|
СОГЛАСОВАНО |
УТВЕРЖДАЮ |
|
Начальник Управления по
надзору в |
Директор ЗАО «Друза» _________А.Н. Киреев «16» января 2002 г. |
ТРУБЫ СТАЛЬНЫЕ
С НАРУЖНЫМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ
НА ОСНОВЕ ЭКСТРУДИРОВАННОГО ПОЛИЭТИЛЕНА
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ТУ 1390-003-11928001-01
Срок введения 05.02.2002 г.
|
СОГЛАСОВАНО |
РАЗРАБОТАНО |
|
Директор АКХ им. К.Д. Памфилова _________________В.Ф. Пивоваров «21» декабря 2001 г. |
Вице-президент АО ВНИИСТ _____________И.Д. Красулин «10» декабря 2001 г. |
|
Директор ЦБИ АО ВНИИСТ _____________В.К Семченко «10» декабря 2001 г. |
|
|
Главный инженер «Друза» _______________С.Н. Сапун «25» октября 2001 г. |
|
|
Технолог ЗАО «Друза» ____________С.Х. Касимов |
Зарегистрировано в Госстандарте России Оренбургский центр стандартизации, метрологии и сертификации № 072/001172 от « 05» апреля 2002 г.
г. Оренбург
Содержание
Настоящие
технические условия распространяются на трубы стальные электросварные и
бесшовные диаметром 57-
Конструктивно двухслойное защитное покрытие состоит из клеевого подслоя на основе термоплавкой полимерной композиции с адгезионно-активными добавками и наружного слоя на основе экструдированного полиэтилена.
Наружное двухслойное покрытие на основе экструдированного полиэтилена выполняется в виде усиленного (У) или весьма усиленного (ВУ) типов.
Покрытие наносится на стальные трубы в заводских условиях, с использованием поточной механизированной линии по согласованному в установленном порядке технологическому регламенту или технологической инструкции.
Допустимая температура окружающей среды при хранении изолированных труб - от минус 45 до плюс 60°С.
Допустимая температура окружающей среды при транспортировании труб с покрытием, при проведении погрузочно-разгрузочных и строительно-монтажных работ - от минус 40°С до плюс 50°С.
Допустимая температура длительной эксплуатации покрытия - до плюс 60°С.
Характеристики стальных труб (ГОСТ, ТУ, материал труб и другие показатели) указываются в сертификате завода-изготовителя, прилагаемого к партии изолированных труб.
Пример условного обозначения:
а) труба стальная диаметром
Труба 159×4 Ст3сп ГОСТ
20295-85
У ТУ 1390-003-11928001-01
б) труба стальная диаметром
Труба 159×4 Ст3сп ГОСТ
20295-85
ВУ ТУ 1390-003-11928001-01
1 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1 Трубы стальные бесшовные, электросварные прямошовные с наружным антикоррозионным покрытием должны соответствовать требованиям настоящих технических условий, ГОСТ Р 51164 «Трубопроводы стальные магистральные. Общие требования к защите от коррозии» и ГОСТ 9.602 «Сооружения подземные. Общие требования к защите от коррозии».
1.2 Требования к трубам, подлежащим изоляции
1.2.1 Изоляции подвергаются
трубы диаметром 57-
Допускается нанесение защитного покрытия на трубы того же сортамента, соответствующие требованиям других технических условий или стандартов, согласованные с Заказчиком.
Длина труб, подлежащих изоляции - от 8,0
до
1.2.2 До нанесения покрытия наружная поверхность труб подвергается визуальному контролю. Не допускается наносить покрытие на трубы с такими дефектами на поверхности как вмятины, раковины, задиры, заусенцы, острые выступы и т.п., если они не могут быть устранены последующей обработкой. Внутренняя полость труб должна быть чистой.
1.2.3 Не допускается наличие жировых и масляных загрязнений на наружной поверхности труб. Трубы должны иметь сухую поверхность.
1.2.4 Не допускается наносить покрытие на трубы, геометрические параметры которых превышают следующие значения:
- овальность (по наружному диаметру) - более 1,0 %,
- усиление сварного шва -
более
- кривизна - более
1.2.5 Перед нанесением защитного покрытия поверхность труб очищается от продуктов коррозии до степени 2 по ГОСТ 9.402 (степень очистки Sa 2,5 по стандарту ИСО 8501-1 Р) и шероховатости поверхности (Rz) 40-90 мкм.
После очистки поверхность труб должна быть обеспылена и соответствовать по количеству и размеру частиц пыли не ниже 4 класса по ИСО 8502-3.
1.3 Требования к защитному покрытию труб.
1.3.1 Наружное двухслойное полиэтиленовое покрытие труб должно соответствовать требованиям настоящих технических условий.
1.3.2 Покрытие должно отвечать требованиям, предъявляемым к усиленному типу изоляции в соответствии с ГОСТ Р 51164 «Трубопроводы стальные магистральные. Общие требования к защите от коррозии», а также усиленному и весьма усиленному типам изоляции в соответствии с ГОСТ 9.602 «Сооружения подземные. Общие требования к защите от коррозии».
1.3.3 В таблице 1 приведены конструкция и толщина двухслойного полиэтиленового покрытия в зависимости от диаметров труб.
|
Конструкция (структура) двухслойного полиэтиленового покрытия |
Толщина покрытия, мм, не менее, для труб диаметром, мм, не более |
|||||||
|
Покрытие усиленного типа |
Покрытие усиленного типа |
Покрытие весьма усиленного типа |
||||||
|
от 57 |
от 273 |
от 57 |
от 133 |
от 273 |
от 57 |
от 102 |
от 273 |
|
|
Клеевой подслой (термоплавкая полимерная композиция) |
0,3 |
0,3 |
0,3 |
0,3 |
0,3 |
0,3 |
0,3 |
0,3 |
|
Основной изоляционный слой (экструдированный полиэтилен) |
1,7 |
1,9 |
1,5 |
1,7 |
1,9 |
1,9 |
2,2 |
2,7 |
|
Общая толщина |
2,0 |
2,2 |
1,8 |
2,0 |
2,2 |
2,2 |
2,5 |
3,0 |
Примечания:
1. По требованию заказчика толщина покрытия может быть увеличена.
2. Толщина покрытий усиленного типа над усилением сварного
шва по ГОСТ
Р 51164 должна быть не менее
3. Толщина покрытий весьма усиленного типа над усилением
сварного шва по ГОСТ
9.602 должна быть не менее
4. Допускается местное уменьшение
толщины покрытия до 10 % от номинальной при условии, что площадь участка с
уменьшенной на
(Измененная редакция. Изм. № 1)
1.3.4 Изоляционные материалы, входящие в состав покрытия, должны соответствовать требованиям ГОСТов, технических условий и спецификаций на эти материалы. Соответствие свойств изоляционных материалов техническим требованиям гарантируется Поставщиками и подтверждается сертификатными данными.
1.3.5 В качестве исходного материала для клеевого подслоя покрытия применяют композиции сэвилена марок 113-27 (ТУ РБ 04643628.059-98), 113-51 (ТУ РБ 04643628.001-98), 113-152 (ТУ 2243-132-60-203335-2001) или другие отечественные и импортные (например, композиция «Trisolen», фирмы «Leuna-Eurocommerz», Германия) полимерные клеевые композиции, обеспечивающие получение защитного покрытия с показателями свойств в соответствии с требованиями настоящих Технических условий и ГОСТ.
1.3.6 Для нанесения наружного защитного слоя покрытия используются термостабилизированные композиции на основе полиэтилена высокого давления с добавками термостабилизаторов и технического углерода (например, полиэтиленовые композиции марок 15303-003, 10203-003 по ГОСТ 16337 с добавками в соответствии с рецептурами 10-14, 96-100 или полиэтиленовые композиции кабельных марок: 102-10К, 153-10К по ГОСТ 16336, полиэтилен марки «Mirathen ВС 12120» фирмы «Leuna-Eurocommerz», Германия), а также аналогичные отечественные и импортные полиэтиленовые композиции, обеспечивающие покрытию свойства согласно требований настоящих Технических условий и ГОСТ.
1.3.7 Двухслойное полиэтиленовое покрытие наносится на очищенную и нагретую до заданной температуры поверхность труб в заводских условиях методом боковой («плоскощелевой») экструзии (расплавов клеевого подслоя и полиэтилена) по принятому Технологическому регламенту или Технологической инструкции.
Примечание: По требованию заказчика допускается увеличение длины свободных от покрытия концов труб до (150-180) мм. При этом на них может наноситься временное консервационное покрытие, например, лак БТ-577 по ГОСТ 5631, или другие консервационные материалы, обеспечивающие защиту стали от коррозии на срок не менее 6 месяцев.
1.3.10 При наличии локальных дефектов допускается ремонт мест повреждений покрытия по согласованной документации («Инструкция по технологии ремонта мест повреждений заводского полиэтиленового покрытия труб» - РД 1390-002-2001) с использованием ремонтных материалов отечественного или импортного производств, соответствующих конструкции защитного покрытия труб.
Допускается производить в заводских
условиях ремонт сквозных и несквозных повреждений покрытия при условии, что
площадь единичного дефекта не превышает
На отремонтированных участках покрытия должны быть обеспечены показатели свойств, соответствующие требованиям настоящих технических условий к основному покрытию труб.
1.3.11 По показателям свойств наружное двухслойное полиэтиленовое покрытие должно удовлетворять требованиям и нормам таблицы 2 настоящих технических условий.
|
Наименование показателей свойств покрытия |
Норма по требованиям |
Метод испытаний |
|
1. Внешний вид |
п. 1.3.8 настоящих ТУ |
Визуально в соответствии с классификатором. Приложение 2 настоящих ТУ |
|
2. Толщина покрытия |
Согласно таблицы 1 настоящих ТУ |
п. 5.5 настоящих ТУ |
|
3. Диэлектрическая сплошность |
Отсутствие пробоя при напряжении не менее 5 кВ/мм толщины покрытия +5 кВ |
п. 5.4 настоящих ТУ |
|
4. Адгезия покрытия к стали, Н/см ширины, не менее, при температуре: |
|
|
|
20°С, |
35,0 |
|
|
40°С, |
20,0 |
|
|
60°С |
9,0 |
|
|
5. Адгезия покрытия к стали при 20°С, Н/см ширины, не менее, после выдержки в воде в течение 1000 ч. |
35 |
п. 5.8 настоящих ТУ |
|
6. Площадь отслаивания покрытия при катодной поляризации, см2, не более, после 30 суток испытаний в 3 % растворе NaCl при потенциале поляризации 1,5 В при температуре испытаний: |
|
п. 5.9 настоящих ТУ |
|
20°С |
5,0 |
|
|
40°С |
8,0 |
|
|
60°С |
15,0 |
|
|
7. Прочность при ударе при 20°С, Дж/мм толщины покрытия, не менее |
5,0 |
п. 5.10 настоящих ТУ |
|
8. Переходное сопротивление покрытия в 3 % растворе NaCl при 20°С, Ом·м2 , не менее: |
|
п. 5.11 настоящих ТУ |
|
- исходное |
1010 |
|
|
- через 100 суток выдержки |
109 |
|
|
9. Прочность при разрыве отслоенного покрытия, МПа, не менее, при температуре: |
|
п. 5.12 настоящих ТУ |
|
20°С |
12,0 |
|
|
60°С |
10,0 |
|
|
10. Относительное удлинение при разрыве отслоенного покрытия, %, не менее, при температуре: |
|
п. 5.12 настоящих ТУ |
|
20°С |
200 |
|
|
минус 40°С |
100 |
|
|
11. Изменение относительного удлинения при разрыве отслоенного покрытия после 1000 ч выдержки на воздухе при температуре 100°С, % от исходной величины, не более |
25 |
п. 5.12 настоящих ТУ |
|
12. Стойкость покрытия к растрескиванию при температуре 50°С, ч, не менее |
1000 |
п. 5.13 настоящих ТУ |
|
13. Стойкость к воздействию УФ радиации в потоке 600 кВт.ч/м при температуре 50°С, ч, не менее |
500 |
п. 5.14 настоящих ТУ |
|
14. Грибостойкость, балл, не менее |
2 |
п. 5.15 настоящих ТУ |
|
15. Сопротивление пенетрации (вдавливанию), мм, не более, при температуре: |
|
п. 5.16 настоящих ТУ |
|
до 20°С |
0,2 |
|
|
свыше 20°С |
0,3 |
(Измененная редакция. Изм. № 1)
1.4 Маркировка
1.4.1 На наружную поверхность труб с покрытием наносится маркировка (или наклеивается этикетка) со следующими данными:
- сведения о трубе без покрытия,
- наименование завода-изготовителя изолированных труб,
- номер партии и дата выпуска изолированных труб,
- номер настоящих технических условий,
- толщина покрытия.
1.4.2 Маркировку труб, увязанных в пакеты, наносят на ярлык, в котором указывают следующие сведения:
- наименование завода-изготовителя изолированной трубы;
- номер настоящих ТУ;
- сведения о трубе без покрытия;
- толщина покрытия;
- номер партии и дата изготовления;
- количество, шт.;
- длина, м;
- клеймо ОТК о приемке продукции.
1.4.3 Маркировка должна, быть четкой, хорошо читаемой и сохраняться на период хранения и транспортировки изолированных труб.
2 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
2.1 При нанесении двухслойного полиэтиленового покрытия на трубы должны обеспечиваться требования безопасности по ГОСТ 12.3.016 и ГОСТ 12.3.002. Полиэтиленовое покрытие не является токсичным, не оказывает вредного воздействия на организм человека и окружающую среду.
2.2 Двухслойное полиэтиленовое покрытие относится к группе сгораемых, трудновоспламеняемых материалов. В технологии нанесения двухслойного покрытия методом экструзии не используются и не образуются вещества, способные образовывать взрывоопасные смеси.
При возникновении пожара тушить всеми известными средствами пожаротушения.
2.3 В процессе нанесения покрытия на трубы при температурах выше +150°С возможно выделение незначительных количеств винилацетата (ПДК - 10,0 мг/м3), уксусной кислоты (ПДК - 5,0 мг/м3), ацетальдегида (ПДК - 5,0 мг/м3). Все указанные продукты деструкции полимеров относятся к третьему классу опасности. Концентрация этих веществ в воздухе рабочей зоны не должна превышать их ПДК согласно ГОСТ 12.1.005. Определение ПДК проводят по методикам, указанным в ТУ 6-05-1636-78.
2.4 От статического электричества оборудование должно быть заземлено согласно «Правилам ПУЭ и ПТБ электроустановок потребителей».
2.5 При работе с расплавленным полиэтиленом и клеевым подслоем (температура до 200-220°С) существует опасность термических ожогов. При нанесении покрытия следует пользоваться рукавицами и другими средствами индивидуальной защиты согласно отраслевым нормам и СНиП III-4-80 п. 1.10.
2.6 Работы по нанесению покрытия должны производиться в производственных помещениях, оборудованных местной и общеобменной вентиляцией, обеспечивающей чистоту воздуха, в котором концентрация летучих токсических веществ не должна превышать ПДК по ГОСТ 12.1.005.
3 ТРЕБОВАНИЯ ОХРАНЫ ОКРУЖАЮЩЕЙ СРЕДЫ
3.1 Контроль за соблюдением предельно-допустимых выбросов в атмосферу при нанесении двухслойного полиэтиленового покрытия должен осуществляться согласно ГОСТ 17.2.3.02.
3.2 Специальных мероприятий для предупреждения вреда окружающей среде, здоровью и генетическому фонду человека при испытании, хранении, транспортировании и эксплуатации труб с защитным полиэтиленовым покрытием не требуется.
4 ПРАВИЛА ПРИЕМКИ
4.1 Проверку качества и приемку труб с покрытием производит ОТК завода-изготовителя.
4.2 Трубы с наружным покрытием, нанесенным в заводских условиях, предъявляются к приемке партиями.
Партия состоит из труб одного и того же сортамента, изготовленных из одной марки стали и изолированных материалами одной марки по установившейся технологии. Количество труб в партии не должно превышать:
- 200 шт. для труб диаметром
- 100 шт. для труб диаметром
свыше
4.3 На каждую партию труб с покрытием Изготовитель выдает паспорт (сертификат, Приложение 1), в котором указываются данные по качеству покрытия.
4.4 Трубы с защитным покрытием подвергаются приемо-сдаточным и периодическим испытаниям.
4.5 Приемо-сдаточные испытания:
4.5.1 На каждой изолированной трубе выполняют:
- замер длины неизолированных концов труб (п. 1.3.9);
- замер угла скоса покрытия к телу трубы (п. 1.3.9);
- контроль внешнего вида покрытия (п. 1.3.8 и п. 1 табл. 2)
- испытание покрытия на диэлектрическую сплошность (п. 3 табл. 2).
4.5.2 Контроль толщины покрытия (п. 2 табл. 2) производят на 10 % труб от партии.
4.5.3 Контроль адгезии покрытия к стали при 20°С (п. 4 табл. 2) производят на 2 % труб от партии.
4.5.4 При неудовлетворительных результатах испытаний покрытия хотя бы по одному из приемо-сдаточных показателей, по нему проводят повторные испытания на удвоенном количестве труб, взятых из той же партии. В случае неудовлетворительных результатов повторных испытаний разрешается поштучная сдача изолированных труб при проведении контроля покрытия по показателям п.п. 4.5.1-4.5.3.
4.6.1. Периодические испытания производят перед началом освоения заводской изоляции труб, при изменении марок изоляционных материалов, при изменении основных параметров технологического процесса, но не реже одного раза в 12 месяцев. Периодические испытания могут проводиться дополнительно по требованию потребителя.
4.6.2 При периодических испытаниях контролируют следующие параметры:
- адгезию покрытия к стали при температурах 40 и 60°С (п. 4 табл. 2);
- адгезию покрытия к стали после выдержки в воде при температуре 20°С (п. 5 табл. 2);
- площадь катодного отслаивания покрытия при температурах 20, 40 и 60°С (п. 6 табл. 2).
- прочность покрытия при ударе при 20°С (п. 7 табл. 2);
- переходное сопротивление покрытия (п. 8 табл. 2);
- прочность при разрыве отслоенного покрытия при температурах 20 и 60°С (п. 9 табл. 2);
- относительное удлинение при разрыве отслоенного покрытия при 20°С и минус 40°С (п. 10 табл. 2);
- изменение относительного удлинения при разрыве отслоенного покрытия после выдержки на воздухе при 100°С в течение 1000 ч (п. 11 табл. 2);
- стойкость покрытия к растрескиванию при 50°С (п. 12 табл. 2);
- стойкость покрытия к воздействию УФ радиации в потоке 600 кВт.ч/м при 50°С (п. 13 табл. 2);
- грибостойкость (п. 14 табл. 2);
- сопротивление пенетрации (вдавливанию) при 20°С (п. 15 табл. 2).
4.6.3 Показатели качества покрытия по п.п. 4-15 таблицы 2 Технических условий гарантируются Изготовителем и определяются при периодических (типовых) испытаниях.
4.6.4 Для проведения периодических испытаний по показателям п.п. 4-15 таблицы 2 Технических условий проводится отбор образцов из 2-х труб от партии. При этом испытания по пп. 4-8 таблицы 2 проводятся на образцах, вырезанных из труб с покрытием, (не менее, чем на трех образцах на каждый тип испытаний).
Испытания по пп. 9-15 табл. 2 проводятся на образцах отслоенного покрытия.
С целью получения отслоенного покрытия
для проведения испытаний по п.п. 9-15 таблицы
2 на предварительно очищенную и нагретую до заданной температуры
поверхность труб (без адгезионного подслоя) наносится слой экструдированного
полиэтилена толщиной 1,8-
4.6.5 При неудовлетворительных результатах испытаний покрытия по показателям п. 4.6.2 заводская изоляция труб должна быть приостановлена до выяснения причин несоответствия покрытия техническим требованиям (нарушение технологических режимов, неправильный выбор или бракованная партия изоляционных материалов).
4.7 Трубы, покрытие которых не отвечает требованиям настоящих ТУ, выбраковываются и при невозможности ремонта покрытия или переизоляции могут поставляться по согласованию с потребителем как трубы без покрытия.
5 МЕТОДЫ КОНТРОЛЯ
5.1 Внешний вид покрытия оценивают визуально без применения увеличительных средств согласно классификатоpу (Приложение 2) или в сравнении с эталонными образцами, утвержденными в установленном порядке.
5.2 Длину неизолированных концов труб измеряют с помощью линейки металлической по ГОСТ 427 или шаблоном.
5.3 Контроль угла скоса покрытия к телу трубы проводят с помощью шаблона-угломера.
5.6 Адгезию покрытия к стали при 20°С определяют с помощью цифрового адгезиметра АМЦ 2-20, АМЦ 2-50 согласно Приложению 3 к настоящим Техническим условиям.
5.7 Адгезию покрытия к стали при 40 и 60°С определяют согласно Приложению 4 к настоящим Техническим условиям.
5.8 Адгезию покрытия к стали после выдержки в воде определяют по методике, изложенной в Приложении 5 к настоящим Техническим условиям.
5.9 Стойкость покрытия к катодному отслаиванию при 20, 40 и 60°С определяют в соответствии с методикой, изложенной в ГОСТ Р 51164, Приложение В.
5.10 Прочность покрытия при ударе определяют по методике ГОСТ Р 51164, Приложение А.
5.11 Переходное сопротивление покрытия в 3 % растворе NaCl при 20°С определяют по методике ГОСТ Р 51164 Приложение Г.
5.12 Прочность и относительное удлинение при разрыве отслоенного покрытия при различных температурах и относительное удлинение отслоенного покрытия после 1000 ч испытаний на воздухе при 100°С определяют по ГОСТ 11262.
5.13 Стойкость покрытия к растрескиванию определяют по методике ГОСТ 13518.
5.14 Стойкость покрытия к воздействию УФ радиации определяют согласно ГОСТ 16337.
5.15 Грибостойкость покрытия определяют по ГОСТ 9.048, ГОСТ 9.050 и ГОСТ 9.052.
5.16 Сопротивление пенетрации (вдавливанию) определяют по ГОСТ Р 51164 Приложение Е.
6 ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1 Погрузочно-разгрузочные
работы и хранение труб должны производиться в условиях, предотвращающих
механическое повреждение покрытия в соответствии с требованиями ВСН
008-88 «Строительство магистральных и промысловых трубопроводов.
Противокоррозионная и тепловая изоляция», разработанной АО ВНИИСТ, Москва,
При длительном хранении труб с покрытием рекомендуется не допускать попадание на них прямых солнечных лучей.
6.2 Транспортирование изолированных труб должно производиться автомобильным транспортом и в железнодорожных полувагонах.
Размещение и крепление труб в полувагонах должно производиться в соответствии с требованиями «Технических условий погрузки и крепления грузов», раздел «Трубы», МПС.
7 ГАРАНТИИ ПОСТАВЩИКА
7.1 Изготовитель гарантирует соответствие покрытия требованиям Технических условий при соблюдении правил проведения погрузочно-разгрузочных и строительно-монтажных работ.
7.2 Гарантированный срок хранения изолированных труб при выполнении требований настоящих Технических условий составляет 12 месяцев с момента их выпуска.
Примечание: Допускается применение труб с защитным покрытием по истечении гарантированного срока хранения при условии, что защитное покрытие при повторных испытаниях по показателям п. 4.5 отвечает требованиям настоящих Технических условий
При хранении труб сроком более 24 месяцев допускается применять изолированные трубы при условии получения положительных результатов после проведения периодических испытаний по п. 4.6 настоящих технических условий.
7.3 Покрытие не должно отслаиваться на концевых участках труб в течение установленного срока хранения, а также в процессе сварки и изоляции сварных стыков труб при нагреве зоны стыка до 130°С.
7.4 Дефекты покрытия, происходящие от механических повреждений, вследствие нарушений норм и правил при транспортировке изолированных труб и строительстве трубопроводов, не являются признаком заводского брака и ремонтируются в трассовых условиях по согласованной нормативно-технической документации.
7.5 Гарантийный срок службы защитного покрытия - не менее нормативного срока службы трубопроводов.
Приложение 1
(справочное)
СЕРТИФИКАТ КАЧЕСТВА
на трубы стальные с наружным защитным покрытием на основе экструдированного
полиэтилена
|
1 Наименование труб, технические условия___________________________________________ 2 Размер трубы___________________________________________________________________ 3 Марка стали __________ ГОСТ ___________________________________________________ 4 Номер партии труб с покрытием___________________________________________________ 5 Завод-изготовитель______________________________________________________________ 6 Тип покрытия__________________________________________________________________ 7 Используемые изоляционные материалы:
8 Сведения о контроле качества покрытия: 8.1 Внешний вид _________________________________________________________________ 8.2 Диэлектрическая сплошность, кВ ________________________________________________ 8.3 Толщина покрытия, мм ________________________________________________________ 8.4 Адгезия к стали, Н/см __________________________________________________________ Покрытие изготовлено по ТУ 1390-003-11928001-01 и
соответствует требованиям настоящих Приложение - сертификаты на изоляционные материалы и неизолированные трубы. Начальник цеха ______________________________Дата _______________________________ Контролер ОТК ______________________________Печать _____________________________ |
Приложение 2
(обязательное)
КЛАССИФИКАТОР
визуально обнаруживаемых дефектов наружного покрытия
|
Наименование дефекта |
Характеристика дефекта |
Дополнительный приборный контроль |
Возможность ремонта и браковочные признаки |
|
1. Пузыри |
а) образование пузырей между телом трубы и покрытием |
а) Определение размеров дефекта, адгезии покрытия к стали |
Покрытие ремонтируют или бракуют согласно примечанию |
|
|
б) образование пузырей между слоями покрытия |
б) Определение размеров дефекта, толщины покрытия, диэлектрической сплошности на дефектном участке |
Покрытие ремонтируют или бракуют согласно примечанию |
|
2. Отслоение |
Локальное отслоение покрытия от металла трубы (на фаске) |
Определение размеров дефекта, адгезии покрытия к стали |
Покрытие ремонтируют согласно примечанию |
|
3. Расслоение |
Локальное расслоение слоев полиэтилена в покрытии (на фаске) |
Определение размеров дефекта |
Покрытие
ремонтируют, если расслоение более |
|
4. Трещины |
Сквозное (до металла) повреждение покрытия |
Определение размеров дефекта, диэлектрической сплошности покрытия |
Покрытие ремонтируют или бракуют согласно примечанию |
|
5. Царапины |
Несквозное повреждение покрытия |
Проверка сплошности дефекта. Определение остаточной толщины, диэлектрической сплошности |
При соответствии требованиям ТУ покрытие считают годным, при несоответствии - покрытие ремонтируют согласно примечанию |
|
6. Вмятина |
а) сквозное повреждение покрытия б) несквозное повреждение покрытия |
а) определение размеров дефекта б) определение остаточной толщины, диэлектрической сплошности в месте дефекта покрытия |
Покрытие бракуют или ремонтируют согласно примечанию. При соответствии требованиям ТУ покрытие считают годным, при несоответствии - покрытие ремонтируют согласно примечанию |
|
7. Сдир |
а) сквозное повреждение покрытия б) несквозное повреждение покрытия |
а) определение размеров дефекта б) определение остаточной толщины, диэлектрической сплошности в месте дефекта покрытия |
Покрытие бракуют или ремонтируют согласно примечанию При несоответствии требованиям ТУ покрытие ремонтируют с учетом примечания, при соответствии - покрытие считают годным |
|
8. Волнистость |
Волнистость покрытия |
Определение толщины, диэлектрической сплошности покрытия в месте дефекта |
При несоответствии требованиям ТУ покрытие ремонтируют с учетом примечания, при соответствии - покрытие считают годным |
|
9. Наплывы |
Локальное утолщение покрытия |
Определение толщины покрытия, размеров дефекта |
Допускается наличие отдельных наплывов. Ремонт не требуется |
|
10. Пропуск |
Отсутствие покрытия на участке трубы |
Определение размеров дефекта |
Покрытие бракуют или ремонтируют |
Примечания:
1. Покрытие считается годным и не требует ремонта по пп. 1б, 3, 5, 6б, 7б, 8, 9, при условии, что по минимальной толщине и диэлектрической сплошности дефектных участков покрытие в зоне дефектных участков отвечает требованиям Технических условий и ГОСТ Р 51164.
2. Сквозные дефекты покрытия, пузыри и места отслоения
покрытия от стали по пп. 1а, 2, 3, 4, 6а, 7а, 10 подлежат ремонту согласно
«Инструкции по технологии ремонта мест повреждений заводского полиэтиленового
покрытия труб» РД
1390-001-2001, ВНИИСТ, М. при условии, что площадь отдельного дефекта не
превышает
3. Сквозные дефекты наружного полиэтиленового покрытия, образованные в результате проведения испытаний труб с покрытием в соответствии с требованиями технических условий, подлежат ремонту, как сквозные (до металла) повреждения покрытия.
Приложение 3
(обязательное)
МЕТОД
определения адгезии покрытия к стали
1 Назначение метода
Метод предназначен для оценки адгезии заводского покрытия к стали при отслаивании покрытия под углом 90 град.
2 Оборудование и инструменты
Для проведения испытаний используются:
2.1 Приспособление для определения адгезии покрытия к стальной трубе, выполненное по схеме, приведенной на рис. 1
2.2 Цифровой адгезиметр типа АМЦ 2-20
2.3 Режущий инструмент -
ножовка с двумя ножовочными полотнами на расстоянии
2.4 Стамеска с толщиной лезвия
2.5 Молоток
3 Подготовка к испытанию
3.1 Испытание проводится на
трубах с заводским полиэтиленовым покрытием, не менее, чем через 24 часа после
нанесения покрытия, при температуре (20 + 3)°С на трех участках, отстоящих друг
от друга на расстоянии не менее
3.2 С помощью режущего
инструмента - двойной пилы на выбранных для испытаний участков покрытия по верхней
образующей трубы делаются параллельные пропилы на расстоянии
3.3 С использованием стамески и молотка производится отслаивание полосы покрытия от стали на длину, достаточную для закрепления полосы покрытия в зажиме адгезиметра (50-70) мм.
3.4 Приспособление для определения адгезии устанавливается на испытываемый участок трубы (см рис. 1), полоса покрытия закрепляется в зажиме адгезиметра, после чего адгезиметр АМЦ 2-20 подготавливается к измерению, согласно прилагаемой к нему инструкции.
4 Проведение испытаний
4.1 Отслаивание полосы покрытия от трубы производится (см. рис. 1) с помощью закрепленного на штативе (1) электромеханизма (2), включающего лабораторный двигатель постоянного тока и редуктор с поступательно перемещающимся штоком (3). Шток через стальной тросик (4) и два блока (5) соединен с цифровым адгезиметром АМЦ 2-20 (6), адгезиметр, в свою очередь, через зажим (7) соединен с полосой испытываемого покрытия (8). С помощью регулятора электропривода (10), устанавливается заданная 50 мм/мин скорость перемещения штока, а, следовательно, и скорость отслаивания покрытия.
4.2 После подготовки к
испытаниям включается электропривод, при этом производится перемещение штока и
отслаивание полосы покрытия от трубы под углом около 90 град. На расстоянии 80-
Величина адгезии покрытия к стали(А,
кг/см) определяется как среднее значение усилия отслаивания, измеренное по
цифровому адгезиметру, деленное на
5 Обработка результатов испытаний.
5.1 Результаты испытаний записываются в рабочий журнал.
5.2 За показатель адгезии покрытия к стали принимается минимальное значение показателя А кг/см, полученное по трем параллельным измерениям.
5.3 Покрытие считается выдержавшим испытания, на адгезию, если минимальное значение показателя адгезии будет не ниже требований п. 4 таблицы 2 Технических условий.

Рис. 1. Приспособление для определения адгезии заводского полиэтиленового покрытия к стальной трубе.
1 Штатив раздвижной; 2 Электромеханизм (двигатель постоянного тока, редуктор); 3 Шток; 4 Стальной тросик; 5 Блоки; 6 Цифровой адгезиметр; 7 Зажим; 8 Покрытие; 9 Труба; 10 Регулятор электропривода.
Приложение 4
(обязательное)
МЕТОД
определения адгезии покрытия к стали при различных температурах испытаний в
лабораторных условиях
1 Назначение метода.
Метод предназначен для оценки адгезии заводского полиэтиленового покрытия к стали при температурах (40 ± 3)°С и (60 ± 3)°С при отслаивании покрытия под углом (90 ± 15)°.
2 Требования к образцам и вспомогательные устройства.
2.1 Образцами для испытаний являются образцы, вырезанные из труб с покрытием.
При изготовлении образцов не допускается
нагрев материала образцов более 100°С. Образцы вырезаются с двух участков трубы
(начало и конец), удаленных от торца заводского покрытия не менее, чем на
Образцы с дефектами покрытия не испытываются. Толщина и диэлектрическая сплошность образцов должна соответствовать требованиям настоящих технических условий.
Рекомендуемые размеры образцов для испытаний (150 - 160) × (100 - 110) мм в соответствии с рисунком 1 (первый размер совпадает с направлением экструзии). Количество параллельных образцов для заданных условий испытаний должно быть не менее трех.
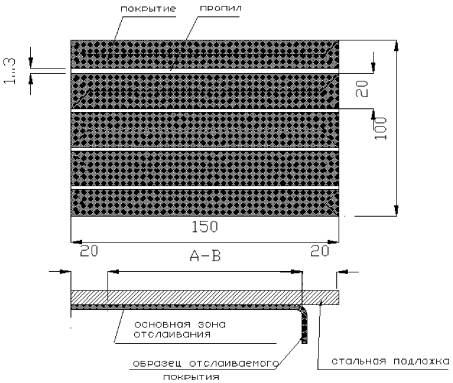
Рис. 1 Образец для определения адгезии покрытия при отслаивании под углом (90 ± 15)°
2.2 Для испытаний используют следующие устройства, материалы и оборудование:
- разрывная машина с ценой деления шкалы измерителя не более 0,1 Н (кгс), обеспечивающая скорость перемещения захвата (50 ± 1) мм/мин;
- приспособление (струбцина в соответствии с рисунком 2 или другая струбцина, обеспечивающая заданные условия испытаний) для крепления образца в захватах машины, при этом приспособление крепится к неподвижному захвату машины, а образец отслаиваемого покрытия - к подвижному зажиму;
- режущий инструмент (специальный нож,
двойная пила с двумя режущими элементами на расстоянии
- штангенциркуль ШЦО-250 по ГОСТ 166;
- закрытый электронагревательный шкаф соответствующего объема, обеспечивающий поддержание температуры испытаний с точностью ±3°С;
- спирт этиловый по ГОСТ 17299.
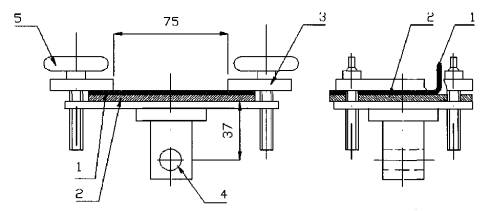
Рис. 2 Струбцина для крепления образцов
1 - защитное покрытие; 2 - металлическая подложка (образец из трубы); 3 - струбцина; 4 - отверстие для крепления струбцины к захвату разрывной машины) 5 - крепежный винт
3 Подготовка к испытанию.
С помощью режущего инструмента в покрытии
выполняют пропилы в соответствии с рисунком 1. Пропилы осуществляют на всю
толщину покрытия до металла шириной не менее
Образцы помещаются в электронагревательный шкаф, предварительно нагретый до заданной температуры. Выдержка образца в электронагревательном шкафу перед началом испытаний должна составлять не менее 30 мин при температурах 40°С и 60°С.
4 Проведение испытаний.
После нагрева образцов в
электронагревательном шкафу до заданной температуры с каждого конца образца
отслаивают по три полосы покрытия шириной
Образцы с покрытием вставляют в струбцину в соответствии с рисунком 2. Струбцину закрепляют в неподвижном захвате машины, свободный конец отслоенной полосы - в подвижном захвате.
Включают разрывную машину и производят
отслаивание покрытия от металла при скорости подвижного захвата 50 мм/мин.
Усилие отслаивания покрытия фиксируют с помощью самописца, а при отсутствии на
разрывной машине самописца фиксируют среднее усилие отслаивания на участке А-В
(за исключением концевых участков образца по
5 Обработка результатов испытаний.
Адгезию покрытия к стали А в ньютонах на сантиметр при температурах 40°С и 60°С на каждом образце вычисляют по формуле:
|
Аi = F/В, |
(1) |
где
i - номер образца;
F - среднее усилие отслаивания на участке А-В, Н (определяется по средней линии на графике или как среднее арифметическое усилия отслаивания на участке А-В);
В - средняя ширина полосы, см (определяется как среднее арифметическое по результатам трех измерений).
За значение адгезии защитного покрытия к стали при заданной температуре принимается минимальное значение, полученное по группе параллельных образцов.
Адгезию оценивают как удовлетворительную, если значение адгезии соответствует требованиям пункта 4 таблицы 2 настоящих технических условий.
Приложение 5
(обязательное)
МЕТОД
определения адгезии при отслаивании покрытия после воздействия воды
1 Назначение испытаний
Испытание по данному методу позволяет определить стойкость адгезии защитного покрытия при длительном воздействии воды при нормальной и повышенной температурах.
Температуру и продолжительность испытаний выдерживают в соответствии с требованиями технических условий на трубы с покрытием.
2 Образцы для испытаний
Образцами для испытаний являются образцы, вырезанные из труб с наружным защитным покрытием с минимальным перегревом и повреждением покрытия.
Для испытаний на водостойкость адгезии
отбирают образцы, вырезанные на двух участках трубы (начало и конец), удаленных
от торца заводского покрытия не менее, чем на
Образцы с дефектами покрытия не испытываются.
Толщина и диэлектрическая сплошность образцов должна соответствовать требованиям технических условий на трубы с покрытием.
Рекомендуемые размеры образцов для испытаний на водостойкость адгезии (150 + 10) мм×(100 + 10) мм. Образцы вырезаются по окружности трубы. Количество параллельных образцов для заданных условий испытаний должно быть не менее 3 шт.
3 Оборудование и приборы
Для испытаний используют следующее оборудование:
3.1 Разрывная машина с ценой
деления шкалы измерителя не более
3.2 Приспособление (струбцина, см. рис. 2) для крепления образца в захватах машины, при этом приспособление крепится к неподвижному захвату машины, а образец отслаиваемого покрытия - к подвижному зажиму.
3.3 Режущий инструмент - двойная
пила с 2 режущими элементами на расстоянии
3.4 Штангенциркуль ШЦО-250 по ГОСТ 166.
3.5 Закрытый электронагревательный шкаф соответствующего объема, обеспечивающий поддержание необходимой температуры, определяемой требованиями технических условий на трубы с покрытием с точностью +3 град.
3.6 Емкость для выдержки
образцов в воде, стальная с внутренним антикоррозионным покрытием (например,
эмалевым) или из нержавеющей стали с рабочим объемом не менее
3.7. Спирт этиловый по ГОСТ 17299.
4 Подготовка к испытанию
С помощью режущего инструмента в покрытии
выполняют пропилы в соответствии с рис. 1.
Пропилы осуществляют на всю толщину покрытия до металла шириной не менее
4.1 Кромки реза образцов с покрытием обезжиривают этиловым спиртом.
4.2 Обезжиренные кромки реза осматривают и проверяют на отсутствие признаков отслаивания покрытия, пытаясь вставить между покрытием и подложкой металлическую линейку по всему периметру образцов. К испытаниям допускаются образцы без признаков отслаивания покрытия.
4.3 Образцы укладывают в емкость таким образом, чтобы кромки реза образцов оставались открытыми для доступа воды, при этом разрешается укладывать образцы друг на друга.
4.4 Емкость с образцами заливают водой так, чтобы уровень воды был на (7-10) см выше поверхности образцов и фиксируют время начала испытаний.
При испытаниях покрытия на водостойкость адгезии при повышенных температурах 40 и 60°С в емкость с образцами заливают воду, предварительно нагретую до заданной температуры, после чего устанавливают емкость в сушильный шкаф, обеспечивающий поддержание необходимой температуры в течение всего времени испытаний.
5 Проведение испытаний
5.1 Условия проведения испытаний выдерживают, в соответствии с требованиями технических условий, в течение 1000 часов при температуре 291...293°К (18...22°С) и 1000 часов (по требованию заказчика) при более высокой температуре, например, 313°К [(40 + 2)°С]. Выбор температуры испытаний определяется максимальной температурой эксплуатации покрытия.
5.2 В процессе испытаний
следят за уровнем воды в емкости, поддерживая его выше поверхности образцов не
менее, чем на 3-
5.3 По окончании испытаний образцы извлекают из воды, удаляют с их поверхности промокательной бумагой влагу и выдерживают при комнатной температуре в течение 24 часов.
5.4 С каждого конца образца
отслаивают по три полосы покрытия шириной
5.5 Образцы с покрытием вставляют в струбцину, как показано на рис. 2. Струбцину закрепляют в неподвижном захвате машины, а свободный конец отслоенной полосы покрытия - в подвижном захвате.
5.6 Включают разрывную машину
и производят отслаивание покрытия от металла при скорости подвижного захвата 10
мм/мин. Усилие отслаивания покрытия фиксируют с помощью самописца, а при
отсутствии на разрывной машине самописца фиксируют среднее усилие отслаивания
за исключением концевых участков образца (по
6 Расчет и оценка результатов
Адгезию при отслаивании после выдержки в воде на 1-ом образце (Gi ) вычисляют из выражения:
![]()
где
F - среднее усилие отслаивания на участке А-В (Н);
В - средняя ширина полосы, (см).
Результаты испытаний параллельных образцов вычисляют из выражения:
![]()
Адгезию при отслаивании покрытия после выдержки в воде оценивают как удовлетворительную, если минимальное значение адгезии по группе параллельных образцов соответствует требованиям п. 5 табл. 2 технических условий на трубы с покрытием.
Результаты испытаний оформляют протоколом по форме 1.
Приложение 6
(справочное)
ПЕРЕЧЕНЬ
документов, на которые имеются ссылки в настоящих технических условиях
|
Обозначение документа, на который дана ссылка |
Номер пункта, приложения |
|
5.15 |
|
|
5.15 |
|
|
5.15 |
|
|
ГОСТ 9.402-80 |
1.2.5 |
|
ГОСТ 9.602-89 |
1.1; 1.3.2; 1.3.3 |
|
2.3; 2,6 |
|
|
2.1 |
|
|
2.1 |
|
|
3.1 |
|
|
Приложения 4 и 5 |
|
|
5.2 |
|
|
1.3.9 |
|
|
1.2.1 |
|
|
1.2.1 |
|
|
1.2.1 |
|
|
1.2.1 |
|
|
1.2.1 |
|
|
5.12 |
|
|
ГОСТ 13518-68 |
5.13 |
|
1.3.6 |
|
|
1.3.6; 5.14 |
|
|
ГОСТ 17299-78 |
Приложения 4 и 5 |
|
1.2.1 |
|
|
1.1; 1.3.2; 1.3.3; 5.9-5.11; 5.16 |
|
|
ИСО 8501-1(Р)-88. Подготовка стальной основы перед нанесением красок и подобных покрытий. Визуальная оценка чистоты поверхности. Часть 1: Степень коррозии и степень подготовки непокрытых стальных подложек, а также стальных подложек после полного удаления ранее нанесенных покрытий |
1.2.5 |
|
ИСО 8502-3-92. Подготовка стальной основы перед нанесением красок и подобных покрытий. Испытания для оценки чистоты поверхности. Часть 3: Оценка запыленности стальных поверхностей, подготовленных для нанесения краски (метод липкой ленты) |
1.2.5 |
|
2.5 |
|
|
ВСН 008-88/Миннефтегазстрой. Строительство магистральных и промысловых трубопроводов. Противокоррозионная и тепловая изоляция», М., 1989 |
6.1 |
|
ТУ РБ 04643628.059-98. |
1.3.5 |
|
ТУ РБ 04643628.001-98 |
1.3.5 |
|
ТУ 6-05-041-960-88 |
1.3.5 |
|
ТУ 2243-132-60-203335-2001 |
1.3.5 |
|
ТУ 6-05-1636-78 |
2.3 |
|
РД 1390-001-2001. Инструкция по технологии ремонта мест повреждений заводского полиэтиленового покрытия труб. М.: АО «ВНИИСТ», 2001 |
1.3.10 Приложение 2 |
|
Правила ПУЭ и ПТБ. Правила технической эксплуатации электроустановок потребителей. Правила техники безопасности при эксплуатации электроустановок потребителей. М.: Строитель, 1986 |
2.4 |
|
Инструкция по хранению, погрузке, транспортированию и разгрузке изолированных труб. Технические условия погрузки и крепления. М.: АКХ им. К.Д. Памфилова, 1980 |
6.1 |
|
Технические условия погрузки и крепления грузов. Раздел «Трубы», МПС |
6.2 |
ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИЙ
|
Изменения |
Номера листов (страниц) |
Всего листов (страниц) в документе |
№
№ |
Входящий номер сопроводительного документа |
Подпись |
Дата |
|||
|
Измененных |
Замененных |
Новых |
Изъятых |
||||||
|
|
|
|
|
|
|
|
|
|
|