|
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ |
|
|
ВИНТЫ С ПОЛУПОТАЙНОЙ ГОЛОВКОЙ Конструкция и размеры Raised countersunk head
non-falling-out screws, product grade В. |
ГОСТ Взамен |
Постановлением Государственного комитета СССР по
стандартам от 7 июля
01.01.82
Ограничение срока действия снято по протоколу № 7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-95)
Издание с Изменением № 1, утвержденным в декабре
Настоящий стандарт распространяется на
винты с полупотайной головкой невыпадающие класса точности В с номинальным
диаметром резьбы от 2,5 до
(Введено дополнительно, Изм. № 1).
1. Размеры винтов должны соответствовать указанным на чертеже и в табл. 1 и 2.
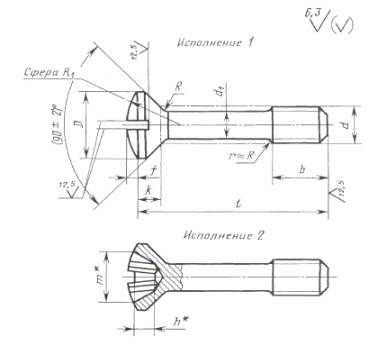
* Размер для справок.
Таблица 1
мм
|
Номинальный диаметр резьбы d |
2,5 |
3 |
4 |
5 |
6 |
8 |
10 |
12 |
|
|
Диаметр стержня d1 (пред. откл. h13) |
1,6 |
2,0 |
2,8 |
3,5 |
4,0 |
5,5 |
7,0 |
9,0 |
|
|
Длина резьбы b |
3 |
4 |
5 |
6 |
8 |
10 |
12 |
16 |
|
|
Диаметр головки D |
4,7 |
5,6 |
7,4 |
9,2 |
11,0 |
14,5 |
18,0 |
21,5 |
|
|
Высота головки (без сферы) k, не более |
1,50 |
1,65 |
2,20 |
2,50 |
3,00 |
4,00 |
5,00 |
6,00 |
|
|
Высота сферы f |
0,60 |
0,75 |
1,00 |
1,25 |
1,50 |
2,00 |
2,50 |
3,00 |
|
|
Радиус под головкой R не более |
0,2 |
0,4 |
0,5 |
0,6 |
|||||
|
Радиус сферы R1 |
5,4 |
6,0 |
8,0 |
9,4 |
12,0 |
15,0 |
19,0 |
22,5 |
|
|
Номер крестообразного шлица |
1 |
2 |
3 |
4 |
|||||
|
Диаметр крестообразного шлица m |
3,0 |
3,3 |
4,8 |
5,4 |
7,3 |
8,7 |
11,2 |
12,6 |
|
|
Глубина крестообразного шлица h, не более |
1,7 |
2,0 |
2,5 |
3,1 |
3,5 |
5,0 |
6,1 |
7,5 |
|
|
Глубина вхождения калибра в крестообразный шлиц |
не более |
1,9 |
2,2 |
2,8 |
3,4 |
4,0 |
5,5 |
6,9 |
8,3 |
|
не менее |
1,6 |
1,9 |
2,3 |
2,9 |
3,5 |
5,0 |
6,4 |
7,8 |
|
Таблица 2
|
Длина
винта l, |
Диаметр резьбы d, мм |
|||||||
|
2,5 |
3 |
4 |
5 |
6 |
8 |
10 |
12 |
|
|
6 |
|
|
- |
- |
- |
- |
- |
- |
|
8 |
|
|
|
- |
- |
- |
- |
- |
|
10 |
|
|
|
- |
- |
- |
- |
- |
|
12 |
|
|
|
|
|
- |
- |
- |
|
(14) |
|
|
|
|
|
- |
- |
- |
|
16 |
|
|
|
|
|
- |
- |
- |
|
(18) |
|
|
|
|
|
- |
- |
- |
|
20 |
- |
|
|
|
|
- |
- |
- |
|
(22) |
- |
|
|
|
|
|
|
- |
|
25 |
- |
|
Стандартные длины |
|
|
- |
||
|
(28) |
- |
|
|
|
|
|||
|
32 |
- |
|
|
|
|
|||
|
(36) |
- |
|
|
|
|
|
|
|
|
40 |
- |
|
|
|
|
|
|
|
|
(45) |
- |
|
|
|
|
|
|
|
|
50 |
- |
|
|
|
|
|
|
|
|
(55) |
- |
|
|
|
|
|
|
|
|
60 |
- |
|
|
|
|
|
|
|
|
(70) |
- |
- |
- |
|
|
|
|
|
|
80 |
- |
- |
- |
|
|
|
|
|
Примечание. Длины винтов, заключенные в скобки, применять не рекомендуется.
Пример условного обозначения винта
исполнения 1, диаметром резьбы d =
Винт M8-6g×25.58 ГОСТ 10340-80
То же, исполнения 2, класса прочности 8.8, из стали марки 35Х, с цинковым покрытием толщиной 9 мкм, хроматированным:
Винт 2M8-6g×25.88.35X.019 ГОСТ 10340-80
2. Резьба - по ГОСТ 24705-2004, шаг резьбы - крупный. Сбег резьбы - по ГОСТ 10549-80.
1, 2. (Измененная редакция, Изм. № 1).
2а. Допуски и методы контроля размеров и отклонений формы и расположения поверхностей - по ГОСТ 1759.1-82.
2б. Дефекты поверхности и методы контроля - по ГОСТ 1759.2-82.
2а, 2б. (Введены дополнительно, Изм. № 1).
3. Шлицы прямые - по ГОСТ 24669-81, крестообразные - по ГОСТ 10753-86.
(Измененная редакция, Изм. № 1).
4. Технические требования - по ГОСТ 1759.0-87.
5. Теоретическая масса винтов указана в приложении 1.
6. (Исключен, Изм. № 1).
ПРИЛОЖЕНИЕ 1
Справочное
|
Длина
винта l, |
Теоретическая масса 1000 шт. стальных винтов, кг, при номинальном диаметре резьбы d, мм |
|||||||
|
2,5 |
3 |
4 |
5 |
6 |
8 |
10 |
12 |
|
|
6 |
0,303 |
0,496 |
- |
- |
- |
- |
- |
- |
|
8 |
0,335 |
0,546 |
1,080 |
- |
- |
- |
- |
- |
|
10 |
0,367 |
0,596 |
1,176 |
2,002 |
- |
- |
- |
- |
|
12 |
0,399 |
0,646 |
1,272 |
2,153 |
3,513 |
- |
- |
- |
|
(14) |
0,431 |
0,696 |
1,388 |
2,304 |
3,710 |
- |
- |
- |
|
16 |
0,463 |
0,746 |
1,464 |
2,455 |
3,907 |
- |
_- |
- |
|
(18) |
0,495 |
0,796 |
1,560 |
2,606 |
4,104 |
- |
- |
- |
|
20 |
- |
0,846 |
1,656 |
2,757 |
4,301 |
- |
- |
- |
|
(22) |
- |
0,896 |
1,752 |
2,908 |
4,498 |
9,712 |
16,88 |
- |
|
25 |
- |
0,966 |
1,896 |
3,134 |
4,796 |
10,270 |
17,59 |
- |
|
(28) |
- |
1,036 |
2,040 |
3,360 |
5,094 |
10,830 |
18,50 |
31,39 |
|
32 |
- |
1,139 |
2,239 |
3,663 |
5,487 |
11,580 |
19,70 |
38,39 |
|
(36) |
- |
1,242 |
2,438 |
3,966 |
5,880 |
12,330 |
20,90 |
35,39 |
|
40 |
- |
1,345 |
2,637 |
4,269 |
6,273 |
13,080 |
22,10 |
37,39 |
|
(45) |
- |
1,460 |
2,887 |
4,644 |
6,770 |
14,010 |
23,63 |
39,88 |
|
50 |
- |
1,575 |
3,137 |
5,019 |
7,267 |
14,940 |
25,16 |
42,37 |
|
(55) |
- |
1,690 |
3,387 |
5,394 |
7,764 |
15,870 |
26,69 |
44,86 |
|
60 |
- |
1,805 |
3,637 |
5,769 |
8,261 |
16,800 |
28,22 |
47,35 |
|
(70) |
- |
- |
- |
6,532 |
9,237 |
18,680 |
31,18 |
52,36 |
|
80 |
- |
- |
- |
7,295 |
10,210 |
20,560 |
34,14 |
57,37 |
Примечание. Для определения массы винтов из латуни массы, указанные в таблице, следует умножить на коэффициент 1,08.
ПРИЛОЖЕНИЕ 2. (Исключено, Изм. № 1).