
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРЕССЫ ВИНТОВЫЕ
ПАРАМЕТРЫ И РАЗМЕРЫ. НОРМЫ ТОЧНОСТИ
ГОСТ 713-88
(СТ СЭВ 4488-84)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ПРЕССЫ ВИНТОВЫЕ Параметры и размеры. Нормы точности Screw presses. Parameters and dimensions. Norms of accuracy |
ГОСТ (CT СЭВ 4488-84) |
Срок действия с 01.07.89
до 01.07.94
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на винтовые прессы общего назначения, предназначенные для выполнения различных операций горячей и холодной штамповки металлов, изготовляемых для нужд народного хозяйства и экспорта.
Стандарт не распространяется на винтовые прессы с муфтовым приводом.
1. ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Параметры и размеры прессов должны соответствовать указанным на черт. 1 и в табл. 1.
Черт. 1
Примечание. Чертеж не определяет конструкцию.
Таблица 1
|
Норма |
||||||||||
|
Номинальное усилие, МН (тс) |
0,4 (40) |
0,63 (63) |
1,0 (100) |
1,6 (160) |
2,5 (250) |
|||||
|
Допустимое усилие, МН (тс) |
0,63 (63) |
1,0 (100) |
1,6 (160) |
2,5 (250) |
4,0 (400) |
|||||
|
Эффективная номинальная энергия, кДж (кгс×м), не менее |
0,8 (80) |
1,25 (125) |
1,6 (160) |
2,5 (250) |
3,15 (315) |
5,0 (500) |
6,3 (630) |
10,0 (1000) |
12,5 (1250) |
20,0 (2000) |
|
Наибольший ход ползуна S, мм, не менее |
200 |
230 |
260 |
320 |
400 |
|||||
|
Частота ходов ползуна при наибольшем ходе, мин-1, не менее |
42 |
36 |
40 |
35 |
38 |
34 |
36 |
32 |
34 |
28 |
|
Расстояние между направляющими в свету В, мм, не менее |
360 |
400 |
450 |
500 |
560 |
|||||
|
Размер ползуна L, мм, не менее |
350 |
390 |
440 |
500 |
560 |
|||||
|
Размер стола, мм, не менее: |
|
|
|
|
|
|||||
|
L1 |
450 |
500 |
560 |
650 |
750 |
|||||
|
B1 |
400 |
450 |
500 |
580 |
670 |
|||||
|
Высота штампа Н, мм, не менее |
190 |
210 |
250 |
320 |
420 |
|||||
|
Нижний выталкиватель: |
|
|
|
|
|
|||||
|
усилие, МН (тс), не менее |
0,04 (4) |
0,06 (6) |
0,08 (8) |
0,12 (12) |
0,16 (16) |
|||||
|
наибольший ход, мм |
85 |
90 |
95 |
100 |
105 |
|||||
|
Удельная масса Км, т/МН, не более |
1,8 |
1,5 |
1,6 |
1,5 |
1,35 |
1,15 |
1,35 |
1,15 |
1,2 |
1,1 |
|
Удельный расход энергии Кэ, кВт×мин/кДж, не более |
0,115 |
0,125 |
0,095 |
0,100 |
0,085 |
0,100 |
0,085 |
0,100 |
0,085 |
0,100 |
|
Комплексный показатель производительности Кп, кДж/мин, не менее |
3,3 |
4,9 |
5,9 |
9,0 |
10,2 |
15,1 |
17,3 |
25,8 |
28,1 |
42,7 |
Продолжение табл. 1
|
Наименование параметра и размера |
Норма |
|||||||
|
Номинальное усилие, МН (тс) |
4,0 (400) |
6,3 (630) |
10,0 (1000) |
16,0 (1600) |
||||
|
Допустимое усилие, МН (тс) |
6,3 (630) |
10,0 (1000) |
16,0 (1600) |
25,0 (2500) |
||||
|
Эффективная номинальная энергия, кДж (кгс×м), не менее |
25,0 (2500) |
40,0 (4000) |
50,0 (5000) |
80,0 (8000) |
100,0 (10000) |
160,0 (1600) |
200,0 (20000) |
315,0 (31500) |
|
Наибольший ход ползуна S, мм, не менее |
460 |
520 |
580 |
640 |
||||
|
Частота ходов ползуна при наибольшем ходе, мин-1, не менее |
30 |
22 |
25 |
18 |
20 |
14 |
16 |
12 |
|
Расстояние между направляющими в свету В, мм, не менее |
670 |
800 |
1000 |
1180 |
||||
|
Размер ползуна L, мм, не менее |
630 |
800 |
1000 |
1180 |
||||
|
Размер стола, мм, не менее: |
|
|
|
|
||||
|
L1 |
875 |
1000 |
1180 |
1400 |
||||
|
B1 |
775 |
900 |
1030 |
1220 |
||||
|
Высота штампа Н, мм, не менее |
450 |
500 |
560 |
660 |
||||
|
Нижний выталкиватель: |
|
|
|
|
||||
|
усилие, МН (тс), не менее |
0,20 (20) |
0,25 (25) |
0,32 (32) |
0,45 (45) |
||||
|
наибольший ход, мм |
115 |
125 |
135 |
150 |
||||
|
Удельная масса Км, т/МН, не более |
1,45 |
1,2 |
1,4 |
1,2 |
1,4 |
1,15 |
1,35 |
1,1 |
|
Удельный расход энергии Кэ, кВт×мин/кДж, не более |
0,085 |
0,090 |
0,085 |
0,090 |
0,085 |
0,090 |
0,075 |
0,085 |
|
Комплексный показатель производительности Кп, кДж/мин, не менее |
49,2 |
74,2 |
84,3 |
126 |
157 |
234 |
292 |
425 |
Примечания:
1. Номинальную эффективную энергию прессов рассчитывают по приведенной массе подвижных частей и их линейной скорости в конце хода ползуна.
2. Значения частоты ходов ползуна при наибольшем ходе приведены без учета работы нижнего выталкивателя.
3. Удельную массу (Км), т/МН, рассчитывают по формуле
![]()
![]() , (1)
, (1)
где M - масса пресса, т;
Pх - усилие холодного (жесткого) удара, МН;
K1 - коэффициент, характеризующий зависимость массы пресса от значения хода ползуна;
S - наибольший ход ползуна, м;
K2 - коэффициент, характеризующий зависимость массы пресса от значения минимальной высоты штампа;
Н - минимальная высота штампа, м;
K3 - коэффициент, характеризующий зависимость массы пресса от значения площади стола;
Fc - площадь стола, м2;
K4 - коэффициент, учитывающий механические свойства материала станины.
Для расчетов удельной массы следует пользоваться значениями коэффициентов К1, К2, K3, К4, указанными в табл. 2.
Таблица 2
|
Номинальное усилие, MH (тс) |
Значение коэффициента |
|||||
|
К1 |
К2 |
K3 |
К4 |
|||
|
Сталь легированная |
Стальное литье |
Серый чугун |
||||
|
0,4 (40) |
0,025 |
0,015 |
0,25 |
1,0 |
1,2 |
1,9 |
|
0,63 (63) |
||||||
|
1,0 (100) |
||||||
|
1,6 (160) |
||||||
|
2,5 (250) |
0,020 |
0,012 |
0,15 |
|||
|
4,0 (400) |
||||||
|
6,3 (630) |
||||||
|
10,0 (1000) |
0,015 |
0,010 |
0,10 |
|||
|
16,0 (1600) |
||||||
|
25,0 (2500) |
||||||
|
40,0 (4000) |
0,05 |
|||||
|
63,0 (6300) |
||||||
|
100,0 (10000) |
||||||
4. Удельный расход энергии (Кэ), кВт×мин/кДж, рассчитывают по формуле
![]() , (2)
, (2)
где N - средняя цикловая мощность электродвигателя привода пресса, кВт;
Т - эффективная номинальная энергия, кДж;
n - частота хода ползуна при наибольшем ходе, мин-1.
Комплексный показатель производительности (Кп), кДж/мин, рассчитывают по формуле
Кп = hdTnиkр, (3)
где hд - КПД процесса деформирования;
nи - частота используемых ходов ползуна, мин-1;
kр - коэффициент роста производительности.
Данные для расчета комплексного показателя производительности приведены в приложении 1.
1.2. Параметры и размеры винтовых прессов усилием 25 ... 100 МН (2500 ... 10000 тс) приведены в приложении 2.
1.3. По требованию потребителя винтовые прессы допускается изготавливать с верхним выталкивателем и уменьшенной частотой ходов ползуна при наибольшем ходе.
1.4. По требованию потребителя винтовые прессы должны быть снабжены устройством для регулирования энергии удара, устройством для программирования числа последовательных ударов, автоматическим устройством для сдува окалины, устройством для смазки штампов, устройством для установки и снятия штампов, устройством автоматической загрузки заготовок и удаления поковок.
1.5. Система управления винтовых прессов должна обеспечивать возможность встраивания их в автоматические линии и роботизированные технологические комплексы.
2. НОРМЫ ТОЧНОСТИ
2.1. Общие требования при проведении проверок норм точности - по ГОСТ 15961-80.
Базовыми поверхностями для проверки точности пресса являются поверхности стола и ползуна.
2.2. Для выполнения проверок норм точности применяют средства измерения, приведенные в приложении 3.
2.4. Устанавливают следующие проверки и нормы точности прессов.
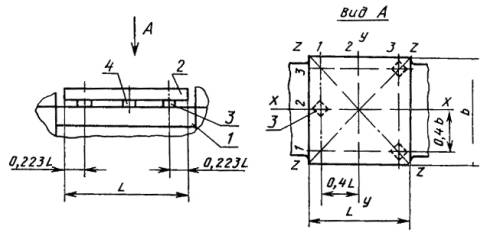
2.4.1. Плоскостность поверхности стола и нижней поверхности ползуна (черт. 2, табл. 3)

Черт. 2
Таблица 3
мм
|
Допуск плоскостности, не более |
|
|
До 400 включ. |
0,04 |
|
Св. 400 » 630 » |
0,06 |
|
» 630 » 1000 » |
0,08 |
|
» 1000 » 1600 » |
0,10 |
|
» 1600 » 2500 » |
0,16 |
|
» 2500 |
0,20 |
Примечание. Выпуклость не допускается.
Метод проверки
На опорную поверхность стола 1 (черт. 2) устанавливают поверочную линейку 2 на плоскопараллельные концевые меры длины 3 или плоскопараллельные прокладки равной высоты в точках наименьшего прогиба. Щупом 4 проверяют в различных направлениях отклонение расстояний между поверхностью стола и нижней поверхностью линейки.
Проверку проводят в направлении Х-Х по линиям измерения 1, 2 и 3, в направлении Y-Y по линиям измерения 1, 2 и 3, а также в диагональных направлениях Z-Z.
Отклонение от плоскостности определяют как разность наибольшего и наименьшего значений толщины щупов, проходящих между поверхностью стола и нижней поверхностью линейки, и оно не должно превышать значений, указанных в табл. 3.
Аналогично контролируют плоскостность нижней поверхности ползуна.
Проверку плоскостности нижней поверхности ползуна проводят до установки его на пресс.
2.4.2. Параллельность нижней поверхности ползуна поверхности стола (черт. 3, табл. 4).
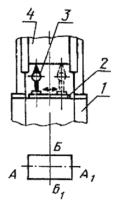
Черт. 3
Таблица 4
мм
|
Допуск параллельности, не более |
|
|
До 400 включ. |
0,10 |
|
Св. 400 » 630 » |
0,16 |
|
» 630 » 800 » |
0,25 |
|
» 800 » 1000 » |
0,32 |
|
» 1000 » 1250 » |
0,40 |
|
» 1250 » 1600 » |
0,50 |
|
» 1600 |
0,60 |
Метод проверки
На опорную поверхность стола 1 (черт. 3) кладут поверочную линейку 2, на которую устанавливают на специальной стойке индикатор 3 так, чтобы его измерительный наконечник касался нижней поверхности ползуна 4.
Отклонение от параллельности проверяют при наибольшем и наименьшем расстояниях между столом и ползуном в двух взаимно перпендикулярных направлениях АА1 и ББ1.
Отклонение от параллельности определяют по разности показаний индикатора в крайних точках проверки, и оно не должно превышать значений, указанных в табл. 4.
2.4.3. Перпендикулярность хода ползуна к поверхности стола (черт. 4, табл. 5)
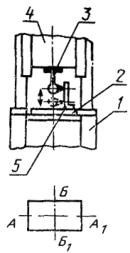
Черт. 4
Таблица 5
мм
|
Допуск перпендикулярности, не более |
|
|
До 315 включ. |
0,08 |
|
Св. 315 » 400 » |
0,10 |
|
» 400 » 500 » |
0,16 |
|
» 500 » 630 » |
0,25 |
|
» 630 » 800 » |
0,32 |
|
» 800 |
0,40 |
Метод проверки
На опорную поверхность стола 1 (черт. 4) кладут поверочную линейку 2, на которую устанавливают угольник 5. Индикатор 3 крепят к ползуну 4 так, чтобы его измерительный наконечник касался измерительной поверхности угольника.
Отклонение от перпендикулярности проверяют в двух взаимно перпендикулярных направлениях АА1 и ББ1.
Отклонение от перпендикулярности определяют по разности наибольшего и наименьшего показаний индикатора на длине хода ползуна, и оно не должно превышать значений, указанных в табл. 5.
Для исключения погрешности от перпендикулярности измерительных поверхностей угольника следует снимать показания по двум измерениям с поворотом угольника на 180°. За результат измерения принимают среднее арифметическое двух измерений.
Примечание. Проверки 2.4.2 и 2.4.3 проводят при минимальных зазорах в направляющих, обеспечивающих движение ползуна, и при включенных устройствах, уравновешивающих массу ползуна.
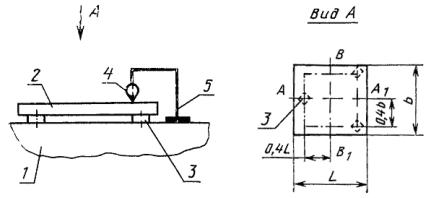
2.4.4. Плоскостность верхней и нижней поверхностей подштамповой плиты (черт. 5, табл. 6)
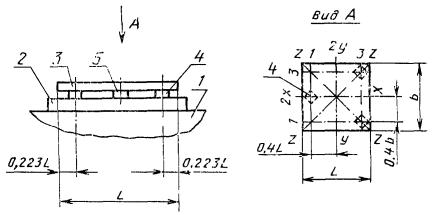
Черт. 5
Таблица 6
мм
|
Допуск плоскостности, не более |
|
|
До 400 включ. |
0,04 |
|
Св. 400 » 630 » |
0,05 |
|
» 630 » 1000 » |
0,06 |
|
» 1000 » 1600 » |
0,08 |
|
» 1600 » 2500 » |
0,10 |
Примечание. Выпуклость не допускается.
Метод проверки
На поверхность поверочной плиты 1 (черт. 5) устанавливают подштамповую плиту 2. На поверхность подштамповой плиты устанавливают поверочную линейку 3 на плоскопараллельные концевые меры длины 4 или плоскопараллельные прокладки равной высоты в точках наименьшего прогиба. Щупом 5 проверяют в различных направлениях отклонение расстояний между поверхностью подштамповой плиты и нижней поверхностью поверочной линейки.
Проверку проводят в направлении Х-Х по линиям измерения 1, 2 и 3, а также в направлениях Z-Z.
Отклонение от плоскостности определяют как разность наибольшего и наименьшего значений толщины щупов, проходящих между поверхностью подштамповой плиты и нижней поверхностью линейки, и оно не должно превышать значений, указанных в табл. 6.
Проверку плоскостности верхней и нижней поверхностей подштамповой плиты проводят до установки ее на пресс.
2.4.5. Параллельность верхней и нижней поверхностей подштамповой плиты (черт. 6, табл. 7)
Черт. 6
Таблица 7
мм
|
Допуск параллельности, не более |
|
|
До 400 включ. |
0,04 |
|
Св. 400 » 630 » |
0,05 |
|
» 630 » 1000 » |
0,06 |
|
» 1000 » 1600 » |
0,08 |
|
» 1600 » 2500 » |
0,10 |
Метод проверки
На поверхность поверочной плиты 1 (черт. 6) устанавливают подштамповую плиту 2 на плоскопараллельные концевые меры длины 3 или плоскопараллельные прокладки равной высоты. Схема расположения концевых мер (прокладок) указана на черт. 6. Индикатор 4 крепят на стойке 5, установленной на поверочной плите так, чтобы его измерительный наконечник касался верхней поверхности плиты.
Отклонение от параллельности измеряют в двух взаимно перпендикулярных направлениях АА1 и ВВ1.
Отклонение от параллельности определяют как наибольшую разность показаний индикатора в крайних точках проверки, и оно не должно превышать значений, указанных в табл. 7.
Проверку параллельности верхней и нижней поверхностей подштамповой плиты проводят до установки ее на пресс.
2.4.6. Перпендикулярность оси отверстия в ползуне под хвостовик штампа к нижней поверхности ползуна (черт. 7, табл. 8)
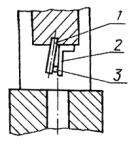
Черт. 7
Таблица 8
мм
|
Допуск перпендикулярности, не более |
|
|
До 100 включ. |
0,05 |
|
Св. 100 » 160 » |
0,06 |
|
» 160 » 250 » |
0,08 |
|
» 250 » 400 » |
0,10 |
Метод проверки
В отверстие ползуна для крепления штампа вставляют цилиндрическую оправку 1 (черт. 7). На нижнюю поверхность ползуна устанавливают угольник 2 так, чтобы его вертикальная измерительная поверхность касалась образующей оправки. Щупом 3 измеряют зазор между оправкой и измерительной поверхностью угольника.
Отклонение от перпендикулярности определяют величиной наибольшего зазора, полученного при измерениях по всей длине окружности оправки, и оно не должно превышать значений, указанных в табл. 8.
Проверку допускается проводить до установки ползуна на пресс.
ПРИЛОЖЕНИЕ 1
Обязательное
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ КОМПЛЕКСНОГО ПОКАЗАТЕЛЯ ПРОИЗВОДИТЕЛЬНОСТИ
1. КПД процесса деформирования - hд принимают в зависимости от выполняемой операции:
0,45 ... 0,5 - при чеканке-калибровке;
0,6 ... 0,7 - при объемной штамповке;
0,75 ... 0,85 - при осадке и высадке.
2. Коэффициент роста производительности - kр должен быть:
1,0 - при отсутствии средств механизации и автоматизации;
не менее 1,5 - при наличии средств механизации и автоматизации.
3. Частота используемых ходов ползуна пи в зависимости от номинального усилия и эффективной номинальной энергии должна соответствовать значениям, приведенным в табл. 9.
Таблица 9
|
0,4 (40) |
0,63 (63) |
1,0 (100) |
1,6 (160) |
2,5 (250) |
||||||
|
Эффективная номинальная энергия, кДж, не менее |
0,80 |
1,25 |
1,60 |
2,50 |
3,15 |
5,00 |
6,30 |
10,00 |
12,5 |
20,0 |
|
Частота используемых ходов ползуна пи, мин-1 |
3,70 |
3,50 |
3,30 |
3,20 |
2,90 |
2,70 |
2,45 |
2,30 |
2,00 |
1,90 |
Продолжение табл. 9
|
Номинальное усилие, MН (тс) |
4,0 (400) |
6,3 (630) |
10,0 (1000) |
16,0 (1600) |
||||
|
Эффективная номинальная энергия, кДж, не менее |
25 |
40 |
50 |
80 |
100 |
160 |
200 |
315 |
|
Частота используемых ходов ползуна пи, мин-1 |
1,75 |
1,65 |
1,50 |
1,40 |
1,40 |
1,30 |
1,30 |
1,20 |
Продолжение табл. 9
|
Номинальное усилие, МН (тс) |
25,0 (2500) |
40,0 (4000) |
63,0 (6300) |
100,0 (10000) |
||||
|
Эффективная номинальная энергия, кДж, не менее |
400 |
630 |
800 |
1250 |
1600 |
2500 |
3200 |
5000 |
|
Частота используемых ходов ползуна пи, мин-1 |
1,2 |
1,1 |
1,1 |
1,0 |
1,0 |
0,9 |
0,9 |
0,8 |
Примечания:
1. Значения частоты используемых ходов ползуна приведены без учета средств механизации и автоматизации.
2. Показатели производительности, приведенные в табл. 1, рассчитаны при kр = 1,5 и hд = 0,75.
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ПАРАМЕТРЫ И РАЗМЕРЫ ВИНТОВЫХ ПРЕССОВ УСИЛИЕМ 25 ... 100 МН (2500 ... 10000 тс)
Таблица 10
|
Наименование параметра и размера |
Норма |
|||||||
|
Номинальное усилие, МН (тс) |
25 (2500) |
40 (4000) |
63 (6300) |
100 (10000) |
||||
|
Допустимое усилие, МН (тс) |
40 (4000) |
63 (6300) |
100 (10000) |
160 (16000) |
||||
|
Эффективная номинальная энергия, кДж (тс×м), не менее |
400 (40) |
630 (63) |
800 (80) |
1250 (125) |
1600 (160) |
2500 (250) |
3200 (320) |
5000 (500) |
|
Наибольший ход ползуна S, мм, не менее |
710 |
800 |
900 |
1000 |
||||
|
Частота ходов ползуна при наибольшем ходе, мин-1, не менее |
15 |
10 |
12 |
8 |
10 |
7 |
8 |
5 |
|
Расстояние между направляющими в свету В, мм, не менее |
1400 |
1600 |
1800 |
2000 |
||||
|
Размер ползуна L, мм, не менее |
1400 |
1600 |
1800 |
2000 |
||||
|
Размеры стола, мм, не менее: |
|
|
|
|
||||
|
L1 |
1600 |
2000 |
2400 |
3000 |
||||
|
B1 |
1400 |
1800 |
2000 |
2500 |
||||
|
Высота штампа Н, мм, не менее |
900 |
1200 |
1600 |
2000 |
||||
|
Нижний выталкиватель: |
|
|
|
|
||||
|
усилие, МН (тc), не менее |
0,55 (55) |
0,7 (70) |
0,85 (85) |
1,0 (100) |
||||
|
наибольший ход, мм |
165 |
190 |
210 |
230 |
||||
|
Удельная масса Км, т/МН, не более |
1,30 |
1,10 |
1,25 |
1,05 |
1,20 |
1,05 |
1,15 |
1,00 |
|
Удельный расход энергии Кэ, кВт×мин/кДж, не более |
0,070 |
0,080 |
0,065 |
0,075 |
0,060 |
0,070 |
0,055 |
0,065 |
|
Комплексный показатель производительности Kп, кДж/мин, не менее |
540 |
780 |
990 |
1400 |
1800 |
2530 |
3240 |
4500 |
ПРИЛОЖЕНИЕ 3
Рекомендуемое
ПЕРЕЧЕНЬ СРЕДСТВ ИЗМЕРЕНИЙ, ПРИМЕНЯЕМЫХ ПРИ ПРОВЕРКЕ НОРМ ТОЧНОСТИ ВИНТОВЫХ ПРЕССОВ
1. Линейки поверочные типов ШД, ШП класса точности 1 по ГОСТ 8026-75.
2. Плоскопараллельные концевые меры длины класса точности 3 по ГОСТ 9038-83 или 5-го разряда по ГОСТ 8.166-75.
3. Индикаторы многооборотные типа 1 МИГ по ГОСТ 9696-82.
4. Индикаторы часового типа класса точности 1 по ГОСТ 577-68.
5. Угольники поверочные 90°-ные типа УШ, класса точности 1 по ГОСТ 3749-77.
6. Плиты поверочные класса точности 1 по ГОСТ 10905-86.
Примечание. Допускается применение других средств измерения при условии обеспечения указанной точности измерений.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
Государственным комитетом СССР по народному образованию
ИСПОЛНИТЕЛИ
Л. М. Цой; А. В. Сафонов, канд. техн. наук (руководители темы); Э. Ш. Давидян; В. И. Мякиненков; И. Я. Перепечин; К. С. Колесников, д-р техн. наук; А. П. Носов, канд. техн. наук
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 22.06.88 № 2058
3. Срок проверки - 1992 г.; периодичность проверки - 5 лет.
4. Стандарт полностью соответствует СТ СЭВ 4488-84
5. ВЗАМЕН ГОСТ 713-81, ГОСТ 7209-79
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
|
ГОСТ 8.166-75 |
Приложение 3 |
|
Приложение 3 |
|
|
Приложение 3 |
|
|
ГОСТ 8026-75 |
Приложение 3 |
|
ГОСТ 9038-83 |
Приложение 3 |
|
ГОСТ 9696-82 |
Приложение 3 |
|
ГОСТ 10905-86 |
Приложение 3 |
|
ГОСТ 15961-80 |
|
|
ГОСТ 24643-81 |
СОДЕРЖАНИЕ