ЦЕНТРАЛЬНЫЙ ИНСТИТУТ НОРМАТИВНЫХ
ИССЛЕДОВАНИЙ
И НАУЧНО-ТЕХНИЧЕСКОЙ
ИНФОРМАЦИИ
«ОРГТРАНССТРОЙ»
МИНИСТЕРСТВА ТРАНСПОРТНОГО СТРОИТЕЛЬСТВА

ИЗГОТОВЛЕНИЕ БЛОКОВ
СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ ПРОЛЕТНЫХ
СТРОЕНИЙ
ДЛИНОЙ 9,3 м ДЛЯ МОСТОВ И ПУТЕПРОВОДОВ
НА
ЖЕЛЕЗНЫХ ДОРОГАХ
I. Область применения
Технологическая карта разработана на основе применения принципов научной организации труда и предназначена для руководства при составлении проектов производства работ и организации труда при изготовлении блоков пролетных строений длиной 9,3 м, используемых при эксплуатации в условиях низких температур (ниже -40 °С).
Гидроизоляция блоков предусматривается двух видов:
а) из битумных материалов
б) из самовулканизирующейся эластичной до -50° тиоколовой мастики.
Изготовление блоков предусмотрено по типовому проекту инж. № 557/1, разработанному институтом «Ленгипротрансмост», по поточно-агрегатной технологии на технологической линии в стальных передвижных формах.
При привязке технологической карты к местным условиям следует учитывать наличие форм, пропарочных камер и другого оборудования на технологической линии.
II. Указания по технологии производства работ
Технологическая линия (см. рисунок) оснащена четырьмя пропарочными камерами тоннельного типа, двумя мостовыми кранами грузоподъёмностью по 15 т, семью металлическими формами конструкции СКБ Главмостостроя, приспособлениями и инвентарем для производства работ.
Изготовление блоков с устройством гидроизоляции предусматривается на шести постах, на которых выполняют следующие работы:
Пост № 1 - сборка арматурного каркаса;
Пост № 2 - очистка и смазка формы, установка в форму арматурного каркаса, сборка формы, формовка блока, выдержка свежеотформованного блока, снятие опалубки балластного корыта, устройство и выдержка подготовительного слоя;
Пост № 3 - Термовлажностная обработка блока;
Пост № 4 - Распалубка блока, перемещение блока на пост № 5, формы - на пост № 2;
Пост № 5 - грунтовка изолируемой поверхности, устройство гидроизоляции с нанесением защитного слоя, предъявление блока заводский инспекции.
На посту № 6 - производятся выдержка блока.
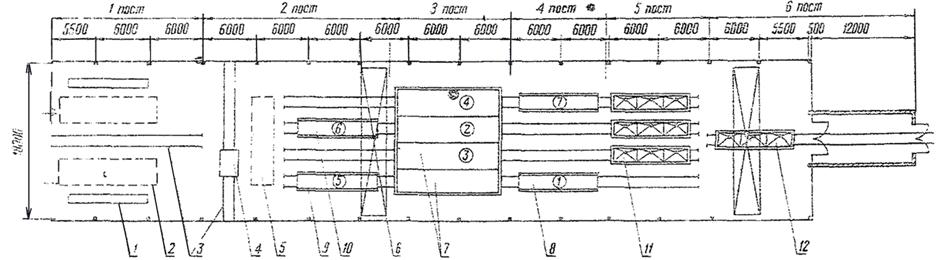
Схема технологической линии:
1 - кондуктор для сборки арматурного каркаса; 2 - площадка для складирования арматурных заготовок; 3 - рельсовый путь; 4 - бетоновозная тележка; 5 - площадка для складирования арматурных каркасов; 6 - мостовой кран; 7 - камера пропаривания; 8 - форма № 1 на посту распалубки; 9 - форма № 5 с блоком на посту формования в период выдержки индустриального слоя; 10 - форма № 6 на посту формования в период выдержки свежеотформованного блока; 11 - блок на посту гидроизоляции; 12 - блок на посту выдержки
Для изготовления арматурного каркаса применяются стержни периодического профиля стали класса А-III марки 25Г2С ГОСТ 5781-61 и ГОСТ 5058-65, а также гладкие стержни из стали класса А-I марки ВСт.3сп ГОСТ 5781-61 и ГОСТ 380-60.
При сборке арматурного каркаса применяются только вязаные соединения, сварные соединения в узлах не допускаются.
Стыки рабочей арматуры выполняются контактной сваркой «в стык» методом оплавления с продольной механической зачисткой заподлицо с поверхностью арматуры. При всех способах сварки горизонтальных участков рабочих стержней стыки их не должны располагаться в одном сечении нижней зоны ребра блока. Требуется соблюдать расстояние между стыками не менее 50 см друг от друга. Арматурные заготовки, доставляемые на тележках из арматурного отделения, заранее раскладываются по позициям на специально отведенной площадке.
Арматурный каркас блока собирают в шаблоне-кондукторе в следующей последовательности: вначале укладывают три нижних ряда стержней рабочей арматуры ребра. Стержни связывают между собой по длине через 1 - 1,5 м вязальной проволокой. Поверх стержней укладывают «коротыши», затем устанавливают остальные стержни рабочей арматуры ребра и хомуты, а также стержни монтажной и противоусадочной арматуры. Затем устанавливают и связывают между собой стержни верхних и нижних сеток плиты, стержни сеток торцевых и продольных бортиков и сеток вутов, устанавливают и привязывают монтажные петли и арматуру диафрагм.
При установке опорных коробок стропуют к мостовому крану один конец каркаса с помощью заведенной под верхние отгибы рабочих стержней траверсы, приподнимают его и устанавливают страховочные подкладки. Затем устанавливают и закрепляют в проектное положение опорную коробку, после чего каркас опускают и расстроповывают. При установке второй коробки операции повторяются.
Для обеспечения заданной толщины защитного слоя бетона к арматурному каркасу в шахматном порядке прикрепляют фиксаторы на расстоянии де более чем через 50 см.
Готовый каркас устанавливают в предварительно очищенную и смазанную форму. После чего борта формы устанавливают в проектное положение.
Внутренние поверхности щитов формы очищают пневмоскребками и щетками и наносят смазку «удочкой».
Установленный в форму каркас предъявляют заводской инспекции для освидетельствования. Затем устанавливают пустотообразователи для консольных болтов, раструбные трубки для отвода воды, монтируют опалубку балластного корыта мостовым краном.
Для изготовления блока применяется бетон марки 300 по прочности и марки 300 по морозостойкости.
Для приготовления бетона в соответствии с ВСН 151-68 применяется цемент, отвечающий требованиям ГОСТ 10178-62 для цементов с умеренной экзотермией.
В качестве мелкого заполнителя применяется песок из твердых и плотных каменных пород, отвечающий требованиям проекта 3.501-46 (инв. № 551/1) и ГОСТ 10268-70. В качестве крупного заполнителя используется фракционированный щебень, состоящий не менее чем из двух фракций, дозируемых при приготовлении бетонной смеси раздельно.
Бетонную смесь укладывают в форму наклонными слоями на полную высоту, при этом бетонирование нижнего слоя ведется с опережением верхнего на 1,5 - 2 м. Укладку бетонной смеси рекомендуется вести с обоих концов к середине. Уплотнение бетонной смеси производится глубинными вибраторами с гибким валом.
Перед термовлажностной обработкой свежеотформованный блок выдерживается в течение 16 ч при температуре не ниже +16°.
По истечении первых 8 - 9 ч демонтируют опалубку балластного корыта и устраивают подготовительный слой.
Рекомендуется следующий режим термовлажностной обработки блока:
- выдержка при температуре 20° - 16 ч
- подъем температуры от 20° до +60° - 8 ч
- изотермический прогрев при температуре 60° - 30 ч
- снижение температуры до 20° - 8 ч
Указанный режим установлен лабораторией Исетского завода МЖБК треста «Уралтранстром».
Для обеспечения мягкого режима пропаривания необходимо обеспечить подъем и снижение температуры со скоростью не более 5° в час.
После приобретения бетоном необходимой прочности, форму с блоком выкатывают из камеры пропаривания маневровой лебедкой на пост распалубки.
Мостовым краном снимают торцевые борта формы, извлекают блок и устанавливают его на грузовые тележки, предъявляют блок для технического освидетельствования заводской инспекции, которая дает разрешение на производство гидроизоляционных работ, и перемещают форму на пост № 2.
ОСНОВНЫЕ ПАРАМЕТРЫ БЛОКА
Полная длина блока 930 см
Ширина ребра 50 см
Высота ребра 90 см
Ширина плиты 208 см
Вес блока с гидроизоляцией 22,3 т
Объем бетона 7,65 м3
Допускаемые отклонения от проектных размеров основных параметров блоков не должны превышать, в мм:
по длине блока от +18 до -18
по ширине плиты от +10 до -10
по высоте блока от +4 до 0
по ширине нижнего пояса от +5 до -5
по толщине плиты от +5 до -5
искривление продольной оси блока от +4 до 0
Гидроизоляция блока устраивается в следующей технологической последовательности.
А. ИЗ САМОВУЛКАНИЗИРУЮЩЕЙСЯ ЭЛАСТИЧНОЙ ДО -50° ТИОКОЛОВОЙ МАСТИКИ
На изолируемую поверхность наносят грунтовку (разжиженную растворителем тиоколовую мастику) и выдерживают не менее 6 ч.
Наносят первый слой тиоколовой мастики и наклеивают один слой стеклоткани, прикатываемый ручным катком.
Наносят второй слой тиоколовой мастики, выдерживаемый не менее 6 ч.
Раскладывает на фиксаторах сетку для армирования защитного слоя.
Принимают раствор из бадьи, раскладывают его по изолируемой поверхности и заглаживают с образованием уклонов к водоотводным трубкам.
Покрывают грунтовкой неотвердевшую поверхность защитного слоя.
Б. ИЗ БИТУМНЫХ МАТЕРИАЛОВ
На изолируемую поверхность наносят грунтовку (битумный лак с растворителем) и выдерживают не менее 2 ч.
Наносят первый слой битумной мастики и наклеивают слой стеклоткани.
Затем второй, третий и четвертый слои.
На поверхность четвертого слоя стеклоткани наносят пятый отделочный слой битумной мастики, выдерживаемый не менее 2 ч.
Устанавливают на фиксаторах металлическую сетку, армирующую защитный слой гидроизоляции.
Принимают раствор из бадьи, раскладывают его по изолируемой поверхности и заглаживают с образованием уклонов к водоотводным трубкам.
После выдержки в течение 4 ч защитный слой покрывают грунтовкой, выдерживаемой не менее 2 ч, и наносят слой битумной мастики.
Каждый слой гидроизоляции сдается заводской инспекции для технического освидетельствования.
При изготовлении блоков следует руководствоваться следующими нормативными материалами:
1. Типовым проектом сборных железобетонных пролетных строений для мостов и путепроводов на железных дорогах 3.501-46 (инв. № 557/1).
2. Правилами по технике безопасности и производственной санитарии при производстве железобетонных изделий (Оргтрансстрой, 1962 г.).
3. Санитарными нормами и правилами при работе с инструментами, механизмами и оборудованием, создающими вибрации, передаваемые на руки работающим, по ограничению общей вибрации рабочих мест (Министерство здравоохранения СССР, 1966 г.).
4. СНиП III-А.11-70.
5. СНиП III-Д.2-62.
6. СНиП III-В.3-62.
7. Техническими указаниями ВСН 109-64.
8. Указаниями ВСН 151-68.
9. Рекомендациями по устройству гидроизоляции из битумно-резиновых материалов и холодных мастик на блоках сборных железобетонных пролетных строений железнодорожных мостов (ЦНИИС, 1970 г.).
10. Инструкцией по гидроизоляции проезжей части и устоев железнодорожных мостов и водопроводных труб (ВСН 32-60).
III. Указания по организации труда
Изготовление арматурных каркасов блоков выполняет специализированное звено рабочих, состоящее из трех чел.:
арматурщик 5 разр. - 1
арматурщик 4 разр. - 1
арматурщик 3 разр. - 1
Бетонирование блоков выполняет звено из двух формовщиков 5 разр.
На устройстве гидроизоляции на блоках работает звено из двух изолировщиков 5 и 4 разр.
Все рабочие, входящие в состав звеньев, должны владеть смежными профессиями (арматурщик профессией сварщика, формовщик - расформовщика, изолировщик - штукатура).
Арматурные, бетонные и гидроизоляционные работы производятся в две смены продолжительностью по 8 ч. Продолжительность обеденного перерыва предусмотрена 1 ч. Подготовительно-заключительные работы выполняются в соответствии с графиками работ. Регламентированный отдых рабочих распределен равномерно в течение смены.
Перед началом сборки арматурного каркаса заготовки должны быть уложены на специально отведенной площадке. Вязка узлов пересечений арматуры производится от концов каркаса к его середине.
До начала сборки формы и бетонирования блока должна производиться проверка исправности стропов, ограждений, переставных инвентарных подмостей, инструментов и приспособлений, а также опробование работы вибраторов.
До начала устройства гидроизоляции блока на месте работ должны быть сосредоточены необходимое оборудование и инструмент, проверена работа источника сжатого воздуха и магистрали, установлены переставные инвентарные подмости.
В каждой смене предусматривается бригада из семи чел., из них:
арматурщик 5 разр. 1
арматурщик 4 разр. 1
арматурщик 3 разр. 1
формовщик 5 разр. 2
изолировщик 5 разр. 1
изолировщик 4 разр. 1
Распределение операций между рабочими и времени на их выполнение по постам приведены на стр.
ПОСТ № 1
|
№ операции по графику «А» |
Продолжительность операций в мин |
Арматурщик 5 разряда (Р-1) |
Арматурщик 4 разряда (Р-2) |
Арматурщик 3 разряда (Р-3) |
Объем работ, выполняемый звеном (Р-1, Р-2 и Р-3) |
|||
|
Операции |
Механизмы, инструмент |
Операции |
Механизмы, инструмент |
Операции |
Механизмы, инструмент |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
16 |
12 |
Получает задание от мастера |
Подносит вязальную проволоку, проверяет и наличие арматурных заготовок |
То же, что и Р-2 |
||||
|
1 |
61,8 |
Устанавливает и связывает между собой стержни рабочей арматуры |
крючок для вязки арматуры |
То же, что и Р-1 |
крючок для вязки арматуры |
То же, что и Р-1 |
крючок для вязки арматуры |
19 стержней |
|
17 |
9 |
Отдыхает |
Отдыхает |
Отдыхает |
||||
|
2 |
84 |
Размечает места, устанавливает и привязывает хомуты к стержням рабочей арматуры |
метр, крючок для вязки арматуры |
То же, что и Р-1 |
метр, крючок для вязки арматуры |
Устанавливает и привязывает хомуты к стержням рабочей арматуры |
крючок для вязки арматуры |
100 хомутов |
|
17 |
10 |
Отдыхает |
Отдыхает |
Отдыхает |
||||
|
3 |
11,4 |
Размечает места и устанавливает поперечные стержни |
метр, крючок для вязки арматуры |
То же, что и Р-1 |
метр, крючок для вязки арматуры |
Устанавливает и привязывает поперечные стержни в местах отгибов рабочих стержней |
крючок для вязки арматуры |
18 стержней |
|
4 |
13,8 |
Размечает места, устанавливает и привязывает противоусадочную арматуру к хомутам |
метр, крючок для вязки арматуры |
Устанавливает и привязывает к хомутам стержни противоусадочной арматуры |
крючок для вязки арматуры |
То же, что и Р-2 |
крючок для вязки арматуры |
6 стержней |
|
5 |
10,8 |
Размечает места и устанавливает стержни противоусадочной арматуры |
метр |
То же, что и Р-1 |
метр |
Устанавливает стержни противоусадочной арматуры |
72 стержня |
|
|
6 |
20,1 |
Размечает места, устанавливает и привязывает продольные стержни (верхнего пояса) к хомутам |
метр, крючок для вязки арматуры |
То же, что и Р-1 |
метр, крючок для вязки арматуры |
Устанавливает и привязывает к хомутам продольные стержни верхнего пояса |
крючок - для вязки арматуры |
12 стержней |
|
7 |
7,1 |
Размечает места установки продольных и поперечных стержней верхних сеток плиты |
метр |
То же, что и Р-1 |
метр |
Устанавливает и привязывает стержни верхних сеток плиты |
крючок для вязки арматуры |
4 стержня |
|
60 |
Обеденный перерыв |
Обеденный перерыв |
Обеденный перерыв |
|||||
|
7 |
49,9 |
Размечает места установки продольных и поперечных стержней верхних сеток плиты, устанавливает и привязывает их |
метр, крючок для вязки арматуры |
То же, что и Р-1 |
метр, крючок для вязки арматуры |
Устанавливает и привязывает стержни верхних сеток плиты |
крючок для вязки арматуры |
78 стержней |
|
8 |
28,8 |
Размечает места установки продольных и поперечных стержней, нижних сеток плиты, устанавливает и привязывает их |
» |
То же, что и Р-1 |
» |
Устанавливает и привязывает стержни нижних сеток плиты |
» |
78 стержней |
|
17 |
11,2 |
Отдыхает |
Отдыхает |
Отдыхает |
||||
|
9 |
65,4 |
Размечает места, устанавливает стержни бортиков и привязывает их |
метр, крючок для вязки арматуры |
То же, что и Р-1 |
метр, крючок для вязки арматуры |
Устанавливает и привязывает стержни бортиков |
крючок для вязки арматуры |
232 стержня |
|
17 |
11,2 |
Отдыхает |
Отдыхает |
Отдыхает |
||||
|
10 |
13,8 |
Устанавливает и привязывает стержни вутов |
крючок для вязки арматуры |
То же, что и Р-1 |
крючок для вязки арматуры |
То же, что и Р-1 |
крючок для вязки арматуры |
106 стержней |
|
11 |
8,4 |
Устанавливает и привязывает монтажные петли |
крючок для вязки арматуры |
То же, что и Р-1 |
» |
То же, что и Р-1 |
» |
2 петли |
|
12 |
17,4 |
Размечает места, устанавливает и привязывает стержни диафрагм |
метр, крючок для вязки арматуры |
То же, что и Р-1 |
метр, крючок для вязки арматуры |
Устанавливает и привязывает стержни диафрагм |
» |
48 стержней |
|
13 |
8,4 |
Устанавливает и закрепляет опорные коробки |
То же, что и Р-1 |
То же, что и Р-1 |
2 коробки |
|||
|
14 |
4,8 |
Предъявляет готовый каркас заводской инспекции |
То же, что и Р-1 |
То же, что и Р-1 |
1 каркас |
|||
|
15 |
6 |
Стропует и подает каркас на пост № 2 |
мостовой кран |
То же, что и Р-1 |
мостовой кран |
То же, что и Р-1 |
мостовой кран |
1 каркас |
|
16 |
12,6 |
Докладывает мастеру о выполненной работе |
Убирает рабочее место |
То же, что и Р-2 |
||||
ПОСТ № 2
|
№ операции по графику «Б» |
Продолжительность операций в мин |
Арматурщик 5 разряда (Р-1) |
Арматурщик 5 разряда (Р-5) |
Объем работ, выполняемый звеном (Р-4 и Р-5) |
||
|
Операции |
Механизмы, инструмент |
Операции |
Механизмы, инструмент |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
15 |
26,4 |
Производит демонтаж секций опалубки балластного корыта формы № 6 |
мостовой кран |
То же, что и Р-4 |
мостовой кран |
6 секций |
|
7,8 |
Развинчивает гайки, извлекает консольные болты из блока № 6 |
гаечный ключ |
То же, что и Р-4 |
гаечный ключ |
14 болтов |
|
|
16 |
27 |
Принимает и укладывает раствор для подготовительного слоя блока № 6, заглаживает поверхность с образованием уклонов к водоотводным трубам |
лопата, полутерок |
То же, что и Р-4 |
лопата, полутерок |
19,5 м2 |
|
18 |
10 |
Отдыхает |
Отдыхает |
|||
|
6 |
6,0 |
Переходит на пост 4, стропует форму № 1 и подает на пост № 2 |
мостовой кран |
То же, что и Р-4 |
мостовой кран |
1 форма |
|
7 |
12,3 |
Очищает форму |
щетка |
То же, что и Р-4 |
щетка |
1 форма |
|
7 |
8,7 |
Смазывает форму |
удочка |
То же, что и Р-4 |
удочка |
50 м2 |
|
8 |
7,2 |
Привязывает к арматурному каркасу фиксаторы защитного слоя |
крючок для вязки арматуры |
То же, что и Р-4 |
крючок для вязки арматуры |
120 шт. |
|
9 |
4,8 |
Подает арматурный каркас к форме |
мостовой кран |
Стропует арматурный каркас, сопровождает его к форме |
мостовой кран |
1 каркас |
|
4,8 |
Устанавливает арматурный каркас |
1 |
То же, что и Р-4 |
1 каркас |
||
|
10 |
21,6 |
Подает и устанавливает торцевые борта формы в рабочее положение, а также продольные борта |
мостовой кран, ломик, кувалда, гаечный ключ |
То же, что и Р-4 |
мостовой кран, ломик, кувалда, гаечный ключ |
1 форма |
|
11 |
4,7 |
Устанавливает в форму водоотводные раструбные трубки |
ломик |
То же, что и Р-4 |
ломик |
3 трубки |
|
1,0 |
Устанавливает и закрепляет пустотообразователи консольных болтов |
крючок для вязки арматуры |
То же, что и Р-4 |
крючок для вязки арматуры |
6 шт. |
|
|
60 |
Обеденный перерыв |
Обеденный перерыв |
||||
|
3,0 6,4 |
Устанавливает и закрепляет пустотообразователи консольных болтов |
крючок для вязки арматуры |
То же, что и Р-4 |
крючок для вязки арматуры |
8 шт. |
|
|
11 |
4,1 |
Подает секции опалубки балластного корыта |
мостовой кран |
Стропует секции опалубки балластного корыта, сопровождает их к форме, выполняет расстроповку секций |
мостовой кран |
6 секций |
|
19 |
Производит монтаж секций опалубки балластного корыта |
мостовой кран, ломик, кувалда, гаечный ключ |
То же, что и Р-4 |
мостовой кран, ломик, кувалда, гаечный ключ |
6 секций |
|
|
19 |
6 |
Предъявляет подготовленную форму заводской инспекции |
То же, что и Р-4 |
|||
|
12 |
1,3 |
Подключает вибратор к электросети и проверяет его работу |
Подносит вибратор к форме |
|||
|
36,7 |
Принимает бетонную смесь и уплотняет ее вибратором |
вибратор, совковая лопата |
То же, что и Р-4 |
вибратор, совковая лопата |
3,8 м2 |
|
|
18 |
10 |
Отдыхает |
Отдыхает |
|||
|
12 |
38,2 |
Принимает и укладывает бетонную смесь и уплотняет ее вибратором |
вибратор, совковая лопата |
То же, что и Р-4 |
вибратор, совковая лопата |
3,85 |
|
13 |
28,8 |
Заглаживает уплотненную бетонную смесь с образованием уклонов к водоотводным трубкам |
полутерок, мастерок |
То же, что и Р-4 |
полутерок, мастерок |
19,5 |
|
18 |
10 |
Отдыхает |
Отдыхает |
|||
|
17 |
10,0 |
Собирает и сдает инструмент. Докладывает мастеру о выполненной работе |
снимает вибратор с формы, убирает рабочее место |
|||
|
22 |
66,5 |
Переходит к форме № 7 и подготовляет ее к бетонированию |
То же, что и Р-4 |
|||
ПОСТ № 4
|
№ операции по графику «Б» |
Продолжительность операций в мин |
Формовщик 5 разряда (Р-4) |
Формовщик 5 разряда (Р-5) |
Объем работ, выполняемый звеном (Р-4 и Р-5) |
||
|
Операции |
Механизмы, инструмент |
Операции |
Механизмы, инструмент |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
17 |
9,5 |
Получает задание от мастера |
Получает инструмент на складе |
|||
|
1 |
4 |
Открывает камеру пропаривания |
То же, что и Р-4 |
|||
|
5 |
Вывозит форму № 1 из камеры пропаривания |
лебедка |
Предупреждает находящихся на посту № 4 лиц и передает рабочему Р-4 сигналы о начале включения маневровой лебедки |
лебедка |
1 форма |
|
|
14 |
5 |
Устанавливает форму № 5 в камеру пропаривания |
лебедка |
Предупреждает находящихся на посту № 2 лиц и передает сигналы рабочему Р-4 о начале включения и выключения маневровой лебедки |
лебедка |
1 форма |
|
4 |
Закрывает камеру пропаривания |
То же, что и Р-4 |
||||
|
2 |
20,4 |
Разболчивает болты, крепящие продольный и торцевые борта формы |
гаечный ключ |
То же, что и Р-4 |
гаечный ключ |
1 форма |
|
3 |
11,4 |
Стропует и устанавливает блок на тележки |
мостовой кран |
То же, что и Р-4 |
мостовой кран |
1 блок |
|
4 |
6,6 |
Очищает раструбные трубки и устанавливает в них водоотводные трубки |
молоток, зубило |
То же, что и Р-4 |
молоток, зубило |
3 трубки |
|
5 |
16,8 |
Устанавливает консольные болты, монтажные ограничители и завинчивает гайки |
кувалда, ключ гаечный |
То же, что и Р-4 |
кувалда, ключ гаечный |
14 болтов |
|
19 |
6 |
Предъявляет блок заводской инспекции |
То же, что и Р-4 |
|||
|
18 |
9 |
Отдыхает |
Отдыхает |
|||
ПОСТ № 5
Гидроизоляция из битумных материалов
|
№ операции по графику «В» |
Продолжительность операций в мин |
Изолировщик 5 разряда (Р-6) |
Изолировщик 4 разряда (Р-7) |
Объем работ, выполняемый звеном (Р-6 и Р-7) |
||
|
Операции |
Механизмы, инструмент |
Операции |
Механизмы, инструмент |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
22 |
90 |
Выполняет изоляционные работы на других блоках |
То же, что и Р-6 |
|||
|
1 |
6,6 |
Очищает изолируемую поверхность блока сжатым воздухом |
резиновый шланг со штуцером |
Переносит шланг, подающий сжатый воздух |
||
|
2 |
9,6 |
Наносит грунтовку подготовительного слоя |
битумонагнетатель |
Управляет механизмами подачи материалов, следит за показаниями приборов |
||
|
18 |
4,8 |
Предъявляет выполненную работу заводской инспекции |
То же, что и Р-6 |
|||
|
22 |
129 |
Выполняет изоляционные работы на других блоках |
То же, что и Р-6 |
|||
|
60 |
Обеденный перерыв |
Обеденный перерыв |
||||
|
4 |
13,2 |
Наклеивает два слоя стеклоткани около водоотводных трубок |
кисть, малоемкая тара |
То же, что и Р-6 |
кисть, малоемкая тара |
3 трубки |
|
18 |
4,8 |
Предъявляет работу заводской инспекции |
То же, что и Р-6 |
|||
|
5 |
20,4 |
Наносит первый слой битумной мастики и приклеивает стеклоткань |
битумонагнетатель, каток |
Раскатывает рулон стеклоткани на блоке, обрезает ее у концов блока |
нож |
19,5 м2 |
|
18 |
4,8 |
Предъявляет работу заводской инспекции |
То же, что и Р-6 |
|||
|
6 |
24,6 |
Наносит второй слой битумной мастики, приклеивает стеклоткань |
кисть, малоемкая тара |
Раскатывает рулон стеклоткани на блоке, обрезает ее у концов блока |
нож |
19,5 м2 |
|
18 |
4,8 |
Предъявляет работу заводской инспекции |
То же, что и Р-6 |
|||
|
20 |
10 |
Отдыхает |
Отдыхает |
|||
|
7 |
20,4 |
Наносит третий слой битумной мастики и приклеивает стеклоткань |
кисть, малоемкая тара |
Раскатывает рулон стеклоткани на блоке, обрезает ее у концов блока |
нож |
19,5 м2 |
|
18 |
4,8 |
Предъявляет работу заводской инспекции |
То же, что и Р-6 |
|||
|
8 |
24,6 |
Наносит четвертый слой мастики и приклеивает стеклоткань |
битумонагнетатель, каток |
Раскатывает рулон стеклоткани на блоке, обрезает ее у концов блока |
нож |
19,5 м2 |
|
18 |
4,8 |
Предъявляет работу заводской инспекции |
То же, что и Р-6 |
|||
|
9 |
17,4 |
Наносит пятый слой мастики |
битумонагнетатель |
Управляет механизмами подачи механизмов, следит за показаниями приборов |
||
|
16 |
4,8 |
Предъявляет работу заводской инспекции |
То же, что и Р-6 |
|||
|
20 |
12 |
Отдыхает |
Отдыхает |
|||
|
22 |
108,6 |
Выполняет работы на других блоках |
То же, что и Р-6 |
|||
|
11 |
2,4 |
Разрезает изоляционный слой у водоотводных трубок и заправляет концы изоляции в раструб водоотводной трубки |
нож |
Обмазывает битумом наружную поверхность прижимного кольца и вставляет в раструб водоотводной трубы |
кисть, молоток |
3 кольца |
|
12 |
11,1 |
Раскладывает металлическую сетку по изолируемой поверхности и закрепляет у наружного борта блока вязальной проволокой |
То же, что и Р-6 |
|||
|
7,5 |
Вырезает отверстия в сетке в месте прохождения водоотводных трубок |
арматурные кусачки |
То же, что и Р-6 |
арматурные кусачки |
3 отверстия |
|
|
13 |
33,6 |
Принимает раствор из бункера, раскладывает по изолируемой поверхности, уплотняет и заглаживает его с образованием уклонов и водоотводным трубам |
совковая лопата, полутерок |
То же, что и Р-6 |
совковая лопата, полутерок |
19,5 м2 |
|
18 |
4,8 |
Предъявляет работу заводской инспекции |
То же, что и Р-6 |
|||
|
20 |
4,4 |
Отдыхает |
Отдыхает |
|||
|
22 |
136,2 |
Выполняет работы на других блоках |
То же, что и Р-6 |
|||
|
60 |
Обеденный перерыв |
Обеденный перерыв |
||||
|
22 |
30 |
Выполняет работы на других блоках |
То же, что и Р-6 |
|||
|
15 |
9,6 |
Наносит грунтовку защитного слоя |
битумонагнетатель |
Управляет механизмами подачи материалов, следит за показаниями приборов |
||
|
18 |
4,8 |
Предъявляет работу заводской инспекции |
То же, что и Р-6 |
|||
|
22 |
162,9 |
Выполняет работы на других блоках |
То же, что и Р-6 |
|||
|
17 |
17,4 |
Наносит слой битумной мастики по грунтовке |
битумонагнетатель |
Управляет механизмами подачи материалов, следит за показаниями приборов |
||
|
18 |
4,8 |
Предъявляет работу инспекции |
То же, что и Р-6 |
|||
|
19 |
10,5 |
Докладывает мастеру о выполненной работе |
Убирает рабочее место, собирает инструмент |
|||
ПОСТ № 5
Гидроизоляция из тиоколовой мастики
|
№ позиции по графику «Г» |
Продолжительность операции в мин |
Изолировщик 5 разряда (Р-6) |
Изолировщик 4 разряда (Р-7) |
Объем работ, выполняемый звеном (Р-6 и Р-7) |
|||
|
Операции |
Механизмы, инструмент |
Операции |
Механизмы, инструмент |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
1 |
17 |
90 |
Выполняет гидроизоляционные работы на других блоках |
То же, что и Р-6 |
|||
|
2 |
1 |
6,6 |
Очищает изолированную поверхность сжатым воздухом |
резиновый шланг со штуцером |
Переносит шланг, подающий сжатый воздух |
||
|
3 |
2 |
9 |
Наносит грунтовку подготовительного слоя |
пневмофорсунка |
Переносит шланг, следит за показаниями приборов |
||
|
4 |
13 |
4,8 |
Предъявляет выполненную работу заводской инспекции |
То же, что и Р-6 |
|||
|
5 |
15 |
6,6 |
Отдыхает |
Отдыхает |
|||
|
6 |
17 |
123 |
Выполняет гидроизоляционные работы на других блоках |
То же, что и Р-6 |
|||
|
7 |
60 |
Обеденный перерыв |
Обеденный перерыв |
||||
|
8 |
17 |
176,7 |
Выполняет гидроизоляционные работы на других блоках |
То же, что и Р-6 |
|||
|
9 |
4 |
13,2 |
Наклеивает два слоя стеклоткани у водоотводных трубок |
кисть, малоемкая тара |
То же, что и Р-6 |
кисть, малоемкая тара |
3 трубки |
|
10 |
13 |
4,8 |
Предъявляет работу заводской инспекции |
То же, что и Р-6 |
|||
|
11 |
5 |
20,4 |
Наносит слой тиоколовой мастики и приклеивает стеклоткань |
пневмофорсунка, каток |
Расстилает рулон стеклоткани и обрезает стеклоткань у концов блока |
нож |
19,5 м2 |
|
12 |
13 |
4,8 |
Предъявляет выполненную работу заводской инспекции |
То же, что и Р-6 |
|||
|
13 |
6 |
9 |
Наносит слой тиоколовой мастики по стеклоткани |
пневмофорсунка |
Управляет механизмами подачи материалов; следит за показаниями приборов |
||
|
14 |
13 |
4,8 |
Предъявляет выполненную работу заводской инспекции |
То же, что и Р-6 |
|||
|
15 |
14 |
6,3 |
Докладывает мастеру об окончании работ |
То же, что и Р-6 |
|||
|
16 |
17 |
240 |
Выполняет гидроизоляционные работы на других блоках |
То же, что и Р-6 |
|||
|
17 |
60 |
Обеденный перерыв |
Обеденный перерыв |
||||
|
18 |
17 |
60 |
Выполняет гидроизоляционные работы на других блоках |
То же, что и Р-6 |
|||
|
19 |
8 |
2,4 |
Режет изоляционный слой у водоотводных труб и заправляет концы изоляции в раструб водоотводных труб |
нож |
Обмазывает тиоколовой мастикой наружную поверхность прижимного кольца и вставляет их в раструб водоотводных труб |
молоток, кисть |
3 кольца |
|
20 |
9 |
18,6 |
Раскатывает металлическую сетку по поверхности балластного корыта и закрепляет у наружного борта блока вязальной проволокой |
г |
То же, что и Р-6 |
||
|
21 |
10 |
33,6 |
Принимает раствор из бадьи и раскладывает по изолируемой поверхности, уплотняет и заглаживает с образованием уклонов к водоотводным трубкам |
совковая лопата, полутерок |
То же, что и Р-6 |
совковая лопата, полутерок |
19,5 м2 |
|
22 |
13 |
4,8 |
Предъявляет работу заводской инспекции |
То же, что и Р-6 |
|||
|
23 |
15 |
9 |
Отдыхает |
Отдыхает |
|||
|
24 |
11 |
9 |
Навесит слой грунтовки |
пневмофорсунка |
Управляет механизмами подачи материалов, следит за показаниями приборов |
||
|
25 |
13 |
4,8 |
Предъявляет выполненную работу заводской инспекции |
То же, что и Р-6 |
|||
|
26 |
17 |
97,8 |
Выполняет гидроизоляционные работы на других блоках |
То же, что и Р-6 |
|||
|
27 |
13 |
4,8 |
Предъявляет выполненную работу заводской инспекции |
То же, что и Р-6 |
|||
IV. Техника безопасности при производстве работ
При работе необходимо выполнять следующие основные правила техники безопасности.
Формовку блока, изоляцию его следует производить с передвижных инвентарных подмостей, имеющих стремянки для подъема рабочих, и ограждения.
Строповка блоков должна осуществляться стропами, обладающими четырехкратным запасом прочности по отношению к весу пролетного строения. Не допускается применение скруток из проволоки.
Подъем, перемещение и установка каркаса в форму должны производиться мостовым краном.
Всякие передвижения блока или формы производить по сигналу, убедившись предварительно, что на пути их движения нет людей.
Пути перемещения (при перемещении маневровой лебедкой по железнодорожным путям) должны быть очищены и не иметь уклонов.
Бадьи для перевозки бетонной смеси должны быть исправны и обеспечены специальными приспособлениями, исключающими случайную выгрузку смеси.
К выполнению гидроизоляционных работ допускаются лица, достигшие 18-летнего возраста, знающие инструкцию и сдавшие техминимум в установленном порядке.
Рабочие, занятые приготовлением мастик, а также при производстве гидроизоляционных работ, обеспечиваются защитными очки и респираторами.
В битумоварочном помещении должна быть вывешена инструкция по технике безопасности, краткие технологические правила и иметься аптечка с необходимыми медикаментами, перевязочным материалом и средствами от ожогов.
Каждый изолировщик должен иметь брезентовый костюм, резиновые сапоги, брезентовые рукавицы, вазелин и мыло, защитные очки.
В местах хранения составляющих, а также в местах приготовления мастик и на месте гидроизоляционных работ курить категорически запрещается.
Возле котла должны быть два пенных огнетушителя, металлические лопаты и не менее 1 м3 сухого песка.
При варке битума необходимо соблюдение следующих условий:
котлы должны быть исправными (без трещин) и иметь кирпичную арматуру толщиной не менее 0,25 м.
Котлы должны быть снабжены плотно прилегающими крышками, подвешенными на канате с противовесами.
Загрузку котла битумом следует производить со стороны противоположной топки, и только на 3/4 его емкости.
Во избежание перегрева стенок котла и воспламенения битумной мастики запрещается держать уровень ее ниже обогреваемой части котла. Перед загрузкой в котел битум должен быть разбит на куски 5 - 7 см.
При приготовлении грунтовки (разбавленной бензином битумной мастики) расплавленный битум вливается в бензин (а не наоборот). Битум с бензином перемешивается деревянными мешалками. Температура битума в момент смешивания не должна превышать 70°.
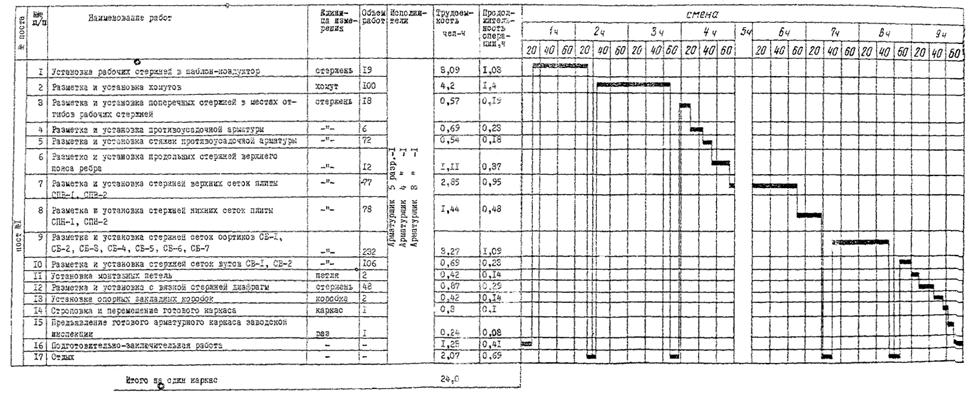
V А. ГРАФИК ПРОИЗВОДСТВЕННОГО ПРОЦЕССА ПО ИЗГОТОВЛЕНИЮ АРМАТУРНОГО КАРКАСА БЛОКА ДЛИНОЙ 9,3 м
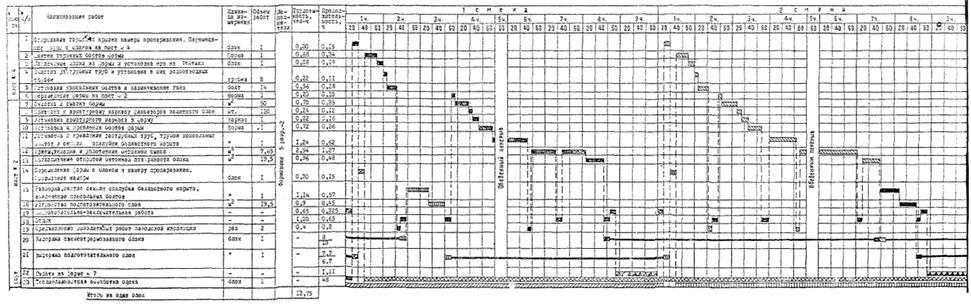
Б. ГРАФИК ПРОИЗВОДСТВЕННОГО ПРОЦЕССА ПО БЕТОНИРОВАНИЮ БЛОКОВ
Условные обозначения:
![]() форма
(блок) № 1
форма
(блок) № 1
![]() форма (блок)
№ 2
форма (блок)
№ 2
![]() форма (блок)
№ 5
форма (блок)
№ 5
![]() форма
(блок) № 6
форма
(блок) № 6
![]() форма (блок)
№ 7
форма (блок)
№ 7
![]() выдержка блока
выдержка блока
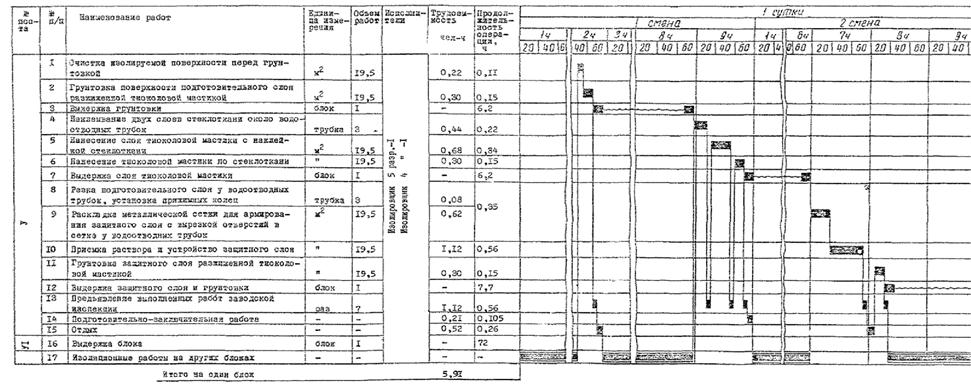
Примечание. Числитель дроби в графе «продолжительность операции» относится к формам с нечетными номерами, знаменатель - с четными номерами.
В. ГРАФИК ПРОИЗВОДСТВЕННОГО ПРОЦЕССА ПО УСТРОЙСТВУ ГИДРОИЗОЛЯЦИИ ИЗ БИТУМНОЙ МАСТИКИ
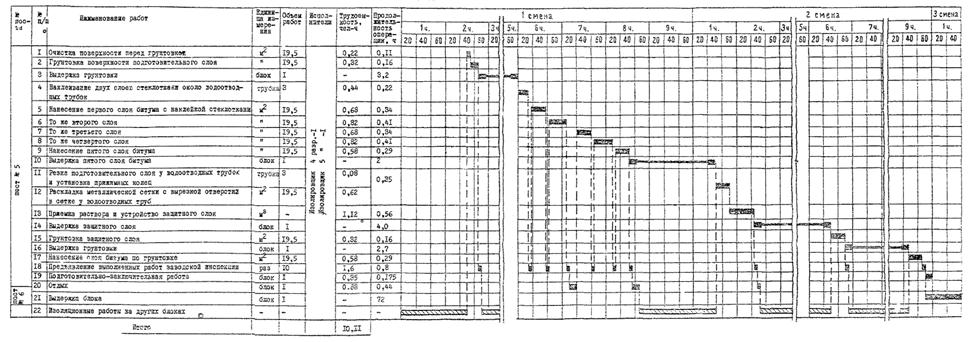
Г. ГРАФИК ПРОИЗВОДСТВЕННОГО ПРОЦЕССА ПО УСТРОЙСТВУ ГИДРОИЗОЛЯЦИИ ИЗ ТИОКОЛОВОЙ МАСТИКИ
VI. Калькуляция затрат труда на изготовление одного блока пролетного строения длиной 9,3 м (северное исполнение)
А. Арматурные работы
|
Шифр норм |
Состав звена |
Описание работ |
Единица измерения |
Объем работ |
На единицу измерения |
На весь объем работ |
|||
|
норма времени, чел-ч |
расценка, руб. коп. |
нормативное время |
стоимость затрат труда, руб. коп. |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
1 |
Местная норма Исетского завода МЖБК |
Арматурщики: 5 разр. - 1 4 разр. - 1 3 разр. - 1 |
Установка рабочих стержней в шаблон-кондуктор и вязка их между собой |
1 каркас |
1 |
4,28 |
2-48 |
4,28 |
2-48 |
|
2 |
То же |
То же |
Разметка и установка хомутов с привязкой их к рабочим стержням |
100 хомутов |
1 |
5,40 |
3-13 |
5,40 |
3-13 |
|
3 |
- " - |
- " - |
Разметка и установка с вязкой поперечных стержней в местах отгибов рабочих стержней |
10 стержней |
1,8 |
0,483 |
0-28 |
0,87 |
0-51 |
|
4 |
- " - |
- " - |
Разметка и установка с привязкой противоусадочной арматуры |
10 стержней |
0,6 |
1,58 |
0-91,6 |
0,95 |
0-55 |
|
5 |
- " - |
- " - |
Разметка и установка стяжек противоусадочной арматуры |
10 стяжек |
7,2 |
0,11 |
0-06,4 |
0,79 |
0-46 |
|
6 |
- " - |
- " - |
Разметка и установка с привязкой продольных стержней, верхнего пояса ребра балки |
10 стержней |
1,2 |
1,31 |
0-76 |
1,57 |
0-91 |
|
7 |
- " - |
- " - |
Разметка и установка с вязкой стержней верхних сеток плиты СПВ-1, СПВ-2 |
1 каркас |
1 |
3,8 |
2-20 |
3,80 |
2-20 |
|
8 |
- " - |
- " - |
Разметка и установка с вязкой стержней нижних сеток плиты СПН-1, СПН-2, СПН-3, СПН-4 |
1 каркас |
1 |
2,31 |
1-34 |
2,31 |
1-34 |
|
9 |
- " - |
- " - |
То же сеток бортиков СБ-1, СБ-2, СБ-3, СБ-4, СБ-5, СБ-6, СБ-7 |
То же |
1 |
4,22 |
2-45 |
4,22 |
2-45 |
|
10 |
- " - |
- " - |
То же сеток вутов СВ-1, СВ-2 |
- " - |
1 |
0,98 |
0-56,8 |
0,98 |
0-57 |
|
11 |
- " - |
- " - |
Установка монтажных петель с вязкой |
1 петля |
2 |
0,34 |
0-19,7 |
0,68 |
0-35 |
|
12 |
- " - |
- " - |
Разметка и установка с привязкой диафрагм |
1 диафрагма |
2 |
0,715 |
0-41,5 |
1,43 |
0-83 |
|
13 |
- " - |
- " - |
Установка опорных коробок |
1 коробка |
2 |
0,32 |
0-18,6 |
0,64 |
0-37 |
|
14 |
- " - |
- " - |
Контроль выполненных работ |
раз |
1 |
0,3 |
0-17,4 |
0,3 |
0-17 |
|
15 |
- " - |
- " - |
Строповка и перемещение готового каркаса на расстояние 30 м |
1 каркас |
1 |
0,37 |
0-21,42 |
0,37 |
0-21,4 |
|
Итого: |
28,59 |
16-56 |
|||||||
Б. Бетонные работы
|
Шифр норм |
Состав звена |
Описание работ |
Единица измерения |
Объем работ |
На единицу измерения |
На весь объем работ |
|||
|
норма времени, чел-ч |
расценка, руб. коп. |
нормативное время |
стоимость затрат труда, руб. коп. |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
1 |
Местная норма Исетского завода МЖБК |
Формовщики 5 разр. - 2 |
Открывание двух торцовых крышек пропарочной камеры и перемещение формы с блоком на пост распалубки на расстояние 15 м |
1 блок |
1 |
0,38 |
0-24,7 |
0,38 |
0-25 |
|
2 |
То же |
То же |
Разборка и снятие обноски блока |
элемент |
6 |
0,133 |
0-08,6 |
0,80 |
0-52 |
|
3 |
- " - |
- " - |
Извлечение консольных болтов из пустотообразователей |
болт |
14 |
0,043 |
0-02,8 |
0,60 |
0-39 |
|
4 |
- " - |
- " - |
Разболчивание и снятие торцевых бортов и откидывание продольных бортов |
форма |
1 |
0,86 |
0-55,8 |
0,86 |
0-56 |
|
5 |
- " - |
- " - |
Извлечение блока из формы, перемещение и установка на тележки |
1 блок |
1 |
0,46 |
0-29,9 |
0,46 |
0-30 |
|
6 |
- " - |
- " - |
Очистка раструбных труб и установка в них водоотводных трубок |
трубка |
3 |
0,085 |
0-05,5 |
0,26 |
0-17 |
|
7 |
- " - |
- " - |
Установка консольных болтов. Завинчивание гаек |
болт |
14 |
0,048 |
0-03,1 |
0,67 |
0-43 |
|
8 |
- " - |
- " - |
Контроль выполненных работ |
раз |
2 |
0,255 |
0-16,5 |
0,51 |
0-33 |
|
9 |
- " - |
- " - |
Перемещение формы на пост бетонирования на расстояние 30 м |
1 блок |
1 |
0,25 |
0-16,2 |
0,25 |
0-16 |
|
10 |
- " - |
- " - |
Очистка формы |
10 м2 |
5,0 |
0,146 |
0-09,5 |
0,73 |
0-48 |
|
11 |
- " - |
- " - |
Смазка формы |
10 м2 |
5,0 |
0,04 |
0-02,6 |
0,20 |
0-13 |
|
12 |
- " - |
- " - |
Привязка к арматурному каркасу фиксаторов защитного слоя |
100 шт. |
1,2 |
0,25 |
0-16,2 |
0,30 |
0-19 |
|
13 |
- " - |
- " - |
Установка арматурного каркаса в форму |
1 каркас |
1 |
0,38 |
0-24,7 |
0,38 |
0-25 |
|
14 |
- " - |
- " - |
Установка бортов формы в рабочее положение и крепление их между собой |
1 борт |
4 |
0,225 |
0-14,6 |
0,90 |
0-58 |
|
15 |
- " - |
- " - |
Установка закладных деталей для консольных болтов с закреплением их положения болтом |
деталь |
14 |
0,026 |
0-01,7 |
0,36 |
0-24 |
|
16 |
- " - |
- " - |
Установка и крепление секций опалубки балластного корыта |
1 секция |
6 |
0,17 |
0-11 |
1,02 |
0-66 |
|
17 |
- " - |
- " - |
Установка водоотводных раструбных трубок |
1 шт. |
3 |
0,04 |
0-02,6 |
0,12 |
0-08 |
|
18 |
- " - |
- " - |
Присоединение вибраторов к электросети |
1 шт. |
2 |
0,065 |
0-04,2 |
0,13 |
0-08 |
|
19 |
- " - |
- " - |
Прием и выгрузка бетонной смеси |
1 м3 |
7,65 |
0,051 |
0-03,3 |
0,39 |
0-25 |
|
20 |
- " - |
- " - |
Укладка и уплотнение бетонной смеси |
То же |
7,65 |
0,34 |
0-22 |
2,60 |
1-68 |
|
21 |
- " - |
- " - |
Заглаживание открытой поверхности бетона вручную |
10 м2 |
1,28 |
0,95 |
0-61,7 |
1,22 |
0-79 |
|
22 |
- " - |
- " - |
Укладывание подготовительного слоя с устройством уклонов к водоотводным трубкам |
То же |
1,95 |
0,585 |
0-38 |
1,14 |
0-74 |
|
- " - |
- " - |
Перемещение формы с изделием в пропарочную камеру и закрывание крышек пропарочной камеры |
1 блок |
1 |
0,40 |
0-26,0 |
0,40 |
0-26 |
|
|
Итого: |
14,68 |
9-52 |
|||||||
В. Устройство гидроизоляции из битумных материалов
|
Шифр норм |
Состав звена |
Описание работ |
Единица измерения |
Объем работ |
На единицу измерения |
На весь объем работ |
|||
|
норма времени, чел-ч |
расценка, руб. коп. |
нормативное время |
стоимость затрат труда, руб. коп. |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
1 |
Местная норма Исетского завода МЖБК |
Изолировщики: 5 разр. - 1 4 разр. - 1 |
Очистка поверхности плиты блока |
10 м2 |
1,95 |
0,133 |
0-08,8 |
0,26 |
0-17 |
|
2 |
То же |
То же |
Грунтовка подготовительного слоя |
То же |
1,95 |
0,205 |
0-13,6 |
0,40 |
0-27 |
|
3 |
- " - |
- " - |
Грунтовка водоотводных трубок изоляционными материалами |
1 шт. |
3 |
0,18 |
0-11,9 |
0,54 |
0-36 |
|
4 |
- "- |
- " - |
Нанесение первого и третьего слоя битумной мастики с наклейкой стеклоткани |
10 м2 |
3,9 |
0,413 |
0-27,4 |
1,61 |
1-07 |
|
5 |
- " - |
- " - |
То же второго и четвертого слоев |
То же |
3,9 |
0,536 |
0-35,6 |
2,09 |
1-39 |
|
6 |
- " - |
- " - |
То же пятого слоя битумной мастики |
- " - |
1,95 |
0,379 |
0-25,1 |
0,74 |
0-49 |
|
7 |
- " - |
- " - |
Вырезание изоляционного слоя у водоотводных трубок и установка прижимных колец |
1 шт. |
3 |
0,033 |
0-02,2 |
0,10 |
0-07 |
|
8 |
- " - |
- " - |
Заготовка и укладка металлической сетки |
10 м2 |
1,95 |
0,328 |
0-21,8 |
0,64 |
0-43 |
|
9 |
- " - |
- " - |
Вырезание отверстий в сетках у водоотводных трубок |
1 шт. |
3 |
0,037 |
0-02,5 |
0,11 |
0-08 |
|
10 |
- " - |
- " - |
Приемка цементно-песчаного раствора, устройство защитного слоя с созданием уклонов |
10 м2 |
1,95 |
0,692 |
0-45,9 |
1,35 |
0-90 |
|
11 |
- " - |
- " - |
Грунтовка защитного слоя |
То же |
1,95 |
0,205 |
0-13,6 |
0,40 |
0-27 |
|
12 |
- " - |
- " - |
Нанесение битумной мастики по защитному слою |
- " - |
1,95 |
0,379 |
0-25,1 |
0,74 |
0-49 |
|
13 |
- " - |
- " - |
Контроль выполненных работ |
раз |
10 |
0,2 |
0-13,3 |
2,00 |
1-33 |
|
Итого: |
10,98 |
7-32 |
|||||||
Г. Устройство гидроизоляции из тиоколовой мастики
|
Шифр норм |
Состав звена |
Описание работ |
Единица измерения |
Объем работ |
На единицу измерения |
На весь объем работ |
|||
|
норма времени, чел-ч |
расценка, руб. коп. |
нормативное время |
стоимость затрат труда, руб. коп. |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
1 |
Местная норма Исетского завода МЖБК |
Изолировщики: 5 разр. - 1 4 разр. - 1 |
Очистка поверхности плиты блока от остатков бетона |
10 м2 |
1,95 |
0,144 |
0-09,6 |
0,28 |
0-19 |
|
2 |
То же |
То же |
Грунтовка подготовительного слоя разжиженной тиоколовой мастикой |
То же |
1,95 |
0,205 |
0-13,6 |
0,40 |
0-27 |
|
3 |
- " - |
- " - |
Склейка стеклотканью в два слоя участков примыкающих к водоотводным трубкам |
1 трубка |
3 |
0,18 |
0-11,9 |
0,54 |
0-36 |
|
4 |
- " - |
- " - |
Наклеивание одного слоя стеклоткани на тиоколовой мастике рулоноукладчиком |
10 м2 |
1,95 |
0,41 |
0-27,2 |
0,80 |
0-53 |
|
5 |
- " - |
- " - |
Нанесение тиоколовой мастики по стеклоткани |
То же |
1,95 |
0,215 |
0-14,3 |
0,42 |
0-28 |
|
6 |
- " - |
- " - |
Вырезание изоляционного слоя у водоотводных трубок и установка прижимных колец |
1 трубка |
3 |
0,033 |
0-02,2 |
0,10 |
0-07 |
|
7 |
- " - |
- " - |
Заготовка и укладка металлической сетки по площади балластного корыта на фиксаторы. Вырезка отверстий в сетках у водоотводных трубок |
10 м2 |
1,95 |
0,40 |
0-26,5 |
0,78 |
0-52 |
|
8 |
- " - |
- " - |
Приемка цементно-песчаного раствора, устройство защитного слоя с образованием уклонов |
То же |
1,95 |
0,68 |
0-45,1 |
1,33 |
0-88 |
|
9 |
- " - |
- " - |
Грунтовка защитного слоя разжиженной тиоколовой мастикой |
- " - |
1,95 |
0,215 |
0-14,3 |
0,42 |
0-28 |
|
10 |
- " - |
- " - |
Контроль выполненных работ |
раз |
7 |
0,167 |
0-11,1 |
1,17 |
0-78 |
|
Итого: |
6,24 |
4-16 |
|||||||
Затраты труда и работы, не вошедшие в калькуляцию
Наименование работ Затраты труда
на 1 блок (чел-ч)
Заготовка арматуры 8,28
Приготовление и транспортировка бетонной смеси 15,3
Перемещение готового блока на склад и его отгрузка 8,37
Приготовление мастики и раскрой рулонных материалов 5,65
Работа машинистов па двух мостовых кранах
грузоподъемностью 15 Т 4,82
Общие затраты труда на изготовление одного блока с гидроизоляцией (чел-ч):
а) из битумных материалов - 89,79
б) из тиоколовой мастики - 85,59
Общие затраты труда на 1 м блока с гидроизоляцией (чел-ч):
а) из битумных материалов - 11,74
б) из тиоколовой мастики - 11,19
VII. Основные технико-экономические показатели
|
Наименование показателей |
Единица измерения |
По калькуляции А |
По графику Б |
На сколько процентов показатели по графику больше (+) или меньше (-), чем
по калькуляции |
|
1 |
2 |
3 |
4 |
5 |
|
А. Арматурные работы |
||||
|
Трудоемкость работ на 1 каркас |
чел-ч |
28,59 |
24 |
-16 % |
|
Средний разряд рабочих |
- |
4 |
4 |
|
|
Средняя заработная плата рабочего в смену |
руб.-коп. |
4-64 |
5-52 |
+19 % |
|
Б. Бетонные работы |
||||
|
Трудоемкость работ на 1 блок |
чел-ч |
14,68 |
13,76 |
-6,3 % |
|
Трудоемкость бетонирования 1 м3 блока |
» |
1,9 |
1,8 |
-5,3 % |
|
Выработка на 1 рабочего в смену |
м3 |
4,21 |
4,44 |
+5,5 % |
|
Средний разряд рабочих |
5 |
5 |
||
|
Средняя заработная плата 1 рабочего в смену |
руб.-коп. |
5-24 |
5-53 |
+5,3 % |
|
Затраты времени мостовых кранов на 1 блок |
маш-смен |
0,2 |
||
|
В. Устройство гидроизоляции из битумных материалов |
||||
|
Трудоемкость работ на 1 блок |
чел-ч |
10,98 |
10,11 |
-7,9 % |
|
Трудоемкость устройства 1 м2 гидроизоляции |
» |
0,56 |
0,52 |
-7,1 % |
|
Выработка на 1 рабочего в смену |
м2 |
14,2 |
15,4 |
+8,4 % |
|
Средний разряд рабочих |
- |
4,5 |
4,.5 |
|
|
Средняя заработная плата на 1 рабочего в смену |
руб.-коп. |
5-33 |
5-78 |
+8,4 % |
|
Г. Устройство гидроизоляции на тиоколовой мастики |
||||
|
Трудоемкость работ на один блок |
чел-ч |
6,24 |
5,91 |
-5,3 % |
|
Трудоемкость устройства 1 м2 гидроизоляции |
» |
0,32 |
0,30 |
-6,3 % |
|
Выработка на 1 рабочего в смену |
м2 |
25,0 |
26,6 |
+6,4 % |
|
Средний разряд рабочих |
- |
4,5 |
4,5 |
|
|
Средняя заработная плата на 1 рабочего в смену |
руб.-коп. |
5-33 |
5-67 |
+6,4 % |
VIII. Материально-технические ресурсы
А. Основные материалы на один блок
|
Единица измерения |
Количество |
|
|
1 |
2 |
3 |
|
Бетон марки 300 |
м3 |
7,65 |
|
Раствор для подготовительного слоя |
» |
1,45 |
|
Цемент |
кг |
3404 |
|
Песок |
» |
4690 |
|
Щебень |
» |
9057 |
|
Арматура |
||
|
а) класса А-III |
» |
1418,6 |
|
б) класса А-I |
» |
249,8 |
|
Монтажные петли |
» |
37,6 |
|
Вязальная проволока |
» |
9,5 |
|
Опорные коробки |
» |
125,6 |
|
Анкера диаметром 25 мм и 12 мм |
» |
11,4 |
|
Болты М-27 |
комплект кг |
7 28,7 |
|
Водоотводные трубы |
» |
3 63,6 |
|
Материалы для устройства гидроизоляции из битумных мастик |
||
|
Стеклоткань |
м2 |
107 |
|
Битум БН-III или БН-IIIV |
кг |
294 |
|
Битум БН-IV или БН-V |
» |
106 |
|
Машинное масло марки «Л» или «СУ» |
» |
10,4 |
|
Асбест 7 сорта |
» |
70,3 |
|
Растворитель (бензин, керосин) |
» |
28,7 |
|
Стальная сетка № 50 (диаметром 1 - 2 мм) |
м2 |
21,5 |
|
Материалы для устройства гидроизоляции из тиоколовой мастики |
||
|
Герметик УМС-7 или У-30М |
кг |
39 |
|
Дибутилфталат |
» |
5,85 |
|
Ацетон |
» |
2,94 |
|
Бензол |
» |
5,85 |
|
Стеклоткань |
м2 |
26,0 |
|
Стальная сетка № 50 (диаметром 1 - 2 мм) |
м2 |
21,5 |
|
Б. Машины, оборудование, инструмент |
||
|
Краны мостовые грузоподъемностью 15 Т |
шт. |
2 |
|
Металлические формы |
» |
7 |
|
Грузовые тележки |
» |
12 |
|
Электролебедки грузоподъемностью 5 Т |
» |
2 |
|
Вибратор глубинный И-820 |
» |
1 |
|
Бадья для бетонной смеси емкостью 0,9 м3 |
» |
2 |
|
Бункер с секторным затвором для раствора емкостью 0,9 м3 |
» |
1 |
|
Битумонагнетатель |
» |
1 |
|
Инвентарные подмости |
» |
4 |
|
Каток |
» |
1 |
|
Шланг для сжатого воздуха длиной 20 м |
» |
1 |
|
«Удочка» для нанесения смазки |
» |
1 |
|
Кувалды |
» |
2 |
|
Ломики |
» |
2 |
|
Гаечные ключи |
» |
2 |
|
Крючки для вязки арматуры |
» |
3 |
|
Лопаты совковые |
» |
2 |
|
Щетки |
» |
2 |
|
Ножницы |
» |
1 |
|
Нож |
» |
2 |
|
Зубило |
» |
2 |
|
Молоток |
» |
2 |
|
Кусачки |
» |
2 |
|
Ящик для отходов бетона |
» |
1 |
|
Ящик для отходов арматуры |
» |
1 |
|
Стеллажи |
» |
2 |
|
Метр |
» |
2 |
|
Полутерок |
» |
2 |
|
Мастерок |
» |
2 |
|
Кисть |
» |
2 |
|
Малоемкая тара |
» |
2 |
|
Пневмофорсунка |
» |
1 |
Технологическая карта разработана отделом внедрения передового опыта и технического нормирования на промышленных предприятиях института «Оргтрансстрой» (исполнитель В.Н. Баскаков), Свердловской НИС (исполнитель В.А. Толсторебрый) и Исетским заводом МЖБК треста «Уралтранстром» (исполнитель В.И. Шарапов, М.А. Юсупов, В.Д. Пан).
Редактор Д.Я. Нагевич
Москва 1971
СОДЕРЖАНИЕ