ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ |
ГОСТ Р |

ФЛАНЦЫ
АРМАТУРЫ,
СОЕДИНИТЕЛЬНЫХ ЧАСТЕЙ
И ТРУБОПРОВОДОВ НА НОМИНАЛЬНОЕ
ДАВЛЕНИЕ ОТ PN 1 ДО PN 200
Конструкция,
размеры
и общие технические требования
ISO 7005-1:1992
Metallic flanges - Part 1: Steel flanges
(NEQ)
ISO 7005-2:1988
Metallic flanges - Part 2: Cast iron flanges
(NEQ)
|
|
Москва Стандартинформ 2012 |

Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 РАЗРАБОТАН Закрытым акционерным обществом «Научно-производственная фирма «Центральное конструкторское бюро арматуростроения» (ЗАО «НПФ «ЦКБА»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 259 «Трубопроводная арматура и сильфоны»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 28 сентября 2011 г. № 374-ст
4 В настоящем стандарте учтены основные нормативные положения следующих международных стандартов:
- ИСО 7005-1:1992 «Фланцы металлические. Часть 1. Стальные фланцы» (ISO 7005-1:1992 «Metallic flanges - Part 1: Steel flanges», NEQ);
- ИСО 7005-2:1988 «Фланцы металлические. Часть 2. Фланцы из литейного чугуна» (ISO 7005-2:1988 «Metallic flanges - Part 2: Cast iron flanges», NEQ)
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ГОСТ Р 54432-2011
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЛАНЦЫ АРМАТУРЫ, СОЕДИНИТЕЛЬНЫХ ЧАСТЕЙ
И ТРУБОПРОВОДОВ НА НОМИНАЛЬНОЕ ДАВЛЕНИЕ ОТ PN 1 ДО
PN 200
Конструкция, размеры и общие технические требования
Flanges for valves, fittings, and pipelines for nominal pressure
from PN 1 to PN 200.
Design, dimensions and general technical
requirements
Дата введения - 2012-04-01
1 Область применения
Настоящий стандарт распространяется на присоединительные фланцы трубопроводной арматуры, соединительных частей и трубопроводов, а также на присоединительные фланцы машин, приборов, патрубков, аппаратов и резервуаров на номинальное давление от PN 1 до PN 200 и устанавливает конструкцию и размеры стальных и чугунных фланцев, определяет типы фланцев, типы форм уплотнительных поверхностей, устанавливает технические требования к изготовлению, маркировке, испытаниям и контролю. Также в настоящем стандарте приведены рекомендации по выбору материала для фланцев и крепежных деталей.
На фланцы для других объектов, параметров и условий применения действуют ГОСТ 1536, ГОСТ 4433, ГОСТ 9399, ГОСТ 25660, ГОСТ 28759.1 - ГОСТ 28759.5
Стандарт может быть использован для подтверждения соответствия.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 52376-2005 Прокладки спирально-навитые термостойкие. Типы. Основные размеры
ГОСТ Р 52720-2007 Арматура трубопроводная. Термины и определения
ГОСТ Р 53561-2009 Арматура трубопроводная. Прокладки овального, восьмиугольного сечения, линзовые стальные для фланцев арматуры. Конструкция, размеры и общие технические требования
ГОСТ Р 52857.4-2007 Сосуды и аппараты. Нормы и методы расчета на прочность. Расчет на прочность и герметичность фланцевых соединений
ГОСТ 2.301-68 Единая система конструкторской документации. Форматы
ГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 356-80 Арматура и детали трубопроводов. Давления номинальные, пробные и рабочие. Ряды
ГОСТ 977-88 Отливки стальные. Общие технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1215-79 Отливки из ковкого чугуна. Общие технические условия
ГОСТ 1412-85 Чугун с пластинчатым графитом для отливок. Марки
ГОСТ 1536-76 Фланцы судовых трубопроводов. Присоединительные размеры и уплотнительные поверхности
ГОСТ 1577-93 Прокат толстолистовой и широкополосный из конструкционной качественной стали. Технические условия
ГОСТ 2590-2006 Прокат сортовой стальной горячекатаный круглый. Сортамент
ГОСТ 2591-2006 Прокат сортовой стальной горячекатаный квадратный. Сортамент
ГОСТ 4433-76 Фланцы арматуры, соединительных частей и трубопроводов судовые. Типы
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 5520-79 Прокат листовой из углеродистой, низколегированной и легированной стали для котлов и сосудов, работающих под давлением. Технические условия
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 5773-90 Издания книжные и журнальные. Форматы
ГОСТ 6032-2003 Стали и сплавы коррозионно-стойкие. Методы испытаний на стойкость к межкристаллитной коррозии
ГОСТ 7293-85 Чугун с шаровидным графитом для отливок. Марки
ГОСТ 7350-77 Сталь толстолистовая коррозионно-стойкая, жаростойкая и жаропрочная. Технические условия
ГОСТ 7505-89 Поковки стальные штампованные. Допуски, припуски и кузнечные напуски
ГОСТ 8479-70 Поковки из конструкционной углеродистой и легированной стали. Общие технические условия
ГОСТ 9399-81 Фланцы стальные резьбовые на Ру 20 - 100 МПа (200 - 1000 кгс/см2). Технические условия
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 14140-81 Основные нормы взаимозаменяемости. Допуски расположения осей отверстий для крепежных деталей
ГОСТ 14192-96 Маркировка грузов
ГОСТ 14637-89 (ИСО 4995-78) Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия
ГОСТ 14792-80 Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза
ГОСТ 15180-86 Прокладки плоские эластичные. Основные параметры и размеры
ГОСТ 19281-89 (ИСО 4950-2-81, ИСО 4950-3-81, ИСО 4951-79, ИСО 4995-78, ИСО 4996-78, ИСО 5952-83) Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 20072-74 Сталь теплоустойчивая. Технические условия
ГОСТ 20700-75 Болты, шпильки, гайки и шайбы для фланцевых и анкерных соединений, пробки и хомуты с температурой среды от 0 до 650 °С. Технические условия
ГОСТ 22727-88 Прокат листовой. Методы ультразвукового контроля
ГОСТ 23304-78 Болты, шпильки, гайки и шайбы для фланцевых соединений атомных энергетических установок. Технические требования. Приемка. Методы испытаний. Маркировка, упаковка, транспортирование и хранение
ГОСТ 24507-80 Контроль неразрушающий. Поковки из черных и цветных металлов. Методы ультразвуковой дефектоскопии
ГОСТ 25054-81 Поковки из коррозионно-стойких сталей и сплавов. Общие технические условия
ГОСТ 25660-83 Фланцы изолирующие для подводных трубопроводов на Ру 10,0 МПа (» 100 кгс/см2). Конструкция
ГОСТ 26349-84 Соединения трубопроводов и арматура. Давления номинальные. Ряды
ГОСТ 26645-85 Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку
ГОСТ 28338-89 (ИСО 6708-80) Соединения трубопроводов и арматура. Номинальные диаметры. Ряды
ГОСТ 28759.1-90 - ГОСТ 28759.5-90 Фланцы сосудов и аппаратов
ГОСТ 30893.1-2002 (ИСО 2768-1-89) Основные нормы взаимозаменяемости. Общие допуски. Предельные отклонения линейных и угловых размеров с неуказанными допусками
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт заменен (отменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом.
3 Термины, определения и сокращения
3.1 В настоящем стандарте применены следующие термины с соответствующими определениями.
3.1.1 трубопроводная арматура (арматура): По ГОСТ Р 52720.
3.1.2 среда: По ГОСТ Р 52720.
3.1.3 номинальное давление PN: По ГОСТ 26349 и ГОСТ Р 52720.
3.1.4 номинальный диаметр DN: По ГОСТ 28338 и ГОСТ Р 52720.
3.1.5 герметичность: По ГОСТ Р 52720.
3.1.6 уплотнение: По ГОСТ Р 52720.
3.2 В настоящем стандарте применены следующие сокращения и обозначения:
НД - нормативный документ;
КД - конструкторская документация;
ТУ - технические условия;
МКК - межкристаллитная коррозия;
УЗК - ультразвуковой контроль;
СКР - сульфидное коррозионное растрескивание;
МО РФ - Министерство обороны Российской Федерации.
4 Типы фланцев и исполнения уплотнительных поверхностей
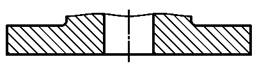
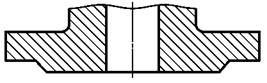
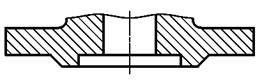
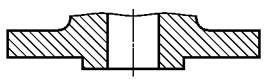
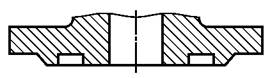
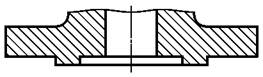
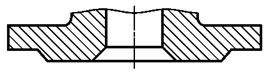
4.1 Типы фланцев и их обозначения приведены на рисунке 1.
|
Тип 01. Фланец стальной плоский приварной |
Тип 02. Фланец стальной свободный на приварном кольце |
|
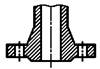
Тип 03. Фланец стальной свободный на отбортовке |
Тип 04. Фланец стальной свободный на хомуте под приварку |
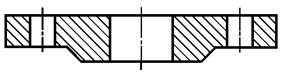
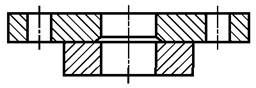
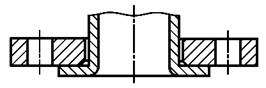
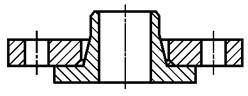
Рисунок 1 - Типы фланцев, лист 1
|
Тип 11. Фланец стальной приварной встык |
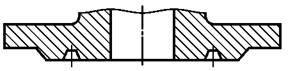
Тип 21. Фланец корпуса арматуры |
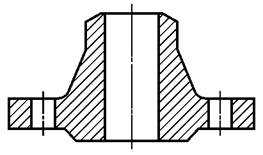

Примечание - Фланцы типа 21 являются элементом арматуры, оборудования или соединительных частей трубопроводов и отдельно не изготавливаются.
Рисунок 1, лист 2
4.2 Исполнения уплотнительных поверхностей и их обозначения приведены на рисунке 2.
|
Исполнение А. Плоскость |
Исполнение В. Соединительный выступ |
|
Исполнение F. Впадина |
Исполнение Е. Выступ |
|
Исполнения D, М. Паз |
Исполнения С, L. Шип |
|
Исполнение К. Под линзовую прокладку |
Исполнение J. Под прокладку овального сечения |
Примечание - Уплотнительные поверхности исполнений L и М используют под фторопластовые прокладки.
Рисунок 2 - Исполнения уплотнительных поверхностей
4.3 Применяемость фланцев номинального диаметра DN в зависимости от номинального давления PN для каждого типа фланцев приведена в таблице 1.
Таблица 1 - Применяемость фланцев
|
Номинальное давление PN, кгс/см2 |
Номинальный диаметр DN |
|||||||||||||||||||||||||||||||||||||||||
|
DN 10 |
DN 15 |
DN 20 |
DN 25 |
DN 32 |
DN 40 |
DN 50 |
DN 65 |
DN 80 |
DN 100 |
DN 125 |
DN 150 |
DN 200 |
DN 250 |
DN 300 |
DN 350 |
DN 400 |
DN 450 |
DN 500 |
DN 550 |
DN 600 |
DN 700 |
DN 800 |
DN 900 |
DN 1000 |
DN 1200 |
DN 1400 |
DN 1500 |
DN 1600 |
DN 1800 |
DN 2000 |
DN 2200 |
DN 2400 |
DN 2600 |
DN 2800 |
DN 3000 |
DN 3200 |
DN 3400 |
DN 3600 |
DN 3800 |
DN 4000 |
||
|
Тип 01 Фланцы стальные плоские приварные |
PN 1 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
||||||||||
|
PN 2,5 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
|||||||||||
|
PN 6 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
|||||||||||||
|
PN 10 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
|||||||||||||||
|
PN 16 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
|||||||||||||||||
|
PN 20 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
|||||||||||||||||||||||
|
PN 25 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
||||||||||||||||||||
|
Тип 02 Фланцы стальные свободные на приварном кольце |
PN 1 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
||||||||||||||||||||||
|
PN 2,5 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
|||||||||||||||||||||||
|
PN 6 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
||||||||||||||||||||||
|
PN 10 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
||||||||||||||||||||||
|
PN 16 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
||||||||||||||||||||||
|
PN 25 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
||||||||||||||||||||||
|
Тип 03
Тип 04 Фланцы стальные свободные на отбортовке и на хомуте под приварку |
PN 6 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
|||||||||||||||||||||
|
PN 10 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
||||||||||||||||||||||
|
PN 16 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
||||||||||||||||||||||
|
PN 25 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
||||||||||||||||||||||
|
Тип 11 Фланцы стальные приварные встык |
PN 1 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
||||||||||||||
|
PN 2,5 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
|||
|
PN 6 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
|||||
|
PN 10 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
||||||||
|
PN 16 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
|||||||||||||
|
PN 20 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
|||||||||||||||||||||||
|
PN 25 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
|||||||||||||||||
|
PN 40 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
|||||||||||||||||
|
PN 50 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
|||||||||||||||||||||
|
PN 63 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
||||||||||||||||||
|
PN 100 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
|||||||||||||||||||||||||
|
PN 110 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
||||||||||||||||||||||
|
PN 150 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
|||||||||||||||||||||||
|
PN 160 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
||||||||||||||||||||||||||||
|
PN 200 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
|||||||||||||||||||||||||||||
|
Тип 21 Фланцы литые стальные (корпуса арматуры) |
PN 6 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
||||||||||||
|
PN 10 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
|||||||||||||
|
PN 16 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
|||||||||||||
|
PN 20 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
|||||||||||||||||||||||||
|
PN 25 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
|||||||||||||
|
PN 40 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
||||||||||||||||||||
|
PN 50 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
|||||||||||||||||||||||
|
PN 63 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
||||||||||||||||||||||||
|
PN 100 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
||||||||||||||||||||||||||
|
PN 110 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
|||||||||||||||||||||||
|
PN 150 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
|||||||||||||||||||||||
|
PN 160 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
||||||||||||||||||||||||||||
|
PN 200 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
|||||||||||||||||||||||||||||
|
Тип 21 Фланцы литые из серого чугуна (корпуса арматуры) |
PN 1 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
||||||||
|
PN 2,5 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
|||
|
PN 6 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
|||||
|
PN 10 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
|||||||||||||
|
PN 16 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
||||||||||||||||||
|
Тип 21 Фланцы литые из ковкого чугуна (корпуса арматуры) |
PN 6 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
||||||||||||||||||||||||||
|
PN 10 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
|||||||||||||||||||||||||||
|
PN 16 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
|||||||||||||||||||||||||||
|
PN 25 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
|||||||||||||||||||||||||||
|
PN 40 |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
´ |
|||||||||||||||||||||||||||
|
Примечание - «´» обозначена применяемость фланцев. |
||||||||||||||||||||||||||||||||||||||||||


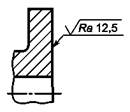
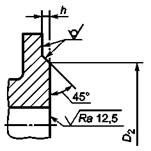
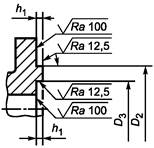
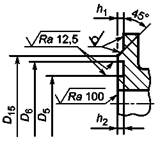
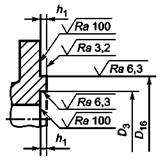
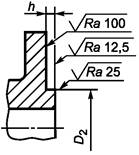
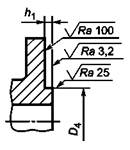
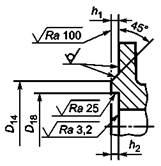
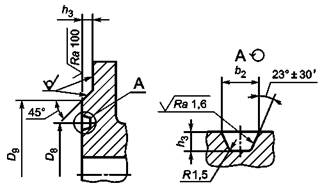
5 Размеры уплотнительных поверхностей
5.1 Размеры уплотнительных поверхностей фланцев на номинальное давление PN 1, PN 2,5, PN 6, PN 10, PN 16, PN 25, PN 40, PN 63, PN 100, PN 160, PN 200 приведены на рисунке 3 и в таблице 2. Ряд 1 предпочтительный.
|
|
|
|
|
|
Исполнение А |
Исполнение В |
Исполнение С |
Исполнение D |
|
|
|
|
|
|
Исполнение Е |
Исполнение F |
Исполнение J |
|
|
|
|
|
|
|
Исполнение К |
Исполнение L |
Исполнение М |
|
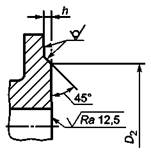
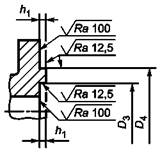
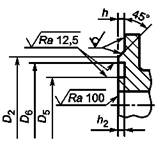
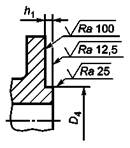
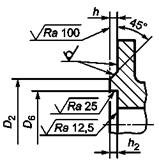
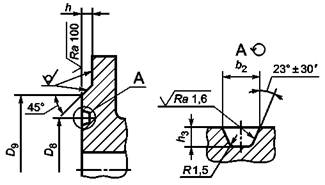
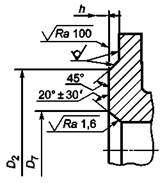
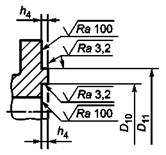
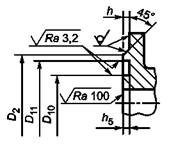
Примечание - Допускается вместо угла 45° выполнять скругление радиусом по КД.
Рисунок 3 - Размеры уплотнительных поверхностей фланцев на номинальные давления PN 1, PN 2,5, PN 6, PN 10, PN 16, PN 25, PN 40, PN 63, PN 100, PN 160, PN 200
Таблица 2 - Размеры уплотнительных поверхностей фланцев на номинальные давления PN 1, PN 2,5, PN 6, PN 10, PN 16, PN 25, PN 40, PN 63, PN 100, PN 160, PN 200 (см. рисунок 3)
Размеры в миллиметрах
|
PN, кгс/см2 |
D2 |
D3 |
D4 |
D5 |
D6 |
D7 |
D8 |
D9 |
D10 |
D11 |
b2 |
h |
h1 |
h2 |
h3 |
h4 |
h5 |
|||||
|
Ряд 1 |
Ряд 2 |
Ряд 1 |
Ряд 2 |
Ряд 1 |
Ряд 2 |
Ряд 1 |
Ряд 2 |
|||||||||||||||
|
DN 10 |
PN 1 |
33 |
19 |
- |
29 |
- |
18 |
- |
30 |
- |
- |
- |
- |
18 |
30 |
- |
2 |
4 |
3 |
- |
4 |
3 |
|
PN 2,5 |
24 |
34 |
23 |
35 |
||||||||||||||||||
|
PN 6 |
||||||||||||||||||||||
|
PN 10 |
41 |
24 |
34 |
23 |
35 |
23 |
35 |
|||||||||||||||
|
PN 16 |
||||||||||||||||||||||
|
PN 25 |
||||||||||||||||||||||
|
PN 40 |
||||||||||||||||||||||
|
PN 63 |
42 |
24 |
- |
34 |
- |
23 |
- |
35 |
- |
18 |
35 |
50 |
9 |
6,5 |
||||||||
|
PN 100 |
||||||||||||||||||||||
|
PN 160 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||||
|
PN 200 |
||||||||||||||||||||||
|
DN 15 |
PN 1 |
38 |
23 |
- |
33 |
- |
22 |
- |
34 |
- |
- |
- |
- |
22 |
34 |
- |
2 |
4 |
3 |
- |
4 |
3 |
|
PN 2,5 |
29 |
39 |
28 |
40 |
||||||||||||||||||
|
PN 6 |
||||||||||||||||||||||
|
PN 10 |
46 |
29 |
39 |
28 |
40 |
28 |
40 |
|||||||||||||||
|
PN 16 |
||||||||||||||||||||||
|
PN 25 |
||||||||||||||||||||||
|
PN 40 |
||||||||||||||||||||||
|
PN 63 |
47 |
29 |
- |
39 |
- |
28 |
- |
40 |
- |
24 |
35 |
55 |
9 |
6,5 |
||||||||
|
PN 100 |
||||||||||||||||||||||
|
PN 160 |
||||||||||||||||||||||
|
PN 200 |
40 |
|||||||||||||||||||||
|
DN 20 |
PN 1 |
48 |
33 |
- |
43 |
- |
32 |
- |
44 |
- |
- |
- |
- |
32 |
44 |
- |
2 |
4 |
3 |
- |
4 |
3 |
|
PN 2,5 |
36 |
50 |
35 |
51 |
||||||||||||||||||
|
PN 6 |
||||||||||||||||||||||
|
PN 10 |
56 |
36 |
50 |
35 |
51 |
35 |
51 |
|||||||||||||||
|
PN 16 |
||||||||||||||||||||||
|
PN 25 |
||||||||||||||||||||||
|
PN 40 |
||||||||||||||||||||||
|
PN 63 |
58 |
36 |
- |
50 |
- |
35 |
- |
51 |
- |
30 |
45 |
58 |
9 |
6,5 |
||||||||
|
PN 100 |
||||||||||||||||||||||
|
PN 160 |
||||||||||||||||||||||
|
PN 200 |
||||||||||||||||||||||
|
DN 25 |
PN 1 |
58 |
41 |
- |
51 |
- |
40 |
- |
52 |
- |
- |
- |
- |
40 |
52 |
- |
2 |
4 |
3 |
- |
4 |
3 |
|
PN 2,5 |
43 |
57 |
42 |
58 |
||||||||||||||||||
|
PN 6 |
||||||||||||||||||||||
|
PN 10 |
65 |
43 |
57 |
42 |
58 |
42 |
58 |
|||||||||||||||
|
PN 16 |
||||||||||||||||||||||
|
PN 25 |
||||||||||||||||||||||
|
PN 40 |
||||||||||||||||||||||
|
PN 63 |
68 |
43 |
- |
57 |
- |
42 |
- |
58 |
- |
35 |
50 |
68 |
9 |
6,5 |
||||||||
|
PN 100 |
||||||||||||||||||||||
|
PN 160 |
||||||||||||||||||||||
|
PN 200 |
||||||||||||||||||||||
|
DN 32 |
PN 1 |
69 |
49 |
- |
59 |
- |
48 |
- |
60 |
- |
- |
- |
- |
48 |
60 |
- |
2 |
4 |
3 |
- |
4 |
3 |
|
PN 2,5 |
51 |
65 |
50 |
66 |
||||||||||||||||||
|
PN 6 |
||||||||||||||||||||||
|
PN 10 |
76 |
51 |
65 |
50 |
66 |
50 |
66 |
|||||||||||||||
|
PN 16 |
||||||||||||||||||||||
|
PN 25 |
||||||||||||||||||||||
|
PN 40 |
||||||||||||||||||||||
|
PN 63 |
78 |
51 |
- |
65 |
- |
50 |
- |
66 |
- |
42 |
65 |
78 |
9 |
6,5 |
||||||||
|
PN 100 |
||||||||||||||||||||||
|
PN 160 |
||||||||||||||||||||||
|
PN 200 |
||||||||||||||||||||||
|
DN 40 |
PN 1 |
78 |
55 |
- |
69 |
- |
54 |
- |
70 |
- |
- |
- |
- |
54 |
70 |
- |
2 |
4 |
3 |
- |
4 |
3 |
|
PN 2,5 |
61 |
75 |
60 |
76 |
||||||||||||||||||
|
PN 6 |
||||||||||||||||||||||
|
PN 10 |
84 |
61 |
75 |
60 |
76 |
60 |
76 |
|||||||||||||||
|
PN 16 |
||||||||||||||||||||||
|
PN 25 |
||||||||||||||||||||||
|
PN 40 |
||||||||||||||||||||||
|
PN 63 |
88 |
61 |
- |
75 |
- |
60 |
- |
76 |
- |
52 |
75 |
88 |
9 |
3 |
6,5 |
|||||||
|
PN 100 |
||||||||||||||||||||||
|
PN 160 |
||||||||||||||||||||||
|
PN 200 |
91 |
12 |
8,0 |
|||||||||||||||||||
|
DN 50 |
PN 1 |
88 |
66 |
- |
80 |
- |
65 |
- |
81 |
- |
- |
- |
- |
65 |
81 |
- |
2 |
4 |
3 |
- |
4 |
3 |
|
PN 2,5 |
73 |
87 |
72 |
88 |
||||||||||||||||||
|
PN 6 |
||||||||||||||||||||||
|
PN 10 |
99 |
73 |
87 |
72 |
88 |
72 |
88 |
|||||||||||||||
|
PN 16 |
||||||||||||||||||||||
|
PN 25 |
||||||||||||||||||||||
|
PN 40 |
||||||||||||||||||||||
|
PN 63 |
102 |
73 |
- |
87 |
- |
72 |
- |
88 |
- |
63 |
85 |
102 |
12 |
3 |
8 |
4 |
3 |
|||||
|
PN 100 |
||||||||||||||||||||||
|
PN 160 |
95 |
115 |
||||||||||||||||||||
|
PN 200 |
129 |
|||||||||||||||||||||
|
DN 65 |
PN 1 |
108 |
86 |
- |
100 |
- |
85 |
- |
101 |
- |
- |
- |
- |
85 |
101 |
- |
2 |
4 |
3 |
- |
4 |
3 |
|
PN 2,5 |
95 |
109 |
94 |
110 |
||||||||||||||||||
|
PN 6 |
||||||||||||||||||||||
|
PN 10 |
118 |
95 |
109 |
94 |
110 |
94 |
110 |
4 |
3 |
|||||||||||||
|
PN 16 |
||||||||||||||||||||||
|
PN 25 |
||||||||||||||||||||||
|
PN 40 |
||||||||||||||||||||||
|
PN 63 |
122 |
95 |
- |
109 |
- |
94 |
- |
110 |
- |
85 |
110 |
132 |
12 |
3 |
8 |
|||||||
|
PN 100 |
140 |
|||||||||||||||||||||
|
PN 160 |
||||||||||||||||||||||
|
PN 200 |
130 |
167 |
||||||||||||||||||||
|
DN 80 |
PN 1 |
124 |
101 |
- |
115 |
- |
100 |
- |
116 |
- |
- |
- |
- |
100 |
116 |
- |
2 |
4 |
3 |
- |
4 |
3 |
|
PN 2,5 |
106 |
120 |
105 |
121 |
||||||||||||||||||
|
PN 6 |
||||||||||||||||||||||
|
PN 10 |
132 |
106 |
120 |
105 |
121 |
105 |
121 |
|||||||||||||||
|
PN 16 |
||||||||||||||||||||||
|
PN 25 |
||||||||||||||||||||||
|
PN 40 |
||||||||||||||||||||||
|
PN 63 |
133 |
106 |
- |
120 |
- |
105 |
- |
121 |
- |
97 |
115 |
133 |
12 |
3 |
8 |
|||||||
|
PN 100 |
150 |
|||||||||||||||||||||
|
PN 160 |
130 |
|||||||||||||||||||||
|
PN 200 |
160 |
190 |
||||||||||||||||||||
|
DN 100 |
PN 1 |
144 |
117 |
- |
137 |
- |
116 |
- |
138 |
- |
- |
- |
- |
116 |
138 |
- |
2 |
4,5 |
3,5 |
- |
6 |
5 |
|
PN 2,5 |
129 |
149 |
128 |
150 |
||||||||||||||||||
|
PN 6 |
||||||||||||||||||||||
|
PN 10 |
156 |
129 |
149 |
128 |
150 |
128 |
150 |
|||||||||||||||
|
PN 16 |
||||||||||||||||||||||
|
PN 25 |
||||||||||||||||||||||
|
PN 40 |
||||||||||||||||||||||
|
PN 63 |
158 |
129 |
- |
149 |
- |
128 |
- |
150 |
- |
124 |
145 |
170 |
12 |
3 |
4,0 |
3,0 |
8 |
|||||
|
PN 100 |
175 |
|||||||||||||||||||||
|
PN 160 |
||||||||||||||||||||||
|
PN 200 |
190 |
245 |
||||||||||||||||||||
|
DN 125 |
PN 1 |
174 |
146 |
- |
166 |
- |
145 |
- |
167 |
- |
- |
- |
- |
145 |
167 |
- |
2 |
4,5 |
3,5 |
- |
6 |
5 |
|
PN 2,5 |
155 |
175 |
154 |
176 |
||||||||||||||||||
|
PN 6 |
||||||||||||||||||||||
|
PN 10 |
184 |
155 |
175 |
154 |
176 |
154 |
176 |
|||||||||||||||
|
PN 16 |
||||||||||||||||||||||
|
PN 25 |
||||||||||||||||||||||
|
PN 40 |
||||||||||||||||||||||
|
PN 63 |
155 |
- |
175 |
- |
154 |
- |
176 |
- |
153 |
175 |
205 |
12 |
3 |
4,0 |
3,0 |
8 |
||||||
|
PN 100 |
210 |
|||||||||||||||||||||
|
PN 160 |
190 |
|||||||||||||||||||||
|
PN 200 |
205 |
271 |
14 |
|||||||||||||||||||
|
DN 150 |
PN 1 |
199 |
171 |
- |
191 |
- |
170 |
- |
192 |
- |
- |
- |
- |
170 |
192 |
- |
2 |
4,5 |
3,5 |
- |
6 |
5 |
|
PN 2,5 |
183 |
203 |
182 |
204 |
||||||||||||||||||
|
PN 6 |
||||||||||||||||||||||
|
PN 10 |
211 |
183 |
203 |
182 |
204 |
182 |
204 |
|||||||||||||||
|
PN 16 |
||||||||||||||||||||||
|
PN 25 |
||||||||||||||||||||||
|
PN 40 |
||||||||||||||||||||||
|
PN 63 |
212 |
183 |
- |
203 |
- |
182 |
- |
204 |
- |
181 |
205 |
240 |
12 |
3 |
4,0 |
3,0 |
8 |
6 |
5 |
|||
|
PN 100 |
250 |
|||||||||||||||||||||
|
PN 160 |
14 |
10 |
||||||||||||||||||||
|
PN 200 |
240 |
306 |
17 |
11 |
||||||||||||||||||
|
DN 200 |
PN 1 |
254 |
229 |
- |
249 |
- |
228 |
- |
250 |
- |
- |
- |
- |
228 |
250 |
- |
2 |
4,5 |
3,5 |
- |
6 |
5 |
|
PN 2,5 |
239 |
259 |
238 |
260 |
||||||||||||||||||
|
PN 6 |
||||||||||||||||||||||
|
PN 10 |
266 |
239 |
259 |
238 |
260 |
238 |
260 |
|||||||||||||||
|
PN 16 |
||||||||||||||||||||||
|
PN 25 |
274 |
|||||||||||||||||||||
|
PN 40 |
284 |
|||||||||||||||||||||
|
PN 63 |
285 |
239 |
- |
259 |
- |
238 |
- |
260 |
- |
243 |
265 |
285 |
12 |
3 |
4,0 |
3,0 |
8 |
|||||
|
PN 100 |
||||||||||||||||||||||
|
PN 160 |
275 |
315 |
17 |
11 |
||||||||||||||||||
|
PN 200 |
305 |
380 |
||||||||||||||||||||
|
DN 250 |
PN 1 |
309 |
283 |
- |
303 |
- |
282 |
- |
304 |
- |
- |
- |
- |
282 |
304 |
- |
2 |
4,5 |
3,5 |
- |
6 |
5 |
|
PN 2,5 |
292 |
312 |
291 |
313 |
||||||||||||||||||
|
PN 6 |
||||||||||||||||||||||
|
PN 10 |
319 |
292 |
312 |
291 |
313 |
291 |
313 |
|||||||||||||||
|
PN 16 |
||||||||||||||||||||||
|
PN 25 |
330 |
|||||||||||||||||||||
|
PN 40 |
345 |
|||||||||||||||||||||
|
PN 63 |
292 |
- |
312 |
- |
291 |
- |
313 |
- |
298 |
320 |
345 |
12 |
3 |
4,0 |
3,0 |
8 |
||||||
|
PN 100 |
||||||||||||||||||||||
|
PN 160 |
330 |
380 |
17 |
11 |
||||||||||||||||||
|
PN 200 |
- |
- |
- |
- |
- |
|||||||||||||||||
|
DN 300 |
PN 1 |
363 |
336 |
- |
356 |
- |
335 |
- |
357 |
- |
- |
- |
- |
335 |
357 |
- |
2 |
4,5 |
3,5 |
- |
6 |
5 |
|
PN 2,5 |
343 |
363 |
342 |
364 |
||||||||||||||||||
|
PN 6 |
||||||||||||||||||||||
|
PN 10 |
370 |
343 |
363 |
342 |
364 |
342 |
364 |
|||||||||||||||
|
PN 16 |
||||||||||||||||||||||
|
PN 25 |
389 |
|||||||||||||||||||||
|
PN 40 |
409 |
|||||||||||||||||||||
|
PN 63 |
410 |
343 |
- |
363 |
- |
342 |
- |
364 |
- |
345 |
375 |
410 |
12 |
4 |
5,0 |
4,0 |
8 |
|||||
|
PN 100 |
||||||||||||||||||||||
|
PN 160 |
380 |
23 |
14 |
|||||||||||||||||||
|
DN 350 |
PN 1 |
413 |
386 |
- |
406 |
- |
385 |
- |
407 |
- |
- |
- |
- |
385 |
407 |
- |
2 |
5 |
4 |
- |
6 |
5 |
|
PN 2,5 |
395 |
421 |
394 |
422 |
||||||||||||||||||
|
PN 6 |
||||||||||||||||||||||
|
PN 10 |
429 |
395 |
421 |
394 |
422 |
394 |
422 |
|||||||||||||||
|
PN 16 |
||||||||||||||||||||||
|
PN 25 |
448 |
|||||||||||||||||||||
|
PN 40 |
465 |
|||||||||||||||||||||
|
PN 63 |
395 |
- |
421 |
- |
394 |
- |
422 |
- |
394 |
420 |
465 |
12 |
4 |
8 |
||||||||
|
PN 100 |
17 |
11 |
||||||||||||||||||||
|
DN 400 |
PN 1 |
463 |
436 |
- |
456 |
- |
435 |
- |
457 |
- |
- |
- |
- |
435 |
457 |
- |
2 |
5 |
4 |
- |
6 |
5 |
|
PN 2,5 |
447 |
473 |
446 |
474 |
||||||||||||||||||
|
PN 6 |
||||||||||||||||||||||
|
PN 10 |
480 |
447 |
473 |
446 |
474 |
446 |
474 |
|||||||||||||||
|
PN 16 |
||||||||||||||||||||||
|
PN 25 |
503 |
|||||||||||||||||||||
|
PN 40 |
535 |
|||||||||||||||||||||
|
PN 63 |
447 |
- |
473 |
- |
446 |
- |
474 |
- |
445 |
480 |
535 |
12 |
4 |
8 |
||||||||
|
PN 100 |
17 |
11 |
||||||||||||||||||||
|
DN 450 |
PN 1 |
518 |
489 |
- |
509 |
- |
488 |
- |
510 |
- |
- |
- |
- |
488 |
510 |
- |
2 |
5 |
4 |
- |
6 |
5 |
|
PN 2,5 |
497 |
523 |
496 |
524 |
||||||||||||||||||
|
PN 6 |
||||||||||||||||||||||
|
PN 10 |
530 |
497 |
523 |
496 |
524 |
496 |
524 |
|||||||||||||||
|
PN 16 |
548 |
|||||||||||||||||||||
|
PN 25 |
||||||||||||||||||||||
|
PN 40 |
560 |
|||||||||||||||||||||
|
PN 63 |
- |
- |
- |
- |
- |
- |
4 |
- |
- |
|||||||||||||
|
DN 500 |
PN 1 |
568 |
541 |
- |
561 |
- |
540 |
- |
562 |
- |
- |
- |
- |
540 |
562 |
- |
2 |
5 |
4 |
- |
6 |
5 |
|
PN 2,5 |
549 |
575 |
548 |
576 |
||||||||||||||||||
|
PN 6 |
||||||||||||||||||||||
|
PN 10 |
582 |
549 |
575 |
548 |
576 |
548 |
576 |
|||||||||||||||
|
PN 16 |
609 |
|||||||||||||||||||||
|
PN 25 |
||||||||||||||||||||||
|
PN 40 |
615 |
|||||||||||||||||||||
|
PN 63 |
549 |
575 |
- |
548 |
- |
576 |
- |
4 |
||||||||||||||
|
DN 600 |
PN 1 |
667 |
635 |
- |
661 |
- |
634 |
- |
662 |
- |
- |
- |
- |
634 |
662 |
- |
2 |
5 |
4 |
- |
6 |
5 |
|
PN 2,5 |
649 |
675 |
648 |
676 |
||||||||||||||||||
|
PN 6 |
||||||||||||||||||||||
|
PN 10 |
682 |
651 |
677 |
650 |
678 |
648 |
676 |
|||||||||||||||
|
PN 16 |
720 |
|||||||||||||||||||||
|
PN 25 |
||||||||||||||||||||||
|
PN 40 |
735 |
|||||||||||||||||||||
|
PN 63 |
- |
- |
- |
- |
5 |
6 |
5 |
|||||||||||||||
|
DN 700 |
PN 1 |
772 |
737 |
- |
763 |
- |
736 |
- |
764 |
- |
- |
- |
- |
736 |
764 |
- |
5 |
5 |
4 |
- |
6 |
5 |
|
PN 2,5 |
751 |
777 |
750 |
778 |
||||||||||||||||||
|
PN 6 |
||||||||||||||||||||||
|
PN 10 |
794 |
751 |
777 |
750 |
778 |
750 |
778 |
|||||||||||||||
|
PN 16 |
||||||||||||||||||||||
|
PN 25 |
820 |
|||||||||||||||||||||
|
PN 40 |
840 |
751 |
- |
777 |
- |
750 |
- |
778 |
- |
5 |
4 |
|||||||||||
|
PN 63 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||||||
|
DN 800 |
PN 1 |
878 |
841 |
- |
867 |
- |
840 |
- |
868 |
- |
- |
- |
- |
840 |
868 |
- |
5 |
5 |
4 |
- |
6 |
5 |
|
PN 2,5 |
856 |
882 |
855 |
883 |
||||||||||||||||||
|
PN 6 |
||||||||||||||||||||||
|
PN 10 |
901 |
851 |
877 |
850 |
878 |
855 |
883 |
|||||||||||||||
|
PN 16 |
||||||||||||||||||||||
|
PN 25 |
928 |
|||||||||||||||||||||
|
PN 40 |
960 |
- |
- |
- |
- |
5 |
4 |
|||||||||||||||
|
PN 63 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||||||
|
DN 900 |
PN 1 |
978 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
5 |
5 |
4 |
- |
- |
- |
|
PN 2,5 |
961 |
987 |
960 |
988 |
||||||||||||||||||
|
PN 6 |
||||||||||||||||||||||
|
PN 10 |
1001 |
|||||||||||||||||||||
|
PN 16 |
||||||||||||||||||||||
|
PN 25 |
1028 |
|||||||||||||||||||||
|
PN 40 |
1070 |
- |
- |
|||||||||||||||||||
|
DN 1000 |
PN 1 |
1078 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
5 |
6 |
5 |
- |
- |
- |
|
PN 2,5 |
1062 |
1092 |
1060 |
1094 |
||||||||||||||||||
|
PN 6 |
||||||||||||||||||||||
|
PN 10 |
1112 |
|||||||||||||||||||||
|
PN 16 |
||||||||||||||||||||||
|
PN 25 |
1140 |
|||||||||||||||||||||
|
PN 40 |
1180 |
- |
- |
- |
- |
- |
- |
|||||||||||||||
|
DN 1200 |
PN 1 |
1295 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
5 |
6 |
5 |
- |
- |
- |
|
PN 2,5 |
1262 |
1292 |
1260 |
1294 |
||||||||||||||||||
|
PN 6 |
||||||||||||||||||||||
|
PN 10 |
1328 |
|||||||||||||||||||||
|
PN 16 |
||||||||||||||||||||||
|
PN 25 |
1350 |
|||||||||||||||||||||
|
PN 40 |
1380 |
- |
- |
- |
- |
- |
- |
|||||||||||||||
|
DN 1400 |
PN 1 |
1510 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
5 |
6 |
5 |
- |
- |
- |
|
PN 2,5 |
1462 |
1492 |
1460 |
1494 |
||||||||||||||||||
|
PN 6 |
||||||||||||||||||||||
|
PN 10 |
1530 |
|||||||||||||||||||||
|
PN 16 |
||||||||||||||||||||||
|
PN 25 |
1560 |
|||||||||||||||||||||
|
DN 1600 |
PN 1 |
1710 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
5 |
6 |
5 |
- |
- |
- |
|
PN 2,5 |
1662 |
1692 |
1660 |
1694 |
||||||||||||||||||
|
PN 6 |
||||||||||||||||||||||
|
PN 10 |
1750 |
|||||||||||||||||||||
|
PN 16 |
||||||||||||||||||||||
|
PN 25 |
1780 |
|||||||||||||||||||||
|
DN 1800 |
PN 1 |
1918 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
5 |
6 |
5 |
- |
- |
- |
|
PN 2,5 |
1862 |
1892 |
1860 |
1894 |
||||||||||||||||||
|
PN 6 |
||||||||||||||||||||||
|
PN 10 |
1950 |
|||||||||||||||||||||
|
PN 16 |
||||||||||||||||||||||
|
PN 25 |
1985 |
|||||||||||||||||||||
|
DN 2000 |
PN 1 |
2125 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
5 |
6 |
5 |
- |
- |
- |
|
PN 2,5 |
2062 |
2092 |
2060 |
2094 |
||||||||||||||||||
|
PN 6 |
||||||||||||||||||||||
|
PN 10 |
2150 |
|||||||||||||||||||||
|
PN 16 |
||||||||||||||||||||||
|
PN 25 |
2210 |
|||||||||||||||||||||
|
DN 2200 |
PN 1 |
2295 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
6 |
- |
- |
- |
- |
- |
||||
|
PN 2,5 |
||||||||||||||||||||||
|
PN 6 |
2335 |
|||||||||||||||||||||
|
PN 10 |
2370 |
|||||||||||||||||||||
|
DN 2400 |
PN 1 |
2495 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
6 |
- |
- |
- |
- |
- |
||||
|
PN 2,5 |
||||||||||||||||||||||
|
PN 6 |
2545 |
|||||||||||||||||||||
|
PN 10 |
2570 |
|||||||||||||||||||||
|
DN 2600 |
PN 1 |
2695 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
6 |
- |
- |
- |
- |
- |
||||
|
PN 2,5 |
||||||||||||||||||||||
|
PN 6 |
2750 |
|||||||||||||||||||||
|
PN 10 |
2780 |
|||||||||||||||||||||
|
DN 2800 |
PN 1 |
2910 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
6 |
- |
- |
- |
- |
- |
||||
|
PN 2,5 |
||||||||||||||||||||||
|
PN 6 |
2960 |
|||||||||||||||||||||
|
PN 10 |
3000 |
|||||||||||||||||||||
|
DN 3000 |
PN 1 |
3110 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
6 |
- |
- |
- |
- |
- |
||||
|
PN 2,5 |
||||||||||||||||||||||
|
PN 6 |
3160 |
|||||||||||||||||||||
|
PN 10 |
3210 |
|||||||||||||||||||||
|
DN 3200 |
PN 2,5 |
3310 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
6 |
- |
- |
- |
- |
- |
||||
|
PN 6 |
3370 |
|||||||||||||||||||||
|
DN 3400 |
PN 2,5 |
3510 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
6 |
- |
- |
- |
- |
- |
||||
|
PN 6 |
3580 |
|||||||||||||||||||||
|
DN 3600 |
PN 2,5 |
3720 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
6 |
- |
- |
- |
- |
- |
||||
|
PN 6 |
3790 |
|||||||||||||||||||||
|
DN 3800 |
PN 2,5 |
3920 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
6 |
- |
- |
- |
- |
- |
||||
|
DN 4000 |
PN 2,5 |
4120 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
6 |
- |
- |
- |
- |
- |
||||
|
Примечание - Ряд 2 соответствует [1]. |
||||||||||||||||||||||
(Поправка).
5.2 Размеры уплотнительных поверхностей фланцев на номинальные давления PN 20, PN 50, PN 110, PN 150 приведены на рисунке 4 и в таблице 3.
|
|
|
|
|
|
Исполнение
А |
Исполнение В |
Исполнение С1 |
Исполнение D1 |
|
|
|
|
|
|
Исполнение С2 |
Исполнение D2 |
Исполнение Е1 |
Исполнение F1 |
|
|
|
|
|
|
Исполнение Е2 |
Исполнение F2 |
Исполнение J |
|
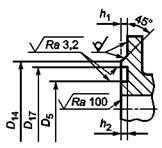
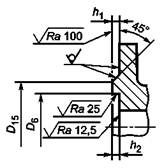
Примечание - Допускается вместо угла 45° выполнять скругление радиусом по КД.
Рисунок 4 - Размеры уплотнительных поверхностей фланцев на номинальные давления PN 20, PN 50, PN 110, PN 150
(Поправка).
Таблица 3 - Размеры уплотнительных поверхностей фланцев на номинальные давления PN 20, PN 50, PN 110, PN 150 (см. рисунок 4)
Размеры в миллиметрах
|
PN, кгс/см2 |
D2 |
D3 |
D4 |
D5 |
D6 |
D8 |
D9 |
D14 |
D15 |
D16 |
D17 |
D18 |
b2 |
h |
h1 |
h2 |
h3 |
|
|
|
DN 15 |
PN 20 |
35 |
25,5 |
18,5 |
24,0 |
36,5 |
- |
- |
44 |
46 |
35 |
36,5 |
20 |
- |
2 |
7 |
5 |
- |
|
|
PN 50 |
34,14 |
51 |
7,14 |
5,56 |
|
||||||||||||||
|
PN 110 |
7 |
6,35 |
|
||||||||||||||||
|
PN 150 |
39,67 |
60,5 |
8,74 |
|
|||||||||||||||
|
DN 20 |
PN 20 |
43 |
33,5 |
24 |
32,0 |
44,5 |
- |
- |
52 |
54 |
43 |
44,5 |
25,5 |
- |
2 |
7 |
5 |
- |
|
|
PN 50 |
42,88 |
63,5 |
8,74 |
6,35 |
|
||||||||||||||
|
PN 110 |
7 |
|
|||||||||||||||||
|
PN 150 |
44,45 |
66,5 |
|
||||||||||||||||
|
DN 25 |
PN 20 |
51 |
38,0 |
30,5 |
36,5 |
52,5 |
47,62 |
63,5 |
57 |
62 |
48 |
49,5 |
32 |
8,74 |
2 |
7 |
5 |
6,35 |
|
|
PN 50 |
50,80 |
70 |
|
||||||||||||||||
|
PN 110 |
7 |
|
|||||||||||||||||
|
PN 150 |
71,5 |
|
|||||||||||||||||
|
DN 32 |
PN 20 |
63,5 |
47,5 |
38 |
46,0 |
65 |
57,15 |
73 |
67 |
73 |
57 |
58,5 |
39,5 |
8,74 |
2 |
7 |
5 |
6,35 |
|
|
PN 50 |
60,32 |
79,5 |
|
||||||||||||||||
|
PN 110 |
7 |
|
|||||||||||||||||
|
PN 150 |
81 |
|
|||||||||||||||||
|
DN 40 |
PN 20 |
73 |
54,0 |
44,5 |
52,5 |
74,5 |
65,07 |
82,5 |
73 |
84 |
63,5 |
65,0 |
46 |
8,74 |
2 |
7 |
5 |
6,35 |
|
|
PN 50 |
68,28 |
90,5 |
|
||||||||||||||||
|
PN 110 |
7 |
|
|||||||||||||||||
|
PN 150 |
92 |
|
|||||||||||||||||
|
DN 50 |
PN 20 |
92 |
73 |
57,5 |
71,5 |
93,5 |
82,55 |
102 |
92 |
103 |
82,5 |
84,0 |
59 |
8,74 |
2 |
7 |
5 |
6,35 |
|
|
PN 50 |
108 |
11,91 |
7,92 |
|
|||||||||||||||
|
PN 110 |
7 |
|
|||||||||||||||||
|
PN 150 |
95,25 |
124 |
|
||||||||||||||||
|
DN 65 |
PN 20 |
105 |
85,5 |
68,5 |
84,0 |
106,5 |
101,60 |
121 |
105 |
116 |
95,5 |
97,0 |
70 |
8,74 |
2 |
7 |
5 |
6,35 |
|
|
PN 50 |
127 |
11,91 |
7,92 |
|
|||||||||||||||
|
PN 110 |
7 |
|
|||||||||||||||||
|
PN 150 |
107,95 |
137 |
|
||||||||||||||||
|
DN 80 |
PN 20 |
127 |
108 |
84,0 |
106,5 |
128,5 |
114,30 |
133 |
127 |
138 |
117,5 |
119,0 |
85,5 |
8,74 |
2 |
7 |
5 |
6,35 |
|
|
PN 50 |
123,82 |
146 |
11,91 |
7,92 |
|
||||||||||||||
|
PN 110 |
7 |
|
|||||||||||||||||
|
PN 150 |
156 |
|
|||||||||||||||||
|
DN 100 |
PN 20 |
157,5 |
132 |
109,5 |
130,5 |
159 |
149,22 |
171 |
157,5 |
168 |
144,5 |
146,0 |
111 |
8,74 |
2 |
7 |
5 |
6,35 |
|
|
PN 50 |
175 |
11,91 |
7,92 |
|
|||||||||||||||
|
PN 110 |
7 |
|
|||||||||||||||||
|
PN 150 |
181 |
|
|||||||||||||||||
|
DN 125 |
PN 20 |
186 |
160,5 |
136,5 |
159,0 |
187,5 |
171,45 |
194 |
186 |
197 |
173 |
174,5 |
138 |
8,74 |
2 |
7 |
5 |
6,35 |
|
|
PN 50 |
180,98 |
210 |
11,91 |
7,92 |
|
||||||||||||||
|
PN 110 |
7 |
|
|||||||||||||||||
|
PN 150 |
216 |
|
|||||||||||||||||
|
DN 150 |
PN 20 |
216 |
190,5 |
162 |
189 |
217,5 |
193,68 |
219 |
216 |
227 |
203,5 |
205 |
163,5 |
8,74 |
2 |
7 |
5 |
6,35 |
|
|
PN 50 |
211,12 |
241 |
11,91 |
7,92 |
|
||||||||||||||
|
PN 110 |
7 |
|
|||||||||||||||||
|
PN 150 |
|
||||||||||||||||||
|
DN 200 |
PN 20 |
270 |
238 |
213 |
236,5 |
271,5 |
247,65 |
273 |
270 |
281 |
254 |
255,5 |
214,5 |
8,74 |
2 |
7 |
5 |
6,35 |
|
|
PN 50 |
269,88 |
302 |
11,91 |
7,92 |
|
||||||||||||||
|
PN 110 |
7 |
|
|||||||||||||||||
|
PN 150 |
308 |
|
|||||||||||||||||
|
DN 250 |
PN 20 |
324 |
286 |
267 |
284,5 |
325,5 |
304,8 |
330 |
324 |
335 |
305 |
306,5 |
268,5 |
8,74 |
2 |
7 |
5 |
6,35 |
|
|
PN 50 |
323,85 |
356 |
11,91 |
7,92 |
|
||||||||||||||
|
PN 110 |
7 |
|
|||||||||||||||||
|
PN 150 |
362 |
|
|||||||||||||||||
|
DN 300 |
PN 20 |
381 |
343 |
317,5 |
341,5 |
382,5 |
381 |
406 |
381 |
392 |
362 |
363,5 |
319,0 |
8,74 |
2 |
7 |
5 |
6,35 |
|
|
PN 50 |
413 |
11,91 |
7,92 |
|
|||||||||||||||
|
PN 110 |
7 |
|
|||||||||||||||||
|
PN 150 |
419 |
|
|||||||||||||||||
|
DN 350 |
PN 20 |
413 |
374,5 |
349 |
373 |
414,5 |
396,88 |
425 |
413 |
424 |
394 |
395,5 |
351,0 |
8,74 |
2 |
7 |
5 |
6,35 |
|
|
PN 50 |
419,1 |
457 |
11,91 |
7,92 |
|
||||||||||||||
|
PN 110 |
7 |
|
|||||||||||||||||
|
PN 150 |
467 |
16,66 |
11,13 |
|
|||||||||||||||
|
DN 400 |
PN 20 |
470 |
425 |
400 |
424 |
471,5 |
454,02 |
483 |
470 |
481 |
447,5 |
449 |
401,5 |
8,74 |
2 |
7 |
5 |
6,35 |
|
|
PN 50 |
469,9 |
508 |
11,91 |
7,92 |
|
||||||||||||||
|
PN 110 |
7 |
|
|||||||||||||||||
|
PN 150 |
524 |
16,66 |
11,13 |
|
|||||||||||||||
|
DN 450 |
PN 20 |
533,5 |
489 |
451 |
487,5 |
535 |
517,52 |
546 |
533,5 |
544 |
511,5 |
513 |
452,5 |
8,74 |
2 |
7 |
5 |
6,35 |
|
|
PN 50 |
533,4 |
575 |
11,91 |
7,92 |
|
||||||||||||||
|
PN 110 |
7 |
|
|||||||||||||||||
|
PN 150 |
594 |
19,84 |
12,70 |
|
|||||||||||||||
|
DN 500 |
PN 20 |
584,5 |
533,5 |
501,5 |
532 |
586 |
558,8 |
597 |
584,5 |
595 |
559 |
560,5 |
503,0 |
8,74 |
2 |
7 |
5 |
6,35 |
|
|
PN 50 |
584,2 |
635 |
13,49 |
9,52 |
|
||||||||||||||
|
PN 110 |
7 |
|
|||||||||||||||||
|
PN 150 |
648 |
19,84 |
12,70 |
|
|||||||||||||||
|
DN 550 |
PN 20 |
641 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2 |
- |
- |
- |
|
|
PN 50 |
|
||||||||||||||||||
|
PN 110 |
7 |
|
|||||||||||||||||
|
PN 150 |
|
||||||||||||||||||
|
DN 600 |
PN 20 |
692,5 |
641,5 |
603 |
640 |
694 |
673,1 |
711 |
692,5 |
703,5 |
667 |
668,5 |
605,0 |
8,74 |
2 |
7 |
5 |
6,35 |
|
|
PN 50 |
692,15 |
749 |
16,66 |
11,13 |
|
||||||||||||||
|
PN 110 |
7 |
|
|||||||||||||||||
|
PN 150 |
772 |
26,97 |
15,88 |
|
|||||||||||||||
|
DN 650 |
PN 20 |
749 |
- |
- |
- |
- |
- |
- |
- |
2 |
- |
- |
- |
|
|||||
|
PN 50 |
749,30 |
810 |
19,85 |
12,70 |
|
||||||||||||||
|
PN 110 |
7 |
|
|||||||||||||||||
|
PN 150 |
832 |
30,16 |
17,46 |
|
|||||||||||||||
|
DN 700 |
PN 20 |
800 |
- |
- |
- |
- |
- |
- |
- |
2 |
- |
- |
- |
|
|||||
|
PN 50 |
800,10 |
860 |
19,85 |
12,70 |
|
||||||||||||||
|
PN 110 |
7 |
|
|||||||||||||||||
|
PN 150 |
889 |
33,34 |
17,46 |
|
|||||||||||||||
|
DN 750 |
PN 20 |
857 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2 |
- |
- |
- |
|
|
PN 50 |
857,25 |
918 |
19,85 |
12,70 |
|
||||||||||||||
|
PN 110 |
7 |
|
|||||||||||||||||
|
PN 150 |
946 |
33,34 |
17,46 |
|
|||||||||||||||
|
DN 800 |
PN 20 |
914 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2 |
- |
- |
- |
|
|
PN 50 |
914,40 |
984 |
23,00 |
14,30 |
|
||||||||||||||
|
PN 110 |
7 |
|
|||||||||||||||||
|
PN 150 |
1003 |
33,34 |
17,46 |
|
|||||||||||||||
|
DN 850 |
PN 20 |
965 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2 |
- |
- |
- |
|
|
PN 50 |
965,20 |
1035 |
23,00 |
14,30 |
|
||||||||||||||
|
PN 110 |
7 |
|
|||||||||||||||||
|
PN 150 |
1067 |
36,51 |
20,64 |
|
|||||||||||||||
|
DN 900 |
PN 20 |
1022 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2 |
- |
- |
- |
|
|
PN 50 |
1022,35 |
1092 |
23,00 |
14,30 |
|
||||||||||||||
|
PN 110 |
7 |
|
|||||||||||||||||
|
PN 150 |
1124 |
36,51 |
20,64 |
|
|||||||||||||||
|
DN 950 |
PN 20 |
1073 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2 |
- |
- |
- |
|
|
PN 50 |
1029 |
|
|||||||||||||||||
|
PN 110 |
1054 |
7 |
|
||||||||||||||||
|
PN 150 |
1099 |
|
|||||||||||||||||
|
DN 1000 |
PN 20 |
1124 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2 |
- |
- |
- |
|
|
PN 50 |
1086 |
|
|||||||||||||||||
|
PN 110 |
1111 |
7 |
|
||||||||||||||||
|
PN 150 |
1162 |
|
|||||||||||||||||
|
DN 1050 |
PN 20 |
1194 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2 |
- |
- |
- |
|
|
PN 50 |
1137 |
|
|||||||||||||||||
|
PN 110 |
1168 |
7 |
|
||||||||||||||||
|
PN 150 |
1213 |
|
|||||||||||||||||
|
DN 1100 |
PN 20 |
1245 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2 |
- |
- |
- |
|
|
PN 50 |
1194 |
|
|||||||||||||||||
|
PN 110 |
1226 |
7 |
|
||||||||||||||||
|
PN 150 |
1270 |
|
|||||||||||||||||
|
DN 1150 |
PN 20 |
1295 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2 |
- |
- |
- |
|
|
PN 50 |
1245 |
|
|||||||||||||||||
|
PN 110 |
1276 |
7 |
|
||||||||||||||||
|
PN 150 |
1334 |
|
|||||||||||||||||
|
DN 1200 |
PN 20 |
1359 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2 |
- |
- |
- |
|
|
PN 50 |
1308 |
|
|||||||||||||||||
|
PN 110 |
1334 |
7 |
|
||||||||||||||||
|
PN 150 |
1384 |
|
|||||||||||||||||
|
DN 1250 |
PN 20 |
1410 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2 |
- |
- |
- |
|
|
PN 50 |
1359 |
||||||||||||||||||
|
7 |
|||||||||||||||||||
|
PN 110 |
1384 |
|
|||||||||||||||||
|
DN 1300 |
PN 20 |
1460 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2 |
- |
- |
- |
|
|
PN 50 |
1410 |
||||||||||||||||||
|
7 |
|||||||||||||||||||
|
PN 110 |
1435 |
|
|||||||||||||||||
|
DN 1350 |
PN 20 |
1511 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2 |
- |
- |
- |
|
|
PN 50 |
1467 |
||||||||||||||||||
|
7 |
|||||||||||||||||||
|
PN 110 |
1492 |
|
|||||||||||||||||
|
DN 1400 |
PN 20 |
1575 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2 |
- |
- |
- |
|
|
PN 50 |
1518 |
||||||||||||||||||
|
7 |
|||||||||||||||||||
|
PN 110 |
1543 |
|
|||||||||||||||||
|
DN 1450 |
PN 20 |
1626 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2 |
- |
- |
- |
|
|
PN 50 |
1575 |
||||||||||||||||||
|
7 |
|||||||||||||||||||
|
PN 110 |
1600 |
|
|||||||||||||||||
|
DN 1500 |
PN 20 |
1676 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2 |
- |
- |
- |
|
|
PN 50 |
1625 |
||||||||||||||||||
|
7 |
|||||||||||||||||||
|
PN 110 |
1657 |
|
|||||||||||||||||
|
Примечание - Уплотнительные поверхности исполнений С1, D1, Е1 и F1 не применимы к фланцу PN 20 из-за возможного несоответствия между размерами. |
|
||||||||||||||||||
6 Размеры стальных и чугунных фланцев
6.1 Размеры стальных плоских приварных фланцев (тип 01) приведены на рисунке 5 и в таблице 4. Ряд 1 предпочтительный.
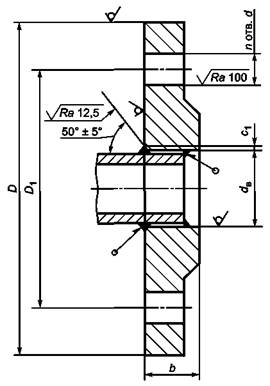
Рисунок 5 - Размеры стальных плоских приварных фланцев (тип 01) и схема монтажа к трубе
Таблица 4 - Размеры плоских приварных стальных фланцев, тип 01 (см. рисунок 5)
Размеры в миллиметрах
|
PN, кгс/см2 |
dв |
b |
c1 |
D |
D1 |
d |
п |
Номинальный диаметр болтов или шпилек |
|||
|
Ряд 1 |
Ряд 2 |
Ряд 1 |
Ряд 2 |
||||||||
|
DN 10 |
PN 1 |
15 |
- |
10 |
- |
2 |
75 |
50 |
11 |
4 |
М10 |
|
PN 2,5 |
18 |
12 |
|||||||||
|
PN 6 |
12 |
||||||||||
|
PN 10 |
14 |
90 |
60 |
14 |
М12 |
||||||
|
PN 16 |
14 |
||||||||||
|
PN 25 |
16 |
||||||||||
|
DN 15 |
PN 1 |
19 |
- |
10 |
- |
2 |
80 |
55 |
11 |
4 |
М10 |
|
PN 2,5 |
22 |
12 |
|||||||||
|
PN 6 |
12 |
||||||||||
|
PN 10 |
14 |
95 |
65 |
14 |
М12 |
||||||
|
PN 16 |
14 |
||||||||||
|
PN 20 |
- |
- |
12 |
90 |
60,5 |
16 |
М14 |
||||
|
PN 25 |
19 |
16 |
14 |
95 |
65 |
14 |
М12 |
||||
|
DN 20 |
PN 1 |
26 |
- |
12 |
- |
2 |
90 |
65 |
11 |
4 |
М10 |
|
PN 2,5 |
27,5 |
14 |
|||||||||
|
PN 6 |
14 |
||||||||||
|
PN 10 |
16 |
105 |
75 |
14 |
М12 |
||||||
|
PN 16 |
16 |
||||||||||
|
PN 20 |
- |
28 |
- |
14 |
100 |
70 |
16 |
М14 |
|||
|
PN 25 |
26 |
27,5 |
18 |
16 |
105 |
75 |
14 |
М12 |
|||
|
DN 25 |
PN 1 |
33 |
- |
12 |
- |
3 |
100 |
75 |
11 |
4 |
М10 |
|
PN 2,5 |
34,5 |
14 |
|||||||||
|
PN 6 |
14 |
||||||||||
|
PN 10 |
16 |
115 |
85 |
14 |
М12 |
||||||
|
PN 16 |
18 |
||||||||||
|
PN 20 |
- |
- |
110 |
79,5 |
16 |
М14 |
|||||
|
PN 25 |
33 |
18 |
115 |
85 |
14 |
М12 |
|||||
|
DN 32 |
PN 1 |
39 |
- |
12 |
- |
3 |
120 |
90 |
14 |
4 |
М12 |
|
PN 2,5 |
43,5 |
16 |
|||||||||
|
PN 6 |
15 |
||||||||||
|
PN 10 |
16 |
18 |
135 |
100 |
18 |
М16 |
|||||
|
PN 16 |
18 |
||||||||||
|
PN 20 |
- |
- |
120 |
89 |
16 |
М14 |
|||||
|
PN 25 |
39 |
20 |
135 |
100 |
18 |
М16 |
|||||
|
DN 40 |
PN 1 |
46 |
- |
13 |
- |
3 |
130 |
100 |
14 |
4 |
М12 |
|
PN 2,5 |
49,5 |
16 |
|||||||||
|
PN 6 |
16 |
||||||||||
|
PN 10 PN 16 |
18 |
18 |
145 |
110 |
18 |
М16 |
|||||
|
20 |
|||||||||||
|
PN 20 |
- |
- |
19 |
130 |
98,5 |
16 |
М14 |
||||
|
PN 25 |
46 |
22 |
18 |
145 |
110 |
18 |
М16 |
||||
|
DN 50 |
PN 1 |
59 |
- |
13 |
- |
3 |
140 |
110 |
14 |
4 |
М12 |
|
PN 2,5 |
61,5 |
16 |
|||||||||
|
PN 6 |
16 |
||||||||||
|
PN 10 |
18 |
20 |
160 |
125 |
18 |
М16 |
|||||
|
PN 16 |
22 |
||||||||||
|
PN 20 |
- |
62 |
- |
21 |
150 |
120,5 |
|||||
|
PN 25 |
59 |
61,5 |
24 |
20 |
160 |
125 |
|||||
|
DN 65 |
PN 1 |
78 |
- |
14 |
- |
4 |
160 |
130 |
14 |
4 |
М12 |
|
PN 2,5 |
77,5 |
16 |
|||||||||
|
PN 6 |
16 |
||||||||||
|
PN 10 |
20 |
20 |
180 |
145 |
18 |
8 |
М16 |
||||
|
PN 16 |
24 |
||||||||||
|
PN 20 |
- |
74,5 |
- |
24 |
139,5 |
4 |
|||||
|
PN 25 |
78 |
77,5 |
24 |
22 |
145 |
8 |
|||||
|
DN 80 |
PN 1 |
91 |
- |
14 |
- |
4 |
185 |
150 |
18 |
4 |
М16 |
|
PN 2,5 |
90,5 |
18 |
|||||||||
|
PN 6 |
18 |
||||||||||
|
PN 10 |
20 |
20 |
195 |
160 |
8 |
||||||
|
PN 16 |
24 |
||||||||||
|
PN 20 |
- |
- |
26 |
190 |
152,5 |
4 |
|||||
|
PN 25 |
91 |
26 |
24 |
195 |
160 |
8 |
|||||
|
DN 100 |
PN 1 |
110 116 |
- |
14 |
- |
4 |
205 |
170 |
18 |
4 |
М16 |
|
PN 2,5 |
110 116 |
116 |
18 |
||||||||
|
PN 6 |
100 116 |
18 |
|||||||||
|
PN 10 |
110 116 |
22 |
22 |
215 |
180 |
8 |
|||||
|
PN 16 |
110 116 |
26 |
|||||||||
|
PN 20 |
- |
- |
27 |
230 |
190,5 |
||||||
|
PN 25 |
110 116 |
28 |
26 |
190 |
22 |
М20 |
|||||
|
DN 125 |
PN 1 |
135 142 |
- |
16 |
- |
4 |
235 |
200 |
18 |
8 |
М16 |
|
PN 2,5 |
135 142 |
141,5 |
20 |
||||||||
|
PN 6 |
135 142 |
20 |
|||||||||
|
PN 10 |
135 142 |
24 |
22 |
245 |
210 |
||||||
|
PN 16 |
135 142 |
28 |
|||||||||
|
PN 20 |
- |
143,5 |
- |
28 |
255 |
216 |
22 |
М20 |
|||
|
PN 25 |
135 142 |
141,5 |
30 |
270 |
220 |
26 |
М24 |
||||
|
DN 150 |
PN 1 |
154 161 170 |
- |
16 |
- |
4 |
260 |
225 |
18 |
8 |
М16 |
|
PN 2,5 |
154 161 170 |
170,5 |
20 |
||||||||
|
PN 6 |
154 161 170 |
20 |
|||||||||
|
PN 10 |
154 161 170 |
24 |
24 |
280 |
240 |
22 |
М20 |
||||
|
PN 16 |
154 161 170 |
28 |
|||||||||
|
PN 20 |
- |
- |
31 |
241,5 |
|||||||
|
PN 25 |
154 161 170 |
30 |
30 |
300 |
250 |
26 |
М24 |
||||
|
DN 200 |
PN 1 |
222 |
- |
18 |
- |
4 |
315 |
280 |
18 |
8 |
М16 |
|
PN 2,5 |
221,5 |
22 |
|||||||||
|
PN 6 |
22 |
||||||||||
|
PN 10 |
24 |
24 |
335 |
295 |
22 |
М20 |
|||||
|
PN 16 |
30 |
26 |
12 |
||||||||
|
PN 20 |
- |
- |
34 |
345 |
298,5 |
8 |
|||||
|
PN 25 |
222 |
32 |
32 |
360 |
310 |
26 |
12 |
М24 |
|||
|
DN 250 |
PN 1 |
273 |
- |
21 |
- |
6 |
370 |
335 |
18 |
12 |
М16 |
|
PN 2,5 |
276,5 |
24 |
|||||||||
|
PN 6 |
23 |
||||||||||
|
PN 10 |
26 |
26 |
390 |
350 |
22 |
М20 |
|||||
|
PN 16 |
31 |
28 |
405 |
355 |
26 |
М24 |
|||||
|
PN 20 |
- |
276 |
- |
38 |
362 |
||||||
|
PN 25 |
273 |
276,5 |
34 |
35 |
425 |
370 |
30 |
М27 |
|||
|
DN 300 |
PN 1 |
325 |
- |
22 |
- |
6 |
435 |
395 |
22 |
12 |
М20 |
|
PN 2,5 |
327,5 |
24 |
|||||||||
|
PN 6 |
24 |
||||||||||
|
PN 10 |
28 |
28 |
440 |
400 |
|||||||
|
PN 16 |
32 |
32 |
460 |
410 |
26 |
М24 |
|||||
|
PN 20 |
- |
327 |
- |
42 |
485 |
432 |
|||||
|
PN 25 |
325 |
327,5 |
36 |
38 |
430 |
30 |
16 |
М27 |
|||
|
DN 350 |
PN 1 |
377 |
- |
22 |
- |
7 |
485 |
445 |
22 |
12 |
М20 |
|
PN 2,5 |
359,5 |
26 |
|||||||||
|
PN 6 |
26 |
||||||||||
|
PN 10 |
28 |
30 |
500 |
460 |
16 |
||||||
|
PN 16 |
34 |
35 |
520 |
470 |
26 |
М24 |
|||||
|
PN 20 |
- |
359 |
- |
43 |
535 |
476 |
29,5 |
12 |
М27 |
||
|
PN 25 |
377 |
359,5 |
42 |
42 |
550 |
490 |
33 |
16 |
М30 |
||
|
DN 400 |
PN 1 |
426 |
- |
22 |
- |
7 |
540 |
495 |
22 |
16 |
М20 |
|
PN 2,5 |
411 |
28 |
|||||||||
|
PN 6 |
28 |
||||||||||
|
PN 10 |
30 |
32 |
565 |
515 |
26 |
М24 |
|||||
|
PN 16 |
38 |
38 |
580 |
525 |
30 |
М27 |
|||||
|
PN 20 |
- |
410,5 |
- |
48 |
600 |
540 |
29,5 |
||||
|
PN 25 |
426 |
411 |
44 |
46 |
610 |
550 |
36 |
М33 |
|||
|
DN 450 |
PN 1 |
480 |
- |
24 |
- |
7 |
590 |
550 |
22 |
16 |
М20 |
|
PN 2,5 |
462 |
30 |
|||||||||
|
PN 6 |
28 |
||||||||||
|
PN 10 |
30 |
35 |
615 |
565 |
26 |
20 |
М24 |
||||
|
PN 16 |
42 |
42 |
640 |
585 |
30 |
М27 |
|||||
|
PN 20 |
- |
- |
52 |
635 |
578 |
32,5 |
16 |
М30 |
|||
|
PN 25 |
480 |
48 |
50 |
660 |
600 |
36 |
20 |
М33 |
|||
|
DN 500 |
PN 1 |
530 |
- |
24 |
- |
7 |
640 |
600 |
22 |
20 |
М20 |
|
PN 2,5 |
513,5 |
32 |
|||||||||
|
PN 6 |
29 |
||||||||||
|
PN 10 |
32 |
38 |
670 |
620 |
26 |
М24 |
|||||
|
PN 16 |
48 |
46 |
710 |
650 |
33 |
М30 |
|||||
|
PN 20 |
- |
513 |
- |
56 |
700 |
635 |
32,5 |
||||
|
PN 25 |
530 |
513,5 |
52 |
53 |
730 |
660 |
36 |
М33 |
|||
|
DN 600 |
PN 1 |
630 |
- |
25 |
- |
7 |
755 |
705 |
26 |
20 |
М24 |
|
PN 2,5 |
616,5 |
36 |
|||||||||
|
PN 6 |
30 |
||||||||||
|
PN 10 |
36 |
42 |
780 |
725 |
30 |
М27 |
|||||
|
PN 16 |
50 |
52 |
840 |
770 |
36 |
М33 |
|||||
|
PN 20 |
- |
616 |
- |
62 |
815 |
749,5 |
35,5 |
||||
|
PN 25 |
630 |
616,5 |
54 |
68 |
840 |
770 |
39 |
М36 |
|||
|
DN 700 |
PN 1 |
720 |
- |
26 |
- |
9 |
860 |
810 |
26 |
24 |
М24 |
|
PN 2,5 |
* |
36 |
|||||||||
|
PN 6 |
32 |
40 |
|||||||||
|
PN 10 |
- |
39 |
- |
895 |
840 |
30 |
М27 |
||||
|
PN 16 |
52 |
910 |
36 |
М33 |
|||||||
|
PN 25 |
60 |
960 |
875 |
42 |
М39 |
||||||
|
DN 800 |
PN 1 |
820 |
- |
26 |
- |
9 |
975 |
920 |
30 |
24 |
М27 |
|
PN 2,5 |
* |
38 |
30 |
||||||||
|
PN 6 |
32 |
44 |
|||||||||
|
PN 10 |
- |
42 |
- |
1010 |
950 |
33 |
М30 |
||||
|
PN 16 |
54 |
1020 |
39 |
М36 |
|||||||
|
PN 25 |
68 |
1075 |
990 |
48 |
М45 |
||||||
|
DN 900 |
PN 1 |
920 |
- |
28 |
- |
9 |
1075 |
1020 |
30 |
24 |
М27 |
|
PN 2,5 |
* |
40 |
|||||||||
|
PN 6 |
34 |
48 |
|||||||||
|
PN 10 |
- |
45 |
- |
1110 |
1050 |
33 |
28 |
М30 |
|||
|
PN 16 |
59 |
1120 |
39 |
М36 |
|||||||
|
DN 1000 |
PN 1 |
1020 |
- |
30 |
- |
10 |
1175 |
1120 |
30 |
28 |
М27 |
|
PN 2,5 |
* |
42 |
|||||||||
|
PN 6 |
36 |
52 |
|||||||||
|
PN 10 |
- |
48 |
- |
1220 |
1160 |
36 |
М33 |
||||
|
PN 16 |
63 |
1255 |
1170 |
42 |
М39 |
||||||
|
DN 1200 |
PN 1 |
1220 |
- |
30 |
- |
10 |
1375 |
1320 |
30 |
32 |
М27 |
|
PN 2,5 |
* |
44 |
|||||||||
|
PN 6 |
39 |
60 |
1400 |
1340 |
33 |
М30 |
|||||
|
PN 10 |
1220 |
- |
56 |
- |
1455 |
1380 |
39 |
М36 |
|||
|
PN 16 |
1220 |
76 |
1485 |
1390 |
48 |
М45 |
|||||
|
DN 1400 |
PN 1 |
1420 |
- |
32 |
- |
10 |
1575 |
1520 |
30 |
36 |
М27 |
|
PN 2,5 |
* |
48 |
|||||||||
|
PN 6 |
48 |
68 |
1620 |
1560 |
36 |
М33 |
|||||
|
PN 10 |
- |
65 |
- |
1675 |
1590 |
42 |
М39 |
||||
|
DN 1600 |
PN 1 |
1620 |
- |
32 |
- |
10 |
1785 |
1730 |
30 |
40 |
М27 |
|
PN 2,5 |
* |
51 |
|||||||||
|
PN 6 |
53 |
76 |
1820 |
1760 |
36 |
М33 |
|||||
|
PN 10 |
- |
75 |
- |
1915 |
1820 |
48 |
М45 |
||||
|
DN 1800 |
PN 1 |
1820 |
- |
35 |
- |
10 |
1985 |
1930 |
30 |
44 |
М27 |
|
PN 2,5 |
* |
54 |
|||||||||
|
PN 6 |
- |
- |
84 |
2045 |
1970 |
39 |
М36 |
||||
|
DN 2000 |
PN 1 |
2020 |
- |
35 |
- |
10 |
2190 |
2130 |
30 |
48 |
М27 |
|
PN 2,5 |
* |
58 |
|||||||||
|
PN 6 |
- |
- |
92 |
2265 |
2180 |
42 |
М39 |
||||
|
DN 2200 |
PN 1 |
2220 |
- |
42 |
- |
10 |
2405 |
2340 |
33 |
52 |
М30 |
|
PN 2,5 |
|||||||||||
|
DN 2400 |
PN 1 |
2420 |
- |
47 |
- |
10 |
2605 |
2540 |
33 |
56 |
М30 |
|
PN 2,5 |
|||||||||||
|
* Диаметр расточки задает заказчик. Примечания 1 Ряд 2 соответствует [1]. 2 Размер с1 может уточняться в зависимости от технологии сварки и размера трубы. 3 Фланцы должны изготавливаться с уплотнительными поверхностями исполнений А, В, С, D, E, F, L и М. |
|||||||||||
(Поправка).
6.2 Размеры фланцев стальных свободных на приварном кольце (тип 02) приведены на рисунке 6 и в таблице 5. Ряд 1 предпочтительный.
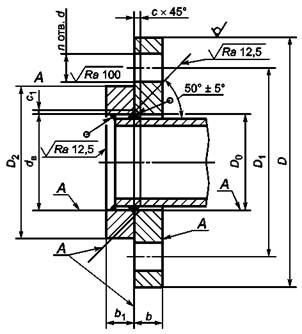
Примечание - Шероховатость поверхностей A Ra £ 25 мкм.
Рисунок 6 - Размеры фланцев стальных свободных на приварном кольце (тип 02) и схема монтажа к трубе
Таблица 5 - Размеры фланцев стальных свободных на приварном кольце, тип 02 (см. рисунок 6)
Размеры в миллиметрах
|
PN, кгс/см2 |
D0 |
D2 |
dв |
b |
b1 |
с |
c1 |
D |
D1 |
d |
п |
Номинальный диаметр болтов или шпилек |
|||||||
|
Ряд 1 |
Ряд 2 |
Ряд 1 |
Ряд 2 |
Ряд 1 |
Ряд 2 |
Ряд 1 |
Ряд 2 |
Ряд 1 |
Ряд 2 |
Ряд 1 |
Ряд 2 |
||||||||
|
DN 10 |
PN 1 |
16 |
- |
35 |
- |
15 |
- |
10 |
- |
8 |
- |
4 |
- |
2 |
75 |
50 |
11 |
4 |
М10 |
|
PN 2,5 |
|||||||||||||||||||
|
PN 6 |
21 |
33 |
18 |
12 |
10 |
3 |
|||||||||||||
|
PN 10 |
42 |
41 |
12 |
14 |
10 |
12 |
90 |
60 |
14 |
М12 |
|||||||||
|
PN 16 |
14 |
12 |
|||||||||||||||||
|
PN 25 |
16 |
14 |
|||||||||||||||||
|
DN 15 |
PN 1 |
20 |
- |
40 |
- |
19 |
- |
10 |
- |
8 |
- |
4 |
- |
2 |
80 |
55 |
11 |
4 |
М10 |
|
PN 2,5 |
|||||||||||||||||||
|
PN 6 |
25 |
38 |
22 |
12 |
10 |
3 |
|||||||||||||
|
PN 10 |
47 |
46 |
12 |
14 |
10 |
12 |
95 |
65 |
14 |
М12 |
|||||||||
|
PN 16 |
14 |
12 |
|||||||||||||||||
|
PN 25 |
16 |
14 |
|||||||||||||||||
|
DN 20 |
PN 1 |
27 |
- |
50 |
- |
26 |
- |
10 |
- |
10 |
- |
4 |
- |
2 |
90 |
65 |
11 |
4 |
М10 |
|
PN 2,5 |
|||||||||||||||||||
|
PN 6 |
31 |
48 |
27,5 |
14 |
10 |
4 |
|||||||||||||
|
PN 10 |
58 |
56 |
14 |
16 |
12 |
14 |
105 |
75 |
14 |
М12 |
|||||||||
|
PN 16 |
16 |
14 |
|||||||||||||||||
|
PN 25 |
18 |
16 |
|||||||||||||||||
|
DN 25 |
PN 1 |
34 |
- |
60 |
- |
33 |
- |
12 |
- |
10 |
- |
5 |
- |
3 |
100 |
75 |
11 |
4 |
М10 |
|
PN 2,5 |
|||||||||||||||||||
|
PN 6 |
38 |
58 |
34,5 |
14 |
10 |
4 |
|||||||||||||
|
PN 10 |
68 |
65 |
14 |
16 |
12 |
14 |
115 |
85 |
14 |
М12 |
|||||||||
|
PN 16 |
16 |
14 |
|||||||||||||||||
|
PN 25 |
18 |
16 |
|||||||||||||||||
|
DN 32 |
PN 1 |
41 |
- |
70 |
- |
39 |
- |
12 |
- |
10 |
- |
5 |
- |
3 |
120 |
90 |
14 |
4 |
М12 |
|
PN 2,5 |
|||||||||||||||||||
|
PN 6 |
46 |
69 |
43,5 |
16 |
10 |
5 |
|||||||||||||
|
PN 10 |
47 |
78 |
65 |
16 |
12 |
14 |
135 |
100 |
18 |
М16 |
|||||||||
|
PN 16 |
76 |
18 |
18 |
16 |
|||||||||||||||
|
PN 25 |
20 |
||||||||||||||||||
|
DN 40 |
PN 1 |
48 |
- |
80 |
- |
46 |
- |
12 |
- |
10 |
- |
5 |
- |
3 |
130 |
100 |
14 |
4 |
М12 |
|
PN 2,5 |
|||||||||||||||||||
|
PN 6 |
53 |
78 |
49,5 |
16 |
10 |
5 |
|||||||||||||
|
PN 10 |
88 |
84 |
18 |
18 |
12 |
14 |
145 |
110 |
18 |
М16 |
|||||||||
|
PN 16 |
20 |
16 |
|||||||||||||||||
|
PN 25 |
22 |
18 |
|||||||||||||||||
|
DN 50 |
PN 1 |
61 |
- |
90 |
- |
59 |
- |
12 |
- |
12 |
- |
5 |
- |
3 |
140 |
110 |
14 |
4 |
М12 |
|
PN 2,5 |
|||||||||||||||||||
|
PN 6 |
65 |
88 |
61,5 |
16 |
12 |
5 |
|||||||||||||
|
PN 10 |
102 |
99 |
18 |
20 |
14 |
16 |
160 |
125 |
18 |
М16 |
|||||||||
|
PN 16 |
20 |
16 |
|||||||||||||||||
|
PN 25 |
22 |
18 |
|||||||||||||||||
|
DN 65 |
PN 1 |
80 |
- |
100 |
- |
78 |
- |
14 |
- |
14 |
- |
6 |
- |
4 |
160 |
130 |
14 |
4 |
М12 |
|
PN 2,5 |
|||||||||||||||||||
|
PN 6 |
81 |
108 |
77,5 |
16 |
12 |
6 |
|||||||||||||
|
PN 10 |
122 |
118 |
20 |
20 |
16 |
16 |
180 |
145 |
18 |
8 |
М16 |
||||||||
|
PN 16 |
22 |
18 |
|||||||||||||||||
|
PN 25 |
24 |
22 |
20 |
||||||||||||||||
|
DN 80 |
PN 1 |
93 |
- |
128 |
- |
91 |
- |
14 |
- |
14 |
- |
6 |
- |
4 |
185 |
150 |
18 |
4 |
М16 |
|
PN 2,5 |
|||||||||||||||||||
|
PN 6 |
94 |
124 |
90,5 |
18 |
12 |
6 |
|||||||||||||
|
PN 10 |
133 |
132 |
22 |
20 |
16 |
16 |
195 |
160 |
8 |
||||||||||
|
PN 16 |
24 |
18 |
|||||||||||||||||
|
PN 25 |
26 |
24 |
20 |
18 |
|||||||||||||||
|
DN 100 |
PN 1 |
112 118 |
- |
148 |
- |
110 116 |
- |
14 |
- |
14 |
- |
6 |
- |
4 |
205 |
170 |
18 |
4 |
М16 |
|
PN 2,5 |
|||||||||||||||||||
|
PN 6 |
112 118 |
120 |
144 |
110 116 |
116 |
18 |
14 |
6 |
|||||||||||
|
PN 10 |
112 118 |
158 |
156 |
110 116 |
24 |
22 |
16 |
18 |
215 |
180 |
8 |
||||||||
|
PN 16 |
112 118 |
110 116 |
26 |
20 |
|||||||||||||||
|
PN 25 |
112 118 |
110 116 |
28 |
26 |
22 |
20 |
230 |
190 |
22 |
М20 |
|||||||||
|
DN 125 |
PN 1 |
138 145 |
- |
178 |
- |
135 142 |
- |
14 |
- |
14 |
- |
6 |
- |
4 |
235 |
200 |
18 |
8 |
М16 |
|
PN 2,5 |
|||||||||||||||||||
|
PN 6 |
138 145 |
145 |
174 |
135 142 |
141,5 |
20 |
14 |
6 |
|||||||||||
|
PN 10 |
138 145 |
184 |
184 |
135 142 |
26 |
22 |
18 |
18 |
245 |
210 |
|||||||||
|
PN 16 |
138 145 |
135 142 |
28 |
20 |
|||||||||||||||
|
PN 25 |
138 145 |
135 142 |
30 |
28 |
24 |
22 |
270 |
220 |
26 |
М24 |
|||||||||
|
DN 150 |
PN 1 |
157 164 173 |
- |
202 |
- |
154 161 170 |
- |
16 |
- |
16 |
- |
6 |
- |
4 |
260 |
225 |
18 |
8 |
М16 |
|
PN 2,5 |
|||||||||||||||||||
|
PN 6 |
157 164 173 |
174 |
199 |
154 161 170 |
170,5 |
20 |
14 |
6 |
|||||||||||
|
PN 10 |
157 164 173 |
212 |
211 |
154 161 170 |
26 |
24 |
18 |
20 |
280 |
240 |
22 |
М20 |
|||||||
|
PN 16 |
157 164 173 |
154 161 170 |
28 |
22 |
20 |
||||||||||||||
|
PN 25 |
157 164 173 |
154 161 170 |
30 |
30 |
24 |
24 |
300 |
250 |
26 |
М24 |
|||||||||
|
DN 200 |
PN 1 |
225 |
- |
258 |
- |
222 |
- |
18 |
- |
18 |
- |
8 |
- |
4 |
315 |
280 |
18 |
8 |
М16 |
|
PN 2,5 |
|||||||||||||||||||
|
PN 6 |
226 |
254 |
221,5 |
22 |
16 |
6 |
|||||||||||||
|
PN 10 |
268 |
266 |
26 |
24 |
20 |
20 |
335 |
295 |
22 |
М20 |
|||||||||
|
PN 16 |
28 |
26 |
22 |
12 |
|||||||||||||||
|
PN 25 |
278 |
274 |
30 |
32 |
24 |
26 |
360 |
310 |
26 |
М24 |
|||||||||
|
DN 250 |
PN 1 |
279 |
- |
312 |
- |
273 |
- |
20 |
- |
18 |
- |
11 |
- |
6 |
370 |
335 |
18 |
12 |
М16 |
|
PN 2,5 |
|||||||||||||||||||
|
PN 6 |
281 |
309 |
276,5 |
24 |
18 |
8 |
|||||||||||||
|
PN 10 |
320 |
319 |
28 |
26 |
22 |
22 |
390 |
350 |
22 |
М20 |
|||||||||
|
PN 16 |
30 |
28 |
24 |
405 |
355 |
26 |
М24 |
||||||||||||
|
PN 25 |
335 |
330 |
32 |
35 |
26 |
26 |
425 |
370 |
30 |
М27 |
|||||||||
|
DN 300 |
PN 1 |
331 |
- |
365 |
- |
325 |
- |
24 |
- |
20 |
- |
11 |
- |
6 |
435 |
395 |
22 |
12 |
М20 |
|
PN 2,5 |
|||||||||||||||||||
|
PN 6 |
333 |
365 |
363 |
327,5 |
24 |
18 |
8 |
||||||||||||
|
PN 10 |
370 |
370 |
30 |
28 |
22 |
22 |
440 |
400 |
|||||||||||
|
PN 16 |
32 |
32 |
24 |
24 |
460 |
410 |
26 |
М24 |
|||||||||||
|
PN 25 |
390 |
389 |
34 |
38 |
26 |
28 |
485 |
430 |
30 |
16 |
М27 |
||||||||
|
DN 350 |
PN 1 |
383 |
- |
415 |
- |
377 |
- |
28 |
- |
20 |
- |
12 |
- |
7 |
485 |
445 |
22 |
12 |
М20 |
|
PN 2,5 |
|||||||||||||||||||
|
PN 6 |
365 |
413 |
359,5 |
26 |
18 |
8 |
|||||||||||||
|
PN 10 |
430 |
429 |
359,0 |
32 |
30 |
24 |
22 |
500 |
460 |
16 |
|||||||||
|
PN 16 |
34 |
35 |
26 |
26 |
520 |
470 |
26 |
М24 |
|||||||||||
|
PN 25 |
450 |
448 |
359,5 |
38 |
42 |
28 |
32 |
550 |
490 |
33 |
М30 |
||||||||
|
DN 400 |
PN 1 |
433 |
- |
465 |
- |
426 |
- |
32 |
- |
24 |
- |
12 |
- |
7 |
540 |
495 |
22 |
16 |
М20 |
|
PN 2,5 |
|||||||||||||||||||
|
PN 6 |
410 |
463 |
411 |
28 |
20 |
8 |
|||||||||||||
|
PN 10 |
416 |
482 |
480 |
34 |
32 |
26 |
24 |
565 |
515 |
26 |
М24 |
||||||||
|
PN 16 |
36 |
38 |
28 |
28 |
580 |
525 |
30 |
М27 |
|||||||||||
|
PN 25 |
505 |
503 |
42 |
46 |
30 |
34 |
610 |
550 |
36 |
М33 |
|||||||||
|
DN 450 |
PN 1 |
487 |
- |
520 |
- |
480 |
- |
34 |
- |
24 |
- |
12 |
- |
7 |
590 |
550 |
22 |
16 |
М20 |
|
PN 2,5 |
|||||||||||||||||||
|
PN 6 |
467 |
518 |
462 |
30 |
20 |
8 |
|||||||||||||
|
PN 10 |
532 |
530 |
35 |
26 |
24 |
615 |
565 |
26 |
20 |
М24 |
|||||||||
|
PN 16 |
548 |
38 |
42 |
28 |
30 |
640 |
585 |
30 |
М27 |
||||||||||
|
PN 25 |
555 |
45 |
50 |
30 |
36 |
660 |
600 |
36 |
М33 |
||||||||||
|
DN 500 |
PN 1 |
537 |
- |
570 |
- |
530 |
- |
38 |
- |
26 |
- |
12 |
- |
7 |
640 |
600 |
22 |
20 |
М20 |
|
PN 2,5 |
|||||||||||||||||||
|
PN 6 |
519 |
568 |
513,5 |
32 |
22 |
8 |
|||||||||||||
|
PN 10 |
510 |
585 |
582 |
38 |
28 |
26 |
670 |
620 |
26 |
М24 |
|||||||||
|
PN 16 |
609 |
42 |
46 |
30 |
32 |
710 |
650 |
33 |
М30 |
||||||||||
|
PN 25 |
519 |
615 |
50 |
56 |
32 |
38 |
730 |
660 |
36 |
М33 |
|||||||||
|
DN 600 |
PN 6 |
- |
622 |
- |
667 |
- |
616,5 |
- |
36 |
- |
22 |
- |
8 |
7 |
755 |
705 |
26 |
20 |
М24 |
|
PN 10 |
682 |
42 |
26 |
780 |
725 |
30 |
М27 |
||||||||||||
|
PN 16 |
720 |
52 |
32 |
840 |
770 |
36 |
М33 |
||||||||||||
|
PN 25 |
68 |
40 |
39 |
М36 |
|||||||||||||||
|
Примечания 1 Ряд 2 соответствует [1]. 2 Размер с1 может уточняться в зависимости от технологии сварки и размера трубы. 3 Кольца должны изготавливаться с уплотнительными поверхностями исполнений А, В, С, D, E, F, L и М. |
|||||||||||||||||||
6.3 Размеры стальных свободных фланцев на отбортовке (тип 03) и на хомуте под приварку (тип 04) приведены на рисунке 7 и в таблице 6.
|
Тип 03 |
Тип 04 |
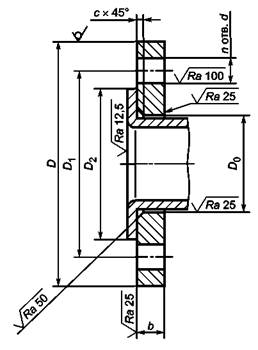
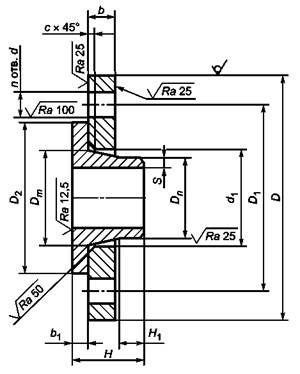
Рисунок 7 - Размеры стальных свободных фланцев (типы 03 и 04) и схема монтажа к трубе
Таблица 6 - Размеры стальных свободных фланцев на отбортовке и на хомуте под приварку, типы 03 и 04 (см. рисунок 7)
Размеры в миллиметрах
|
PN, кгс/см2 |
D |
D0 |
D1 |
D2 |
Dm |
Dn |
d |
d1 |
b |
b1 |
с |
H |
H1 |
n |
S |
Номинальный диаметр болтов или шпилек |
|
|
DN 10 |
PN 6 |
75 |
21 |
50 |
33 |
- |
- |
11 |
- |
12 |
- |
3 |
- |
- |
4 |
- |
М10 |
|
PN 10 |
90 |
60 |
41 |
28 |
17,2 |
14 |
31 |
14 |
12 |
35 |
6 |
2,3 |
М12 |
||||
|
PN 16 |
|||||||||||||||||
|
PN 25 |
|||||||||||||||||
|
DN 15 |
PN 6 |
80 |
25 |
55 |
38 |
- |
- |
11 |
- |
12 |
- |
3 |
- |
- |
4 |
- |
М10 |
|
PN 10 |
95 |
65 |
46 |
32 |
21,3 |
14 |
35 |
14 |
12 |
38 |
6 |
3,2 |
М12 |
||||
|
PN 16 |
|||||||||||||||||
|
PN 25 |
|||||||||||||||||
|
DN 20 |
PN 6 |
90 |
31 |
65 |
48 |
- |
- |
11 |
- |
14 |
- |
4 |
- |
- |
4 |
- |
М10 |
|
PN 10 |
105 |
75 |
56 |
40 |
26,9 |
14 |
42 |
16 |
14 |
40 |
6 |
3,2 |
М12 |
||||
|
PN 16 |
|||||||||||||||||
|
PN 25 |
|||||||||||||||||
|
DN 25 |
PN 6 |
100 |
38 |
75 |
58 |
- |
- |
11 |
- |
14 |
- |
4 |
- |
- |
4 |
- |
М10 |
|
PN 10 |
115 |
85 |
65 |
46 |
33,7 |
14 |
49 |
16 |
14 |
40 |
6 |
3,2 |
М12 |
||||
|
PN 16 |
|||||||||||||||||
|
PN 25 |
|||||||||||||||||
|
DN 32 |
PN 6 |
120 |
46 |
90 |
69 |
- |
- |
14 |
- |
16 |
- |
5 |
- |
- |
4 |
- |
М12 |
|
PN 10 |
135 |
47 |
100 |
76 |
56 |
42,4 |
18 |
59 |
18 |
14 |
42 |
6 |
3,6 |
М16 |
|||
|
PN 16 |
|||||||||||||||||
|
PN 25 |
|||||||||||||||||
|
DN 40 |
PN 6 |
130 |
53 |
100 |
78 |
- |
- |
14 |
- |
16 |
- |
5 |
- |
- |
4 |
- |
М12 |
|
PN 10 |
145 |
110 |
84 |
64 |
48,3 |
18 |
67 |
18 |
14 |
45 |
7 |
3,6 |
М16 |
||||
|
PN 16 |
|||||||||||||||||
|
PN 25 |
|||||||||||||||||
|
DN 50 |
PN 6 |
140 |
65 |
110 |
88 |
- |
- |
14 |
- |
16 |
- |
5 |
- |
- |
4 |
- |
М12 |
|
PN 10 |
160 |
125 |
99 |
74 |
60,3 |
18 |
77 |
20 |
16 |
48 |
8 |
4 |
М16 |
||||
|
PN 16 |
|||||||||||||||||
|
PN 25 |
|||||||||||||||||
|
DN 65 |
PN 6 |
160 |
81 |
130 |
108 |
- |
- |
14 |
- |
16 |
- |
6 |
- |
- |
4 |
- |
М16 |
|
PN 10 |
189 |
145 |
118 |
92 |
76,1 |
18 |
96 |
20 |
16 |
45 |
10 |
8 |
2,9 |
||||
|
PN 16 |
|||||||||||||||||
|
PN 25 |
22 |
52 |
5,0 |
||||||||||||||
|
DN 80 |
PN 6 |
185 |
94 |
150 |
124 |
- |
- |
18 |
- |
18 |
- |
6 |
- |
- |
4 |
- |
М16 |
|
PN 10 |
195 |
160 |
132 |
110 |
88,9 |
114 |
20 |
16 |
50 |
10 |
8 |
3,2 |
|||||
|
PN 16 |
|||||||||||||||||
|
PN 25 |
24 |
18 |
58 |
12 |
5,6 |
||||||||||||
|
DN 100 |
PN 6 |
205 |
120 |
170 |
144 |
- |
- |
18 |
- |
18 |
- |
6 |
- |
- |
8 |
- |
М16 |
|
PN 10 |
215 |
180 |
156 |
130 |
114,3 |
134 |
22 |
18 |
52 |
12 |
3,6 |
||||||
|
PN 16 |
|||||||||||||||||
|
PN 25 |
230 |
190 |
134 |
22 |
138 |
26 |
20 |
65 |
6,3 |
М20 |
|||||||
|
DN 125 |
PN 6 |
235 |
145 |
200 |
174 |
- |
- |
18 |
- |
20 |
- |
6 |
- |
- |
8 |
- |
М16 |
|
PN 10 |
245 |
210 |
184 |
158 |
139,7 |
162 |
22 |
18 |
55 |
12 |
4,0 |
||||||
|
PN 16 |
|||||||||||||||||
|
PN 25 |
270 |
220 |
162 |
26 |
166 |
28 |
22 |
68 |
6,3 |
М24 |
|||||||
|
DN 150 |
PN 6 |
260 |
174 |
225 |
199 |
- |
- |
18 |
- |
20 |
- |
6 |
- |
- |
8 |
- |
М16 |
|
PN 10 |
285 |
240 |
211 |
184 |
168,3 |
22 |
188 |
24 |
20 |
55 |
12 |
4,5 |
М20 |
||||
|
PN 16 |
|||||||||||||||||
|
PN 25 |
300 |
250 |
190 |
26 |
194 |
30 |
24 |
75 |
7,1 |
М24 |
|||||||
|
DN 200 |
PN 6 |
315 |
226 |
280 |
254 |
- |
- |
18 |
- |
22 |
- |
6 |
- |
- |
8 |
- |
М16 |
|
PN 10 |
335 |
295 |
266 |
234 |
219,1 |
22 |
240 |
24 |
20 |
62 |
16 |
6,3 |
М20 |
||||
|
PN 16 |
26 |
12 |
|||||||||||||||
|
PN 25 |
360 |
310 |
274 |
244 |
26 |
250 |
32 |
26 |
80 |
М24 |
|||||||
|
DN 250 |
PN 6 |
370 |
281 |
335 |
309 |
- |
- |
18 |
- |
24 |
- |
8 |
- |
- |
12 |
- |
М16 |
|
PN 10 |
390 |
350 |
319 |
288 |
273 |
22 |
294 |
26 |
22 |
68 |
16 |
6,3 |
М20 |
||||
|
PN 16 |
405 |
355 |
26 |
28 |
70 |
М24 |
|||||||||||
|
PN 25 |
425 |
370 |
330 |
296 |
30 |
302 |
35 |
26 |
88 |
18 |
М27 |
||||||
|
DN 300 |
PN 6 |
435 |
333 |
395 |
363 |
- |
- |
22 |
- |
24 |
- |
8 |
- |
- |
12 |
- |
М20 |
|
PN 10 |
440 |
400 |
370 |
342 |
323,9 |
348 |
28 |
22 |
68 |
16 |
7,1 |
||||||
|
PN 16 |
460 |
410 |
26 |
32 |
24 |
78 |
М24 |
||||||||||
|
PN 25 |
485 |
430 |
389 |
350 |
30 |
356 |
38 |
28 |
92 |
18 |
16 |
М27 |
|||||
|
DN 350 |
PN 6 |
485 |
365 |
445 |
413 |
- |
- |
22 |
- |
26 |
- |
8 |
- |
- |
12 |
- |
М20 |
|
PN 10 |
500 |
460 |
429 |
390 |
355,6 |
400 |
30 |
22 |
68 |
16 |
16 |
8 |
|||||
|
PN 16 |
520 |
470 |
26 |
35 |
26 |
82 |
М24 |
||||||||||
|
PN 25 |
550 |
490 |
445 |
398 |
33 |
408 |
42 |
32 |
100 |
20 |
М30 |
||||||
|
DN 400 |
PN 6 |
540 |
410 |
495 |
463 |
- |
- |
22 |
- |
28 |
- |
8 |
- |
- |
16 |
- |
М20 |
|
PN 10 |
565 |
416 |
515 |
480 |
440 |
406,4 |
26 |
450 |
32 |
24 |
72 |
16 |
8,8 |
М24 |
|||
|
PN 16 |
580 |
535 |
444 |
30 |
454 |
38 |
28 |
85 |
М27 |
||||||||
|
PN 25 |
610 |
550 |
503 |
452 |
36 |
462 |
46 |
34 |
110 |
20 |
М33 |
||||||
|
DN 450 |
PN 6 |
590 |
467 |
550 |
518 |
- |
- |
22 |
- |
30 |
- |
8 |
- |
- |
16 |
- |
М20 |
|
PN 10 |
615 |
565 |
530 |
488 |
457 |
26 |
498 |
35 |
24 |
72 |
16 |
20 |
10 |
М24 |
|||
|
PN 16 |
640 |
585 |
548 |
490 |
30 |
500 |
42 |
30 |
87 |
М27 |
|||||||
|
PN 25 |
660 |
600 |
500 |
36 |
510 |
50 |
36 |
110 |
20 |
М33 |
|||||||
|
DN 500 |
PN 6 |
640 |
519 |
600 |
568 |
- |
- |
22 |
- |
32 |
- |
8 |
- |
- |
20 |
- |
М20 |
|
PN 10 |
670 |
620 |
582 |
540 |
508 |
26 |
550 |
38 |
26 |
75 |
16 |
11 |
М24 |
||||
|
PN 16 |
710 |
510 |
650 |
609 |
546 |
33 |
556 |
46 |
32 |
90 |
М30 |
||||||
|
PN 25 |
730 |
519 |
660 |
558 |
36 |
568 |
56 |
38 |
125 |
20 |
М33 |
||||||
|
DN 600 |
PN 6 |
755 |
622 |
705 |
667 |
- |
- |
26 |
- |
36 |
- |
8 |
- |
- |
20 |
- |
М24 |
|
PN 10 |
780 |
725 |
682 |
640 |
610 |
30 |
650 |
42 |
26 |
80 |
18 |
12,5 |
М27 |
||||
|
PN 16 |
840 |
770 |
720 |
650 |
36 |
660 |
52 |
32 |
95 |
16 |
М33 |
||||||
|
PN 25 |
660 |
39 |
670 |
68 |
40 |
125 |
20 |
М36 |
6.4 Размеры стальных фланцев приварных встык (тип 11) приведены на рисунке 8 и в таблице 7. Ряд 1 предпочтительный.
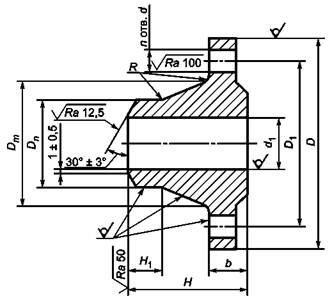
Примечания
1 Разделка кромки под сварку для ряда 2 приведена на рисунке 13.
2 Радиусы R - по КД.
Рисунок 8 - Размеры стальных фланцев приварных встык (тип 11)
Таблица 7 - Размеры стальных фланцев приварных встык, тип 11 (см. рисунок 8)
Размеры в миллиметрах
|
PN, кгс/см2 |
Dm |
Dn |
d1 |
b |
Н |
H1 |
D |
D1 |
d |
п |
Номинальный диаметр болтов или шпилек |
|||||||
|
Ряд 1 |
Ряд 2 |
Ряд 1 |
Ряд 2 |
Ряд 1 |
Ряд 2 |
Ряд 1 |
Ряд 2 |
Ряд 1 |
Ряд 2 |
|||||||||
|
DN 10 |
PN 1 |
22 |
- |
15 |
- |
8 |
- |
10 |
- |
25 |
- |
5 |
75 |
50 |
11 |
4 |
М10 |
|
|
PN 2,5 |
26 |
17,2 |
14 |
12 |
28 |
|||||||||||||
|
PN 6 |
12 |
29 |
||||||||||||||||
|
PN 10 |
25 |
28 |
12,6 |
14 |
35 |
35 |
90 |
60 |
14 |
М12 |
||||||||
|
PN 16 |
26 |
14 |
||||||||||||||||
|
PN 25 |
16 |
|||||||||||||||||
|
PN 40 |
||||||||||||||||||
|
PN 63 |
34 |
- |
- |
- |
18 |
- |
48 |
- |
100 |
70 |
||||||||
|
PN 100 |
45 |
|||||||||||||||||
|
DN 15 |
PN 1 |
28 |
- |
19 |
- |
12 |
- |
10 |
- |
28 |
- |
6 |
80 |
55 |
11 |
4 |
М10 |
|
|
PN 2,5 |
30 |
21,3 |
17,7 |
12 |
30 |
|||||||||||||
|
PN 6 |
12 |
30 |
||||||||||||||||
|
PN 10 |
30 |
32 |
14,9 |
14 |
35 |
38 |
95 |
65 |
14 |
М12 |
||||||||
|
PN 16 |
14 |
|||||||||||||||||
|
PN 20 |
- |
30 |
- |
21,5 |
- |
16 |
- |
11,5 |
- |
48 |
90 |
60,5 |
16 |
М14 |
||||
|
PN 25 |
30 |
32 |
19 |
21,3 |
12 |
14,9 |
16 |
14 |
35 |
38 |
95 |
65 |
14 |
М12 |
||||
|
PN 40 |
||||||||||||||||||
|
PN 50 |
- |
38 |
- |
21,5 |
- |
16 |
- |
14,5 |
- |
52 |
66,5 |
16 |
М14 |
|||||
|
PN 63 |
38 |
- |
19 |
- |
12 |
- |
18 |
- |
48 |
- |
105 |
75 |
14 |
М12 |
||||
|
PN 100 |
20 |
|||||||||||||||||
|
PN 110 |
- |
38 |
- |
21,5 |
- |
* |
- |
21,5 |
- |
52 |
95 |
66,5 |
16 |
М14 |
||||
|
PN 150 |
29,5 |
60 |
120 |
82,5 |
22 |
М20 |
||||||||||||
|
PN 160 |
38 |
- |
19 |
- |
12 |
- |
20 |
- |
52 |
- |
105 |
75 |
14 |
М12 |
||||
|
PN 200 |
40 |
23 |
14 |
26 |
54 |
120 |
82 |
22 |
М20 |
|||||||||
|
DN 20 |
PN 1 |
36 |
- |
26 |
- |
18 |
- |
10 |
- |
30 |
- |
6 |
90 |
65 |
11 |
4 |
М10 |
|
|
PN 2,5 |
38 |
26,9 |
23,5 |
14 |
32 |
|||||||||||||
|
PN 6 |
12 |
32 |
||||||||||||||||
|
PN 10 |
38 |
40 |
20,5 |
14 |
16 |
38 |
40 |
105 |
75 |
14 |
М12 |
|||||||
|
PN 16 |
||||||||||||||||||
|
PN 20 |
- |
38 |
- |
26,5 |
- |
21 |
- |
13 |
- |
52 |
100 |
70 |
16 |
М14 |
||||
|
PN 25 |
38 |
40 |
26 |
26,9 |
18 |
20,5 |
16 |
16 |
36 |
40 |
105 |
75 |
14 |
М12 |
||||
|
PN 40 |
||||||||||||||||||
|
PN 50 |
- |
48 |
- |
26,5 |
- |
21 |
- |
- |
57 |
120 |
82,5 |
18 |
М16 |
|||||
|
PN 63 |
48 |
- |
26 |
- |
18 |
- |
20 |
- |
56 |
- |
125 |
90 |
||||||
|
PN 100 |
22 |
53 |
||||||||||||||||
|
PN 110 |
- |
48 |
- |
26,5 |
- |
* |
- |
23 |
- |
57 |
120 |
82,5 |
||||||
|
PN 150 |
44 |
32,5 |
70 |
130 |
89 |
22 |
М20 |
|||||||||||
|
PN 160 |
48 |
- |
26 |
- |
18 |
- |
22 |
- |
58 |
- |
125 |
90 |
18 |
М16 |
||||
|
PN 200 |
46 |
29 |
19 |
28 |
57 |
130 |
22 |
М20 |
||||||||||
|
DN 25 |
PN 1 |
42 |
- |
33 |
- |
25 |
- |
10 |
- |
30 |
- |
6 |
100 |
75 |
11 |
4 |
М10 |
|
|
PN 2,5 |
42 |
33,7 |
29,7 |
14 |
35 |
|||||||||||||
|
PN 6 |
14 |
32 |
||||||||||||||||
|
PN 10 |
45 |
46 |
27,3 |
16 |
40 |
40 |
115 |
85 |
14 |
М12 |
||||||||
|
PN 16 |
||||||||||||||||||
|
PN 20 |
- |
49 |
- |
33,5 |
- |
26,5 |
- |
14,5 |
- |
56 |
110 |
79,5 |
16 |
М14 |
||||
|
PN 25 |
45 |
46 |
33 |
33,7 |
25 |
27,3 |
16 |
16 |
38 |
40 |
115 |
85 |
14 |
М12 |
||||
|
PN 40 |
||||||||||||||||||
|
PN 50 |
- |
54 |
- |
33,5 |
- |
26,5 |
- |
17,5 |
- |
62 |
125 |
89 |
18 |
М16 |
||||
|
PN 63 |
52 |
- |
33 |
- |
25 |
- |
22 |
- |
58 |
- |
135 |
100 |
||||||
|
PN 100 |
24 |
|||||||||||||||||
|
PN 110 |
- |
54 |
- |
36,5 |
- |
* |
- |
24,5 |
- |
62 |
125 |
89 |
||||||
|
PN 150 |
52 |
33,5 |
36 |
73 |
150 |
101,5 |
26 |
М24 |
||||||||||
|
PN 160 |
52 |
- |
33 |
- |
25 |
- |
24 |
- |
58 |
- |
135 |
100 |
18 |
М16 |
||||
|
PN 200 |
54 |
36 |
28 |
62 |
150 |
102 |
26 |
М24 |
||||||||||
|
DN 32 |
PN 1 |
50 |
- |
39 |
- |
31 |
- |
10 |
- |
30 |
- |
7 |
120 |
90 |
14 |
4 |
М12 |
|
|
PN 2,5 |
55 |
42,4 |
37,8 |
16 |
35 |
|||||||||||||
|
PN 6 |
14 |
35 |
||||||||||||||||
|
PN 10 |
55 |
56 |
35,2 |
15 |
18 |
42 |
42 |
135 |
100 |
18 |
М16 |
|||||||
|
PN 16 |
||||||||||||||||||
|
PN 20 |
- |
59 |
- |
42 |
- |
35 |
- |
16 |
- |
57 |
120 |
89 |
16 |
М14 |
||||
|
PN 25 |
56 |
56 |
39 |
42,4 |
31 |
35,2 |
18 |
18 |
45 |
42 |
135 |
100 |
18 |
М16 |
||||
|
PN 40 |
||||||||||||||||||
|
PN 50 |
- |
64 |
- |
42 |
- |
35 |
- |
19,5 |
- |
65 |
98,5 |
|||||||
|
PN 63 |
64 |
- |
39 |
- |
31 |
- |
23 |
- |
62 |
- |
150 |
110 |
22 |
М20 |
||||
|
PN 100 |
24 |
|||||||||||||||||
|
PN 110 |
- |
64 |
- |
42 |
- |
* |
- |
28 |
- |
67 |
135 |
98,5 |
18 |
М16 |
||||
|
PN 150 |
36 |
73 |
160 |
111 |
26 |
М24 |
||||||||||||
|
PN 160 |
64 |
- |
39 |
- |
31 |
- |
24 |
- |
67 |
- |
150 |
110 |
22 |
М20 |
||||
|
PN 200 |
43 |
30 |
160 |
115 |
26 |
М24 |
||||||||||||
|
DN 40 |
PN 1 |
60 |
- |
46 |
- |
38 |
- |
12 |
- |
36 |
- |
7 |
130 |
100 |
14 |
4 |
М12 |
|
|
PN 2,5 |
62 |
48,3 |
43,7 |
16 |
38 |
|||||||||||||
|
PN 6 |
15 |
38 |
||||||||||||||||
|
PN 10 |
62 |
64 |
41,1 |
16 |
18 |
45 |
45 |
145 |
110 |
18 |
М16 |
|||||||
|
PN 16 |
64 |
|||||||||||||||||
|
PN 20 |
- |
65 |
- |
48,5 |
- |
41 |
- |
17,5 |
- |
62 |
130 |
98,5 |
16 |
М14 |
||||
|
PN 25 |
64 |
64 |
46 |
48,3 |
38 |
41,1 |
19 |
18 |
48 |
45 |
145 |
110 |
18 |
М16 |
||||
|
PN 40 |
||||||||||||||||||
|
PN 50 |
- |
70 |
- |
48,5 |
- |
41 |
- |
21 |
- |
68 |
155 |
114,5 |
22 |
М20 |
||||
|
PN 63 |
74 |
- |
46 |
- |
37 |
- |
24 |
- |
68 |
- |
165 |
125 |
||||||
|
PN 100 |
76 |
26 |
70 |
|||||||||||||||
|
PN 110 |
- |
70 |
- |
48,5 |
- |
* |
- |
29,5 |
- |
70 |
155 |
114,5 |
||||||
|
PN 150 |
39 |
83 |
180 |
124 |
29,5 |
М27 |
||||||||||||
|
PN 160 |
76 |
- |
46 |
- |
37 |
- |
28 |
- |
75 |
- |
165 |
125 |
22 |
М20 |
||||
|
PN 200 |
74 |
49 |
36 |
31 |
170 |
124 |
26 |
М24 |
||||||||||
|
DN 50 |
PN 1 |
70 |
- |
58 |
- |
49 |
- |
12 |
- |
36 |
- |
8 |
140 |
110 |
14 |
4 |
М12 |
|
|
PN 2,5 |
74 |
60,3 |
55,7 |
16 |
38 |
|||||||||||||
|
PN 6 |
15 |
38 |
||||||||||||||||
|
PN 10 |
76 |
52,3 |
16 |
20 |
45 |
48 |
160 |
125 |
18 |
М16 |
||||||||
|
PN 16 |
48 |
|||||||||||||||||
|
PN 20 |
- |
78 |
- |
60,5 |
- |
52,5 |
- |
19,5 |
- |
64 |
150 |
120,5 |
||||||
|
PN 25 |
76 |
74 |
58 |
60,3 |
49 |
52,3 |
20 |
20 |
48 |
48 |
160 |
125 |
||||||
|
PN 40 |
48 |
|||||||||||||||||
|
PN 50 |
- |
84 |
- |
60,5 |
- |
52,5 |
- |
22,5 |
- |
70 |
165 |
127 |
8 |
|||||
|
PN 63 |
86 |
- |
58 |
- |
47 |
- |
26 |
- |
70 |
- |
175 |
135 |
22 |
4 |
М20 |
|||
|
PN 100 |
45 |
28 |
71 |
195 |
145 |
26 |
М24 |
|||||||||||
|
PN 110 |
- |
84 |
- |
60,5 |
- |
* |
- |
32,5 |
- |
73 |
165 |
127 |
18 |
8 |
М16 |
|||
|
PN 150 |
105 |
45,5 |
102 |
215 |
165 |
26 |
М24 |
|||||||||||
|
PN 160 |
86 |
- |
58 |
- |
45 |
- |
30 |
- |
78 |
- |
10 |
195 |
145 |
4 |
||||
|
PN 200 |
105 |
61 |
46 |
40 |
98 |
210 |
160 |
8 |
||||||||||
|
DN 65 |
PN 1 |
88 |
- |
77 |
- |
66 |
- |
12 |
- |
36 |
- |
9 |
160 |
130 |
14 |
4 |
М12 |
|
|
PN 2,5 |
88 |
76,1 |
70,9 |
16 |
38 |
|||||||||||||
|
PN 6 |
15 |
38 |
||||||||||||||||
|
PN 10 |
94 |
92 |
70,3 |
18 |
20 |
48 |
45 |
10 |
180 |
145 |
18 |
8 |
М16 |
|||||
|
PN 16 |
50 |
|||||||||||||||||
|
PN 20 |
- |
90 |
- |
73 |
- |
62,5 |
- |
22,5 |
- |
70 |
139,5 |
4 |
||||||
|
PN 25 |
96 |
92 |
77 |
76,1 |
66 |
66,1 |
22 |
22 |
53 |
52 |
145 |
8 |
||||||
|
PN 40 |
||||||||||||||||||
|
PN 50 |
- |
100 |
- |
73 |
- |
62,5 |
- |
25,5 |
- |
76 |
190 |
149 |
22 |
М20 |
||||
|
PN 63 |
106 |
- |
77 |
- |
64 |
- |
28 |
- |
75 |
- |
200 |
160 |
||||||
|
PN 100 |
110 |
62 |
32 |
83 |
220 |
170 |
26 |
М24 |
||||||||||
|
PN 110 |
- |
100 |
- |
73 |
- |
* |
- |
36 |
- |
79 |
190 |
149,5 |
22 |
М20 |
||||
|
PN 150 |
124 |
48,5 |
105 |
245 |
190,5 |
29,5 |
М27 |
|||||||||||
|
PN 160 |
110 |
- |
77 |
- |
62 |
- |
34 |
- |
88 |
- |
220 |
170 |
26 |
М24 |
||||
|
PN 200 |
138 |
90 |
68 |
48 |
121 |
260 |
203 |
30 |
М27 |
|||||||||
|
DN 80 |
PN 1 |
102 |
- |
90 |
- |
78 |
- |
14 |
- |
38 |
- |
10 |
185 |
150 |
18 |
4 |
М16 |
|
|
PN 2,5 |
102 |
88,9 |
83,1 |
18 |
42 |
|||||||||||||
|
PN 6 |
16 |
40 |
||||||||||||||||
|
PN 10 |
105 |
110 |
82,5 |
18 |
20 |
50 |
50 |
195 |
160 |
8 |
||||||||
|
PN 16 |
110 |
20 |
53 |
|||||||||||||||
|
PN 20 |
- |
108 |
- |
89 |
- |
78 |
- |
24 |
- |
70 |
12 |
190 |
152,5 |
4 |
||||
|
PN 25 |
110 |
110 |
90 |
88,9 |
78 |
77,7 |
22 |
55 |
58 |
195 |
160 |
8 |
||||||
|
PN 40 |
112 |
24 |
58 |
|||||||||||||||
|
PN 50 |
- |
118 |
- |
89 |
- |
78 |
- |
29 |
- |
79 |
210 |
168,5 |
22 |
М20 |
||||
|
PN 63 |
120 |
- |
90 |
- |
77 |
- |
30 |
- |
75 |
- |
170 |
|||||||
|
PN 100 |
124 |
75 |
34 |
90 |
230 |
180 |
26 |
М24 |
||||||||||
|
PN 110 |
- |
117 |
- |
89 |
- |
* |
- |
39 |
- |
83 |
210 |
168,5 |
22 |
М20 |
||||
|
PN 150 |
127 |
45,5 |
102 |
240 |
190,5 |
26 |
М24 |
|||||||||||
|
PN 160 |
124 |
- |
90 |
- |
75 |
- |
36 |
- |
93 |
- |
230 |
180 |
||||||
|
PN 200 |
162 |
110 |
80 |
54 |
135 |
290 |
230 |
33 |
М30 |
|||||||||
|
DN 100 |
PN 1 |
122 |
- |
110 |
- |
96 |
- |
14 |
- |
40 |
- |
10 |
205 |
170 |
18 |
4 |
М16 |
|
|
PN 2,5 |
130 |
114,3 |
107,9 |
18 |
45 |
|||||||||||||
|
PN 6 |
16 |
41 |
||||||||||||||||
|
PN 10 |
128 |
107,1 |
20 |
22 |
51 |
52 |
215 |
180 |
8 |
|||||||||
|
PN 16 |
130 |
53 |
||||||||||||||||
|
PN 20 |
- |
135 |
- |
114,5 |
- |
102,5 |
- |
24 |
- |
76 |
230 |
190,5 |
||||||
|
PN 25 |
132 |
134 |
110 |
114,3 |
96 |
101,7 |
24 |
61 |
65 |
190 |
22 |
М20 |
||||||
|
PN 40 |
138 |
26 |
68 |
|||||||||||||||
|
PN 50 |
- |
146 |
- |
114,5 |
- |
102,5 |
- |
32 |
- |
86 |
255 |
200 |
||||||
|
PN 63 |
140 |
- |
110 |
- |
94 |
- |
32 |
- |
80 |
- |
250 |
26 |
М24 |
|||||
|
PN 100 |
146 |
92 |
38 |
100 |
265 |
210 |
30 |
М27 |
||||||||||
|
PN 110 |
- |
152 |
- |
114,5 |
- |
- |
- |
45,5 |
- |
102 |
14 |
275 |
216 |
26 |
М24 |
|||
|
PN 150 |
159 |
51,5 |
114 |
290 |
235 |
32,5 |
М30 |
|||||||||||
|
PN 160 |
146 |
- |
110 |
- |
92 |
- |
40 |
- |
103 |
- |
265 |
210 |
30 |
М27 |
||||
|
PN 200 |
208 |
135 |
102 |
66 |
178 |
360 |
292 |
39 |
М36 |
|||||||||
|
DN 125 |
PN 1 |
148 |
- |
135 |
- |
121 |
- |
14 |
- |
40 |
- |
10 |
235 |
200 |
18 |
8 |
М16 |
|
|
PN 2,5 |
155 |
139,7 |
132,5 |
18 |
48 |
|||||||||||||
|
PN 6 |
18 |
43 |
||||||||||||||||
|
PN 10 |
156 |
158 |
131,7 |
22 |
22 |
60 |
55 |
245 |
210 |
|||||||||
|
PN 16 |
||||||||||||||||||
|
PN 20 |
- |
164 |
- |
141,5 |
- |
128 |
- |
24 |
- |
89 |
12 |
255 |
216 |
22 |
М20 |
|||
|
PN 25 |
160 |
162 |
135 |
139,7 |
121 |
127,1 |
26 |
26 |
68 |
68 |
270 |
220 |
26 |
М24 |
||||
|
PN 40 |
120 |
28 |
||||||||||||||||
|
PN 50 |
- |
178 |
- |
141,5 |
- |
128 |
- |
35 |
- |
98 |
280 |
235 |
22 |
М20 |
||||
|
PN 63 |
172 |
- |
135 |
- |
118 |
- |
36 |
- |
98 |
- |
295 |
240 |
30 |
М27 |
||||
|
PN 100 |
180 |
112 |
42 |
115 |
310 |
250 |
33 |
М30 |
||||||||||
|
PN 110 |
- |
189 |
- |
141,5 |
- |
* |
- |
51,5 |
- |
114 |
330 |
267 |
29,5 |
М27 |
||||
|
PN 150 |
190 |
58 |
127 |
350 |
279,5 |
35,5 |
М33 |
|||||||||||
|
PN 160 |
180 |
- |
135 |
- |
112 |
- |
44 |
- |
118 |
- |
14 |
310 |
250 |
33 |
М30 |
|||
|
PN 200 |
234 |
170 |
130 |
76 |
178 |
385 |
318 |
39 |
12 |
М36 |
||||||||
|
DN 150 |
PN 1 |
172 |
- |
161 |
- |
146 |
- |
14 |
- |
41 |
- |
10 |
260 |
225 |
18 |
8 |
М16 |
|
|
PN 2,5 |
184 |
168,3 |
160,3 |
20 |
48 |
|||||||||||||
|
PN 6 |
18 |
46 |
||||||||||||||||
|
PN 10 |
180 |
159,3 |
22 |
24 |
60 |
55 |
280 |
240 |
22 |
М20 |
||||||||
|
PN 16 |
||||||||||||||||||
|
PN 20 |
- |
192 |
- |
168,5 |
- |
154 |
- |
25,5 |
- |
89 |
12 |
241,5 |
||||||
|
PN 25 |
186 |
190 |
161 |
168,3 |
146 |
154,1 |
28 |
28 |
71 |
75 |
300 |
250 |
26 |
М24 |
||||
|
PN 40 |
145 |
30 |
||||||||||||||||
|
PN 50 |
- |
206 |
- |
168,5 |
- |
154 |
- |
37 |
- |
98 |
320 |
270 |
22 |
12 |
М20 |
|||
|
PN 63 |
206 |
- |
161 |
- |
142 |
- |
38 |
- |
108 |
- |
340 |
280 |
33 |
8 |
М30 |
|||
|
PN 100 |
214 |
136 |
46 |
128 |
350 |
290 |
12 |
|||||||||||
|
PN 110 |
- |
222 |
- |
168,5 |
- |
* |
- |
55 |
- |
117 |
355 |
292 |
29,5 |
М27 |
||||
|
PN 150 |
235 |
63 |
140 |
380 |
317,5 |
32,5 |
М30 |
|||||||||||
|
PN 160 |
214 |
- |
161 |
- |
136 |
- |
50 |
- |
133 |
- |
14 |
350 |
290 |
33 |
||||
|
PN 200 |
266 |
196 |
150 |
82 |
193 |
440 |
360 |
45 |
М42 |
|||||||||
|
DN 200 |
PN 1 |
235 |
- |
222 |
- |
202 |
- |
16 |
- |
48 |
- |
16 |
315 |
280 |
18 |
8 |
М16 |
|
|
PN 2,5 |
236 |
219,1 |
210,1 |
22 |
55 |
|||||||||||||
|
PN 6 |
20 |
53 |
||||||||||||||||
|
PN 10 |
240 |
234 |
206,5 |
22 |
24 |
61 |
62 |
335 |
295 |
22 |
М20 |
|||||||
|
PN 16 |
24 |
12 |
||||||||||||||||
|
PN 20 |
- |
246 |
- |
219 |
- |
202,5 |
- |
29 |
- |
102 |
20 |
345 |
298,5 |
8 |
||||
|
PN 25 |
245 |
244 |
222 |
219,1 |
202 |
206,5 |
30 |
30 |
78 |
80 |
360 |
310 |
26 |
12 |
М24 |
|||
|
PN 40 |
250 |
200 |
203,1 |
38 |
34 |
88 |
88 |
375 |
320 |
30 |
М27 |
|||||||
|
PN 50 |
- |
260 |
- |
219 |
- |
202,5 |
- |
41,5 |
- |
111 |
380 |
330 |
26 |
М24 |
||||
|
PN 63 |
264 |
- |
222 |
- |
198 |
- |
44 |
- |
113 |
- |
405 |
345 |
33 |
М30 |
||||
|
PN 100 |
276 |
190 |
54 |
143 |
430 |
360 |
39 |
М36 |
||||||||||
|
PN 110 |
- |
273 |
- |
219 |
- |
* |
- |
62,5 |
- |
133 |
22 |
420 |
349 |
33 |
М30 |
|||
|
PN 150 |
298 |
70,5 |
162 |
470 |
393,5 |
39 |
М36 |
|||||||||||
|
PN 160 |
276 |
- |
222 |
- |
190 |
- |
60 |
- |
148 |
- |
430 |
360 |
||||||
|
PN 200 |
340 |
248 |
192 |
92 |
233 |
535 |
440 |
52 |
М48 |
|||||||||
|
DN 250 |
PN 1 |
288 |
- |
278 |
- |
254 |
- |
19 |
- |
48 |
- |
16 |
370 |
335 |
18 |
12 |
М16 |
|
|
PN 2,5 |
290 |
273 |
263 |
24 |
60 |
|||||||||||||
|
PN 6 |
290 |
21 |
53 |
|||||||||||||||
|
PN 10 |
290 |
288 |
260,4 |
24 |
26 |
63 |
68 |
390 |
350 |
22 |
М20 |
|||||||
|
PN 16 |
292 |
26 |
26 |
68 |
70 |
20 |
405 |
355 |
26 |
М24 |
||||||||
|
PN 20 |
- |
305 |
- |
- |
254,5 |
- |
30,5 |
- |
102 |
362 |
26 |
|||||||
|
PN 25 |
300 |
296 |
278 |
254 |
260,4 |
32 |
32 |
78 |
88 |
425 |
370 |
30 |
М27 |
|||||
|
PN 40 |
310 |
306 |
252 |
253 |
42 |
38 |
101 |
105 |
445 |
385 |
33 |
М30 |
||||||
|
PN 50 |
- |
321 |
- |
- |
254,5 |
- |
48 |
- |
117 |
387,5 |
29,5 |
16 |
М27 |
|||||
|
PN 63 |
316 |
- |
278 |
- |
246 |
- |
48 |
- |
118 |
- |
470 |
400 |
39 |
12 |
М36 |
|||
|
PN 100 |
340 |
236 |
60 |
163 |
500 |
430 |
||||||||||||
|
PN 110 |
- |
343 |
- |
273 |
- |
* |
- |
70,5 |
- |
152 |
510 |
432 |
35,5 |
16 |
М33 |
|||
|
PN 150 |
368 |
77 |
184 |
545 |
470 |
39 |
М36 |
|||||||||||
|
PN 160 |
340 |
- |
278 |
- |
236 |
- |
68 |
- |
168 |
- |
22 |
500 |
430 |
12 |
||||
|
PN 200 |
460 |
330 |
254 |
110 |
303 |
670 |
572 |
56 |
16 |
М52 |
||||||||
|
DN 300 |
PN 1 |
340 |
- |
330 |
- |
303 |
- |
20 |
- |
49 |
- |
18 |
435 |
395 |
22 |
12 |
М20 |
|
|
PN 2,5 |
342 |
323,9 |
312,7 |
24 |
62 |
|||||||||||||
|
PN 6 |
22 |
54 |
||||||||||||||||
|
PN 10 |
345 |
309,7 |
26 |
26 |
64 |
68 |
440 |
400 |
||||||||||
|
PN 16 |
346 |
28 |
28 |
70 |
78 |
20 |
460 |
410 |
26 |
М24 |
||||||||
|
PN 20 |
- |
365 |
- |
324 |
- |
305 |
- |
32 |
- |
114 |
485 |
432 |
||||||
|
PN 25 |
352 |
350 |
330 |
323,9 |
303 |
309,7 |
36 |
34 |
84 |
92 |
430 |
30 |
16 |
М27 |
||||
|
PN 40 |
368 |
362 |
301 |
303,9 |
46 |
42 |
116 |
115 |
510 |
450 |
33 |
М30 |
||||||
|
PN 50 |
- |
375 |
- |
324 |
- |
305 |
- |
51 |
- |
130 |
520 |
451 |
32,5 |
|||||
|
PN 63 |
370 |
- |
330 |
- |
294 |
- |
54 |
- |
124 |
- |
530 |
460 |
39 |
М36 |
||||
|
PN 100 |
400 |
284 |
70 |
184 |
585 |
500 |
45 |
М42 |
||||||||||
|
PN 110 |
- |
400 |
- |
324 |
- |
* |
- |
74 |
- |
156 |
560 |
489 |
35,5 |
20 |
М33 |
|||
|
PN 150 |
419 |
86,5 |
200 |
600 |
533,5 |
39 |
М36 |
|||||||||||
|
PN 160 |
400 |
- |
330 |
- |
284 |
- |
78 |
- |
189 |
- |
585 |
500 |
45 |
16 |
М42 |
|||
|
DN 350 |
PN 1 |
390 |
- |
382 |
- |
351 |
- |
20 |
- |
49 |
- |
20 |
485 |
445 |
22 |
12 |
М20 |
|
|
PN 2,5 |
385 |
355,6 |
344,4 |
24 |
62 |
|||||||||||||
|
PN 6 |
22 |
54 |
||||||||||||||||
|
PN 10 |
400 |
390 |
339,6 |
26 |
26 |
64 |
68 |
500 |
460 |
16 |
||||||||
|
PN 16 |
32 |
30 |
74 |
82 |
520 |
470 |
26 |
М24 |
||||||||||
|
PN 20 |
- |
400 |
- |
355,5 |
- |
* |
- |
35 |
- |
127 |
22 |
535 |
476 |
29,5 |
12 |
М27 |
||
|
PN 25 |
406 |
398 |
382 |
355,6 |
351 |
339,6 |
40 |
38 |
89 |
100 |
550 |
490 |
33 |
16 |
М30 |
|||
|
PN 40 |
418 |
408 |
333,6 |
52 |
46 |
120 |
125 |
570 |
510 |
36 |
М33 |
|||||||
|
PN 50 |
- |
426 |
- |
355,5 |
- |
* |
- |
54 |
- |
143 |
585 |
514,5 |
32,5 |
20 |
М30 |
|||
|
PN 63 |
430 |
- |
382 |
- |
342 |
- |
60 |
- |
144 |
- |
595 |
525 |
39 |
16 |
М36 |
|||
|
PN 100 |
460 |
332 |
76 |
199 |
655 |
560 |
52 |
М48 |
||||||||||
|
PN 110 |
- |
432 |
- |
355,5 |
- |
* |
- |
77 |
- |
165 |
605 |
527 |
39 |
20 |
М36 |
|||
|
PN 150 |
451 |
93 |
213 |
640 |
559 |
42 |
М39 |
|||||||||||
|
DN 400 |
PN 1 |
440 |
- |
432 |
- |
398 |
- |
20 |
- |
49 |
- |
20 |
540 |
495 |
22 |
16 |
М20 |
|
|
PN 2,5 |
438 |
406,4 |
393,8 |
24 |
65 |
|||||||||||||
|
PN 6 |
22 |
54 |
||||||||||||||||
|
PN 10 |
445 |
440 |
388,8 |
26 |
26 |
64 |
72 |
565 |
515 |
26 |
М24 |
|||||||
|
PN 16 |
450 |
444 |
36 |
32 |
79 |
85 |
580 |
525 |
30 |
М27 |
||||||||
|
PN 20 |
- |
457 |
- |
406,5 |
- |
* |
- |
37 |
- |
127 |
600 |
540 |
||||||
|
PN 25 |
464 |
452 |
432 |
406,4 |
398 |
388,8 |
44 |
40 |
104 |
110 |
610 |
550 |
36 |
М33 |
||||
|
PN 40 |
480 |
462 |
381,4 |
58 |
50 |
139 |
135 |
660 |
585 |
39 |
М36 |
|||||||
|
PN 50 |
- |
483 |
- |
406,5 |
- |
* |
- |
57,5 |
- |
146 |
650 |
571,5 |
36 |
20 |
М33 |
|||
|
PN 63 |
484 |
- |
432 |
- |
386 |
- |
66 |
- |
159 |
- |
670 |
585 |
45 |
16 |
М42 |
|||
|
PN 100 |
510 |
376 |
80 |
204 |
715 |
620 |
52 |
М48 |
||||||||||
|
PN 110 |
- |
495 |
- |
406,5 |
- |
* |
- |
83,5 |
- |
178 |
22 |
685 |
603 |
42 |
20 |
М39 |
||
|
PN 150 |
508 |
96 |
216 |
705 |
616 |
45 |
М42 |
|||||||||||
|
DN 450 |
PN 1 |
494 |
- |
484 |
- |
450 |
- |
20 |
- |
54 |
- |
22 |
590 |
550 |
22 |
16 |
М20 |
|
|
PN 2,5 |
492 |
457 |
444,4 |
24 |
65 |
|||||||||||||
|
PN 6 |
22 |
|||||||||||||||||
|
PN 10 |
500 |
488 |
437 |
26 |
28 |
69 |
72 |
615 |
565 |
26 |
20 |
М24 |
||||||
|
PN 16 |
506 |
490 |
38 |
40 |
89 |
87 |
640 |
585 |
30 |
М27 |
||||||||
|
PN 20 |
- |
505 |
- |
- |
* |
- |
- |
140 |
635 |
578 |
32,5 |
16 |
М30 |
|||||
|
PN 25 |
515 |
500 |
484 |
450 |
437 |
46 |
46 |
104 |
110 |
660 |
600 |
36 |
20 |
М33 |
||||
|
PN 40 |
530 |
448 |
428,6 |
60 |
57 |
139 |
135 |
680 |
610 |
39 |
М36 |
|||||||
|
PN 50 |
- |
533 |
- |
- |
* |
- |
60,5 |
- |
159 |
710 |
628,5 |
35,5 |
24 |
М33 |
||||
|
PN 110 |
546 |
90 |
184 |
24 |
745 |
654 |
45 |
20 |
М42 |
|||||||||
|
PN 150 |
565 |
109 |
229 |
785 |
686 |
51 |
М48 |
|||||||||||
|
DN 500 |
PN 1 |
545 |
- |
535 |
- |
501 |
- |
23 |
- |
54 |
- |
20 |
640 |
600 |
22 |
20 |
М20 |
|
|
PN 2,5 |
538 |
508 |
495,4 |
26 |
68 |
|||||||||||||
|
PN 6 |
54 |
|||||||||||||||||
|
PN 10 |
550 |
540 |
486 |
28 |
28 |
69 |
75 |
22 |
670 |
620 |
26 |
М24 |
||||||
|
PN 16 |
559 |
546 |
42 |
44 |
94 |
90 |
710 |
650 |
33 |
М30 |
||||||||
|
PN 20 |
- |
559 |
- |
- |
* |
- |
43 |
- |
145 |
700 |
635 |
32,5 |
||||||
|
PN 25 |
570 |
558 |
535 |
500 |
486 |
48 |
48 |
104 |
125 |
730 |
660 |
36 |
М33 |
|||||
|
PN 40 |
580 |
562 |
495 |
476 |
62 |
57 |
144 |
140 |
755 |
670 |
42 |
М39 |
||||||
|
PN 50 |
- |
587 |
- |
- |
* |
- |
63,5 |
- |
162 |
775 |
686 |
36 |
24 |
М33 |
||||
|
PN 63 |
594 |
- |
535 |
- |
485 |
- |
70 |
- |
169 |
- |
800 |
705 |
52 |
20 |
М48 |
|||
|
PN 110 |
- |
610 |
- |
508 |
- |
* |
- |
96 |
- |
190 |
815 |
724 |
45 |
24 |
М42 |
|||
|
PN 150 |
672 |
115 |
248 |
855 |
749,5 |
55 |
20 |
М52 |
||||||||||
|
DN 550 |
PN 50 |
- |
640 |
- |
559 |
- |
* |
- |
66,5 |
- |
165 |
24 |
840 |
743 |
42 |
24 |
М39 |
|
|
PN 110 |
665 |
559 |
102 |
197 |
870 |
778 |
48 |
М45 |
||||||||||
|
DN 600 |
PN 1 |
650 |
- |
636 |
- |
602 |
- |
24 |
- |
60 |
- |
18 |
755 |
705 |
26 |
20 |
М24 |
|
|
PN 2,5 |
640 |
610 |
597,4 |
30 |
70 |
|||||||||||||
|
PN 6 |
||||||||||||||||||
|
PN 10 |
585 |
29 |
34 |
70 |
80 |
780 |
725 |
30 |
М27 |
|||||||||
|
PN 16 |
660 |
650 |
46 |
54 |
95 |
95 |
840 |
770 |
36 |
М33 |
||||||||
|
PN 20 |
- |
664 |
- |
609,5 |
- |
* |
- |
48 |
- |
152 |
815 |
749,5 |
35,5 |
|||||
|
PN 25 |
670 |
660 |
636 |
610 |
600 |
585 |
54 |
58 |
120 |
125 |
20 |
840 |
770 |
39 |
М36 |
|||
|
PN 40 |
686 |
666 |
595 |
575 |
63 |
72 |
145 |
150 |
890 |
795 |
48 |
М45 |
||||||
|
PN 50 |
- |
702 |
- |
609,5 |
- |
* |
- |
70 |
- |
168 |
915 |
813 |
42 |
24 |
М39 |
|||
|
PN 63 |
704 |
- |
636 |
- |
585 |
- |
76 |
- |
185 |
- |
925 |
820 |
56 |
20 |
М52 |
|||
|
PN 110 |
- |
718 |
- |
609,5 |
- |
* |
- |
109 |
- |
203 |
940 |
838 |
51 |
24 |
М48 |
|||
|
PN 150 |
749 |
147 |
267 |
1040 |
901,5 |
68 |
20 |
М64 |
||||||||||
|
DN 700 |
PN 1 |
740 |
- |
726 |
- |
692 |
- |
24 |
- |
60 |
- |
20 |
860 |
810 |
26 |
24 |
М24 |
|
|
PN 2,5 |
740 |
711 |
* |
26 |
70 |
|||||||||||||
|
PN 6 |
||||||||||||||||||
|
PN 10 |
744 |
746 |
30 |
30 |
70 |
80 |
895 |
840 |
30 |
М27 |
||||||||
|
PN 16 |
750 |
750 |
48 |
38 |
100 |
100 |
910 |
36 |
М33 |
|||||||||
|
PN 25 |
766 |
760 |
690 |
58 |
46 |
130 |
125 |
960 |
875 |
42 |
М39 |
|||||||
|
PN 40 |
790 |
- |
- |
695 |
- |
68 |
- |
165 |
- |
995 |
900 |
52 |
М48 |
|||||
|
DN 800 |
PN 1 |
844 |
- |
826 |
- |
792 |
- |
24 |
- |
65 |
- |
20 |
975 |
920 |
30 |
24 |
М27 |
|
|
PN 2,5 |
842 |
813 |
* |
26 |
70 |
|||||||||||||
|
PN 6 |
||||||||||||||||||
|
PN 10 |
850 |
848 |
32 |
32 |
80 |
90 |
1010 |
950 |
33 |
М30 |
||||||||
|
PN 16 |
50 |
38 |
100 |
105 |
1020 |
39 |
М36 |
|||||||||||
|
PN 25 |
874 |
864 |
790 |
60 |
50 |
140 |
135 |
22 |
1075 |
990 |
48 |
М45 |
||||||
|
PN 40 |
908 |
- |
- |
795 |
- |
76 |
- |
195 |
- |
1135 |
1030 |
56 |
М52 |
|||||
|
PN 63 |
920 |
785 |
90 |
230 |
1165 |
1050 |
62 |
М56 |
||||||||||
|
DN 900 |
PN 1 |
944 |
- |
926 |
- |
892 |
- |
26 |
- |
65 |
- |
20 |
1075 |
1020 |
30 |
24 |
М27 |
|
|
PN 2,5 |
942 |
914 |
* |
26 |
70 |
|||||||||||||
|
PN 6 |
||||||||||||||||||
|
PN 10 |
950 |
948 |
34 |
34 |
85 |
95 |
1115 |
1050 |
33 |
28 |
М30 |
|||||||
|
PN 16 |
958 |
52 |
40 |
115 |
110 |
1120 |
39 |
М36 |
||||||||||
|
PN 25 |
980 |
968 |
914 |
62 |
54 |
150 |
145 |
22 |
1185 |
1090 |
48 |
М45 |
||||||
|
PN 40 |
1024 |
- |
- |
895 |
- |
79 |
- |
220 |
- |
1250 |
1140 |
56 |
М52 |
|||||
|
PN 63 |
1050 |
885 |
93 |
270 |
1285 |
1170 |
62 |
М56 |
||||||||||
|
DN 1000 |
PN 1 |
1044 |
- |
1028 |
- |
992 |
- |
26 |
- |
65 |
- |
16 |
1175 |
1120 |
30 |
28 |
М27 |
|
|
PN 2,5 |
1045 |
1016 |
* |
26 |
70 |
|||||||||||||
|
PN 6 |
||||||||||||||||||
|
PN 10 |
1050 |
1050 |
34 |
34 |
85 |
95 |
22 |
1230 |
1160 |
36 |
М33 |
|||||||
|
PN 16 |
1060 |
1056 |
54 |
42 |
115 |
120 |
1255 |
1170 |
42 |
М39 |
||||||||
|
PN 25 |
1084 |
1070 |
64 |
58 |
155 |
155 |
22 |
1315 |
1210 |
55 |
М52 |
|||||||
|
PN 40 |
1140 |
- |
- |
995 |
- |
82 |
- |
240 |
- |
1360 |
1250 |
|||||||
|
PN 63 |
1160 |
- |
985 |
97 |
285 |
1415 |
1290 |
70 |
М64 |
|||||||||
|
DN 1200 |
PN 1 |
1244 |
- |
1228 |
- |
1192 |
- |
28 |
- |
70 |
- |
16 |
1375 |
1320 |
30 |
32 |
М27 |
|
|
PN 2,5 |
1245 |
1220 |
* |
26 |
70 |
|||||||||||||
|
PN 6 |
1248 |
1248 |
28 |
75 |
90 |
20 |
1400 |
1340 |
33 |
М30 |
||||||||
|
PN 10 |
1256 |
1256 |
38 |
38 |
95 |
115 |
25 |
1455 |
1380 |
39 |
М36 |
|||||||
|
PN 16 |
1268 |
1260 |
56 |
48 |
130 |
130 |
30 |
1485 |
1390 |
48 |
М45 |
|||||||
|
PN 25 |
1288 |
- |
- |
1192 |
- |
67 |
- |
165 |
- |
1525 |
1420 |
55 |
М52 |
|||||
|
PN 40 |
1350 |
1195 |
85 |
255 |
1575 |
1460 |
62 |
М56 |
||||||||||
|
PN 63 |
1386 |
- |
- |
1185 |
- |
100 |
- |
320 |
- |
1665 |
1530 |
78 |
М72 |
|||||
|
DN 1400 |
PN 1 |
1445 |
- |
1428 |
- |
1392 |
- |
28 |
- |
70 |
- |
16 |
1575 |
1520 |
30 |
36 |
М27 |
|
|
PN 2,5 |
1445 |
1420 |
* |
26 |
70 |
|||||||||||||
|
PN 6 |
1456 |
1452 |
32 |
32 |
90 |
90 |
20 |
1620 |
1560 |
36 |
М33 |
|||||||
|
PN 10 |
- |
1460 |
- |
- |
- |
42 |
- |
120 |
25 |
1675 |
1590 |
42 |
М39 |
|||||
|
PN 16 |
1465 |
52 |
145 |
30 |
1685 |
48 |
М45 |
|||||||||||
|
DN 1600 |
PN 1 |
1616 |
- |
1628 |
- |
1592 |
- |
28 |
- |
70 |
- |
20 |
1785 |
1730 |
30 |
40 |
М27 |
|
|
PN 2,5 |
1645 |
1620 |
* |
26 |
80 |
|||||||||||||
|
PN 6 |
1660 |
1655 |
37 |
34 |
100 |
90 |
1830 |
1760 |
36 |
М33 |
||||||||
|
PN 10 |
- |
1666 |
- |
- |
- |
46 |
- |
130 |
25 |
1915 |
1820 |
48 |
М45 |
|||||
|
PN 16 |
1668 |
58 |
160 |
35 |
1930 |
55 |
М52 |
|||||||||||
|
DN 1800 |
PN 2,5 |
- |
1845 |
- |
1820 |
- |
* |
- |
26 |
- |
80 |
20 |
1990 |
1930 |
30 |
44 |
М27 |
|
|
PN 6 |
1855 |
36 |
100 |
2045 |
1970 |
39 |
М36 |
|||||||||||
|
PN 10 |
1866 |
50 |
140 |
30 |
2115 |
2020 |
48 |
М45 |
||||||||||
|
PN 16 |
1870 |
62 |
170 |
35 |
2130 |
55 |
М52 |
|||||||||||
|
DN 2000 |
PN 2,5 |
- |
2045 |
- |
2020 |
- |
* |
- |
26 |
- |
80 |
22 |
2190 |
2130 |
29,5 |
48 |
М27 |
|
|
PN 6 |
2058 |
38 |
110 |
25 |
2265 |
2180 |
42 |
М39 |
||||||||||
|
PN 10 |
2070 |
54 |
150 |
30 |
2325 |
2230 |
48 |
М45 |
||||||||||
|
PN 16 |
2072 |
66 |
190 |
40 |
2345 |
60 |
М56 |
|||||||||||
|
DN 2200 |
PN 2,5 |
- |
2248 |
- |
2220 |
- |
* |
- |
28 |
- |
90 |
25 |
2405 |
2340 |
33 |
52 |
М30 |
|
|
PN 6 |
2260 |
42 |
115 |
2475 |
2390 |
42 |
М39 |
|||||||||||
|
PN 10 |
2275 |
58 |
160 |
35 |
2550 |
2440 |
55 |
М52 |
||||||||||
|
DN 2400 |
PN 2,5 |
- |
2448 |
- |
2420 |
- |
* |
- |
28 |
- |
90 |
25 |
2605 |
2540 |
33 |
56 |
М30 |
|
|
PN 6 |
2462 |
44 |
125 |
2685 |
2600 |
42 |
М39 |
|||||||||||
|
PN 10 |
2478 |
62 |
170 |
35 |
2760 |
2650 |
55 |
М52 |
||||||||||
|
DN 2600 |
PN 2,5 |
- |
2648 |
- |
2620 |
- |
* |
- |
28 |
- |
90 |
25 |
2805 |
2740 |
33 |
60 |
М30 |
|
|
PN 6 |
2665 |
46 |
130 |
2905 |
2810 |
48 |
М45 |
|||||||||||
|
PN 10 |
2680 |
66 |
180 |
40 |
2960 |
2850 |
55 |
М52 |
||||||||||
|
DN 2800 |
PN 2,5 |
- |
2848 |
- |
2820 |
- |
* |
- |
30 |
- |
90 |
25 |
3030 |
2960 |
36 |
64 |
М33 |
|
|
PN 6 |
2865 |
48 |
135 |
30 |
3115 |
3020 |
48 |
М45 |
||||||||||
|
PN 10 |
2882 |
70 |
190 |
40 |
3180 |
3070 |
55 |
М52 |
||||||||||
|
DN 3000 |
PN 2,5 |
- |
3050 |
- |
3020 |
- |
* |
- |
30 |
- |
90 |
25 |
3230 |
3160 |
36 |
68 |
М33 |
|
|
PN 6 |
3068 |
50 |
140 |
30 |
3315 |
3220 |
48 |
М45 |
||||||||||
|
PN 10 |
3085 |
75 |
200 |
45 |
3405 |
3290 |
60 |
М56 |
||||||||||
|
DN 3200 |
PN 2,5 |
- |
3250 |
- |
3220 |
- |
* |
- |
30 |
- |
90 |
25 |
3430 |
3360 |
36 |
72 |
М33 |
|
|
PN 6 |
3272 |
54 |
150 |
30 |
3525 |
3430 |
48 |
М45 |
||||||||||
|
DN 3400 |
PN 2,5 |
- |
3450 |
- |
3420 |
- |
* |
- |
32 |
- |
95 |
28 |
3630 |
3560 |
36 |
76 |
М33 |
|
|
PN 6 |
3475 |
56 |
160 |
35 |
3735 |
3640 |
48 |
М45 |
||||||||||
|
DN 3600 |
PN 2,5 |
- |
3652 |
- |
3620 |
- |
* |
- |
32 |
- |
100 |
28 |
3840 |
3770 |
36 |
80 |
М33 |
|
|
PN 6 |
3678 |
60 |
165 |
35 |
3970 |
3860 |
55 |
М52 |
||||||||||
|
DN 3800 |
PN 2,5 |
- |
3852 |
- |
3820 |
- |
* |
- |
34 |
- |
100 |
28 |
4045 |
3970 |
39 |
80 |
М36 |
|
|
DN 4000 |
PN 2,5 |
- |
4052 |
- |
4020 |
- |
* |
- |
34 |
- |
100 |
28 |
4245 |
4170 |
39 |
84 |
М36 |
|
|
* Размер задается заказчиком. Примечания 1 Ряд 2 соответствует [1]. 2 Допускается вместо размера H1 изготавливать с уклоном 1:2,5 от размера Dm. 3 Фланцы должны изготавливаться с уплотнительными поверхностями исполнений: - А, В - для фланцев на PN £ 63; - С, D, E, F, J, К, L, М - для всех PN. |
||||||||||||||||||
(Поправка).
6.5 Размеры литых стальных фланцев корпуса арматуры (тип 21) приведены на рисунке 9 и в таблице 8. Ряд 1 предпочтительный.
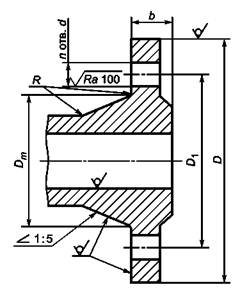
Примечание - Радиус R - по КД.
Рисунок 9 - Размеры литых стальных фланцев корпуса арматуры (тип 21)
Таблица 8 - Размеры литых стальных фланцев корпуса арматуры, тип 21 (см. рисунок 9)
Размеры в миллиметрах
|
PN, кгс/см2 |
Dm |
b |
D |
D1 |
d |
п |
Номинальный диаметр болтов или шпилек |
|||
|
Ряд 1 |
Ряд 2 |
Ряд 1 |
Ряд 2 |
|||||||
|
DN 10 |
PN 6 |
- |
20 |
- |
12 |
75 |
50 |
11 |
4 |
М10 |
|
PN 10 |
28 |
14 |
90 |
60 |
14 |
М12 |
||||
|
PN 16 |
||||||||||
|
PN 25 |
||||||||||
|
PN 40 |
||||||||||
|
DN 15 |
PN 6 |
- |
26 |
- |
12 |
80 |
55 |
11 |
4 |
М10 |
|
PN 10 |
32 |
14 |
95 |
65 |
14 |
М12 |
||||
|
PN 16 |
39 |
14 |
||||||||
|
PN 25 |
16 |
|||||||||
|
PN 40 |
||||||||||
|
PN 50 |
- |
38 |
- |
14,5 |
66,5 |
16 |
М14 |
|||
|
PN 63 |
45 |
- |
18 |
- |
105 |
75 |
14 |
М12 |
||
|
PN 100 |
20 |
|||||||||
|
PN 110 |
- |
38 |
- |
21,5 |
95 |
66,5 |
16 |
М14 |
||
|
PN 150 |
29,5 |
120 |
82,5 |
22 |
М20 |
|||||
|
PN 160 |
45 |
- |
20 |
- |
105 |
75 |
14 |
М12 |
||
|
PN 200 |
51 |
26 |
120 |
82 |
22 |
М20 |
||||
|
DN 20 |
PN 6 |
- |
34 |
- |
14 |
90 |
65 |
11 |
4 |
М10 |
|
PN 10 |
40 |
16 |
105 |
75 |
14 |
М12 |
||||
|
PN 16 |
44 |
14 |
||||||||
|
PN 25 |
16 |
|||||||||
|
PN 40 |
||||||||||
|
PN 50 |
- |
48 |
- |
120 |
82,5 |
18 |
М16 |
|||
|
PN 63 |
52 |
- |
20 |
- |
125 |
90 |
||||
|
PN 100 |
54 |
22 |
||||||||
|
PN 110 |
- |
48 |
- |
23 |
120 |
82,5 |
||||
|
PN 150 |
44 |
32,5 |
130 |
89 |
22 |
М20 |
||||
|
PN 160 |
54 |
- |
22 |
- |
125 |
90 |
18 |
М16 |
||
|
PN 200 |
60 |
28 |
130 |
22 |
М20 |
|||||
|
DN 25 |
PN 6 |
- |
44 |
- |
14 |
100 |
75 |
11 |
4 |
М10 |
|
PN 10 |
50 |
16 |
115 |
85 |
14 |
М12 |
||||
|
PN 16 |
49 |
14 |
||||||||
|
PN 20 |
- |
49 |
- |
11,5 |
110 |
79,5 |
16 |
М14 |
||
|
PN 25 |
49 |
50 |
16 |
16 |
115 |
85 |
14 |
М12 |
||
|
PN 40 |
||||||||||
|
PN 50 |
- |
54 |
- |
17,5 |
125 |
89 |
18 |
М16 |
||
|
PN 63 |
61 |
- |
22 |
- |
135 |
100 |
||||
|
PN 100 |
24 |
|||||||||
|
PN 110 |
- |
54 |
- |
24,5 |
125 |
89 |
||||
|
PN 150 |
52 |
36 |
150 |
101,5 |
26 |
М24 |
||||
|
PN 160 |
61 |
- |
24 |
- |
135 |
100 |
18 |
М16 |
||
|
PN 200 |
67 |
30 |
150 |
102 |
26 |
М24 |
||||
|
DN 32 |
PN 6 |
- |
54 |
- |
16 |
120 |
90 |
14 |
4 |
М12 |
|
PN 10 |
60 |
18 |
135 |
100 |
18 |
М16 |
||||
|
PN 16 |
56 |
16 |
||||||||
|
PN 20 |
- |
59 |
- |
13 |
120 |
89 |
16 |
М14 |
||
|
PN 25 |
62 |
60 |
18 |
18 |
135 |
100 |
18 |
М16 |
||
|
PN 40 |
||||||||||
|
PN 50 |
- |
64 |
- |
19,5 |
98,5 |
|||||
|
PN 63 |
68 |
- |
24 |
- |
150 |
110 |
22 |
М20 |
||
|
PN 100 |
||||||||||
|
PN 110 |
- |
64 |
- |
28 |
135 |
98,5 |
18 |
М16 |
||
|
PN 150 |
36 |
160 |
111 |
26 |
М24 |
|||||
|
PN 160 |
68 |
- |
24 |
- |
150 |
110 |
22 |
М20 |
||
|
PN 200 |
78 |
32 |
160 |
115 |
26 |
М24 |
||||
|
DN 40 |
PN 6 |
- |
64 |
- |
16 |
130 |
100 |
14 |
4 |
М12 |
|
PN 10 |
70 |
18 |
145 |
110 |
18 |
М16 |
||||
|
PN 16 |
64 |
17 |
||||||||
|
PN 20 |
- |
65 |
- |
14,5 |
130 |
98,5 |
16 |
М14 |
||
|
PN 25 |
70 |
70 |
19 |
18 |
145 |
110 |
18 |
М16 |
||
|
PN 40 |
||||||||||
|
PN 50 |
- |
- |
21 |
155 |
114,5 |
22 |
М20 |
|||
|
PN 63 |
80 |
- |
25 |
- |
165 |
125 |
||||
|
PN 100 |
26 |
|||||||||
|
PN 110 |
- |
70 |
- |
29,5 |
155 |
114,5 |
||||
|
PN 150 |
39 |
180 |
124 |
29,5 |
М27 |
|||||
|
PN 160 |
80 |
- |
28 |
- |
165 |
125 |
22 |
М20 |
||
|
PN 200 |
90 |
34 |
170 |
124 |
26 |
М24 |
||||
|
DN 50 |
PN 6 |
- |
74 |
- |
16 |
140 |
110 |
14 |
4 |
М12 |
|
PN 10 |
84 |
20 |
160 |
125 |
18 |
М16 |
||||
|
PN 16 |
74 |
17 |
||||||||
|
PN 20 |
- |
78 |
- |
16 |
150 |
120,5 |
||||
|
PN 25 |
80 |
84 |
20 |
20 |
160 |
125 |
||||
|
PN 40 |
||||||||||
|
PN 50 |
- |
- |
22,5 |
165 |
127 |
8 |
||||
|
PN 63 |
90 |
- |
26 |
- |
175 |
135 |
22 |
4 |
М20 |
|
|
PN 100 |
94 |
28 |
195 |
145 |
26 |
М24 |
||||
|
PN 110 |
- |
84 |
- |
32,5 |
165 |
127 |
18 |
8 |
М16 |
|
|
PN 150 |
105 |
45,5 |
215 |
165 |
26 |
М24 |
||||
|
PN 160 |
94 |
- |
30 |
- |
195 |
145 |
4 |
|||
|
PN 200 |
108 |
40 |
210 |
160 |
8 |
|||||
|
DN 65 |
PN 6 |
- |
94 |
- |
16 |
160 |
130 |
14 |
4 |
М12 |
|
PN 10 |
104 |
20 |
180 |
145 |
18 |
8 |
М16 |
|||
|
PN 16 |
100 |
18 |
||||||||
|
PN 20 |
- |
90 |
- |
17,5 |
139,5 |
4 |
||||
|
PN 25 |
106 |
104 |
22 |
22 |
145 |
8 |
||||
|
PN 40 |
||||||||||
|
PN 50 |
- |
100 |
- |
25,5 |
190 |
149,5 |
22 |
М20 |
||
|
PN 63 |
114 |
- |
28 |
- |
200 |
160 |
||||
|
PN 100 |
118 |
32 |
220 |
170 |
26 |
М24 |
||||
|
PN 110 |
- |
100 |
- |
36 |
190 |
149 |
22 |
М20 |
||
|
PN 150 |
124 |
48,5 |
245 |
190,5 |
29,5 |
М27 |
||||
|
PN 160 |
118 |
- |
34 |
- |
220 |
170 |
26 |
М24 |
||
|
PN 200 |
140 |
48 |
260 |
203 |
30 |
М27 |
||||
|
DN 80 |
PN 6 |
- |
110 |
- |
18 |
185 |
150 |
18 |
4 |
М16 |
|
PN 10 |
120 |
20 |
195 |
160 |
8 |
|||||
|
PN 16 |
110 |
20 |
||||||||
|
PN 20 |
- |
108 |
- |
19,5 |
190 |
152,5 |
4 |
|||
|
PN 25 |
116 |
120 |
22 |
24 |
195 |
160 |
8 |
|||
|
PN 40 |
||||||||||
|
PN 50 |
- |
118 |
- |
29 |
210 |
168,5 |
22 |
М20 |
||
|
PN 63 |
128 |
- |
30 |
- |
170 |
|||||
|
PN 100 |
132 |
34 |
230 |
180 |
26 |
М24 |
||||
|
PN 110 |
- |
117 |
- |
39 |
210 |
168,5 |
22 |
М20 |
||
|
PN 150 |
127 |
45,5 |
240 |
190,5 |
26 |
М24 |
||||
|
PN 160 |
132 |
- |
36 |
- |
230 |
180 |
||||
|
PN 200 |
160 |
54 |
290 |
230 |
33 |
М30 |
||||
|
DN 100 |
PN 6 |
- |
130 |
- |
18 |
205 |
170 |
18 |
4 |
М16 |
|
PN 10 |
140 |
22 |
215 |
180 |
8 |
|||||
|
PN 16 |
130 |
20 |
||||||||
|
PN 20 |
- |
135 |
- |
24 |
230 |
190,5 |
||||
|
PN 25 |
136 |
142 |
24 |
190 |
22 |
М20 |
||||
|
PN 40 |
140 |
|||||||||
|
PN 50 |
- |
146 |
- |
32 |
255 |
200 |
||||
|
PN 63 |
152 |
- |
32 |
- |
250 |
26 |
М24 |
|||
|
PN 100 |
160 |
38 |
265 |
210 |
30 |
М27 |
||||
|
PN 110 |
- |
152 |
- |
45,5 |
275 |
216 |
26 |
М24 |
||
|
PN 150 |
159 |
51,5 |
290 |
235 |
32,5 |
М30 |
||||
|
PN 160 |
160 |
- |
40 |
- |
265 |
210 |
30 |
М27 |
||
|
PN 200 |
204 |
66 |
360 |
292 |
39 |
М36 |
||||
|
DN 125 |
PN 6 |
- |
160 |
- |
18 |
235 |
200 |
18 |
8 |
М16 |
|
PN 10 |
170 |
22 |
245 |
210 |
||||||
|
PN 16 |
161 |
22 |
||||||||
|
PN 20 |
- |
164 |
- |
24 |
255 |
216 |
22 |
М20 |
||
|
PN 25 |
169 |
162 |
28 |
26 |
270 |
220 |
26 |
М24 |
||
|
PN 40 |
||||||||||
|
PN 50 |
- |
178 |
- |
35 |
280 |
235 |
22 |
М20 |
||
|
PN 63 |
181 |
- |
36 |
- |
295 |
240 |
30 |
М27 |
||
|
PN 100 |
189 |
42 |
310 |
250 |
33 |
М30 |
||||
|
PN 110 |
- |
189 |
- |
51,5 |
330 |
267 |
29,5 |
М27 |
||
|
PN 150 |
190 |
58 |
350 |
279,5 |
35,5 |
М33 |
||||
|
PN 160 |
189 |
- |
44 |
- |
310 |
250 |
33 |
М30 |
||
|
PN 200 |
237 |
76 |
385 |
318 |
39 |
12 |
М36 |
|||
|
DN 150 |
PN 6 |
- |
182 |
- |
20 |
260 |
225 |
18 |
8 |
М16 |
|
PN 10 |
190 |
24 |
280 |
240 |
22 |
М20 |
||||
|
PN 16 |
186 |
24 |
||||||||
|
PN 20 |
- |
192 |
- |
25,5 |
241,5 |
|||||
|
PN 25 |
198 |
30 |
28 |
300 |
250 |
26 |
М24 |
|||
|
PN 40 |
||||||||||
|
PN 50 |
- |
206 |
- |
37 |
320 |
270 |
22 |
12 |
М20 |
|
|
PN 63 |
210 |
- |
38 |
- |
340 |
280 |
33 |
8 |
М30 |
|
|
PN 100 |
222 |
46 |
350 |
290 |
12 |
|||||
|
PN 110 |
- |
222 |
- |
55 |
355 |
292 |
29,5 |
М27 |
||
|
PN 150 |
235 |
63 |
380 |
317,5 |
32,5 |
М30 |
||||
|
PN 160 |
222 |
- |
50 |
- |
350 |
290 |
33 |
|||
|
PN 200 |
270 |
82 |
440 |
360 |
45 |
М42 |
||||
|
DN 200 |
PN 6 |
- |
238 |
- |
22 |
315 |
280 |
18 |
8 |
М16 |
|
PN 10 |
246 |
24 |
335 |
295 |
22 |
М20 |
||||
|
PN 16 |
240 |
26 |
12 |
|||||||
|
PN 20 |
- |
- |
29 |
345 |
298,5 |
8 |
||||
|
PN 25 |
252 |
252 |
34 |
30 |
360 |
310 |
26 |
12 |
М24 |
|
|
PN 40 |
256 |
254 |
38 |
34 |
375 |
320 |
30 |
М27 |
||
|
PN 50 |
- |
260 |
- |
41,5 |
380 |
330 |
26 |
М24 |
||
|
PN 63 |
268 |
- |
44 |
- |
405 |
345 |
33 |
М30 |
||
|
PN 100 |
284 |
54 |
430 |
360 |
39 |
М36 |
||||
|
PN 110 |
- |
273 |
- |
62,5 |
420 |
349 |
32,5 |
М30 |
||
|
PN 150 |
298 |
70,5 |
470 |
393,5 |
39 |
М36 |
||||
|
PN 160 |
284 |
- |
60 |
- |
430 |
360 |
||||
|
PN 200 |
340 |
92 |
535 |
440 |
52 |
М48 |
||||
|
DN 250 |
PN 6 |
- |
284 |
- |
24 |
370 |
335 |
18 |
12 |
М16 |
|
PN 10 |
298 |
26 |
390 |
350 |
22 |
М20 |
||||
|
PN 16 |
298 |
296 |
30 |
405 |
355 |
26 |
М24 |
|||
|
PN 20 |
- |
305 |
- |
30,5 |
362 |
|||||
|
PN 25 |
306 |
304 |
36 |
32 |
425 |
370 |
30 |
М27 |
||
|
PN 40 |
314 |
312 |
42 |
38 |
445 |
385 |
33 |
М30 |
||
|
PN 50 |
- |
321 |
- |
48 |
387,5 |
29,5 |
16 |
М27 |
||
|
PN 63 |
326 |
- |
48 |
- |
470 |
400 |
39 |
12 |
М36 |
|
|
PN 100 |
346 |
60 |
500 |
430 |
||||||
|
PN 110 |
- |
343 |
- |
70,5 |
510 |
432 |
35,5 |
16 |
М33 |
|
|
PN 150 |
368 |
77 |
545 |
470 |
39 |
М36 |
||||
|
PN 160 |
346 |
- |
68 |
- |
500 |
430 |
12 |
|||
|
PN 200 |
448 |
110 |
670 |
572 |
56 |
16 |
М52 |
|||
|
DN 300 |
PN 6 |
- |
342 |
- |
24 |
435 |
395 |
22 |
12 |
М20 |
|
PN 10 |
348 |
26 |
440 |
400 |
||||||
|
PN 16 |
348 |
350 |
31 |
28 |
460 |
410 |
26 |
М24 |
||
|
PN 20 |
- |
365 |
- |
32 |
485 |
432 |
||||
|
PN 25 |
360 |
364 |
40 |
34 |
430 |
30 |
16 |
М27 |
||
|
PN 40 |
368 |
378 |
46 |
42 |
510 |
450 |
33 |
М30 |
||
|
PN 50 |
- |
375 |
- |
51 |
520 |
451 |
32,5 |
|||
|
PN 63 |
384 |
- |
54 |
- |
530 |
460 |
39 |
М36 |
||
|
PN 100 |
408 |
70 |
585 |
500 |
45 |
М42 |
||||
|
PN 110 |
- |
400 |
- |
74 |
560 |
489 |
35,5 |
20 |
М33 |
|
|
PN 150 |
419 |
76,5 |
610 |
533,5 |
39 |
М36 |
||||
|
PN 160 |
408 |
- |
78 |
- |
585 |
500 |
45 |
16 |
М42 |
|
|
DN 350 |
PN 6 |
- |
392 |
- |
24 |
485 |
445 |
22 |
12 |
М20 |
|
PN 10 |
408 |
26 |
500 |
460 |
16 |
|||||
|
PN 16 |
402 |
410 |
34 |
30 |
520 |
470 |
26 |
М24 |
||
|
PN 20 |
- |
400 |
- |
35 |
535 |
476 |
29,5 |
12 |
М27 |
|
|
PN 25 |
418 |
418 |
44 |
38 |
550 |
490 |
33 |
16 |
М30 |
|
|
PN 40 |
430 |
432 |
52 |
46 |
570 |
510 |
36 |
М33 |
||
|
PN 50 |
- |
426 |
- |
54 |
585 |
514,5 |
32,5 |
20 |
М30 |
|
|
PN 63 |
442 |
- |
60 |
- |
595 |
525 |
39 |
16 |
М36 |
|
|
PN 100 |
466 |
76 |
655 |
560 |
52 |
М48 |
||||
|
PN 110 |
- |
432 |
- |
77 |
605 |
527 |
39 |
20 |
М36 |
|
|
PN 150 |
451 |
93 |
640 |
559 |
42 |
М39 |
||||
|
DN 400 |
PN 6 |
- |
442 |
- |
24 |
540 |
495 |
22 |
16 |
М20 |
|
PN 10 |
456 |
26 |
565 |
515 |
26 |
М24 |
||||
|
PN 16 |
456 |
458 |
36 |
32 |
580 |
535 |
30 |
М27 |
||
|
PN 20 |
- |
457 |
- |
37 |
600 |
540 |
||||
|
PN 25 |
472 |
472 |
48 |
40 |
610 |
550 |
36 |
М33 |
||
|
PN 40 |
488 |
498 |
58 |
50 |
660 |
585 |
39 |
М36 |
||
|
PN 50 |
- |
483 |
- |
57,5 |
650 |
571,5 |
35,5 |
20 |
М33 |
|
|
PN 63 |
500 |
- |
66 |
- |
670 |
585 |
45 |
16 |
М42 |
|
|
PN 100 |
520 |
80 |
715 |
620 |
52 |
М48 |
||||
|
PN 110 |
- |
495 |
- |
83,5 |
685 |
603 |
42 |
20 |
М39 |
|
|
PN 150 |
508 |
96 |
705 |
616 |
45 |
М42 |
||||
|
DN 450 |
PN 6 |
- |
494 |
- |
24 |
590 |
550 |
22 |
16 |
М20 |
|
PN 10 |
502 |
28 |
615 |
565 |
26 |
20 |
М24 |
|||
|
PN 16 |
510 |
516 |
40 |
40 |
640 |
585 |
30 |
М27 |
||
|
PN 20 |
- |
505 |
- |
635 |
578 |
32,5 |
16 |
М30 |
||
|
PN 25 |
522 |
520 |
50 |
46 |
660 |
600 |
36 |
20 |
М33 |
|
|
PN 40 |
542 |
522 |
60 |
57 |
680 |
610 |
39 |
М36 |
||
|
PN 50 |
- |
533 |
- |
60,5 |
710 |
628,5 |
35,5 |
24 |
М33 |
|
|
PN 110 |
546 |
90 |
745 |
654 |
45 |
20 |
М42 |
|||
|
PN 150 |
565 |
109 |
785 |
686 |
51 |
М48 |
||||
|
DN 500 |
PN 6 |
- |
544 |
- |
26 |
640 |
600 |
22 |
20 |
М20 |
|
PN 10 |
559 |
28 |
670 |
620 |
26 |
М24 |
||||
|
PN 16 |
564 |
576 |
44 |
44 |
710 |
650 |
33 |
М30 |
||
|
PN 20 |
- |
559 |
- |
43 |
700 |
635 |
32,5 |
|||
|
PN 25 |
580 |
580 |
52 |
48 |
730 |
660 |
36 |
М33 |
||
|
PN 40 |
592 |
576 |
62 |
57 |
755 |
670 |
42 |
М39 |
||
|
PN 50 |
- |
587 |
- |
63,5 |
775 |
686 |
35,5 |
24 |
М33 |
|
|
PN 63 |
610 |
- |
70 |
- |
800 |
705 |
52 |
20 |
М48 |
|
|
PN 110 |
- |
610 |
- |
96 |
815 |
724 |
45 |
24 |
М42 |
|
|
PN 150 |
672 |
115 |
855 |
749,5 |
55 |
20 |
М52 |
|||
|
DN 600 |
PN 6 |
- |
642 |
- |
30 |
755 |
705 |
26 |
20 |
М24 |
|
PN 10 |
658 |
34 |
780 |
725 |
30 |
М27 |
||||
|
PN 16 |
672 |
690 |
48 |
54 |
840 |
770 |
36 |
М33 |
||
|
PN 20 |
- |
664 |
- |
48 |
815 |
749,5 |
35,5 |
|||
|
PN 25 |
684 |
684 |
56 |
58 |
840 |
770 |
39 |
М36 |
||
|
PN 40 |
696 |
686 |
63 |
72 |
890 |
795 |
48 |
М45 |
||
|
PN 50 |
- |
702 |
- |
70 |
915 |
813 |
42 |
24 |
М39 |
|
|
PN 63 |
720 |
- |
76 |
- |
925 |
820 |
56 |
20 |
М52 |
|
|
PN 110 |
- |
718 |
- |
109 |
940 |
838 |
51 |
24 |
М48 |
|
|
PN 150 |
749 |
147 |
1040 |
901,5 |
68 |
20 |
М64 |
|||
|
DN 700 |
PN 6 |
- |
746 |
- |
26 |
860 |
810 |
26 |
24 |
М24 |
|
PN 10 |
772 |
34 |
895 |
840 |
30 |
М27 |
||||
|
PN 16 |
776 |
760 |
50 |
40 |
910 |
36 |
М33 |
|||
|
PN 25 |
792 |
780 |
60 |
50 |
960 |
875 |
42 |
М39 |
||
|
PN 40 |
804 |
- |
68 |
- |
995 |
900 |
52 |
М48 |
||
|
DN 800 |
PN 6 |
- |
850 |
- |
26 |
975 |
920 |
30 |
24 |
М27 |
|
PN 10 |
876 |
36 |
1010 |
950 |
33 |
М30 |
||||
|
PN 16 |
880 |
862 |
52 |
42 |
1020 |
39 |
М36 |
|||
|
PN 25 |
896 |
882 |
64 |
54 |
1075 |
990 |
48 |
М45 |
||
|
PN 40 |
920 |
- |
76 |
- |
1135 |
1030 |
56 |
М52 |
||
|
DN 900 |
PN 6 |
- |
950 |
- |
26 |
1075 |
1020 |
30 |
24 |
М27 |
|
PN 10 |
976 |
38 |
1115 |
1050 |
33 |
28 |
М30 |
|||
|
PN 16 |
984 |
962 |
54 |
44 |
1120 |
39 |
М36 |
|||
|
PN 25 |
1000 |
982 |
66 |
58 |
1185 |
1090 |
48 |
М45 |
||
|
DN 1000 |
PN 6 |
- |
1050 |
- |
26 |
1175 |
1120 |
30 |
28 |
М27 |
|
PN 10 |
1080 |
38 |
1230 |
1160 |
36 |
М33 |
||||
|
PN 16 |
1084 |
1076 |
56 |
46 |
1255 |
1170 |
42 |
М39 |
||
|
PN 25 |
1104 |
1086 |
68 |
62 |
1315 |
1210 |
55 |
М52 |
||
|
DN 1200 |
PN 6 |
- |
1264 |
- |
28 |
1400 |
1340 |
33 |
32 |
М30 |
|
PN 10 |
1292 |
44 |
1455 |
1380 |
39 |
М36 |
||||
|
PN 16 |
1288 |
1282 |
58 |
52 |
1485 |
1390 |
48 |
М45 |
||
|
PN 25 |
1308 |
1296 |
72 |
70 |
1525 |
1420 |
55 |
М52 |
||
|
DN 1400 |
PN 6 |
- |
1480 |
- |
32 |
1620 |
1560 |
36 |
36 |
М33 |
|
PN 10 |
1496 |
48 |
1675 |
1590 |
42 |
М39 |
||||
|
PN 16 |
1492 |
1482 |
60 |
58 |
1685 |
48 |
М45 |
|||
|
PN 25 |
1516 |
1508 |
78 |
76 |
1750 |
1640 |
60 |
М56 |
||
|
DN 1600 |
PN 6 |
- |
1680 |
- |
34 |
1830 |
1760 |
36 |
40 |
М33 |
|
PN 10 |
1712 |
52 |
1915 |
1820 |
48 |
М45 |
||||
|
PN 16 |
1704 |
1696 |
68 |
64 |
1930 |
55 |
М52 |
|||
|
PN 25 |
- |
1726 |
- |
84 |
1975 |
1860 |
60 |
М56 |
||
|
DN 1800 |
PN 6 |
- |
1878 |
- |
36 |
2045 |
1970 |
39 |
44 |
М36 |
|
PN 10 |
1910 |
56 |
2115 |
2020 |
48 |
М45 |
||||
|
PN 16 |
- |
1896 |
- |
68 |
2130 |
55 |
М52 |
|||
|
PN 25 |
- |
1920 |
- |
90 |
2195 |
2070 |
68 |
М64 |
||
|
DN 2000 |
PN 6 |
- |
2082 |
- |
38 |
2265 |
2180 |
42 |
48 |
М39 |
|
PN 10 |
2120 |
60 |
2325 |
2230 |
48 |
М45 |
||||
|
PN 16 |
- |
2100 |
- |
70 |
2345 |
60 |
М56 |
|||
|
PN 25 |
- |
2150 |
- |
96 |
2425 |
2300 |
68 |
М64 |
||
|
Примечания 1 Ряд 2 соответствует [1]. 2 Фланцы должны изготавливаться с уплотнительными поверхностями исполнений: - А и В - для фланцев на PN £ 63; - С, D, E, F, J, К, L, М - для всех PN. |
||||||||||
6.6 Размеры литых фланцев из серого чугуна (тип 21) приведены на рисунке 10 и в таблице 9. Ряд 1 предпочтительный.
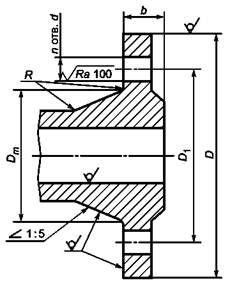
Примечание - Радиус R - по КД.
Рисунок 10 - Размеры литых фланцев из серого чугуна (тип 21)
Таблица 9 - Размеры литых фланцев из серого чугуна, тип 21 (см. рисунок 10)
Размеры в миллиметрах
|
PN, кгс/см2 |
Dm |
b |
D |
D1 |
d |
п |
Номинальный диаметр болтов или шпилек |
|||
|
Ряд 1 |
Ряд 2 |
Ряд 1 |
Ряд 2 |
|||||||
|
DN 10 |
PN 2,5 |
- |
20 |
- |
12 |
75 |
50 |
11 |
4 |
М10 |
|
PN 6 |
||||||||||
|
PN 10 |
28 |
14 |
90 |
60 |
14 |
|||||
|
PN 16 |
М12 |
|||||||||
|
DN 15 |
PN 1 |
31 |
- |
12 |
- |
80 |
55 |
11 |
4 |
М10 |
|
PN 2,5 |
26 |
12 |
||||||||
|
PN 6 |
||||||||||
|
PN 10 |
37 |
32 |
14 |
14 |
95 |
65 |
14 |
М12 |
||
|
PN 16 |
||||||||||
|
DN 20 |
PN 1 |
38 |
- |
14 |
- |
90 |
65 |
11 |
4 |
М10 |
|
PN 2,5 |
34 |
14 |
||||||||
|
PN 6 |
||||||||||
|
PN 10 |
42 |
40 |
16 |
16 |
105 |
75 |
14 |
М12 |
||
|
PN 16 |
||||||||||
|
DN 25 |
PN 1 |
47 |
- |
14 |
- |
100 |
75 |
11 |
4 |
М10 |
|
PN 2,5 |
44 |
14 |
||||||||
|
PN 6 |
||||||||||
|
PN 10 |
49 |
50 |
16 |
16 |
115 |
85 |
14 |
М12 |
||
|
PN 16 |
||||||||||
|
DN 32 |
PN 1 |
56 |
- |
15 |
- |
120 |
90 |
14 |
4 |
М12 |
|
PN 2,5 |
54 |
16 |
||||||||
|
PN 6 |
||||||||||
|
PN 10 |
60 |
60 |
18 |
18 |
135 |
100 |
18 |
М16 |
||
|
PN 16 |
||||||||||
|
DN 40 |
PN 1 |
64 |
- |
16 |
- |
130 |
100 |
14 |
4 |
М12 |
|
PN 2,5 |
64 |
16 |
||||||||
|
PN 6 |
||||||||||
|
PN 10 |
68 |
70 |
19 |
18 |
145 |
110 |
18 |
М16 |
||
|
PN 16 |
||||||||||
|
DN 50 |
PN 1 |
74 |
- |
16 |
- |
140 |
110 |
14 |
4 |
М12 |
|
PN 2,5 |
74 |
16 |
||||||||
|
PN 6 |
||||||||||
|
PN 10 |
80 |
84 |
20 |
20 |
160 |
125 |
18 |
М16 |
||
|
PN 16 |
||||||||||
|
DN 65 |
PN 1 |
94 |
- |
16 |
- |
160 |
130 |
14 |
4 |
М12 |
|
PN 2,5 |
94 |
16 |
||||||||
|
PN 6 |
||||||||||
|
PN 10 |
100 |
104 |
20 |
20 |
180 |
145 |
18 |
М16 |
||
|
PN 16 |
||||||||||
|
DN 80 |
PN 1 |
108 |
- |
18 |
- |
185 |
150 |
18 |
4 |
М16 |
|
PN 2,5 |
110 |
18 |
||||||||
|
PN 6 |
||||||||||
|
PN 10 |
114 |
120 |
22 |
22 |
195 |
160 |
8 |
|||
|
PN 16 |
||||||||||
|
DN 100 |
PN 1 |
128 |
- |
18 |
- |
205 |
170 |
18 |
4 |
М16 |
|
PN 2,5 |
130 |
18 |
||||||||
|
PN 6 |
||||||||||
|
PN 10 |
134 |
140 |
22 |
24 |
215 |
180 |
8 |
|||
|
PN 16 |
136 |
24 |
||||||||
|
DN 125 |
PN 1 |
155 |
- |
20 |
- |
235 |
200 |
18 |
8 |
М16 |
|
PN 2,5 |
160 |
20 |
||||||||
|
PN 6 |
||||||||||
|
PN 10 |
161 |
170 |
24 |
26 |
245 |
210 |
||||
|
PN 16 |
165 |
26 |
||||||||
|
DN 150 |
PN 1 |
180 |
- |
20 |
- |
260 |
225 |
18 |
8 |
М16 |
|
PN 2,5 |
182 |
20 |
||||||||
|
PN 6 |
||||||||||
|
PN 10 |
186 |
190 |
24 |
26 |
280 |
240 |
22 |
М20 |
||
|
PN 16 |
192 |
28 |
||||||||
|
DN 200 |
PN 1 |
234 |
- |
22 |
- |
315 |
280 |
18 |
8 |
М16 |
|
PN 2,5 |
238 |
22 |
||||||||
|
PN 6 |
||||||||||
|
PN 10 |
240 |
246 |
26 |
26 |
335 |
295 |
22 |
М20 |
||
|
PN 16 |
246 |
30 |
30 |
12 |
||||||
|
DN 250 |
PN 1 |
286 |
- |
23 |
- |
370 |
335 |
18 |
12 |
М16 |
|
PN 2,5 |
284 |
24 |
||||||||
|
PN 6 |
||||||||||
|
PN 10 |
292 |
298 |
28 |
28 |
390 |
350 |
22 |
М20 |
||
|
PN 16 |
298 |
296 |
32 |
32 |
405 |
355 |
26 |
М24 |
||
|
DN 300 |
PN 1 |
336 |
- |
24 |
- |
435 |
395 |
22 |
12 |
М20 |
|
PN 2,5 |
342 |
24 |
||||||||
|
PN 6 |
||||||||||
|
PN 10 |
342 |
348 |
29 |
28 |
440 |
400 |
||||
|
PN 16 |
352 |
350 |
34 |
32 |
460 |
410 |
26 |
М24 |
||
|
DN 350 |
PN 1 |
390 |
- |
26 |
- |
485 |
445 |
22 |
12 |
М20 |
|
PN 2,5 |
392 |
26 |
||||||||
|
PN 6 |
||||||||||
|
PN 10 |
396 |
408 |
30 |
30 |
500 |
460 |
16 |
|||
|
PN 16 |
498 |
410 |
38 |
36 |
520 |
470 |
26 |
М24 |
||
|
DN 400 |
PN 1 |
442 |
- |
28 |
- |
540 |
495 |
22 |
16 |
М20 |
|
PN 2,5 |
442 |
28 |
||||||||
|
PN 6 |
||||||||||
|
PN 10 |
448 |
456 |
32 |
32 |
565 |
515 |
26 |
М24 |
||
|
PN 16 |
460 |
458 |
40 |
38 |
580 |
525 |
30 |
М27 |
||
|
DN 450 |
PN 1 |
492 |
- |
28 |
- |
590 |
550 |
22 |
16 |
М20 |
|
PN 2,5 |
494 |
28 |
||||||||
|
PN 6 |
||||||||||
|
PN 10 |
498 |
502 |
32 |
32 |
615 |
565 |
26 |
20 |
М24 |
|
|
PN 16 |
516 |
516 |
44 |
40 |
640 |
585 |
30 |
М27 |
||
|
DN 500 |
PN 1 |
546 |
- |
29 |
- |
640 |
600 |
22 |
16 |
М20 |
|
PN 2,5 |
544 |
30 |
20 |
|||||||
|
PN 6 |
||||||||||
|
PN 10 |
552 |
559 |
34 |
34 |
670 |
620 |
26 |
М24 |
||
|
PN 16 |
570 |
576 |
46 |
42 |
710 |
650 |
33 |
М30 |
||
|
DN 600 |
PN 1 |
646 |
- |
30 |
- |
755 |
705 |
26 |
20 |
М24 |
|
PN 2,5 |
642 |
30 |
||||||||
|
PN 6 |
||||||||||
|
PN 10 |
654 |
658 |
36 |
36 |
780 |
725 |
30 |
М27 |
||
|
PN 16 |
682 |
690 |
54 |
48 |
840 |
770 |
36 |
М33 |
||
|
DN 700 |
PN 1 |
746 |
- |
30 |
- |
860 |
810 |
26 |
24 |
М24 |
|
PN 2,5 |
746 |
32 |
||||||||
|
PN 6 |
738 |
32 |
||||||||
|
PN 10 |
760 |
772 |
40 |
40 |
895 |
840 |
30 |
М27 |
||
|
PN 16 |
782 |
760 |
54 |
54 |
910 |
36 |
М33 |
|||
|
DN 800 |
PN 1 |
848 |
- |
30 |
- |
975 |
920 |
30 |
24 |
М27 |
|
PN 2,5 |
850 |
34 |
||||||||
|
PN 6 |
852 |
34 |
||||||||
|
PN 10 |
866 |
876 |
44 |
44 |
1010 |
950 |
33 |
М30 |
||
|
PN 16 |
882 |
862 |
54 |
58 |
1020 |
39 |
М36 |
|||
|
DN 900 |
PN 1 |
948 |
- |
30 |
- |
1075 |
1020 |
30 |
24 |
М27 |
|
PN 2,5 |
950 |
36 |
||||||||
|
PN 6 |
954 |
36 |
||||||||
|
PN 10 |
970 |
976 |
46 |
46 |
1115 |
1050 |
33 |
28 |
М30 |
|
|
PN 16 |
982 |
962 |
54 |
62 |
1120 |
39 |
М36 |
|||
|
PN 20 |
- |
* |
- |
60,5 |
1170 |
1086 |
42 |
32 |
М39 |
|
|
DN 1000 |
PN 1 |
1048 |
- |
30 |
- |
1175 |
1120 |
30 |
28 |
М27 |
|
PN 2,5 |
1050 |
36 |
||||||||
|
PN 6 |
1054 |
36 |
||||||||
|
PN 10 |
1076 |
1080 |
50 |
50 |
1230 |
1160 |
36 |
М33 |
||
|
PN 16 |
1090 |
1076 |
60 |
66 |
1255 |
1170 |
42 |
М39 |
||
|
DN 1200 |
PN 1 |
1250 |
- |
30 |
- |
1375 |
1320 |
30 |
32 |
М27 |
|
PN 2,5 |
1250 |
30 |
||||||||
|
PN 6 |
1260 |
1264 |
40 |
40 |
1400 |
1340 |
33 |
М30 |
||
|
PN 10 |
1284 |
1292 |
56 |
56 |
1455 |
1380 |
39 |
М36 |
||
|
DN 1400 |
PN 1 |
1452 |
- |
30 |
- |
1575 |
1520 |
30 |
36 |
М27 |
|
PN 2,5 |
1452 |
30 |
||||||||
|
PN 6 |
1466 |
1480 |
44 |
44 |
1620 |
1560 |
36 |
М33 |
||
|
PN 10 |
1494 |
1496 |
62 |
62 |
1675 |
1590 |
42 |
М39 |
||
|
DN 1600 |
PN 1 |
1654 |
- |
32 |
- |
1785 |
1730 |
30 |
40 |
М27 |
|
PN 2,5 |
1654 |
32 |
||||||||
|
PN 6 |
1672 |
1680 |
48 |
48 |
1830 |
1760 |
36 |
М33 |
||
|
PN 10 |
1702 |
1712 |
68 |
68 |
1915 |
1820 |
48 |
М45 |
||
|
DN 1800 |
PN 1 |
1856 |
- |
34 |
- |
1985 |
1930 |
30 |
44 |
М27 |
|
PN 2,5 |
1856 |
34 |
||||||||
|
PN 6 |
1876 |
1878 |
50 |
50 |
2045 |
1970 |
39 |
М36 |
||
|
PN 10 |
1910 |
1910 |
72 |
70 |
2115 |
2020 |
48 |
М45 |
||
|
DN 2000 |
PN 1 |
2056 |
- |
34 |
- |
2190 |
2130 |
30 |
48 |
М27 |
|
PN 2,5 |
2056 |
34 |
||||||||
|
PN 6 |
2082 |
2082 |
54 |
54 |
2265 |
2180 |
42 |
М39 |
||
|
PN 10 |
2116 |
2120 |
74 |
74 |
2325 |
2230 |
48 |
М45 |
||
|
DN 2200 |
PN 1 |
2260 |
- |
36 |
- |
2405 |
2340 |
33 |
52 |
М30 |
|
PN 2,5 |
2260 |
36 |
||||||||
|
PN 6 |
2292 |
* |
60 |
60 |
2475 |
2390 |
42 |
М39 |
||
|
DN 2400 |
PN 1 |
2464 |
- |
38 |
- |
2605 |
2540 |
33 |
56 |
М30 |
|
PN 2,5 |
2464 |
38 |
||||||||
|
PN 6 |
2496 |
* |
62 |
62 |
2685 |
2600 |
42 |
М39 |
||
|
DN 2600 |
PN 1 |
2670 |
- |
40 |
- |
2805 |
2740 |
33 |
60 |
М30 |
|
PN 2,5 |
2668 |
40 |
||||||||
|
PN 6 |
- |
* |
- |
64 |
2905 |
2810 |
48 |
М45 |
||
|
DN 2800 |
PN 1 |
2872 |
- |
44 |
- |
3030 |
2960 |
36 |
64 |
М33 |
|
PN 2,5 |
2868 |
44 |
42 |
|||||||
|
PN 6 |
- |
* |
- |
68 |
3115 |
3020 |
48 |
М45 |
||
|
DN 3000 |
PN 1 |
3072 |
- |
46 |
- |
3230 |
3160 |
36 |
68 |
М33 |
|
PN 2,5 |
3068 |
42 |
||||||||
|
PN 6 |
- |
* |
- |
70 |
3315 |
3220 |
48 |
М45 |
||
|
DN 3200 |
PN 2,5 |
- |
3268 |
- |
44 |
3430 |
3360 |
36 |
72 |
М33 |
|
PN 6 |
* |
76 |
3525 |
3430 |
48 |
М45 |
||||
|
DN 3400 |
PN 2,5 |
- |
3472 |
- |
46 |
3630 |
3560 |
36 |
76 |
М33 |
|
PN 6 |
* |
80 |
3735 |
3640 |
48 |
М45 |
||||
|
DN 3600 |
PN 2,5 |
- |
3676 |
- |
48 |
3840 |
3770 |
36 |
80 |
М33 |
|
PN 6 |
* |
84 |
3970 |
3860 |
55 |
М52 |
||||
|
DN 3800 |
PN 2,5 |
- |
3876 |
- |
48 |
4045 |
3970 |
39 |
80 |
М36 |
|
DN 4000 |
PN 6 |
- |
4076 |
- |
50 |
4245 |
4170 |
39 |
84 |
М36 |
|
* Размер не регламентируется. Указывают в рабочих чертежах. Примечания 1 Ряд 2 соответствует [2]. 2 Фланцы должны изготавливаться с уплотнительными поверхностями исполнений А, В, Е, F. |
||||||||||
6.7 Размеры литых фланцев из ковкого чугуна (тип 21) приведены на рисунке 11 и в таблице 10. Ряд 1 предпочтительный.
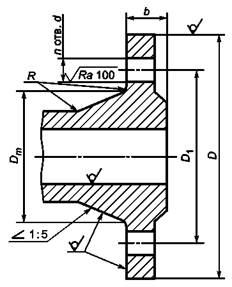
Примечание - Радиус R - по КД.
Рисунок 11 - Размеры литых фланцев из ковкого чугуна (тип 21)
Таблица 10 - Размеры литых фланцев из ковкого чугуна, тип 21 (см. рисунок 11)
Размеры в миллиметрах
|
PN, кгс/см2 |
Dm |
b |
D |
D1 |
d |
п |
Номинальный диаметр болтов или шпилек |
|||
|
Ряд 1 |
Ряд 2 |
Ряд 1 |
Ряд 2 |
|||||||
|
DN 10 |
PN 6 |
- |
20 |
- |
12 |
75 |
50 |
11 |
4 |
М10 |
|
PN 10 |
28 |
14 |
90 |
60 |
14 |
М12 |
||||
|
PN 16 |
||||||||||
|
PN 25 |
||||||||||
|
PN 40 |
||||||||||
|
DN 15 |
PN 6 |
- |
26 |
- |
12 |
80 |
55 |
11 |
4 |
М10 |
|
PN 10 |
32 |
14 |
95 |
65 |
14 |
М12 |
||||
|
PN 16 |
38 |
14 |
||||||||
|
PN 25 |
16 |
|||||||||
|
PN 40 |
||||||||||
|
DN 20 |
PN 6 |
- |
34 |
- |
14 |
90 |
65 |
11 |
4 |
М10 |
|
PN 10 |
40 |
16 |
105 |
75 |
14 |
М12 |
||||
|
PN 16 |
44 |
14 |
||||||||
|
PN 25 |
16 |
|||||||||
|
PN 40 |
||||||||||
|
DN 25 |
PN 6 |
- |
44 |
- |
14 |
100 |
75 |
11 |
4 |
М10 |
|
PN 10 |
50 |
16 |
115 |
85 |
14 |
М12 |
||||
|
PN 16 |
49 |
14 |
||||||||
|
PN 25 |
16 |
|||||||||
|
PN 40 |
||||||||||
|
DN 32 |
PN 6 |
- |
54 |
- |
16 |
120 |
90 |
14 |
4 |
М12 |
|
PN 10 |
60 |
18 |
135 |
100 |
18 |
М16 |
||||
|
PN 16 |
62 |
15 |
||||||||
|
PN 25 |
17 |
|||||||||
|
PN 40 |
||||||||||
|
DN 40 |
PN 6 |
- |
64 |
- |
16 |
130 |
100 |
14 |
4 |
М12 |
|
PN 10 |
70 |
18 |
145 |
110 |
18 |
М16 |
||||
|
PN 16 |
70 |
16 |
||||||||
|
PN 25 |
18 |
|||||||||
|
PN 40 |
||||||||||
|
DN 50 |
PN 6 |
- |
74 |
- |
16 |
140 |
110 |
14 |
4 |
М12 |
|
PN 10 |
84 |
20 |
160 |
125 |
18 |
М16 |
||||
|
PN 16 |
80 |
18 |
||||||||
|
PN 25 |
20 |
|||||||||
|
PN 40 |
||||||||||
|
DN 65 |
PN 6 |
- |
94 |
- |
16 |
160 |
130 |
14 |
4 |
М12 |
|
PN 10 |
104 |
20 |
180 |
145 |
18 |
8 |
М16 |
|||
|
PN 16 |
106 |
20 |
||||||||
|
PN 25 |
22 |
22 |
||||||||
|
PN 40 |
||||||||||
|
DN 80 |
PN 6 |
- |
110 |
- |
18 |
185 |
150 |
18 |
4 |
М16 |
|
PN 10 |
120 |
20 |
195 |
160 |
8 |
|||||
|
PN 16 |
116 |
22 |
||||||||
|
PN 25 |
24 |
24 |
||||||||
|
PN 40 |
||||||||||
|
DN 100 |
PN 6 |
- |
130 |
- |
18 |
205 |
170 |
18 |
4 |
М16 |
|
PN 10 |
140 |
22 |
215 |
180 |
8 |
|||||
|
PN 16 |
||||||||||
|
PN 25 |
142 |
24 |
230 |
190 |
22 |
М20 |
||||
|
PN 40 |
||||||||||
|
DN 125 |
PN 6 |
- |
160 |
- |
20 |
235 |
200 |
18 |
8 |
М16 |
|
PN 10 |
170 |
22 |
245 |
210 |
||||||
|
PN 16 |
||||||||||
|
PN 25 |
162 |
26 |
270 |
220 |
26 |
М24 |
||||
|
PN 40 |
||||||||||
|
DN 150 |
PN 6 |
- |
182 |
- |
20 |
260 |
225 |
18 |
8 |
М16 |
|
PN 10 |
190 |
24 |
280 |
240 |
22 |
М20 |
||||
|
PN 16 |
||||||||||
|
PN 25 |
192 |
28 |
300 |
250 |
26 |
М24 |
||||
|
PN 40 |
||||||||||
|
DN 200 |
PN 6 |
- |
238 |
- |
22 |
315 |
280 |
18 |
8 |
М16 |
|
PN 10 |
246 |
24 |
335 |
295 |
22 |
М20 |
||||
|
PN 16 |
12 |
|||||||||
|
PN 25 |
252 |
30 |
360 |
310 |
28 |
М24 |
||||
|
PN 40 |
254 |
34 |
375 |
320 |
30 |
М27 |
||||
|
DN 250 |
PN 6 |
- |
284 |
- |
24 |
370 |
335 |
18 |
12 |
М16 |
|
PN 10 |
298 |
26 |
390 |
350 |
22 |
М20 |
||||
|
PN 16 |
296 |
405 |
355 |
26 |
М24 |
|||||
|
PN 25 |
304 |
32 |
425 |
370 |
30 |
М27 |
||||
|
PN 40 |
312 |
38 |
445 |
385 |
33 |
М30 |
||||
|
DN 300 |
PN 6 |
- |
342 |
- |
24 |
435 |
395 |
22 |
12 |
М20 |
|
PN 10 |
348 |
26 |
440 |
400 |
||||||
|
PN 16 |
350 |
28 |
460 |
410 |
26 |
М24 |
||||
|
PN 25 |
364 |
34 |
485 |
430 |
30 |
16 |
М27 |
|||
|
PN 40 |
378 |
42 |
510 |
450 |
33 |
М30 |
||||
|
Примечания 1 Ряд 2 соответствует [2]. 2 Фланцы должны изготавливаться с уплотнительными поверхностями исполнений А, В, Е, F. |
||||||||||
6.8 Допускается фланцы всех исполнений (кроме фланцев по ряду 2), имеющие четыре отверстия под шпильки (болты), изготавливать квадратными на номинальное давление не более PN 40. Размеры квадратных фланцев приведены на рисунке 12 и в таблице 11.
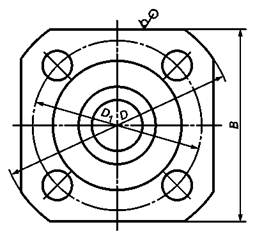
Примечание - Размеры D и D-,1 - в соответствии с таблицами 4 - 10.
Рисунок 12 - Размеры квадратных фланцев
Таблица 11 - Размеры квадратных фланцев (см. рисунок 12)
Размеры в миллиметрах
|
Размер В для PN, в кгс/см2 |
||||||
|
PN 1 и PN 2,5 |
PN 6 |
PN 10 |
PN 16 |
PN 25 |
PN 40 |
|
|
DN 10 |
60 |
60 |
70 |
70 |
70 |
70 |
|
DN 15 |
65 |
65 |
75 |
75 |
75 |
75 |
|
DN 20 |
70 |
70 |
80 |
80 |
80 |
80 |
|
DN 25 |
75 |
75 |
90 |
90 |
90 |
90 |
|
DN 32 |
95 |
95 |
105 |
105 |
105 |
105 |
|
DN 40 |
100 |
100 |
110 |
110 |
110 |
110 |
|
DN 50 |
110 |
110 |
125 |
125 |
125 |
125 |
|
DN 65 |
125 |
125 |
140 |
140 |
- |
- |
|
DN 80 |
140 |
140 |
- |
- |
- |
- |
|
DN 100 |
155 |
155 |
- |
- |
- |
- |
7 Технические требования
7.1 Фланцы должны изготавливаться в соответствии с требованиями настоящего стандарта и/или по рабочим чертежам, утвержденным в установленном порядке.
Давления номинальные, рабочие, пробные - по ГОСТ 356.
Допускается в отверстиях под крепежные детали выполнение резьбы.
Допускается фланцы, имеющие одинаковые присоединительные размеры для нескольких номинальных давлений, изготавливать толщиной b для максимального давления, а также применять фланцы на большие номинальные давления по сравнению с номинальным давлением изделия.
7.2 Фланцы арматуры должны изготовляться с уплотнительными поверхностями исполнений А, В, D, D1, D2, F, F1, F2, J, К, М в соответствии с рисунками 2 - 4. Другие уплотнительные поверхности (с выступом или шипом) фланцев арматуры (С, С1, С2, Е, Е1, Е2, L) допускается применять только по требованию заказчика.
7.3 Фланцы с исполнением уплотнительных поверхностей А, В, С, С1, С2, D, D1, D2, Е, Е1, Е2, F, F1, F2 (рисунки 2 - 4) применяются в соединениях, уплотняемых эластичными (ГОСТ 15180), металлическими зубчатыми, спирально-навитыми (ГОСТ Р 52376), графитовыми, металлографитовыми на основе терморасширенного графита [14] и другими плоскими прокладками (ГОСТ 15180).
Фланцы с исполнением уплотнительных поверхностей К и J применяются соответственно с линзовыми и овального сечения прокладками (ГОСТ Р 53561).
Фланцы с исполнением уплотнительных поверхностей L и М применяются с прокладками на основе фторопласта-4 (ГОСТ 15180).
7.4 Фланцы должны изготавливаться методами, обеспечивающими соблюдение геометрических размеров и механических свойств в соответствии с выбранными типами фланцев, маркой материалов и группой контроля, а для фланцев, применяемых на опасных производственных объектах, - с учетом требований [18].
Фланцы типов 01, 02, 03, 04 (плоские) допускается изготавливать сварными из частей при условии выполнения сварных швов с полным проваром по всему сечению фланца. Качество радиальных сварных швов должно быть проверено радиографическим или ультразвуковым методом в объеме 100 %. При изготовлении фланцев с применением сварки в рабочих чертежах должны быть указаны требования к сварке и контролю качества сварного соединения (например, по [17]).
Фланцы типа 11 (стальные приварные встык) следует изготавливать из поковок, штамповок или бандажных заготовок. Не допускается изготовление фланцев типа 11 из листового проката методом обточки.
Метод и технологию производства определяет изготовитель, если иное не оговорено дополнительно при заказе.
7.5 Фланцы номинальных диаметров DN £ 600 рассчитаны по ГОСТ Р 52857.4 на действие внутреннего давления среды в соединениях при использовании прокладок по ГОСТ 15180 без учета внешних нагрузок, изгибающих моментов и коррозионного воздействия.
Работоспособность фланцевого соединения всех типоразмеров при использовании всехтипов прокладок с учетом конкретных условий эксплуатации соединения (в т.ч. внешних нагрузок, изгибающих моментов, коррозионного воздействия рабочей и окружающей среды), а также фланцев DN > 600 от действия внутреннего давления среды должна подтверждаться расчетом, данными эксплуатации или испытаниями. Расчеты производить по утвержденной методике (например, по ГОСТ Р 52857.4).
7.6 Чугунные фланцы следует применять только с эластичными прокладками.
7.7 Размеры, материалы и технические требования к прокладкам - по нормативной документации и/или по рабочим чертежам, утвержденным в установленном порядке. Размеры прокладокдолжны обеспечивать собираемость фланцевого соединения с учетом размеров исполнений уплотнительных поверхностей фланцев.
7.8 Материалы фланцев и крепежных деталей
7.8.1 Материал фланцев выбирается проектной организацией или заказчиком с учетом условий эксплуатации: рабочее давление, температура и характеристики рабочей и окружающей среды, коррозионные свойства, марки материалов привариваемыхтруб и сопрягаемого оборудования.
Рекомендуемые материалы для изготовления фланцев и крепежныхдеталей, перечень нормативных документов на заготовки, полуфабрикаты и материалы, а также давление и температура применения приведены в таблицах 12 и 13. Допускается изготовление фланцев и крепежныхдеталей из других материалов, в том числе зарубежных (в установленном порядке), с соответствующими характеристиками.
Таблица 12 - Рекомендуемые материалы для изготовления фланцев
|
Марка материала |
нд на заготовки |
Температура применения, °С |
PN, МПа (кгс/см2), не более |
|
|
Серый чугун |
СЧ15 |
От -15 до 300 |
1,6 (16) |
|
|
Ковкий чугун |
КЧ 30-6-Ф |
От -30 до 300 |
4 (40) |
|
|
Высокопрочный чугун |
ВЧ40 |
|||
|
Литье из нелегированной стали |
25Л-II |
От -30 до 450 |
6,3 (63) |
|
|
20Л-III |
20 (200) |
|||
|
25Л-III |
||||
|
Литье из легированной стали |
20Х5МЛ |
От -40 до 650 |
||
|
20ГМЛ |
[5] |
От -60 до 450 |
||
|
Литье из высоколегированной стали |
16Х18Н12С4ТЮЛ |
От -70 до 300 |
||
|
12Х18Н9ТЛ |
От -253 до 600 |
|||
|
10X18Н9Л |
||||
|
Сталь углеродистая |
Ст3сп не ниже 2-й категории |
Поковки по ГОСТ 8479 |
От -30 до 300 |
10 (100) |
|
Лист по ГОСТ 14637 |
От -20 до 300 |
|||
|
20 |
Поковки по ГОСТ 8479 |
От -40 до 475 |
20 (200) |
|
|
Лист по ГОСТ 1577 |
От -20 до 475 |
|||
|
20К |
Лист по ГОСТ 5520 |
|||
|
Поковки по ГОСТ 8479 |
От -30 до 475 |
|||
|
20КА |
Лист, поковка по [6] |
От -40 до 475 |
||
|
Низколегированная сталь |
20ЮЧ |
Поковки по [6] |
От -40 до 475 |
20 (200) |
|
15ГС |
||||
|
16ГС |
||||
|
Лист по ГОСТ 5520 |
||||
|
Лист по ГОСТ 19281 |
От -30 до 475 |
|||
|
10Г2С1 |
Лист по ГОСТ 5520 |
От -70 до 475 |
||
|
17ГС |
Лист по ГОСТ 5520 |
От -40 до 475 |
||
|
Лист по ГОСТ 19281 |
От -30 до 475 |
|||
|
17Г1С |
Лист по ГОСТ 5520 |
От -40 до 475 |
||
|
12ХМ |
Лист по ГОСТ 5520 |
От -40 до 560 |
||
|
15ХМ |
Поковки по ГОСТ 8479 |
|||
|
09Г2С |
Поковки по ГОСТ 8479 |
От -70 до 475 |
||
|
Лист по ГОСТ 5520 |
||||
|
Лист по ГОСТ 19281 |
||||
|
10Г2 |
Поковки по ГОСТ 8479 |
|||
|
Сталь теплоустойчивая |
15Х5М |
Лист по ГОСТ 7350; заготовки по ГОСТ 20072 |
От -40 до 650 |
20 (200) |
|
Сталь коррозионно-стойкая |
08Х18Н10Т |
Поковки по ГОСТ 25054; лист по ГОСТ 7350 |
От -270 до 610 |
|
|
12Х18Н9Т |
Поковки по ГОСТ 25054; лист по ГОСТ 7350 |
|||
|
12Х18Н10Т |
Поковки по ГОСТ 25054; лист по ГОСТ 7350 |
|||
|
10Х18Н9 |
Поковки по [9] |
От -270 до 600 |
||
|
08Х22Н6Т |
Поковки по ГОСТ 25054 |
От -40 до 300 |
||
|
08X21Н6М2Т |
Поковки по ГОСТ 25054 |
|||
|
15Х18Н12С4ТЮ |
Поковки по ГОСТ 25054; лист по ГОСТ 7350 |
От -70 до 300 |
||
|
06ХН28МДТ |
Поковки по ГОСТ 25054; лист по ГОСТ 7350 |
От -196 до 400 |
||
|
10Х17Н13М3Т |
Поковки по ГОСТ 25054; лист по ГОСТ 7350 |
От -196 до 600 |
||
|
10Х17Н13М2Т |
Поковки по ГОСТ 25054; лист по ГОСТ 7350 |
От -253 до 700 |
||
|
07Х20Н25М3Д2ТЛ ЭИ 943Л |
[4] |
От -70 до 300 |
||
|
Примечания 1 Для ряда 1 допускается изготовление фланцев из проката круглого и квадратного по НД на поставку в зависимости от применяемой марки стали. 2 Термообработка в соответствии с НД на заготовки (рекомендуются также [16], [19]). |
||||
Таблица 13 - Рекомендуемые материалы для крепежных деталей
|
Стандарт или технические условия на материал |
Параметры применения |
||||
|
Болты, шпильки |
Гайки |
||||
|
Температура рабочей среды, °С |
PN, МПа (кгс/см2), не более |
Температура рабочей среды, °С |
PN, МПа (кгс/см2), не более |
||
|
20, 25 |
От -40 до 425 |
2,5 (25) |
От -40 до 425 |
10 (100) |
|
|
35 |
10 (100) |
20 (200) |
|||
|
30Х, 35Х 40Х |
20 (200) |
||||
|
10Г2 |
От -70 до 425 |
От -70 до 425 |
|||
|
09Г2С |
16 (160) |
16 (160) |
|||
|
20ХН3А |
20 (200) |
20 (200) |
|||
|
18Х2Н4МА |
От -70 до 400 |
От -70 до 400 |
|||
|
38ХНЗМФА |
От -50 до 350 |
От -50 до 350 |
|||
|
30ХМА |
От -40 до 450 |
От -40 до 510 |
|||
|
25X1МФ (ЭИ 10) |
От-50 до 510 |
От -50 до 540 |
|||
|
20Х1М1Ф1БР (ЭИ 44) |
От -40 до 580 |
От -40 до 580 |
|||
|
20X13 |
От -30 до 450 |
От -30 до 510 |
|||
|
14Х17Н2 |
От -70 до 350 |
2,5 (25) |
От -70 до 350 |
2,5 (25) |
|
|
07Х16Н4Б |
[10] |
От -80 до 350 |
20 (200) |
От -80 до 350 |
20 (200) |
|
08Х18Н10Т 12Х18Н9Т 12Х18Н10Т |
От -196 до 600 |
От -196 до 600 |
|||
|
10Х17Н13М2Т 10Х17Н13М3Т |
От -253 до 600 |
От -253 до 600 |
|||
|
10Х14Г14Н4Т |
От -200 до 500 |
От -200 до 500 |
|||
|
08Х22Н6Т (ЭП 53) |
От -40 до 200 |
От -40 до 200 |
|||
|
07X21Г7АН5 (ЭП 222) |
От -253 до 400 |
От -253 до 400 |
|||
|
ХН35ВТ (ЭИ 612) |
От -70 до 650 |
От -70 до 650 |
|||
|
ХН35ВТ-ВД (ЭИ 612-ВД) |
[11] |
||||
|
45Х14Н14В2М (ЭИ 69) |
От -70 до 600 |
От -70 до 600 |
|||
|
10Х11Н23Т3МР (ЭП 33) |
От -260 до 650 |
- |
|||
|
08Х15Н24В4ТР (ЭП 164) |
От -269 до 600 |
От -269 до 600 |
|||
|
31Х19Н9МВБТ (ЭИ 572) |
От -70 до 625 |
От -70 до 625 |
|||
7.8.2 Крепежные детали (болты, шпильки, гайки) для соединения фланцев из аустенитной стали должны изготавливаться из стали того же структурного класса, что и фланцы.
Материалы крепежных деталей следует выбирать с коэффициентом линейного расширения, близким по значению коэффициенту линейного расширения материала фланца, при разнице в значениях коэффициентов линейного расширения материалов не выше 10 %.
Допускается применять материалы крепежныхдеталей и фланцев с коэффициентами линейного расширения, значения которых различаются более чем на 10 %, в случаях, обоснованных расчетом на прочность (например, по ГОСТ Р 52857.4), данными эксплуатации или экспериментом, а также для фланцевых соединений при расчетной температуре не более 100 °С.
7.8.3 Технические требования к крепежным деталям - по ГОСТ 20700, ГОСТ 23304 (рекомендуется также [13]).
Допускается применять крепежные изделия из сталей марок 30Х, 35Х, 40Х, 30ХМА при температурах от минус 40 °С до минус 60 °С, если при испытании на ударный изгиб образцов типа 11 по ГОСТ 9454 при рабочих отрицательных температурах ударная вязкость не будет ниже 300 кДж/м2 (3,0 кгс×м/см2) ни на одном из испытуемых образцов.
Допускается применять крепежные изделия из стали марки 45Х14Н14В2М при температуре от минус 70 °С до минус 80 °С, если при испытании на ударный изгиб образцов типа 11 по ГОСТ 9454 при температуре минус 80 °С ударная вязкость не будет ниже 300 кДж/м2 (3 кгс×м/см2) ни на одном из испытуемых образцов.
Сталь марки 14X17Н2 не допускается применять для заказов МО РФ и судовых систем.
Допускается применять сталь марки 20X13 на температуру от минус 30 °С до минус 40 °С, если при испытании на ударный изгиб образцов типа 11 по ГОСТ 9454 при температуре минус 40 °С ударная вязкость не будет ниже 300 кДж/м2 (3 кгс×м/см2) ни на одном из испытуемых образцов.
При изготовлении шпилек, болтов и гаек твердость шпилек или болтов должна быть выше твердости гаек не менее чем на 12 НВ.
7.8.4 Для соединений фланцев при температуре выше 300 °С и ниже минус 40 °С независимо от давления следует применять шпильки.
7.8.5 Заготовки из углеродистых, низколегированных, легированных и высоколегированных сталей подлежат термической обработке в соответствии с НД на заготовки (рекомендуются также [16], [19]).
7.9 Фланцы типов 01, 02, 03, 04 (плоские) применяются для трубопроводов, работающих при PN £ 2,5 МПа (25 кгс/см2) и температуре рабочей среды не более 300 °С. Эти фланцы не допускается применять для арматуры и трубопроводов, работающих в условиях циклических нагрузок (изменений давления и температуры рабочей и испытательной среды) с числом циклов п ³ 2×103 (за срок службы), а также в средах, вызывающих коррозионное растрескивание.
Для трубопроводов групп А и Б [18] с PN < 1 МПа (10 кгс/см2) должны применяться фланцы, предусмотренные на PN 1,6 МПа (16 кгс/см2). Для трубопроводов, работающих при номинальном давлении свыше 2,5 МПа (25 кгс/см2) независимо от температуры, а также для трубопроводов с рабочей температурой более 300 °С независимо от давления должны применяться фланцы типа 11 (стальные приварные встык) [18].
7.10 При выборе исполнения уплотнительной поверхности фланцев следует руководствоваться [18].
7.11 Предельные отклонения размеров фланцев и допуски взаимного расположения поверхностей должны соответствовать таблице 14.
Таблица 14 - Предельные отклонения размеров фланцев
|
Предельные отклонения |
|||||||||||||||||||||||||||||||
|
D0 |
Н14; при получении штамповкой - по классу точности Т4 ГОСТ 7505 |
||||||||||||||||||||||||||||||
|
D; B |
Для чугунных литых и литых стальных фланцев - по 9-му классу точности ГОСТ 26645. Для фланцев, изготовляемых из проката обычной точности (В1), - по ГОСТ 2590 и ГОСТ 2591. Для фланцев, изготовляемых методом плазменно-дуговой резки, - по 2-му классу точности ГОСТ 14792. Для фланцев штампованных и/или изготовляемых методом гибки из полосового проката с последующей сваркой стыка и горячей рихтовкой - по классу точности Т4 ГОСТ 7505. При этом допускается усиление шва, которое при определении предельного отклонения не учитывается. При изготовлении другими методами - по h16 |
||||||||||||||||||||||||||||||
|
D1 |
Позиционный допуск осей отверстий d (допуск зависимый) в диаметральном выражении для соединений типа А по ГОСТ 14140
Позиционный допуск осей отверстий d (допуск зависимый) в диаметральном выражении при изготовлении фланцев с резьбовыми отверстиями (тип В по ГОСТ 14140)
|
||||||||||||||||||||||||||||||
|
D2 |
±4,0 мм |
||||||||||||||||||||||||||||||
|
D3 |
Н12 |
||||||||||||||||||||||||||||||
|
D4 |
h12 |
||||||||||||||||||||||||||||||
|
D5 |
h12 |
||||||||||||||||||||||||||||||
|
D6 |
Н12 |
||||||||||||||||||||||||||||||
|
D7 |
±0,75 мм |
||||||||||||||||||||||||||||||
|
D8 |
±0,15 мм |
||||||||||||||||||||||||||||||
|
D9 |
js16 |
||||||||||||||||||||||||||||||
|
D10; D11 |
|
||||||||||||||||||||||||||||||
|
Н; Н1 |
До DN 80 включ. ±1,5 мм Св. DN 80 » DN 250 » ±2,0 мм Св. DN 250 ±3,0 мм |
||||||||||||||||||||||||||||||
|
D14; D15 |
±4,0 мм |
||||||||||||||||||||||||||||||
|
D16 |
h12 |
||||||||||||||||||||||||||||||
|
D17; D18 |
Н12 |
||||||||||||||||||||||||||||||
|
Dn;Dm |
При получении штамповкой - по классу точности Т4 ГОСТ 7505; при механической обработке: |
||||||||||||||||||||||||||||||
|
До 30 мм включ. |
h16 |
||||||||||||||||||||||||||||||
|
Св. 30 » 80 мм » |
h15 |
||||||||||||||||||||||||||||||
|
» 80 мм |
h14 |
||||||||||||||||||||||||||||||
|
d |
Н15 |
||||||||||||||||||||||||||||||
|
d1 |
При получении штамповкой - по классу точности Т4 ГОСТ 7505; при механической обработке: |
||||||||||||||||||||||||||||||
|
До 30 мм включ. |
Н16 |
||||||||||||||||||||||||||||||
|
Св. 30 » 80 мм » |
Н15 |
||||||||||||||||||||||||||||||
|
» 80 мм |
Н14 |
||||||||||||||||||||||||||||||
|
dв |
По Н14 (при получении штамповкой - по классу точности Т4 ГОСТ 7505) |
||||||||||||||||||||||||||||||
|
b; b1 |
При механической обработке обоих торцов |
||||||||||||||||||||||||||||||
|
До 18 мм включ. |
+2 мм |
||||||||||||||||||||||||||||||
|
Св. 18 » 50 мм » |
+3 мм |
||||||||||||||||||||||||||||||
|
» 50 мм |
+4 мм |
||||||||||||||||||||||||||||||
|
При механической обработке только со стороны уплотнительного торца |
|||||||||||||||||||||||||||||||
|
До 18 мм включ. |
+3,5 мм |
||||||||||||||||||||||||||||||
|
Св. 18 » 50 мм » |
+5,5 мм |
||||||||||||||||||||||||||||||
|
» 50 мм |
+9 мм |
||||||||||||||||||||||||||||||
|
b2 |
±0,2 мм |
||||||||||||||||||||||||||||||
|
h |
-1 мм |
||||||||||||||||||||||||||||||
|
h1; h2 |
+0,5 мм |
||||||||||||||||||||||||||||||
|
h3 |
+0,4 мм |
||||||||||||||||||||||||||||||
|
h4; h5 |
+0,5 мм |
||||||||||||||||||||||||||||||
|
Допуск плоскостности уплотнительных поверхностей |
Наибольший диаметр уплотнительной поверхности: |
||||||||||||||||||||||||||||||
|
до 1000 мм |
£ 0,4 мм |
||||||||||||||||||||||||||||||
|
св. 1000 мм |
£ 0,8 мм |
||||||||||||||||||||||||||||||
|
Допуск параллельности опорных поверхностей под гайки (шайбы, болты) и уплотнительных поверхностей |
< 1° |
||||||||||||||||||||||||||||||
|
±5° |
|||||||||||||||||||||||||||||||
|
Примечание - Неуказанные предельные отклонения размеров обработанных поверхностей - по классу точности «средний» ГОСТ 30893.1, между обработанной и необработанной - по классу «очень грубый» ГОСТ 30893.1. |
|||||||||||||||||||||||||||||||
7.12 Допуски расположения осей отверстий для крепежных деталей фланцев по ряду 2 должны соответствовать таблице 15.
Таблица 15 - Допуски расположения осей отверстий для крепежных деталей
|
Диапазон размеров шпилек (болтов) |
Допуск, мм |
|
|
D1 |
М10 - М24 |
±1 |
|
М27 - М33 |
±1,25 |
|
|
М36 - М52 |
±1,5 |
|
|
М56 - М95 |
±2 |
|
|
М100 |
±2,5 |
|
|
Расстояние между центрами отверстий для двух смежных болтов |
М10 - М24 |
±0,5 |
|
М27 - М33 |
±0,625 |
|
|
М36 - М52 |
±0,75 |
|
|
М56 - М95 |
±1 |
|
|
М100 |
±1,25 |
|
7.13 Отверстия под болты и шпильки во фланцах типа 21 (фланцах арматуры и оборудования) для удобства монтажа должны располагаться симметрично по отношению к главным осям изделия (но не на главных осях).
7.14 Допускается при изготовлении всех типов фланцев необработанные поверхности (по рисункам 3 - 11) обрабатывать с шероховатостью Ra 25 мкм с соблюдением геометрических размеров.
Допускается местная зачистка (подрезка, подторцовка) опорной поверхности фланцев под гайки (шайбы или головки болтов) глубиной не более 1 мм, при этом толщина фланца в месте подрезки не должна быть меньше расчетной, а опорная поверхность должна быть параллельна уплотнительной поверхности фланца в пределах, указанных в таблице 14.
7.15 Допускается изготовление фланцев типа 01 и колец для фланцев типа 02 с подгонкой внутреннего диаметра по фактическому наружному диаметру трубы соответствующего DN по требованию заказчика.
7.16 Разделка кромок под сварку для фланцев типа 11 ряда 2 приведена на рисунке 13. Разделка под приварку может быть другого вида по технической документации, утвержденной в установленном порядке.
7.16.1 Толщина стенки фланца t, присоединяемого к трубе, должна быть не меньше толщины стенки трубы или превышать ее более чем на 3 мм.
7.16.2 При несовпадении внутреннихдиаметров фланца и трубы допускается выполнять плавный переход под углом не более 10°.
|
* Значения f от 5 до 22 мм включительно. |
* Значения f больше 22 мм. |
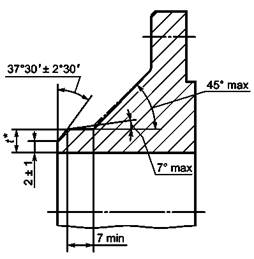
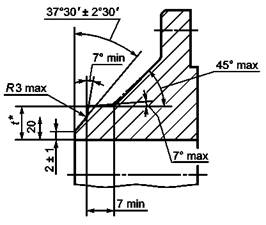
Рисунок 13 - Разделка кромки под сварку для фланцев типа 11, ряд 2
7.17 Заказчик должен предоставить следующую информацию при запросе и/или оформлении заказа:
а) DN;
б) PN;
в) номер типа фланца;
г) размерный ряд (1 или 2);
д) исполнение уплотнительной поверхности (согласно рисунку 2);
е) марку стали;
ж) группу контроля (в соответствии с таблицей 16);
и) для фланцев типов 01, 02 диаметр dв (под соединение с трубой) для обеспечения зазора при сварке от 0 до +2 мм (при отсутствии в заявке диаметр dв выполняется по таблицам 4, 5, 6, а для DN 100 - 110 мм, DN 125 - 135 мм, DN 150 - 161 мм);
для фланцев типа 03 диаметр D0 - для обеспечения разницы с диаметром трубы от 1 до 3 мм;
к) номер настоящего стандарта ГОСТ Р.
Пример условного обозначения при заказе стального приварного встык фланца DN 50 нa PN 10, тип 11, ряд 1, исполнение М, из стали 20 по IV группе контроля:
Фланец 50-10-11-1-М-Ст 20-IV ГОСТ Р 54432-2011
7.17.1 Дополнительно при заказе заказчик может указать следующее:
- наружный диаметр и толщину стенки трубы;
- толщину фланца;
- другие требования, в том числе по контролю, покрытию.
7.18. Рекомендуемая форма заявки на изготовление и поставку партии фланцев приведена в приложении А.
7.19 Расчетная масса фланцев приведена в приложении Б.
8 Испытания и контроль качества
8.1 Виды и объем испытаний материала заготовок - в соответствии с таблицей 16 и КД.
Методы контроля - по НД в зависимости от вида испытаний (например, ГОСТ 1577, ГОСТ 8479, ГОСТ 19281, [15], [16] и т.д.).
8.2 При визуальном и измерительном контроле проверяется соответствие фланцев КД настоящему стандарту в части размеров (габаритные, присоединительные, толщина фланца и размеры под приварку), взаимного расположения поверхностей, шероховатости, маркировки. На уплотнительных поверхностях не допускаются вмятины, задиры, механические повреждения. Шероховатость поверхности необходимо контролировать в соответствии с образцами шероховатости.
8.3 Испытания фланцев давлением на прочность производят в составе трубопровода или оборудования, элементом которого они являются. Давление испытания (пробное давление) - в соответствии с ГОСТ 356 или КД и ТУ на арматуру, оборудование или трубопровод.
Таблица 16 - Виды и объем испытаний
|
Условия комплектования партии |
Вид и объем испытаний |
Сдаточные характеристики |
Применяемость |
|
|
I |
Заготовки одной марки стали |
Химический анализ - каждая плавка |
Химический состав |
Для фланцев PN £ 2,5 DN £ 300, для жидких рабочих сред, не относящихся к опасным веществам (см. примечание 1) |
|
II |
Заготовки одной марки стали, совместно прошедшие термическую обработку |
Химический анализ - каждая плавка. Измерение твердости - 5 % партии, но не менее 5 шт. МКК по требованию заказчика2) |
Химический состав. Твердость |
Для фланцев PN £ 6 всех DN и для фланцев PN £ 16 DN £ 300, для рабочих сред, не относящихся к опасным веществам (см. примечание 1) |
|
III |
Заготовки одной марки стали, прошедшие термическую обработку по одинаковому режиму |
Химический анализ - каждая плавка. Измерение твердости - каждая заготовка3). Неразрушающий контроль - по требованию заказчика. МКК по требованию заказчика2) |
Химический состав. Твердость |
Для фланцев PN £ 25 всех DN для рабочих сред, не относящихся к опасным веществам. Для фланцев PN £ 6 DN £ 150, для жидких рабочих сред, относящихся к опасным веществам |
|
IV |
Химический анализ - каждая плавка. Измерение твердости - каждая заготовка3). Механические свойства - 1 % каждой садки, но не менее 2 шт.1) Неразрушающий контроль - каждая заготовка4). МКК по требованию заказчика2) |
Химический состав. Твердость5) Механические свойства (предел текучести, относительное сужение, ударная вязкость)6), 7) Стойкость к МКК |
Для фланцев PN £ 160 всех DN для всех сред |
|
|
V |
Индивидуально каждая заготовка |
Химический анализ - каждая плавка. Измерение твердости - каждая заготовка3). Механические свойства - каждая заготовка. Неразрушающий контроль - каждая заготовка4). МКК по требованию заказчика2) |
Для фланцев PN > 160 всех DN для всех сред8) |
|
|
1) Для партии группы IV свыше 100 шт. отбирать 1 % партии, но не менее двух проб. 2) Для высоколегированных сталей по ГОСТ 6032, работающих под воздействием коррозионно-активной среды. 3) Допускается для измерения твердости сталей 12Х18Н9, 09Х18Н9, 10Х18Н9Т, 12Х18Н9Т, 08Х18Н10Т, 08Х18Н10Т-ВД, 10Х17Н13М2Т, 10Х17Н13М3Т, 08Х17Н15М3Т отбирать 25 % заготовок партии, если твердость не указана в рабочем чертеже как сдаточная. 4) Поковки, штамповки, заготовки, предназначенные для работы на PN ³ 10 МПа (100 кгс/см2), должны проходить контроль УЗК в объеме 100 %, на давление ниже 10 МПа УЗК проводится по требованию заказчика. Контроль поковок - по ГОСТ 24507 (группа качества 4n), контроль листов - по ГОСТ 22727 (1 класс сплошности). Другие виды неразрушающего контроля и нормы оценки - по требованию заказчика. 5) Значения твердости для заготовок групп IV и V не является браковочным признаком, если твердость не указана в чертеже как сдаточная. 6) Для групп IV и V в зависимости от условий работы могут быть назначены дополнительные сдаточные характеристики (sв, KCV, KCU или KCV при отрицательной температуре, СКР и др.). 7) Для заготовок из высоколегированных сталей и сплавов аустенитного, аустенитно-ферритного классов, не упрочняемых термической обработкой, испытание на ударный изгиб не производится и ударная вязкость не является сдаточной характеристикой, за исключением случаев, когда необходимость испытания определяется техническими требованиями чертежа. 8) Для фланцев, полученных методом штамповки, допускается проводить контроль по IV группе контроля. |
||||
|
Примечания 1 Опасные вещества - в соответствии с Федеральным законом от 21.07.97 № 116-ФЗ «О промышленной безопасности опасных производственных объектов». 2 Группа контроля может уточняться по согласованию с заказчиком. |
||||
(Поправка).
9 Маркировка, упаковка, транспортирование и хранение
9.1 Все фланцы, кроме типа 21, должны маркироваться следующим образом:
- товарный знак завода-изготовителя;
- DN;
- PN;
- номер типа фланца;
- номер размерного ряда (1 или 2);
- исполнение уплотнительной поверхности согласно рисунку 2;
- марка материала фланца;
- группа контроля согласно таблице 16.
Пример маркировки стального приварного встык фланца DN 50 на PN 10, тип 11, ряд 1, исполнение М, из стали 25 по группе контроля IV:

Для фланцев с группой контроля V дополнительно маркируется заводской номер.
9.2 Маркировка должна располагаться на наружной цилиндрической поверхности и/или тыльной стороне фланца и должна обеспечивать ее четкость после приварки фланца к трубе.
9.2.1 При маркировке на фланце разделители символов в виде дефисов могут быть заменены пробелами.
9.2.2 По согласованию между заказчиком и изготовителем (поставщиком) допускается поставка фланцев с маркировкой на бирках.
9.3 Фланцы должны иметь временную противокоррозионную защиту (консервацию) по ГОСТ 9.014, кроме фланцев, изготовляемых из коррозионно-стойких сталей и сплавов, а также имеющих защитное антикоррозионное покрытие, нанесенное по требованию заказчика. Вариант защиты и срок консервации (срок хранения без переконсервации) должны быть указаны в паспорте.
9.4 Упаковка должна обеспечивать защиту уплотнительных поверхностей и кромок под приварку, безопасность и удобство при погрузочно-разгрузочных работах и транспортировании фланцев.
9.4.1 Допускается транспортирование фланцев без упаковки при условии обеспечения их сохранности, защиты уплотнительных поверхностей и кромок под приварку.
9.5 Маркировка тары - по ГОСТ 14192.
9.6 Партия фланцев должна сопровождаться паспортом, удостоверяющим соответствие фланцев требованиям настоящего стандарта и КД. Партия фланцев должна состоять из фланцев одного типоразмера, одного материала и прошедших термическую обработку по одинаковому режиму.
Рекомендуемая форма паспорта приведена в приложении В.
Паспорт рекомендуется оформлять на листах формата А4 или А5 по ГОСТ 2.301 или типографским способом на листах форматов по ГОСТ 5773.
9.6.1 По согласованию между изготовителем и потребителем (заказчиком) прилагаются копии документов на заготовки и/или проводившиеся испытания, в т. ч. сведения о химическом составе, механических свойствах, термообработке, дефектоскопии и т.д.
Приложение А
(рекомендуемое)
Форма заявки на изготовление (поставку) партии фланцев
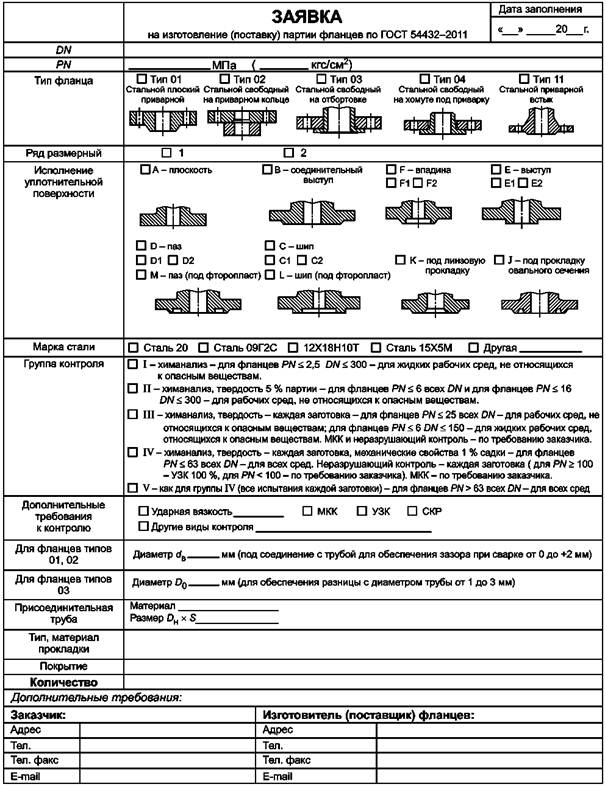
Приложение Б
(справочное)
Расчетная масса фланцев
Таблица Б.1 - Расчетная масса фланцев
|
DN |
Тип фланцев |
Масса фланцев, кг, для PN, кгс/см2 |
|||||||||
|
PN 1 и PN 2,5 |
PN 6 |
PN 10 |
PN 16 |
PN 25 |
PN 40 |
PN 63 |
PN 100 |
PN 160 |
PN 200 |
||
|
DN 10 |
01 |
0,25 |
0,31 |
0,46 |
0,54 |
0,63 |
- |
- |
- |
- |
- |
|
02 |
0,29 |
0,29 |
0,52 |
0,61 |
0,69 |
- |
- |
- |
- |
- |
|
|
11 |
0,29 |
0,34 |
0,50 |
0,60 |
0,69 |
0,69 |
1,03 |
1,03 |
- |
- |
|
|
DN 15 |
01 |
0,29 |
0,33 |
0,51 |
0,61 |
0,70 |
- |
- |
- |
- |
- |
|
02 |
0,33 |
0,33 |
0,58 |
0,67 |
0,77 |
- |
- |
- |
- |
- |
|
|
11 |
0,34 |
0,40 |
0,58 |
0,68 |
0,80 |
0,80 |
1,15 |
1,27 |
1,27 |
2,11 |
|
|
DN 20 |
01 |
0,45 |
0,53 |
0,74 |
0,86 |
0,98 |
- |
- |
- |
- |
- |
|
02 |
0,41 |
0,41 |
0,82 |
0,93 |
1,05 |
- |
- |
- |
- |
- |
|
|
11 |
0,46 |
0,53 |
0,87 |
0,87 |
0,99 |
0,99 |
1,81 |
2,02 |
2,08 |
2,54 |
|
|
DN 25 |
01 |
0,55 |
0,64 |
0,89 |
1,17 |
1,17 |
- |
- |
- |
- |
- |
|
02 |
0,60 |
0,60 |
0,96 |
1,10 |
1,24 |
- |
- |
- |
- |
- |
|
|
11 |
0,55 |
0,76 |
1,05 |
1,05 |
1,19 |
1,19 |
2,30 |
2,50 |
2,50 |
3,59 |
|
|
DN 32 |
01 |
0,79 |
1,01 |
1,40 |
1,58 |
1,77 |
- |
- |
- |
- |
- |
|
02 |
0,87 |
0,87 |
1,49 |
1,68 |
1,87 |
- |
- |
- |
- |
- |
|
|
11 |
0,78 |
1,10 |
1,54 |
1,54 |
1,85 |
1,85 |
2,94 |
3,06 |
3,07 |
4,43 |
|
|
DN 40 |
01 |
0,95 |
1,21 |
1,71 |
1,96 |
2,18 |
- |
- |
- |
- |
- |
|
02 |
1,01 |
1,01 |
1,92 |
2,13 |
2,35 |
- |
- |
- |
- |
- |
|
|
11 |
1,09 |
1,36 |
1,83 |
1,85 |
2,19 |
2,19 |
3,75 |
4,07 |
4,28 |
5,46 |
|
|
DN 50 |
01 |
1,04 |
1,33 |
2,06 |
2,58 |
2,71 |
- |
- |
- |
- |
- |
|
02 |
1,11 |
1,11 |
2,27 |
2,54 |
2,79 |
- |
- |
- |
- |
- |
|
|
11 |
1,26 |
1,53 |
2,26 |
2,28 |
2,78 |
2,81 |
4,63 |
6,08 |
6,49 |
11,3 |
|
|
DN 65 |
01 |
1,39 |
1,63 |
2,80 |
3,42 |
3,22 |
- |
- |
- |
- |
- |
|
02 |
1,55 |
1,55 |
3,01 |
3,31 |
3,43 |
- |
- |
- |
- |
- |
|
|
11 |
1,62 |
1,97 |
3,17 |
3,19 |
3,71 |
3,72 |
6,29 |
8,84 |
9,38 |
19,2 |
|
|
DN 80 |
01 |
1,84 |
2,44 |
3,19 |
3,71 |
4,06 |
- |
- |
- |
- |
- |
|
02 |
2,05 |
2,05 |
3,77 |
4,11 |
4,25 |
- |
- |
- |
- |
- |
|
|
11 |
2,43 |
2,76 |
3,67 |
4,21 |
4,44 |
4,81 |
7,22 |
9,98 |
10,5 |
27,5 |
|
|
DN 100 |
01 |
2,14 |
2,85 |
3,96 |
4,73 |
5,92 |
- |
- |
- |
- |
- |
|
02 |
2,38 |
2,38 |
4,55 |
4,93 |
6,19 |
- |
- |
- |
- |
- |
|
|
11 |
2,98 |
3,35 |
4,70 |
4,90 |
6,58 |
7,40 |
10,7 |
14,7 |
15,4 |
53,6 |
|
|
DN 125 |
01 |
2,6 |
3,88 |
5,40 |
6,38 |
8,26 |
- |
- |
- |
- |
- |
|
02 |
2,84 |
2,84 |
6,09 |
6,56 |
8,82 |
- |
- |
- |
- |
- |
|
|
11 |
3,72 |
4,66 |
6,71 |
6,76 |
9,45 |
10,2 |
17,1 |
23,3 |
24,9 |
73,2 |
|
|
DN 150 |
01 |
3,61 |
4,63 |
6,92 |
8,16 |
10,5 |
- |
- |
- |
- |
- |
|
02 |
3,94 |
3,94 |
7,86 |
8,48 |
10,9 |
- |
- |
- |
- |
- |
|
|
11 |
4,30 |
5,37 |
8,17 |
8,30 |
12,6 |
13,2 |
25,4 |
32,9 |
35,0 |
90,9 |
|
|
DN 200 |
01 |
4,73 |
5,89 |
8,05 |
10,1 |
13,3 |
- |
- |
- |
- |
- |
|
02 |
4,93 |
4,93 |
9,02 |
9,36 |
12,6 |
- |
- |
- |
- |
- |
|
|
11 |
6,92 |
8,37 |
11,4 |
11,8 |
17,4 |
24,4 |
38,5 |
54,2 |
60,1 |
160 |
|
|
DN 250 |
01 |
6,95 |
7,67 |
10,7 |
14,5 |
18,9 |
- |
- |
- |
- |
- |
|
02 |
6,38 |
6,38 |
11,3 |
13,9 |
17,7 |
- |
- |
- |
- |
- |
|
|
11 |
9,88 |
11,0 |
14,6 |
17,4 |
25,7 |
37,6 |
53,8 |
85,4 |
94,4 |
318 |
|
|
DN 300 |
01 |
9,33 |
10,3 |
12,9 |
17,8 |
24,0 |
- |
- |
- |
- |
- |
|
02 |
10,4 |
10,4 |
13,9 |
17,9 |
22,8 |
- |
- |
- |
- |
- |
|
|
11 |
13,4 |
14,8 |
18,7 |
22,8 |
33,3 |
57,1 |
74,6 |
128 |
141 |
- |
|
|
DN 350 |
01 |
10,5 |
12,6 |
15,9 |
22,9 |
34,4 |
- |
- |
- |
- |
- |
|
02 |
13,5 |
13,5 |
18,0 |
22,8 |
31,7 |
- |
- |
- |
- |
- |
|
|
11 |
16,0 |
17,7 |
24,0 |
32,0 |
46,6 |
70,3 |
106 |
172 |
- |
- |
|
|
DN 400 |
01 |
11,6 |
15,2 |
21,6 |
31,0 |
44,6 |
- |
- |
- |
- |
- |
|
02 |
17,0 |
17,0 |
24,4 |
29,1 |
42,5 |
- |
- |
- |
- |
- |
|
|
11 |
18,6 |
20,6 |
30,0 |
43,0 |
64,8 |
107 |
151 |
216 |
- |
- |
|
|
DN 450 |
01 |
14,6 |
17,3 |
22,8 |
39,6 |
51,8 |
- |
- |
- |
- |
- |
|
02 |
20,0 |
20,0 |
25,6 |
35,3 |
48,2 |
- |
- |
- |
- |
- |
|
|
11 |
23,6 |
23,6 |
33,3 |
54,0 |
72,3 |
107 |
- |
- |
- |
- |
|
|
DN 500 |
01 |
16,0 |
19,7 |
27,7 |
57,0 |
67,3 |
- |
- |
- |
- |
- |
|
02 |
25,4 |
25,4 |
33,2 |
49,3 |
64,6 |
- |
- |
- |
- |
- |
|
|
11 |
26,8 |
26,6 |
39,2 |
71,0 |
88,9 |
132 |
201 |
- |
- |
- |
|
|
DN 600 |
01 |
21,4 |
26,2 |
39,4 |
80,0 |
90,9 |
- |
- |
- |
- |
- |
|
11 |
35,8 |
35,8 |
48,8 |
99,3 |
124 |
181 |
283 |
- |
- |
- |
|
|
DN 700 |
01 |
29,2 |
36,7 |
59,5 |
84,2 |
127 |
- |
- |
- |
- |
- |
|
11 |
44,3 |
44,3 |
65,3 |
106 |
167 |
228 |
301 |
- |
- |
- |
|
|
DN 800 |
01 |
36,6 |
46,1 |
79,2 |
104 |
181 |
- |
- |
- |
- |
- |
|
11 |
46,2 |
56,2 |
87,2 |
131 |
215 |
344 |
464 |
- |
- |
- |
|
|
DN 900 |
01 |
44,2 |
55,1 |
94,1 |
129 |
- |
- |
- |
- |
- |
- |
|
11 |
66,4 |
66,8 |
103 |
158 |
253 |
437 |
954 |
- |
- |
- |
|
|
DN 1000 |
01 |
52,6 |
64,4 |
118 |
179 |
- |
- |
- |
- |
- |
- |
|
11 |
73,4 |
73,5 |
119 |
203 |
312 |
541 |
981 |
- |
- |
- |
|
|
DN 1200 |
01 |
62,4 |
99,0 |
197 |
298 |
- |
- |
- |
- |
- |
- |
|
11 |
92,9 |
111 |
180 |
285 |
388 |
691 |
1260 |
- |
- |
- |
|
|
DN 1400 |
01 |
77,6 |
161 |
279 |
- |
- |
- |
- |
- |
- |
- |
|
11 |
101 |
157 |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
DN 1600 |
01 |
94,3 |
203 |
423 |
- |
- |
- |
- |
- |
- |
- |
|
11 |
135 |
219 |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
DN 1800 |
01 |
117 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
DN 2000 |
01 |
133 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
DN 2200 |
01 |
190 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
DN 2400 |
01 |
237 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
Приложение В
(рекомендуемое)
Форма паспорта на фланцы
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
1 ОСНОВНЫЕ СВЕДЕНИЯ ОБ ИЗДЕЛИИ
2 ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
3 СВЕДЕНИЯ О ЗАГОТОВКЕ
4 ГАРАНТИИ ИЗГОТОВИТЕЛЯ Изготовитель (поставщик) гарантирует работоспособность фланцев при условии соблюдения потребителем условий транспортирования, хранения и эксплуатации по ГОСТ Р 54432-2011. Гарантийный срок эксплуатации _____ месяцев со дня ввода в эксплуатацию, но не более _____ месяцев со дня отгрузки. 5 ВРЕМЕННАЯ ПРОТИВОКОРРОЗИОННАЯ ЗАЩИТА (КОНСЕРВАЦИЯ)
6 СВИДЕТЕЛЬСТВО О ПРИЕМКЕ Фланцы ___________________________ обозначение изготовлены и приняты в соответствии с требованиями ГОСТ Р 54432-2011, действующей технической документацией и признаны годными для эксплуатации на указанные в настоящем ПС параметры |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Начальник ОТК М. П. |
______________ личная подпись |
___________________ расшифровка подписи |
___________________ год, месяц, число |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Руководитель предприятия |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
______________ личная подпись МП |
________________ расшифровка подписи |
_______________________ год, месяц, число |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Библиография
|
ИСО 7005-1:1992 (ISO 7005-1:1992) |
Фланцы металлические. Часть 1. Стальные фланцы (Metallic flanges - Part 1: Steel flanges) |
|
|
ИСО 7005-2:1988 (ISO 7005-2:1988) |
Фланцы металлические. Часть 2. Фланцы из литейного чугуна (Metallic flanges - Part 2: Cast iron flanges) |
|
|
Арматура трубопроводная. Отливки из чугуна. Технические требования |
||
|
Арматура трубопроводная. Отливки стальные. Общие технические условия |
||
|
ТУ 0870-001-05785572-2007 |
Отливки из стали 20ГМЛ для деталей холодного климатического исполнения. Технические условия |
|
|
ТУ 05764417-013-93 |
Заготовки из стали марок 09ГСНБЦ, 09ХГН2АБ, 20КА, 08Г2МФА |
|
|
Поковки деталей сосудов, аппаратов и трубопроводов высокого давления. Общие технические требования, правила приемки, методы испытаний |
||
|
Поковки из углеродистой и легированной стали для оборудования и трубопроводов тепловых и атомных станций |
||
|
ТУ 108.11.937-87 |
Заготовки из стали марок 10Х18Н9, 10Х18Н9-ВД, 10Х18Н9-Ш |
|
|
ТУ 14-1-3573-83 |
Прутки из коррозионно-стойкой стали марки 07X16Н4Б и 07Х16Н4Б-Ш |
|
|
ТУ 14-1-1665-04 |
Прутки сортовые из сплава марки ХН35ВТ-ВД (ЭИ612-ВД) |
|
|
[12] |
ОСТ 1.92077-91 |
Сплавы титановые |
|
Арматура трубопроводная. Шпильки, болты, гайки и шайбы для трубопроводной арматуры. Технические требования |
||
|
СТ ЦКБА-СОЮЗ-НОВОМЕТ-019-2006 |
Арматура трубопроводная. Уплотнения на основе терморасширенного графита. Общие технические требования |
|
|
Арматура трубопроводная. Поковки, штамповки и заготовки из проката. Технические требования |
||
|
СТ ЦКБА 016-2004 |
Арматура трубопроводная. Термическая обработка деталей, заготовок и сварных сборок из высоколегированных сталей, коррозионностойких и жаропрочных сплавов |
|
|
Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования |
||
|
Правила устройства и безопасной эксплуатации технологических трубопроводов |
||
|
Арматура трубопроводная. Термическая обработка заготовок из углеродистых и легированных конструкционных сталей. Типовой технологический процесс |
Ключевые слова: фланец, фланцевое соединение, арматура трубопроводная, среда, номинальное давление PN, номинальный диаметр DN , уплотнительные поверхности, прокладки