ЗАКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО «НОВОМЕТ - ПЕРМЬ»
|
СОГЛАСОВАНО |
|

ПРОКЛАДКИ УПЛОТНИТЕЛЬНЫЕ
ИЗ ТЕРМОРАСШИРЕННОГО ГРАФИТА (ПУТГ)
Технические условия
ТУ 5728-006-12058737-2005
(Взамен ТУ 2577-006-12058737-2002)
Дата введения: 01.08.2005
|
|
|

Пермь
2005
Настоящие технические условия распространяются на прокладки уплотнительные из терморасширенного графита (ПУТГ), предназначенные для герметизации стандартных типов сопрягаемых поверхностей (гладких, «выступ-впадина», «шип-паз, а также для уплотнения соединений (узлов) иного рода с конструкцией, согласованной с заказчиком, арматуры, трубопроводов, сосудов, аппаратов, насосов и другого оборудования, используемого в химической, нефтеперерабатывающей, энергетической, авиационной и других отраслях промышленности в среде:
- воздуха при температурах от - 200 °С до + 550 °С без обтюратора (защитного кольца) и до 800 °С с обтюратором;
- кислорода от -183 °С до 350 °С;
- двуокиси углерода до 600 °С;
- водяного пара до 600 °С;
- топлив (реактивного и дизельного, бензина, керосина) от температуры замерзания до температуры кипения;
- минеральных масел от температуры замерзания до температуры вспышки, в промышленных установках - до 450 °С;
- синтетических масел от температуры замерзания до температуры вспышки;
- нефти и нефтепродуктов;
- продуктов конверсии топлив (газообразных, жидких, твердых);
- природного и попутного газов, в том числе сжиженных;
- других веществ, в том числе агрессивных.
ПУТГ изготавливают из картона ТРГ по ТУ 5728-003-12058737-2000 (однослойные, неармированные) или из материала прокладочного графитового армированного (АГПМ) по ТУ 2577-004-12058737-2002 посредством вырубки или вырезки, исключающей применение абразивного инструмента. ПУТГ могут быть изготовлены с защитными кольцами.
В зависимости от типа конструкции прокладок и фланцевых соединений, а также от свойств эксплуатационной среды рабочая температура может находиться в пределах (-240) ÷(+800) °С, рабочее давление может составлять величину до 40 МПа.
Прокладки уплотнительные из ТРГ предназначены для эксплуатации во всех макроклиматических районах (исполнение В по ГОСТ 15150).
Для графитовых фольги и картона по ТУ 2573-003-12058737-2000 утвержден и действует Гигиенический сертификат № 59.55.КГ.000.П.2488 от 20.10.2000 г.
Для прокладочного материала из ТРГ утверждено и действует Разрешение Госгортехнадзора России № РРС 02-5317 от 06.02.2002 г.
Содержание
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Прокладки уплотнительные из ТРГ (далее по тексту - прокладки) должны соответствовать требованиям настоящих технических условий и РД 0154-06-2001.
1.2. Основные характеристики прокладок должны соответствовать п.п. 1.2.1-1.2.10.
1.2.1. ПУТГ изготавливают по чертежам, утвержденным в установленном порядке.
Согласно РД 0154-06-2001 в зависимости от типа соединения прокладки изготавливают трех стандартных типов (табл. 1).
Таблица 1
|
Обозначение типа прокладки |
Схема фланцевого соединения |
Назначение прокладки |
|
A |
|
Уплотнение фланцевых соединений типа «шиппаз». |
|
Б |
|
Уплотнение фланцевых соединений типа «выступ-впадина». |
|
Д |
|
Уплотнение фланцевых соединений с гладкими уплотнительными поверхностями. |
|
Примечание. Шероховатость поверхностей деталей узлов, соприкасающихся с прокладкой, размеры прокладок для фланцевых соединений (гладких, типа «шип-паз», «выступ-впадина») трубопроводов и арматуры должны соответствовать требованиям ГОСТ 12815, сосудов и аппаратов - ГОСТ 28759.2, ГОСТ 28759.3. |
||
1.2.2. По требованию заказчика могут быть изготовлены ПУТГ для нестандартных фланцевых соединений, а также для уплотнения соединений (узлов) иного рода.
1.2.3. Типы конструкций прокладок в соответствии с РД 0154-06-2001 представлены в таблице 2.
Таблица 2
|
Обозначение типа конструкции прокладки |
Конструкция прокладк и |
Описание типа конструкции прокладки |
|
|
1 |
2 |
3 |
|
|
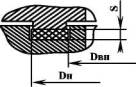
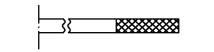
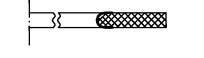
01 |
|
Прокладка без защитных колец |
|
|
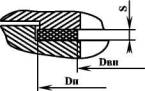
02 |
|
Прокладка с внутренним защитным кольцом из нержавеющей стали |
|
|
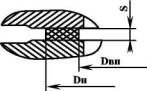
03 |
|
Прокладка с внутренним и внешним защитным кольцом |
|
|
Примечание: Защитные кольца (обтюраторы) предназначены для предотвращения контакта материала прокладки с окислительной средой |
|||
1.2.4. Материалы, используемые для изготовления прокладок, представлены в таблице 3
Таблица 3
|
Материал, используемый для изготовления прокладок |
Армирующий элемент |
Материал армирующего элемента |
Обозначение материала |
|
Картон ТРГ марок ГПМ-1, ГПМ2, ГПМ3, по ТУ 5728-003-12058737-2000 |
- |
- |
O однослойный |
|
Материал прокладочный графитовый армированный (АГМП) по ТУ 2577-004-12058737-2000 |
Гладкая лента (фольга) |
углеродистая сталь |
АГУ |
|
углеродистая сталь |
АГН |
||
|
Перфорированная лента (фольга, жесть) |
углеродистая сталь |
АПУ |
|
|
углеродистая сталь |
АПН |
1.2.5. По согласованию с заказчиком допускается применение армирующих элементов, отличающихся от указанных в п. 1.2.4.
1.2.6. Тип прокладки, тип конструкции и материал прокладки в зависимости от условий эксплуатации определяются заказчиком и должны соответствовать РД 0154-06- 2001.
1.2.7. Основные размеры прокладок для разъемных соединений по ГОСТ 12815 для условных давлений до 20 МПа и температур до 600°С, по ГОСТ 28759.2 для условных давлений до 1,6 МПа и температур до 300°С, по ГОСТ 28759.3 для условных давлений до 6,3 МПа и температур до 600°С приведены в Приложении 1.
1.2.8. Для условий эксплуатации, отличающихся от приведенных в п. 1.2.7 и РД 0154-06-2001, тип прокладки, тип конструкции, способ изготовления и размеры прокладок определяются заказчиком согласно технической документации.
1.2.9. Толщина
прокладок для фланцев арматуры и соединительных частей трубопроводов согласно ГОСТ
12815 должна быть
1.2.10. По согласованию с заказчиком допускается изготовление прокладок отличающихся по толщине от указанных в п. 1.2.9.
1.3. Материал прокладок должен соответствовать требованиям п.п. 1.3.1-1.3.8.
1.3.1. Химический состав графитовой составляющей прокладок (фольги, картона ТРГ) должен соответствовать нормам ТУ 5728-003-12058737-2000 и РД 0154-06-2001.
1.3.2. Плотность графитовой составляющей прокладок должна быть 0,8 ÷ 1,5 г/см3.
1.3.3. Физико-механические и физико-химические характеристики графитовой составляющей прокладок должны соответствовать ТУ 5728-003-12058737-2000 и ТУ 2577- 004-12058737-2002.
1.3.4. Армирующий материал должен соответствовать требованиям ТУ 2577-004- 12058737 -2002.
1.3.5. Физико-механические и физико-химические характеристики АГПМ должны соответствовать требованиям ТУ 2577-004-12058737-2002.
1.3.6. Рекомендуемая величина удельного давления обжатия прокладок (как армированных, так и однослойных) должна соответствовать требованиям ТУ 2577-004-12058737-2002
1.3.7. Для
изготовления защитных колец (обтюраторов) необходимо использовать ленту
толщиной 0,1 ÷
1.3.8. Марку материала и размер ограничительных колец определяет изготовитель.
1.5. Предельные отклонения размеров внутренних и наружных диаметров прокладок должны быть в пределах 11 квалитета по ГОСТ 25347.
1.6. Допуск плоскостности прокладок не должен превышать величин, соответствующих 12 степени точности по ГОСТ 24643.
1.7. Армированные прокладки не должны расслаиваться и крошиться, не должны иметь заусенец и выступающих армирующих элементов.
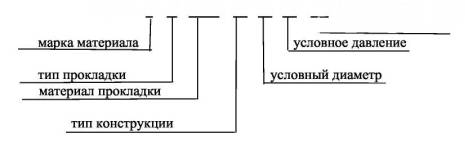
1.8. Условное обозначение прокладки уплотнительной из ТРГ содержит обозначение наименования марки графита (по ТУ 5728-003-12058737-2000), обозначение типа прокладки (табл. 1), обозначение материала прокладки (табл. 3), обозначение типа конструкции прокладки (табл. 2), величину условного диаметра Dy (мм), величину условного давления Ру (МПа), величину толщины прокладки S (мм) и обозначение настоящих технических условий. Допускается вместо указания величины условного диаметра Dy (мм) и величины условного давления Ру (МПа) указывать типоразмер прокладки:
1.8.1. Примеры условного обозначения:
1) прокладка,
изготовленная из картона ТРГ марки ГПМ-1 (содержание золы ≤ 0,15 %), для
уплотнения фланца «шип-паз», неармированная, без защитных колец, с условным
диаметром Dy
2) прокладка,
изготовленная из картона ТРГ марки ГПМ -2, для уплотнения гладкого фланца,
содержащая армирующий элемент из нержавеющей перфорированной ленты, с внешним и
внутренним защитными кольцами из нержавеющей стали, с условным диаметром Dy
2. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
2.1. Материал уплотнительных прокладок из терморасширенного графита в состоянии поставки относится к веществам 4-го класса опасности (малоопасным) по ГОСТ 12.1.007. Изделия из ТРГ не взрывоопасны, не воспламеняются, не поддерживают горения, не обладают токсичностью.
2.2. Работы, связанные с изготовлением прокладок, должны выполняться с соблюдением общих правил, установленных действующими нормативными документами.
2.3. Утилизация прокладок после эксплуатации может производиться вместе с бытовыми отходами.
2.4. Прокладки, соприкасавшиеся в процессе эксплуатации с агрессивными или токсичными средами, должны быть перед утилизацией обезврежены по специальной методике, разрабатываемой заказчиком.
3. ПРАВИЛА ПРИЕМКИ
3.1. Прокладки предъявляют к приемке партиями.
3.1.1. 3артией считают прокладки одного наименования, изготовленные в одном технологическом процессе, из одной марки материала, одновременно предъявленные к приемке и оформленные одним сопроводительным документом.
3.1.2. Количество прокладок в партии должно быть не более 10 000 штук.
3.1.3. Объем
партии должен быть не более
3.1.4. Допускается увеличение объема партии по согласованию с заказчиком.
3.2. Прокладки должны проходить приемо-сдаточные и периодические испытания.
3.2.1. Приемо-сдаточные испытания необходимо проводить для каждой выпускаемой партии прокладок в соответствии с таблицей 4.
Таблица 4
|
Проверяемый показатель |
Проведение испытания по п.п. |
Количество отбираемых образцов от партии |
|
|
Технические требования |
Методы контроля |
||
|
Внешний вид |
1.4; 1.7 |
4.1 |
100 % |
|
Геометрические размеры |
1.5 |
4.2; 4.3 |
10 % от каждого типоразмера, но не менее 5 шт. |
|
Допуск плоскостности и концентричности |
1.6 |
4.4 |
10 % от каждого типоразмера, но не менее 5 шт. |
3.2.2. Периодические испытания выпускаемых прокладок проводятся предприятием-изготовителем не реже одного раза в год в соответствии с таблицей 5.
Таблица 5
|
Проверяемый показатель |
Проведение испытания по п.п. |
Количество отбираемых образцов от партии, шт. |
|
Предел прочности при сжатии прокладок или Упругие (деформационные) характеристики прокладок |
4.5 4.8 |
3 каждого типоразмера |
|
Герметичность прокладок |
4.6. |
4 каждого типоразмера |
|
Прокладочный коэффициент |
4.7. |
4 каждого типоразмера |
3.2.3. При изменении параметров технологического процесса, состава оборудования, исходных материалов, внедрении в производство новых материалов проводят испытания в объеме приемо-сдаточных и периодических испытаний.
3.2.4. При получении неудовлетворительного результата испытаний хотя бы по одному из проверяемых показателей проводят повторные испытания на удвоенном количестве прокладок от партии. При получении неудовлетворительных результатов повторных испытаний хотя бы по одному из показателей партию бракуют, производство приостанавливают до выявления причин, устранение которых позволит обеспечить качество изготовления прокладок, соответствующее нормам настоящих технических условий.
4. МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЯ
4.1. Внешний вид прокладок проверяют визуально.
4.2. Проверку толщины прокладки проводят измерением по наружному диаметру в четырех точках в двух взаимно перпендикулярных направлениях микрометром по ГОСТ 6507. 3а результат принимают среднюю арифметическую величину четырех измерений.
4.3. Величину наружного и внутреннего диаметров прокладок измеряют штангенциркулем по ГОСТ 166. в двух взаимно перпендикулярных направлениях. Допустимые отклонения величин внутреннего и наружного диаметров прокладок должны быть в пределах 11 квалитета по ГОСТ 25347.
4.4. Плоскостность прокладок определяют по ГОСТ 24643. Таблица допусков по плоскостности дана в Приложении 2 настоящих технических условий.
4.5. Определение предела прочности при сжатии производят по методике, приведенной в Приложении 3 (аналогично ГОСТ 25.503).
4.6. Испытания на герметичность проводят на специальном стенде по методике, приведенной в Приложении 4.
4.7. Прокладочный коэффициент (m) определяют по методике, приведенной в Приложении 5
4.8. Определение упругих (деформационных) характеристик производят на специальном стенде по методике, приведенной в Приложении 6.
5. МАРКИРОВКА И УПАКОВКА
5.1. Маркировку ПУТГ производят в соответствии с п. 1.8 настоящих технических условий и указывают в упаковочном листе по п. 5.13 и паспорте по п. 5.14.
5.2. Прокладки одного типоразмера собирают в стопку количеством 20-50 штук. Верх и низ стопки защищают от повреждения прокладками из картона (фанеры). Каждую стопку связывают шпагатом, охватывая внешнюю и внутреннюю цилиндрические поверхности не менее, чем в трех местах.
5.3. Каждую стопку прокладок снабжают бумажной этикеткой с указанием следующих обозначений:
- размера прокладок;
- количества прокладок, шт.;
- даты изготовления;
- номера партии;
- номера вальцовщика;
- номера упаковщика.
5.4. Этикетку по п. 5.3 прикрепляют на одной из защитных прокладок из картона (фанеры) с помощью склеивающей ленты по ТУ 6-17-1011 или другой ленты аналогичного назначения.
5.5. Каждую стопку прокладок упаковывают в оберточную бумагу марки В по ГОСТ 8273.
5.6. Стопки
прокладок наружным диаметром не более
5.7. Упакованные стопки прокладок укладывают в картонные коробки по ГОСТ 13512 или деревянные ящики по ГОСТ 2991.
5.8. Допускается по согласованию с заказчиком использовать другие виды тары.
5.9. В единицу тары допускается укладывать прокладки разных типоразмеров.
5.10. Допускается
по внутренней цилиндрической поверхности упакованных стопок прокладок больших размеров
укладывать упаковки прокладок меньших размеров с зазором между упаковками не
менее
5.11. Способы упаковки прокладок в коробки должны исключать возможность их перемещения внутри тары во время транспортирования.
5.12. Масса брутто
одной единицы грузового места должна быть не более
5.13. В каждую коробку (ящик) должен быть вложен упаковочный лист с указанием:
- наименования или товарного знака предприятия-изготовителя;
- наименования грузополучателя;
- номера договора (основания для отпуска);
- наименования и условного обозначения изделия;
- количества прокладок по типоразмерам;
- номера партии;
- даты упаковки;
- гарантийного срока хранения;
- штампа ОТК;
- номера настоящих технических условий.
5.14. Каждая партия прокладок должна сопровождаться паспортом (сертификатом качества продукции) по форме, указанной в Приложении 7.
5.5. Паспорт должен быть вложен в пакет полиэтиленовый по ГОСТ 12302.
5.16. При упаковке партии продукции в несколько грузовых мест паспорт должен быть вложен в коробку (ящик) с пометкой «Паспорт».
6. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Прокладки транспортируют любым видом транспорта в крытых транспортных средствах.
6.2. Не допускается коробки (ящики) бросать и кантовать.
6.3. На каждое грузовое место прикрепляют ярлык с транспортной маркировкой по
ГОСТ 14192 и нанесением знаков, имеющих значение «Осторожно, хрупкое», «Боится сырости», «Верх, не кантовать».
6.4. Прокладки необходимо хранить в сухих помещениях в условиях, исключающих воздействие солнечных лучей и попадание на них воды, масла, бензина и других разрушающих их веществ.
6.5. Условия хранения прокладок в части воздействия климатических факторов внешней среды - по группе Ж3, условия транспортирования - по группе Ж2 по ГОСТ 15150. Упаковка и транспортирование в части механических воздействий - по группе Ж ГОСТ 23170.
7. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
7.1. Сборка и разборка фланцевых соединений с прокладками производится специально обученным персоналом и после установления соответствия фланцевых соединений и уплотнительных прокладок требованиям, указанным в разделе 1.
7.2. Схемы установки прокладок в зависимости от типа фланцевых соединений приведены в таблице 1.
7.3. Рекомендации по применению прокладок приведены в таблице 6.
Таблица 6
|
Тип нагружения соединения |
Тип прокладки |
Материал прокладки |
Тип конструкции прокладки |
Условия эксплуатации |
|
|
Т,°С |
P, МПа |
||||
|
Давление среды |
А, Б, Д |
О, АГУ, АГН, АПУ, АПН |
01,02,04 |
до 400 |
до 6,3 |
|
Давление среды, изгибающие и циклические нагрузки |
А, Б, Д |
О, АГУ, АГН, АПУ, АПН |
02,04 |
||
|
Давление среды |
А, Б |
О, АГУ, АГН, АПУ, АПН |
04 |
до 800 |
до 20 |
|
Давление среды, изгибающие и циклические нагрузки |
А, Б |
АГУ, АГН, АПУ, АПН |
04 |
до 40 |
|
7.4. В случае эксплуатации прокладок при температуре до 400 °С для предотвращения прилипания графита к стали и исключения повреждения прокладки при разборке фланцевого соединения графитовые поверхности смазывают смазкой ВНИИНП-273 или ЦИАТИМ тонким равномерным слоем. В случае эксплуатации прокладок при температуре свыше 400 °С на графитовые поверхности наносят порошок графита по ГОСТ 8295 или талька по ГОСТ 19729.
7.5. В качестве ограничителя величины обжатия для прокладок типов конструкции 01, 02, 04 может быть использовано кольцо из проволоки либо три металлических пластинки, устанавливаемых в трех равнорасположенных по окружности местах. Диаметр проволоки и толщина пластинок должны быть:
- при толщине уплотнительного
кольца
- при толщине уплотнительного
кольца
Обжатие производится до соприкосновения уплотняемой поверхности с ограничителем обжатия стандартным гаечным ключом без дополнительных удлинительных элементов.
7.6. При
использовании прокладок без ограничителя величины обжатия, обжатие производится
по усилию затяжки или на величину 40-45% первоначальной толщины прокладки
стандартным гаечным ключом без дополнительных удлинительных элементов.
7.7. Не допускается использование прокладок при наличии разрывов, вырывов графитового материала. При замене графитовой прокладки допускается использование прежних ограничителей степени обжатия.
7.8. Затяжку гаек фланцевых соединений рекомендуется осуществлять крестообразно, в три - четыре обхода, с проверкой зазора между фланцами щупом. Выравнивание перекоса между плоскостями фланцев неравномерной затяжкой шпилек (болтов) не допускается.
7.9. При повторном использовании прокладок необходимо контролировать состояние уплотнительных поверхностей по п. 1.4 и определять их соответствие техническим требованиям.
7.10. Основные рабочие среды, в которых могут эксплуатироваться изделия из ТРГ, приведены в таблице 7.
Таблица 7
|
ВИД СРЕДЫ, КОНЦЕНТРАЦИЯ, ТЕМПЕРАТУРА |
|
|
НЕОРГАНИЧЕСКИЕ ГАЗЫ |
|
|
Азот |
Окись углерода (угарный газ) |
|
Аммиак |
Пар до 600 °С |
|
Бромистый водород |
Сероводород |
|
Воздух до 550 °С без обтюратора, до 800 °С с обтюратором |
Фтор |
|
Азота двуокись |
Фтористый водород |
|
Двуокись серы (сернистый ангидрид) до 300 °С |
Хлор сухой |
|
Двуокись углерода до 600 °С |
Хлора диоксид |
|
Закись азота |
Хлористый водород |
|
Кислород до 350 °С |
Шестифтористая сера |
|
|
Продукты конверсии топлив (жидких, твердых, газообразных) |
|
НЕОРГАНИЧЕСКИЕ КИСЛОТЫ |
|
|
Азотная 20-65 % до 20 °С |
Сернистая |
|
Азотная до 20 % |
Соляная |
|
Борная |
Угольная |
|
Кремнефтористая |
Фосфорная (орто -) до 20 % |
|
Серная 70-90 %, до 100 °С |
Фтористоводородная |
|
Серная до 70 % |
|
|
ЩЕЛОЧИ |
|
|
Аммония гидроксид (водный аммиак) |
Натрия гидроксид до 400 °С |
|
Калия гидроксид до 400 °С |
|
|
ВОДНЫЕ РАСТВОРЫ СОЛЕИ |
|
|
Ацетаты |
Сульфаты (в том числе квасцы) |
|
Бораты |
Сульфиты |
|
Бромиды |
Тиосульфата |
|
Гипохлориты |
Фосфаты |
|
Йодиды |
Фториды |
|
Карбонаты |
Хлораты |
|
Нитраты |
Хлориды |
|
Нитриты |
Хромата до 20 % |
|
РАСПЛАВЫ СОЛЕИ |
|
|
Калия и натрия бораты |
Кальция хлорид |
|
Калия гидросульфат |
|
|
РАСПЛАВЫ МЕТАЛЛОВ |
|
|
Алюминий |
Олово |
|
Золото |
Ртуть |
|
Калий до 350 °С |
Свинец |
|
Магний |
Серебро |
|
Медь |
Цинк |
|
Натрий до 350 °С |
|
|
ДРУГИЕ НЕОРГАНИЧЕСКИЕ ВЕЩЕСТВА |
|
|
Бромная вода |
Сера |
|
Гидразин |
Хлорная вода |
|
Отбеливающие вещества |
Тионилхлорид |
|
Перекись водорода, 85 % |
|
Таблица 7 Продолжение
|
ВИД СРЕДЫ, КОНЦЕНТРАЦИЯ, ТЕМПЕРАТУРА |
|
|
УГЛЕВОДОРОДЫ |
|
|
Ацетилен |
Метан, природный газ (газообразные и сжиженные) |
|
Бензол |
Пропан (газообразный и сжиженный) |
|
Бутан (газообразный и сжиженный) |
Пропилен (газообразный и сжиженный) |
|
Изооктан |
Стирол |
|
Ксилол |
Этилен (газообразный и сжиженный) |
|
ГАЛОГЕНИРОВАННЫЕ УГЛЕВОДОРОДЫ |
|
|
Парадихлорбензол |
Хлорэтилбензол |
|
Фреоны |
Хлороформ |
|
Хлорбензол |
Четыреххлористый углерод |
|
СПИРТЫ |
|
|
Бутанол (бутиловый спирт) |
Метанол (метиловый спирт) |
|
Гликоли |
Циклогексанол |
|
Глицерин |
Фенол |
|
Изопропанол (изопропиловый спирт) |
Этанол (этиловый спирт) |
|
АЛЬДЕГИДЫ |
|
|
Ацетальдегид (уксусный альдегид) |
Формальдегид (муравьинный альдегид) |
|
Бензальдегид |
|
|
КЕТОНЫ |
|
|
Ацетон |
Метилэтилкетон |
|
Изобутилметилкетон |
Циклогексанон |
|
ОРГАНИЧЕСКИЕ КИСЛОТЫ |
|
|
Акриловая |
Трихлоруксусная |
|
Винная |
Уксусная |
|
Гексахлорфенилуксусная |
Фенилуксусная |
|
Жирные кислоты (олеиновая, пальмитиновая, линолевая и др) |
Щавелевая |
|
Малеиновая |
Салициловая |
|
Монохлоруксусная |
Фолиевая |
|
Муравьиная |
Фталевая |
|
Сульфоновые кислоты |
|
Таблица 7 Продолжение
|
ВИД СРЕДЫ, КОНЦЕНТРАЦИЯ, ТЕМПЕРАТУРА |
|
|
ДРУГИЕ ОРГАНИЧЕСКИЕ ВЕЩЕСТВА |
|
|
Акрилонитрил |
Пиридин |
|
Диметилсульфоксид |
Силиконы (полиорганосилоксаны) |
|
Дисульфид углерода (сероуглерод) |
Силоксаны |
|
Карбамид (мочевина) |
Уксусный ангидрид |
|
Меркаптаны |
Эпихлоргидрин |
|
Нитробензол |
|
|
ТЕХНИЧЕСКИЕ ЖИДКОСТИ |
|
|
Гидравлическая жидкость |
Растворители для красок |
|
Горючее (бензин, керосин, дизельное и реактивное топлива) |
СОЖ |
|
Минеральные и синтетические масла |
Трансформаторные масла |
|
Нефть и нефтепродукты (асфальт, мазут, креозот, лигроин) |
|
|
Примечание: При использовании армированных прокладок и прокладок с защитными кольцами термическая и химическая стойкость прокладок определяется стойкостью материала армирующего элемента и защитных колец |
|
7.11. При эксплуатации разъемные соединения прокладок должны удовлетворять требованиям ПБ 10-115-96 «Правил устройств и безопасной эксплуатации сосудов, работающих под давлением», ПБ 03-108-96 «Правил у безопасной эксплуатации технологических трубопроводов» и «Правил устройств и безопасной эксплуатации паровых и водогрейных котлов».
7.12. Запрещается производить замену прокладок при наличии давления в системе, в системе, а также применять прокладки, не соответствующие условиям эксплуатации оборудования.
7.13. Изготовитель гарантирует безопасность эксплуатации прокладок при условиях, которые были оговорены при заказе изделий.
7.14. Специальные условия безопасной эксплуатации прокладок должны быть предусмотрены в Инструкции по эксплуатации изделия, в котором они установлены.
8. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
8.1 Изготовитель гарантирует соответствие прокладок требованиям настоящих технических условий при соблюдении потребителем правил транспортирования, хранения, монтажа и эксплуатации.
8.2. Гарантийный срок хранения прокладок:
- изготовленных из материалов О, АПУ, АПН - 40 лет с момента изготовления;
- изготовленных из материалов АГУ, АГН - 10 лет с момента изготовления.
9. ССЫЛОЧНЫЕ НОРМАТИВНЫЕ ДОКУМЕНТЫ
|
1 |
ССБТ. Вредные вещества. Классификация и общие требования безопасности. |
2.1. |
6 |
|
|
2 |
ГОСТ 25.503-97. |
Расчеты и испытания на прочность. Методы механических испытания металлов. Метод испытания на сжатие. |
4.5. |
8 |
|
3 |
Штангенциркули. Технические условия. |
4.3. Пр.3 Пр.4 Пр.6 |
8 23 24 27 |
|
|
4 |
Ящики дощатые неразборные для грузов массой до |
5.7. |
9 |
|
|
5 |
Лента холоднокатаная из коррозионно-стойкой и жаростойкой стали. Технические условия. |
1.3.7. |
5 |
|
|
6 |
Микрометры. Технические условия. |
4.2. Пр.6 |
8 27 |
|
|
7 |
Бумага упаковочная. Технические условия. |
5.5. |
9 |
|
|
8 |
ГОСТ 8295-57. |
Графит смазочный. Технические условия. |
7.4. |
11 |
|
9 |
ГОСТ 12302-83 |
Пакеты из комбинированных и полимерных материалов. Общие технические условия. |
5.15. |
9 |
|
10 |
Фланцы арматуры, соединительных частей и трубопроводов на Ру от 0,1 до 20,0 МПа (от 1 до 200 кг/см2). Типы. Присоединительные размеры и размеры уплотнительных поверхностей. |
1.2.1. 1.2.7. Пр.1 |
3 4 18-20 |
|
|
11 |
ГОСТ 13512-91 |
Картон. Технические условия |
5.7. |
9 |
|
12 |
Маркировка грузов. |
6.3. |
10 |
|
|
13 |
Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды. |
Введ. 6.5. |
2 10 |
|
|
14 |
Тальк молотый для производства резиновых изделий и пластических масс. Технические условия. |
7.4. |
11 |
|
|
15 |
Упаковка для изделий машиностроения. Общие требования. |
6.5. |
10 |
|
|
16 |
ГОСТ 24643-81 |
Допуски плоскостности и концентричности. |
1.6. 4.4. Пр. |
5 8 22 |
|
17 |
Основные нормы взаимозаменяемости. Поля допусков и рекомендуемые посадки |
1.5. 4.3. |
5 8 |
|
|
18 |
Фланцы сосудов и аппаратов стальные плоские приварные. Конструкция и размеры. |
1.2.1 Пр.1 |
3 21 |
|
|
19 |
Фланцы сосудов и аппаратов стальные плоские приварные встык. Конструкция и размеры. |
1.2.1 Пр.1 |
4 21 |
|
|
20 |
РД 0154-06-2001. |
Прокладки уплотнительные из терморасширенного графита (до 20 МПа и 600 °С). Типы и размеры. Общие технические требования. |
1.1. 1.2.7. |
3 4 |
|
21 |
ТУ 6-17-1011-80. |
Лента склеивающая. Технические условия. |
5.4. |
9 |
|
22 |
ТУ 2577-004-12058737-2002. |
Материал прокладочный графитовый армированный (АГПМ). Технические условия. |
Введ. 1.3.3. 1.3.6. |
2 4 5 |
|
23 |
ТУ 5728-003-12058737-2000. |
Фольга из терморасширенного графита. Технические условия. |
Введ. 1.3.1. 1.3.3. 1.8. |
2 4 4 5 |
|
24 |
Правила устройства и безопасной эксплуатации технологических трубопроводов. Правила устройства и безопасной эксплуатации паровых и водогрейных котлов. Утверждены Госгортехнадзором 28.05.93. |
7.11. |
14 |
|
|
25 |
ПБ 10-116-96. |
Правила устройства и безопасной эксплуатации сосудов, работающих под давлением. |
7.11. |
14 |
Приложение 1 ПУТГ типа А для фланцев арматуры и трубопроводов с уплотнительными поверхностями "шип-паз» по ГОСТ 12815
Размеры в миллиметрах
|
Проход условный Ду |
Dвн |
Dн |
||||||
|
Давление условное Ру, МПа |
||||||||
|
0,6 |
1,6; 2,5; 4,0; 6,3; 10,0; 16,0; 20,0 |
0,6 |
1,6; 2,5; 4,0 |
6,3 |
10,0 |
16,0 |
20,0 |
|
|
10 |
20 |
24 |
30 |
34 |
34 |
34 |
34 |
34 |
|
15 |
25 |
29 |
35 |
39 |
39 |
39 |
39 |
39 |
|
20 |
30 |
36 |
46 |
50 |
50 |
50 |
50 |
50 |
|
25 |
39 |
43 |
53 |
57 |
57 |
57 |
57 |
57 |
|
32 |
49 |
51 |
63 |
65 |
65 |
65 |
65 |
65 |
|
40 |
56 |
61 |
70 |
75 |
75 |
75 |
75 |
75 |
|
50 |
69 |
73 |
83 |
87 |
87 |
87 |
87 |
87 |
|
65 |
88 |
95 |
103 |
109 |
109 |
109 |
109 |
109 |
|
80 |
103 |
106 |
117 |
120 |
120 |
120 |
120 |
120 |
|
100 |
123 |
129 |
143 |
149 |
149 |
149 |
149 |
149 |
|
125 |
149 |
155 |
169 |
175 |
175 |
175 |
175 |
175 |
|
150 |
176 |
183 |
196 |
203 |
203 |
203 |
203 |
203 |
|
200 |
231 |
239 |
251 |
259 |
259 |
259 |
259 |
259 |
|
250 |
286 |
292 |
306 |
312 |
312 |
312 |
312 |
312 |
|
300 |
336 |
343 |
356 |
363 |
363 |
363 |
363 |
- |
|
350 |
381 |
395 |
407 |
421 |
421 |
421 |
- |
|
|
400 |
431 |
447 |
457 |
473 |
473 |
473 |
- |
- |
|
(450) |
481 |
497 |
507 |
523 |
- |
- |
- |
- |
|
500 |
531 |
549 |
557 |
575 |
575 |
- |
- |
|
|
600 |
631 |
649 |
657 |
675 |
675 |
- |
- |
- |
|
(700) |
736 |
751 |
762 |
111 |
- |
- |
- |
- |
|
800 |
841 |
856 |
867 |
882 |
- |
- |
- |
- |
Приложение 1 ПУТГ типа А для фланцев сосудов и аппаратов с уплотнительными поверхностями "шип-паз» по ГОСТ 28759.2 и ГОСТ 28759.3
Размеры в миллиметрах
|
Проход условный Ду |
Dвн |
Dн |
Dвн |
Dн |
Dвн |
Dн |
Dвн |
Dн |
|
Давление условное Ру, МПа |
||||||||
|
1,0; 1,6 |
2,5 |
4,0 |
6,3 |
|||||
|
400 (450) 500 600 700 800 900 1000 1100 |
431 487 537 636 736 838 938 1035 1137 |
458 514 564 664 764 866 966 1066 1168 |
431 487 537 636 746 848 950 1049 1159 |
458 514 564 664 774 876 978 1080 1190 |
427 477 527 626 726 829 929 1034 1134 |
458 508 558 658 758 870 970 1075 1190 |
427 477 527 638 743 844 949 1054 1150 |
458 508 558 670 775 885 990 1095 1206 |
Приложение 1 ПУТГ типа Б для фланцев арматуры и трубопроводов с уплотнительными поверхностями "выступ-впадина» по ГОСТ 12815
Размеры в миллиметрах
|
Проход условный Ду |
Dвн |
Dн |
|||||
|
Давление условное Ру, МПа |
|||||||
|
0,6; 1,6; 2,5;4,0; 6,3; 10,0; 16,0 20,0 |
0,6 |
1,6; 2,5; 4,0 |
6,3 |
10,0 |
16,0 |
20,0 |
|
|
10 |
14 |
30 |
34 |
34 |
34 |
34 |
34 |
|
15 |
20 |
35 |
39 |
39 |
39 |
39 |
39 |
|
20 |
25 |
46 |
50 |
50 |
50 |
50 |
50 |
|
25 |
29 |
53 |
57 |
57 |
57 |
57 |
57 |
|
32 |
38 |
63 |
65 |
65 |
65 |
65 |
65 |
|
40 |
45 |
70 |
75 |
75 |
75 |
75 |
75 |
|
50 |
57 |
83 |
87 |
87 |
87 |
87 |
87 |
|
65 |
75 |
103 |
109 |
109 |
109 |
109 |
109 |
|
80 |
87 |
117 |
120 |
120 |
120 |
120 |
120 |
|
100 |
106 |
143 |
149 |
149 |
149 |
149 |
149 |
|
125 |
132 |
169 |
175 |
175 |
175 |
175 |
175 |
|
150 |
161 |
196 |
203 |
203 |
203 |
203 |
203 |
|
200 |
216 |
251 |
259 |
259 |
259 |
259 |
259 |
|
250 |
264 |
306 |
312 |
312 |
312 |
312 |
312 |
|
300 |
318 |
356 |
363 |
363 |
363 |
363 |
- |
|
350 |
372 |
407 |
421 |
421 |
421 |
- |
- |
|
400 |
421 |
457 |
473 |
473 |
473 |
- |
- |
|
(450) |
473 |
507 |
523 |
- |
- |
- |
- |
|
500 |
528 |
557 |
575 |
575 |
- |
- |
- |
|
600 |
620 |
657 |
675 |
675 |
675 |
- |
- |
|
(700) |
720 |
762 |
778 |
- |
- |
- |
- |
|
800 |
820 |
867 |
882 |
- |
- |
- |
- |
Приложение 1 ПУТГ типа Д для фланцев арматуры и трубопроводов с гладкими уплотнительными поверхностями по ГОСТ 12815
Размеры в миллиметрах
|
Проход условный Ду |
DBH |
DH |
|||||
|
|
Давление условное Ру, МПа |
||||||
|
0,6; 1,0; 1,6; 2,5; 4,0; 6,3 |
0,6 |
1,0 |
1,6 |
2,5 |
4,0 |
6,3 |
|
|
10 |
14 |
39 |
45 |
45 |
45 |
45 |
55 |
|
15 |
20 |
44 |
50 |
50 |
50 |
50 |
60 |
|
20 |
25 |
54 |
60 |
60 |
60 |
60 |
71 |
|
25 |
29 |
64 |
69 |
69 |
70 |
70 |
81 |
|
32 |
38 |
76 |
81 |
81 |
81 |
81 |
87 |
|
40 |
45 |
86 |
91 |
91 |
91 |
91 |
102 |
|
50 |
57 |
96 |
106 |
106 |
106 |
106 |
112 |
|
65 |
75 |
116 |
126 |
126 |
126 |
126 |
137 |
|
80 |
87 |
132 |
141 |
141 |
141 |
141 |
147 |
|
100 |
106 |
152 |
161 |
161 |
167 |
167 |
173 |
|
125 |
132 |
182 |
191 |
191 |
193 |
193 |
209 |
|
150 |
161 |
207 |
217 |
217 |
222 |
222 |
245 |
|
200 |
216 |
262 |
271 |
271 |
282 |
288 |
307 |
|
250 |
264 |
317 |
326 |
326 |
338 |
350 |
362 |
|
300 |
318 |
373 |
376 |
376 |
398 |
415 |
422 |
|
350 |
372 |
423 |
436 |
436 |
455 |
472 |
484 |
|
400 |
421 |
473 |
487 |
487 |
512 |
544 |
540 |
|
(450) |
473 |
528 |
537 |
537 |
562 |
569 |
- |
|
500 |
528 |
579 |
594 |
594 |
619 |
626 |
- |
|
600 |
620 |
679 |
693 |
693 |
729 |
745 |
- |
|
(700) |
720 |
784 |
800 |
800 |
828 |
846 |
- |
|
800 |
820 |
890 |
909 |
909 |
972 |
972 |
- |
Приложение 2
ДОПУСК ПЛОСКОСТНОСТИ
(по ГОСТ
24643)
|
Интервалы номинальных размеров, мм |
5 степень точности мкм |
6 степень точности мкм |
9 степень точности мкм |
12 степень точности мкм |
|
До 10 |
1,6 |
2,5 |
10 |
40 |
|
Св.10 до 16 |
2 |
3 |
12 |
50 |
|
Св.16 до 25 |
2,5 |
4 |
16 |
60 |
|
Св.25 до 40 |
3 |
5 |
20 |
80 |
|
Св.40 до 63 |
4 |
6 |
25 |
100 |
|
Св.63 до 100 |
5 |
8 |
30 |
120 |
|
Св.100 до 160 |
6 |
10 |
40 |
160 |
|
Св.160 до 250 |
8 |
12 |
50 |
200 |
|
Св.250 до 400 |
10 |
16 |
60 |
250 |
|
Св.400 до 630 |
12 |
20 |
80 |
300 |
|
Св.630 до 1000 |
16 |
25 |
100 |
400 |
|
Св.1000 до 1600 |
20 |
30 |
120 |
500 |
|
Св.1600 до 2500 |
25 |
40 |
160 |
600 |
|
Св.2500 до 4000 |
30 |
50 |
200 |
800 |
|
Св.4000 до 6300 |
40 |
60 |
250 |
1000 |
|
Св.6300 до 10000 |
50 |
80 |
300 |
1200 |
Приложение 3
ОПРЕДЕЛЕНИЕ ПРЕДЕЛА ПРОЧНОСТИ ПРИ СЖАТИИ
1. Описание метода
1.1. Сущность метода состоит в приложении нагрузки, действующей в осевом направлении, к испытуемому образцу, помещенному между двумя параллельно расположенными опорами, до момента разрушения образца.
2. Аппаратура
2.1. Испытательная машина для определения предела прочности при сжатии, обеспечивающая следующие условия испытания:
- максимальную нагрузку на образец, достаточную для его разрушения;
- равномерную скорость приложения нагрузки, составляющую величину не более 10 мм/мин;
- погрешность измерения нагрузки не более 1%.
2.2. Две точно центрированные, расположенные параллельно и жестко закрепленные опоры из стали.
2.3. Допускается, чтобы одна из опор была самоустанавливающейся.
2.4. Контактные поверхности опор должны быть перпендикулярны оси нагружения и параллельны друг другу. Отклонения от параллельности между двумя опорами не должно превышать 0,5 мкм/мм.
2.5. Штангенциркуль по ГОСТ 166.
3. Подготовка образцов
3.1. Перед испытанием прокладки подвергают визуальному осмотру. Качество поверхности прокладок должно соответствовать требованиям п. 1.4 настоящих технических условий.
3.2. Измеряют толщину каждой прокладки в трех точках. За результат измерения толщины прокладки принимают минимальное из трех полученных значений.
3.3. Измеряют наружный и внутренний диаметры прокладок.
3.4. Толщину и
диаметры прокладок измеряют с погрешностью не более
4. Проведение испытаний
4.1. Испытания проводят при температуре (20 ± 10) °С.
4.2. Для проведения испытаний образец (прокладку) помещают между двумя опорами. Нагрузку, прикладываемую к образцу, увеличивают плавно (без рывков).
4.3. Испытуемый образец нагружают до разрушения. Величину наибольшей нагрузки (Q), предшествующей разрушению образца, используют для вычисления предела прочности при сжатии σсж.
5. Обработка результатов
5.1. Предел прочности при сжатии (σсж) в МПа вычисляют по формуле:
![]()
где Q - нагрузка, при которой происходит разрушение образца, Н;
Fo - начальная площадь рабочей поверхности образца, мм2.
5.2. За показатель предела прочности при сжатии принимают среднее арифметическое значение результатов испытаний не менее 3-х образцов.
Приложение 4
ИСПЫТАНИЯ НА ГЕРМЕТИЧНОСТЬ
1. Описание метода
1.1. Сущность метода состоит в определении удельного давления обжатия, обеспечивающего герметичность (отсутствие протечек среды) при определенном давлении внутренней среды.
2. Аппаратура
2.1. Специальный стенд для проведения испытаний на герметичность.
2.2. Штангенциркуль по ГОСТ 166..
3. Подготовка образцов
3.1. Перед испытанием образцы (прокладки) подвергают визуальному осмотру. Качество поверхности прокладок должно соответствовать требованиям п. 1.4 настоящих технических условий.
3.2. Измеряют
наружный и внутренний диаметры прокладок с погрешностью не более
3.3. В случае предъявления к испытаниям большого количества типоразмеров прокладок выбирают из них два контрольных типоразмера и отбирают образцы согласно требованиям п. 3.2.2 настоящих технических условий.
4. Проведение испытаний
4.1. Испытания проводят при переменных удельных давлениях обжатия прокладок, ступенчато увеличивая внутреннее давление в соответствии с требованиями, изложенными в таблице 9, выдерживая при каждом значении внутреннего давления по 10 мин.
Таблица 9
|
Давление внутреннее (избыточное), МПа (кгс/см2) |
Удельное давление обжатия, МПа (кгс/см2) |
|
1 (10) |
От 5 (50) до 150 (1500) через каждые 20 (200) |
|
5 (50) |
|
|
10 (100) |
|
|
20 (200) |
|
|
30 (300) |
|
|
40 (400) |
4.2. В качестве внутренней среды используют нейтральный газ (азот и пр.) либо нейтральную жидкость (воду, масло и пр.) в зависимости от назначения прокладки.
4.3. При испытании в жидкой среде (вода, масло) герметичность определяют визуально (наличие течи) или по манометру (падение давления в системе). Величина протечки не должна превышать значений, указанных в паспорте основного изделия, для которого предназначены прокладки.
4.4. При испытании в газообразной среде (азот) величину давления разгерметизации (Рр) определяют по манометру и фиксируют в специальном журнале по форме таблицы 10.
4.5. Допускается по согласованию с заказчиком испытание на герметичность производить на конкретном изделии.
4.6. Допускается при отсутствии испытательных стендов у изготовителя испытание на герметичность проводить в специальных испытательных лабораториях либо на оборудовании заказчика под наблюдением специалистов изготовителя или испытательной лаборатории.
4.7. Циклические испытания на герметичность необходимо проводить только в специализированной испытательной лаборатории.
Таблица 10
|
Размеры прокладок |
Удельное давление обжатия, Н/м2 (кгс/см2) |
Внутреннее (избыточное) давление среды, МПа (кгс/см2 ) |
Испытательная среда |
Давление разгерметизации, МПа (кгс/см2) |
Результаты испытаний |
Подпись исполнителя |
|
|
Диаметр внутренний, мм |
Ширина поля прокладки, мм |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5. Обработка результатов
5.1. По результатам испытаний определяют необходимое давление обжатия прокладки для обеспечения требуемой герметичности (класса герметичности).
5.2. За давление обжатия принимают среднее арифметическое значение результатов не менее, чем трех испытаний при одном и том же давлении среды.
Приложение 5
ОПРЕДЕЛЕНИЕ ПРОКЛАДОЧНОГО КОЭФФИЦИЕНТА
1. Описание метода
1.1. Сущность метода заключается в определении тангенса угла наклона прямой, отражающей зависимость удельного давления обжатия от величины давления разгерметизации прокладки по результатам испытаний на герметичность согласно Приложения 5.
5. Обработка результатов
5.1. Для построения графика по оси абсцисс откладывают удельное давление обжатия (Робж), по оси ординат - величину давления разгерметизации (Рр) прокладки.
5.2. Полученные результаты подвергают обработке методом математической статистики согласно РД 50-690. Прокладочный коэффициент т принимается равным тангенсу угла (а) наклона полученной прямой к оси абсцисс (рисунок 1).
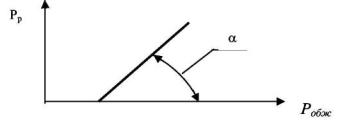
Рис. 1
5.3. Результаты испытаний и расчетов вносят в специальный журнал по форме таблицы 11.
5.4. Контрольная партия считается прошедшей испытания при т > 3,0.
5.5. Допускается (по согласованию сторон) проводить определение прокладочного коэффициента конкретных изделий на оборудовании заказчика.
Таблица 11
|
Размеры ПУТГ, мм |
Удельное давление обжатия, Н/м2 (кгс/см2) |
Внутреннее (избыт.) давление среды, МПа (кгс/см2) |
Испыта- |
Давление разгерме- (кгс/см2) |
Значение коэффициента «m» |
Результаты испытаний |
Исполнитель |
||
|
Диаметр внутренний |
Ширина поля прокладки |
+ |
- |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Приложение 6
ОПРЕДЕЛЕНИЕ УПРУГИХ (ДЕФОРМАЦИОННЫХ) ХАРАКТЕРИСТИК
ПРОКЛАДОК
1. Описание метода
1.1. Сущность метода состоит в приложении нагрузки, действующей в осевом направлении, к испытуемому образцу, помещенному между двумя параллельно расположенными опорами, и измерении изменения высоты образца после приложения нагрузки.
2. Аппаратура
2.1. Испытательная машина для определения предела прочности при сжатии, обеспечивающая следующие условия испытания:
- максимальную нагрузку на образец, согласно п.4.3 данной методики;
- равномерную скорость приложения нагрузки, составляющую величину не более 10 мм/мин;
- погрешность измерения нагрузки не более 1%.
2.2. Две точно центрированные, расположенные параллельно и жестко закрепленные опоры из стали.
2.2.1. Допускается, чтобы одна из опор была самоустанавливающейся.
2.2.2. Контактные поверхности опор должны быть перпендикулярны оси нагружения и параллельны друг другу. Отклонения от параллельности между двумя опорами не должно превышать 0,5 мкм/мм.
2.3. Микрометр по ГОСТ 6507 или индикатор часового типа по ГОСТ 577.
2.4. Штангенциркуль по ГОСТ 166.
3. Подготовка образцов
3.1. Перед испытанием прокладки подвергают визуальному осмотру. Качество поверхности прокладок должно соответствовать требованиям п. 1.4 настоящих технических условий.
3.2. Измеряют начальную толщину каждой прокладки в трех точках. За результат измерения начальной толщины h0 прокладки принимают минимальное из трех полученных значений.
3.3. Измеряют наружный и внутренний диаметры прокладок.
3.4. Толщину и
диаметры прокладок измеряют с погрешностью не более
4. Проведение испытаний
4.1. Испытания проводят при температуре (20 ± 10) °С.
4.2. Для проведения испытаний образец (прокладку) помещают между двумя опорами. Нагрузку, прикладываемую к образцу, увеличивают плавно (без рывков).
4.3. Нагрузку Q увеличивают ступенчато, с равными интервалами, с выдержкой при каждом значении Q, до прекращения уменьшения высоты прокладки. Минимальное количество интервалов должно быть не менее 9. Максимальная прикладываемая нагрузка должна быть не более
Qмах = Робж.макс × Fc
Робж.макс - максимальное давление обжатия, Робж.макс = 2 × Рраб,
Рраб - давление среды, МПа;
Fc - площадь поверхности прокладки, мм2.
4.3. При каждом значении
нагрузки измеряют изменение высоты прокладки ∆h по перемещениям опор с помощью индикатора часового типа и
вычисляют деформацию прокладки 8 по формуле, ε = ![]()
![]()
5. Обработка результатов
5.1. По результатам испытаний каждого образца строят табличную зависимость
Робж.(ε). Робж
вычисляют по формуле Робж.=![]() .
.
5.2. За деформационные характеристики прокладок принимают усредненную табличную зависимость Робж.(ε), полученную по результатам не менее, чем трех испытаний для каждого вида образцов и значения Рраб. При этом, для каждого значения Робж, усредненную величину деформации прокладки εср принимают равной среднему арифметическому значений ε различных образцов при одном и том же Робж.
Приложение 7
ЗАО «НОВОМЕТ»
ПАСПОРТ КАЧЕСТВА ПРОДУКЦИИ
Наименование продукции: Прокладки уплотнительные из ТРГ (ПУТГ)
Условное обозначение: ПУТГ-2-Д-АПН-04-50-20-3,0 ТУ 2577-006-12058737-2002
|
1 |
Номер партии |
|
|
2 |
Тип прокладки |
Д (гладкий фланец) |
|
3 |
Материал прокладки |
АПН (армированный перфорированной нержавейкой) |
|
4 |
Тип конструкции |
04(с внутренним и внешним обтюратором) |
|
5 |
Условный диаметр, мм |
50 |
|
6 |
Условное давление, МПа |
20 |
|
7 |
Количество прокладок (комплектов), шт. (нужное подчеркнуть) |
|
|
8 8.1 8.2 8.3 8.4 |
Материал прокладки из ТРГ: плотность, г/см3 зольность, %, не более сера, % предел прочности при сжатии, МПа |
|
|
1,0 |
||
|
0,45 |
||
|
0,45 |
||
|
|
||
|
9 |
Внешний вид |
Соответствует требованиям ТУ 2577-006-12058737-2002 |
|
10 10.1 10.2 10.3 |
Размеры прокладок, мм: диаметр наружный, (Дн), мм диаметр внутренний, (Двн), мм высота (Н), мм |
|
|
|
||
|
3,0 |
||
|
Заключение изготовителя и отдела технического контроля |
Прокладки уплотнительные из терморасширенного графита соответствуют требованиям ТУ 2577-006-12058737-2002 |
|
Начальник производства:________________ Начальник ОТК: ___________________________
«____»_________200... г.