ГОСТ Р 50404-92
(ИСО 1580-83)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ВИНТЫ С ЦИЛИНДРИЧЕСКОЙ
СКРУГЛЕННОЙ ГОЛОВКОЙ С ПРЯМЫМ
ШЛИЦЕМ КЛАССОВ ТОЧНОСТИ А И В
Технические условия
ГОССТАНДАРТ РОССИИ
Москва
Предисловие
1 ПОДГОТОВЛЕН И ВНЕСЕН Техническим комитетом по стандартизации ТК 229 «Крепежные изделия»
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 23 ноября 1992 г. № 1505
Стандарт разработан методом прямого применения ИСО 1580-83 «Винты с цилиндрический скругленной головкой. Класс А» с дополнительными требованиями, отражающими потребности народного хозяйства
3 ВВЕДЕН ВПЕРВЫЕ
4 ПЕРЕИЗДАНИЕ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
|
ВИНТЫ С ЦИЛИНДРИЧЕСКОЙ
СКРУГЛЕННОЙ ГОЛОВКОЙ С Технические условия Slotted pan head screws. |
ГОСТ P (ИСО 1580-83) |
Дата введения 1994-01-01
Настоящий стандарт распространяется на винты с цилиндрической скругленной головкой с прямым шлицем классов точности А и В с номинальным диаметром резьбы от 1,6 до 10 мм.
Требования настоящего стандарта являются обязательными.
Дополнительные требования, отвечающие потребностям народного хозяйства, выделены подчеркиванием, а также приведены в приложении.
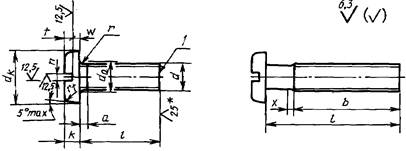
1 РАЗМЕРЫ
Конструкция и размеры винтов должны соответствовать указанным на рисунке и в таблицах 1 и 2.
________
* Для винтов, обработанных резанием, в остальных случаях не нормируют.
1 - конец в состоянии после накатки
Диаметр стержня приблизительно равен среднему диаметру резьбы или равен наружному диаметру резьбы.
Таблица 1
В милиметрах
|
M1,6 |
М2 |
М2,5 |
М3 |
(М3,5)1) |
М4 |
М5 |
М6 |
М8 |
М10 |
||
|
P2) |
крупный |
0,35 |
0,4 |
0,45 |
0,5 |
0,6 |
0,7 |
0,8 |
1 |
1,25 |
1,5 |
|
мелкий |
- |
- |
- |
- |
- |
- |
- |
- |
1 |
1,25 |
|
|
а, не более |
крупный шаг |
0,7 |
0,8 |
0,9 |
1 |
1,2 |
1,4 |
1,6 |
2 |
2,5 |
3 |
|
мелкий шаг |
- |
- |
- |
- |
- |
- |
- |
- |
2 |
2,5 |
|
|
b |
не менее |
25 |
25 |
25 |
25 |
38 |
38 |
38 |
38 |
38 |
38 |
|
dK |
не более |
3,2 |
4 |
5 |
5,6 |
7 |
8 |
9,5 |
12 |
16 |
20 |
|
не менее |
2,9 |
3,7 |
4,7 |
5,3 |
6,64 |
7,64 |
9,14 |
11,57 |
15,57 |
19,48 |
|
|
dа |
не более |
2,1 |
2,6 |
3,1 |
3,6 |
4,1 |
4,7 |
5,7 |
6,8 |
9,2 |
11,2 |
|
k |
не более |
1 |
1,3 |
1,5 |
1,8 |
2,1 |
2,4 |
3 |
3,6 |
4,8 |
6 |
|
А |
0,86 |
1,16 |
1,36 |
1,66 |
1,96 |
2,26 |
2,86 |
3,3 |
4,5 |
5,7 |
|
|
В |
0,86 |
1,05 |
1,25 |
1,55 |
1,85 |
2,15 |
2,75 |
3,3 |
4,5 |
5,7 |
|
|
n |
номин. |
0,4 |
0,5 |
0,6 |
0,8 |
1 |
1,2 |
1,2 |
1,6 |
2 |
2,5 |
|
не менее |
0,46 |
0,56 |
0,66 |
0,86 |
1,06 |
1,26 |
1,26 |
1,66 |
2,06 |
2,56 |
|
|
не более |
0,6 |
0,7 |
0,8 |
1 |
1,2 |
1,51 |
1,51 |
1,91 |
2,31 |
2,81 |
|
|
r |
не менее |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
0,2 |
0,2 |
0,25 |
0,4 |
0,4 |
|
rf |
справ. |
0,5 |
0,6 |
0,8 |
0,9 |
1 |
1,2 |
1,5 |
1,8 |
2,4 |
3 |
|
t |
не менее |
0,35 |
0,5 |
0,6 |
0,7 |
0,8 |
1 |
1,2 |
1,4 |
1,9 |
2,4 |
|
х, не более |
крупный шаг |
0,9 |
1 |
1,1 |
1,25 |
1,5 |
1,75 |
2 |
2,5 |
3,2 |
3,8 |
|
мелкий шаг |
- |
- |
- |
- |
- |
- |
- |
- |
2,5 |
3,2 |
|
|
w |
не менее |
0,3 |
0,4 |
0,5 |
0,7 |
0,8 |
1 |
1,2 |
1,4 |
1,9 |
2,4 |
|
1) Размеры, заключенные в скобки, применять не рекомендуется. 2) Р - шаг резьбы. |
|||||||||||
Таблица 2
В миллиметрах
|
Длина винта l |
Номинальный диаметр резьбы d |
|||||||||
|
М1,6 |
М2 |
М2,5 |
М3 |
М3,5 |
М4 |
М5 |
М6 |
М8 |
М10 |
|
|
2 |
|
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
2,5 |
|
|
|
|
- |
- |
- |
- |
- |
- |
|
3 |
|
|
|
|
- |
- |
- |
- |
- |
- |
|
4 |
|
|
|
|
|
|
- |
- |
- |
- |
|
5 |
|
|
|
|
|
|
- |
- |
- |
- |
|
6 |
|
|
|
|
|
|
|
- |
- |
- |
|
8 |
|
|
|
|
|
|
|
|
- |
- |
|
10 |
|
|
|
|
|
|
|
|
|
- |
|
12 |
|
|
|
|
|
|
|
|
|
|
|
(14) |
|
|
|
|
Стандартные длины |
|
|
|
||
|
16 |
|
|
|
|
|
|
|
|||
|
(18) |
- |
|
|
|
|
|
|
|
|
|
|
20 |
- |
|
|
|
|
|
|
|
|
|
|
(22) |
- |
- |
|
|
|
|
|
|
|
|
|
25 |
- |
- |
|
|
|
|
|
|
|
|
|
(28) |
- |
- |
- |
|
|
|
|
|
|
|
|
30 |
- |
- |
- |
|
|
|
|
|
|
|
|
35 |
- |
- |
- |
|
|
|
|
|
|
|
|
40 |
- |
- |
- |
|
|
|
|
|
|
|
|
45 |
- |
- |
- |
|
|
|
|
|
|
|
|
50 |
- |
- |
- |
|
|
|
|
|
|
|
|
(55) |
- |
- |
- |
|
|
|
|
|
|
|
|
60 |
- |
- |
- |
|
|
|
|
|
|
|
|
(65) |
- |
- |
- |
|
|
|
|
|
|
|
|
70 |
- |
- |
- |
|
|
|
|
|
|
|
|
(75) |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
|
80 |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
|
Примечания: 1 Длины винтов, заключенные в скобки, применять не рекомендуется. 2 Винты c номинальными длинами, расположенными выше пунктирной линии, изготовляются с резьбой до головки |
||||||||||
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Таблица 3
|
Углеродистая сталь |
Коррозионно-стойкая, жаропрочная, жаростойкая и теплоустойчивая сталь |
Цветные сплавы |
||
|
Общие технические |
||||
|
Резьба |
размеры |
Профиль и основные размеры |
||
|
стандарт |
||||
|
допуски |
6g |
|||
|
стандарт |
||||
|
Механические свойства |
классы |
3.6, 4.6, 4.8, |
21 - 26 |
31 - 35 |
|
стандарт |
||||
|
Допуски |
класс |
А и В |
||
|
стандарт |
неуказанные в табл. 1 и 2 допуски размеров, отклонений формы и расположения поверхностей - ГОСТ 1759.1 |
|||
|
Поверхность изделия |
Допустимые дефекты поверхности - ГОСТ 1759.2 Без покрытия и с покрытием -
ГОСТ 1759.0,
|
|||
|
Методы контроля |
Размеры, отклонения формы и расположения поверхностей - ГОСТ 1759.1 Дефекты поверхности - ГОСТ 1759.2 Механические свойства Покрытие - ГОСТ 9.302 |
|||
|
Приемка |
||||
|
Маркировка и упаковка |
||||
Пример условного обозначения винта с цилиндрической скругленной головкой класса точности А, диаметром резьбы d = 8 мм, с крупным шагом резьбы, с полем допуска резьбы 6g, длиной l = 50 мм, класса прочности 4.8, без покрытия:
Винт AM8-6g×50.48 ГОСТ Р 50404-92
То же, класса точности В, с мелким шагом резьбы, с цинковым покрытием толщиной 6 мкм, хроматированным:
Винт M8×1-6g×50.48.016 ГОСТ Р 50404-92
Теоретическая масса винтов указана в приложении.
ПРИЛОЖЕНИЕ
(справочное)
Теоретическая масса винтов
|
Длина винта l, мм |
Масса 1000 шт. стальных винтов с крупным шагом резьбы, кг ≈, при номинальном диаметре резьбы d, мм |
|||||||||
|
M1,6 |
М2 |
М2,5 |
М3 |
М3,5 |
М4 |
М5 |
М6 |
М8 |
М10 |
|
|
2 |
0,113 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
2,5 |
0,119 |
0,190 |
- |
- |
- |
- |
- |
- |
- |
- |
|
3 |
0,124 |
0,199 |
0,313 |
0,448 |
- |
- |
- |
- |
- |
- |
|
4 |
0,135 |
0,217 |
0,342 |
0,491 |
0,793 |
1,087 |
- |
- |
- |
- |
|
5 |
0,147 |
0,235 |
0,371 |
0,535 |
0,852 |
1,163 |
- |
- |
- |
- |
|
6 |
0,158 |
0,235 |
0,401 |
0,578 |
0,910 |
1,240 |
2,039 |
- |
- |
- |
|
8 |
0,180 |
0,289 |
0,459 |
0,665 |
1,027 |
1,393 |
2,283 |
4,036 |
- |
- |
|
10 |
0,203 |
0,325 |
0,518 |
0,751 |
1,144 |
1,546 |
2,527 |
4,385 |
9,379 |
- |
|
12 |
0,225 |
0,361 |
0,576 |
0,838 |
1,261 |
1,699 |
2,772 |
4,734 |
10,01 |
18,10 |
|
14 |
0,248 |
0,397 |
0,635 |
0,924 |
1,378 |
1,852 |
3,016 |
5,084 |
10,64 |
19,09 |
|
16 |
0,270 |
0,433 |
0,694 |
1,010 |
1,495 |
2,005 |
3,260 |
5,433 |
11,27 |
20,09 |
|
18 |
- |
0,470 |
0,752 |
1,097 |
1,612 |
2,158 |
3,504 |
5,783 |
11,90 |
21,09 |
|
20 |
- |
0,506 |
0,810 |
1,185 |
1,729 |
2,311 |
3,748 |
6,133 |
12,53 |
22,08 |
|
22 |
- . |
- |
0,868 |
1,271 |
1,846 |
2,464 |
3,992 |
6,482 |
13,16 |
23,08 |
|
25 |
- . |
- |
0,958 |
1,401 |
2,022 |
2,692 |
4,360 |
7,005 |
14,11 |
24,58 |
|
28 |
- |
- |
- |
1,503 |
2,315 |
2,922 |
4,727 |
7,529 |
15,06 |
26,07 |
|
30 |
- |
- |
- |
1,618 |
2,432 |
3,074 |
4,971 |
7,878 |
15,69 |
27,67 |
|
35 |
- |
- |
- |
1,835 |
2,608 |
3,457 |
5,582 |
8,751 |
17,26 |
29,56 |
|
40 |
- |
- |
- |
2,051 |
2,900 |
3,839 |
6,193 |
9,624 |
18,84 |
32,05 |
|
45 |
- |
- |
- |
2,267 |
3,193 |
4,221 |
6,804 |
10,50 |
20,42 |
34,54 |
|
50 |
- |
- |
- |
2,483 |
3,486 |
4,604 |
7,415 |
11,37 |
21,99 |
37,03 |
|
55 |
- |
- |
- |
2,700 |
3,778 |
4,986 |
8,026 |
12,24 |
23,57 |
39,52 |
|
60 |
- |
- |
- |
2,916 |
4,071 |
5,369 |
8,637 |
13,11 |
25,14 |
42,01 |
|
65 |
- |
- |
- |
3,132 |
4,364 |
5,751 |
9,248 |
13,98 |
26,72 |
44,50 |
|
70 |
- |
- |
- |
3,349 |
4,657 |
5,133 |
9,859 |
14,86 |
28,30 |
47,00 |
|
75 |
- |
- |
- |
- |
- |
- |
- |
- |
29,87 |
49,50 |
|
80 |
- |
- |
- |
- |
- |
- |
- |
- |
31,45 |
52,00 |
|
Примечание. Для определения массы винтов из алюминиевого сплава значения масс, указанные в таблице, следует умножить на коэффициент 0,356, из латуни - на 1,08. |
||||||||||
ИНФОРМАЦИОННЫЕ ДАННЫЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта |
|