубопроводов следует производить согласно разделам 4, 5 и 6 настоящих ОСН.
8.2.8. Тепловую изоляцию следует монтировать только после проведения испытаний трубопровода с выполнением мер, предотвращающих его повреждение (установка под бандажами и проволочными стяжками прокладок из брезента, асбестовой ткани или нескольких слоев стеклоткани).
8.2.9. Монтаж пластмассовых трубопроводов из полиэтилена ведут при температуре не ниже минус 20°С, из полипропилена и поливинилхлорида - не ниже минус 10°С.
Доставка пластмассовых труб с места хранения на монтаж в количестве, определяемом сменной выработкой, должна производиться непосредственно перед выполнением монтажных работ.
8.2.10. Для работ при монтаже трубопроводов обычно используют легкие самоходные стреловые краны, кранбалки, тельферы, тали, консольные поворотные краны, а также рычажные лебедки. Стропят узлы пластмассовых трубопроводов на ровных участках не менее чем в двух точках (во избежание резких перегибов трубы), запрещается стропить узлы за отбортовки или фланцы, за соединительные детали и ответвления в непосредственной близости от сварных швов. Стропы выбирают мягкие из текстоленты, пенькового каната и др.
8.3. Изготовление деталей, узлов и блоков трубопроводов.
8.3.1. Индустриальные методы монтажа пластмассовых трубопроводов предусматривают изготовление поточным способом деталей и узлов трубопроводов в условиях трубозаготовительных цехов монтажно-заготовительных заводов или промбаз монтажных организаций. При этом применяется специальное оборудование, установленное в определенной технологической последовательности и связанное между собой транспортными или грузоподъемными средствами для передачи заготовок с одного рабочего места на другое. Технологический процесс изготовления узлов пластмассовых трубопроводов в трубозаготовительных цехах состоит из операций, приведенных на рис. 8.1.
8.3.2. Изготовление узлов и блоков трубопроводов производится с учетом возможности и условий их транспортирования к месту монтажа и максимально возможного сокращения объемов работ на монтажной площадке, применения максимального количества однотипных по геометрической форме и размерам элементов, возможности сборки сложных пространственных заготовок.
8.3.3. Для изготовления узлов трубопроводов необходимо использовать трубы, соединительные детали и материалы, указанные в спецификациях проекта и удовлетворяющие требованиям соответствующих нормативных документов.
8.3.4. Трубозаготовительные работы, сварку и склеивание, выполнение разъемных соединений и контроль качества выполняемых операций при изготовлении узлов трубопроводов следует проводить в соответствии с указаниями разделов 4 и 5 настоящих ОСН.
8.3.5. Отклонение габаритных размеров узлов пластмассовых трубопроводов от проектных при габаритном размере деталей 3 м не должны превышать ±5 мм; на каждый последующий метр увеличение габаритного размера дополнительно ±2 мм. Общее отклонение при этом не должно превышать 15 мм.
Отклонение габаритных размеров узлов трубопроводов, связанных с изготовлением и монтажом опорных конструкций и технологического оборудования, компенсируется на монтаже за счет прямолинейных участков. Для компенсации отклонений свободные концы узлов трубопроводов изготавливаются большими по длине не менее чем на 20 мм.
Допустимые отклонения по прямолинейности осей в узле не должны превышать 10 мм на 1 м.
8.3.6. При строительстве объектов с объемом работ до 1 км трубопроводов или удаленных от основных баз на расстояние свыше 100 км целесообразно применять передвижные трубозаготовительные мастерские по изготовлению узлов пластмассовых трубопроводов непосредственно на монтажной площадке. Мастерские оснащаются необходимым оборудованием, устройствами и инструментом.
8.3.7. Испытание изготовленных узлов трубопроводов, как правило, следует производить на специальных стендах в трубозаготовительных мастерских. Допускается испытание узлов в составе смонтированного трубопровода.
8.3.8. Маркировку изготовленных узлов трубопроводов следует производить в соответствии с указаниями проектной документации.
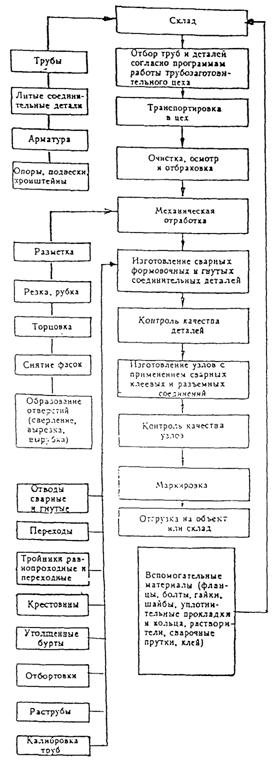
Рис. 8.1. Схема технологического процесса изготовления деталей и узлов пластмассовых трубопроводов
8.4. Подготовительные работы перед монтажом трубопроводов.
8.4.1. До начала монтажа пластмассовых трубопроводов монтажная организация должна выполнить следующие подготовительные работы:
комплектацию материалов и изделий по номенклатуре, указанной в проекте, и в соответствии с ППР. Все материалы и изделия должны иметь документы, удостоверяющие их качество;
подготовку крытых площадок для складирования и хранения труб, соединительных деталей, узлов трубопроводов и других материалов и изделий из расчета обеспечения не менее двухсменной потребности (условия складирования и хранения см. разд. 3);
комплектацию сварочного и монтажного оборудования, устройств и инструментов и выполнение их наладки;
проверку знаний линейными ИТР и бригадирами (звеньевыми) ППР рабочей и нормативной документации;
подготовку рабочих к производству работ по монтажу пластмассовых трубопроводов с учетом их специфики, а также требований к надежности трубопроводных систем.
8.4.2. Поступающие на монтаж пластмассовые трубы, детали и арматура должны соответствовать требованиям п. 3.3. настоящих ОСН.
Сварные и формованные соединительные детали должны изготавливаться только из отрезков труб, предназначенных для сооружения данного трубопровода.
8.4.3. До начала монтажа пластмассовых трубопроводов должны быть закончены все строительные (включая отделочные), электро- газосварочные и теплоизоляционные работы, монтаж технологического оборудования и трубопровод (стальные, из чугуна, из цветных металлов и др.), а также выполнены траншеи под трубопроводы, сооружены эстакады, лотки, каналы и пр.
8.4.4. При приемке траншей должно быть проверено соответствие их размеров проектным, правильность устройства откосов, соблюдение уклонов, качество постелей и состояние креплений. Основания траншей в скальных фунтах должны быть подсыпаны слоем песка толщиной не менее 20 см. Песок не должен содержать масел и органических примесей.
8.4.5. В местах, указанных в проекте (в стенах зданий и каналов, перекрытиях, покрытиях и на колоннах), должны быть установлены закладные детали под опорные конструкции трубопроводов, а в местах проходов трубопроводов через фундаменты, стены, перегородки и перекрытия зданий - защитные гильзы (футляры).
8.4.6. Закладные детали и гильзы должны соответствовать рабочим чертежам проекта и устанавливаться в отверстие с плотным прилеганием опорных поверхностей к строительным конструкциям и с последующим замоноличиванием бетоном.
8.4.7. При отсутствии указаний в проекте допускается изготовление гильз из стальных, асбестоцементных и других труб, концы которых должны выступать на 20-50 мм из пересекаемой конструкции. Длину футляров допускается принимать равной толщине стены, перегородки или перекрытия. Внутренний диаметр футляра должен быть на 10-20 мм больше диаметра трубы, а зазор между трубой и футляром после монтажа трубопровода тщательно уплотнен асбестом или другим негорючим мягким материалом.
8.4.8. Отклонения отметок закладных деталей для установки опор и подвесок не должны превышать от проектного положения: по осям в плане ±10 мм, по высотным отметкам - 10 мм, по уклону +0,001 (только в сторону увеличения – 1 мм на 1 м длины трубопровода).
8.4.9. Проходы и подъезды до начала монтажа трубопроводов должны быть освобождены от строительного мусора и посторонних предметов, чтобы обеспечить свободный доступ к рабочим местам.
8.4.10. На приемку строительных конструкций под монтаж трубопроводов составляется акт.
8.4.11. Технологическое оборудование до начала монтажа пластмассовых трубопроводов должно быть установлено в проектное положение (за исключением случаев, когда оборудование монтируют в комплекте с обвязочными трубопроводами агрегатированными блоками). Поэтому перед монтажом проверяют соответствие чертежам, расположение штуцеров технологического оборудования, к которым присоединяются трубопроводы, а также точность установки оборудования по осям и отметкам. При отступлениях от проекта корректируются чертежи узлов и места расположения замыкающих (монтажных) стыков между узлами трубопроводов.
8.4.12. Для выполнения монтажных работ на высоте должны быть сооружены согласно проекту производства работ инвентарные сборно-разборные леса или подмости (самоходные или перемещающиеся). Применение самодельных неинвентарных лесов или подмостей допускается только с письменного разрешения руководства монтажной организации. При работе на высоте более 4 м неинвентарные леса и подмости выполняют по проекту, утвержденному главным инженером монтажной организации.
8.4.13. Непосредственно перед монтажом трубопроводов производится ознакомление с местом прокладки трубопровода, при этом выясняют, возможно ли проложить трубопровод в соответствии с монтажными чертежами (на принятом расстоянии от стен и колонн здания или сооружения, на заданной высоте) и не мешают ли прокладке трубопровода какие-либо препятствия (ранее смонтированные конструкции систем вентиляции, линии электропроводов и др.), возможно ли установить в местах, указанных на чертежах, опорные конструкции, компенсаторы, арматуру и т.д.
8.5. Монтаж трубопроводов в зданиях.
8.5.1. При сооружении пластмассовых трубопроводов в зданиях непосредственно на месте монтажа выполняются следующие работы: монтаж опор и подвесок; укрупнительная сборка в блоки плоских и пространственных узлов трубопроводов, полученных с трубозаготовительных предприятий; комплектация и подготовка собранных блоков и узлов к монтажу; установка в проектное положение блоков и отдельных узлов; установка арматуры и компенсаторов, не вошедших в состав узлов и блоков; выполнение монтажных соединений, замыкающих стыков между отдельными узлами и блоками; испытание линии трубопроводов и сдача их в эксплуатацию; разборка лесов и подмостей.
8.5.2. Прокладывать трубопроводы следует в соответствии с проектом на отдельных опорах, подвесках или на сплошном основании. Опорные конструкции должны быть также установлены для арматуры и компенсаторов. В качестве отдельных опор и подвесок допускается по согласованию с проектной организацией применять крепления, используемые для металлических трубопроводов. При этом применяемые крепления в местах соприкосновения с пластмассовой трубой не должны иметь острых кромок и заусенцев, а между трубой и прилегаемой к ней деталью крепления должна быть уложена прокладка из эластичного материала (резины, войлока, пластмассы и т. д.), обычно приклееваемая к детали клеем 88Н. Ширина прокладки должна на 1G мм превышать ширину детали (хомута, скобы), либо деталь должна иметь отбортовки, фаски, скругленные края, исключающие повреждение труб при температурных удлинениях трубопровода. Хомуты опор и подвесок не должны препятствовать осевым перемещениям трубопровода при температурных удлинениях.
8.5.3. Устанавливаемые опорные конструкции, сплошные основания, опоры и подвески, изготовленные из металла, должны иметь антикоррозионное покрытие, предусмотренное проектом в зависимости от условий эксплуатации.
8.5.4. Опоры и подвески, опорные конструкции устанавливают на предварительно размеченные места, при этом их положение должно обеспечивать заданные проектом трассировку и уклон трубопровода. Отклонение положения опор и опорных конструкций от проектного положения не должно превышать в плане ±5 мм для трубопроводов, прокладываемых внутри помещения.
При необходимости регулирования положения трубопровода в вертикальной плоскости и для обеспечения проектного уклона допускается установка под подошвы опор металлических прокладок соответствующей толщины, привариваемых к опорным конструкциям. Регулировка положения трубопровода с помощью прокладок между трубопроводами и опорами не допускается. Регулировка длины тяг подвесок производится только за счет резьбового регулировочного узла на них. Тяги подвесок трубопроводов, имеющих температурные удлинения, должны быть установлены с наклоном в сторону, обратную удлинению трубопровода.
8.5.5. Опоры, подвески, опорные конструкции должны плотно прилегать к строительным конструкциям (колоннам, ригелям, панелям, перекрытиям, стенам и т.д.), технологическим металлоконструкциям и оборудованию, к которым они крепятся. Крепление осуществляется различными способами: к железобетонным колоннам стяжными болтами, углубленными в специально вырубленные канавки; к металлоконструкциям - на сварке. Если трубопроводы размещают в бороздах или шахтах, необходимо, чтобы внутренние поверхности люков и щитов, закрывающих борозды или шахты, не имели острых выступов (болтов, гвоздей и др.).
8.5.6. Поступающие на монтаж трубы, детали и узлы трубопроводов до их установки в проектное положение должны проходить укрупнительную сборку на специальных участках, размещаемых в закрытых помещениях непосредственно возле строящегося объекта и рядом с подъездными дорогами. Укрупнительную сборку производят на выверочных стеллажах или столах, оснащенных тисками, центраторами и упорами, обеспечивающими правильное положение труб, деталей, узлов и арматуры при выполнении неразъемных и разъемных соединений. Размеры и масса укрупненных узлов трубопроводов должны обеспечивать удобство их транспортировки к месту установки в проектное положение, возможность прохода через строительные проемы, между смонтированными металлоконструкциями, оборудованием, линиями других строящихся трубопроводов. Поскольку поступающий на монтаж узел не должен требовать каких-либо подгоночных работ на месте установки, то рекомендуется производить предварительно контрольную сборку сопрягаемых между собой укрупненных узлов. При укрупненной сборке деталей, арматуры и узлов трубопроводов с них снимают временные заводские заглушки и пробки, предохраняющие их концы от загрязнения в период транспортировки и хранения, производят контрольные замеры узлов, проверяют расположение присоединительных штуцеров у оборудования в местах установки блоков, при необходимости на узлах и элементах отрезают припуски или, наоборот, приваривают патрубки нужной длины. Перед установкой арматуры в укрупненный узел нужно убедиться в том, что запорный орган легко открывается и закрывается, а при установке проверить правильность подбора фланцев, крепежа, прокладочных материалов и следить за тем, чтобы не было перекоса при сборке фланцевых соединений арматуры.
8.5.7. Монтаж готовых блоков и узлов трубопроводов начинают от аппаратов и технологического оборудования, оставляя свободные концы труб для присоединения к ним прямых участков. Укрупненные блоки и отдельные узлы вначале временно закрепляют на подвесках или опорах, затем присоединяют к аппаратам (оборудованию). Прямые участки укладывают не менее чем на две опоры, а пространственные крепят так, чтобы они не могли сместиться под влиянием собственной массы (перед установкой узлов и прямых участков труб необходимо убедиться, что в трубах нет посторонних предметов и грязи). Если аппарат (оборудование) нужно установить в труднодоступном месте или на высоте, то целесообразно максимальное количество узлов смонтировать до подъема аппарата (оборудования) в проектное положение. После выполнения монтажных соединений отдельных блоков трубопроводов собранный участок окончательно закрепляют на опорах и подвесках, выверяют и регулируют в соответствии с монтажной документацией. Защитные кожухи, предусмотренные проектом на разъемных фланцевых соединениях трубопроводов, необходимо устанавливать только после проведения испытания трубопровода.
8.5.8. Арматура и компенсаторы пластмассовых трубопроводов, как правило, устанавливаются на отдельных опорах или подвесках, чтобы не создавать дополнительной нагрузки на трубопровод и его соединения. Арматуру на горизонтальных трубопроводах устанавливают шпинделями вертикально вверх или наклонно, в пределах верхней полуокружности. При монтаже арматуру стропят только за корпус. Монтировать компенсаторы необходимо согласно указаниям, приведенным в проекте. П-образные и лирообразные компенсаторы присоединяют к трубопроводам сваркой или на разъемных фланцевых соединениях в зависимости от типа соединений, принятого проектом для данного трубопровода. Крепление арматуры и компенсаторов к опорным конструкциям производится хомутами или скобами.
8.5.9. Если пластмассовые трубы применяются для защиты электропроводок, то их ввод в аппараты и коробки осуществляют в соответствии с рис. 8.2. (для уплотненных вводов) или рис. 8.3. (если вводы уплотнять не требуется). При изменениях длины трубопровода в процессе эксплуатации необходимо предусматривать место для перемещения конца трубы на вводе.
8.5.10. При монтаже трубопроводов должны быть выдержаны предусмотренные проектом уклоны. При отсутствии таких указаний трубопроводы следует прокладывать с уклоном 0,002-0,005 в сторону аппарата или дренажных устройств.
8.5.11. При установке на пластмассовых трубах устройств для продувки и дренажа необходимо, чтобы способ присоединения к трубам пластмассовых штуцеров был равнопрочен применяемым в трубопроводе соединениям.
8.5.12. Арматура пластмассовых трубопроводов соединяется с трубопроводами только на разъемных фланцевых соединениях. При установке арматуры проверяют правильность подбора фланцев, крепежа, прокладочных материалов и следят за тем, чтобы не было перекоса при сборке фланцевых соединений арматуры.
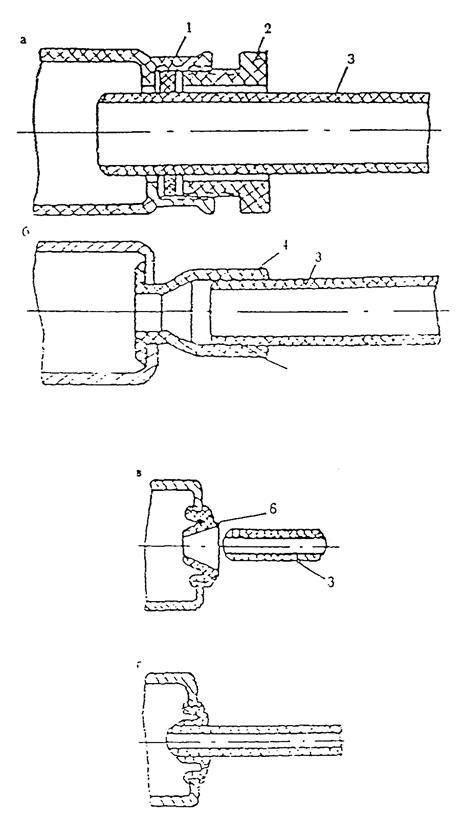
Рис. 8.2. Способы уплотнения вводов пластмассовых труб в
аппараты и протяжные коробки:
а - через сальник с резиновым уплотнением; б - через запрессованный патрубок с
клеевым соединением; в, г - через эластичную втулку (в - до ввода трубы; г -
после ввода трубы);
1 - резиновое уплотнение; 2 - корпус сальника; 3 - пластмассовая труба; 4 -
патрубок из ПВХ; 5 - клеевое соединение; 6 - эластичная втулка
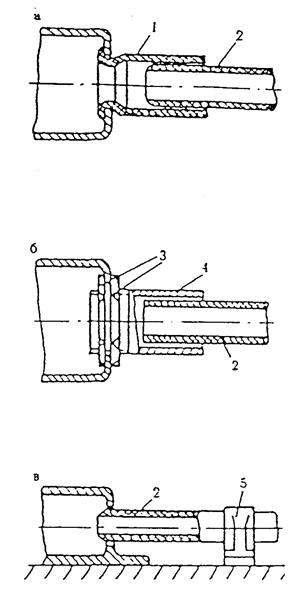
Рис. 8.3. Схемы неуплотненных вводов пластмассовых труб в
протяжных коробках:
а - через запрессованный патрубок; б - через патрубок, установленный с помощью
крепежных деталей; в - непосредственно в отверстие коробки;
1 - патрубок из ПВХ; 2 - пластмассовая труба; 3 - гайки; 4 - металлический
патрубок с резьбой; 5 - крепежная скоба
8.5.13. При сооружении внутрицеховых пластмассовых трубопроводов в большинстве случаев используется самокомпенсация трубопроводов. Это достигается выбором рациональной схемы прокладки, правильным размещением так называемых "мертвых" точек, делящих трубопровод на такие участки, температурная деформация которых происходит независимо друг от друга и самокомпенсируется. При сооружении межцеховых трубопроводов компенсацию осуществляют только с помощью П-образных и лирообразных компенсаторов. Для полиолефиновых труб наружным диаметром до 50 мм допускается применять компенсационные петли, которые должны располагаться в вертикальной плоскости выпуклостью вниз.
8.5.14. При выборе расположения соединений принимают меры по их возможной разгрузке и повышению надежности трубопровода в целом, а также созданию условий эффективного монтажа и эксплуатации. К числу таких мер относятся следующие.
Соединения, выполняемые на горизонтальных участках надземных трубопроводов, целесообразно размещать на расстоянии от отдельных опор и подвесок, равном 1/5-1/4 длины пролета. В этой зоне минимальны изгибающие напряжения, возникающие от массы транспортируемого вещества и самого трубопровода. Не допускается расположение сварных соединений от опор и подвесок на расстоянии менее 50 мм. В местах расположения разъемных соединений (например, на свободных фланцах) в сплошном основании должны быть предусмотрены разрывы. Величина разрывов выбирается из условия обеспечения свободных перемещений фланцев, движущихся совместно с трубопроводом в процессе компенсации температурных деформаций. На прямых вертикальных участках соединения располагают ближе к опорам. Такое расположение позволяет разгрузить узлы соединений от изгибающих усилий, возникающих в случае потери трубопроводом устойчивости при изменении температуры.
В надземных прокладках узлы соединений, выполненных с помощью металлических соединительных деталей, должны иметь опоры, исключающие передачу нагрузки от их массы на пластмассовый трубопровод. Соединения должны располагаться в местах, где может быть обеспечено безопасное и производительное выполнение сварочных работ. По возможности соединения целесообразно размещать в местах, легко доступных для осмотра и ремонта при эксплуатации. Расположение соединений в футлярах (при пересечении строительных конструкций) не допускается.
8.6. Ремонт трубопроводов в процессе монтажных работ.
8.6.1. Выявленные в процессе испытания смонтированного трубопровода дефекты требуют проведения соответствующих ремонтных работ - устранения течи в разъемных соединениях, замены неразъемных соединений, отдельных труб или участков трубопровода и др.
8.6.1. Течи в разъемных соединениях трубопровода ликвидируют общеизвестными методами - подтягиванием болтов, подвертыванием накидных гаек, заменой уплотнительной прокладки и т.д. Пластмассовые накидные гайки, снятые в процессе ремонтных работ с металлических деталей, применять вторично не допускается.
8.6.2. Дефектные сварные соединения, соединительные детали и поврежденные участки труб вырезают и заменяют новыми тех же размеров, используя соответствующие методы и оборудование, применяемые при монтажных работах. Устранение дефектов сварных соединений напорного трубопровода сваркой нагретым газом с применением присадочного материала не допускается.
8.6.3. При производстве ремонтных работ, связанных с вырезкой дефектных участков и заменой их вставками, в условиях, когда отсутствует возможность осевого перемещения трубопровода, рекомендуется сварка в косой стык.
8.6.4. При применении сварки в косой стык угол среза торцов соединяемых труб должен быть равным 45°, и сварка должна производиться под давлением, приложенным перпендикулярно оси трубопровода.
8.6.5. Сварка в косой стык должна выполняться следующим образом. Из трубопровода вырезается дефектный участок под прямым углом, после чего свободные концы трубопровода образуются под углом 45°. Замеряется расстояние между верхними точками вырезанного участка трубопровода, и в соответствии с этим размером из новой трубы вырезается вставка с косыми концами длиной на ≈20 мм больше, чем вырезанный участок (20 мм - припуск на оплавление при сварке). Готовая вставка с косыми концами устанавливается в рассечку трубопровода, при этом один конец вставки временно соединяют с трубопроводом фиксирующей муфтой, а другой конец вставляют в сварочную струбцину, закрепленную на трубопроводе (рис. 8.4.) Осевая линия установленной вставки должна быть на ≈10 мм выше осевой линии трубопровода. Сварка стыков выполняется поочередно: с одного, а затем с другого конца вставки. Для этого находящийся в струбцине свариваемый конец вставки приподнимают, устанавливают между свариваемыми поверхностями нагревательный инструмент и с помощью силового устройства струбцины прижимают к нему торцы труб. После оплавления торцов вращением ручки струбцины приподнимают оплавленный конец вставки, убирают нагревательный инструмент, а затем вставку опускают и прижимают к оплавленной поверхности торца трубопровода с требуемым давлением.
Свариваемый стык выдерживают в течение 20-30 мин. (под нагрузкой 5-10 мин.), затем струбцину снимают, переносят на второй стык и продолжают сварку аналогичным образом. Основные параметры процесса сварки труб в косой стык такие же, как и при сварке в прямой стык. Если позволяют условия, один из стыков при замене дефектного участка вставкой выполняется прямым, а другой - косым.
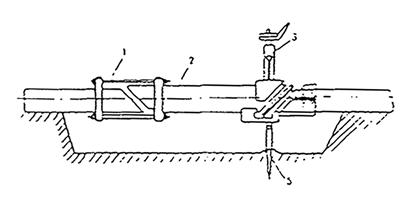
Рис. 8.4. Схема ремонта трубопровода сваркой в косой стык:
1 - фиксирующая муфта; 2 - ввариваемая вставка; 3 - струбцина; 4 -
нагревательный инструмент; 5 - опера
9. УСТРОЙСТВО СИСТЕМ ВНУТРЕННИХ СЕТЕЙ ВОДОСНАБЖЕНИЯ
Данный раздел заключает требования, общие для всех труб и соединительных деталей из полимерных материалов. Специфические требования для каждого вида трубопроводов из полимерных материалов приведены в соответствующих разделах настоящих ОСН.
Трубы, соединительные детали и элементы из полимерных материалов, вещества для смазки, клеи и пр. должны иметь сертификаты или технические свидетельства, а также гигиенические заключения Госсанэпиднадзора Минздрава России.
Выбор материала труб систем холодного и горячего водоснабжения следует производить с учетом назначения и условий работы трубопроводов, температуры транспортируемой воды, а также срока службы трубопроводов. Трубы и соединительные детали из полимерных материалов, предназначенные для хозяйственно-питьевого водоснабжения, должны иметь в маркировке слово «Питьевая».
Напорные трубы из полимерных материалов и их соединения, применяемые для внутреннего водопровода горячей воды, должны быть рассчитаны на условия постоянного воздействия температуры воды 75°С и расчетного периода эксплуатации не менее 25 лет.
В приложениях 3 и 4 приведены системы холодного и горячего водоснабжения из металлопластиковых и полипропиленовых труб «Рондом сополимер» (PPRC).
9.1. Виды и способы соединения труб.
9.1.1. Напорные трубы, предназначенные для внутренних водопроводов, должны соединяться в зависимости от вида полимерного материала:
- на сварке в раструб (полиэтиленовые, полипропиленовые, полибутеновые и др.);
- на клею в раструб (поливинилхлоридные, стеклопластиковые, базальтопластиковые и др.);
- механическим путем с помощью разъемных и неразъемных соединительных деталей (метаплополимерные, из «сшитого» полиэтилена и др.). Подробные сведения по соединению пластмассовых труб в разделах 5 и 7 настоящих ОСН.
9.1.2. Способы соединения пластмассовых труб, соединительных деталей и арматуры и места их расположения устанавливаются проектом в зависимости от:
- назначения трубопровода;
- свойств материала;
- вида, номенклатуры и размеров труб, соединительных деталей и арматуры;
- рабочего давления и температуры транспортируемой воды;
- вида и свойств транспортируемого вещества;
- нормативного срока службы трубопровода;
- способа прокладки трубопровода и условий выполнения строительно-монтажных работ;
- температуры окружающей среды;
- планировочных решений.
9.1.3. Вид соединения следует принимать из условий обеспечения герметичности и прочности трубопровода на весь проектируемый срок эксплуатации, а также технологичности при монтаже и возможности ремонта трубопровода.
9.1.4. Разъемные соединения предусматриваются в местах установки на трубопроводе арматуры и присоединения к оборудованию и для возможности демонтажа элементов трубопроводов в процессе эксплуатации. Эти соединения должны быть расположены в местах, доступных для осмотра и ремонта.
9.1.5. Соединение труб из разнородных несклеивающихся и несваривающихся модифицированных и композиционных полимерных материалов осуществляется с помощью механических соединений, конструкция и технология применения которых устанавливаются по данным их изготовителей и поставщиков для конфетного полимерного материала.
9.1.6. Металлические детали соединений должны быть изготовлены из коррозионностойкого материала.
Срок службы соединений должен соответствовать сроку службы труб.
9.2. Прокладка трубопроводов.
9.2.1. Трассировка трубопроводов водопровода производится с учетом физических (химических) и механических свойств материала труб и способов их соединения и требований, указанных в СНиП 2.04.01-85*.
При монтаже труб на сварке можно применять традиционные схемы прокладки водопроводов - кольцевые и тупиковые, при соединении труб с помощью соединительных деталей систем рекомендуется выполнять с применением коллекторных узлов с размещением в них запорной и регулирующей арматуры, узлов присоединения участков трубопроводов и приборов учета количества и расхода воды.
9.2.2. Трубопроводы, как правило, должны прокладываться скрытно (в шахтах, штробах и т.д.). Открытая прокладка трубопроводов разрешается в местах подвода воды к водоразборной арматуре, а также в местах, где исключены их механические повреждения.
Прокладывать трубопроводы под перекрытием подвальных помещений следует только в тех случаях, когда предусмотрена защита от механических повреждений.
При горизонтальной прокладке участки водопроводных линий из пластмассовых труб следует прокладывать выше канализационных трубопроводов.
9.2.3. При проектировании трубопроводов следует полностью использовать компенсирующую способность трубопровода. Это достигается путем выбора рациональной схемы прокладки и правильным размещением неподвижных опор, делящих трубопровод на участки, температурная деформация которых происходит независимо один от другого и воспринимается компенсирующими элементами трубопровода.
Размещение опор производят в следующей последовательности:
- на схеме трубопроводов намечают места расположения неподвижных опор с учетом компенсации температурных изменений длины труб элементами трубопровода;
- проверяют расчетом компенсирующую способность участков;
- намечают расположение скользящих и неподвижных опор.
9.2.4. Запорная и водоразборная арматура должна иметь неподвижное крепление к строительным конструкциям для того, чтобы усилия, возникающие при пользовании арматурой, не передавались на трубы.
Запорную арматуру диаметром до 32 мм с корпусом из полимерных материалов допускается устанавливать без крепления к строительным конструкциям.
9.2.5. Расстояние при параллельной прокладке и между пересекающимися трубопроводами, выполненными из полимерных материалов, и трубопроводами, выполненными из других материалов, в том числе стальными, регламентируется нормативными документами.
9.2.6. Скрытая прокладка в бороздах и штробах должна обеспечивать возможность компенсации деформаций пластмассовых трубопроводов без механических повреждений их элементов.
9.2.7. При скрытой прокладке трубопроводов из полимерных материалов внутренняя поверхность борозд или каналов не должна иметь твердых острых выступов.
9.2.8. При сборке резьбовых соединений должна быть соблюдена соосность металлических и пластмассовых труб и деталей. Поверхность резьбы детали должна быть ровной, чистой и без заусенцев.
9.3. Опоры и крепления.
9.3.1. В местах прохода через строительные конструкции трубы из полимерных материалов необходимо прокладывать в гильзах. Длина гильзы должна превышать толщину строительной конструкции на толщину строительных отделочных материалов, а над поверхностью пола возвышаться на 20 мм. Расположение стыков труб в гильзах не допускается.
9.3.2. Для трубопроводов из полимерных материалов применяются подвижные опоры, допускающие перемещение труб в осевом направлении, и неподвижные опоры, не допускающие таких перемещений.
9.3.3. Неподвижные опоры на трубах следует выполнять с помощью приваренных или приклеенных (в зависимости от материала труб) к телу трубы упорных колец, муфт - для труб диаметром до 160 мм или сегментов - для труб диаметром больше 160 мм.
Примеры расстановки опор приведены на рис. 9.1.
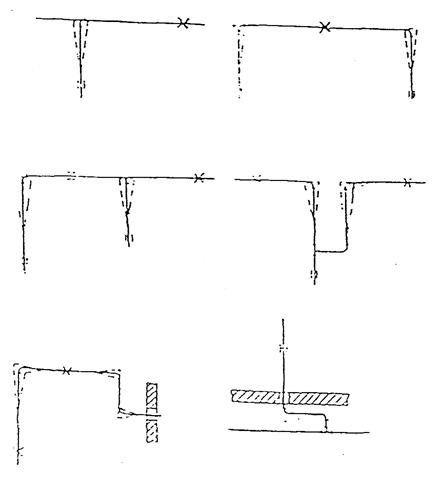
Рис.9.1. Примеры расстановки неподвижных опор
Неподвижное крепление трубопровода на опоре путем сжатия трубы не допускается.
В качестве подвижных опор следует применять подвесные опоры или хомуты выполненные из металла или полимерного материала, внутренний диаметр которых должен быть на 1…3 мм (с учетом прокладки и теплового расширения) больше наружного диаметра монтируемого трубопровода.
Между трубопроводом и металлическим хомутом следует помещать прокладку из мягкого материала. Ширина прокладки должна превышать ширину хомута не менее чем на 2 мм.
9.3.4. Расстановку неподвижных опор следует принимать такой, чтобы температурные изменения длины участков трубопроводов не превышали их компенсирующую способность.
9.3.5. При невозможности установки креплений на расчетном расстоянии по конструктивным соображениям трубопроводы допускается прокладывать на сплошном основании.
9.3.6. Длина незакрепленных горизонтальных трубопроводов в местах поворотов и присоединения их к приборам, оборудованию, фланцевым соединениям не должна превышать 0,5 м (см. рис. 9.2).
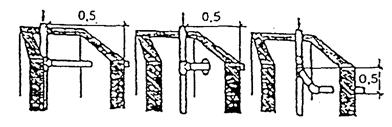
Рис. 9.2. Прокладка трубопроводов в шахтах
9.3.7. Заделку штроб, коробов, отверстий в междуэтажных перекрытиях и стенах следует выполнять после окончания всех работ по и монтажу и испытанию трубопроводов.
9.4. Компенсация температурного удлинения трубопроводов.
9.4.1. При устройстве трубопроводов из полимерных материалов необходимо учитывать значительные температурные изменения длины и принимать соответствующие меры по их компенсации.
9.4.2. Величина температурного изменения длины трубопровода Δℓ определяется по формуле
|
Δℓ=аΔTL, |
(1) |
где а - коэффициент теплового линейного расширения материала трубы,°С-1;
ΔТ - разность между максимальной и минимальной температурами трубопровода;
L - длина трубопровода, м.
9.4.3. Продольные усилия Nt, возникающие в трубопроводе при изменении температуры, без учета компенсации температурных деформаций определяют по формуле
|
Nt=aΔTEoF, |
(2) |
где Ео - модуль упругости материала трубы, МПа;
F - площадь поперечного сечения стенки трубы, м2.
Температурные напряжения необходимо учитывать в любом закрепленном участке трубопровода при любой длине участка.
9.4.4. Основными компенсирующими элементами трубопровода являются отводы, петлеобразные, П-образные сильфонные и другие виды компенсаторов.
9.4.5. Компенсирующая способность отвода под углом 90° определяется по формуле
|
|
(3) |
где Δl3 - максимально допустимое продольное перемещение трубопровода от действия температуры, которое может быть компенсировано отводом, м;
l1 - длина прилегающего к отводу прямого участка трубопровода до подвижной опоры, м;
r - радиус изгиба отвода, м;
D - наружный диаметр труб, м;
[σ] - расчетная прочность, МПа;
Eo - модуль упругости, МПа.
Схемы гнутого отвода и компенсатора показаны на рисунке 9.3.
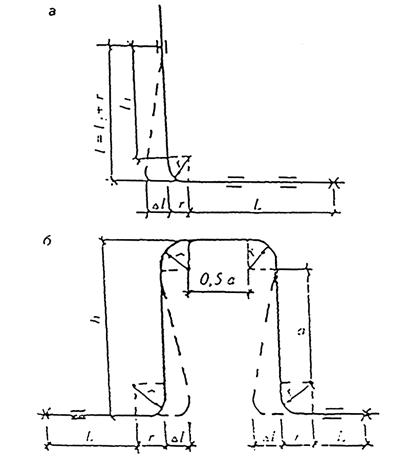
Рис.9.3. Схемы гнутого отвода и компенсатора:
а – отвод; б - компенсатор
9.4.6. Компенсирующая способность П-образного компенсатора определяется по формуле
|
|
(4) |
где Δl - максимально допустимое продольное перемещение трубопровода от действия температуры, которое может быть воспринято компенсатором, м;
h - вылет компенсатора, м;
r - радиус изгиба отводов компенсатора, м;
а - длина прямого участка компенсатора, м;
D - наружный диаметр трубы, м;
[σ] - допускаемое напряжение из условий длительной прочности, МПа.
9.4.7. Максимально допустимое расстояние от оси компенсатора до оси неподвижной опоры Трубопровода Lxом, см, должно вычисляться по формуле
|
|
(5) |
9.4.8. Расстояние ℓ от оси трубы отвода до оси установки скользящей опоры (рис. 9.4) следует принимать равным
|
ℓ=K√ΔℓD |
(6) |
где K - коэффициент, определяемый прочностными и упругими свойствами полимерного материала труб по формуле
|
K=√3Eo/σ |
(7) |
σ - расчетная прочность материала трубы, МПа.
9.4.9. В необходимых случаях компенсирующая способность трубопроводов может быть повышена за счет введения дополнительных поворотов, спусков и подъемов.
9.4.10. Компенсация теплового линейного удлинения труб из полимерных материалов может обеспечиваться продольным изгибом при укладке их в виде «змейки» на опоре, ширина которой должна допускать возможность изгиба трубопровода при перепаде температур.
9.4.11. При необходимости увеличения компенсирующей способности Г-, Z- и П-образных элементов трубопроводов применяют метод «растяжки» (предварительное напряжение) при монтаже трубопровода.
9.5. Тепловая изоляция трубопроводов.
9.5.1.Трубопроводы для горячей воды (кроме подводок к водоразборным приборам из полимерных труб должны иметь тепловую изоляцию.
9.5.2. Тепловую изоляцию трубопроводов определяют расчетом согласно СНиП 2.04.14-88. Коэффициент теплопроводности материала должен быть не более 0.05 Вт/(м·°С), но при этом толщина тепловой изоляции должна быть не менее 10 мм.
10. УСТРОЙСТВО ТРУБОПРОВОДОВ СИСТЕМЫ ВНУТРЕННЕЙ КАНАЛИЗАЦИИ ЗДАНИЙ
Устройство систем внутренней канализации следует производить в соответствии с проектной документацией. При монтаже укрупненных узлов пользуются монтажным проектом.
10.1. Трубы и фасонные части из полимерных материалов.
В соответствии со СНиП 2.04.01-85* «Внутренний водопровод и канализация зданий» для монтажа трубопроводов систем внутренней канализации строящихся и реконструируемых зданий предусматривается применение пластмассовых труб, которые имеют ряд существенных преимуществ по сравнению с канализационными трубами из чугуна.
Перечень нормативных документов (НД) на канализационные трубы и фасонные части к ним из ПВХ, ПП и ПЭ приведен в табл.10.1.
Таблица 10.1.
Нормативные документы на канализационные трубы и фасонные части из ПВХ, ПП и ПЭ
|
Обозначение НД |
Наименование НД |
|
ТУ 6-19-307-86 |
Трубы и патрубки из непластифицированного поливинилхлорида для канализации |
|
ТУ 6-49-33-92 |
Части фасонные из непластифицированного поливинилхлорида для канализационных труб |
|
ТУ4926-005-41989945-97 |
Трубы и патрубки из полипропилена для канализации |
|
ТУ4926-010-42943419-97 |
Трубы канализационные раструбные из полипропилена |
|
ТУ4926-010-41989945-98 |
Части фасонные из полипропилена для канализационных труб |
|
Трубы полиэтиленовые канализационные и фасонные части к ним |
|
|
ТУ 10 РФ 13.02-92 |
Трубы из полиэтилена для систем внутренней канализации зданий |
|
ТУ 10 РФ 13.01-92 |
Детали соединительные из полиэтилена для канализационных трубопроводов |
Монтаж труб, патрубков и фасонных частей из ПВХ, ПП и ПЭ на строительных объектах выполняются с использованием раструбных соединений, уплотняемых резиновыми кольцами. Такие соединения удобны при сборке, обладают способностью воспринимать температурные изменения длины трубопровода, обеспечивают легкую разборку и ремонт стыков.
Конструкция раструбного соединения (рис. 10.1) включает гладкий конец одной трубной детали (с предварительно снятой фаской) и раструб другой детали, имеющей по окружности кольцевой паз (желобок), в который устанавливается резиновое кольцо.

Рис. 10.1. Раструбное соединение с резиновым
уплотнительным кольцом:
1 - гладкий конец трубы; 2 - резиновое уплотнительное кольцо; 3 - раструб
Трубы из ПВХ и ПП, изготавливаемые по ТУ 6-19-307-86 (ПВХ), ТУ 4926-005-41989945-97 и ТУ 4926-010-42943419-97, имеют на одном конце раструб, формование которого производится на заводах изготовителях трубной продукции.
Трубы из ПНД и ПВД диаметрами 110,90 и 50 мм (ГОСТ 22689.0-89 - ГОСТ 22689.2-89) выпускаются без раструбов. Для них предусмотрены патрубки с раструбами, предназначенные для соединения с трубами при помощи раструбно-стыковой сварки, которая выполняется в условиях трубозаготовительного производства.
По ТУ 10РФ 13.02-92 изготавливаются гладкие трубы диаметрами 90 и 50 мм из ПНД. Монтаж этих труб осуществляется в сочетании с фасонными частями из ПНД (ТУ 10РФ 13.01-92), в номенклатуру которых включен ряд деталей диаметрами 90 и 50 мм, имеющих раструбы с обеих сторон (компенсационный патрубок, ревизия, двухраструбная муфта и др.).
Размеры канализационных труб и патрубков отечественного производства, изготавливаемых по ТУ 6-19-307-86 (ПВХ), ТУ 49226-005-41989945-97 и ТУ 4926-010-42943419-97 (ПП), ГОСТ 22689.0-89 - ГОСТ 22689.2-89 (ПНД и ПВД), приведены в табл. 10.2 и 10.3.
Табл. 10.2.
Длина, мм, труб и патрубков из ПВХ, ПП, ПНД и ПВД
|
Материал труб |
Диаметр |
Длина патрубков |
Длина труб |
|
ПВХ |
50 |
345 |
2650 |
|
360 |
|
||
|
370 |
|
||
|
410 |
|
||
|
450 |
|
||
|
457 |
|
||
|
465 |
|
||
|
515 |
|
||
|
535 |
|
||
|
480 |
|
||
|
970 |
|
||
|
110 |
345 |
2000 |
|
|
1125 |
2485 |
||
|
1215 |
2605 |
||
|
1255 |
2650 |
||
|
1315 |
4000 |
||
|
1500 |
|
||
|
ПП |
50,110 |
150 |
1000 |
|
250 |
1500 |
||
|
500 |
2000 |
||
|
750 |
3000 |
||
|
ПНД, ПВД |
50, 90,110 |
- |
2000 |
|
3000 |
|||
|
5500 |
|||
|
6000 |
|||
|
8000 |
Примечание. По согласованию с потребителем допускается изготовление и поставка труб и патрубков другой длины.
Табл. 10.3.
Размеры, мм, канализационных труб и патрубков из ПВХ, ПП, ПНД и ПВД (см. рис.10.1)
|
Материал труб |
Обозначение НД |
Наружный диаметр гладкого конца, d |
Внутренний диаметр раструба, D |
Внутренний диаметр желобка, D1 |
Толщина стенки, S |
Длина фаски b |
|
I |
2 |
3 |
4 |
5 |
6 |
7 |
|
ПВХ |
ТУ 6-19-307-86 |
50-0,2 |
50,3-0,8 |
59,6-1,0 |
3,2-0,3 |
6 |
|
110-0,3 |
110,4-0,3 |
120,6-0,7 |
3,2-0,3 |
6 |
||
|
ПП |
ТУ 4926-005-41989945-97, ТУ 4926-010-42943419-97 |
40-0,3 |
40,3-0,8 |
49,6-1,0 |
1,8-0,4 |
3,5 |
|
50-0,3 |
50,3-0,8 |
59,6-1,0 |
1,8-0,4 |
3,5 |
||
|
110-0,4 |
110,4-0,9 |
120,6-1,8 |
2,7-0,5 |
4,5 |
||
|
ПНД, ПВД |
50-0,5 |
- |
- |
3-0,6 |
6 |
|
|
90-0,5 |
- |
- |
3-0,6 |
7 |
||
|
110-1,0 |
- |
- |
3,5-0,6 |
7 |
Для монтажа трубопроводов используются фасонные части (рис. 10.2…10.15), номенклатура и основные размеры которых представлены в табл. 10.4. и 10.5.
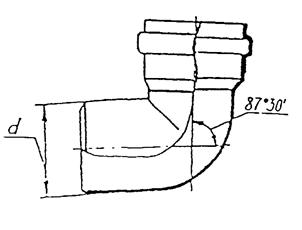
Рис. 10.2. Отвод 87°30'
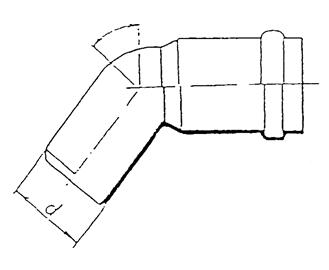
Рис. 10.3. Отвод а=30°45'

Рис. 10.4. Тройник 87°30'
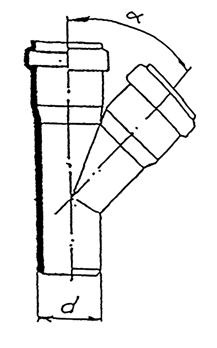
Рис.10.5. Тройник а=45°
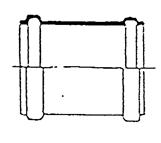
Рис. 10.6. Муфта надвижная
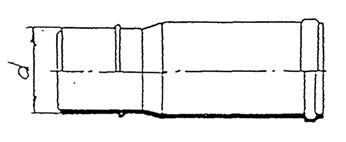
Рис. 10.7. Патрубок компенсационный

Рис. 10.8. Переход
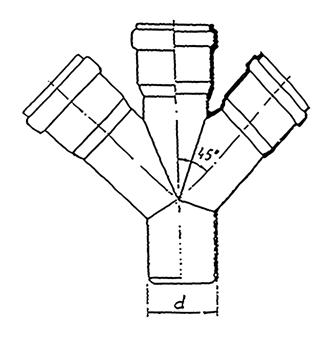
Рис.10.9. Крестовина 45°
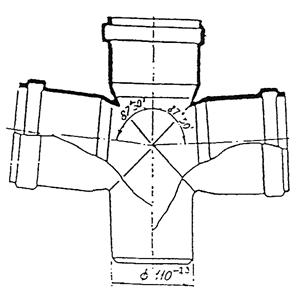
Рис. 10.10. Крестовина 87°30'
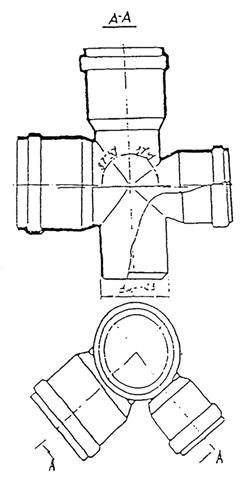
Рис. 10.11. Крестовина двухплоскостная
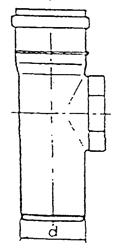
Рис. 10.12. Ревизия
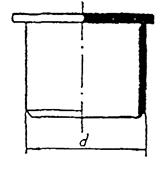
Рис. 10.13. Заглушка

Рис. 10.14. Приборный патрубок
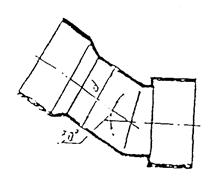
Рис. 10.15. Отвод приборный
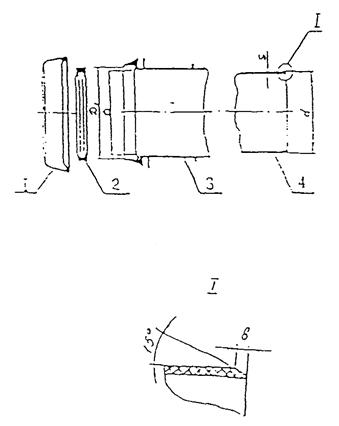
Рис.. 16. Сборная конструкция раструба канализационных
фасонных частей из ПП:
1 - крышка; 2 - резиновое кольцо; 3 - раструб; 4 - хвостовик
Табл. 10.4.
Номенклатура канализационных фасонных частей из ПВХ (ТУ 6-49-33-92), ПП (ТУ 4926-010-41989945-98, ПНД и ПВД (ГОСТ 22689.0-89 - ГОСТ 22689.2-89)
|
Фасонные части |
Наружный диаметр труб, мм |
Материал фасонных частей |
||
|
ПВХ |
ПП |
ПНД, ПВД |
||
|
1 |
2 |
3 |
4 |
5 |
|
Отвод 87°30' |
40 |
- |
- |
+ |
|
50 |
+ |
+ |
+ |
|
|
90 |
- |
- |
+ |
|
|
110 |
+ |
+ |
+ |
|
|
Отвод 45° |
40 |
- |
- |
+ |
|
50 |
+ |
+ |
+ |
|
|
90 |
- |
- |
+ |
|
|
110 |
+ |
+ |
+ |
|
|
Отвод 30° |
50 |
+ |
+ |
- |
|
90 |
- |
- |
+ |
|
|
110 |
+ |
+ |
+ |
|
|
Тройник 87°30' |
50×50 |
+ |
+ |
+ |
|
90×50 |
- |
- |
+ |
|
|
90×90 |
- |
- |
+ |
|
|
110×50 |
+ |
+ |
+ |
|
|
110×110 |
+ |
+ |
+ |
|
|
Тройник 60° |
110×110 |
- |
- |
+ |
|
Тройник 45° |
50×50 |
+ |
+ |
+ |
|
90×50 |
- |
- |
+ |
|
|
90×90 |
- |
- |
+ |
|
|
110×50 |
- |
- |
+ |
|
|
110×110 |
+ |
+ |
+ |
|
|
Муфта надвижная |
50 |
- |
+ |
+ |
|
90 |
- |
- |
+ |
|
|
110 |
+ |
+ |
+ |
|
|
Патрубок компенсационный |
50 |
+ |
+ |
+ |
|
90 |
- |
- |
+ |
|
|
110 |
+ |
+ |
+ |
|
|
Переход |
90×50 |
- |
- |
+ |
|
110×50 |
+ |
+ |
+ |
|
|
110×90 |
- |
- |
+ |
|
|
Крестовина 45° |
110×110×110 |
+ |
+ |
- |
|
Крестовина 60° |
110×50×50 |
- |
- |
+ |
|
110×110×110 |
- |
- |
+ |
|
|
Крестови-на87°30' |
110×50×50 |
- |
- |
+ |
|
110×110×110 |
- |
- |
+ |
|
|
Крестовина двухплоскостная правая |
90×90×50 |
- |
|
+ |
|
110×110×50 |
+ |
+ |
+ |
|
|
Крестовина двухплоскостная левая |
90×90×50 |
- |
- |
+ |
|
110×110×50 |
+ |
+ |
+ |
|
|
Ревизия |
50 |
+ |
+ |
+ |
|
90 |
- |
- |
+ |
|
|
110 |
+ |
+ |
4- |
|
|
Заглушка |
40 |
- |
- |
+ |
|
50 |
+ |
+ |
+ |
|
|
90 |
- |
- |
+ |
|
|
110 |
+ |
+ |
+ |
|
|
Приборный патрубок |
50 |
- |
- |
+ |
|
90 |
- |
- |
+ |
|
|
110 |
- |
+ |
+ |
|
|
Отвод приборный |
90 |
- |
- |
+ |
|
110 |
+ |
- |
+ |
|
Примечания.
1. В таблице приняты условные обозначения «+» - вид фасонных частей, предусмотренный нормативной документацией; «-» вид фасонных частей, не предусмотренный нормативной документацией.
2. Для изделий, отмеченных звездочкой, присоединение бокового отвода диаметром 50 мм к фасонной части выполняется при помощи сварки.
Для фасонных частей из ПП, выпускаемых ЗАО НПО «Стройполимер» (ТУ 4926-010-41989945-98) и используемых в сочетании с трубами и патрубками из ПП (ТУ 4926-00541989945-97 и ТУ 4926-010-42943419-97), предусмотрена сборная конструкция раструбов, состоящая из раструбной части и крышки. Соединение раструба с крышкой обеспечивается при помощи кольцевых выступов, образующих замок, благодаря которому обе детали не могут разъединиться непроизвольно (рис. 10.16). Разборка элементов такого замкового соединения в случае необходимости производится вручную при приложении некоторого усилия и не вызывает затруднений.
Основные физико-механические свойства труб их ПНД, ПВД, ПВХ и ПП представлены в табл. 10.6.
Табл. 10.5.
Размеры, мм, канализационных фасонных частей из ПВХ, ПП, ПНД и ПВД
|
Материал |
Обозначение НД |
Наружный диаметр хвостовика, d |
Внутренний диаметр раструба, D |
Внутренний диаметр желобка, DA |
Толщина стенки, S |
Длина фаски, d |
|
ПВХ |
ТУ 6-1933-92 |
50-1,2 |
50,3-1,2 |
59,6-1,2 |
min 3,2 |
6 |
|
110-1,3 |
110,4-1,3 |
120,6-1,3 |
min 3,2 |
6 |
||
|
ПП |
ТУ 4926-010-41989945-98 |
40-0,3 |
40,3-0,3 |
49,6-1,0 |
1,8 |
3,5 |
|
50-0,3 |
50,3-0,3 |
59,6-1,0 |
1,8 |
3,5 |
||
|
110-0,4 |
110,4-0,4 |
120,6-1,8 |
2,7 |
4,5 |
||
|
ПНД |
50-0,5 |
50,8-0,5 |
60-0,5 |
2 |
6 |
|
|
90-0,9 |
91,2-0,9 |
101,6-0,9 |
3 |
7 |
||
|
110-1,0 |
114-1,0 |
121,7-1,0 |
3,5 |
7 |
||
|
ПВД |
50-0,5 |
50,8-0,6 |
60-0,5 |
3 |
6 |
|
|
90-0,9 |
91,2-0,9 |
101,6-0,9 |
4,3 |
7 |
||
|
110-1,0 |
114-1,0 |
121,7-1,0 |
5,2 |
7 |
Табл.10.6.
Основные физико-механические свойства труб их ПНД, ПВД, ПВХ и ПП
|
Параметры |
Значения параметров для труб |
|||
|
ПНД |
ПВД |
ПВХ |
ПП |
|
|
1 |
2 |
3 |
4 |
5 |
|
Плотность, г/см3 |
0,94-0,96 |
0,91-0,93 |
1,38-1,43 |
0,9-0,91 |
|
Коэффициент линейного теплового расширения, 1/°С×10-4 (мм/м°С) |
2 |
2 |
0,8 |
1,5 |
|
Теплопроводность, Вт/мх°С |
0,42 |
0,35 |
0,17 |
0,26 |
|
Предел текучести при растяжении, Мпа, не менее |
19,0 |
9,3 |
44,1 |
25 |
|
Относительное удлинение при разрыве, %, не менее |
210 |
250 |
25 |
100 |
|
Сопротивление удару, кол-во разрушившихся образцов, %, не более |
- |
- |
10 |
10 |
|
Изменение длины после прогрева, %, не более |
3 |
3 |
5 |
2 |
Для систем внутренней канализации допускается применение труб и фасонных частей импортного производства, не уступающих по показателям свойств требованиям соответствующих нормативных документов, указанных в табл. 10.1.
Основными производителями отечественной канализационной трубной продукции из пластмасс являются:
- ЗАО НПО «Стройполимер» (трубы и фасонные части из полипропилена); ОАО НПО «Пластик» (трубы и фасонные части из поливинилхлорида);
- ООО «Синикон» (трубы из полипропилена);
- А/О «Компания Рострубпласт» (трубы и фасонные части из полиэтилена);
- ЗАО Думиничский чугунолитейный завод (трубы и фасонные части из полиэтилена).
Для уплотнения раструбных соединений канализационных труб (ТУ 6-19-307-86) и фасонных частей (ТУ 6-49-33-92) из ПВХ, применяемых в системах хозяйственно-бытовой канализации с максимальной температурой постоянных стоков 60°С и кратковременных стоков (не более 1 мин) 95°С, используются резиновые уплотнительные кольца круглого поперечного сечения, изготавливаемые по ТУ 38.105.1818-88 (рис. 10.17) из резиновой смеси 51-5016. Физико-механические показатели этих колец приведены в табл. 10.7, размерные характеристики - в табл. 10.8.
Табл. 10.7.
Физико-механические показатели резиновых колец, предназначенных для уплотнения раструбных соединений и фасонных частей из ПВХ
|
Показатели |
Нормативное значение для колец, используемых в соединениях трубной продукции из: |
|
|
ПВХ |
ПНД, ПВД |
|
|
Твердость, единицы Шор А |
32-46 |
30-45 |
|
Изменение твердости после старения в воздухе при t=70°С в течение 168 часов, единицы Шор А, не более |
+8 |
- |
|
Относительная остаточная деформация после старения в воздушной среде при сжатии на 40% и при t=70°С в течение 24 ч, %, не более |
25 |
25 |
Табл. 10.8.
Размеры, мм, резиновых колец, предназначенных для уплотнения раструбных соединений труб и фасонных частей их ПВХ, ПНД и ПВД (см. рис.10.17а)
|
Материал трубных изделий |
Диаметр трубных изделий |
Внутренний диаметр кольца D |
Диаметр сечения кольца d |
|
ПВХ |
50 |
49-1,0 |
6-0,4 |
|
ПВХ |
110 |
109-1,4 |
7-0,4 |
|
ПНД, ПВД |
50 |
49-0,5-0,1 |
6-0,4 |
Трубы и фасонные части из ПНД и ПВД, температурные параметры эксплуатации которых аналогичны приведенным выше для ПВХ, уплотняются кольцами круглого поперечного сечения (ГОСТ 22689.0-89 - ГОСТ 22689.2-89), размеры которых представлены в табл. 10.8.
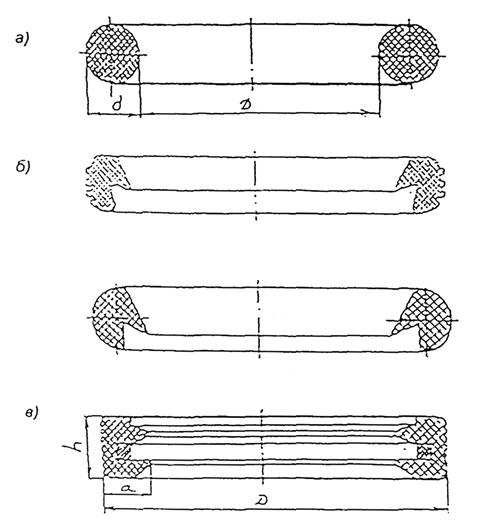
Рис. 10.17. Конструкция резиновых колец, используемых для
уплотнения раструбных соединений труб и фасонных частей:
а) - кольцо круглого поперечного сечения; б) - кольцо манжетного типа с одним
выступом; в) - кольцо манжетного типа с двумя выступами и распорным вкладышем.
В целом раструбные соединения, при монтаже которых полностью выполняются требуемые технологические операции, отличаются достаточной степенью эксплуатационной надежности. Однако, как показал опыт монтажа канализационных трубопроводов диаметром 110 мм из ПВХ, ПНД и ПВД, при сборке таких соединений кольцо круглого поперечного сечения под действием сил трения иногда может неравномерно скручиваться и выталкиваться из желобка в раструбную щель между двумя соединяемыми деталями, что приводит к нарушению герметичности стыка при эксплуатации.
Эффект скручивания резиновых колец проявляется чаще всего при отношении d/D<0,07 (где d и D - соответственно диаметр сечения и внутренний диаметр кольца). Для используемых с трубами из ПВХ, ПНД и ПВД колец круглого поперечного сечения диаметром 110 мм отношение d/D (в зависимости от величины допусков на размеры) составляет 0,063 - 0,068, что свидетельствует о некоторых конструктивных недостатках уплотнителей.
Отношение d/D для колец диаметром 50 мм круглого сечения находится в пределах 0,12-0,13, вследствие чего при монтаже раструбных соединений труб и фасонных частей из ПВХ, ПНД и ПВД диаметром 50 мм выталкивание колец, как правило, не происходит.
Точное выполнение технологических требований сборки раструбных соединений канализационных трубопроводов (наличие фаски на гладком конце трубы, предварительная очистка поверхности изделий, обязательное нанесение смазки, соосная сборка с последующим контрольным проворотом соединенных деталей относительно друг друга) позволяет избегать получения некачественных соединений.
Опыт применения резиновых колец более сложного профиля поперечного сечения, так называемых, колец манжетного типа (рис. 10.17 б, в), свидетельствует об отсутствии их выталкивания при сборке раструбных соединений. Манжетные кольца имеют на внутренней поверхности один или два клиновидных выступа («язычка») с небольшой толщиной уплотнительной кромки, благодаря чему достигается уменьшение трения при вводе гладкого конца одной трубы в раструб другой. Для таких колец характерна большая, чем для уплотнителей круглого поперечного сечения того же типоразмера, абсолютная величина деформации, что способствует повышению надежности соединений.
Для двухъязычковой конструкции колец манжетного типа предусматривается установка пластмассового распорного вкладыша (см. рис. 10.17в), позволяющего дополнительно фиксировать положение уплотнителя в желобе раструба при сборке соединения. Такими кольцами, изготовляемыми по DIN 4060 фирмами «M.O.L» и «Bode» (Германия) и отечественным ТУ 4926-005-41989945-97, комплектуются канализационные трубные изделия из ПП производства ЗАО НПО «Стройполимер» (трубы, патрубки и фасонные части) и ООО «Синикон» (трубы), предназначенные для пропуска постоянных стоков с температурой до 80°С и кратковременных - до 95°С (табл.10.9.)
Табл. 10.9.
Размеры, мм, колец манжетного типа с распорными вкладышами, предназначенных для уплотнения раструбных соединений труб и фасонных частей из ПП (см. рис.10.17в)
|
Диаметр трубных изделий |
Наружный диаметр кольца D |
Размеры поперечного сечения кольца |
|
|
а |
h |
||
|
40 |
51,9±0,5 |
6,7±0,2 |
7,1±0,2 |
|
8,1±0,2 |
|||
|
50 |
61,9±0,5 |
6,7±0,2 |
7,1±0,2 |
|
8,1±0,2 |
|||
|
110 |
123,2±0,7 |
7,8±0,3 |
9,1±0,2 |
|
10,1±0,2 |
|||
Кроме раструбных стыков с резиновыми кольцами, для сборки труб и фасонных частей из ПВХ могут использоваться клеевые соединения, а для трубных изделий из полиэтилена - соединения, выполненные контактно-раструбной сваркой.
В настоящее время при строительстве зданий массовых серий технологией монтажа канализационных трубопроводов в построечных условиях не предусматриваются склеивание и сварка, являющиеся более сложными и трудоемкими процессами по сравнению со сборкой разъемных соединений с резиновыми кольцами.
Сварка полиэтиленовых труб с раструбными патрубками, приварка боковых отводов к двухплоскостным крестовинам из ПЭ и ПП, а также работы по склеиванию трубных деталей из ПВХ выполняются на заводах-изготовителях, трубозаготовительных предприятиях, в специализированных цехах и мастерских.
В отдельных случаях на строительных объектах при проведении работ в небольших объемах допускается применение клеевой технологии для соединений канализационных труб и фасонных частей из ПВХ при обязательном соблюдении необходимых мер по безопасности труда и требований пожарной безопасности.
10.2. Технология сборки соединений.
10.2.1. Сборка раструбных соединений канализационных труб и фасонных частей из ПВХ, ПП, ПНД и ПВД производится путем введения гладкого конца трубы или хвостовика фасонной части в раструб второй трубной детали до монтажной метки, определяющей глубину вдвигания. Установка гладкого конца трубы до метки обеспечивает между торцом гладкого конца трубы и упорной поверхностью раструба зазор, используемый для компенсации температурных удлинений трубопровода.
Рекомендуемые расстояния от торца гладкого конца трубы или хвостовика фасонной части до монтажной метки приведены в табл. 10.10.
Табл. 10.10.
Расстояние до монтажной метки для канализационных труб и фасонных частей отечественного производства
|
Материал |
Нормативные документы |
Диаметр, мм |
Расстояние до метки, мм |
|
1 |
2 |
3 |
4 |
|
ПВХ |
ТУ 6-19-307-86, ТУ 6-49-33-92 |
50 |
36 |
|
ПП |
ТУ 4926-005-41989945-97, ТУ 4926-010-42943419-97, ТУ 4926-010-41989945-98 |
50 |
36 |
|
ПНД ПВД |
50 |
32 |
Метки на трубах и патрубках наносят маркировочным карандашом, грифелем и т.п. Фасонные части из ПВХ (ТУ 6-49-33-92) имеют метки, оформленные в процессе изготовления деталей. На фасонных частях из ПП (ТУ 4926-010-41989945-98) обозначение меток в процессе производства не предусмотрено. При отсутствии меток заводского изготовления их необходимо нанести.
10.2.2. На внешней поверхности гладкого конца труб, используемых при сборке раструбных соединений, должна быть снята фаска под углом 15°, фаски на хвостовиках изготавливаются при литье фасонных частей.
10.2.3. При монтаже труб, патрубков и фасонных частей из ПВХ, ПНД и ПВД раструбные соединения с резиновым кольцом круглого поперечного сечения собирают в следующем порядке:
а) ветошью или мягкой бумагой очищают от загрязнения наружную поверхность гладкого конца трубы (или хвостовика фасонной части) и внутреннюю поверхность раструба ответной детали, при этом с особой тщательностью очищают желобок;
б) очищают резиновое уплотнительное кольцо, в случае необходимости снимают выпрессовку (избыточное количество резины, не удаленный с кольца после вулканизации);
в) выкладывают резиновое кольцо в желобок раструба;
г) на гладкий конец трубы кистью или чистой тряпкой наносят смазку (на внутреннюю поверхность желобка смазка не наносится); в качестве монтажной смазки может быть использован глицерин (ГОСТ 6823-2000) или раствор мыла. Смазку на основе нефтепродуктов (машинные масла, солидол и т.п.) применять нельзя;
д) вручную или при помощи специальных монтажных приспособлений производят сборку соединения, при этом с небольшим вращением гладкий конец одной трубной детали устанавливают в раструб другой детали до монтажной метки (либо раструб надвигают на гладкий конец трубы с фаской). Можно соединять детали до упора, а затем раздвигать их на величину, предусмотренную для компенсации температурных изменений длины монтируемых изделий;
е) проверяют качество сборки, проворачивая одну из деталей раструбного соединения относительно другой (если кольцо не выдавлено, деталь легко проворачивается).
8.1.4. На строительные объекты трубы и фасонные части из ПП поставляют в сборе с резиновыми кольцами манжетного типа, вследствие чего очистку от загрязнений внутренней поверхности раструба проводят одновременно с очисткой внутренней поверхности кольца, не извлекая его из желобка трубной детали. Затем последовательно выполняют операции, указанные в пп. г), д), е).
10.2.5. Раструбные соединения, для которых не предусмотрена компенсация температурных удлинений, могут собираться путем вдвигания гладкого конца трубы в раструб до упора.
10.2.6. Склеивание канализационных труб из ПВХ между собой и с фасонными частями выполняют с использованием имеющихся на трубных изделиях раструбов с желобками (рис.10.18,а) или отформованных на концах труб или патрубков гладких раструбов (рис.10.18,б). Склеивание труб встык или «в ус» не допускается.
Для получения клеевых соединений канализационных труб и фасонных частей из ПВХ используют зазорозаполняющие клеи, применения которых не требует предварительной калибровки концов труб.
Зазорозаполняющие клеи используются при зазорах от 0,6-0,8 мм, реже - до 0,8-1,0 мм.
10.2.7. Из клеев отечественного производства в качестве зазорозаполняющего может быть использован клей ГИПК-127А (ТУ 6-05-251-95-87). По внешнему виду клей представляет собой однородную жидкость от белого до серого цвета с присутствием небольшого количества осадка наполнителя, который исчезает после перемешивания.
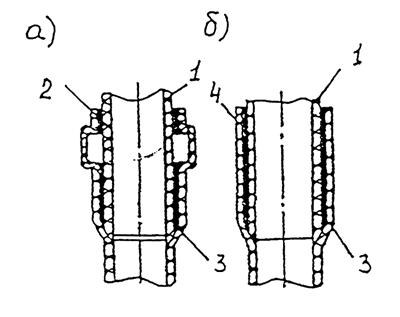
Рис. 10.18. Клеевые соединения трубных элементов их ПВХ,
выполненные с использованием:
а) раструба с желобком; б) гладкого раструба;
1 - гладкий конец трубы (хвостовик фасонной части); 2 - раструб с желобком; 3 -
клеевой шов; 4- гладкий раструб
10.2.8. При склеивании канализационных трубных изделий из ПВХ с использованием раструбов с желобком резиновые кольца не устанавливают и клей на поверхность желобков не наносят.
За длину нахлестки принимают всю длину раструба. Наличие не склеенной зоны (в желобке) между двумя склеенными лишь незначительно снижает прочность соединения.
10.2.9. Для создания упорных поверхностей, предназначенных для фиксации крепежных элементов, на трубу из ПВХ могут быть наклеены кольца, представляющие собой разрезанные вдоль оси патрубки длиной 10-12 мм из ПВХ того же диаметра, что и сама труба. Если необходимо обеспечить перемещение трубопровода только в одном направлении, достаточно наклеить кольцо с одной стороны (рис. 10.19.).
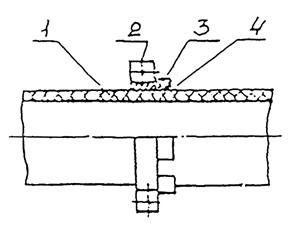
Рис. 10.19. Наклеенное на трубу из ПВХ опорное кольцо для
фиксации крепления:
1 - труба из ПВХ; 2 - крепление; 3 - упорное кольцо из ПВХ; 4 - клеевой шов.
10.2.10. Склеивание труб и фасонных частей из ПВХ состоит из следующих операций: подготовка концов и раструбов трубных изделий под склеивание, подготовка клея и его нанесение, сборка и отверждение соединений.
Подготовка концов и раструбов трубных изделий предусматривает очистку склеиваемых поверхностей от пыли и других загрязнений (чистой ветошью, неворсистой бумагой) и обезжиривание.
Для обезжиривания склеиваемых поверхностей следует применять этиленхлорид (ГОСТ 9968-86*) или ацетон (ГОСТ 2768-84).
После обезжиривания до нанесения клея на наружной поверхности гладкого конца трубы (или хвостовика фасонной части) на расстоянии от торца, равном длине раструба, наносится метка.
10.2.11. При склеивании (одним слоем при зазоре до 0,4 мм, двумя слоями - при зазоре более 0,4 мм) клей следует наносить сначала тонким слоем на всю длину раструба, а затем более толстым слоем на конец трубы в осевом направлении. После нанесения первого слоя клея делается открытая выдержка в течение 1…1,5 мин, затем наносится второй слой клея.
Для зазоразаполняющих клеев время между началом нанесения второго слоя клея и соединением деталей должно составлять не более 3 мин при температуре окружающего воздуха до 25°С и не более 2 мин - при температуре выше 25°С.
Клей перед употреблением необходимо тщательно перемешать. При нормальной вязкости клей медленно стекает с кисти или стержня для перемешивания с образованием «хвоста».
После нанесения клея трубу в раструб вдвигают без вращения на всю длину раструба. Соединение необходимо выдерживать под осевым усилием в течение 1-2 мин для исключения отжима торца трубы из раструба и фиксации соединения. Лишний клей, вытесняемый из пространства между склеенными поверхностями, удаляют чистыми тряпками.
10.3. Изделия индустриальной подготовки.
10.3.1. В настоящее время на строительных объектах монтаж канализационных трубопроводов из отдельных труб и фасонных частей, как правило, не выполняют, а используют методы, предусматривающие применение изделий индустриальной подготовки (укрупненные узлы, санитарно-технические кабины, шахт-пакеты), что позволяет значительную часть работ перенести с монтажной площадки в заводские условия, повысить качество сборочных работ, сократить отходы и потери материалов. При этом уменьшаются общие сроки строительства, снижается трудоемкость монтажных работ и возрастает производительность труда.
10.3.2. Укрупненные узлы для канализационных трубопроводов изготовляют на трубозаготовительных заводах или в специализированных цехах.
10.3.3. Сборка укрупненных узлов в условиях трубозаготовительных предприятий производится с использованием клеевых, сварных и раструбных соединений под резиновое уплотнительное кольцо.
10.3.4. Для монтажа узлов используется трубная продукция, перечень которой приведен в табл. 10.2 и 10.4, а также изделия изготовляемые на трубозаготовительных предприятиях (трубы из ПЭ с приваренными раструбными патрубками, патрубки с формованным гладким раструбом и раструбом под резиновое кольцо, клеевые соединения отдельных деталей из ПВХ между собой и др.).
10.3.5. В условиях трубозаготовительного производства могут выполняться следующие операции:
- отрезка;
- торцовка;
- снятие фаски;
- формование раструбов (гладких и с желобами);
- сварка;
- склеивание;
- запрессовка стальных патрубков;
- нанесение меток;
- сборка укрупненных узлов.
Примечание: Резка и укорачивание фасонных частей не допускаются.
10.3.6. Конструкция, размеры и качество отформованных на трубозаготовительных предприятиях раструбных патрубков должны в полной мере отвечать требованиям нормативных документов на соответствующий вид продукции.
10.3.7. Поверхность труб и фасонных частей, используемых для изготовления узлов, должна быть ровной и гладкой. На трубных изделиях не допускаются сколы, трещины, раковины, вздутия, утяжены и посторонние включения, следы разложения материалов, видимые без применения увеличительных приборов, а также изменение цвета. Высота выступов на фасонных частях после удаления литников не должна превышать 1 мм.
10.3.8. Поверхность резиновых уплотнительных колец, манжет и прокладок должна быть ровной, гладкой, без раковин и заусенцев. На рабочей поверхности резиновых колец и манжет не допускаются:
- смещение пресс-формы по месту разъема более ±0,3 мм;
- выпрессовка высотой более 0,5 мм; более 3-х выступов (или вмятин) высотой (или глубиной) более 1 мм и диаметром более 3 мм.
10.3.9. Торцы труб после перерезки должны быть перпендикулярны продольной оси изделия и очищены от заусенцев.
10.3.10. На концах труб и патрубков после отрезки и торцовки необходимо снять фаску под углом 15°.
10.3.11. Линейные размеры узлов должны соответствовать размерам, указанным в чертежах и эскизах. Отклонения линейных размеров деталей трубопроводов от заданных не должны превышать ±2 мм, а узлов - ±5 мм на 1 м длины.
10.3.12. Оси отдельных элементов систем канализации, изготовленных методом сварки, должны совпадать и не иметь переломов более 2°. Соосность свариваемых отдельных прямых участков трубопроводов обеспечивается сварочным оборудованием.
Наружный валик сварного шва у кромки раструба должен быть симметричным и равномерным, высотой не более 2,5 мм.
10.3.13. На наружной поверхности гладких концов труб, патрубков и хвостовиков фасонных частей, монтируемых при сборке укрупненных узлов с помощью раструбных соединений, уплотняемых резиновыми кольцами, наносятся монтажные метки, указывающие глубину вдвигания деталей в раструбы.
10.3.14. Соединения труб, патрубков и фасонных частей, выполненные как методом сварки так и с использованием клеевой технологии, должны быть герметичны при испытании внутренним гидростатическим давлением 0,1 МПа (1 кгс/см2).
Соединение труб и фасонных частей с резиновыми кольцами должны быть герметичны при испытании гидростатическим давлением 0,1 МПа (1 кгс/см2) с одновременным изменением угла на 2° между осями соединенных деталей.
10.3.15. После испытаний готовые элементы и узлы пластмассовых трубопроводов маркируют, укомплектовывают необходимыми деталями и транспортируют на объекты строительства.
10.3.16. Установка резиновых колец в желобки раструбов труб, патрубков и фасонных частей из ПП производится на заводах-изготовителях трубной продукции; резиновые кольца для труб и фасонных частей из ПВХ, ПНД и ПВД поставляются отдельно.
10.3.17. К каждой партии заготовок прилагается паспорт, содержащий наименование завода-изготовителя, обозначение заготовки, объем партии, дату выпуска, гарантийный срок изделий и отметку ОТК.
11. ИСПЫТАНИЕ И СДАЧА ТРУБОПРОВОДОВ
11.1. После завершения монтажных работ трубопроводы подвергаются визуальному наружному осмотру, гидравлическому и пневматическому испытанию на прочность и герметичность (плотность), промывке и продувке (при наличии указаний в проекте). Цель осмотра - установить соответствие смонтированных трубопроводов проекту и готовность их к испытаниям. При осмотре проверяют правильность монтажа арматуры; легкость открытия и закрытия ее запорных устройств; снятие временных приспособлений; окончание сварных работ; обеспеченность свободного удаления воздуха и опорожнение трубопровода; возможность его термической деформации.
11.2. Присоединение вновь сооружаемого трубопровода к действующим допускается только после его испытания и приемки. Испытанию подвергаются только смонтированные (готовые) трубопроводы или отдельные его участки, собранные на постоянных опорах и подвесках с установленной арматурой, продувками и спускными линиями. Испытываемый участок трубопровода отключают от оборудования и других трубопроводов заглушками с хвостиками. Использование запорной арматуры для отключения испытываемого трубопровода не разрешается.
11.3. Места расположения на трубопроводах заглушек, люков и других деталей на время испытания отмечают предупредительными знаками. Пребывание около этих мест людей во время испытаний не допускается. Во время испытаний трубопровода должен быть обеспечен свободный доступ к арматуре и всем соединениям (сварные, фланцевые и т.д.)
11.4. Испытание трубопроводов следует производить под непосредственным руководством производителя работ или мастера в строгом соответствии с требованиями соответствующих инструкций, правилами техники безопасности и указаниями проекта.
11.5. Манометры, применяемые при испытании трубопроводов, должны быть проверены и опломбированы государственными контрольными лабораториями по измерительной технике. После опломбирования манометрами можно пользоваться в течение одного года. Манометры должны отвечать классу точности не ниже 1,5 по ГОСТ 2405-88, иметь номер корпуса не менее 150 и шкалу на номинальное давление около 3/4 измеряемого давления.
11.6. Если в результате испытания обнаружены дефекты, то они должны быть устранены, а испытание повторено. Устранение дефектов во время нахождения трубопроводов под давлением запрещается.
11.7. О проведении испытаний трубопроводов составляют соответствующий акт.
11.1. Гидравлические испытания.
11.1.1. Гидравлические испытания трубопровода следует производить при положительной температуре окружающей среды не ранее чем через 2 ч после выполнения последнего сварного соединения.
11.1.2. Величину испытательного давления в наиболее пониженной точке напорного трубопровода следует принимать равной для труб типа: «Т» - 1,5; «С» - 0,9; «СЛ» - 0,6; «Л» - 0,38 МПа.
11.1.3. Гидравлические испытания производят после заполнения трубопровода водой (при отсутствии в нем воздуха) путем выдержки под испытательным давлением не менее 30 мин. Для трубопроводов из ПНД и ПВД давление в период испытания и осмотра трубопровода следует поддерживать на заданном уровне (с отклонением не более 0,05 МПа). Трубопровод считается выдержавшим испытание, если не будет обнаружено течи или других дефектов.
11.1.4. Гидравлическое испытание систем внутренних водостоков осуществляют путем заполнения их водой на всю высоту стояков. Испытания проводят после наружного осмотра трубопровода и устранения видимых дефектов. Система водостоков считается выдержавшей испытание, если по истечении 20 мин. после ее заполнения при наружном осмотре трубопроводов не обнаружено течи или других дефектов, а уровень воды в стояках не понизился.
11.1.5. Испытание напорных трубопроводов, прокладываемых в траншеях или непроходных каналах, должно производиться дважды: предварительное испытание (на прочность) - до засыпки траншеи и завершения всех работ на данном участке трубопровода, но до установки арматуры.
11.1.6. Величина предварительного испытательного (избыточного) гидравлического давления на прочность должна быть равна расчетному рабочему давлению для данного типа труб с коэффициентом 1,5. Величина окончательного испытательного давления на герметичность должна быть равна расчетному рабочему давлению для данного типа труб с коэффициентом 1,3.
11.1.7. Длина отдельных участков трубопровода, подлежащих испытанию на прочность и герметичность, назначается в зависимости от условий строительства. При проведении предварительного гидравлического испытания испытываемый участок трубопровода отключается путем установки глухих фланцев или заглушек.
11.1.8. До проведения испытания напорных пластмассовых трубопроводов с раструбными соединениями, уплотняемыми резиновыми кольцами, по торцам трубопровода и на отводах необходимо устраивать временные или постоянные упоры. Значение предельных усилий, возникающих на опорах при испытании трубопровода, приведены в табл. 11.1.
Таблица 11.1.
|
Дн, мм |
Величина усилия на опоре, кН |
Величина усилия на опоре, кН, при угле поворота |
||||
|
11° |
22° |
30° |
45° |
90° |
||
|
63 |
46 |
9 |
18 |
24 |
36 |
66 |
|
75 |
66 |
12 |
25 |
34 |
50 |
94 |
|
90 |
95 |
18 |
36 |
49 |
73 |
135 |
|
110 |
142 |
27 |
55 |
74 |
110 |
202 |
|
140 |
231 |
44 |
88 |
120 |
178 |
326 |
|
160 |
301 |
58 |
115 |
157 |
231 |
426 |
|
225 |
596 |
114 |
228 |
309 |
456 |
840 |
|
280 |
923 |
177 |
353 |
479 |
710 |
1010 |
|
315 |
1168 |
224 |
446 |
606 |
895 |
1660 |
11.1.9. Предварительное гидравлическое испытание напорных пластмассовых трубопроводов следует производить в следующем порядке:
трубопровод заполнить водой и выдержать без давления в течение 2 ч;
в трубопроводе создать испытательное давление и поддерживать его в течение 0,5 ч;
испытательное давление снизить до расчетного рабочего и произвести осмотр трубопровода. Выдержка трубопровода под рабочим давлением производится не менее 0,5 ч.
Ввиду деформации оболочки трубопровода необходимо поддерживать в трубопроводе испытательное или рабочее давление подкачкой воды.
11.1.10. Напорный пластмассовый трубопровод считается выдержавшим предварительное гидравлическое испытание, если под испытательным давлением не произойдет разрыв труб, соединений или соединительных деталей, а под рабочим давлением не будет обнаружено видимых утечек воды.
11.1.11. Проведение окончательных гидравлических испытаний на герметичность напорных трубопроводов необходимо начинать не ранее чем через 48 ч с момента засыпки траншеи и не ранее чем через 2 ч после заполнения трубопровода водой.
11.1.12. Окончательное гидравлическое испытание на герметичность производится в следующем порядке:
в трубопроводе следует создать давление, равное расчетному давлению для данного типа труб, и поддерживать в течение 2 ч, при падении давления на 0,2 МПа производится подкачка воды;
давление поднимают до уровня испытательного не более 10 мин. И поддерживают его в течение 2 часов.
При падении давления в этот период на 0,02 МПа производится подкачка воды. После этого замеряется утечка воды путем замера количества воды, добавленного для поддержания испытательного давления.
11.1.13. Напорный пластмассовый трубопровод считается выдержавшим окончательное гидравлическое испытание на герметичность, если при испытательном давлении фактическая утечка воды из трубопровода не будет превышать допустимых величин, указанных в таблице 11.2.
Табл. 11.2.
|
Наружный диаметр труб, мм |
Утечки на участок трубопровода длиной 1 км, л/мин. |
|
|
для труб из ПНД, ПВД, ПП и ПВХ с неразъемными соединениями |
для труб из ПВХ с раструбными соединениями и резиновыми кольцами |
|
|
63-75 |
0,2-0,24 |
0,3-0,5 |
|
90-100 |
0,26-0,28 |
0,6-0,7 |
|
125-140 |
0,35-0,38 |
0,9-0,95 |
|
160-180 |
0,42-0,5 |
1,05-1,2 |
|
200 |
0,56 |
1,4 |
|
250 |
0,7 |
1,56 |
|
280 |
0,8 |
1,6 |
|
315 |
0,85 |
1,7 |
11.1.14. Гидравлические испытания канализационных сетей из пластмассовых труб следует производить дважды: без колодцев (предварительное) и совместно с колодцами (окончательное). При колодцах, не имеющих внутренней и наружной гидроизоляции, испытание трубопроводов совместно с колодцами не производится.
11.1.15. Предварительные испытания трубопроводов канализации следует производить участками между колодцами выборочно по указанию заказчика (один из пяти участков). Если результаты выборочного испытания неудовлетворительны, то испытаниям подлежат все участки трубопровода. Предварительные испытания следует производить при незасыпанной траншее под гидравлическим давлением 0,05 МПа с выдержкой в течение 15 мин. При отсутствии видимых утечек воды в стыковых соединениях по падению давления допускается поддерживать испытательное давление подкачкой воды. При проведении предварительного испытания концы трубопровода в колодцах следует закрывать заглушками.
11.1.16. Окончательное испытание трубопровода канализации совместно с колодцами также следует производить выборочным порядком (для смежных из пяти участков). При этом испытывают два смежных участка с промежуточным колодцем и колодцами по концам трубопровода. Участок для окончательных испытаний выбирается по указанию заказчика. При окончательном испытании на герметичность давление создается заполнением водой верхнего колодца (концы неиспытуемых участков трубопровода в верхнем и нижнем колодцах закрывают заглушками). Испытываемый участок трубопровода признается выдержавшим испытание на герметичность, если величина утечки будет меньше или равна допускаемой величине утечки через стенки и днище колодцев на 1 м их глубины, соответствующей допускаемой величине утечки, принимаемой на 1 м длины бетонных и железобетонных труб, диаметр которых равен внутреннему диаметру колодцев.
11.2. Пневматические испытания.
11.2.1. Пневматические испытания на прочность и герметичность следует производить воздухом или инертным газом. Не разрешается проведение пневматического испытания на прочность в действующих цехах, а также на эстакадах, в каналах и лотках, где уложены эксплуатируемые трубопроводы. При отсутствии особых указаний в проекте величина испытательного давления должна составлять 0,12 МПа.
11.2.2. Давление в трубопроводе при пневматическом испытании следует поднимать постепенно. Осмотр трубопровода производится при достижении 0,6 испытательного давления для трубопроводов с рабочим давлением до 0,2 МПа; соответственно 0,3 и 0,6 испытательного давления - для трубопроводов с рабочим давлением выше 0,2 МПа. На время осмотра трубопровода подъем давления прекращается.
11.2.3. Под испытательным давлением испытываемый на прочность участок трубопровода выдерживается 5 мин. В необходимых случаях допускается подкачка или выпуск воздуха для поддержания испытательного давления, затем давление снижают до рабочего и осматривают трубопровод. Осмотр совмещается с испытанием трубопровода на герметичность. При этом герметичность сварных стыков, фланцевых соединений и сальников проверяют путем обмазки их мыльным раствором, впоследствии смываемым водой. Простукивание трубопровода при осмотре запрещается.
11.2.4. Дефекты в местах выявленных и отмеченных при осмотре, устраняют после снижения давления в трубопроводе до атмосферного. После устранения дефектов испытание проводят вторично.
11.2.5. Результаты пневматического испытания трубопроводов на прочность считаются удовлетворительными, если при испытании на прочность в сварных швах и фланцевых соединениях не было обнаружено утечки воздуха, при которой время падения давления воздуха до критического уровня произойдет быстрее контрольных величин.
11.2.6. "Воздушная магистраль от компрессора к испытываемому трубопроводу должна быть предварительно испытана гидравлическим способом.
11.3. Промывка и продувка.
11.3.1. Перед вводом в эксплуатацию трубы из полимерных материалов необходимо промыть водой или продуть сжатым воздухом или инертным газом.
11.3.2. Промывать и продувать трубопроводы необходимо по специально разработанным схемам. Трубопроводы, предназначенные для транспортировки пищевых продуктов и питьевой воды, после предварительной промывки подвергают санитарной обработке в соответствии с правилами, установленными Государственным санитарным надзором.
11.3.3. Промывку трубопроводов следует вести достаточно интенсивно, обеспечивая скорость воды в трубопроводе 1…1,5 м/с, до устойчивого появления чистой воды из выходного патрубка или спускного устройства трубопровода. Во время промывки запорная арматура на трубопроводах должна быть полностью открыта, а регулирующие и обратные клапаны сняты. Температура воды должна находиться в пределах 5…30°С. После промывки трубопровод нужно опорожнить.
11.3.4. При продувке давление должно быть равно рабочему; не допускается снижение давления в конце трубопровода более чем на 0,01 МПа. Время продувки - не менее 10 мин., температура - не выше 30°С. Продувка паром не разрешается. О проведении промывки и продувки составляется акт.
11.3.5. Во время промывки и продувки трубопровод следует отключить от действующих трубопроводов заглушками. После окончания этих операций следует восстановить проектную схему трубопровода, демонтировать временный промывочный трубопровод, осмотреть и очистить арматуру, установленную на спусках и тупиках. Монтажные шайбы, временно установленные в контрольно-измерительных приборах, следует вынуть и заменить их диафрагмами согласно проекту.
11.4. Сдача в эксплуатацию.
11.4.1. Сдачу трубопроводов следует производить на основании результатов гидравлических или пневматических испытаний и наружного осмотра. При сдаче трубопроводов предъявляется следующая документация:
комплект рабочих чертежей с подписями, сделанными лицами, ответственными за производство монтажных работ, о соответствии выполненных в натуре работ этим чертежам или внесенным в них изменениям;
акты освидетельствования скрытых работ;
акты гидравлических (пневматических) испытаний систем;
акты продувки и промывки трубопроводов;
протоколы механических испытаний стыков (для газопроводов).
11.4.2. При сдаче трубопроводов должны быть определены:
соответствие выполненных работ и примененных материалов, арматуры и оборудования проектным и требованиям настоящих ОСН;
правильность уклонов и прочность креплений трубопроводов и оборудования;
отсутствие течи в трубопроводах и утечки воды через водоразборную арматуру и смывные устройства (применительно к водопроводу и канализации); исправность действия сетей, насосов, арматуры и контрольно-измерительных приборов. Действие насосов проверяется под нагрузкой.
11.2.3. В акте сдачи трубопроводов должны быть указаны:
результаты гидравлических (пневматических) испытаний систем и проверки их действия;
характеристика и данные о правильности работы насосов, электродвигателей, установок для хозяйственных и противопожарных целей и соответствие их работы проектным данным;
оценка качества работ.
12. ОХРАНА ТРУДА ПРИ ИЗГОТОВЛЕНИИ ДЕТАЛЕЙ И МОНТАЖЕ ТРУБОПРОВОДОВ
12.1. Общие требования.
12.1.1. При изготовлении и монтаже трубопроводов из полимерных материалов необходимо соблюдать правила техники безопасности, установленные СНиП 12-03-2001 "Безопасность труда в строительстве. Часть 1. Общие требования", и др. действующими нормативными документами по охране труда. При работе на станочном оборудовании, а также приспособлениями и инструментами необходимо руководствоваться специальными инструкциями по их эксплуатации.
12.1.2. К работе по монтажу трубопроводов допускаются лица не моложе 18 лет, предварительно прошедшие медицинское освидетельствование, специальное обучение, вводный инструктаж по технике безопасности, пожарной безопасности и инструктаж непосредственно на рабочем месте, а также сдавшие экзамены специальной комиссии. Каждый рабочий, выполняющий работы по склеиванию, должен знать: технологию применения клеев и растворителей, специальные инструкции по технике безопасности, тушения пожаров и предотвращение взрывов, правила личной гигиены, способы оказания первой помощи пострадавшим. Повторный инструктаж по технике безопасности при работах по склеиванию следует проводить не реже одного раза в месяц. Запрещается допускать к работе лиц с заболеванием верхних дыхательных путей. Монтаж трубопроводов с применением клея марки ГИПК-127 осуществляют лица мужского пола. Допуск к производству работ оформляют записью в журнале инструктажа по технике безопасности и личной подписью получившего инструктаж.
12.1.3. Приступать к монтажу трубопроводов разрешается только при наличии проекта производства работ. В отдельных случаях (для нескольких объектов монтажа) проект производства работ может быть заменен технологической картой или указаниями по выполнению работ, в которых должны быть предусмотрены вопросы по технике безопасности.
12.1.4. Такелажные работы можно производить при помощи устройств и приспособлений, применяемых при монтаже стальных трубопроводов. Однако, учитывая меньшую массу пластмассовых труб, можно использовать такелажные устройства и приспособления более простой конструкции и значительно меньшей грузоподъемности.
12.1.5. В местах производства работ с пластмассовыми трубами, материал которых горюч, а также рядом с местами их складирования запрещается разводить огонь, производить электро- и газосварочные работы и хранить легковоспламеняющие вещества. Во избежание загорания труб необходимо предусматривать противопожарные меры, включая обеспечение мест складирования средствами пожаротушения и соблюдения безопасного расстояния от пожароопасных источников до пластмассовых труб.
12.1.6. При сварке и склеивании пластмассовых труб, а также при работах, связанных с применением растворителей, выделяются вредные газы и пары, состав которых зависит от рецептуры материалов и труб, а также температуры сварки.
12.1.7. В таблице 12.1 приведен перечень вредных веществ, выделяемых при переработке основных видов пластмасс, применяемых для изготовления труб, и их предельно допустимые концентрации (ПДК) в воздухе рабочей зоны (по ГОСТ 12.3.030-83*), а в таблице 12.2 - показатели пожароопасности и взрывоопасности паров и газов, выделяющихся при сварке, и растворителей, используемых для очистки соединяемых поверхностей.
12.1.8. Концентрация вредных паров, газов и пыли в воздухе рабочей зоны производственных помещений не должна превышать предельно допустимую, установленную требованиями ГОСТ 12.1.005-85* (см. табл. 12.1). В производственном помещении предусматривают систематический контроль за содержанием в воздухе рабочей зоны токсичных и взрывоопасных газов и паров, производимый с помощью приборов для определения состава газообразных средств.
12.1.9. Каждое рабочее место, связанное с, механической и тепловой обработкой, а также сваркой и склеиванием пластмассовых труб и деталей, должно быть хорошо освещено (не менее 20-30 лк) и оборудовано приточно-вытяжной вентиляцией с обменом воздуха не менее 1500-2000 м3/ч.
Табл. 12.1.
|
Материал труб |
Вредные вещества |
ПДК, мг/м3 |
Класс опасности |
|
1 |
2 |
3 |
4 |
|
Полиэтилен |
Формальдегид |
0,5 |
2 |
|
Окись углерода |
20,0 |
4 |
|
|
Ацетальдегид |
5,0 |
3 |
|
|
Уксусная кислота |
5,0 |
3 |
|
|
Полиэтилен низкого давления (аэрозоль) |
10,0 |
3 |
|
|
Полипропилен |
Формальдегид |
0,5 |
2 |
|
Полипропилен (нестабилизированный) (аэрозоль) |
10,0 |
3 |
|
|
окись углерода |
20,0 |
4 |
|
|
Поливинилхлорид |
Дибутилфталат |
0,5-1 |
2 " |
|
Диметилхтолат |
0,3 |
2 |
|
|
Ди (2-этилгексил) фталат |
1,0 |
2 |
|
|
Хлористый водород |
5,0 |
2 |
|
|
Хлористый винил |
0,1 |
2 |
|
|
Окись углерода |
20,0 |
4 |
|
|
Поливинилхлорид(аэрозоль) |
6,0 |
3 |
Примечание: Состав выделяющихся веществ может меняться в зависимости от рецептуры пластмасс.
Табл. 12.2.
|
Вещества |
Температура
вспышки, |
Температура
самовосп, |
Зона
воспламенения (объемная доля), |
Температурные
пределы воспламенения, |
||
|
миним. |
максим. |
Нижний |
верхний |
|||
|
Окись углерода |
- |
610 |
12,5 |
74,0 |
- |
- |
|
Формальдегид |
- |
430 |
7,0 |
73,0 |
- |
- |
|
Дивинил |
- |
420 |
2,0 |
11,5 |
- |
- |
|
Хлористый водород |
Не пожароопасен |
|||||
|
Толуол |
4 |
536 |
1,3 |
6,7 |
0 |
30 |
|
Стирол |
30 |
530 |
1,1 |
5,2 |
26 |
59 |
|
Уайт-спирит |
33 |
227 |
- |
- |
33 |
68 |
|
Ацетон |
-18 |
465 |
2,2 |
13,0 |
-20 |
6 |
|
Спирт этиловый |
13 |
365 |
3,6 |
19,0 |
11 |
41 |
12.1.10. При нарушении требований безопасности и длительном воздействии на организм газов и паров, выделяющихся при сварке и склеивании, а также работе с растворителями возможно нарушение обмена кислорода, поражение центральной нервной системы, раздражение слизистых оболочек глаз и верхних дыхательных путей. При вдыхании продуктов термической деструкции полиэтилена возникает раздражение верхних дыхательных путей с последующим развитием интоксикации. Высокие концентрации продуктов деструкции приводят к нарушению функции дыхания. Вдыхание продуктов термоокислительной деструкции полипропилена сопровождается раздражением слизистых оболочек глаз и верхних дыхательных путей, расстройством координации движений и повышением возбудимости нервной системы. Имеются также данные об изменениях во внутренних органах. Отравление летучими веществами, выделяемыми из поливинилхлорида, характеризуется раздражением слизистых оболочек, покраснением кожи, нарушением дыхания и исчезновением рефлексов.
12.1.11. При трубозаготовительных и сварочных работах следует принимать меры против ожогов нагретыми трубами и инструментом, разбрызгивающимся глицерином, газом-теплоносителем и т.д. Работать нужно в специальной одежде (комбинезоне из трудновоспламеняющегося материала) и в рукавицах, а также пользоваться защитными очками с простыми стеклами. Рукоятки нагревающихся инструментов должны быть выполнены из электро- и теплоизоляционного материала и не должны нагреваться выше температуры 40°С. Нагревательный инструмент должен иметь также специальные подставки и футляры с защитными асбестовыми покрытиями. В случае ожога необходимо место ожога промыть слабым (около 0,2%) раствором марганцевокислого калия, закрыть стерильным индивидуальным пакетом и отправить пострадавшего в медпункт. При тяжелой форме ожога необходимо вызвать скорую медицинскую помощь.
12.1.12. Напряжение тока переносных электрофицированных инструментов при работе в помещении с повышенной опасностью, а также вне помещений должно быть не выше 42 В переменного или 110 В постоянного тока. В помещениях без повышенной опасности допускается напряжение 127 и 220 В с обязательным применением диэлектрических перчаток, галош и ковриков. Все технологическое, электрическое, монтажное оборудование и электроинструменты, работающие при переменном напряжении свыше 42 В, должны быть надежно заземлены в соответствии с требованиями СНиП 3.05.06-85. Изоляция электропроводов должна быть исправной и регулярно проверяться.
12.2. Работа с растворителями.
12.2.1. Нарушение правил работы с растворителями, применяемыми для очистки соединяемых поверхностей при сварке и склеивании труб, а также входящими в состав клеевых компазиций может привести к поражению организма работающих, пожару и взрыву. Уайт-спирит может вызывать кожные заболевания, а при высоких концентрациях паров уайт-спирита наступает потеря сознания. При длительном воздействии паров этилового спирта развиваются заболевания нервной системы, печени, сердца. Ацетон вызывает раздражение слизистых оболочек глаз, носа и горла, всасывается через кожу, а при длительном воздействии поражает центральную нервную систему. При отравлении ацетоном необходим свежий воздух. Хлористый метилен поражает также внутренние органы. К работе с хлористым метиленом допускаются только лица мужского пола.
12.2.2. Работы с растворителями проводят в местах, снабженных местной вытяжной вентиляцией. Концентрация паров растворителя в воздухе рабочей зоны производственных помещений не должна превышать предельно допустимую по санитарным нормам, утвержденным Минздравом России: 300 мг/м3 - для уайт-спирита, 1000 мг/м3 - для этилового спирта, 200 мг/м3 - для ацетона и 50 мг/м3 - для хлористого метилена. Показатели пожароопасное™ и взрывоопасности растворителей приведены в табл. 12.2. При работе с растворителями кожный покров рук защищают резиновыми перчатками. Для исключения пожаров и взрывов запрещается курение и разведение открытого огня на рабочих местах и в местах хранения растворителей. Растворители должны находиться у рабочего в герметически закрывающейся металлической таре емкостью не более 200 см3. Растворители должны храниться в специально отведенных прохладных вентилируемых местах.
12.3. Трубозаготовительные работы.
12.3.1. При закреплении пластмассовых труб для механической обработки труб следует учитывать их упругие свойства. Пластмассовые трубы закрепляют в тисках или специальных зажимных приспособлениях с мягкими прокладками во избежание механических повреждений поверхности трубы.
12.3.2. При механической обработке пластмассовых труб применяются защитная маска и ограждения для режущего инструмента. При любом виде механической обработке во время снятия детали и смене режущего инструмента следует оберегать руки от ожогов нагревающимся режущим инструментом и работать в рукавицах. При токарной обработке пластмассовых труб необходимо следить за своевременным удалением непрерывной стружки. Механическая обработка поливинилхлоридных труб при температуре ниже 5°С не допускается из-за повышенной хрупкости. В помещениях, где производится механическая обработка труб из поливинилхлорида, запрещается производить работы, связанные с выделением взрыво- и огнеопасных газов или применением растворителей.
12.3.3. При нагреве трубных заготовок глицериновых ваннах необходимо следить, чтобы погружаемые в глицерин концы труб были сухими, иначе возможны выплески глицерина. Категорически запрещается нагрев пластмассовых труб или инструментов для их формования и сварки открытым пламенем, так как, кроме опасности в работе, в этом случае не возможно получить изделие высокого качества.
12.3.4. Для предупреждения пожара на рабочем месте не допускается скопление стружек, промасленных тряпок и других отходов.
12.4. Сварочные работы.
12.4.1. Не следует нагревать соединяемые поверхности труб выше температур, предусмотренных технологией сварки, так как, разлагаясь при нагреве, они выделяют вредные газы (см. табл. 12.1).
12.4.2. Рабочие поверхности сварочных приспособлений и инструментов необходимо защищать от загрязнений, особенно от попадания на них смазывающих материалов.
12.4.3. При использовании антиадгезионного покрытия из фторопласта, предотвращающего налипание оплавленного материала на рабочие поверхности сварочных электронагревательных инструментов, необходимо следить за тем, чтобы температура инструмента не превышала 250°С, так как при более высоких температурах фтороласт разлагается, а при температуре свыше 400°С интенсивно разлагается с выделением бесцветных и не имеющих запаха токсичных продуктов - тетрафторэтилена, фтористого водорода, фтористого карбонила, производных циклических соединений. Продукты термического разложения фторопласта вызывают картину отравления, напоминающую литейную лихорадку. Признаки острого отравления продуктами разложения фторопласта появляются сразу же после вдыхания или спустя 15…20 мин - это слабость, головная боль, головокружение, чувство стеснения в груди, кашель, иногда рвота, резь в глазах, выделение слизи из носа, бледность или синеватая окраска кожных покровов лица, возможно повышение температуры. Подобное состояние может быстро пройти, но спустя несколько часов возобновиться в более резкой форме. Отравление продуктами распада может привести к заболеванию органов дыхания, в тяжелых случаях может развиться воспаление и отек легких. При первичных признаках отравления продуктами термического разложения фторопласта следует немедленно прекратить работу и покинуть опасную зону, а затем сообщить о случившемся ответственному лицу. Пострадавшего необходимо вывести из помещения на свежий воздух, расстегнуть одежду, чтобы облегчить дыхание, уложить, вызвать скорую помощь и до приезда врача непрерывно давать кислород, а при необходимости делать искусственное дыхание.
12.4.4. При эксплуатации газовых и электрических нагревателей, редукторов и баллонов при сварке нагретым газом необходимо строгое соблюдение «Правил техники безопасности и промышленной санитарии при производстве ацетилена и кислорода при газопламенной обработке металлов», а также правил техники безопасности труда при работе со сжатым воздухом и другими газами (азотом, аргоном и т.д.). Следует помнить, что горючие газы в смеси с воздухом образуют взрывчатые смеси. При работе со сжиженными газами (пропанбутановой смесью) необходимо иметь в виду, что они тяжелее воздуха и при утечке, скапливаясь в приямках, подвалах и углублениях, создают очаг взрыва. Смеси сжиженных газов с воздухом взрывоопасны при содержании в воздухе 1,5…9,5 % горючего газа. При использовании в качестве теплоносителя азота или аргона указанные газы снижают процентное содержание кислорода в воздухе.
12.4.5. Отбор горючего газа не должен превышать 1,2 м3/ч из каждого баллона. При этом баллоны должны эксплуатироваться в строгом соответствии с «Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением», утвержденными Госгортехнадзором России. Перевозят, хранят, выдают и получают баллоны лица, сдавшие экзамен по техминимуму по обращению с баллонами для горючих газов. На постоянных местах работы баллоны с горючим газом хранят в закрытых шкафах с отверстиями для естественной вентиляции. Баллоны перевозят на тележках или переносят на носилках.
12.4.6. Теплоноситель, подаваемый к нагревателю, создает внутри шлангов избыточное давление. Для систем, работающих под давлением свыше 0,7 МПа и более, должны соблюдаться «Правила устройства и безопасной эксплуатации сосудов, работающих под давлением», утвержденные Госгортехнадзором России.
12.5. Склеивание.
12.5.1. Работающих с клеями необходимо снабжать спецодеждой (комбинезоном или курткой с брюками), спецобувью на кожаной приклеенной или пришитой подошве, фартуками из прорезиненной ткани или полимерных пленок, головными уборами, средствами защиты органов дыхания изолирующего типа (респиратор и т.п.), очками с простыми стеклами. Руки необходимо защищать резиновыми перчатками или смазывать их предохранительными пастами типа ПМ-1, ХИОТ или мазями типа «биологических перчаток».
12.5.2. Клеящие вещества, так же как и растворители, хранят в емкостях с герметически закрывающимися крышками и пробками в специально отведенных прохладных вентилируемых местах. Чтобы избежать излишнего выделения в атмосферу взрывоопасных паров, крышки емкости с клеем надо своевременно закрывать, кисти хранить в закрытых коробках. Хранение клея ГИПК-127 должно производиться в помещениях, предназначенных для хранения огнеопасных грузов. Оставлять банки с клеем, а также освобожденную из-под него тару вне помещений для хранения категорически запрещается. В местах хранения и производства работ с клеем категорически запрещается пользование открытым огнем и курение, так как это может привести к взрыву паров растворителя.
12.5.3. При погрузочно-разгрузочных работах и транспортировке клея ГИПК-127 должны соблюдаться правила, распространяющиеся на идентичные работы с огнеопасными грузами. Подогревать клей и его растворители запрещается. Для исключения искрообразования вскрытие тары с клеем или растворителем должно производиться пластмассовыми, резиновыми или деревянными шпателями. При работе надлежит пользоваться минимальным количеством клея, необходимым для выполнения разового задания и не превышающим сменной потребности. Пролитый клей необходимо засыпать песком и убрать в специально отведенное место (туда же следует удалять тряпки, смоченные растворителем). Уборку клея следует производить совком, изготовленным из материала, не вызывающего искрения.
12.5.4. Перед входом в помещение и на участках, где производят работы с клеем ГИПК-127, должны быть вывешены плакаты: Не курить», «Огнеопасно», «Взрывоопасно», а также инструкция о мерах пожарной безопасности. В процессе работы дверные проемы, ведущие в смежные помещения, должны быть закрыты. На период клеевых работ помещение должно быть оснащено средствами пожаротушения из расчета: два пенных огнетушителя на каждые 100 м2 площади помещения, войлок или асбестовое полотно, ящик с песком и лопатой или две песочницы.
12.5.5. Места работы с клеями, так же как и с растворителями, оборудуются местной вытяжной вентиляцией. Вентиляционные установки и приводящие их в действие электромоторы должны быть во взрывозащитном исполнении и заземлены. Разливку клея в более мелкую тару и сушку склеенных деталей трубопроводов из поливинилхлорида следует производить в вытяжных шкафах.
12.5.6. Закончив работу по склеиванию, необходимо растворителем и теплой водой с мылом смыть клей с перчаток и рук, после чего принять горячий душ.
12.5.7. Работающих с клеем необходимо подвергать ежемесячному освидетельствованию и при обнаружении кожных заболеваний временно или постоянно (по заключению врача) переводить на другой участок работы.
12.6. Монтаж и испытание трубопроводов.
12.6.1. Леса, подмости, люльки и другие средства, применяемые при монтаже трубопроводов на высоте, должны быть инвентарными и изготавливаться только по типовым проектам. Применение неинвентарных лесов допускается в исключительных случаях и только с разрешения главного инженера монтажной организации, при этом проект лесов для работы на высоте более 4 м должен быть утвержден. При работе на высоте более 1,5 м, когда устройство настилов с ограждением рабочих мест является невозможным, все рабочие обязаны пользоваться предохранительными поясами, прошедшими испытания в установленные сроки, и обувью с нескользящей подошвой. Предохранительные пояса должны соединяться только с прочно закрепленной конструкцией.
12.6.2. При выполнении работ по монтажу трубопроводов ниже уровня земли следует проверять устойчивость и исправность креплений стенок и откосов в траншеях. Обнаруженные обвалы, а также нарушения креплений стенок траншей следует полностью устранять до начала монтажных работ. При спуске в колодцы или входе в камеры, где возможно появление газов, рабочие должны иметь противогазы и предохранительные пояса с прочными сигнальными веревками, концы которых выведены и закреплены снаружи. Запрещается выполнять работы в колодцах, камерах и каналах при температуре воздуха 40°С и выше без приточной вентиляции.
12.6.3. При пробивке отверстий в стенах и перекрытиях следует пользоваться защитными очками.
12.6.4. При сборке разъемных соединений гаечные ключи должны соответствовать размерам гаек. Запрещается работать гаечными ключами большего размера. Также запрещается укладывать между гайкой и губкой ключа металлические прокладки и удлинять ключи, надевая на них отрезки труб.
12.6.5. При монтаже и испытании трубопровода запрещается прислонять к нему лестницы или стремянки, ходить по трубопроводу или садиться на него.
12.6.6. Испытания должны производиться под руководством специально выделенных лиц из инженерно-технического персонала строительно-монтажной организации. Лица, участвующие в работах по испытанию трубопровода, должны быть предварительно проинструктированы, а во время проведения испытаний должны находиться в безопасных местах за ограждающими экранами.
12.6.7. При испытаниях трубопроводов категорически запрещается обстукивать молотком трубы и их соединения, оттягивать трубопровод от стен, а также устранять обнаруженные дефекты. Производить осмотр испытуемых "трубопроводов могут только специально проинструктированные лица после снижения давления испытания до рабочего давления.
12.6.8. На время проведения пневматических испытаний трубопроводов как внутри помещения, так и снаружи должна устанавливаться охраняемая зона. Минимальное расстояние в любом направлении от испытываемого, трубопровода до границы зоны: при надземной прокладке - 25 м, при подземной - 10 м. Границы зоны отмечают флажками, располагаемыми через 50 м друг от друга. В вечернее или ночное время охраняемая зона должна быть хорошо освещена. Находиться кому-либо в охраняемой зоне в период нагнетания в трубопровод воздуха и при выдерживании трубопровода под давлением при испытании на прочность категорически запрещается. Компрессор и манометры, используемые при испытании трубопровода на прочность, должны находиться вне зоны охраны, компрессор должен быть защищен специальным ограждением.
12.6.9. При выдерживании трубопровода под испытательным давлением а также при осмотре трубопровода необходимо вести непрерывные наблюдения за показаниями манометров. В случае повышения давления в трубопроводе (вследствие нагрева) должен производиться выпуск воздуха. При обнаружении в трубопроводе трещин или других повреждений, видимых на глаз, следует прекратить испытания. Испытания следует прервать при обнаружении неисправностей манометров, разъемных соединений или заглушек.
Пневматические испытания следует также прервать во всех случаях, не предусмотренных настоящими ОСН, но угрожающих безопасности проведения испытаний. Присоединять и разъединять линии, подающие воздух от компрессора к испытываемому участку трубопровода, разрешается только после прекращения подачи воздуха и полного снятия давления.
12.6.10. Устранение дефектов разрешается производить после снижения давления в трубопроводе до атмосферного. Устранение дефектов в надземных трубопроводах следует производить с устроенных для этой цели инвентарных лесов и подмостей. Запрещается производить работы с приставных лестниц.
12.6.11. При проведении пневматических испытаний трубопроводов на герметичность с определением падения давления на время испытаний, охраняемая зона не устанавливается.
12.6.12. При продувке трубопроводов после испытания следует устанавливать щиты у концов труб для защиты рабочих от выдуваемых твердых частиц и предметов. Запрещается находиться против незащищенных концов продуваемых водопроводов.
Приложение
1.
Рекомендуемые пластмассовые трубы, их области применения и диаметры
|
Область применения |
Рекомендуемые пластмассовые трубы |
Диаметр трубы, мм |
|
1 |
2 |
3 |
|
Внутренние водопроводные сети хозяйственного, производственного и технического водоснабжения, за исключением противопожарного |
Трубы напорные из сополимера пропилена «Рандом сополимер (PPRC)» по ТУ 2248-006-41989945-97 |
ДН=16…90 |
|
Трубы напорные из непластифицированного поливинилхлорида ПВХ-125 по ТУ 6-49-4-88 |
ДН=110, 160, 225 |
|
|
Трубы металлополимерные по ТУ 2248-001-07629379-96 |
ДН=16…25 |
|
|
Трубы металлополимерные по ТУ 2248-001-29325094-97 |
ДН=14…25 |
|
|
Трубы многослойные металлополимерные по ТУ 2248-036-00203536-97 с изм. 1, 2 |
ДН=16, 20,25 |
|
|
Трубы напорные из полиэтилена по ГОСТ 18599-2001 |
ДН=10…400 |
|
|
Трубы напорные из непластифицированного поливинилхлорида по ТУ 6-19-231-87; ГОСТ Р51613-2000 |
ДН=16…350 |
|
|
Трубы напорные и соединительные детали к ним из сополимеров пропилена для систем холодного и горячего водоснабжения и отопления по ТУ 2248-032-00284581-98 |
ДН=10…400 |
|
|
Трубы стеклопластиковые на основе эпоксидных смол по ТУ 2296-250-24046478-95 |
ДН=60…400 |
|
|
Трубы стеклопластиковые на основе полиэфирных смол по ТУ 2296-011-26598466-96 |
ДН=50…400 |
|
|
Трубы из полиэтилена НД марки 289-137 по ТУ 6-05-1983-87; ГОСТ Р 50838-95* |
ДН=20…225 |
|
|
Водоводы и водопроводные сети с/х предприятий, полив |
Трубы напорные из полиэтилена по ГОСТ 18599-2001 |
ДН=10…280 |
|
Трубы напорные из непластифицированного поливинилхлорида по ТУ 6-19-231-87; ГОСТ Р 51613-2000 |
ДН=16…315 |
|
|
Шланги из полиэтилена (ПВД) однослойные армированные синтетической нитью (для полива) по ТУ 2247-002-348-681-12-00 |
ДН=10…25 |
|
|
Шланги из пластифицированного полихлорвинила однослойные армированные синтетической нитью (для полива) по ТУ2247-001 -348-681-12-00 |
ДН=10…25 |
|
|
Сети внутренней бытовой и производственной канализации и внутренние водостоки |
Трубы напорные из полиэтилена по ГОСТ 18599-2001 |
ДН=50, 90, 110 |
|
Трубы напорные из непластифицированного поливинилхлорида по ТУ 6-19-231-87; ГОСТ Р 51613-2000 |
ДН=160…225 |
|
|
Трубы пластмассовые канализационные по ГОСТ 22689.0-89 - ГОСТ 22689.2-89 |
ДН=50, 90, 110 |
|
|
Трубы из непластифицированного поливинилхлорида для водостоков по ТУ 6-49-0203534-94-93 |
ДН=110 |
|
|
Трубы и фасонные части из полипропилена и сополимеров пропилена для систем внутренней канализации по ТУ 2248-043-002-84-581-2000 |
ДН=40, 50, 110 |
|
|
Трубы и патрубки из полипропилена для канализации по ТУ 4926-00541989945-97* |
ДН=40, 50, 110 |
|
|
Трубы и патрубки из непластифицированного поливинилхлорида для канализации по ТУ 6-19-307-86 |
ДН=50, 110 |
|
|
Трубы канализационные раструбные из полипропилена по ТУ 4926-010-42943419-97 |
ДН=40, 50, 110 |
|
|
Трубы из полиэтилена для систем внутренней канализации зданий по ТУ 10 РФ 13.02-92 |
ДН=50, 90, 110 |
|
|
Напорные трубопроводы канализации и напорные навозопроводы |
Трубы напорные из полиэтилена низкого и высокого давления по ГОСТ 18599-2001 |
ДН=90…315 ДН=110…160 |
|
Трубы напорные из непластифицированного поливинилхлорида по ГОСТ Р 51613-2000 |
ДН=63…225 |
|
|
Трубы напорные стеклопластиковые на основе эпоксидных смол по ТУ 2296-250-24046478-95 |
ДН=150…400 |
|
|
Трубы напорные стеклопластиковые на основе полиэфирных смол по ТУ 2296-011-26598466-96 |
ДН=150…400 |
|
|
Трубы из полипропилена по ТУ 4926-012-41989945-99 |
ДН=110…250 |
|
|
Трубы из полипропилена для наружной канализации по ТУ 2248-001-5284398-2003 |
ДН=110…200 |
|
|
Газопроводы межпоселковые, а также на территории поселков и сельских населенных пунктов с малой насыщенностью инженерными коммуникациями при допустимом давлении до 0,3 МПа и от 0,3 до 0,6 МПа |
Трубы из полиэтилена для газопроводов по ГОСТ Р 50838-95* Детали соединительные из полиэтилена низкого давления для газопроводов по ТУ 6-19-359-97 |
ДН=20…225 |
|
Защита внутренних распределительных и питающих сетей электрооборудования, электроосвещения, КИПиА, абонентских сетей связи и сигнализации, защита кабелей в агрессивном грунте |
Трубы для электропроводок гладкие из непластифицированного поливинилхлорида по ТУ 6-19-215-86 |
ДН=16…90 |
|
Трубы для электропроводок гофрированные из жесткого поливинилхлорида по ТУ 6-19-051-6-87 |
ДН=16…50 |
|
|
Трубы для электропроводок из полиэтилена по ТУ 6-49-25-90 |
ДН=16…63 |
|
|
Трубы для электропроводок гофрированные из полиэтилена низкого давления по ТУ 6-19-051-518-87 |
ДН=16…40 |
|
|
Трубы электротехнические гофрированные из вторичного полиэтилена по ТУ 63-072-оп 15-86 |
ДН=16…40 |
|
|
Трубы из полиэтилена высокого и низкого давления по ГОСТ 18599-2001 |
ДН=16…90 |
|
|
Трубы для электропроводок гофрированные из непластифицированного поливинилхлорида по ТУ 6-19-051-419-84 |
ДН=16…50 |
|
|
Обсадка скважин при бурении на воду |
Трубы напорные из ПНД по ГОСТ 18599-2001 |
ДН=110…400 |
|
Закрытый горизонтальный дренаж |
Трубы дренажные гофрированные из полиэтилена низкого давления по ТУ 6-19-224-83 |
ДН=50…125 |
|
Трубы дренажные из поливинилхлорида по ТУ 2248-001-51169444-00 |
ДН=110 |
|
|
Система подпочвенного обогрева тепличных комбинатов |
Трубы из ПНД по ГОСТ 18599-2001 |
ДН=20…110 |
|
Горячее водоснабжение |
Трубы радиационно-химические модифицированные из полиэтилена НД для подводок горячего водоснабжения по ТУ 6-19-374-87 |
ДН=12, 16 |
|
Трубы из стеклопластика на эпоксидном связующем по ТУ 2296-250-24046478-95 |
ДН=60…400 |
|
|
Трубы из полипропилена («Рандом Сополимер») PP-R класса PN20 по ТУ 2248-006-41989945-98 |
ДН=16…110 |
|
|
Трубы напорные из сшитого полиэтилена (РЕХв) по ТУ 2248-039-00284581-99 |
|
|
|
Металлополимерные трубы по ТУ 2248-004-07629379-97 |
ДН=16…25 |
|
|
Трубы многослойные металлополимерные по ТУ 2248-036-00203536-97 с изм. 1, 2 |
ДН=16, 20, 25 |
|
|
Трубы напорные и соединительные детали к ним из сополимеров пропилена для систем холодного и горячего водоснабжения и отопления по ТУ 2248-032-002-84-581-98 |
ДН=16…110 |
|
|
Технологические трубопроводы |
Трубы напорные из сополимера пропилена «Рандом сополимер» по ТУ 2248-006-41989945-98 |
ДН=16…90 |
|
Трубы напорные из полиэтилена по ГОСТ 18599-2001 |
ДН=10…400 |
|
|
Трубы напорные из непластифицированного поливинилхлорида и поливинилхлорида по ТУ 6-19-231-87; ГОСТ 51613-2000 |
ДН=16…315 |
|
|
Стеклопластиковые трубы на основе эпоксидных смол по ТУ 2296-250-24046478-95 |
ДН=60…400 |
|
|
Стеклопластиковые трубы на основе полиэфирных смол по ТУ 2296-011-26598466-96 и ASTMD 2996-88 |
ДН=50…400 |
|
|
Молокопроводы |
Трубы и детали молокопроводов по ТУ 6-19-349-87 |
- |
|
Сети пожаротушения |
Стеклопластиковые трубы на полиэфирном связующем по ТУ 2296-011-26598466-96 |
- |
Приложение
2.
Рекомендуемые предприятия-изготовители труб и соединительных детален из
полимерных материалов
|
Предприятие-изготовитель |
Адрес и телефон предприятия-изготовителя |
Выпускаемые трубы |
|
1 |
2 |
3 |
|
НПО «Стройполимер» |
109316, г.Москва, ул. Талалихина, д. 26. Тел./факс (095) 276-99-11 276-74-91 |
Трубы напорные и безнапорные и соединительные детали из ПП |
|
ТОО «Компания Рострубпласт» |
143980, Московская область, г.Железнодорожный, ул. Промышленная, д. 35. Тел. (095) 527-50-75 |
Трубы канализационные и фасонные части из ПЭ (ПВП) |
|
ЗАО «НЛП «Маяк-93» |
127460, г. Москва, Алтуфьевское ш., д. 43 Тел.(095)489-95-31 |
Трубы МП |
|
«Политек» |
Московская обл., г.Одинцово, ул. Транспортная, д.2. Тел/факс (095) 789-32-76 599-92-70 |
Трубы из ПП; ПВХ; ПЭ (ПНД) двухслойные для канализации и дренажа; трубы гофрированные для электропроводки |
|
АО «Агригазполимер» |
249020, Калужская обл., г. Обнинск, пос. Кабицино. Тел.(08439) 3-48-43 4-37-38 |
Трубы напорные и соединительные детали из ПЭ, ПВХ; трубы безнапорные из ПВХ |
|
НПО «Полимерстроймаш» (ЦНИИСМ) |
141371. Московская обл., г. Хотьково, ул. Заводская, д. I. ' Тел./факс (095) 262-33-63 262-02-55 |
Трубы напорные и безнапорные из СП |
|
ОАО «Казаньоргсинтез» |
Республика Татарстан, г.Казань. ул. Беломорская, д. 1. Тел. (8432) 49-89-90; 43-23-92 Факс (8432) 43-71-41 |
Трубы напорные из ПЭ |
|
АО «Завод полиэтиленовых труб» |
357920, г. Буденновск, ул. Розы Люксембург, д. 14. Тел. (8-6559) 3-28-45 |
Трубы напорные из ПЭ |
|
АО «Прогресс» |
г. Пермь |
Трубы из СП на основе эпоксидных смол |
|
АО «Пласт» |
г. Пермь |
-"- |
|
Предприятие «ТСТ» |
г. Пермь |
Трубы из СП на основе полиэфирных смол |
|
АО «ПП «Мушарака» |
368200, Республика Дагестан, г. Буйнакск, ул. Промышленная, д. 3-а Тел./факс (8-7237) 2-71-27 |
Трубы напорные и безнапорные и соединительные детали из ПЭ и ПП |
|
ЗАО «Трехгорный пластик ЗАТОПЛАСТ» |
456080, Челябинская обл., г. Трехгорный, ул. Мира, д. 1. Тел. (35111) 4-05-55; 4-10-20 |
Трубы напорные с соединительные детали из ПЭ и ПП |
|
Фирма «Бир-Пекс» |
410040, г. Саратов, ул. 50 Лет Октября. Тел./факс (8452) 33-24-36 28-64-50 |
Трубы напорные из ПЭС |
|
ЗАО «ЭГО-ПЛАСТ» |
129626, г. Москва, Кулаков пер., д. 9-а. Тел.(095)284-15-74 286-03002 |
Трубы и фасонные части из ПП и сополимеров ПП |
|
ООО «МПТ-Пластик Р» |
123995, г. Москва, Бережковская наб., д. 20. Тел.(095)937-21-99 937-94-58 |
Трубы из МП |
|
ЗАО «Чебоксарский завод пластмасс» |
428016, г. Чебоксары, п. Нов. Лапсары, Лапсарский пр., д. 14-а. Тел.(8352)69-41-29 |
Трубы напорные и безнапорные и соединительные детали из ПЭ и ПП |
|
«Бородино-Пласт» |
Московская обл., г. Можайск. Тел.(095)720-13-57 777-94-25 |
Трубы напорные и безнапорные из ПЭ (ПНД и ПВД); Трубы из ПП (PPRC); Трубы из ПЭС |
|
АООТ «Кубра» |
Самарская обл., г. Сызрань |
Трубы напорные и соединительные детали из ПВХ с гладкими концами и раструбами |
|
ЗАО «Модуль-Пласт» |
141400, Московская обл., г. Химки, ул. Рабочая, д. 2. Тел. (095) 573-37-49 |
Трубы (шланги) напорные из ПЭ и ПВХ |
|
ОАО «Пластполитен» |
115487, г. Москва, 2-й Нагатинский пр., д. 6-а Тел. (095) 111-51-20 111-35-10 |
Трубы (шланги) гофрированные для электропроводки |
В приложении приняты следующие условные обозначения:
ПЭ - полиэтилен
ПЭС - сшитый полиэтилен
МП - металлополимер
ПВХ - поливинилхлорид
ПП - полипропилен
ПНД - полимер низкого давления
ПВД - полимер высокого давления
СП - стеклопластик
Приложение
3
УСТРОЙСТВО ВНУТРЕННИХ СИСТЕМ ВОДОСНАБЖЕНИЯ ИЗ ПОЛИПРОПИЛЕНОВЫХ ТРУБ
«РАНДОМ-СОПОЛИМЕР» (PPRC)
1. Общие положения
1.1. Настоящий раздел распространяется на строительство внутренних систем холодного и горячего водоснабжения (температура до 75°С) жилых и гражданских зданий из напорных полипропиленовых труб «Рандом сополимер» (PPRC).
Трубы и соединительные детали, изготовленные из полипропилена «Рандом сополимер» (PP-R. Тип 3, в дальнейшем PP-R) предназначаются для монтажа трубопроводов систем холодного и горячего водоснабжения. Их допускается применять в объединенных системах противопожарного водоснабжения.
1.2. Трубы и соединительные детали имеют сертификат соответствия, выданный Московским центром Госсанэпиднадзора Российской Федерации.
1.3. Срок службы трубопроводов из РР-R при температуре транспортируемой среды 20°С и номинальном давлении PN (PN10 - 10 атм., PN20 - 20 атм.) - 50 лет; срок службы труб PN20 при температуре 75°С и давлении 7,5 атм. - 25 лет.
1.4. При проектировании и монтаже трубопроводов систем холодного и горячего водоснабжения должны выполняться требования действующих нормативных документов (СНиП 2.04.01-85*, СНиП 3.05.01-85, СН 550-82, СП 40-102-2000 и др.)
1.5. Основные физико-механические свойства труб и соединительных деталей из PP-R при температуре +23°С приведены в табл. 1.1.
Табл. 1.1.
|
Наименование |
Методика измерений |
Единица измерений |
Величина |
|
Плотность |
ISO
R
1183 |
г/см3 |
>0,9 |
|
Температура плавления |
ГОСТ 21553-76 |
°С |
>146 |
|
Средний коэффициент линейного теплового расширения |
°С |
1,5×10-4 |
|
|
Предел текучести при растяжении |
ISO/H527 |
H/мм2 |
22-23 |
|
Предел прочности при разрыве |
ISO/R527 |
H/мм2 |
34-35 |
|
Относительное удлинение при разрыве |
ISO/R527 |
мм |
>500 |
|
Теплопроводность |
DIN 52612 |
Вт/м°С |
0,23 |
|
Удельная теплоемкость |
кДж/кг°С |
1,73 |
2. Монтаж трубопроводов.
2.1. Монтаж трубопроводов из труб и деталей из PP-R следует производить с учетом общих требований СНиП 2.05.01-85 (с изм.), СП 40-102-2000. При этом следует использовать трубы (ТУ 2248-006-041989945-97 Трубы напорные из сополимеров полипропилена "Рандом сополимер" (PPRC) и соединительные детали (ТУ 2248-011-41989945-98 «Соединительные детали из сополимеров полипропилена "Рандом сополимер" PP-R тип 3 (PPRC), сортамент которых приведен на рис. 2.1…2.33.
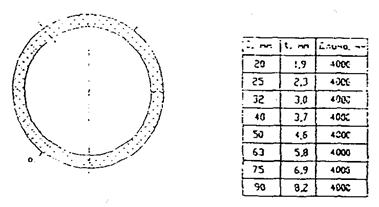
Рис.2.1. Труба PN10 В1 (PP-R, PN-10)d-TB
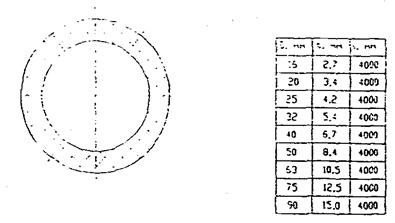
Рис.2.2. Труба PN 20 Т3 (PP-R, PN-20)d-TB
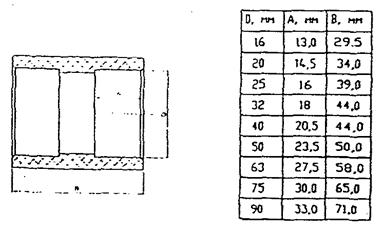
Рис. 2.3. Муфта соединительная Т3 (PP-R) d-М
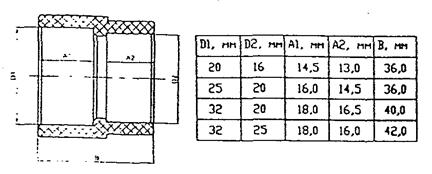
Рис.2.4. Муфта переходная T3(PP-R) D1×D2-MПep
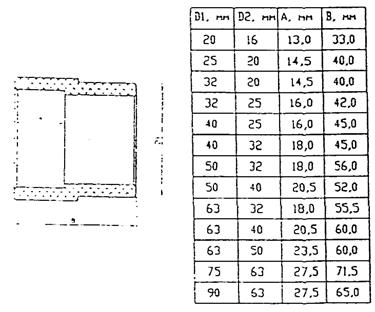
Рис. 2.5. Муфта переходная - внутренняя/наружная T3(PP-R)D1×D2 - Пep
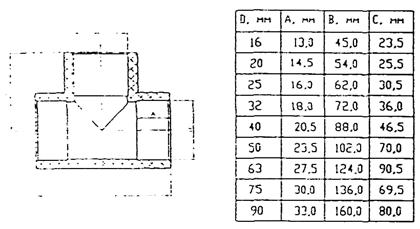
Рис. 2.6. Тройник T3(PP-R) D-Tp
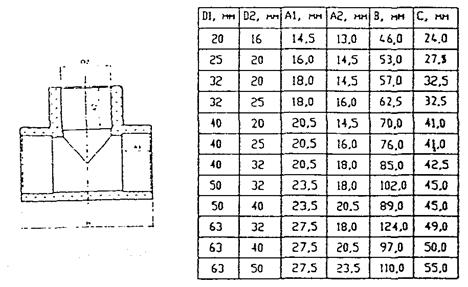
Рис. 2.7 Тройник переходный T3(PP-R)D1×D2 - Tp
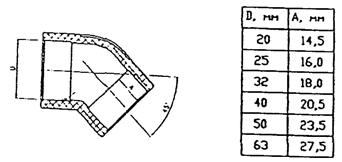
Рис. 2.8. Угольник 45° Т3 (PP-R) d-Oтв 45
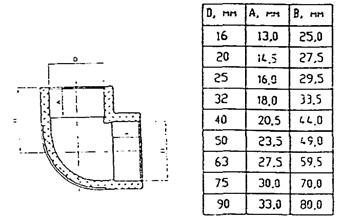
Рис.2.9. Угольник 90° Т3 (PP-R) d-Отв 90

Рис.2.10. Угольник 90° внутренний/наружный Т3 (PP-R) d-Уг BH
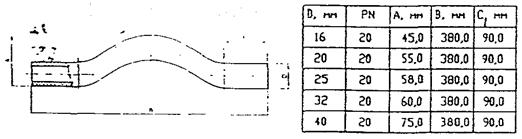
Рис. 2.11. Скоба Т3 (PP-R) d - Ск
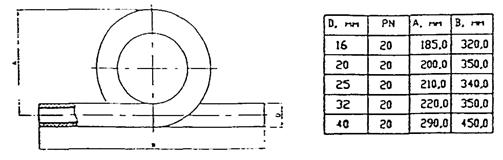
Рис. 2.12. Компенсирующая петля Т3 (PP-R) d - ПКомп
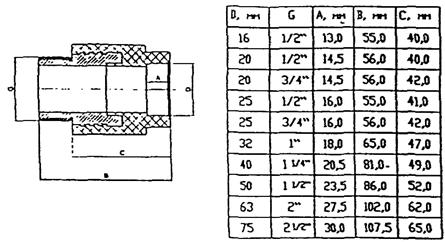
Рис. 2.13. Муфта с металлической Резьбой наружной «dGK» Т3 (PP-R) d - МКомб РН
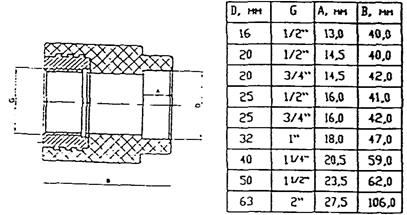
Рис. 2.14. Муфта с металлической резьбой внутренней «dGK» Т3 (PP-R) D×G - МКомб РВн
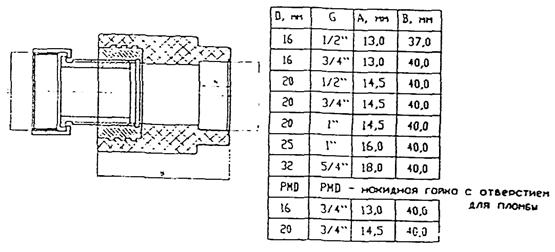
Рис. 2.15. Муфта с металлической вставкой с накидной гайкой (комплектуется уплотнительной прокладкой) Т3 (PP-R) D×G- МКомб ГНак
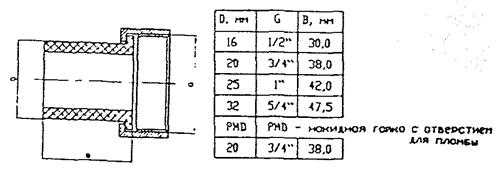
Рис. 2.16. Пластмассовый штуцер с накидной гайкой (комплектуется с уплотнительной прокладкой) Т3 (PP-R) D×G- Шт ГНак
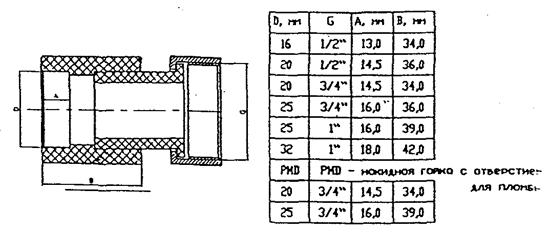
Рис. 2.17. Муфта с накидной гайкой Т3 (PP-R) D×G - МКомб ГНак
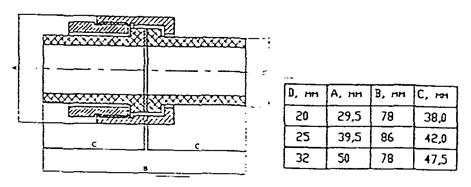
Рис. 2.18. Разборное соединение Т3 (PP-R) D - PC
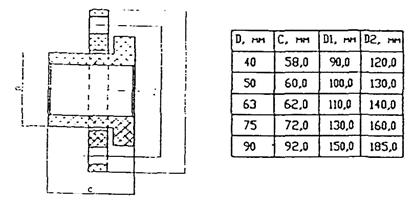
Рис. 2.19. Фланцевое соединение Т3 (PP-R) D - Бф
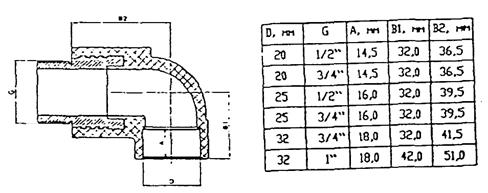
Рис. 2.20. Угольник 90°с металлической резьбой наружной Т3 (PP-R) D×G - УгМКомб РН
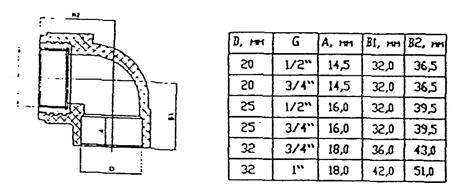
Рис. 2.21. Угольник 90°с металлической резьбой внутренней ТЗ (PP-R)DxG - Отв.90°-РВн
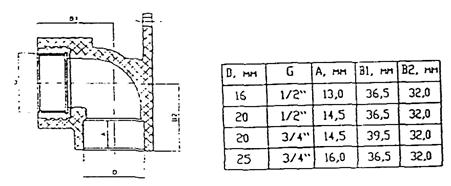
Рис. 2.22. Угольник с креплением и металлической резьбой внутренней Т3 (PP-R) D×G - Отв.90°-РВн-Кр
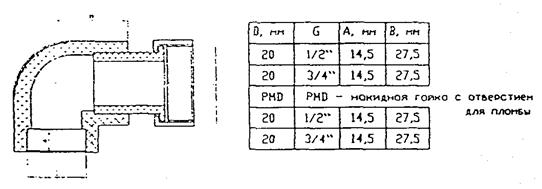
Рис. 2.23. Угольник 90°с накидной гайкой (комплектуется уплотняющей окладкой) Т3 (PP-R) D×G - УгМКомб ГНак
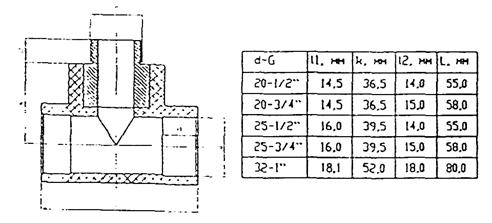
Рис. 2.24. Тройник комбинированный (наружная резьба)
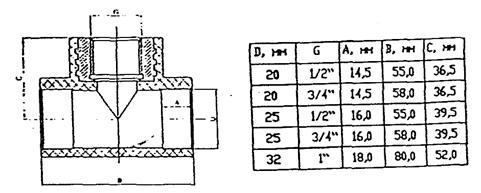
Рис. 2.25. Тройник с металлической внутренней резьбой Т3 (PP-R) D×G -ТрМКомб РВн

Рис. 2.26. Тройнике накидной гайкой Т3 (PP-R) D×G - ТрМКомб ГНак

Рис. 2.27. Крестовина Т3 (PP-R) d - Кр

Рис. 2.28. Электромуфта Т3 (PP-R) D - МЭл
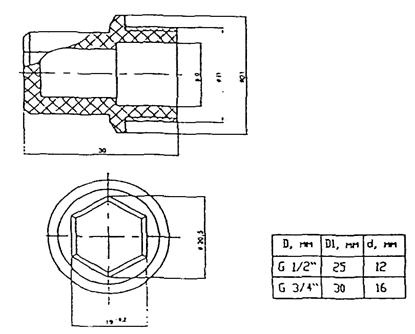
Рис. 2.29. Пробка резьбовая T3(PP-R) d - ПрP
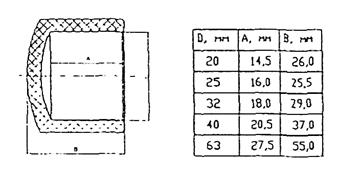
Рис. 2.30. Заглушка Т3 (PP-R) d - ПрР
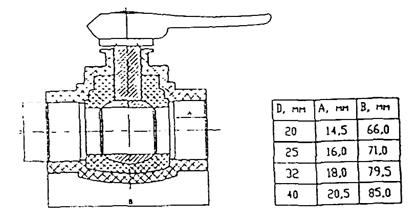
Рис. 2.31. Шаровой кран T3(PP-R) D-KpШap
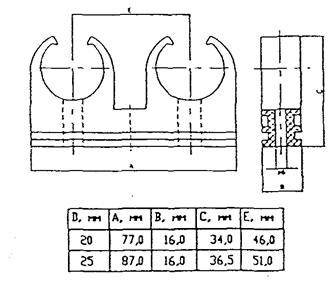
Рис. 2.32. Опора двойная Т3 (PP-R) d - ОпДв
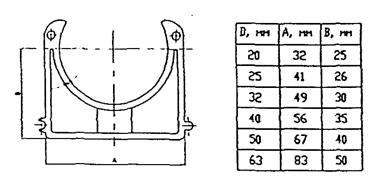
Рис. 2.33. Опора одинарная Т3 (PP-R) d - ОпОд
2.2. Монтаж трубопроводов из PP-R следует выполнять при температуре окружающего воздуха не ниже - 10°С.
2.3. При монтаже внутридомовых водопроводов следует применять неразъемные соединения, получаемые контактной тепловой сваркой в раструб, и разъемные соединения, получаемые с помощью комбинированных соединительных деталей.
Контактную сварку в раструб следует осуществлять с соблюдением такой последовательности операций (рис. 10.34.):
- разметка и ровная отрезка труб под прямым углом к оси трубы;
- снятие на конце трубы фаски 30 град, глубиной 1 мм;
- обезжиривание ацетоном наружной поверхности конца трубы длиной, равной диаметру трубы, и внутренней поверхности муфтовой части соединительной детали;
- нанесение метки (карандашом) на конец трубы на следующих расстояниях от торца для диаметров: 16-13 мм; 20-14,5 мм; 25-16 мм; 32-18 мм; 40-20,5 мм; 50-23,5 мм; 63-27,5 мм; 75-32 мм; 90-40 мм; 110-50 мм;
- обезжиривание рабочих поверхностей нагревательных элементов сварочного устройства.
Разъемное соединение получают, приваривая описанным способом к полипропиленовой трубе комбинированную соединительную деталь, один конец которой выполнен из полипропилена, а второй, выполненный из цветного металла (латунь, бронза), имеет резьбу (см. п. 2.1).
2.4. При контактной тепловой сварке в раструб труб из PP-R требуется соблюдать следующий технологический режим:
- температура рабочих поверхностей нагревательных элементов при сварке не должна превышать 260 ±60°С;
- время оплавления, технологическая пауза, время охлаждения сварочного соединения должно приниматься по табл. 2.2.
Табл. 2.2.
Технологические параметры контактной тепловой сварки труб из PP-R (при температуре наружного воздуха более +5°С)
|
Номинальный наружный диаметр, мм |
Время, сек |
||
|
Оплавления1) |
Технологической паузы2) не более |
Охлаждения3) |
|
|
16 |
5 |
4 |
120 |
|
20 |
5 |
4 |
120 |
|
25 |
7 |
4 |
120 |
|
32 |
8 |
6 |
240 |
|
40 |
12 |
6 |
240 |
|
50 |
18 |
6 |
240 |
|
63 |
24 |
8 |
360 |
|
75 |
30 |
8 |
360 |
|
90 |
40 |
8 |
360 |
|
110 |
50 |
10 |
480 |
1) Время оплавления - время, отсчитываемое с момента полного вдвигания деталей в рабочие элементы электронагревательного инструмента.
2) Технологическая пауза - время после снятия оплавленных деталей со сварочного устройства до момента стыковки оплавленных деталей.
3) Время охлаждения -период после стыковки оплавленных деталей до приложения монтажных усилий.
Примечание. При температуре наружного воздуха ниже +5°С время оплавления следует увеличить на 50 %.
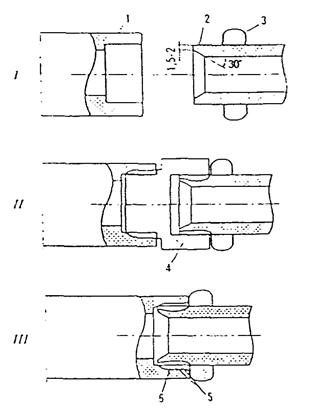
Рис. 2.34.
Последовательность процесса контактной сварки труб:
I - подготовка труб и деталей к сварке;II - нагрев и охлаждение труб
и деталей; III - соединение труб и деталей;
1 - раструб
соединительной детали; 2 - конец трубы; 3 - ограничительный хомут; 4 -
нагревательный инструмент; 5 - сварной шов; 6 - зона оплавленного материала
2.5. Для разрезания труб из PP-R следует использовать специальные ножницы или режущие приспособления, обеспечивающие ровный рез труб под прямым углом (с отклонением не более 0,5 мм), специальный инструмент следует использовать и для снятия фасок на концах труб PP-R.
Примечание. Допускается использование ножовок и шаблонов для отрезания труб и рашпилей - для снятия фасок.
2.6. Для сварки труб и соединительных деталей из PP-R следует использовать электронагревательный инструмент, обеспечивающий поддержание температуры сварки с точностью не менее ±5°С, с напряжением электротока 36 В.
Примечание. Допускается применение электронагревательного инструмента с электропитанием напряжением 220 В, оборудованным автоматическим защитно-отключающим устройством (ЗОУ).
2.7. Контактную тепловую сварку в раструб труб из PP-R диаметром до 40 мм включительно допускается производить вручную.
При сварке труб большего диаметра следует использовать для стыковки труб специальные центрирующие приспособления.
После сварки труб из PP-R следует осуществлять контроль сварных соединений, включающий проверку:
- прямолинейности в месте стыка (отклонение не должно превышать 5 град.);
- равномерности по окружности валика сварного шва у торцов деталей из PP-R;
- отсутствия трещин, складок и других дефектов деталей из PP-R, вызванных перегревом.
2.8. Контактную сварку в раструб труб из PP-R следует выполнять при температуре наружного воздуха не ниже 0°С.
2.9. Разъемные соединения на резьбе комбинированных деталей из PP-R со стальными трубами или арматурой следует выполнять преимущественно вручную или с использованием трубных ключей с регулируемым моментом.
2.10. Закрепление вертикальных и горизонтальных трубопроводов следует осуществлять с помощью пластмассовых опор и хомутовых металлических опор с резиновыми или пластмассовыми прокладками.
2.11. Водопроводы из труб PP-R после монтажа должны быть испытаны в соответствии со СНиП 3.02.01-85, СП 40-102-2000.
Гидравлические испытания водопроводов из труб PP-R следует производить не раньше чем через 16 ч после сварки последнего соединения.
2.12. Величину гидравлического пробного испытательного давления следует принимать равной 1,5 максимального возможного избыточного рабочего давления в водопроводе. Испытательное давление должно поддерживаться в течение 30 мин.
Трубопровод из PP-R считается выдержавшим испытание, если после 10 мин нахождения под пробным испытательным давлением величина падения давления не превысила 0,05 МПа и при этом не была обнаружена капель в сварных швах, трубах, резьбовых соединениях, арматуре и т.д.
2.13. По окончании гидравлических испытаний должна быть произведена промывка водопровода из PP-R труб проточной водой в течение 3 ч.
Приложение
4
УСТРОЙСТВО ВНУТРЕННИХ СИСТЕМ ВОДОСНАБЖЕНИЯ ИЗ МЕТАПЛОПОЛИМЕРНЫХ ТРУБ
1. Общие положения
1.1. Настоящее приложение разработано в соответствии со СНиП 2.04.01-85* и СНиП 3.05.01-85 и распространяется на проектирование и монтаж из полимерных труб (МПТ) внутреннего водопровода холодной и горячей воды жилых, общественных, административных, бытовых зданий вновь возводимых и реконструируемых.
1.2. Для внутреннего водопровода холодной и горячей воды должны применяться, как правило, МПТ одного типа на основе "сшитых" полимеров со слоем алюминиевой фольги, жестко связанным с полимерным материалом.
Допускается для водопровода холодной воды использовать МПТ на основе полиэтилена.
1.3. МПТ для внутреннего водопровода холодной воды должны выдерживать постоянное рабочее давление не менее 1 МПа при температуре 20°С. Срок службы систем водопровода холодной воды из МПТ должен быть не менее 50 лет.
1.4. МПТ для внутреннего водопровода горячей воды должны выдерживать постоянное рабочее давление не менее 0,6 МПа при температуре 75°С. Срок службы систем водопровода горячей воды из МПТ должен быть не менее 25 лет.
1.5. Для внутреннего водопровода зданий следует применять, как правило, МПТ отечественного производства:
- по ТУ 2248-001 -07629379-96;
- по ТУ 2248-001-29325094-97;
- по ТУ 2248-004-07629379-97.
Допускается применение для водопровода МПТ инофирм, не уступающих по показателям требованиям указанных ТУ.
1.6. Сортаменты и масса 1 п.м. МПТ приведены в табл. 1.1.
Табл. 1.1.
|
наружный диаметр, мм (с допуском) |
Общая толщина стенки, S, мм с допуском |
Толщина алюминиевой фольги, S, мм (с допуском) |
Ориентировочная масса 1 м, кг |
|
По ТУ 2248-001-29325094-97 |
|||
|
14-0,15 |
2-0,06 |
0,2±0,02 |
0,092 |
|
15-0,15 |
2-0,06 |
0,2±0,02 |
0,105 |
|
18-0,15 |
2-0,06 |
0,24±0,02 |
0,128 |
|
20-0,15 |
2,25-0,06 |
0,24±0,02 |
0,150 |
|
25-0,15 |
2,5-0,2 |
|
0,204 |
|
По ТУ 2248-004-07629379-97 |
|||
|
16-0,3 |
2-0,1 |
2-0,06 |
0,095 |
|
25-0,3 |
2,5-0,1 |
0,23±0,01 |
0,020 |
1.7. МПТ, применяемые для водопровода, должны быть сертифицированы: иметь гигиенический сертификат Госсанэпиднадзора РФ или аккредитованных органов сертификации и, как правило, сертификат соответствия Центрального органа сертификации в строительстве Минземжилстрой РФ или Госстандарта РФ или аккредитованных ими органов сертификации.
1.8. МПТ должны поставляться в комплекте с латунными соединительными деталями, строго соответствующими по конструкции и размерам своему типу труб по техническим условиям.
2. Особенности устройства внутреннего водопровода
2.1. Прокладку водопроводов из МПТ следует предусматривать преимущественно скрытой в плинтусах, штробах, шахтах, каналах (кроме подводок к санитарно-техническим приборам).
2.2. Открытая прокладка водопроводов из МПТ допускается в производственных и складских помещениях, а также в технических этажах, чердаках и подвалах, в местах, где исключается их механическое повреждение.
2.3. При устройстве стояков водопроводов из МПТ следует применять трубы диаметром 20 и более мм.
2.4. При устройстве разводящих трубопроводов в санитарно-технических узлах следует применять МПТ диаметром 16 и менее мм.
2.5. Присоединение разводящих трубопроводов к водопроводным стоякам следует выполнять через распределительные коллекторы из металла, имеющие два и более отводящих штуцера и установленные на ответвлении из стальных или металлополимерных труб от падающего стояка шарового вентиля, механического фильтра, поквартирного регулятора давления и водосчетчика.
2.5.Присоединение разводящих трубопроводов к водопроводным стоякам следует выполнять через распределительные коллекторы из металла имеющие два и более отводящих штуцера и установленные на ответвлении из стальных или металлополимерных труб от подающего стояка после шарового вентиля, механического фильтра, поквартирного регулятора давления и водосчетчика.
2.6. При соединении водопроводных стояков из МПТ сантехкабин следует применять междуэтажные вставки из МПТ диаметром, равным диаметру стояка.
2.7. Примерные схемы водопровода из МПТ в санитарно-технических узлах (кабинах) приведены на рис. 2.1, 2.2, 2,3.
2.8. При необходимости выполнения гидравлического расчета водопровода из МПТ следует руководствоваться методическими указаниями свода правил СП-40-102-98. При этом коэффициент эквивалентной равномерно-зернистой шероховатости следует принимать равным 0,00001 м.
2.9. При устройстве водопровода из МПТ следует предусматривать компенсацию линейных температурных удлинений.
2.10 Компенсация линейных температурных удлинений трубопроводов холодной воды происходит за счет самокомпенсации отдельных его участков (поворотов, изгибов, волнистой прокладки труб), что достигается правильной расстановкой неподвижных креплений, делящих трубопровод на независимые участки, линейная деформация которых воспринимается поворотами и изгибами трубопровода.
2.11. Компенсация линейных температурных удлинений трубопроводов горячей воды достигается применением Г-, Z- и П - образных компенсаторов или специальных петлеобразных компенсаторов, в сочетании с расстановкой скользящих и неподвижных опор (рис. 2.4).
2.12. Радиус изгиба Г-, Z- и П - образного компенсатора следует принимать равным ~ 5d, диаметр петлеобразного компенсатора следует принимать равным 10d.
2.13. При расстановке на трубопроводе из МПТ скользящих креплений расстояния между ними следует принимать при горизонтальном расположении труб диаметром до 20 мм - 500 мм, более 20 мм - 750 мм, при вертикальном - соответственно 1000 и 1200 мм.
2.14. При расстановке креплений расстояние от неподвижных опор до стен должно быть не менее 2 диаметров МПТ.
2.15. Запорную и водоразборную арматуру, устанавливаемую на водопроводе из МПТ, следует независимо жестко закреплять к строительным конструкциям (к санитарным приборам).
2.16. Проход водопровода из МПТ через строительные конструкции следует выполнять в гильзах из металла или пластмасс.
2.17. Пересечение перекрытий стояками водопровода из МПТ должно выполняться с помощью гильз из стальных труб, выступающих над перекрытием на высоту не менее 50 мм.
2.18. Водопроводы из МПТ (кроме подводок к санитарным приборам) должны быть теплоизолированы современными теплоизоляционными материалами (изделиями) с коэффициентом теплопроводности не более 0,05 Вт/м°С. Толщина теплоизоляционного слоя должна составлять не менее 10 мм.
3. Особенности монтажа внутреннего водопровода зданий
3.1. Монтаж водопроводов из МПТ должен осуществляться по монтажному проекту, выполненному строительно-монтажной или проектной организацией.
3.2. Работы по монтажу МПТ должны выполняться специально обученным техническим персоналом, имеющим удостоверение на право проведения работе МПТ.
3.3. Монтаж трубопроводов из МПТ должен осуществляться при температуре окружающей среды не менее +10°С.
3.4. Бухты МПТ, хранившиеся или транспортировавшиеся на монтаж (заготовительный участок) при температуре ниже 0°С должны быть перед раскаткой выдержаны в течение 24 часов при температуре не ниже 10°С.
3.5. При скрытой прокладке МПТ должен быть обеспечен доступ к разъемным соединениям и арматуре путем устройства дверок и съемных щитов, на поверхности которых не должно быть острых выступов.
3.6. В случае замоноличивания горизонтальных трубопроводов из МПТ их следует прокладывать с подъемом до 0,003 в сторону водоразборной арматуры для предотвращения образования воздушных мешков.
Замоноличенный трубопровод допускается прокладывать в кожухе (например, в гофрированной трубе). До замоноличивания трубопроводов из МПТ необходимо выполнить исполнительную схему монтажа данного участка.
3.7. Борозды и каналы следует закрывать после проведения испытаний трубопроводов из МПТ.
3.8. При проходе МПТ через строительные конструкции в футлярах внутренний диаметр футляра должен быть на 5…10 мм больше наружного диаметра МПТ. Зазор между трубой и футляром необходимо заделать мягким материалом, допускающим перемещение трубы вдоль продольной оси.
3.9. Соединение металлополимерных труб между собой, со стальными трубами, запорно-регулирующей и водоразборной арматурой выполняется на резьбе с помощью специальных соединительных деталей из латуни с обжимным кольцом и накидной гайкой и резьбовой вставкой (рис. 3.1 а,б).

Рис. 2.1. Схема этажестояка из МПТ
холодного водопровода с распределительным коллектором в сборе с подводками из
МПТ:
1 - подающий стояк из МПТ 2025; 2 - междуэтажная вставка из стальной трубы; 3 -
подвижное крепление; 4 - латунный тройник; 5 - вентиль; 6 - фильтр; 7 -
поквартирный регулятор давления; 8 - водосчетчик; 9 - распределительный
коллектор; 10, 12, 13, 14 - подводки из МПТ 1216 соответственно к смесителю
кухонной мойки, к смывному бачку унитаза, к смесителям ванны, умывальника и
бидэ; 11 - соединительная деталь; 15 - неподвижное крепление; 16 - стальная
гильза; 17 - междуэтажное перекрытие
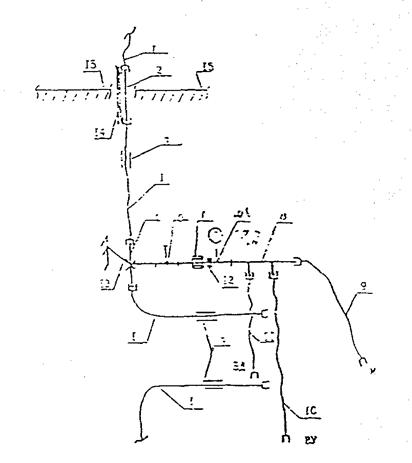
Рис.2.2 - Схема этажестояка из МПТ горячего водопровода с
распределительным коллектором в сборе с подводками из МПТ:
1 - подающий стояк из МПТ 2025; 2 - междуэтажная вставка из стальной трубы; 3 -
подвижное крепление; 4 - латунный тройник; 5 - вентиль; 6 - фильтр; 7 -
водосчетчик; 8 - распределительный коллектор; 9,10, 11 - подводки из МПТ 1216
соответственно к смесителю кухонной мойки, ванны и умывальника, бидэ; 12 -
поквартирный регулятор давления; 13 - неподвижное крепление; 14 - стальная
гильза; 15 - междуэтажное перекрытие
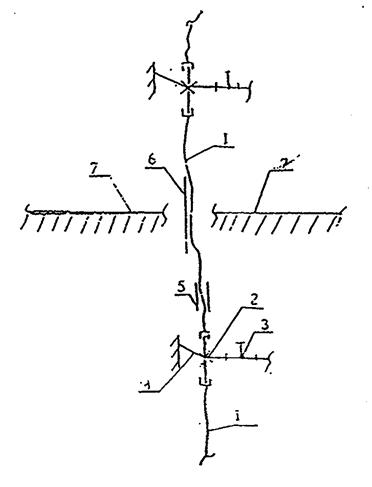
Рис.2.3.
Схема этажестояка из МПТ с междуэтажной вставкой из МПТ:
1 - междуэтажная вставка из МПТ 2025; 2 - латунный тройник; 3 - вентиль; 4 -
неподвижное крепление; 5 - подвижное крепление; 6 - стальная гильза; 7 - междуэтажное перекрытие
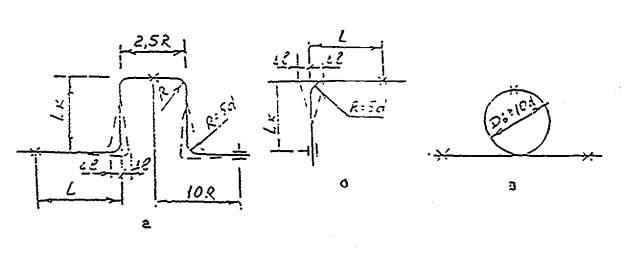
Рис.2.4.
устройство компенсаторов:
а - П-образного, б - L-образного, в - петлеобразного
Допускается присоединение подводок из МПТ к стандартным соединительным частям из металла.
3.10. До начала монтажа трубопроводов из МПТ необходимо выполнить следующие подготовительные операции:
- отобрать трубы и соединительные детали из числа прошедших входной контроль;
- разметить трубу в соответствии с проектом или по месту с учетом припуска на последующую обработку;
- разрезать трубу согласно разметке специальными ножницами, не допускается смятие трубы и образования заусенцев. Отклонение плоскости реза не должно превышать 5°.
3.11. Сборка соединений с обжимным кольцом и накидной гайкой и резьбовой вставкой (рис. 3.2):
- специальными ножницами отрезать трубу необходимой длины под углом 90° к оси трубы, используя пружину, выпрямить конец трубы (приблизительно 150-160 мм);
- обработать поверхность трубы калиброванной разверткой (сначала стороной 1 на глубину риски на наружной поверхности развертки, затем стороной 2 снять фаску);
- надеть на трубу латунную обжимную гайку;
- вручную запрессовать соединительный элемент до упора на глубину не менее (для труб 1216 – 8 мм; 1620 - 10 мм; 2025-12 мм).
3.12. Соединение МП трубы с обжимным кольцом и накидной гайкой с деталями, имеющими наружную резьбу, осуществляется по сопрягаемым поверхностям без уплотнения резьбовой части (см. рис. 3.1б).
Для присоединения МПТ к деталям, имеющим внутреннюю резьбу, необходимо использовать ниппель с уплотнением резьбовой части. Соединения МПТ между собой или присоединение к приборам, имеющим внутреннюю резьбу, следует выполнять с помощью накидных гаек и соединительных вставок с наружной резьбой с уплотнением резьбовой части (см. рис. 3.1 а).
3.13. Уплотнение резьбовых соединений со стальными трубопроводами и арматурой может быть осуществлено льняной прядью, лентой ФУМ или любым уплотнительным материалом.
3.14. Для закрепления труб следует применять изделия согласно каталогам изготовителей МПТ или иные опоры, применяемые для пластмассовых труб. Размеры хомутов должны соответствовать диаметрам труб. Металлические крепления должны иметь мягкие прокладки и антикоррозионное покрытие.
3.15. Задорно-регулирующую и водоразборную арматуру следует закреплять с помощью самостоятельных неподвижных креплений для устранения передачи усилий на трубопровод в процессе эксплуатации.
3.16. Минимальное расстояние от осей отводов и тройников до крепления следует принимать с учетом температурного изменения длины трубы, при этом специальные соединительные детали должны располагаться на расстоянии не менее 50 мм от креплений.
3.17. До проведения монтажных работ МПТ, соединительные детали, арматура и средства крепления должны быть подвергнуты входному контролю.
3.18. Входной контроль предусматривает: проверку наличия сопроводительной документации, включая гигиенический сертификат и сертификат соответствия (техническое свидетельство), осмотр труб и деталей для установления маркировки, а также трещин, сколов, рисок и других механических повреждений, выборочный контроль наружного диаметра и толщин стенок труб, выборочные испытания по определению разрушающей нагрузки кольцевых образцов.
3.19. МПТ должны иметь маркировку, указывающую диаметр трубы и ее назначение. На поверхности труб не должно быть механических повреждений и заломов (трубы не должны быть скручены или сплющены).
3.20. На резьбовых вставках, ниппелях и накидных гайках соединительных деталей резьба должна быть нарезана в соответствии с ГОСТ 6357-81 класс точности В. Резьба должна быть чистой, без заусенцев, рваных или смятых ниток.
3.21. Средства крепления МПТ должны иметь поверхность исключающую возможность механического повреждения труб. Крепления не должны иметь острых кромок и заусенцев.
3.22. Режимы и последовательность гидростатических (гидравлических) или манометрических (пневматических) испытаний внутренних водопроводов из МПТ регламентируется СНиП 3.05.01-85 и сводом правил СП 40-102-2000.
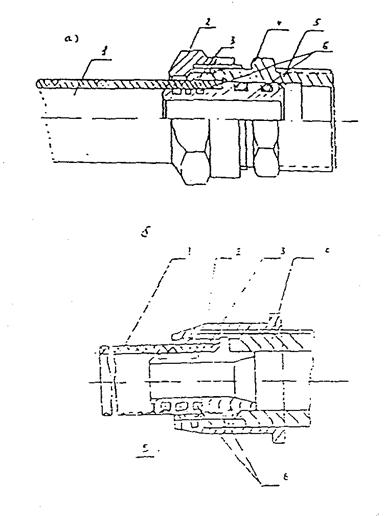
Рис. 3.1. Соединение МПТ с обжимным кольцом и накидной
гайкой:
1 - металлополимерная труба; 2 - обжимная гайка; 3 - разрезное обжимное кольцо;
4 - соединительная вставка с наружной резьбой; 5 - ниппель; 6 -резиновые
уплотнительные кольца
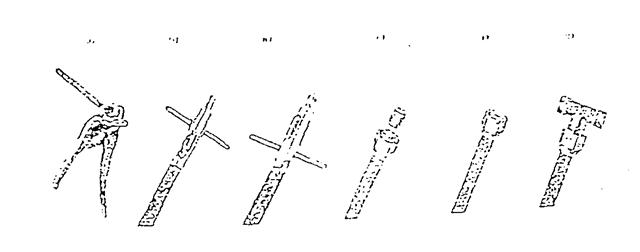
Рис. 3.2. Соединение МПТ с обжимным
кольцом и накидной гайкой из латуни:
а) резка трубы по месту с помощью ножниц под прямым утлом; б) удаление
технологических наплывов на внутренних стенках трубы; в) снятие внутренней
фаски обратной стороной развертки; г) установка накидной гайки и соединительной
вставки на подготовительный торец трубы; д) сборка соединительного узла
(вручную); е) монтаж соедини тельного узла с выбранным фитингом при помощи
гаечного ключа
3.23. Системы внутреннего холодного и горячего водоснабжения по окончании их монтажа должны быть промыты водой до выхода ее без механических взвесий. Промывка системы хозяйственно-питьевого водоснабжения считается законченной после выхода воды, удовлетворяющей требованиям ГОСТ 2874-82 "Вода питьевая".
3.24. Системы внутреннего холодного и горячего водоснабжения, смонтированные с применением МПТ, должны быть испытаны при положительной температуре окружающей среды гидростатическим методом.
Допускается испытывать трубопроводы манометрическим методом в зимнее время.
3.25. Испытания должны производиться до установки водоразборной арматуры.
3.26. Системы внутреннего водопровода в условиях заводов по выпуску санитарно-технических кабин испытывают гидравлическим давлением в 1 МПа в течение 2 мин. За время испытаний падение давления по манометру не допускается.
4. Ремонтные работы
4.1. Слесари-сантехники, производящие ремонт, должны быть обучены особенностям работы с металлополимерными трубами и технологией их обработки и иметь соответствующий документ на право проведения монтажных работ.
4.2. При замене труб во время ремонта не допускается ставить трубы меньшего диаметра.
4.3. В случае повреждения участка трубопровода, целесообразно вырезать поврежденный участок. Замена производится с помощью отрезка трубы необходимой длины, соединяемого с трубопроводом с помощью специальных соединительных деталей для данного типа труб.
4.4. Течи в разъемных соединениях устраняются подвертыванием гаек или заменой уплотнителя.
4.5. Не допускается термического или механического повреждения МПТ при проведении сварочных и иных огневых работ. При проведении таких работ в местах возможного повреждения МПТ необходимо ставить ограждения.
4.6. МПТ относятся к разряду морозоустойчивых и не разрушаются при отрицательных температурах.
4.7. Не следует допускать замораживания систем водопровода из МПТ. В случае замерзания системы наличие пробок в трубе можно определить по местному увеличению (расширению) диаметра трубы или по слою инея и льда на поверхности. Прогревать трубу следует теплым воздухом или горячей водой. Категорически запрещается использовать открытое пламя и обстукивать трубы молотком.
4.8. При ремонте систем с заменой трубопроводов водоразборные и циркуляционные стояки, проходящие в бороздах, вертикальных каналах и шахтах санитарно-технических кабин, необходимо теплоизолировать.
Приложение
5.
Условные графические обозначения элементов трубопроводов и арматуры (ГОСТ 2.784-70* и ГОСТ 2.785-70)
|
Наименование |
Обозначение |
|
Трубопровод |
|
|
Соединение трубопроводов |
|
|
Перекрещивание трубопроводов (без соединений) |
|
|
Трубопровод гибкий |
|
|
Трубопровод в трубе (футляре) |
|
|
Разъемное соединение трубопроводов: |
|
|
общее обозначение |
|
|
фланцевое |
|
|
Подвеска: |
|
|
неподвижная |
|
|
направляющая |
|
|
Переход: общее обозначение |
|
|
Детали соединений трубопроводов: |
|
|
тройник |
|
|
крестовина |
|
|
ввод |
|
|
коллектор |
|
|
Конец трубопровода с заглушкой: |
|
|
общее обозначение |
|
|
фланцевой |
|
|
Компенсатор: |
|
|
общее обозначение |
|
|
П-образный |
|
|
волнистый |
|
|
Опора трубопровода: |
|
|
неподвижная |
|
|
подвижная |
|
|
направляющая |
|
|
скользящая |
|
|
Клапан запорный: |
|
|
проходной |
|
|
угловой |
|
|
Клапан трехходовой |
|
|
Клапан регулирующий: |
|
|
проходной |
|
|
угловой |
|
|
Кран: проходной |
|
|
угловой |
|
|
Клапан трехходовой |
|
|
Конденсатоотводчик |
|
|
Задвижка |
|

Приложение
6.
Условные обозначения на чертежах трубопроводов
|
Наименование |
Обозначение |
|
Монтажный стык (граница узла) |
|
|
Измерительная дисковая диафрагма, устанавливаемая на месте монтажа |
|
|
Соединение труб |
|
|
Концентрический переход |
|
|
Заглушка сферическая |
|
|
То же, фланцевая |
|
|
отвод крутоизогнутый: 90°, 60° |
|
|
Задвижка запорная фланцевая с ручным приводом |
|
|
Клапан запорный фланцевый с ручным приводом |
|
|
Задвижка запорная фланцевая с электроприводом |
|
|
Клапан обратный |
|
|
Фланец, поставляемый комплектно с оборудованием |
|
|
То же, подъемный |
|
|
Клапан регулирующий |
|
|
Арматура, устанавливаемая на месте монтажа |
|
|
Клапан запорный муфтовый |
|
|
Клапан предохранительный фланцевый |
|
|
Конденсатоотводчик |
|

