МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
УГОЛКИ СТАЛЬНЫЕ
ГОРЯЧЕКАТАНЫЕ Сортамент Hot-rolled steel unequal-leg angles. Dimensions |
ГОСТ |
Дата введения 01.07.87
1. Настоящий стандарт распространяется на стальные горячекатаные равнополочные уголки.
Стандарт полностью соответствует СТ СЭВ 255-76.
2. Размеры уголков, площадь поперечного сечения, справочные величины для осей и массы 1 м уголков должны соответствовать указанным на чертеже и в табл. 1.
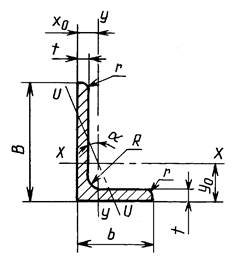
Таблица 1
|
Номер |
мм |
Площадь поперечного сечения, см2 |
Справочные величины для осей |
x0, |
y0, |
Jxy |
Угол |
Масса 1 м |
||||||||||||
|
b |
t |
R |
r |
x - x |
у - у |
и - и |
||||||||||||||
|
Jx, см4 |
Wx, см3 |
ix, см |
Jу, см4 |
Wу, см3 |
iу, см |
Iumin, см4 |
Wu, см3 |
iumin, см |
||||||||||||
|
2,5/1,6 |
25 |
16 |
3 |
3,5 |
1,2 |
1,16 |
0,70 |
0,43 |
0,78 |
0,22 |
0,19 |
0,44 |
0,13 |
0,16 |
0,34 |
0,42 |
0,86 |
0,22 |
0,392 |
0,91 |
|
3/2* |
30 |
20 |
3 |
1,43 |
1,27 |
0,62 |
0,94 |
0,45 |
0,30 |
0,56 |
0,26 |
0,25 |
0,43 |
0,51 |
1,0 |
0,43 |
0,427 |
1,12 |
||
|
4 |
1,86 |
1,61 |
0,82 |
0,93 |
0,56 |
0,39 |
0,55 |
0,34 |
0,32 |
0,43 |
0,54 |
1,04 |
0,54 |
3,421 |
1,46 |
|||||
|
3,2/2 |
32 |
20 |
3 |
1,49 |
1,52 |
0,72 |
1,01 |
0,46 |
0,30 |
0,55 |
0,28 |
0,25 |
0,43 |
0,49 |
1,08 |
0,47 |
0,382 |
1,17 |
||
|
4 |
1,94 |
1,93 |
0,93 |
1,00 |
0,57 |
0,39 |
0,54 |
0,35 |
0,33 |
0,43 |
0,53 |
1,12 |
0,59 |
0,374 |
1,52 |
|||||
|
4/2,5 |
40 |
25 |
3 |
4,0 |
1,3 |
1,89 |
3,06 |
1,14 |
1,27 |
0,93 |
0,49 |
0,70 |
0,56 |
0,41 |
0,54 |
0,59 |
1,32 |
0,96 |
0,385 |
1,48 |
|
4 |
2,47 |
3,93 |
1,49 |
1,26 |
1,18 |
0,68 |
0,69 |
0,71 |
0,52 |
0,54 |
0,63 |
1,37 |
1,22 |
0,281 |
1,94 |
|||||
|
5 |
3,03 |
4,73 |
1,82 |
1,25 |
1,41 |
0,77 |
0,68 |
0,86 |
0,64 |
0,53 |
0,66 |
1,41 |
1,44 |
0,374 |
2,37 |
|||||
|
4/3* |
40 |
30 |
4 |
2,67 |
4,18 |
1,54 |
1,25 |
2,01 |
0,91 |
0,87 |
1,09 |
0,75 |
0,64 |
0,78 |
1,28 |
1,68 |
9,544 |
2,26 |
||
|
5 |
3,28 |
5,04 |
1,88 |
1,24 |
2,41 |
1,11 |
0,86 |
1,33 |
0,91 |
0,64 |
0,82 |
1,32 |
2,00 |
0,539 |
2,46 |
|||||
|
4,5/2,8 |
45 |
28 |
3 |
5,0 |
1,7 |
2,14 |
4,41 |
1,45 |
1,48 |
1,32 |
0,61 |
0,79 |
0,79 |
0,52 |
0,61 |
0,64 |
1,47 |
1,38 |
0,382 |
1,68 |
|
4 |
2,80 |
5,68 |
1,90 |
1,42 |
1,69 |
0,80 |
0,78 |
1,02 |
0,67 |
0,60 |
0,68 |
1,51 |
1,77 |
0,379 |
2,20 |
|||||
|
5/3,2 |
50 |
32 |
3 |
5,5 |
1,8 |
2,42 |
6,18 |
1,82 |
1,60 |
1,99 |
0,81 |
0,91 |
1,18 |
0,68 |
0,70 |
0,72 |
1,60 |
2,01 |
0,403 |
1,9 |
|
4 |
3,17 |
7,98 |
2,38 |
1,59 |
2,56 |
1,05 |
0,90 |
1,52 |
0,88 |
0,69 |
0,76 |
1,65 |
2,59 |
0,401 |
2,4 |
|||||
|
5,6/3,6 |
56 |
36 |
4 |
6,0 |
2,0 |
3,58 |
11,37 |
3,01 |
1,78 |
3,70 |
1,34 |
1,02 |
2,19 |
1,13 |
0,78 |
0,84 |
1,82 |
3,74 |
0,406 |
2,81 |
|
5 |
4,41 |
13,82 |
3,70 |
1,77 |
4,48 |
1,65 |
1,01 |
2,65 |
1,37 |
0,78 |
0,88 |
1,87 |
4,50 |
0,404 |
3,46 |
|||||
|
6,3/4,0 |
63 |
40 |
4 |
7,0 |
2,3 |
4,04 |
16,33 |
3,83 |
2,01 |
5,16 |
1,67 |
1,13 |
3,07 |
1,41 |
0,87 |
0,91 |
2,03 |
5,25 |
0,307 |
3,17 |
|
5 |
4,98 |
19,91 |
4,72 |
2,00 |
6,26 |
2,05 |
1,12 |
3,73 |
1,72 |
0,86 |
0,95 |
2,08 |
6,41 |
0,396 |
3,91 |
|||||
|
6 |
5,90 |
23,31 |
5,58 |
1,99 |
7,29 |
2,42 |
1,11 |
4,36 |
2,02 |
0,86 |
0,99 |
2,12 |
7,44 |
0,393 |
4,63 |
|||||
|
8 |
7,68 |
29,60 |
7,22 |
1,96 |
9,15 |
3,12 |
1,09 |
5,58 |
2,60 |
0,85 |
1,07 |
2,20 |
9,27 |
0,386 |
6,03 |
|||||
|
6,5/5* |
65 |
50 |
5 |
6,0 |
2,0 |
5,56 |
23,41 |
5,20 |
2,05 |
12,08 |
3,23 |
1,47 |
6,41 |
2,68 |
1,07 |
1,26 |
2,00 |
9,77 |
0,576 |
4,36 |
|
6 |
6,60 |
27,46 |
6,16 |
2,04 |
14,12 |
3,82 |
1,46 |
7,52 |
3,15 |
1,07 |
1,30 |
2,04 |
11,46 |
0,575 |
5,18 |
|||||
|
7 |
7,62 |
31,32 |
7,08 |
2,03 |
16,05 |
4,38 |
1,45 |
8,60 |
3,59 |
1,06 |
1,34 |
2,08 |
12,94 |
0,571 |
5,98 |
|||||
|
8 |
8,62 |
35,00 |
7,99 |
2,02 |
18,88 |
4,93 |
1,44 |
9,65 |
4,02 |
1,06 |
1,37 |
2,12 |
13,61 |
0,570 |
6,77 |
|||||
|
7/4,5 |
70 |
45 |
5 |
7,5 |
2,5 |
5,59 |
27,76 |
5,88 |
2,23 |
9,05 |
2,62 |
1,27 |
5,34 |
2,20 |
0,98 |
1,05 |
2,28 |
9,12 |
0,406 |
4,39 |
|
7,5/5 |
75 |
50 |
5 |
8,0 |
2,7 |
6,11 |
34,81 |
6,81 |
2,39 |
12,47 |
3,25 |
1,43 |
7,24 |
2,73 |
1,09 |
1,17 |
2,39 |
12,00 |
0,436 |
4,79 |
|
6 |
7,25 |
40,92 |
8,08 |
2,38 |
14,60 |
3,85 |
1,42 |
8,48 |
3,21 |
1,08 |
1,21 |
2,44 |
14,10 |
0,435 |
5,69 |
|||||
|
7* |
8,37 |
46,77 |
9,31 |
2,36 |
16,61 |
4,43 |
1,41 |
9,69 |
3,69 |
1,08 |
1,25 |
2,48 |
16,18 |
0,435 |
6,57 |
|||||
|
8 |
9,47 |
52,38 |
10,52 |
2,35 |
18,52 |
4,88 |
1,40 |
10,87 |
4,14 |
1,07 |
1,29 |
2,52 |
17,80 |
0,430 |
7,43 |
|||||
|
8/5 |
80 |
50 |
5 |
8,0 |
2,7 |
6,36 |
41,64 |
7,71 |
2,56 |
12,68 |
328 |
1,41 |
7,57 |
2,75 |
1,00 |
1,13 |
2,60 |
13,20 |
0,387 |
4,49 |
|
6 |
7,55 |
46,98 |
9,15 |
2,55 |
14,85 |
3,88 |
1,40 |
8,88 |
3,24 |
1,08 |
1,17 |
2,65 |
15,50 |
0,386 |
5,92 |
|||||
|
8/6* |
80 |
60 |
6 |
8,15 |
52,06 |
9,42 |
2,53 |
25,18 |
5,58 |
1,76 |
13,61 |
4,66 |
1,29 |
1,49 |
2,47 |
20,98 |
0,547 |
6,39 |
||
|
7 |
9,42 |
59,61 |
10,87 |
2,52 |
28,74 |
6,43 |
1,75 |
15,58 |
5,34 |
1,29 |
1,53 |
7,52 |
24,01 |
0,546 |
7,39 |
|||||
|
8 |
10,67 |
66,88 |
12,38 |
2,50 |
32,15 |
7,26 |
1,74 |
17,49 |
5,99 |
1,28 |
1,57 |
2,56 |
26,83 |
0,544 |
8,37 |
|||||
|
9/5,6 |
90 |
56 |
5,5 |
9,0 |
3,0 |
7,86 |
65,28 |
10,74 |
2,88 |
19,67 |
4,53 |
1,58 |
11,77 |
3,81 |
1,22 |
1,26 |
2,92 |
20,54 |
0,384 |
6,17 |
|
6 |
8,54 |
70,58 |
11,66 |
2,88 |
21,22 |
4,91 |
1,58 |
12,70 |
4,12 |
1,22 |
1,28 |
2,95 |
22,23 |
0,384 |
6,70 |
|||||
|
8 |
11,18 |
90,87 |
15,24 |
2,85 |
27,08 |
6,39 |
1,56 |
16,29 |
5,32 |
1,21 |
1,36 |
3,04 |
28,33 |
0,380 |
8,77 |
|||||
|
10/6,3 |
100 |
63 |
6 |
10,0 |
3,3 |
9,58 |
98,29 |
14,52 |
3,20 |
30,58 |
6,27 |
1,79 |
18,20 |
5,27 |
1,38 |
1,42 |
3,23 |
31,50 |
0,393 |
7,53 |
|
7 |
11,09 |
112,86 |
16,78 |
3,19 |
34,99 |
7,23 |
1,78 |
20,83 |
6,06 |
1,37 |
1,46 |
3,28 |
36,10 |
0,392 |
8,70 |
|||||
|
8 |
12,57 |
126,96 |
19,01 |
3,18 |
39,21 |
8,17 |
1,77 |
23,38 |
6,82 |
1,36 |
1,50 |
3,32 |
40,50 |
0,391 |
9,87 |
|||||
|
10 |
15,47 |
l53,95 |
23,32 |
3,15 |
47,18 |
9,99 |
1,75 |
28,34 |
8,31 |
1,35 |
1,58 |
3,40 |
48,60 |
0,387 |
12,14 |
|||||
|
10/6,5* |
100 |
65 |
7 |
11,23 |
114,05 |
16,87 |
3,19 |
38,32 |
7,70 |
1,85 |
22,77 |
6,43 |
1,41 |
1,52 |
3,24 |
38,00 |
0,415 |
8,81 |
||
|
8 |
12,73 |
128,31 |
19,11 |
3,18 |
42,96 |
8,70 |
1,84 |
25,24 |
7,26 |
1,41 |
1,56 |
3,28 |
42,64 |
0,414 |
9,99 |
|||||
|
10 |
15,67 |
155,52 |
23,45 |
3,15 |
51,68 |
10,64 |
1,82 |
30,60 |
8,83 |
1,40 |
1,64 |
3,37 |
51,18 |
0,410 |
12,30 |
|||||
|
11/7 |
110 |
70 |
6,5 |
11,45 |
142,42 |
19,11 |
3,53 |
45,61 |
8,42 |
2,00 |
26,94 |
7,05 |
1,53 |
1,58 |
3,55 |
46,80 |
0,402 |
8,98 |
||
|
8 |
13,93 |
171,54 |
23,22 |
3,51 |
54,64 |
10,20 |
1,98 |
32,31 |
8,50 |
1,52 |
1,64 |
3,61 |
55,90 |
0,400 |
10,93 |
|||||
|
12,5/8 |
125 |
80 |
7 |
11,0 |
3,7 |
14,06 |
226,53 |
26,67 |
4,01 |
73,73 |
11,89 |
2,29 |
43,40 |
9,96 |
1,76 |
1,80 |
4,01 |
74,70 |
0,407 |
11,04 |
|
8 |
15,98 |
225,62 |
30,26 |
4,00 |
80,95 |
13,47 |
2,28 |
48,82 |
11,25 |
1,75 |
1,84 |
4,05 |
84,10 |
0,406 |
12,53 |
|||||
|
10 |
19,70 |
311,61 |
37,27 |
3,98 |
100,47 |
16,52 |
2,26 |
59,33 |
13,74 |
1,74 |
1,92 |
4,14 |
102,00 |
0,404 |
15,47 |
|||||
|
12 |
23,36 |
364,79 |
44,07 |
3,95 |
116,84 |
19,46 |
2,24 |
69,47 |
16,11 |
1,72 |
2,00 |
4,22 |
118,00 |
0,400 |
18,34 |
|||||
|
14/9 |
140 |
90 |
8 |
12,0 |
4,0 |
18,00 |
363,68 |
38,25 |
4,49 |
119,79 |
17,19 |
2,58 |
70,27 |
14,39 |
1,58 |
2,03 |
4,49 |
121,00 |
0,411 |
14,13 |
|
10 |
22,24 |
444,45 |
47,19 |
4,47 |
145,54 |
21,14 |
2,58 |
85,51 |
17,58 |
1,96 |
2,12 |
4,58 |
147,00 |
0,400 |
17,46 |
|||||
|
16/10 |
160 |
100 |
9 |
13,0 |
4,3 |
22,87 |
605,97 |
56,04 |
5,15 |
186,03 |
23,96 |
2,85 |
110,40 |
20,01 |
2,20 |
2,24 |
5,19 |
194,00 |
0,391 |
17,96 |
|
10 |
25,28 |
666,59 |
61,91 |
5,13 |
204,09 |
26,42 |
2,84 |
121,16 |
22,02 |
2,19 |
2,28 |
5,23 |
213,00 |
0,390 |
19,85 |
|||||
|
12 |
30,04 |
784,22 |
73,42 |
5,11 |
238,75 |
31,23 |
2,82 |
142,14 |
25,93 |
2,18 |
2,36 |
5,32 |
249,00 |
0,388 |
23,58 |
|||||
|
14 |
34,72 |
897,19 |
84,65 |
5,08 |
271,60 |
35,89 |
2,80 |
162,49 |
29,75 |
2,16 |
2,43 |
5,40 |
282,00 |
0,385 |
27,26 |
|||||
|
18/11 |
180 |
110 |
10 |
14,0 |
4,7 |
28,33 |
952,28 |
78,59 |
5,80 |
276,37 |
32,27 |
3,12 |
165,44 |
26,96 |
2,42 |
2,44 |
5,83 |
295,00 |
0,376 |
22,20 |
|
12 |
33,69 |
1122,56 |
93,33 |
5,77 |
324,09 |
38,20 |
3,10 |
194,28 |
31,83 |
2,40 |
2,52 |
5,97 |
348,00 |
0,374 |
26,40 |
|||||
|
20/12,5 |
200 |
125 |
11 |
34,87 |
1449,02 |
107,31 |
6,45 |
446,36 |
45,98 |
3,58 |
263,84 |
38,27 |
2,75 |
2,79 |
6,50 |
465,00 |
0,392 |
27,37 |
||
|
12 |
37,89 |
1568,19 |
116,51 |
6,43 |
481,93 |
49,85 |
3,57 |
285,04 |
41,45 |
2,74 |
2,83 |
6,54 |
503,00 |
0,392 |
29,74 |
|||||
|
14 |
43,87 |
1800,83 |
134,64 |
6,41 |
550,77 |
57,43 |
3,54 |
326,54 |
47,57 |
2,73 |
2,91 |
6,62 |
575,00 |
0,390 |
34,43 |
|||||
|
16 |
49,77 |
2026,08 |
152,41 |
6,38 |
616,66 |
64,83 |
3,52 |
366,99 |
53,56 |
2,72 |
2,99 |
6,71 |
643,00 |
0,388 |
39,07 |
|||||
|
Примечания: 1. Площадь поперечного сечения и справочные величины вычислены по номинальным размерам. При вычислении массы 1 м уголка плотность стали принята равной 7,85 г/см3. 2. Радиусы закругления, форма и размеры участка сопряжения внутренних граней полок, указанные на чертеже и в табл. 1, даны для построения калибра и на уголке не проверяют. 3. Уголки, отмеченные звездочкой, изготовляют по требованию потребителя. |
||||||||||||||||||||
Условные обозначения к чертежу и табл. 1:
В - ширина большей полки;
b - ширина меньшей полки;
t - толщина полки;
R - радиус внутреннего закругления;
r - радиус закругления полок;
J - момент инерции;
i - радиус инерции;
x0, y0 - расстояние от центра тяжести до наружных граней полок;
Jxy - центробежный момент инерции.
(Измененная редакция, Изм. № 1).
3. По точности прокатки уголки изготовляют:
А - высокой точности;
В - обычной точности.
4. Предельные отклонения по размерам уголков не должны превышать указанных в табл. 2.
Таблица 2
|
Номер уголка |
Предельные отклонения, мм |
||||||
|
по ширине полки |
по толщине полки |
||||||
|
до 6 включ. |
от 6,5 до 9 включ. |
св. 9 |
|||||
|
А |
А |
В |
А |
В |
|||
|
2,5/1,6 - 5/3,2 |
±1,0 |
+0,2 -0,3 |
±0,3 |
- |
- |
- |
- |
|
5,6/3,6 - 9/5,6 |
±15 |
+0,2 -0,4 |
+0,3 -0,4 |
+0,2 -0,5 |
+0,3 -0,5 |
- |
- |
|
10/6,3 - 16/10 |
+2,0 |
+0,3 -0,4 |
±0,4 |
+0,3 -0,5 |
+0,4 -0,5 |
+0,3 -0,6 |
+0,4 -0,6 |
|
18/11 - 20/12,5 |
±3,0 |
- |
- |
- |
- |
+0,4 -0,7 |
+0,5 -0,7 |
5. Предельные отклонения по размерам уголков, изготовленных на станах, не оборудованных жесткими клетями, не должны превышать указанных в табл. 3 до 01.01.93.
(Измененная редакция, Изм. № 1).
6. По согласованию изготовителя с потребителем
предельные отклонения по толщине полки допускается заменять предельными
отклонениями по массе, равными ![]() %.
%.
7. Отклонение от прямого угла при вершине не должно превышать 35'.
Таблица 3
|
Номер уголка |
Предельные отклонения, мм |
||||||
|
по ширине полки |
по толщине полки |
||||||
|
до 6 включ. |
от 6,5 до 9 включ. |
св. 9 |
|||||
|
А |
В |
A |
В |
A |
В |
||
|
2,5/1,6 - 5/3,2 |
±1,0 |
+0,2 -0,3 |
+0,3 -0,4 |
- |
- |
- |
- |
|
5,6/3,6 - 9/5,6 |
±1,5 |
+0,2 -0,4 |
+0,3 -0,5 |
+0,2 -0,5 |
+0,3 -0,6 |
- |
- |
|
10/6,3 - 16/10 |
±2,0 |
+0,3 -0,4 |
+0,4 -0,5 |
+0,3 -0,5 |
+0,4 -0,6 |
+0,3 -0,6 |
+0,4 -0,7 |
|
18/11 - 20/12,5 |
±3,0 |
- |
- |
- |
- |
+0,4 -0,7 |
+0,5 -0,8 |
8. Притупление внешних углов полок (в том числе и угла при вершине) не контролируются.
По требованию потребителя притупление внешних углов полок (в том числе и угла при вершине) не должно превышать:
0,3 толщины полки - для уголков толщиной до 10 мм включ.;
3,0 - для уголков толщиной св. 10 до 15 мм включ.;
5,0 - для уголков толщиной св. 16 мм.
9. Уголки изготовляют длиной от 4 до 12 м:
мерной длины;
кратной мерной длины;
немерной длины;
ограниченной длины в пределах немерной;
мерной длины с немерными длинами не более 5 % массы партии;
кратной мерной длины с немерными длинами не более 5 % массы партии.
Допускается изготовлять уголки длиной свыше 12 м.
8; 9. (Измененная редакция, Изм. № 1).
10. Предельные отклонения по длине уголков мерной длины или кратной мерной длины не должны превышать в миллиметрах:
+30 - при длине 4 м;
+50 - при длине свыше 4 м до 6 м включ.;
+70 - при длине свыше 6 м;
по требованию потребителя +40 мм - для уголков длиной свыше 4 до 7 м:
+5 мм на каждый 1 м свыше 7 м.
11. Кривизна уголков не должна превышать 0,4 % длины.
По требованию потребителя изготовляют уголки, кривизна которых не превышает 0,2 % длины.
Для уголков № 2,5/1,6 до 5,6/3,6 включ. кривизну проверяют на длине 1 м.
12. Скручивание вокруг продольной оси не допускается.
13. Размеры поперечного сечения уголка проверяются на расстоянии не менее 500 мм от торца штанги.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР, Госстроем СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 15.10.86 № 3082
3. ВЗАМЕН ГОСТ 8510-72
4. Ограничение срока действия снято по протоколу № 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-95)
5. ИЗДАНИЕ с Изменением № 1, утвержденным в декабре 1990 г. (ИУС 4-91)