РОССИЙСКОЕ АКЦИОНЕРНОЕ
ОБЩЕСТВО ЭНЕРГЕТИКИ
И
ЭЛЕКТРИФИКАЦИИ «ЕЭС РОССИИ»
Департамент научно-технической политики и развития
ТИПОВАЯ ИНСТРУКЦИЯ
по восстановлению и ремонту уплотнений
деформационных швов
гидротехнических сооружений
РД 153-34.2-21.624-2003
Санкт-Петербург
2005
Разработано Открытым акционерным обществом «Всероссийский научно-исследовательский институт гидротехники им. Б.Е. Веденеева»
Исполнители В.М. Давиденко, Ю.Н. Касаткин
Согласовано с ООО «Специальный проектно-изыскательский институт «Гидроспецпроект» 31.07.2002 г.
Генеральный директор С.М. ВОСКРЕСЕНСКИЙ
Утверждено Департаментом научно-технической политики и развития РАО «ЕЭС России» 24.01.2003 г.
Заместитель начальника А.В. БОБЫЛЕВ
Срок первой проверки настоящего РД - 2007 г.
Периодичность проверки - один раз в 5 лет.
Ключевые слова: бетонные сооружения; деформационные швы; оценки состояния; уплотнения асфальтовые, полимерные, инъекционные; ремонт; технология; контроль качества.
|
Типовая инструкция по восстановлению и ремонту уплотнений деформационных швов гидротехнических сооружений |
РД 153-34.2-21.624-2003 Введено впервые |
Дата введения 2005-04-01
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящая Инструкция предназначается для оценки состояния наиболее сложного элемента деформационных швов бетонных гидротехнических сооружений - их уплотнений, выявление необходимости их ремонта, выбор материалов и технологии ремонта.
1.2. При ремонте деформационного шва выполняются работы по восстановлению его водонепроницаемости при действующих на него расчетных гидростатических давлениях воды, по сохранению сплошности материала в шве во времени при деформациях шва и исключению возможности усталостного и коррозионного разрушения материала заполнения шва и его вытекания из шва.
1.3. При выборе технологии ремонта уплотнений деформационных швов бетонных сооружений на основе оценки их состояния учитываются: класс сооружения, назначение и конструкция шва; величины и скорость раскрытия шва; температурный режим работы шва; нагрузки, действующие на шов в период эксплуатации сооружения (статические, динамические, напор воды); режим эксплуатации шва, агрессивность среды (воды), в которой работает шов; свойства материала заполнения шва; последствия влияния разрушения шва на работу сооружения.
1.4. При обследовании деформационных швов и при принятии решения по их ремонту необходимо иметь в виду, что основными причинами фильтрации воды через уплотнения деформационных швов гидротехнических сооружений могут быть:
разуплотнение материала, заполняющего шов, или уплотнение шва при неравномерном его нагружении (несоответствие свойств материала заполнения конструкции условиям работы шва и его уплотнения);
неудовлетворительная конструкция контурных уплотнений в шве;
неудовлетворительная конструкция уплотнений;
неправильное расположение уплотнений в деформационном шве;
некачественное проведение строительно-монтажных работ при устройстве уплотнений шва;
старение и разрушение материалов заполнения и ограждающих конструкций.
Нормативные ссылки
1.5. В тексте Типовой инструкции приводятся ссылки на следующие нормативные документы:
СНиП 2.06.06-85. Плотины бетонные и железобетонные, Госстрой СССР. М.: ЦИТП. 1986.
ГОСТ 10178-85 (СТ СЭВ 5683-86). Портландцемент и шлакопортландцемент. Технические условия. Госстрой СССР. М: Издательство стандартов. 1991.
ГОСТ 9128-97. Смеси асфальтобетонные дорожные, аэродромные и асфальтобетон. Технические условия. Минземстрой России. М.: ГУП ЦПП. 1998.
ГОСТ 8736-93. Песок для строительных работ. Технические условия. Минстрой России. М.: Издательство стандартов. 1995.
ГОСТ 22245-90. Битумы нефтяные и дорожные вязкие. Технические условия. Госстандарт СССР. М.: ИПК Издательство стандартов. 1998.
ГОСТ 6617-76. Битумы нефтяные строительные. Технические условия. Госстандарт СССР. М.: ИПК Издательство стандартов. 2003.
СНиП 12-04-2002. Безопасность труда в строительстве. Часть 2. Строительное производство. Госстрой России. М.: ГУП ЦПП. 2002.
2. ТИПЫ И КОНСТРУКЦИИ ДЕФОРМАЦИОННЫХ ШВОВ
2.1. В бетонных и железобетонных плотинах предусматриваются постоянные (межсекционные и вертикальные швы, швы-надрезы) и временные (строительные) деформационные швы.
Конструкции швов определяются: назначением; условиями работы в сооружении; действующими нагрузками и воздействиями; величиной их деформации (раскрытия) в период эксплуатации сооружения; материалом, используемым для заполнения; доступностью при проведении ремонтных мероприятий.
2.2. По назначению постоянные деформационные швы бывают:
температурные - шириной 0,5 - 1,0 см, располагаемые на расстоянии не более 5 м от лицевых граней и гребня, а внутри тела плотины - не более 0,1 - 0,3 см;
температурно-осадочные - шириной 1 - 2 см в пределах фундаментной плиты плотины и водобоя при любых нескальных и полускальных грунтах основания, выше фундаментной плиты плотины на нескальных грунтах основания - шириной не менее 5 см.
По геометрии швы делятся на плоские, штрабовидные и ломаные.
2.3. Конструкции постоянных деформационных швов включают:
уплотнение, обеспечивающее его водонепроницаемость;
дренажное устройство для отвода профильтровавшейся через уплотнение или в обход его воды;
смотровые шахты и галереи для наблюдения за состоянием шва и ремонта уплотнения.
2.4. Уплотнения постоянных деформационных швов плотин подразделяются:
по расположению в шве - на вертикальные, горизонтальные и контурные (рис. 1);
по конструкции и материалам - на диафрагмы из металла, резины и пластических масс (рис. 2, а); шпонки и прокладки из асфальтовых материалов (рис. 2, б); инъекционные (уплотняющие, битумизация) (рис. 2, в); брусья и плиты из бетона и железобетона (рис. 2, г).
2.5. При разработке проектов ремонта уплотнений деформационных швов следует соблюдать требования СНиП 2.06.06-85, а именно:
материал уплотнения должен непосредственно примыкать к бетону секций, образующих шов;
величина напряжения на контакте асфальтового или иного материала уплотнения с бетоном в рассматриваемом сечении должна быть не менее величины внешнего гидростатического давления воды в том же сечении;
средние градиенты напора фильтрационного потока через бетон по контуру уплотнений шва не должны превышать: для гравитационных и массивно-контрфорсных плотин - 25; для арочных и арочно-гравитационных плотин и для арочных напорных перекрытий многоарочных плотин - 50.
3. ОЦЕНКА РАБОТОСПОСОБНОСТИ ШВА И НЕОБХОДИМОСТИ РЕМОНТА ЕГО УПЛОТНЕНИЙ
3.1. Основными факторами, определяющими необходимость ремонта уплотнений деформационных швов, являются:
появление и нарастание фильтрации воды через шов;
разрушение уплотнений шва.
Причинами фильтрации воды через шов могут быть:
некачественное выполнение шва, его уплотнений или неудачная их конструкция, не отвечающая условиям работы шва;
неудачный выбор материала уплотнения, не соответствующего условиям и требованиям надежной работы конструкции;
старение, разрушение и вытекание (в случае мастичного) уплотнения шва и окружающего (формирующего) шов бетона.

Рис. 1. Схемы расположения уплотнений в постоянных деформационных швах плотин на скальном (а, б) и нескальном (в, г) основаниях:
1 - шов, t = 0,5 - 1 см; 2 - шов, t = 0,1 - 0,3 см; 3 - шов, t = 1 - 2 см; 4 - шов, t ³ 5 см; 5, 6, 7 - соответственно вертикальное, горизонтальное и контурное уплотнения; 8 - дренажное устройство; 9 - смотровая шахта; 10 - смотровая галерея

Рис. 2. Схемы основных уплотнений деформационных швов бетонных и железобетонных плотин:
а - диафрагмы из металла, резины и пластических масс; б - шпонки и прокладки из асфальтовых материалов; в - инъекционные (цементация и битумизация) уплотнения; г - брусья и плиты из бетона и железобетона; 1 - металлические листы; 2 - профилированная резина; 3 - асфальтовая мастика; 4 - железобетонная плита; 5 - скважины для цементации; 6 - цементационные клапаны; 7 - железобетонный брус; 8 - асфальтовая гидроизоляционная прокладка
3.2. Вода может фильтровать через бетон, поэтому прежде, чем принимать решение о ремонте уплотнений шва, необходимо выявить природу поступающей в него воды, степень водопроницаемости бетона в области шва, степень водопроницаемости уплотнений и самого шва.
Степень водонепроницаемости бетона и деформационных швов в тонкостенных бетонных конструкциях оценивается визуально или при помощи установок и приборов для определения водопроницаемости (воздухопроницаемости) элементов бетонных и железобетонных конструкций в производственных условиях.
Степень водонепроницаемости бетона в массивных сооружениях и доля в нем водонепроницаемости деформационных швов при решении о необходимости их ремонта может быть оценена: инструментально; путем сравнения расходов воды, вытекающей через соседние (аналогичной конструкции) швы сооружения.
4. МАТЕРИАЛЫ ДЛЯ РЕМОНТА УПЛОТНЕНИЙ ДЕФОРМАЦИОННЫХ ШВОВ И ТРЕБОВАНИЯ К НИМ
4.1. Общие требования.
4.1.1. Для ремонта уплотнений деформационных швов обычно используются те же материалы, что и для их выполнения в период строительства:
горячие и холодные асфальтовые, полимербитумные, полимерные мастики и горячие и холодные асфальтовые полимербитумные и полимерные растворы;
инъекционные (заливочные) цементные, цементно-песчаные, полимерцементные, полимерминеральные и полимерные растворы;
металлические листовые материалы;
асфальтовые, полимербитумные и полимерные герметики;
профильные резиновые уплотнительные ленты и прокладки, листы из стеклопластиков, полимерные рулонные и листовые материалы;
жгуты (прокладки) из пороизола, гернита и др.
4.1.2. Материалы, выбранные для уплотнения деформационных швов при их ремонте, должны быть водонепроницаемы, долговечны, коррозионно стойки, водоустойчивы и работать в конструкции шва в обжатом состоянии.
4.1.3. Материалы, относящиеся к группе заливочных и инъекционных, должны быть достаточно подвижными, способными при заливке плотно заполнять заливаемые полости и щели.
4.1.4. Ремонтные материалы, относящиеся к группе полос, лент, листов, должны быть долговечными, обладать высокой механической прочностью, эластичностью и сопротивляемостью при многократных, часто повторяющихся деформациях.
4.2. Материалы для проведения инъекционных работ при ремонте деформационных швов.
4.2.1. Для инъекции фильтрующих деформационных швов или уплотняющих конструкций следует применять полимерные, цементные, цементно-глинистые и полимерцементные растворы на цементе марок «300» - «500» по ГОСТ 10178-85. При выборе цемента необходимо руководствоваться следующим положением: для ремонта уплотнений и бетона секций, образующих деформационный шов (металлических диафрагм, контурных уплотнений, выполняемых в бетонных секциях) предпочтение должно отдаваться цементам, которые были использованы в бетоне сооружения (портландцемент, пуццолановый, глиноземистый), причем как обычным, так и гидрофобным и пластифицированным.
4.2.2. Для регулирования технологических свойств цементных растворов, повышения их подвижности и проницаемости рекомендуется в состав вводить добавки, регулирующие подвижность и сроки их схватывания.
4.2.3. Для повышения стабильности и проникающей способности могут применяться: предварительный сухой домол, сепарация цемента, механическое диспергирование цемента в растворе с помощью специальных смесителей и диспергаторов.
4.2.4. Для уменьшения расслаиваемости и повышения однородности растворов, улучшения проникаемости растворов в пустоты применяется бентонит в количестве 0,5 - 5 % от массы цемента.
4.2.5. Для замены части цемента в цементном или цементно-глинистом растворе при наличии значительных пустот на контакте ограждающее устройство - полость шпонки применяются глинистые материалы: активированный бентонит, бентонитовая глина (карьерная или в порошке), глина, суглинок тяжелый и песок с размером зерен не более 0,5 - 1 мм, применяемый в количестве до 200 % от массы цемента.
4.2.6. Приготовленный раствор для инъектирования должен непрерывно находиться в движении до момента поступления в скважину или шов.
4.3. Материалы для проведения ремонта шпонок и заполнения деформационного шва на основе битумного вяжущего.
4.3.1. Для восстановления водонепроницаемости деформационных швов и уплотняющих конструкций широко используются асфальтовые мастики и растворы, представляющие собой смесь нефтяных битумов (битумов в смеси с полимером), минерального наполнителя и песка.
4.3.2. В качестве минеральных наполнителей в асфальтовых смесях рекомендуются следующие материалы, удовлетворяющие требованиям ГОСТ 9128-97:
естественные минеральные порошки - несцементированные тонкораздробленные известняки и доломиты, гажа, карбонатные лессы и другие. Глинистые грунты применять запрещено из-за их способности к набуханию в воде;
искусственно измельченные порошки - асфальтовый, известняковый, доломитовый, шамотный, кирпичный и др. Кроме этого, применяются кислотостойкие - андезитовый, диабазовый, кислотоупорный цемент, молотый песок, маршалит; щелочестойкие - портландцемент, мел, тальк, магнезит и др.;
пылевидные отходы промышленности - зола от сжигания пылевидного угля - зола ТЭС, сланцевая зола - кукурмит, коротковолокнистый асбест, асбестит, асбозурит и др., которые не должны содержать более 1 % глинистых частиц, способных набухать в воде.
4.3.3. Песок для изготовления асфальтовых растворов должен удовлетворять требованиям ГОСТ 8736-93:
должен состоять из зерен крепких пород марки не менее «600» с водопоглощением не более 1 %;
не должен содержать более 1 % глинистых частиц, способных набухать в воде;
не должен содержать водорастворимых соединений более 0,5 %;
гранулометрический состав должен иметь модуль крупности не более 2,5.
4.3.4. Для приготовления асфальтовых мастик и растворов используются вязкие битумы марок БНД 40/60; БНД 60/90; БНД 90/130, удовлетворяющие требованиям ГОСТ 22245-90, а также строительные битумы марок БН 50/50 и БН 70/30 по ГОСТ 6617-76.
Наиболее широкое применение для ремонта уплотняющих конструкций деформационных швов и их инъекции нашли следующие составы асфальтовых мастик:
битум (БНД 40/60, 60/90, 90/130) - 30 - 35 %;
порошок (известняковый, цемент низкомарочный) - 65 - 70 %;
асфальтовых растворов:
битум (БНД 40/60, 60/90, 90/130) - 18 - 22 %;
порошок (известняковый, цемент низкомарочный) - 38 - 42 %;
песок среднезернистый - 40 - 44 %.
5. ПРИГОТОВЛЕНИЕ РЕМОНТНЫХ МАТЕРИАЛОВ И ОБОРУДОВАНИЕ ДЛЯ РЕМОНТНЫХ РАБОТ
5.1. Дозирование материалов, предназначенных для цементных и цементно-глинистых, полимерцементных растворов, должно производиться с точностью до 3 % для воды и цемента и до 5 % для добавок к цементу.
5.2. Приготовление раствора производится на месте непосредственно перед началом нагнетания в растворомешалке или смесительном баке, оборудованном механическими приспособлениями для перемешивания.
5.3. Перемешивание цемента, воды и добавок должно производиться до получения однородной массы.
5.4. Приготовление асфальтовых мастик и растворов должно производиться на заводах по переработке гидроизоляционных материалов или на месте, непосредственно на объекте, при наличии необходимого оборудования (битумных котлов, смесителей, сушильных аппаратов).
5.5. В технологическую схему изготовления асфальтовых мастик и растворов для заполнения шпонок и швов входят следующие производственные операции:
обезвоживание (выпаривание) битума в битумоплавильных котлах, нагрев их до рабочих температур 130 - 150 °С для вязких и 160 - 180 °С для строительных (при времени нагрева при данной температуре не более 5 часов); дозировка и заливка битума в смесительную установку;
при необходимости приготовление полимербитумного вяжущего;
просушка минерального порошкообразного наполнителя и песка при температуре 120 - 150 °С, их дозировка и загрузка в смесительную установку;
перемешивание и варка мастики (раствора) в асфальтосмесительной установке до полной ее однородности (гомогенности);
транспортировка горячей асфальтовой мастики (раствора) в котлах-термосах к месту заливки;
заливка асфальтовой мастики (раствора) в полость шпонки или шва самотеком или под давлением через заливочные трубы.
5.6. Комплекс оборудования для ремонта уплотнений деформационных швов и самих швов должен включать буровые установки, дозировочные устройства, смесительные механизмы, насосы-нагнетатели, трубопроводы, измерительную и регулировочную аппаратуру.
5.7. Оборудование для инъекционных работ должно подбираться таким образом, чтобы обеспечить непрерывность ведения работ, однородность растворов и иметь возможность контроля за объемом поглощаемого материала.
5.8. Смесительные устройства должны обеспечивать непрерывное перемешивание растворов. Для приготовления цементных, цементно-глинистых, полимерцементных и цементно-песчаных растворов рекомендуется использовать серийно изготовленные смесители типа РМ. Для объемов менее 100 л рекомендуется использовать смеситель типа СБ-133.
5.9. Растворонасосы для нагнетания закрепляющих материалов (цементных и др. растворов) должны удовлетворять следующим основным требованиям:
устойчиво и длительно работать на перекачке жидких и густых растворов;
обеспечивать требуемое давление нагнетания и необходимую производительность.
5.10. Для нагнетания цементных, цементно-глинистых и цементно-песчаных растворов следует использовать диафрагменные насосы. Рекомендуется использовать насосы с регулируемым приводом. При использовании насосов с нерегулируемым приводом растворопроводы должны оборудоваться регуляторами, обеспечивающими плавное изменение расхода.
5.11. Растворопровод, подающий раствор от насоса к скважине или в шов, должен состоять из двух ниток: прямой и возвратной с регулятором расхода на возвратной нитке. Растворопровод должен быть снабжен краном для спуска воздуха, воды и раствора.
5.12. Манометры для измерения давления нагнетания следует устанавливать в двух точках цементационной системы: у насоса и устья скважины. Они должны быть снабжены специальными предохранителями, препятствующими поступлению раствора в трубку манометра.
5.13. Цементационные установки должны быть снабжены приспособлениями и аппаратурой для измерения расхода нагнетаемого раствора.
5.14. Для приготовления асфальтовых заливочных смесей рекомендуется использовать смесительный комплекс периодического действия (асфальтобетонный завод), например, типа Д-508-2А или ДС-117-2Е. Обезвоживание битума осуществлять в битумонагревательных агрегатах Д-506 (Д-506А), входящих в смесительный комплекс.
5.15. Минеральный порошок подается на холодный элеватор питателем и далее в сушильный барабан. При исправно работающей системе пылеулавливания выдуваемые в сушильном барабане частицы порошка перехватываются циклонами и возвращаются в тракт подачи порошка и далее в смеситель. Для уменьшения уноса порошка необходимо перед работой прогреть сушильный барабан до 250 °С, а затем уменьшать подачу топлива до минимальной величины. Температура порошка на выходе из сушильного барабана должна составлять 140 - 160 °С.
5.16. Порошок и битум (полимербитумное вяжущее) с помощью дозаторов порциями подаются в мешалку, причем битум (ввиду небольшой емкости мерного бачка смесителя) подается в 2 - 3 приема. Перемешивание должно производиться до момента получения однородного состава асфальтовой мастики. Готовая асфальтовая (полимербитумная) мастика выгружается в транспортное средство и доставляется в обогреваемых бадьях к месту заливки.
5.17. Асфальтовый раствор может быть приготовлен только на серийном смесителе, входящем в комплект асфальтобетонного завода. Для приготовления асфальтового раствора используются: обезвоженный битум, нагретый до температуры 130 - 150 °С, песок и минеральный порошок. Песок подается через сушильный барабан, где нагревается до температуры 200 - 220 °С. Порошок подается по тракту подачи непосредственно в смеситель холодным. Перед введением битума смесь песка с порошком перемешивается всухую в течение 25 - 30 с. Общее время перемешивания составляет 1,5 - 2 мин. Готовый асфальтовый раствор должен иметь температуру 140 - 160 °С.
5.18. Асфальтовая мастика может транспортироваться непосредственно в кузовах автосамосвалов. Для транспортировки может быть также применена бадья, установленная в кузове автомобиля (бортового или самосвала). При температуре окружающего воздуха ниже +5 °С и при атмосферных осадках кузов самосвала должен быть закрыт.
5.19. Зимой мастика должна транспортироваться в утепленной бадье, установленной в кузове автомобиля. Потери температуры смеси при транспортировке не должны превышать 10 - 20 °С. Если мастика готовится в специальных смесителях непосредственно на месте производства работ, то смесительная емкость с мастикой подается к месту заливки краном.
5.20. Для транспортировки асфальтового раствора необходимо использовать обогреваемые миксеры, представляющие собой емкости 3 - 6 м3, смонтированные на шасси автомобиля или автомобильного прицепа. Емкость оборудована лопастной мешалкой с вертикальным валом. Емкость имеет двойные стенки с теплоизоляцией, систему подогрева от газовых горелок с комплектом баллонов с пропаном.
5.21. Асфальтовый раствор, приготовленный на асфальтобетонном заводе, загружается в миксер и транспортируется к месту укладки при включенной мешалке.
5.22. Заливка асфальтовой мастики или асфальтового раствора осуществляется через бетонолитные трубы, оборудованные приемными бункерами или воронками. Бетонолитные трубы могут устанавливаться в полость деформационного шва, в полость вновь пробуренной скважины, в запасную шахту.
6. ТЕХНОЛОГИЯ РЕМОНТА ФИЛЬТРУЮЩИХ УПЛОТНЕНИЙ ДЕФОРМАЦИОННЫХ ШВОВ
6.1. Ремонт уплотнений деформационных швов в тонкостенных бетонных конструкциях.
6.1.1. К деформационным швам тонкостенных бетонных конструкций относятся:
деформационные и строительные швы в облицовках каналов и в экранах гидротехнических сооружений;
деформационные и строительные швы в лотках и акведуках;
строительные и деформационные швы в подземных резервуарах.
6.1.2. В состав работ по ремонту уплотнений деформационных швов тонкостенных бетонных конструкций входят:
снятие со шва гидростатического давления воды и противодавления;
тщательная очистка полости шва от имеющихся в нем отработавших свой срок уплотнений;
высушивание полости шва;
сплошная грунтовка в два слоя торцевых бетонных поверхностей шва;
заливка шва герметиком с требуемыми условиями работы шва свойствами и сопряжением его с поверхностной гидроизоляцией бетона;
ремонт бетона в зоне шва.
6.1.3. В качестве грунтовки поверхности бетона при герметизации швов асфальтовыми материалами используется катионная битумная эмульсия (битумная эмульсия на кислых эмульгаторах) или битумная эмульсионная паста (битумная эмульсия на твердом эмульгаторе - извести с активностью не менее 70 %), если полость шва при проведении его ремонта окажется мокрой.
В других случаях в качестве грунтовки используется разжиженный в бензине (уайт-спирите, скипидаре, специальном растворителе) герметик, если полость шва при проведении ремонта окажется сухой. Соотношение между герметиком и растворителем и между битумом и водой в битумной эмульсии от 50:50 до 30:70, в зависимости от качества поверхности бетона, свойств герметика и битума.
При грунтовке поверхности бетона в шве битумной эмульсией заполнение его герметиком производится после того, как эмульсия распадется и вода, входящая в ее состав, вытечет из шва.
При грунтовке поверхности бетона в шве грунтовкой на основе герметика заполнение его герметиком производится после того, как грунтовка в шве высохнет (испарится растворитель) до потери липкости.
6.1.4. При заполнении шва полимерными герметиками грунтовка торцевых поверхностей бетона, образующих шов, производится обработкой (напылением, покраской) материалом герметика.
6.1.5. Герметик (герметизирующие полимерные и полимербитумные мастики, эластомеры), используемый для заполнения швов в тонкостенных бетонных конструкциях, не должен вытекать и выдавливаться из шва в эксплуатационный период работы сооружения, но должен:
при технологических температурах иметь подвижность, позволяющую заполнять шов заливкой;
быть водоустойчивым, морозоустойчивым и долговечным;
иметь высокую длительную прочность сцепления с поверхностью бетона в шве;
быть трещиноустойчивым на морозе;
сохранять прочность и сплошность при всех расчетных деформациях шва и всех действующих на него в шве нагрузках и воздействиях;
работать в шве в обжатом состоянии при величине обжатия, превышающем действующее на шов давление воды.
6.1.6. Для заполнения деформационных швов в тонкостенных бетонных конструкциях, расположенных в районах с суровыми климатическими условиями, рекомендуются полимербитумные герметики следующих составов (% по массе):
битум БНД 60/90 - 80 - 90;
каучук (эластомер) - 10 - 20.
В качестве полимеров (эластомеров) в составе герметика могут быть использованы:
дивинилстирольный термоэластопласт ДСТ;
дивинилстирольный синтетический каучук СКД;
бутилкаучук марки А;
этиленпропиленовый каучук СКЭПТ;
сополимер этилена с пропиленом СЭП-1.
6.2. Ремонт шпонок малого сечения (рис. 3).
6.2.1. В устье шпонки разбирается бетон под установку металлического оголовка.
6.2.2. Устанавливается металлический оголовок с анкерным креплением и заделывается разобранная полость бетона цементным раствором.
6.2.3. Через металлический оголовок разбуривается канал для удаления из шпонки асфальтового заполнителя (в том числе мусора) для установки в нем нагревательного прибора, состоящего из трубы диаметром 50 мм и арматурного стержня диаметром 16 мм с асбоцементными прокладками.
6.2.4. В пробуренный в шпонке канал устанавливается нагревательный прибор, который в процессе его погружения в шпонку наращивается.
6.2.5. После каждого цикла разогрева асфальтового материала заполнения шпонки нагревателем производится обжатие материала заполнения давлением сжатого воздуха и дозаливка полости шпонки новой порцией асфальтовой мастики. Этот процесс продолжается до тех пор, пока не прекратится фильтрация воды через шов.
Процесс уплотнения асфальтового материала сжатым воздухом можно заменить уплотнением за счет пригрузки его бетонным штампом. Размеры бетонного штампа определяются конфигурацией полости шпонки.

Рис. 3. Ремонт шпонок малого сечения:
а - создание дополнительного давления на торце шпонки; б - замена материала заполнения на более вязкий; в - устройство трубчатого электронагревателя; г - пригрузка бетонным штампом; д - устройство запасной шахты и заполнение асфальтовым материалом с заданной вязкостью; 1 - асфальтовая шпонка; 2 - бетон сооружения; 3 - опрессовка; 4 - электронагреватель; 5 - бетонный вкладыш; 6 - дополнительная шпонка
6.2.6. В случае, если опрессовка не дает необходимого эффекта, производится бурение дополнительной шахты под новую шпонку диаметром не менее 22 см с установкой в ней электронагревателя и заливкой полости шпонки асфальтовой мастикой с последующим ее прогревом.
6.2.7. Заливка полости шпонки может при этом производиться двумя способами:
при возможности осушения пробуренной скважины ее полость заполняется самотеком асфальтовой мастикой, разогретой до 160 °С (при изготовлении на вязком строительном битуме) и до 180 °С (на строительном битуме);
при невозможности осушения скважины ее заполнение может быть осуществлено: через трубу нагнетанием (через автоклав или насосом); самотеком через трубу, постоянно поднимаемую по мере заполнения скважины; заливкой под воду через верхний конец скважины.
6.2.8. При нагнетании асфальтовой мастики через трубу следует установить в полость вновь пробуренной шпонки по ее центру электронагреватель, а затем через нагнетательную трубу произвести заливку полости шпонки, одновременно включив трубчатый электронагреватель. После заполнения скважины питательная труба вынимается наружу. Заполнение производится поэтапно.
6.2.9. Время заполнения скважины асфальтовой мастикой через трубу нагнетанием определяется по времени проявления ее «отказа» при нагнетании.
6.2.10. При заливке разогретого до 160 °С асфальтового материала в воду происходит парообразование, что может привести к возникновению в нем неплотностей. Для уплотнения в полости шпонки пористого асфальтового материала необходимо произвести дополнительный его электрообогрев. В этом случае поры в асфальтовом материале, частично заполненные водой и паром, будут обезвожены, что даст возможность добиться необходимой водонепроницаемости новой шпонки.
6.3. Ремонт шпонок большого сечения.
6.3.1. Одним из наиболее реальных способов ремонта шпонок большого сечения является их разогрев имеющимися в полости шпонок электронагревателями с последующей их дозаливкой асфальтовой мастикой.
6.3.2. В случае, если указанным в п. 6.3.1. способом невозможно прекратить фильтрацию воды через уплотнение, то необходимо перед фильтрующей шпонкой большого сечения пробурить временную шпонку малого сечения (по пп. 6.2.6 - 6.2.9) и под ее защитой произвести ремонт основного уплотнения, а именно:
очистить шпонки и участок полости шва между ними от асфальтового материала и мусора;
заделать швы и щели между плитами-оболочками и бетоном (рис. 4, 5);
смонтировать и установить в полости шпонки трубчатый электронагреватель;
залить шпонки асфальтовой мастикой (см. пп. 6.2.7. - 6.2.9).

Рис. 4. Восстановление водонепроницаемости уплотнения деформационного шва, выполненного неудаляемыми железобетонными корытами, при наличии обходной фильтрации по контакту железобетонные корыта - бетон сооружения:
1 - шов; 2 - железобетонное корыто; 3 - асфальтовая мастика; 4 - инъекционные скважины; 5 - напорная грань; 6 - инъекционное заполнение контактного шва

Рис. 5. Усиленный вариант ремонта асфальтового уплотнения, выполненного в железобетонных коробах путем устройства дополнительного асфальтового уплотнения и цементации зоны контакта железобетонного короба и массива бетона:
1 - деформационный шов; 2 - железобетонный короб; 3 - асфальтовая мастика; 4 - дополнительная асфальтовая шпонка; 5 - смотровой колодец; 6 - цементационные скважины; 7 - зона инъекционного заполнения асфальта
6.3.3. Переносной электронагреватель (рис. 6) представляет собой установленный в направляющей втулке трубчатый электронагреватель, снабженный на нижнем его конце конической насадкой, и крестовидной приставкой, на которую передается вертикальное давление от домкратов. До передачи усилия на нагреватель от домкратов его включают для разогрева ближайшего к нему слоя асфальтового материала заполнения шва. После этого электронагреватель при помощи домкратов вдавливают в материал заполнения шва и разогревают его. В ходе вдавливания в шов и разогрева в нем асфальта электронагреватель наращивают.
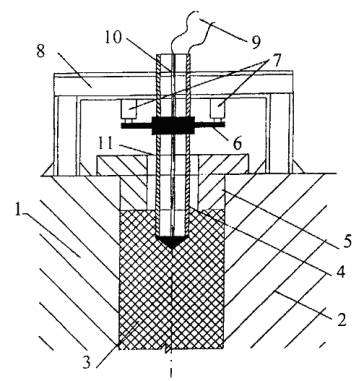
Рис. 6. Переносной электронагреватель:
1 - секция первой очереди бетонирования; 2 - секция второй очереди бетонирования; 3 - асфальтовый материал заполнения; 4 - переносной трубчатый электронагреватель; 5 - направляющая втулка; 6 - крестовина, монтируемая на переносном электронагревателе; 7 - домкраты; 8 - жесткая опорная рама с направляющим отверстием; 9 - электропитание нагревателя; 10 - внутренний электрод d = 12 - 14 мм; 11 - наружный электрод в виде трубы d = 50 мм
6.4. Ремонт фильтрующих уплотнений, выполненных из металлических диафрагм.
6.4.1. При фильтрации воды в обход уплотнения, выполненного из металлических диафрагм, могут быть рекомендованы следующие ремонтные технологии (рис. 7):
цементация или битумизация деформационного шва, расположенного между уплотнением и смотровым колодцем;
устройство дополнительной асфальтовой шпонки, пробуренной в шве между уплотнением и смотровым колодцем;
заполнение асфальтовой мастикой смотрового колодца в целях образования нового асфальтового уплотнения;
проведение инъекционных работ в зоне установки металлических диафрагм.
6.4.2. Цементация или битумизация деформационного шва, расположенного между металлическими диафрагмами, производится по общим правилам проведения этих работ, рассмотренных подробно в существующих нормативных документах (см. Временная инструкция по проектированию и устройству деформационных швов гидротехнических сооружений / ВНИИГ. Л. 1978).

Рис. 7. Варианты ремонта уплотнений из металлических диафрагм
а - цементация шва между металлическими диафрагмами: I - скважины первой очереди цементации; II - скважины второй очереди цементации;
1 - металлическая диафрагма; 2 - инъекционное заполнение шва;
б - бурение и устройство дополнительной асфальтовой шпонки: 1 - металлическая диафрагма; 3 - дополнительная асфальтовая шпонка; 7 - смотровой колодец;
в - заполнение асфальтовой мастикой смотрового колодца: 1 - металлическая диафрагма; 4 - смотровой колодец, заполненный асфальтовой мастикой;
г - инъекция в зоне расположения металлических диафрагм: 1 - металлическая диафрагма; 5 - цементационные трубы; 6 - зона цементации; 7 - смотровой колодец
6.4.3. Устройство дополнительной асфальтовой шпонки, пробуренной перед первым рядом уплотнений или за последним рядом диафрагм, производится в соответствии с рекомендациями, изложенными в п. 6.2.6 - 6.2.9.
6.4.4. При наличии за фильтрующим асфальтовым уплотнением, выполненным в виде шпонки большого сечения смотрового колодца, можно произвести его заполнение горячей асфальтовой мастикой или асфальтовым раствором (см. п. 6.2.7 - 6.2.9).
6.4.5. При невозможности проведения ремонтных работ в соответствии с рекомендациями, приведенными в п. 6.4.2 - 6.4.4, производится бурение инъекционных скважин диаметром не более 76 мм по контуру установки металлических диафрагм или наклонных скважин с последующим проведением инъекционных работ по омоноличиванию контакта бетон секций - металлическая диафрагма (рис. 8). Бурение скважин и последующая цементация контакта производится по общим правилам проведения цементационных работ.
6.5. Ремонт горизонтальных уплотнений.
6.5.1. Горизонтальные уплотнения, предназначенные для преграждения пути фильтрации вод в шов из основания сооружения, практически не подлежат ремонту, за исключением следующих случаев:
горизонтальное уплотнение соединено с вертикальным асфальтовым уплотнением;
горизонтальное уплотнение проходит по днищу смотровой галереи.
6.5.2. Если горизонтальное асфальтовое уплотнение соединено с вертикальным асфальтовым уплотнением, то ремонт его возможен за счет опрессовки материала вертикального уплотнения и передачи дополнительного давления через него на асфальтовый материал заполнения горизонтального шва. Это приводит к дополнительному его уплотнению и ликвидации пустот и пор в асфальтовом материале заполнения горизонтального уплотнения. Работы проводятся в соответствии с рекомендациями, приведенными в п. 6.2.1 - 6.2.5.
6.6. Ремонт контурных уплотнений.
6.6.1. При невозможности сброса верхнего бьефа ремонт контурных уплотнений на напорной грани сводится к следующим операциям (рис. 8):
непосредственно за фильтрующим вертикальным контурным уплотнением бурятся две скважины. Первая скважина служит для устройства ремонтного уплотнения под асфальтовую шпонку, вторая - для выполнения ограждающего устройства. Диаметр бурения скважин и расстояние между ними назначаются в конкретных проектах на ремонт уплотнения; после бурения скважина меньшего диаметра выполняет роль ограждающей конструкции путем заполнения ее цементным или цементно-глинистым раствором в зависимости от назначения деформационного шва; в низконапорных сооружениях ограждающая конструкция может быть выполнена путем заполнения скважины просмоленным канатом, паклей или деревянным кругляком;
при выполнении ограждающего устройства целесообразно предварительно установить в полости скважин пластмассовую или резиновую трубу, которая затем заполняется цементным раствором;
существующее контурное уплотнение используется как ограждающая конструкция против вытекания асфальтовой мастики при заполнении ею скважины большего сечения;
после выполнения ограждающего устройства производится заполнение полости шпонки асфальтовой мастикой в соответствии с рекомендациями, изложенными в п. 6.2.6 - 6.2.9.
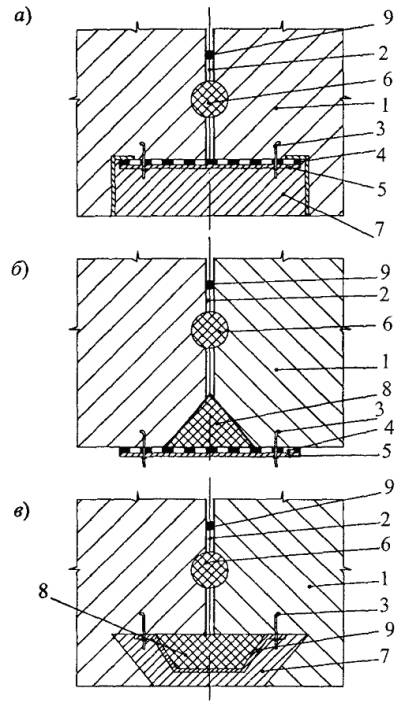
Рис. 8. Ремонт контурных уплотнений:
а - внешний компенсатор; б - шпонка на поверхности; в - шпонка внутри;
1 - бетон; 2 - шов; 3 - анкер; 4 - асфальтовый мат; 5 - накладки из листового железа; 6 - дополнительная асфальтовая шпонка; 7 - штрабной бетон; 8 - асфальтовая шпонка; 9 - ограждающая конструкция
6.6.2. Если имеется возможность сброса воды верхнего бьефа или понижение отметки бьефа, то контурное уплотнение ремонтируется одним из следующих двух способов:
устройство внешних непроницаемых поверхностных компенсаторов;
устройство асфальтовых шпонок.
6.6.3. Внешние компенсаторы могут выполняться в виде резиновых лент, пластмассовых полос или рулонных асфальтовых материалов, например, асфальтовых матов. Для этого производятся следующие технологические операции:
устраивается штрабная полость по шву путем вырубки бетона;
бурятся скважины для установки анкерных болтов;
производится установка анкерных болтов для крепления ограждающих конструкций;
производится установка водонепроницаемого элемента (резинового, пластмассового или асфальтового);
укладывается технический войлок;
устанавливается металлический лист ограждения и производится крепление его к анкерным болтам.
6.6.4. Для создания асфальтовой шпонки выполняются следующие работы:
вырубается штраба в бетоне в виде «ласточкина хвоста» размером не менее 20´20 см;
бурятся скважины под анкерные болты и производится их установка;
устанавливается металлический лист ограждения по уплотняющему слою просмоленного войлока;
полость шпонки заливается асфальтовой мастикой в соответствии с рекомендациями, изложенными в пп. 6.2.6 - 6.2.9.
6.6.5. Ремонт контурных уплотнений, находящихся внутри сооружения (например, в машинном зале, потерне и др. служебных помещениях) и пересекающих деформационные швы, выполняется в соответствии с рекомендациями, изложенными в п. 6.6.2 (рис. 9).

Рис. 9. Устройство контурных ремонтных уплотнений швов внутри сооружения (галереи, машинный зал, потерны):
1 - асфальтовая шпонка; 2 - шов; 3 - металлический компенсатор; 4 - промасленный войлок; 5 - прижимные листы; 6 - анкерное крепление; 7 - пороизол; 8, 9 - секции бетонирования; 10 - уплотнение из цементной шпонки
7. КОНТРОЛЬ КАЧЕСТВА РЕМОНТНЫХ РАБОТ
7.1. При проведении цементационных работ при ремонте уплотняющих конструкций деформационных швов оценку результатов ремонта следует проводить на основе визуального осмотра состояния швов по смотровым колодцам или потернам.
7.2. Контроль качества включает в себя также и оперативную проверку качества используемых материалов, состава раствора, соответствие технологии ремонта проектным требованиям. С этой целью, при производстве ремонтных работ инъекционным способом, должны заполняться журналы цементации, акты, ведомости, отражающие соблюдение проектных требований к технологии и материалам.
7.3. При приемке ремонтных работ должны предъявляться следующие документы:
исполнительные чертежи;
результаты испытания цементов и добавок;
журналы опытного гидроопробования;
акты приемки скважин;
акты испытания контрольных скважин;
акты ликвидации скважин;
сводный отчет по проведенным работам.
7.4. При приготовлении асфальтовых заливочных смесей должны контролироваться:
качество применяемых исходных материалов;
точность дозировки битума и минеральных материалов согласно принятому в проекте составу асфальтовых заливочных материалов (смесей);
температурный режим приготовления смеси и температура ее при выдаче к заливке в полость шпонки или шва;
качество готовой смеси и ее соответствие требованиям.
7.5. Состав асфальтовых заливочных смесей должен подбираться лабораторным способом в зависимости от их назначения и свойств исходных материалов для каждого конкретного объекта.
7.6. Температура асфальтовой мастики при заливке полости шпонки должна быть не выше 160 °С при приготовлении ее на вязком дорожном битуме и не выше 180 °С - на строительном битуме, соответственно не ниже 140 и 160 °С.
7.7. При использовании асфальтовых заливочных смесей контролируется их плотность, которая должна составлять 1,7 - 1,8 т/м3.
8. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РЕМОНТЕ УПЛОТНЕНИЙ ДЕФОРМАЦИОННЫХ ШВОВ
8.1. При производстве асфальтовых работ независимо от подчиненности строительных организаций должны соблюдаться правила и нормы техники безопасности, включенные в СНиП 12-04-2002, в первую очередь, раздел «Изоляционные работы».
8.2. Строительно-монтажная организация обязана обеспечивать рабочих и служащих спецодеждой, спецобувью, полностью укомплектованными аптечками, предохранительными приспособлениями, респираторами, а площадку выполнения работ - чистой водопроводной водой. К работе допускаются лишь лица, прошедшие инструктаж по технике безопасности, а производители работ, мастера и инженерно-технический персонал проходят проверку знаний и правил техники безопасности. Рабочие должны проходить предварительный и периодический медицинский осмотры. К производству асфальтовых работ допускаются рабочие не моложе 18 лет.
8.3. Цементационные установки и растворные узлы должны быть закрыты от ветра и дождя, а при работе в зимнее время помещения, где размещаются механизмы, должны быть утеплены и отапливаться.
8.4. Хранение в помещении цементационных установок и растворных узлов горюче-смазочных, воспламеняющихся и вредных химических веществ запрещается.
8.5. Все отрытые и движущиеся части цементационных механизмов и машин должны быть снабжены ограждениями, исключающими возможность травмирования людей и попадания в механизмы и машины посторонних предметов.
8.6. Электронагреватели и пусковая аппаратура буровых и цементационных машин должны быть защищены от попадания на них воды и раствора.
8.7. После окончания монтажа все трубопроводы для цементного раствора и воды, работающие под давлением, должны быть испытаны при давлении, превышающем в 1,5 раза максимальное рабочее давление.
8.8. Наладка, смазка и ремонт буровых и цементационных механизмов без их остановки запрещается.
8.9. Пуск цементационных насосов должен производиться при полностью открытом кране растворовода.
8.10. Соединения напорных рукавов должны производиться с использованием быстроразъемных элементов.
8.11. При нагнетании раствора необходимо следить за стабильностью положения тампона, при обнаружении выдавливания тампона из скважины нагнетание должно быть приостановлено и тампон закреплен.
8.12. Разборка магистралей, насосов, установка тампона должны производиться только после полного снятия давления в системе.
8.13. В нерабочее время все механизмы и оборудование цементационных работ должны находиться в положении, исключающем возможность пуска механизмов посторонними лицами.
СОДЕРЖАНИЕ