МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Основные нормы взаимозаменяемости РЕЗЬБА ТРАПЕЦЕИДАЛЬНАЯ Профили Basic norms of interchangeability. Trapezoidal screw thread. Profiles |
ГОСТ |
Дата введения 01.01.82
1. Настоящий стандарт распространяется на трапецеидальную резьбу и устанавливает профили и размеры их элементов.
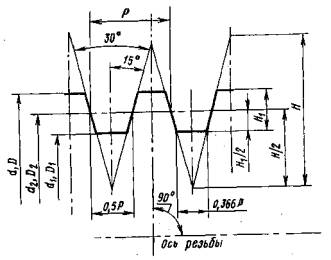
2. Основной профиль резьбы, общий для наружной и внутренней резьбы, и размеры его элементов должны соответствовать указанным на черт. 1 и в табл. 1.
|
d - наружный диаметр резьбы (винта); D - наружный диаметр внутренней резьбы (гайки); d2 - средний диаметр наружной резьбы; D2 - средний диаметр внутренней резьбы; d1 - внутренний диаметр наружной резьбы; D1 - внутренний диаметр внутренней резьбы; Р - шаг резьбы; Н - высота исходного треугольника; Н1 - рабочая высота профиля Черт. 1 |
Таблица 1
В миллиметрах
|
Шаг Р |
Н = 1,866Р |
|
Н1 = 0,5Р |
0,366Р |
|
1,5 |
2,799 |
1,400 |
0,75 |
0,549 |
|
2 |
3,732 |
1,866 |
1 |
0,732 |
|
3 |
5,598 |
2,799 |
1,5 |
1,098 |
|
4 |
7,464 |
3,732 |
2 |
1,464 |
|
5 |
9,330 |
4,665 |
2,5 |
1,830 |
|
6 |
11,196 |
5,598 |
3 |
2,196 |
|
7 |
13,062 |
6,531 |
3,5 |
2,562 |
|
8 |
14,928 |
7,464 |
4 |
2,928 |
|
9 |
16,794 |
8,397 |
4,5 |
3,294 |
|
10 |
18,660 |
9,330 |
5 |
3,660 |
|
12 |
22,392 |
11,196 |
6 |
4,392 |
|
14 |
26,124 |
13,062 |
7 |
5,124 |
|
16 |
29,856 |
14,928 |
8 |
5,856 |
|
18 |
33,588 |
16,794 |
9 |
6,588 |
|
20 |
37,320 |
18,660 |
10 |
7,320 |
|
22 |
41,052 |
20,526 |
11 |
8,052 |
|
24 |
44,784 |
22,392 |
12 |
8,784 |
|
28 |
52,248 |
26,124 |
14 |
10,248 |
|
32 |
59,712 |
29,856 |
16 |
11,712 |
|
36 |
67,176 |
33,588 |
18 |
13,176 |
|
40 |
74,640 |
37,320 |
20 |
14,640 |
|
44 |
82,104 |
41,052 |
22 |
16,104 |
|
48 |
89,568 |
44,784 |
24 |
17,568 |
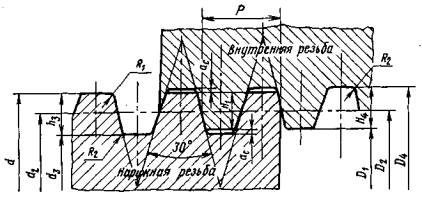
3. Номинальные профили наружной и внутренней резьбы и размеры их элементов должны соответствовать указанным на черт. 2 и в табл. 2.
|
h3 - высота профиля наружной резьбы; Н4 - высота профиля внутренней резьбы; d3 - внутренний диаметр наружной резьбы; D4 - наружный диаметр внутренней резьбы; R1 - радиус скругления по вершине наружной резьбы; R2 - радиус скругления по впадине наружной и внутренней резьбы; ас - зазор по вершине резьбы Черт. 2 |
Таблица 2
В миллиметрах
|
Шаг Р |
ас |
h3=H4=0,5P+ac |
R1max=0,5ac |
R2max=ac |
|
1,5 |
0,15 |
0,9 |
0,075 |
0,15 |
|
2 |
0,25 |
1,25 |
0,125 |
0,25 |
|
3 |
0,25 |
1,75 |
0,125 |
0,25 |
|
4 |
0,25 |
2,25 |
0,125 |
0,25 |
|
5 |
0,25 |
2,75 |
0,125 |
0,25 |
|
6 |
0,5 |
3,5 |
0,25 |
0,5 |
|
7 |
0,5 |
4 |
0,25 |
0,5 |
|
8 |
0,5 |
4,5 |
0,25 |
0,5 |
|
9 |
0,5 |
5 |
0,25 |
0,5 |
|
10 |
0,5 |
5,5 |
0,25 |
0,5 |
|
12 |
0,5 |
6,5 |
0,25 |
0,5 |
|
14 |
1 |
8 |
0,5 |
1 |
|
16 |
1 |
9 |
0,5 |
1 |
|
18 |
1 |
10 |
0,5 |
1 |
|
20 |
1 |
11 |
0,5 |
1 |
|
22 |
1 |
12 |
0,5 |
1 |
|
24 |
1 |
13 |
0,5 |
1 |
|
28 |
1 |
15 |
0,5 |
1 |
|
32 |
1 |
17 |
0,5 |
1 |
|
36 |
1 |
19 |
0,5 |
1 |
|
40 |
1 |
21 |
0,5 |
1 |
4. Вместо скругления по вершине наружной резьбы допускается выполнять фаски размером не более 0,5 ас.
5. При накатывании резьбы профиль впадины резьбы выполнять закругленным. В этом случае внутренний диаметр наружной резьбы уменьшить на 0,15 Р.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.04.81 № 2264
3. ВЗАМЕН ГОСТ 9484-73 в части профиле
4. Стандарт полностью соответствует СТ СЭВ 146-78
5. ПЕРЕИЗДАНИЕ