
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ДУГОВАЯ СВАРКА.
СОЕДИНЕНИЯ СВАРНЫЕ ТОЧЕЧНЫЕ
ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ
ЭЛЕМЕНТЫ И РАЗМЕРЫ
ГОСТ 14776-79
ГОСУДАРСТВЕННЫМ КОМИТЕТ СССР
ПО УПРАВЛЕНИЮ КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ДУГОВАЯ СВАРКА. СОЕДИНЕНИЯ СВАРНЫЕ ТОЧЕЧНЫЕ Основные типы, конструктивные элементы и размеры Arc welding. Button welds. |
ГОСТ Взамен |
Постановлением Государственного комитета СССР по стандартам от 19 апреля 1979 г. № 1439 срок введения установлен
с 01.07.80
Проверен в 1985 г. Постановлением Госстандарта от 28.11.89 № 3506 срок действия продлен
до 01.07.95
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры точечных сварных соединений из сталей, медных, алюминиевых и никелевых сплавов, выполняемых дуговой сваркой.
2. Термины и их определения, принятые в стандарте, приведены в справочном приложении.
3. Б стандарте приняты следующие обозначения способов сварки:
Ф - под флюсом;
УП - в углекислом газе плавящимся электродом;
УПм - в углекислом газе плавящимся электродом с наложением продольного магнитного поля;
УПмс - в углекислом газе плавящимся электродом с наложением продольного магнитного поля со сквозным проплавлением и формированием;
УН - в углекислом газе неплавящимся электродом;
ИП - в инертных газах плавящимся электродом;
ИН - в инертных газах неплавящимся электродом;
ПП - плавящимся покрытым электродом с принудительным несквозным проплавлением и формованием;
ППп - плавящимся покрытым электродом с принудительным несквозным проплавлением и формованием на подкладке;
ППс - плавящимся покрытым электродом с принудительным сквозным проплавлением и формованием;
ИПп - в инертных газах плавящимся электродом на съемной подкладке.
4. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
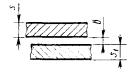
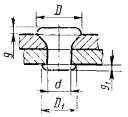
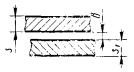
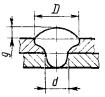
5. Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать указанным на черт. 1 и 2 и в табл. 2-5.
6. Для способов сварки ПП, ППп, ППс размер l (черт. 1 и 2) должен быть не менее 1,2D.
7. Размер и (черт. 1 и 2) должен быть не менее 2d при сварке неплавящимся электродом и не менее D при всех остальных способах сварки.
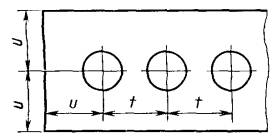
Черт. 1
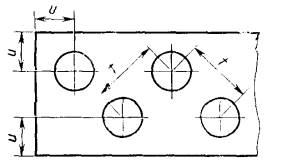
Черт. 2
Таблица 1
|
Форма подготовленных кромок |
Характер выполненного шва |
Форма поперечного сечения |
Способ сварки |
Толщина верхней детали, мм |
Материал свариваемых деталей |
Обозначение сварного соединения |
||
|
подготовленных кромок |
выполненного шва |
|||||||
|
Нахлесточное |
Без подготовки кромок |
Односторонний |
|
|
Ф |
0,8-5,0 |
Углеродистая или низколегированная сталь |
H1 |
|
УП |
0,8-6,6 |
|||||||
|
УПм |
6,0-16,0 |
|||||||
|
УН |
0,4-3,3 |
|||||||
|
ИН |
Легированная сталь и сплавы: медные, алюминиевые и никелевые |
|||||||
|
ИП |
0,8-6,6 |
|||||||
|
ПП |
0,8-1,5 |
Верхней детали - оцинкованная углеродистая сталь; нижней детали - углеродистая или низколегированная сталь |
||||||
|
1,5-2,5 |
Верхней детали - нержавеющая хромоникелевая аустенитная сталь; нижней детали - углеродистая или низколегированная сталь |
|||||||
|
3,0-12,0 |
Углеродистая или низколегированная сталь |
|||||||
|
Без подготовки кромок |
Односторонний |
|
|
ПП |
3,0-5,0 |
Углеродистая или низколегированная сталь |
||
|
Двусторонний |
|
|
ПП |
4,0-6,0 |
Н2 |
|||
|
Односторонний на съемной плоской подкладке |
|
|
ППп |
Н3 |
||||
|
|
|
ИПп |
0,9-3,0 |
Алюминий и его сплавы |
||||
|
Без подготовки кромок |
Односторонний на съемной фигурной подкладке |
|
|
ППс |
4,0-18,0 |
Углеродистая или низколегированная сталь |
Н4 |
|
|
УПмс |
6,0-16,0 |
|||||||
|
С круглым отверстием в верхней детали |
Односторонний |
|
|
ИП |
4,5- 15,0 |
Легированная сталь и сплавы: медные, алюминиевые и никелевые |
Н5 |
|
|
Ф |
3,5-14,0 |
Углеродистая или низколегированная сталь |
||||||
|
УП |
4,5-30,0 |
|||||||
|
С накладной шайбой |
Односторонний |
|
|
ПП |
1,5- 4,0 |
Накладной шайбы - хромистая сталь; средней детали - хромистая ферритная нержавеющая сталь; нижней детали - углеродистая или низколегированная сталь |
Н6 |
|









Таблица 2
Размеры, мм
|
Конструктивные элементы |
Способ сварки |
Материал свариваемых деталей |
s |
s1, не менее |
b |
d |
D |
g, не более |
|||||
|
Подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||
|
Н1 |
|
|
Ф |
Углеродистая или низколегированная сталь |
От 0,8 до 1,1 |
0,8 |
0 |
+0,2 |
5 |
±1,0 |
11 |
±2 |
1,5 |
|
Св. 1,1 до 1,5 |
1,1 |
6 |
13 |
2,0 |
|||||||||
|
Св. 1,5 до 2,0 |
1,5 |
+0,5 |
7 |
15 |
2,5 |
||||||||
|
Св. 2,0 до 2,5 |
2,2 |
8 |
17 |
||||||||||
|
Св. 2,5 до 3,1 |
2,5 |
9 |
±1,5 |
19 |
3,5 |
||||||||
|
Св. 3,1 до 3,6 |
3,1 |
10 |
20 |
±3 |
|||||||||
|
Св. 3,6 до 4,2 |
3,6 |
+0,8 |
11 |
21 |
|||||||||
|
Св. 4,2 до 5,0 |
4,2 |
12 |
23 |
||||||||||
|
УП |
От 0,8 до 1,1 |
0,8 |
+0,2 |
4 |
±1,0 |
11 |
±2 |
1,5 |
|||||
|
1,4 |
5 |
14 |
|||||||||||
|
Св. 1,1 до 1,4 |
1,1 |
15 |
|||||||||||
|
Св. 1,4 до 1,7 |
1,4 |
+0,5 |
6 |
17 |
2,0 |
||||||||
|
Св. 1,7 до 2,1 |
1,7 |
7 |
18 |
2,5 |
|||||||||
|
Св. 2,1 до 2,6 |
2,1 |
19 |
3,0 |
||||||||||
|
Св. 2,6 до 3,3 |
2,6 |
8 |
21 |
3,5 |
|||||||||
|
Св. 3,3 до 4,2 |
3,3 |
+0,8 |
9 |
±1,5 |
23 |
±3 |
4,0 |
||||||
|
Св. 4,2 до 5,3 |
4,2 |
+1,0 |
10 |
24 |
|||||||||
|
Св. 5,3 до 6,6 |
5,3 |
11 |
25 |
||||||||||
|
УН |
От 0,4 до 0,6 |
0,4 |
+0,2 |
4 |
±1 |
6 |
±1 |
±0,1 |
|||||
|
Св. 0,6 до 0,9 |
0,6 |
5 |
8 |
||||||||||
|
Св. 0,9 до 1,2 |
0,9 |
6 |
9 |
±0,2 |
|||||||||
|
Св. 1,2 до 1,7 |
1,2 |
7 |
10 |
||||||||||
|
Св. 1,7 до 2,2 |
1,7 |
+0,5 |
8 |
11 |
±0,3 |
||||||||
|
УПм |
Св. 2,2 до 2,7 |
2,2 |
9 |
±2 |
13 |
±2 |
±0,4 |
||||||
|
Св. 2,7 до 3,3 |
2,7 |
10 |
14 |
±0,5 |
|||||||||
|
От 6,0 до 8,0 |
6,0 |
+1,0 |
14 |
±2 |
32 |
±4 |
4,0 |
||||||
|
Св. 8,0 до 10,0 |
8,0 |
16 |
±2 |
34 |
+4 |
||||||||
|
Св. 10,0 до 13,0 |
10,0 |
18 |
36 |
5,0 |
|||||||||
|
Св. 13,0 до 16,0 |
12,0 |
20 |
40 |
||||||||||
|
ИН |
Легированная сталь и сплавы: медные, алюминиевые и никелевые |
От 0,4 до 0,6 |
0,4 |
+0,2 |
4 |
±1 |
6 |
±1 |
±0,1 |
||||
|
Св. 0,6 до 0,9 |
0,6 |
5 |
8 |
||||||||||
|
Св. 0,9 до 1,2 |
0,9 |
6 |
9 |
±0,2 |
|||||||||
|
Св. 1,2 до 1,7 |
1,2 |
7 |
10 |
||||||||||
|
Св. 1,7 до 2,2 |
1,7 |
+0,5 |
8 |
11 |
±0,3 |
||||||||
|
Св. 2,2 до 2,7 |
2,2 |
9 |
±2 |
13 |
±2 |
±0,4 |
|||||||
|
Св. 2,7 до 3,3 |
2,7 |
10 |
14 |
±0,5 |
|||||||||
|
ИП |
От 0,8 до 1,1 |
0,8 |
0 |
+0,2 |
4 |
±1 |
1 |
±2 |
2,0 |
||||
|
1,4 |
5 |
3 |
|||||||||||
|
5,0 |
+1,0 |
9 |
±2 |
18 |
2,5 |
||||||||
|
Св. 1,1 до 1,4 |
1,1 |
+0,3 |
5 |
±1 |
15 |
2,0 |
|||||||
|
Св. 1,4 до 1,7 |
1,4 |
+0,5 |
6 |
7 |
|||||||||
|
5,0 |
+0,8 |
10 |
±2 |
|
2,5 |
||||||||
|
Св. 1,7 до 2,1 |
1,7 |
+0,5 |
6 |
±1 |
18 |
||||||||
|
Св. 2,1 до 2,6 |
2,1 |
7 |
19 |
||||||||||
|
Св. 2,6 до 3,3 |
2,6 |
3,0 |
|||||||||||
|
5,0 |
+1,0 |
11 |
±2 |
||||||||||
|
Св. 3,3 до 4,2 |
3,3 |
+0,8 |
9 |
21 |
3,5 |
||||||||
|
Св. 4,2 до 5,3 |
4,2 |
+1,0 |
10 |
23 |
±3 |
4,0 |
|||||||
|
Св. 5,3 до 6,6 |
5,3 |
11 |
25 |
||||||||||
|
ПП |
Верхней детали - оцинкованная углеродистая сталь; нижней детали - углеродистая или низколегированная сталь |
От 0,8 до 1,1 |
3,0 |
+0,5 |
10 |
+2 -1 |
20 |
±1 |
|||||
|
Св. 1,1 до 1,5 |
4,0 |
+1,0 |
20 |
±2 |
25 |
5,0 |
|||||||
|
Верхней детали - нержавеющая хромоникелевая аустенитная сталь; нижней детали - углеродистая или низколегированная сталь |
Св. 1,5 до 2,5 |
+1,5 |
24 |
+2 -4 |
33 |
6,0 |
|||||||
|
Углеродистая или низколегированная сталь |
От 3,0 до 5,0 |
5,0 |
+2,0 |
16 |
34 |
+2 -3 |
3,0 |
||||||
|
Св. 5,0 до 12,0 |
s |
28 |
±2 |
50 |
±1 |
7,0 |
|||||||
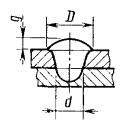
Таблица 3
Размеры, мм
|
Обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
Материал свариваемых деталей |
s |
s1, не менее |
d0 |
b |
d |
D |
g, не более |
||||
|
Подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||
|
Н1 |
|
|
ИП |
Легированная сталь и сплавы: медные, алюминиевые и никелевые |
От 4,5 до 5,5 |
4,5 |
2 |
0 |
+1,0 |
13 |
+1,0 -0,5 |
22 |
±3 |
3,0 |
|
Св. 5,5 до 7,0 |
5,5 |
14 |
15 |
26 |
3,5 |
|||||||||
|
Св. 7,0 до 9,5 |
7,0 |
16 |
+1,5 |
18 |
+2,0 -1,0 |
27 |
4,0 |
|||||||
|
Св. 9,5 до 2,0 |
9,0 |
18 |
20 |
28 |
||||||||||
|
Св. 12,0 до 15,0 |
12,0 |
20 |
22 |
30 |
4,5 |
|||||||||
|
Ф |
Углеродистая или низколегированная сталь |
От 3,5 до 4,0 |
3,5 |
9 |
+0,8 |
10 |
+1,0 -0,5 |
19 |
2,5 |
|||||
|
Св. 4,0 до 5,0 |
4,0 |
10 |
+1,0 |
11 |
20 |
3,0 |
||||||||
|
Св. 5,0 до 6,5 |
5,0 |
11 |
12 |
21 |
||||||||||
|
Св. 6,5 до 8,0 |
6,5 |
13 |
+1,5 |
15 |
+2,0 -1,0 |
23 |
4,0 |
|||||||
|
Св. 8,0 до 11,0 |
8,0 |
15 |
17 |
25 |
||||||||||
|
Св. 11,0 до 14,0 |
11,0 |
18 |
20 |
28 |
||||||||||
|
УП |
От 4,5 до 5,5 |
4,5 |
12 |
+1,0 |
13 |
+1,0 -0,5 |
22 |
3,0 |
||||||
|
Св. 5,5 до 7,0 |
5,5 |
14 |
15 |
26 |
3,5 |
|||||||||
|
Св. 7,0 до 9,5 |
7,0 |
16 |
+1,5 |
18 |
+2,0 -1,0 |
27 |
4,0 |
|||||||
|
Св. 9,5 до 12,0 |
9,0 |
18 |
20 |
28 |
4,5 |
|||||||||
|
Св. 12,0 до 15,0 |
12,0 |
20 |
22 |
30 |
||||||||||
|
Св. 15,0 до 18,0 |
14,0 |
22 |
24 |
33 |
±4 |
|||||||||
|
Св. 18,0 до 22,0 |
16,0 |
24 |
26 |
35 |
5,0 |
|||||||||
|
Св. 22,0 до 26,0 |
18,0 |
26 |
28 |
37 |
6,0 |
|||||||||
|
Св. 26,0 до 30,0 |
22,0 |
28 |
30 |
40 |
7,0 |
|||||||||
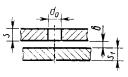
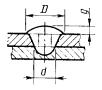
Таблица 4
Размеры, мм
|
Обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
Материал свариваемых деталей |
s |
s1, не менее |
s2 |
b |
b1 |
d |
D |
g, не более |
|||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||
|
Н1 |
|
|
ПП |
Углеродистая или низколегированная сталь |
От 3,0 до 5,0 |
5,0 |
От 3 до 5 |
0 |
+2 |
0 |
+2,0 |
16 |
±3 |
34 |
±3 |
3 |
|
Н3 |
|
|
ППп |
От 4,0 до 6,0 |
s |
От 8 до 10 |
+1 |
+1,0 |
15 |
±2 |
33 |
±1 |
5 |
|||
|
Н2 |
|
|
ПП |
Накладной шайбы - хромистая сталь; средней детали - хромистая ферритная нержавеющая сталь; нижней детали - углеродистая или низколегированная сталь |
От 1,5 до 4,0 |
s |
Не менее 8 |
+1 |
+0,5 |
12 |
±1 |
25 |
±1 |
6 |
||
|
Н6 |
|
|
||||||||||||||
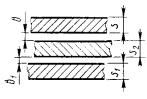
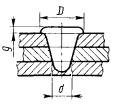
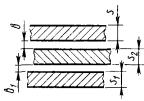

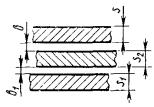
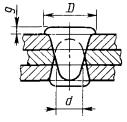
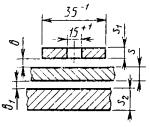
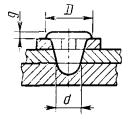
Таблица 5
Размеры, мм
|
Конструктивные элементы |
Способ сварки |
Материал свариваемых деталей |
s |
s1 |
b |
d |
D |
D1 |
g, не более |
g1, не более |
||||||
|
Подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||
|
Н4 |
|
|
УПмс |
Углеродистая или низколегированная сталь |
От 6,0 до 12,0 |
От 6 до 12 |
0 |
+1 |
20 |
±2 |
38 |
±3 |
30 |
±5 |
3,0 |
8 |
|
Св. 12,0 до 16,0 |
Св. 12 до 16 |
24 |
±3 |
45 |
32 |
4,0 |
||||||||||
|
ППс |
От 4,0 до 13,0 |
От 4 до 13 |
+3 |
40 |
±2 |
50 |
±1 |
35 |
-1 |
7,0 |
||||||
|
Св. 13,0 до 18,0 |
Св. 13 до 18 |
35 |
||||||||||||||
|
Н3 |
|
|
ИПп |
Алюминий и его сплавы |
От 0,9 до 1,6 |
От 1 до 4 |
9 |
18 |
±2 |
- |
- |
2,5 |
- |
|||
|
Св. 1,6 до 2,3 |
+1 |
10 |
||||||||||||||
|
Св. 2,3 до 3,0 |
11 |
|||||||||||||||
ПРИЛОЖЕНИЕ
Справочное
|
Термин |
Определение |
|
Сварка в углекислом газе с наложением продольного магнитного поля |
Сварка в углекислом газе, при которой в начале процесса получения точечного шва без предварительной подготовки отверстия создается магнитное поле определенной величины, действующее в течение времени, необходимого для достижения требуемой глубины проплавления |
|
Дуговая сварка плавящимся покрытым электродом с принудительным проплавлением и формованием |
Дуговая сварка, при которой элементы, соединяемые точечным швом без предварительной подготовки отверстия, проплавляются па заданную глубину и производится формование верхнего усиления |
|
Дуговая сварка плавящимся покрытым электродом с принудительным сквозным проплавлением и формованием |
Дуговая сварка, при которой элементы, соединяемые точечным швом без предварительной подготовки отверстия, проплавляются с выходом дуги на наружную поверхность нижнего элемента и производится формование верхнего усиления и нижнего технологического прилива |
|
Принудительное проплавление |
Проплавление на определенную глубину свариваемого элемента дугой, горящей между элементом и торцом покрытого электрода, по оси которого приложена внешняя нагрузка |
|
Принудительное формование |
Придание определенной формы и размеров усилению и технологическому приливу точечного сварного шва при помощи специальных устройств |
|
Технологический прилив |
Закристаллизовавшийся металл сварного точечного шва, расположенный на наружной поверхности нижнего соединяемого элемента и не имеющего металлической связи за пределами стержня сварного шва |