ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р (ИСО 544:2003) |

МАТЕРИАЛЫ СВАРОЧНЫЕ
Технические условия поставки
присадочных материалов
Вид продукции, размеры, допуски и маркировка
ISO 544:2003
Welding consumables - Technical delivery
conditions for welding filler
materials - Type of product, dimensions,
tolerances and markings
(MOD)
|
|
Москва Стандартинформ 2011 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным учреждением «Научно-учебный центр «Сварка и контроль» при МГТУ им. Н.Э. Баумана (ФГУ НУЦСК при МГТУ им. Н.Э. Баумана), Национальным Агентством контроля и сварки (НАКС) и Санкт-Петербургским государственным политехническим университетом (СПбГПУ) на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 «Сварка и родственные процессы»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 15 декабря 2009 г. № 1089-ст
4 Настоящий стандарт модифицирован по отношению к международному стандарту ИСО 544:2003 «Материалы сварочные. Технические условия поставки присадочных материалов. Вид продукции, размеры, допуски и маркировка» (ISO 544:2003 «Welding consumables - Technical delivery conditions for welding filler materials - Type of product, dimensions, tolerances and markings»).
При этом внесенные изменения выделены путем заключения их в рамки из тонких линий, а информация о них приведена во введении к стандарту
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Апрель 2011 г.
7 Запросы об официальных интерпретациях любого аспекта ISO 544 следует направлять в секретариат ISO/ТС 44/SC 3 через Ваш национальный комитет по стандартизации. Полный список этих комитетов может быть найден на сайте www.iso.org
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
СОДЕРЖАНИЕ
Введение
Международный стандарт ИСО 544:2003 разработан Техническим комитетом ИСО/ТК 44 «Сварка и родственные процессы», подкомитетом 3 «Материалы сварочные».
В настоящее время стандарт ИСО 544:2003 проходит процедуру пересмотра и после принятия в 2010 г. четвертого издания будет отменен и заменен. Содержание стандарта дополнено положениями, вошедшими в новую, четвертую, редакцию международного стандарта ИСО 544.
ГОСТ
Р 53689-2009
(ИСО 544:2003)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
МАТЕРИАЛЫ СВАРОЧНЫЕ
Технические
условия поставки присадочных материалов
Вид продукции, размеры, допуски и маркировка
Welding consumables. Technical delivery conditions for welding
filler materials.
Type of product, dimensions, tolerances and markings
Дата введения - 2011-01-01
1 Область применения
Настоящий стандарт определяет технические условия на поставку присадочных материалов для сварки плавлением. Он не распространяется на сварочные вспомогательные материалы, такие как защитные газы.
2 Нормативные ссылки
В настоящем стандарте использованы датированные и недатированные ссылки на международные стандарты. При датированных ссылках последующие редакции международных стандартов или изменения к ним действительны для настоящего стандарта только после введения изменений к настоящему стандарту или путем подготовки новой редакции настоящего стандарта. При недатированных ссылках действительно последнее издание приведенного стандарта (включая изменения).
ИСО 4063:1998 Сварка и родственные процессы. Перечень и условные обозначения процессов
|
ИСО 14174 Материалы сварочные. Флюсы для дуговой сварки под флюсом и электрошлаковой сварки. Классификация ИСО 14344 Сварка и родственные процессы. Процессы электрической сварки под флюсом и в защитном газе. Руководство по закупке материалов ИСО 80000-1:2009 Величины и единицы измерений. Часть 1. Общие положения* _________ * ИСО 80000-1:2009 отменяет и заменяет ИСО 31-0:1992. |
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов в информационной системе общего пользования - на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Вид продукции и сварочный процесс
Виды продукции, относящиеся к настоящему стандарту, а также сварочный процесс(ы), при котором(ых) они используются, приведены в таблице 1.
Примечание - Соответствующие условные обозначения для каждого сварочного процесса согласно ИСО 4063:1998 приведены в таблице 1.
Таблица 1 - Вид продукции и сварочный процесс
|
Сварочный процесса) |
|
|
Электрод ленточный порошковый |
EG, ES, S |
|
Электрод покрытый |
Е |
|
Стержень сплошной |
W, О, Р |
|
Электрод ленточный сплошной |
ES, S |
|
Проволока сплошная |
W, P, L, EB |
|
Проволока сплошная электродная |
EG, ES, G, S |
|
Стержень порошковый |
W, O, P |
|
Проволока порошковая |
L, W |
|
Проволока порошковая электродная |
EG, ES, W, P, S, T |
|
Фольга |
L, EB |
|
а) Соответствующие условные обозначения каждого сварочного процесса согласно ИСО 4063: Е - сварка ручная дуговая плавящимся электродом (111); ЕВ - сварка электронно-лучевая (51); EG - сварка дуговая с принудительным формированием и газовой защитой (73); ES - сварка электрошлаковая (72); G - сварка дуговая сплошной проволокой в инертном газе (131), сварка дуговая сплошной проволокой в активном газе (135); L - сварка лазерная (52); О - сварка газокислородная (31); Р - сварка дуговая плазменная (15); S - сварка дуговая под флюсом (12); Т - сварка дуговая порошковой самозащитной проволокой (114), сварка дуговая порошковой проволокой с металлическим наполнителем в активном газе (136); W - сварка дуговая вольфрамовым электродом в инертном газе с присадочным сплошным материалом (проволокой или стержнем) (141). |
|
4 Размеры и допуски
4.1 Проволока сплошная и электродная сплошная, проволока порошковая и электродная порошковая, стержни сплошные и присадочные, электроды покрытые
Размеры и допуски для проволоки сплошной и электродной сплошной, проволоки порошковой и электродной порошковой, стержней сплошных и присадочных, покрытых электродов приведены в таблице 2.
Таблица 2 - Размеры и допуски для присадочных проволок, покрытых электродов и присадочных стержнейа)
В миллиметрах
|
Номинальный диаметр |
Проволоки сплошная и сплошная электродная |
Проволоки порошковая и порошковая электродная |
Стержни сплошные и порошковые |
Электроды покрытыеb) |
||||||
|
Сварочный процесс |
||||||||||
|
G, W, L, ЕВ |
S, ES, EG |
Т, S, EG |
W, О, Р |
Е |
||||||
|
Пред. откл. |
Длина |
Диаметр |
Длина |
|||||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
0,5 |
+0,01 -0,03 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
0,6 |
+0,02 -0,05 |
±0,1 |
От 500 до 1000 включ. |
±5 |
||||||
|
0,8 |
+0,01 -0,04 |
|||||||||
|
0,9 |
||||||||||
|
1,0 |
||||||||||
|
1,2 |
±0,04 |
|||||||||
|
1,4 |
||||||||||
|
1,6 |
+0,02 -0,06 |
1,6 |
±0,06 |
От 200 до 350 включ. |
±5 |
|||||
|
1,8 |
- |
|||||||||
|
2,0 |
2,0 |
|||||||||
|
2,4 |
- |
|||||||||
|
2,5 |
2,5 |
|||||||||
|
2,8 |
+0,01 -0,07 |
- |
- |
- |
- |
|||||
|
3,0 |
±0,06 |
|||||||||
|
3,2 |
+0,02 -0,07 |
3,2 |
±0,10 |
От 275 до 450с) включ. |
±5 |
|||||
|
4,0 |
4,0 |
|||||||||
|
5,0 |
- |
+0,02 -0,08 |
5,0 |
|||||||
|
6,0 |
6,0 |
|||||||||
|
8,0 |
8,0 |
|||||||||
|
Знак «-» означает, что показатель не нормируется. а) Другие размеры могут быть согласованы. Для промежуточных размеров следует применять допуски, приведенные в таблице. b) Размеры электродного стержня. с) Для специальных случаев (например, для гравитационной сварки) длина до 1000 мм. |
||||||||||
4.2 Электроды ленточные
Размеры и допуски для ленточных электродов приведены в таблице 3.
Таблица 3 - Размеры и допуски для ленточных электродов
В миллиметрах
|
Номинальный размер |
Пред. откл. |
|
|
Толщина |
≤ 1,0 |
±0,05 |
|
Ширина |
≤ 100 |
+0,50 |
|
> 100 |
+0,80 |
4.3 Электроды ленточные порошковые и фольга
Размеры и допуски для порошковых ленточных электродов и фольги должны соответствовать применяемым стандартам.
4.4 ФлюсыФлюс должен быть гранулирован так, чтобы было обеспечено его свободное поступление в зону сварки через систему подачи. В различных упаковках распределение частиц флюса должно быть однородным и плотным. Флюсы могут быть различного гранулометрического состава (см. ИСО 14174). |
5 Требования к округлению величинПри определении соответствия требованиям настоящего стандарта реальные величины, полученные при испытании, должны подвергаться округлению в соответствии с правилами, изложенными в ИСО 80000-1 (правило А приложения В). Если измеренные величины получены на оборудовании, калиброванном в единицах, отличных от единиц настоящего стандарта, то измеренные величины, перед их округлением, должны быть переведены в единицы настоящего стандарта. Если средняя величина должна сравниваться с требованиями настоящего стандарта, то округление должно быть выполнено только после расчета этого среднего. В случае, если стандарт для проведения испытания, на который имеется ссылка в настоящем стандарте, содержит требования по округлению, противоречащие требованиям настоящего стандарта, то должны быть выполнены требования по округлению в соответствии со стандартом на испытание. Результаты округления должны удовлетворять требованиям соответствующей таблицы для классификации при испытаниях. |
6 Требования к сварочным материалам
6.1 Электроды покрытые
Покрытие электрода должно равномерно и концентрично покрывать стержень по всей длине для того, чтобы исключить его асимметричное расплавление при сварке. Покрытие электрода не должно иметь неровностей, трещин и других дефектов поверхности, которые могли бы неблагоприятно влиять на сварочный процесс. Покрытие должно иметь прочное сцепление со стержнем и не отслаиваться при надлежащей транспортировке и использовании.
Зажимной конец покрытого электрода должен быть свободен от материала покрытия на длине не менее 15мм.
Примечание - Конец электрода, предназначенный для возбуждения дуги, может быть покрыт материалом, который облегчает возбуждение дуги.
6.2 Проволоки и стержни присадочные, электроды ленточные
Поверхность сварочных материалов должна быть свободна от загрязнений и поверхностных дефектов, которые могут отрицательно влиять на сварку. Допускается любое состояние поверхности, если оно не оказывает отрицательного влияния на процесс сварки и свойства металла шва.
Компоненты порошка во всех электродных порошковых материалах должны быть распределены равномерно по всей длине таким образом, чтобы они не оказывали отрицательного влияния на сварочно-технологические свойства, химический состав и свойства наплавленного металла шва.
Проволоки присадочные и электроды ленточные могут поставляться в мотках или катушках в соответствии с рисунком 1 и таблицей 4. Не должно быть перекручивания, волн, резких перегибов и других дефектов, которые могли бы отрицательно повлиять на равномерную их подачу. Начало и конец проволоки, непрерывно намотанной, должны быть закреплены.
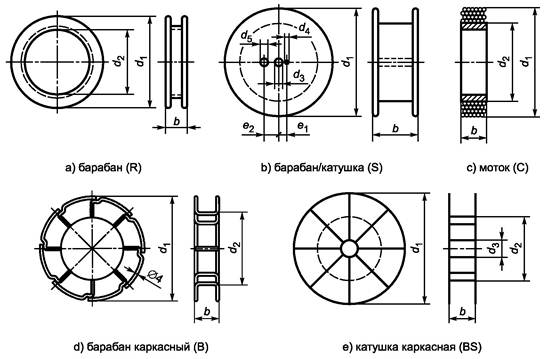
Примечание - Барабан/катушка (S) может иметь два отверстия под штифты
Рисунок 1 - Барабаны, катушки и моток
Сварочные материалы в мотках без каркасов должны быть перевязаны не менее чем в трех местах, расположенных равномерно по окружности мотка.
Сплошные проволоки и электродные сплошные проволоки для сварки сталей должны иметь свободный ход витка не более, чем описано ниже.
Под ходом витка подразумевается вертикальный подъем любой части одного витка проволоки, который свободно лежит на плоской поверхности, от этой плоской поверхности. Ход витка не должен превышать 25 мм в катушках с внешним диаметром до 200 мм (S 200) и 50 мм в катушках с внешним диаметром более 200 мм (см. таблицу 4).
Диаметр витков проволоки, лежащих свободно на плоской поверхности, ход витка и другие свойства всех этих проволок должны быть пригодны для равномерной и непрерывной подачи их в автоматическую или механизированную сварочную установку.
Таблица 4 - Размеры и допуски для барабанов, катушек и моткова
В миллиметрах
|
Обозначение |
Наружный диаметр d1 |
Внутренний диаметр d2 |
Внешняя ширина b |
Диаметр отверстия d3 |
Отверстие под штифты |
||||
|
диаметр отверстия |
расстояние от оси |
||||||||
|
d4 |
d5 |
e1 |
е2 |
||||||
|
Барабан/Катушка (S) |
S 100 |
100 ± 2 |
- |
45 +0/-2 |
16,5 +1/-0 |
- |
- |
- |
- |
|
Барабан/Катушка (S) |
S 117 |
117 ± 1 |
- |
71 +0/-2 |
48,0 +0,6/-0 |
- |
- |
- |
- |
|
Барабан/Катушка (S) |
S 200 |
200 ± 3 |
- |
55 +0/-3 |
50,5 +2,5/-0 |
10 +1/-0 |
- |
44,5 ± 0,5 |
- |
|
Барабан/Катушка (S) |
S 300 |
300 ± 5 |
- |
103 +0/-3 |
То же |
То же |
- |
То же |
- |
|
Барабан/Катушка (S) |
S 350 |
350 ± 5 |
- |
103 +0/-3 |
» |
» |
- |
» |
- |
|
Барабан/Катушка (S) |
S 560 |
560 +0/-10 |
b) |
305 +0/-10 |
35,0 ± 1,5 |
16,7 ± 0,7 |
16,7 ± 0,7 |
63,5 ± 1,5 |
63,5 ± 1,5 |
|
Барабан/Катушка (S) |
S 610 |
610 +0/-10 |
b) |
345 +0/-10 |
То же |
То же |
То же |
То же |
То же |
|
Барабан/Катушка (S) |
S 760E |
760 +0/-10 |
- |
290 +10/-1 |
40,5 +1/-0 |
25 +1/-0 |
35 +1/-0 |
65 ± 1 |
110 ± 1 |
|
Барабан/Катушка (S) |
S 760A |
760 +0/-10 |
b) |
345 +0/-10 |
35,0 ± 1,5 |
16,7 ± 0,7 |
16,7 ± 0,7 |
63,5 ± 1,5 |
63,5 ± 1,5 |
|
Барабан (R) |
R 435 |
435 ± 5 |
300 +15/-0 |
90 +0/-15 |
- |
- |
- |
- |
- |
|
Каркасный барабан (В) |
В 300 |
300 +0/-5 |
180 ± 2 |
100 ± 3 |
- |
- |
- |
- |
- |
|
Каркасный барабан (В) |
В 435 |
435 +0/-5 |
300 ± 5 |
70 ± 3 |
- |
- |
- |
- |
- |
|
Каркасный барабан (В) |
В 450 |
450 макс. |
300 ± 5 |
100 ± 3 |
- |
- |
- |
- |
- |
|
Каркасная катушка (BS) |
BS 200 |
200 +4/-3 |
100 +7/-5 |
55 ± 3 |
50,5 +2,5/-0 |
- |
- |
- |
- |
|
Каркасная катушка (BS) |
BS 300 |
300 ± 5 |
189 ± 0,5 |
103 +0/-3 |
То же |
- |
- |
- |
- |
|
Моток (С) |
С 435 |
435 макс. |
300 +15/-0 |
90 +0/-15 |
- |
- |
- |
- |
- |
|
Моток (С) |
С 450 |
450 макс. |
300 +15/-5 |
100 +10/-5 |
- |
- |
- |
- |
- |
|
Моток (С) |
С 800 |
800 макс. |
600 +200/-0 |
120 +10/-5 |
- |
- |
- |
- |
- |
|
а) Другие размеры должны быть согласованы. b) Наружный диаметр барабана d2 должен быть таким, чтобы обеспечить подачу присадочного материала. |
|||||||||
7 Маркировка
7.1 Маркировка продукции
7.1.1 Электроды покрытые
Электроды покрытые должны быть надежно замаркированы на покрытии вблизи зажимного конца или на зажимном конце, чтобы опознать вид продукта и его изготовителя и/или поставщика продукта.
Примечание - Дополнительно к маркировке рекомендуется наносить обязательную часть стандартного обозначения или цветную окраску, используемую для идентификации.
7.1.2 Проволоки присадочные и электроды ленточные
Сварочные присадочные материалы, намотанные на катушки или в мотках, должны быть замаркированы, чтобы опознать вид продукта и его изготовителя и (или) поставщика продукта.
7.1.3 Стержни присадочные
Каждый присадочный стержень для сварки вольфрамовым электродом и плазменной сварки должен быть замаркирован, чтобы опознать вид продукта и его изготовителя и/или поставщика продукта.
Примечание - Дополнительно к маркировке рекомендуется наносить обязательную часть стандартного обозначения или цветную окраску, используемую для идентификации.
7.2 Маркировка на упаковке
Наружная сторона каждой минимальной упаковки должна быть четко маркирована и содержать следующую информацию:
- наименование изготовителя или поставщика;
- торговую марку;
- обозначение согласно соответствующему стандарту;
- размеры согласно требованиям раздела 4;
- для флюсов, размер гранул в соответствии с ИСО 14174;
- номер плавки или партии;
- род тока и полярность (при необходимости);
- количество и номинальная масса нетто;
- инструкцию по просушке или ссылку на источник информации (при необходимости);
- одобрение (при необходимости);
- требуемые инструкции по технике безопасности и охране здоровья.
8 Упаковка
Производитель, поставщик или дистрибьютор должны упаковывать сварочные присадочные материалы таким образом, чтобы при транспортировке и хранении в сухих складских помещениях обеспечивалась необходимая сохранность их от повреждений.
9 Документы для контроля
Документы для контроля сварочных присадочных материалов или флюсов должны соответствовать ИСО 14344.
Приложение ДА
(обязательное)
Таблица ДА.1
|
Обозначение ссылочного международного стандарта |
Степень соответствия |
Обозначение и наименование соответствующего национального стандарта |
|
ИСО 4063:1998 |
- |
* |
|
ИСО 14174 |
- |
* |
|
ИСО 14344 |
- |
* |
|
ИСО 80000-1:2009 |
- |
* |
|
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. |
||
Ключевые слова: сварка, материалы сварочные, материал присадочный, вид продукта, размеры и допуски, требования, маркировка