
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ДЕРЕВООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ
СТАНКИ КЛЕЕНАНОСЯЩИЕ ВАЛЬЦОВЫЕ
ОСНОВНЫЕ ПАРАМЕТРЫ. НОРМЫ ТОЧНОСТИ
ГОСТ 17214-90
(СТ СЭВ 3121-81, СТ СЭВ 3723-82)
ГОСУДАРСТВЕННЫЙ
КОМИТЕТ СССР ПО УПРАВЛЕНИЮ
КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
Деревообрабатывающее оборудование СТАНКИ КЛЕЕНАНОСЯЩИЕ ВАЛЬЦОВЫЕ Основные параметры. Нормы точности Woodworking equipment. Glue-spreading roller machines. Basic parameters. Standards of accuracy |
ГОСТ (CT СЭВ
3121-81, |
Дата введения 01.01.91
1. Настоящий стандарт распространяется на вальцовые клеенаносящие станки, предназначенные для одностороннего и двухстороннего нанесения клея на листовые материалы и заготовки из древесины и древесных материалов.
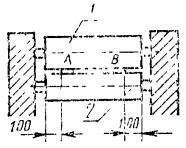
2. Основные параметры станков должны соответствовать указанным на черт. 1 и в табл. 1.
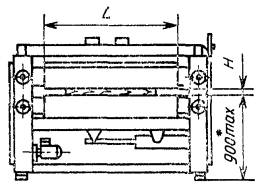
* - Высота от основания станка до рабочей поверхности стола
L - длина клеенаносящих вальцев;
Н - толщина обрабатываемой детали
Черт. 1
Примечание. Чертеж не определяет конструкцию станка.
Таблица 1
Размеры, мм
|
Значение параметра |
|
|
L |
1000; (900); 1400; 1800; 2000; 2500; 2800 |
|
Н: |
|
|
наибольшая, не менее |
60 |
|
наименьшая, не более |
0,3 |
|
Наибольшая скорость подачи обрабатываемой детали, м/мин, не менее |
30 |
|
Расход клея, г/м2 |
|
|
наибольший |
240 |
|
наименьший |
60*; 110 |
* Для гладких вальцов.
Примечание: Значение, приведенное в скобках, при новом проектировании не применять.
3. ПРОВЕРКА ГЕОМЕТРИЧЕСКОЙ ТОЧНОСТИ СТАНКА
3.1. Точность установки станка по уровню не должна превышать 0,1 мм на длине 1000 мм.
3.2. Общие требования к испытаниям станков на точность - по ГОСТ 25338.
Нормы точности станков не должны превышать значений, указанных в пп. 3.3 - 3.6.
Черт. 2
Черт. 3
Таблица 2
мм
|
Длина вальца (ролика) |
Допуск |
|
|
вальца |
ролика |
|
|
До 1000 |
0,10 |
0,05 |
|
Св. 1000 »1800 |
0,16 |
0,08 |
|
» 1800 |
0,25 |
0,12 |
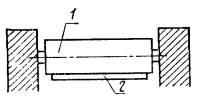
3.3.1. Проверка клеенаносящих вальцов (черт. 2)
К цилиндрической поверхности вальца 1 в направлении ее образующей в горизонтальной плоскости прикладывают поверочную линейку 2.
Просвет между рабочей поверхностью линейки и проверяемой поверхностью измеряют щупом.
Отклонение от прямолинейности равно наибольшей величине просвета.
3.3.2. Проверка дозирующих роликов (черт. 3)
На цилиндрической поверхности вальца 1 в направлении ее образующей на двух опорах 3 (плоскопараллельных концевых мерах длины) одинаковой высоты устанавливают поверочную линейку 2.
Просвет между рабочей поверхностью линейки и проверяемой поверхностью измеряют щупом.
Отклонение от прямолинейности равно наибольшей разности величин просветов.
а) клеенаносящих вальцов;
б) дозирующих роликов.
Черт. 4
Допуск: а) 0,10 мм; б) 0,05 мм.
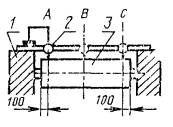
На неподвижной части станка 1 (линейке) устанавливают измерительную стойку с индикатором 2 так, чтобы его измерительный наконечник касался образующей цилиндрической поверхности вальца (ролика) 3 и был перпендикулярен к его оси.
Измерения проводят при повороте вальца (ролика) вручную на 360° в положениях А, В и С.
Радиальное биение равно наибольшей алгебраической разности результатов измерений за один оборот вальца (ролика) в каждом положении.
Примечание. При проверке рифленых вальцов и роликов применяют прибор с измерительным наконечником НГП-8 класса 0 по ГОСТ 11007.
3.5. Параллельность образующей верхнего клеенаносящего вальца образующей нижнего клеенаносящего вальца
Черт. 5
Допуск в мм при длине вальца:
До 1000 мм....................... 0,20;
Св. 100 до 1800 мм........... 0,22;
» 1800 мм....................... 0,25.
На обоих концах проверяемой поверхности нижнего вальца 3 устанавливают плоскопараллельные концевые меры длины 2 одинаковой высоты, с просветом между ними и верхним вальцом 1.
Просвет между образующими верхнего и нижнего клеенаносящих вальцов измеряется щупом и плоскопараллельными концевыми мерами длины.
Измерения проводят в сечениях А и В в нижнем, среднем и верхнем положениях клеенаносящего вальца по высоте с поворотом обоих вальцов на каждые 90°.
Отклонение от параллельности равно разности между наибольшим и наименьшим результатами измерений в каждом положении.
3.6. Параллельность образующих клеенаносящих вальцов и дозирующих роликов
Черт. 6
Допуск в мм при длине вальца (ролика):
До 1000 мм....................... 0,16;
Св. 100 до 1800 мм........... 0,20;
» 1800 мм....................... 0,25.
Дозирующий ролик 1 устанавливают с просветом относительно клеенаносящего вальца 2.
Просвет между ними измеряют щупом. Измерения проводят в сечениях А и В по концам вальца с поворотом его на каждые 90°.
Отклонение от параллельности равно наибольшей разности результатов измерений в каждом положении.
4. ПРОВЕРКА ТОЧНОСТИ СТАНКА В РАБОТЕ
Проверку станка на точность в работе следует проводить путем нанесения клея на пласти образцов.
Размеры образцов принимаются равными 1250´400 мм, что соответствует площади 0,5 м2.
Толщина образцов должна выбираться в зависимости от толщины обрабатываемых на станке заготовок.
Образцы должны иметь одинаковую толщину. Допуск по толщине ±0,2 мм.
Количество испытуемых образцов принимают не менее шести. Их следует пропускать сложенные попарно для одновременного определения расхода клея как на верхней, так и на нижней поверхностях образцов.
Проверку проводят на станке, настроенном на расход клея не более 130 г/м2.
При проведении проверок допускается подкрашивание клея.
4.1. Проверка расхода наносимого клея
Допуск 10 %.
Испытуемые образцы маркируют и пропускают одновременно через станок.
Для станков с длиной вальца менее 1400 мм сначала пропускают два образца по краям, затем один образец в середине вальцов.
Для станков с длиной вальца свыше 1400 мм одновременно пропускают три образца: два по краям и один в середине вальцов.
Образцы взвешивают до и после нанесения клея. Взвешивание должно проводиться на весах с погрешностью измерения не более 1 г.
Полученный расход клея пересчитывают на удельный и определяют среднеарифметическую величину полученных удельных расходов клея.
Отклонение расхода клея от нормы, равное наибольшей алгебраической разности полученных расходов клея на каждом образце со среднеарифметической величиной удельных расходов клея, переводят в проценты от среднеарифметической величины.
4.2. Проверка равномерности нанесения клея
Образцы подвергают визуальному осмотру. На образце не допускается наличие непромазанных мест, подтекания, капели.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ:
С. М. Хасдан, М. Н. Суворов, Н. Ф. Еськин, О. Е. Пескова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 15.02.90 № 213
3. Срок проверки - 1995 г., периодичность проверки - 5 лет
4. Стандарт полностью соответствует СТ СЭВ 3121-81 и СТ СЭВ 3723-82
5. ВЗАМЕН ГОСТ 17214-71
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ