ИЗМЕНЕНИЕ № 4
к СТО
ЦКТИ 10.003-2007
Трубопроводы пара
и горячей воды тепловых станций.
Общие технические требования к изготовлению
ИЗВЕЩЕНИЕ ОБ ИЗМЕНЕНИИ
|
ОАО «НПО ЦКТИ» |
Отдел № 24 |
Извещение БВАИ. 151-2014 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ДАТА ВЫПУСКА |
Приказ № 492 от 14.11.2014 |
Лист 1 |
Листов 14 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ПРИЧИНА |
Предложения организаций: ООО «Белэнергомаш-БЗЭМ», ОАО «ЗиО», ОАО «Красный котельщик», ОАО «ЭМАльянс», ОАО «ЗКО» |
Код 9 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
УКАЗАНИЕ О ЗАДЕЛЕ |
Не отражается |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
УКАЗАНИЕ О ВНЕДРЕНИИ |
По графику ТПП. Срок внедрения с 01.12.2014 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ПРИМЕНЯЕМОСТЬ |
----------------- |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
РАЗОСЛАТЬ |
ООО «Белэнергомаш-БЗЭМ», ОАО «ЭМАльянс», ОАО «ЗКО», ОАО НПО «ЦНИИТМАШ» |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ПРИЛОЖЕНИЕ |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ИЗМ. |
СОДЕРЖАНИЕ ИЗМЕНЕНИЯ |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
4 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Пункт 2.1. В окончание пункта ввести: ГОСТ Р ИСО 4063-2010 «Сварка и родственные процессы. Перечень и условные обозначения процессов», РД 34 10.122-94 «Унифицированная методика стилоскопирования деталей и сварных швов энергетических установок», ТУ 0912-079-00212179-2012 «Заготовки кованые из стали марки 10Х9МФБ. Технические условия», ТУ 14-1-643-73 «Сталь сортовая жаропрочная марки 20Х12ВНМФ (ЭП 428). Технические условия», EN 10216-2:2002 «Трубы бесшовные для работы под давлением. Технические условия поставки», EN 10222-2:2000 "Стальные поковки, предназначенные для работы под давлением", ASME SA182/SA182M «Стандартные технические условия на кованые или прокатные, легированные и нержавеющие стальные фланцы труб, кованые фитинги и корпуса арматуры и детали для работы при повышенной температуре», ASME SA-335/SA-335M «Стандартные технические требования на бесшовные трубы из ферритных легированных сталей для работы при высоких температурах», ASME SA-336/SA-336M "Поковки из легированной стали для деталей, работающих в условиях высоких температур и давления", ТУ 0900-006-05764417-99 «Заготовки из стали марки 110Х9МФБ, 10Х9МФБ-Ш, 10Х9НСМФБ, 10Х9НСМФБ-Ш, 10Х9НСМФБ-ВД. Технические условия». 1. Пункт 4.2. - после первого абзаца ввести новый абзац: «Допускаемые напряжения для 9 % хромистых сталей следует принимать по таблице 4.1»; - второй абзац после слов: «проектную документацию» дополнить словом «трубопровода»; - исключить слова: «по программам, аттестованным Ростехнадзором»; - дополнить таблицей 4.1. 2. Пункт 4.10. Заменить слово: «отрасли» на «организации». 3. Пункт 5.3.15. Исключить первый абзац, Таблица 4.1 - Допускаемые напряжения 9 % хромистых сталей отечественного и зарубежного производства
4. Пункт 6.3. Второй абзац изложить в новой редакции: «Допускается применение труб по ГОСТ 8731 и ГОСТ 8733, изготовленных из слитка, методом пилигриммовой прокатки, при условии проведения у изготовителя 100 % УК на наличие продольных дефектов и дефектов типа «расслоение». 5. Таблица 6.1. - первую часть таблицы «Бесшовые трубы» дополнить марками стали:
- четвертую части таблицы «Поковки» дополнить марками стали:
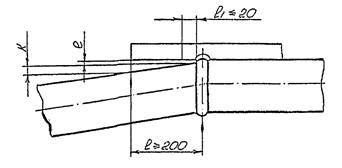
6. Пункт 7.1.6 изложить в новой редакции: «7.1.6. Полуфабрикаты (поковки, прокат и листы), предназначенные для изготовления элементов трубопроводов, не подвергавшиеся неразрушающему контролю на предприятии-изготовителе полуфабрикатов, должны подвергаться входному неразрушающему контролю на предприятии-изготовителе трубопроводов на соответствие требованиям, регламентированным нормативной документацией на соответствующие полуфабрикаты». 7. Подраздел 9.1 дополнить пунктом 9.1.10: «9.1.10. «В стыковых сварных соединениях элементов с различной толщиной стенок должен быть обеспечен плавный переход от большего к меньшему сечению путем соответствующей односторонней или двусторонней механической обработки конца элемента с более толстой стенкой. Угол наклона поверхностей переходов не должен превышать 15°. При разнице в толщине стенок менее 30 % от толщины стенки тонкого элемента, но не более 5 мм включительно, допускается осуществление указанного плавного перехода со стороны раскрытия кромок за счет наклонного расположения поверхности шва. Данное положение не распространяется на сварные соединения с питыми, коваными и штампованными деталями, а также с крутоизогнутыми отводами и деталями, увеличенная толщина стенок которых обусловлена расчетом на прочность. Конструктивные элементы подготовки кромок под сварку и размеры выполненных швов для таких изделий должны быть установлены чертежом или стандартом». 8. Пункт 9.3.7. Второе предложение изложить в новой редакции: «В выполненных поперечных сварных соединениях трубных деталей, имеющих прямые участки, не подвергавшиеся в процессе изготовления деформации вследствие гибки или калибровки, величина излома осей труб «к» не должна быть более 0,015l (рисунок 9.2). Здесь l ≥ 200 мм - длина поверхности прямого участка трубы, принимаемого за базу при наложении контрольной линейки длиной 400 мм». 9. Рисунок 9.2 заменить новым:
Рисунок 9.2 10. Пункт 10.4.12. - заменить слова: «согласованному с предприятием-изготовителем» на слова: «предприятия-изготовителя СУ»; - окончание первого предложения дополнить словами: «например, из стали марки 20Х12ВНМФ (ЭП 428) по ТУ 14-1-643»; - после слова «поверхностей» добавить: «G, Н, I на диафрагме и В, С, Е на сопле согласно рисункам 10.16 и 10.17». 11. Пункт 12.4.6.1, первый абзац. Окончание первого предложения дополнить словами: «по методике в соответствии с РД 34 10.122». 12. Таблицы 13.1, 13.2, 13.3, 13.4, 13.5 изложить в новой редакции: Таблица 13.1 - Требования к выполнению термообработки гнутых труб
13. Таблицу 12.1 изложить в новой редакции
Таблица 13.2 - Режимы термообработки после холодного формоизменения
Таблица 13.3 - Режимы термообработки после горячего формоизменения
14. Пункт 13.4.4. Окончание пункта дополнить словами: «(только для углеродистых и низколегированных кремнемарганцовистых сталей. При этом температура окончания деформации должна быть не ниже 700 °С)». Таблица 13.4 - Режим термообработки сварных соединений, выполненных всеми видами дуговой сварки
Таблица 13.5 - Температура выдержки при высоких отпусках сварных соединений элементов
15. Таблица 16.1. Объем контроля гибов и отводов труб методами МК, ПВК и УК (4-я и 5-я строки таблицы) изложить в редакции: Таблица 16.1
16. Пункт 16.2.1.3. В первом предложении изменить «ГОСТ 17410 и ОСТ 108.885.01» на «И № 23 СД-80». 17. Пункт 16.2.1.4. После слов: «поверхностей гибов» дополнить словами: «тройников, переходов, патрубков ВСУ», после слов: «отводы или гнутые трубы» - словами: «тройники, переходы, патрубки ВСУ». 18. Пункт 16.2.2. дополнить пунктом 16.2.2.4 «Нормы оценки качества МК (ПВК) контроля тройников - в соответствии с п. 16.2.1.4». 19. Таблица 16.2. В графе «Изделие» изменить: 3. «Тройники из бесшовных труб» на 3. «Тройники сварные из бесшовных труб»; 4. «Тройники из электросварных труб» на 4. «Тройники сварные из электросварных труб». 20. Подраздел 16.2 дополнить новыми пунктами 16.2.4.5, 16.2.5 и таблицей 16.4: «16.2.4.5. Капиллярному контролю подлежат все патрубки ВСУ по наружной радиусной криволинейной поверхности, прилегающей к утолщенной части патрубка (независимо от категории трубопровода). Нормы оценки качества МК (ПВК) - в соответствии с п. 16.2.1.4». «16.2.5. Контроль штуцеров, донышек, бобышек. Виды и объем неразрушающего контроля изделий (штуцеров, донышек, бобышек) представлены в таблице 16.4». Таблица 16.4
21. Пункт 16.2.3.3 дополнить словами: «Нормы оценки качества МК (ПВК) контроля переходов - в соответствии с п. 16.2.1.4». 22. Пункт 16.2.4.1. В первом абзаце изменить слово «сварки» на «сборки». 24. Пункт 19.1.7. В последнем абзаце изменить слова: «на заднем торце» на слова: «на выходном торце». 25. Приложение А. Таблицы изложить в новой редакции. Таблица А.1
Продолжение таблицы А.1
26. Приложение Б. Таблицы изложить в новой редакции Таблица Б.1
Таблица Б.2
Таблица Б.4
26. Таблицы Б.1, Б.2 и Б.3. Добавить пояснение к сноске, помеченной звездочкой: «До освоения трубопрокатными заводами изготовления труб из стали марки 15Х1М1Ф наружным диаметром менее 133 мм допускается применять трубы из стали марки 12Х1МФ соответствующих наружных диаметров и толщин стенки». 27. Приложение В. - пункт В.11 Заменить ссылки «ИСО 857 и ГОСТ 29297» на «ГОСТ Р ИСО 4063». - в таблице В.1 для сварных соединений типа С4 и С5 в графе «Тип сварки» включить условные цифровые обозначения видов сварки: (111), 121, 131, 135, 141 в соответствии с ГОСТ Р ИСО 4063». - рисунок В.4 дополнить примечанием: «Примечание - Допускается применять угол разделки кромок 15° + 2° вместо 7° + 1°». - в таблицу В.2 добавить страницу 92а. Лист 92а
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Лист 92а
Продолжение таблицы В.2
Размеры в миллиметрах
|
Размеры труб |
Размеры швов и теоретическая масса наплавленного металла |
|||||||||||||||||
|
Проход условный |
Dа×S |
dp |
Sk, не менее |
lp +5 |
h |
C1 |
С2 |
C3 |
С4 |
С5 |
||||||||
|
Номин. |
Пред. откл. |
Детали |
После зачистки сварного шва |
Вид сварки |
b |
Масса, кг |
b |
Масса, кг |
b |
Масса, кг |
b |
|||||||
|
Ручная |
Автоматическая |
Не менее |
Не менее |
Не менее |
Не менее |
|||||||||||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||||||||||
|
р = 4,02 МПа, t = 545 °C |
||||||||||||||||||
|
400 |
426×20 |
388 |
+0,89 |
15,5 |
15,0 |
70 |
1,0 |
+3,0 |
2,5 |
+2,5 |
- |
- |
|
- |
25 |
3,21 |
17 |
- |
|
-1,5 |
||||||||||||||||||
|
400 |
465×22 |
424 |
+0,97 |
16,3 |
15,8 |
60 |
1,0 |
+3,0 |
2,5 |
+2,5 |
- |
- |
- |
- |
26 |
3.88 |
17 |
- |
|
-1,5 |
||||||||||||||||||
|
500 |
530×25 |
484 |
+0,97 |
17,0 |
16,5 |
60 |
1,0 |
+3,0 |
2,5 |
+2,5 |
- |
- |
- |
- |
27 |
5,18 |
18 |
- |
|
-1,5 |
||||||||||||||||||
|
600 |
630×28 |
576 |
+1,00 |
21,5 |
21,0 |
65 |
1,0 |
4,0 |
2,5 |
+2,5 |
- |
- |
- |
- |
30 |
7,52 |
19 |
- |
|
-1,5 |
||||||||||||||||||
|
700 |
720×25 |
672 |
+1,00 |
21,8 |
21,3 |
60 |
1,0 |
4,0 |
2.5 |
+2,5 |
- |
- |
- |
- |
28 |
7,31 |
18 |
- |
|
-1,5 |
||||||||||||||||||
|
900 |
920×32 |
858 |
+1,00 |
29,5 |
29,0 |
70 |
1,0 |
4,0 |
2,5 |
+2,5 |
- |
- |
- |
- |
32 |
13,49 |
20 |
- |
|
-1,5 |
||||||||||||||||||
|
р = 37,27 МПа, t = 280 °C |
||||||||||||||||||
|
10 |
16×4 |
- |
- |
- |
- |
- |
1,0 |
±0,5 |
1,0 |
±0,5 |
12 |
0,01 |
- |
|
- |
- |
- |
- |
|
20 |
28×5 |
- |
- |
- |
- |
- |
1,5 |
±0,5 |
1,5 |
±0,5 |
- |
- |
11 |
0,02 |
- |
- |
- |
- |
|
40 |
57×9 |
- |
- |
- |
- |
- |
1,5 |
±0,5 |
1,5 |
±0,5 |
- |
- |
17 |
0,10 |
- |
- |
- |
- |
|
50 |
76×12 |
- |
- |
- |
- |
- |
1,5 |
+0,5 |
1,5 |
±0,5 |
- |
- |
22 |
0,22 |
- |
- |
- |
- |
|
80 |
108×16 |
78 |
+0,46 |
12,6 |
12,1 |
60 |
1,0 |
+3,0 |
2,5 |
+2,5 |
- |
- |
- |
- |
23 |
0,60 |
17 |
- |
|
-1,5 |
||||||||||||||||||
|
100 |
133×18 |
98 |
+0,54 |
15,0 |
14,5 |
65 |
1,0 |
+3,0 |
2,5 |
+2,5 |
- |
- |
- |
- |
24 |
0,86 |
17 |
- |
|
-1,5 |
||||||||||||||||||
|
125 |
159×22 |
117 |
+0,54 |
19,7 |
19,2 |
60 |
1,0 |
+3,0 |
2,5 |
+2,5 |
- |
- |
- |
- |
26 |
1,31 |
18 |
- |
|
-1,5 |
||||||||||||||||||
|
150 |
194×26 |
144 |
+0,63 |
22,5 |
22,0 |
65 |
1,0 |
+4,0 |
2,5 |
+2,5 |
- |
- |
- |
- |
28 |
2,09 |
19 |
- |
|
-1,5 |
||||||||||||||||||
|
150 |
219×32 |
156 |
+0,63 |
28,0 |
27,5 |
70 |
1,0 |
+4,0 |
2,5 |
+2,5 |
- |
- |
- |
- |
32 |
3,22 |
20 |
- |
|
-1,5 |
||||||||||||||||||
|
200 |
273×36 |
203 |
+0,72 |
32,8 |
32,3 |
75 |
1,0 |
+4,0 |
2,5 |
+2,5 |
- |
- |
- |
- |
34 |
4,71 |
21 |
- |
|
-1,5 |
||||||||||||||||||
|
250 |
325×42 |
245 |
+0,72 |
36,4 |
35,9 |
80 |
1,0 |
+4,0 |
3,0 |
+3,0 |
- |
- |
- |
- |
37 |
6,85 |
23 |
- |
|
-2,0 |
||||||||||||||||||
|
300 |
377×50 |
281 |
+0,81 |
44,0 |
43,5 |
85 |
1,0 |
+4,0 |
3,0 |
+3,0 |
- |
- |
- |
- |
42 |
10,43 |
25 |
- |
|
-2,0 |
||||||||||||||||||
|
300 |
426×56 |
318 |
+0,89 |
46,6 |
46,1 |
95 |
1,0 |
+4,0 |
3,0 |
+3,0 |
- |
- |
- |
- |
44 |
13,38 |
26 |
- |
|
-2,0 |
||||||||||||||||||