
ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ СОЮЗА ССР
ИЗДЕЛИЯ ИЗ ДРЕВЕСИНЫ
И ДРЕВЕСНЫХ МАТЕРИАЛОВ
ДОПУСКИ РАСПОЛОЖЕНИЯ ОСЕЙ ОТВЕРСТИЙ
ДЛЯ КРЕПЕЖНЫХ ДЕТАЛЕЙ
ГОСТ 6449.4-82
МОСКВА - 1982
РАЗРАБОТАНЫ Министерством лесной и целлюлозно-бумажной промышленности СССР и Министерством высшего и среднего специального образования РСФСР
ИСПОЛНИТЕЛИ
В.А. Куликов, д-р техн. наук; Ф.С. Стовпюк, канд. техн. наук; В.А. Бардонов, канд. техн. наук; Г.А. Корсаков, канд. техн. наук; В.С. Серебряков; Б.И. Иванов
ВНЕСЕНЫ Министерством лесной и целлюлозно-бумажной промышленности СССР
Зам. министра Ю.П. Онищенко
УТВЕРЖДЕНЫ И ВВЕДЕНЫ В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26 марта 1982 г. № 1287
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ИЗДЕЛИЯ ИЗ ДРЕВЕСИНЫ И ДРЕВЕСНЫХ МАТЕРИАЛОВ Допуски расположения осей отверстий Products of wood and wooden
materials. |
ГОСТ |
Постановлением Государственного комитета СССР по стандартам от 26 марта 1982 г. № 1287 срок действия установлен
с 01.01.1984 г.
до 01.01.1989 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на детали и сборочные единицы из древесины и древесных материалов, которые соединяются болтами, винтами, круглыми шипами и другими крепежными деталями, у которых оси отверстий для крепежных деталей расположены параллельно, и устанавливает допуски расположения осей отверстий для крепежных деталей.
Стандарт не распространяется на детали и сборочные единицы, к которым не предъявляются требования взаимозаменяемости и собираемость которых обеспечивается путем совместной обработки отверстий в парных соединяемых деталях.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Термины и определения допусков расположения - по ГОСТ 24642-81.
1.2. Поля допусков, устанавливаемые по данному стандарту, должны ограничивать суммарные погрешности расположения осей отверстий в деталях и сборочных единицах с учетом погрешностей, связанных с колебаниями влажности материалов в допускаемых пределах.
1.3. Допуски расположения осей отверстий для крепежных деталей должны устанавливаться одним из двух способов:
позиционными допусками осей отверстий;
предельными отклонениями размеров, координирующих оси отверстий.
Для отверстий, образующих одну сборочную группу при числе элементов в группе более двух, предпочтительно назначать позиционные допуски их осей.
1.4. Числовые значения позиционных допусков в диаметральном выражении Т должны соответствовать указанным в табл. 1.
Таблица 1
мм
|
0,12 |
0,16 |
0,20 |
0,25 |
0,30 |
0,40 |
0,50 |
0,60 |
0,80 |
|
|
1,0 |
1,2 |
1,6 |
2,0 |
2,5 |
3,0 |
4,0 |
5,0 |
6,0 |
- |
1.5. Числовые значения предельных отклонений размеров, координирующих оси отверстий одной сборочной группы, должны обеспечивать расположение каждой оси в поле позиционного допуска.
Пересчет позиционных допусков на предельные отклонения размеров, координирующих оси отверстий, в зависимости от вида расположения отверстий (табл. 2) приведены в табл. 3.
1.6. Указание позиционных допусков осей отверстий на чертежах - по ГОСТ 2.308-79, а значений предельных отклонений размеров, координирующих оси отверстий, - по ГОСТ 2.307-68.
2. ВЫБОР ДОПУСКОВ РАСПОЛОЖЕНИЯ ОСЕЙ ОТВЕРСТИЙ ДЛЯ КРЕПЕЖНЫХ ДЕТАЛЕЙ
2.1. Допуски расположения осей отверстий для крепежных деталей назначаются в зависимости от типа соединения крепежными деталями.
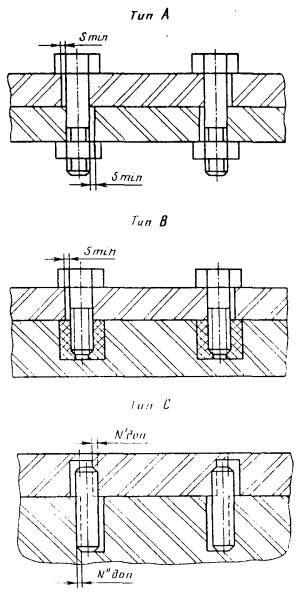
2.2. Соединения крепежными деталями подразделяются на типы А, В и С (чертеж):
А - зазоры для прохода крепежных деталей предусмотрены в обоих соединяемых деталях. К типу А относятся, например, соединения болтами.
В - зазоры для прохода крепежных деталей предусмотрены лишь в одной из соединяемых деталей. Соединения типа В могут быть без резьбовой втулки (например, соединения шурупами) или с резьбовой втулкой (например, соединения винтами (см. чертеж) или шпильками).
С - крепежные детали входят в отверстия соединяемых деталей с натягами. При этом по отношению к каждой из соединяемых деталей натяг является односторонним. К типу С относятся, например, разборные и неразборные соединения деталей круглыми вставными типами. Отверстия могут быть сквозными и несквозными.
2.3. Допуски расположения осей гладких отверстий в соединениях типов А и В назначают зависимыми, а в соединениях типа С - независимыми.
2.4. Диаметры сквозных отверстий под крепежные детали и соответствующие им наименьшие зазоры в соединениях типов А и В указаны в табл. 4.
2.5. Числовые значения позиционных допусков осей отверстий в диаметральном выражении Т для соединений типа А и типа В без резьбовой втулки приведены в табл. 5.
Таблица 2
Виды расположения осей отверстий под крепежные детали
|
Схема расположения отверстий |
Характеристика расположения отверстий |
|
|
I |
|
Одно отверстие, координированное относительно плоскости, являющейся сборочной базой |
|
II |
|
Два отверстия, координированные друг относительно друга. Сборочная база отсутствует |
|
III |
|
Три и более отверстий, расположенные в один ряд. Сборочная база отсутствует |
|
IV |
|
Три или четыре отверстия, расположенные в два ряда. Сборочная база отсутствует |
|
V |
|
Одно или несколько отверстий, координированных относительно двух взаимно перпендикулярных баз (например, двух плоскостей) |
|
VI |
|
Отверстия, расположенные в несколько рядов. Сборочная база отсутствует |
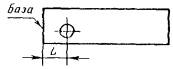
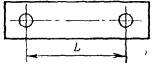
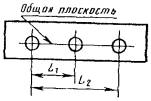
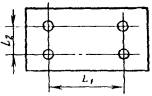
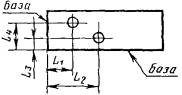
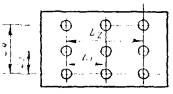
Таблица 3
Пересчет позиционных допусков на предельные отклонения размеров, координирующих оси отверстий
мм
|
Нормируемые отклонения размеров, координирующих оси отверстий |
Позиционные допуски в диаметральном выражении Т |
||||||||||
|
0,1 |
0,12 |
0,16 |
0,2 |
0,25 |
0,3 |
0,4 |
0,5 |
0,6 |
0,8 |
||
|
Числовые значения предельных отклонений размеров, координирующих оси (±) |
|||||||||||
|
I |
Предельные отклонения размера между осью отверстия и базовой плоскостью |
0,05 |
0,06 |
0,08 |
0,10 |
0,12 |
0,16 |
0,20 |
0,25 |
0,30 |
0,40 |
|
II |
Предельные отклонения размера между осями двух отверстий |
0,10 |
0,12 |
0,16 |
0,20 |
0,25 |
0,30 |
0,40 |
0,50 |
0,60 |
0,80 |
|
III |
Предельные отклонения размера между осями двух любых отверстий |
0,07 |
0,08 |
0,11 |
0,14 |
0,16 |
0,22 |
0,28 |
0,35 |
0,40 |
0,55 |
|
Предельные отклонения осей отверстий от общей плоскости |
0,04 |
0,04 |
0,06 |
0,07 |
0,08 |
0,11 |
0,14 |
0,18 |
0,20 |
0,28 |
|
|
IV |
Предельные отклонения размеров L1 и L2 |
0,07 |
0,08 |
0,11 |
0,14 |
0,16 |
0,22 |
0,28 |
0,35 |
0,40 |
0,55 |
|
Предельные отклонения размеров по диагонали между осями двух любых отверстий |
0,10 |
0,12 |
0,16 |
0,20 |
0,25 |
0,30 |
0,40 |
0,50 |
0,60 |
0,80 |
|
|
V |
Предельные отклонения размеров L1, L2, L3, L4 |
0,04 |
0,04 |
0,06 |
0,07 |
0,08 |
0,11 |
0,14 |
0,18 |
0,20 |
0,28 |
|
VI |
Предельные отклонения размеров L1, L2, L3, L4 |
0,04 |
0,04 |
0,06 |
0,07 |
0,08 |
0,11 |
0,14 |
0,18 |
0,20 |
0,28 |
|
Предельные отклонения размеров по диагонали между осями двух любых отверстий |
0,10 |
0,12 |
0,16 |
0,20 |
0,25 |
0,30 |
0,40 |
0,50 |
0,60 |
0,80 |
|
Продолжение табл. 3
мм
|
Вид расположения отверстий (по табл. 2) |
Нормируемые отклонения размеров, координирующих оси отверстий |
Позиционные допуски в диаметральном выражении Т |
||||||||
|
1,0 |
1,2 |
1,6 |
2,0 |
2,5 |
3,0 |
4,0 |
5,0 |
6,0 |
||
|
Числовые значения предельных отклонений размеров, координирующих оси (±) |
||||||||||
|
I |
Предельные отклонения размера между осью отверстия и базовой плоскостью |
0,5 |
0,6 |
0,8 |
1,0 |
1,2 |
1,6 |
2,0 |
2,5 |
3,0 |
|
II |
Предельные отклонения размера между осями двух отверстий |
1 |
1,2 |
1,6 |
2,0 |
2,5 |
3,0 |
4,0 |
5,0 |
6,0 |
|
III |
Предельные отклонения размера между осями двух любых отверстий |
0,7 |
0,8 |
1,1 |
1,4 |
1,6 |
2,2 |
2,8 |
3,5 |
4,0 |
|
Предельные отклонения осей отверстий от общей плоскости |
0,35 |
0,4 |
0,55 |
0,7 |
0,8 |
1,1 |
1,4 |
1,8 |
2,0 |
|
|
IV |
Предельные отклонения размеров L1 и L2 |
0,7 |
0,8 |
1,1 |
1,4 |
1,6 |
2,2 |
2,8 |
3,5 |
4,0 |
|
Предельные отклонения размеров по диагонали между осями двух любых отверстий |
1,0 |
1,2 |
1,6 |
2,0 |
2,5 |
3,0 |
4,0 |
5,0 |
6,0 |
|
|
V |
Предельные отклонения размеров L1, L2, L3, L4 |
0,35 |
0,4 |
0,55 |
0,7 |
0,8 |
1,1 |
1,4 |
1,8 |
2,0 |
|
VI |
Предельные отклонения размеров L1, L2, L3, L4 |
0,35 |
0,4 |
0,55 |
0,7 |
0,8 |
1,1 |
1,4 |
1,8 |
2,0 |
|
Предельные отклонения размеров по диагонали между осями двух любых отверстий |
1,0 |
1,2 |
1,6 |
2,0 |
2,5 |
3,0 |
4,0 |
5,0 |
6,0 |
|
Примечания:
1. Приведенный в таблице пересчет выполнен при условии, что составляющие позиционного допуска оси по обоим координатным направлениям одинаковы.
2. Допускается вместо предельных отклонений размера между осями двух любых отверстий, расположенных в один ряд, нормировать предельные отклонения размеров между осью одного (базового) отверстия или базовой плоскостью и осями каждого из остальных отверстий (вид расположения отверстий III); при этом значения предельных отклонений, указанные в таблице, должны быть уменьшены вдвое.
Таблица 4
мм
|
Диаметры сквозных отверстий и наименьшие зазоры |
||||||
|
1-й ряд |
2-й ряд |
3-й ряд |
||||
|
D |
Smin |
D |
Smin |
D |
Smin |
|
|
3 |
3,4 |
0,4 |
3,6 |
0,6 |
4,0 |
1,0 |
|
4 |
4,5 |
0,5 |
4,8 |
0,8 |
5,0 |
1,0 |
|
5 |
5,5 |
0,5 |
5,8 |
0,8 |
7,0 |
2,0 |
|
6 |
6,6 |
0,6 |
7,0 |
1,0 |
8,0 |
2,0 |
|
8 |
9,0 |
1,0 |
10,0 |
2,0 |
11,0 |
3,0 |
|
10 |
11,0 |
1,0 |
12,0 |
2,0 |
13,0 |
3,0 |
|
12 |
14,0 |
2,0 |
15,0 |
3,0 |
16,0 |
4,0 |
|
16 |
18,0 |
2,0 |
19,0 |
3,0 |
21,0 |
5,0 |
|
20 |
22,0 |
2,0 |
24,0 |
4,0 |
26,0 |
6,0 |
Примечания:
1. В изделиях мебели, деревянных музыкальных инструментах предпочтительно применять 1-й и 2-й ряды. В столярно-строительных изделиях рекомендуется применять 2-й и 3-й ряды.
2. Предельные отклонения диаметров сквозных отверстий: для 1-го ряда по H 13; для 2-го и 3-го рядов по Н 14.
3. Наименьшие зазоры Smin, приведенные в табл. 4, соответствуют условию, когда наибольший предельный диаметр стержня крепежной детали dmax равен номинальному диаметру d.
Smin = D - d
2.6. Числовые значения предельных отклонений размеров, координирующих оси отверстий для соединений типа А и В (без резьбовой втулки), приведены в табл. 6.
2.7. Числовые значения позиционных допусков осей отверстий Т под резьбовые втулки для соединений типа В приведены в табл. 7.
2.8. Номинальные диаметры сопрягаемых отверстий и крепежных деталей в соединениях типа С должны быть одинаковыми. Их предельные отклонения рекомендуется принимать (по ГОСТ 6449.1-82):
для отверстий - Н 13, H 14;
для крепежных деталей (круглых вставных шипов) - k 13 и k 14.
Таблица 5
мм
|
Зазор Smin для прохода крепежной детали |
Позиционный допуск Т для соединений типов |
|
|
А |
В без резьбовой втулки |
|
|
0,1 |
0,4 |
0,20 |
|
0,5 |
0,5 |
0,25 |
|
0,6 |
0,6 |
0,30 |
|
0,8 |
0,8 |
0,40 |
|
1,0 |
1,0 |
0,50 |
|
2,0 |
2,0 |
1,00 |
|
3,0 |
3,0 |
1,60 |
|
4,0 |
4,0 |
2,00 |
|
5,0 |
5,0 |
2,50 |
|
6,0 |
6,0 |
3,00 |
Примечание:
1. Для соединений типа A Т = Smin; для соединений типа В без резьбовой втулки Т = 0,5 Smin.
2. Позиционные допуски осей отверстий в обоих соединяемых деталях должны быть одинаковыми.
2.9. Числовые значения позиционных допусков осей отверстий в диаметральном выражении Т для соединения типа С приведены в табл. 8.
2.10. Пересчет позиционных допусков на предельные отклонения размеров, координирующих оси отверстий в зависимости от вида расположения отверстий, следует производить в соответствии с табл. 3.
Таблица 6
Предельные отклонения размеров, координирующих оси отверстий. Соединения типов А и В
мм
|
Нормируемые отклонения размеров, координирующих оси отверстий |
Тип соединения |
Зазор Smin |
||||||||||
|
0,4 |
0,5 |
0,6 |
0,8 |
1,0 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
|||
|
Числовые значения предельных отклонений размеров, координирующих оси (±) |
||||||||||||
|
I |
Предельные отклонения размера между осью отверстия и базовой плоскостью |
А |
0,20 |
0,25 |
0,30 |
0,40 |
0,50 |
1,0 |
1,6 |
2 |
2,5 |
3,0 |
|
В |
0,10 |
0,12 |
0,16 |
0,20 |
0,25 |
0,5 |
0,8 |
1,0 |
1,2 |
1,6 |
||
|
II |
Предельные отклонения размера между осями двух отверстий |
А |
0,40 |
0,50 |
0,60 |
0,80 |
1,00 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
|
В |
0,20 |
0,25 |
0,30 |
0,40 |
0,50 |
1,0 |
1,6 |
2,0 |
2,5 |
3,0 |
||
|
III |
Предельные отклонения размера между осями двух любых отверстий |
А |
0,28 |
0,35 |
0,40 |
0,55 |
0,70 |
1,4 |
2,2 |
2,8 |
3,5 |
4,0 |
|
В |
0,14 |
0,16 |
0,22 |
0,28 |
0,35 |
0,7 |
1,1 |
1,4 |
1,6 |
2,2 |
||
|
Предельные отклонения осей отверстий от общей плоскости |
А |
0,14 |
0,18 |
0,20 |
0,28 |
0,35 |
0,7 |
1,1 |
1,4 |
1,8 |
2,0 |
|
|
В |
0,07 |
0,08 |
0,11 |
0,14 |
0,18 |
0,35 |
0,55 |
0,7 |
0,8 |
1,1 |
||
|
IV |
Предельные отклонения размеров L1 и L2 |
А |
0,28 |
0,35 |
0,40 |
0,55 |
0,70 |
1,4 |
2,2 |
2,8 |
3,5 |
4,0 |
|
В |
0,14 |
0,16 |
0,22 |
0,28 |
0,35 |
0,7 |
1,1 |
1,4 |
1,6 |
2,2 |
||
|
Предельные отклонения размеров по диагонали между осями двух любых отверстий |
А |
0,40 |
0,50 |
0,60 |
0,80 |
1,00 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
|
|
В |
0,20 |
0,25 |
0,30 |
0,40 |
0,50 |
1,0 |
1,6 |
2,0 |
2,5 |
3,0 |
||
|
V |
Предельные отклонения размеров L1, L2, L3, L4 |
А |
0,14 |
0,18 |
0,20 |
0,28 |
0,35 |
0,70 |
1,1 |
1,4 |
1,8 |
2,0 |
|
В |
0,07 |
0,08 |
0,11 |
0,14 |
0,18 |
0,35 |
0,55 |
0,7 |
0,8 |
1,1 |
||
|
VI |
Предельные отклонения размеров L1, L2, L3, L4 |
А |
0,14 |
0,18 |
0,20 |
0,28 |
0,35 |
0,70 |
1,1 |
1,4 |
1,8 |
2,0 |
|
В |
0,07 |
0,08 |
0,11 |
0,14 |
0,18 |
0,35 |
0,55 |
0,7 |
0,8 |
1,1 |
||
|
Предельные отклонения размеров по диагонали между осями двух любых отверстий |
А |
0,10 |
0,50 |
0,60 |
0,80 |
1,00 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
|
|
В |
0,20 |
0,25 |
0,30 |
0,40 |
0,50 |
1,0 |
1,6 |
2,0 |
2,5 |
3,0 |
||
Примечания:
1. Приведенные в табл. 6 числовые значения предельных отклонений соответствуют условиям, указанным в примечаниях к табл. 5.
2. Допускается вместо предельных отклонений размера между осями двух любых отверстий (вид расположения отверстий III) нормировать предельные отклонения размеров между осью одного (базового) отверстия или базовой плоскостью и осями каждого из остальных отверстий; при этом значения предельных отклонений, указанные в табл. 6, должны быть уменьшены вдвое.
3. Тип В без резьбовой втулки.
Таблица 7
Позиционные допуски осей отверстий под резьбовые втулки. Соединения типа В
мм
|
Зазор Smin для прохода крепежной детали |
Допуск соосности втулки в диаметральном выражении Тс |
|||||||||
|
0,10 |
0,12 |
0,16 |
0,20 |
0,25 |
0,30 |
0,40 |
0,50 |
0,60 |
0,80 |
|
|
Позиционный допуск осей отверстий под резьбовые втулки Т |
||||||||||
|
0,4 |
0,10 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
0,5 |
0,12 |
0,12 |
- |
- |
- |
- |
- |
- |
- |
- |
|
0,6 |
0,20 |
0,16 |
0,12 |
0,10 |
- |
- |
- |
- |
- |
- |
|
0,8 |
0,30 |
0,25 |
0,20 |
0,20 |
0,12 |
0,10 |
- |
- |
- |
- |
|
1,0 |
0,40 |
0,30 |
0,30 |
0,30 |
0,25 |
0,20 |
0,10 |
- |
- |
- |
|
2,0 |
0,80 |
0,80 |
0,80 |
0,80 |
0,60 |
0,60 |
0,60 |
0,50 |
0,40 |
0,20 |
|
3,0 |
1,2 |
1,2 |
1,2 |
1,2 |
1,2 |
1,2 |
1,0 |
1,0 |
0,8 |
0,6 |
|
4,0 |
1,6 |
1,6 |
1,6 |
1,6 |
1,6 |
1,6 |
1,6 |
1,2 |
1,2 |
1,2 |
|
5,0 |
2,0 |
2,0 |
2,0 |
2,0 |
2,0 |
2,0 |
2,0 |
2,0 |
1,6 |
1,6 |
|
6,0 |
2,5 |
2,5 |
2,5 |
2,5 |
2,5 |
2,5 |
2,5 |
2,5 |
2,0 |
2,0 |
Примечания:
1. Для соединения типа В с резьбовой втулкой Т = 0,5 Smin - Тс . По данной формуле допускается рассчитывать соответствующие значения позиционного допуска Т при других сочетаниях Smin и Тс.
Полученные при этом значения Т следует округлять до ближайшего меньшего значения по табл. 1.
2. Позиционные допуски осей отверстий в обеих соединяемых деталях должны быть одинаковыми.
Таблица 8
Позиционные допуски осей отверстий. Соединения типа С
мм
|
Вероятностный предельный натяг Nmax вер |
||||||
|
0,13 |
0,16 |
0,19 |
0,21 |
0,25 |
0,30 |
|
|
Допускаемый натяг в соединении Nдоп |
||||||
|
0,10 |
0,16 |
0,19 |
0,22 |
0,23 |
0,28 |
0,32 |
|
0,12 |
0,18 |
0,20 |
0,23 |
0,24 |
0,29 |
0,32 |
|
0,16 |
0,21 |
0,23 |
0,25 |
0,26 |
0,30 |
0,34 |
|
0,20 |
0,24 |
0,26 |
0,27 |
0,29 |
0,33 |
0,36 |
|
0,25 |
0,28 |
0,30 |
0,31 |
0,33 |
0,36 |
0,39 |
|
0,30 |
0,33 |
0,34 |
0,35 |
0,37 |
0,40 |
0,42 |
|
0,40 |
0,42 |
0,43 |
0,44 |
0,45 |
0,48 |
0,50 |
|
0,50 |
0,52 |
0,53 |
0,53 |
0,54 |
0,56 |
0,58 |
|
0,60 |
0,61 |
0,62 |
0,63 |
0,63 |
0,65 |
0,67 |
|
0,80 |
0,81 |
0,81 |
0,82 |
0,83 |
0,84 |
0,85 |
|
Интервал диаметров отверстий и крепежных деталей |
Св. 3 до 6 |
Св. 6 до 10 |
Св. 10 до 18 |
Св. 3 до 6 |
Св. 6 до 10 |
Св. 10 до 18 |
|
Поля допусков: |
|
|
||||
|
отверстий |
Н 13 |
Н 14 |
||||
|
валов |
k 13 |
k 14 |
||||
Примечания:
1. Натяг Nmax вер зависит только от предельных отклонений диаметров отверстий и крепежных деталей. Значения Nmax вер определяют согласно ГОСТ 6449.1-82.
2. Значения Nдоп следует выбирать согласно рекомендуемому приложению.
3. Позиционный допуск Т определяют по формуле
![]() .
.
По данной формуле допускается рассчитывать соответствующие значения Т, при других сочетаниях Nдоп и Nmax вер - с округлением до ближайшего меньшего значения по табл. 1.
4. Позиционные допуски осей отверстий в обеих соединяемых деталях должны быть одинаковыми.
ПРИЛОЖЕНИЕ
Рекомендуемое
Рекомендации по выбору допускаемого натяга Nдоп в соединении типа С
При выборе допускаемого натяга между крепежными и соединяемыми деталями должно соблюдаться следующее условие (см. чертеж):
Nдоп ≤ N′доп + N″доп, (1)
где N′доп и N″доп - допускаемые значения односторонних натягов между крепежной деталью и соответственно первой и второй соединяемыми деталями.
При одинаковых условиях соединения крепежной детали с обеими соединяемыми деталями (при одинаковых материалах, размерах элементов соединений и т.п.)
N′доп = N″доп, (2)
а выражение (1) становится равенством.
При различных условиях соединения крепежной детали с соединениями в процессе сборки изделий имеет место автоматическое перераспределение фактических односторонних натягов N′факт. и N″факт. обратно пропорционально жесткости обеих контактных пар. Это необходимо учитывать при выборе размеров элементов соединений для обеспечения условий, при которых действительные напряжения смятия не превышают допускаемых их значений для применяемых материалов соединяемых и крепежных деталей. При этом в соединениях не должно быть трещин, расслоений и других деформаций, снижающих прочность изделий или ухудшающих их внешний вид. Должны быть выполнены условия
N′факт. ≤ N′доп; N″факт. ≤ N″доп (3)
при которых качество соединения соответствует предъявляемым требованиям.
При увеличении площади контакта одной из соединяемых деталей с крепежной фактический односторонний натяг в этом соединении уменьшается. Однако в соединении другой детали с этой же крепежной деталью фактический односторонний натяг увеличивается на ту же величину.
Ориентировочно для соединений составных частей изделий на круглые вставные типы рекомендуются следующие значения N′доп (N″доп) в зависимости от материала соединяемых деталей (сборочных единиц), мм:
древесина твердых лиственных пород и березы.................. 0,15-0,20
древесина хвойных и мягких лиственных пород................. 0,20-0,25
плиты древесностружечные................................................... 0,25-0,30
Уточненные значения N′доп (N″доп) должны определяться на основании результатов экспериментов с учетом конкретных условий.
СОДЕРЖАНИЕ
|
2. Выбор допусков расположения осей отверстий для крепежных деталей. 2 Приложение. Рекомендации по выбору допускаемого натяга Nдоп в соединении типа C.. 8 |