ВРЕМЕННЫЕ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
ПО РАСЧЕТУ ВЫБРОСОВ ЗАГРЯЗНЯЮЩИХ ВЕЩЕСТВ
В АТМОСФЕРНЫЙ ВОЗДУХ
ПРЕДПРИЯТИЯМИ ДЕРЕВООБРАБАТЫВАЮЩЕЙ
ПРОМЫШЛЕННОСТИ
Издание второе
(переработанное и дополненное)
Петрозаводск
1992 г.
ЧИП «ЭКО-ПРОГНОЗ»
УТВЕРЖДАЮ
Зам. министра
Министерства охраны природы
и рационального использования
природных ресурсов РФ
Н.Г. Рыбальский
«____» _________________ 1992 г.
СОГЛАСОВАНО
Начальник отдела
экологического нормирования
и метрологии Минприроды РФ
В.Т. Григорьян
«____» _________________ 1992 г.
Временные
методические указания
по расчету выбросов загрязняющих веществ в атмосферный воздух
предприятиями деревообрабатывающей промышленности
(издание второе, переработанное и дополненное)
Директор «Эко-Прогноз» Е.Б. Соснина
Петрозаводск
1992
Издание второе «Временные методические указания по расчету выбросов загрязняющих веществ в атмосферный воздух предприятиями деревообрабатывающей промышленности» разработано предприятием «Эко-Прогноз».
Директор предприятия Соснина Е.Б.
Разработчики - ведущие специалисты:
Тимофеева Л.М.
Макарова С.Г.
Булдакова С.А.
Чехонина И.В.
Русанова Т.В.
Настоящее сокращенное и отредактированное издание «Временных методических указаний по расчету выбросов загрязняющих веществ в атмосферный воздух предприятиями деревообрабатывающей промышленности» подготовлено НИИ Атмосфера.
Содержание документа соответствует изложенному в действующих (по состоянию на 01.2001 г.) разделах упомянутых выше «Временных методических указаний ...».
СОДЕРЖАНИЕ
Общая часть.
Введение.
Современная деревообрабатывающая промышленность, производство мебели, фанеры, древесностружечных (ДСП) и древесноволокнистых (ДВП) плит имеют разнообразные виды отходов, загрязняющих окружающую среду.
Отдельные технологические процессы указанных производств сопровождаются выделением и выбросом в атмосферу загрязняющих веществ. Последние образуются как в основных технологических процессах, так и во вспомогательных подразделениях (котельные, сварочные посты, кузницы и т.д.).
От технологических линий в атмосферу поступают твердые пылевидные отходы - древесная и лакокрасочная пыль, а также парогазовоздушные отходы: летучие компоненты лакокрасочных материалов и растворителей, пары смолосодержащих клеевых материалов.
В настоящих Методических указаниях:
• приведены термины и определения, связанные с охраной воздушного бассейна;
• дана оценка по образованию выбросов от основных технологических процессов;
• систематизирован и обобщен вспомогательный материал для производства расчетов.
Методические указания служат пособием для работников служб охраны окружающей среды при заполнении формы статотчетности 2-ТП (воздух), разработке мероприятий по охране окружающей среды, для оценки выбросов загрязняющих веществ в атмосферу предприятиями деревообрабатывающей промышленности при разработке нормативов ПДВ (ВСВ).
1.1. Источники загрязнения атмосферы.
Под источниками загрязнения атмосферного воздуха понимаются: производство, технологический процесс или операция, в ходе которых образуются и выделяются загрязняющие вещества.
Источники загрязнения атмосферного воздуха состоят из источников выделения и источников выброса загрязняющих веществ в атмосферу.
Источником выделения загрязняющих веществ называется технологический агрегат (установка, устройство и т.п.), выделяющий в процессе эксплуатации загрязняющие вещества.
Источником выброса загрязняющих веществ называется устройство (труба, аэрационный фонарь, вентиляционная шахта...), посредством которого осуществляется выброс загрязняющих веществ в атмосферу.
Источники выбросов подразделяются на организованные и неорганизованные.
1.2. Термины и определения.
|
Организованный промышленный выброс |
Промышленный выброс, поступающий в атмосферу через специально сооруженные газоходы, воздуховоды и трубы. |
|
Неорганизованный промышленный выброс |
Промышленный выброс, поступающий в атмосферу в виде потоков газа в результате нарушения герметичности оборудования, отсутствия или неудовлетворительной работы оборудования по отсосу газа в местах разгрузки, выгрузки и хранения продукта. |
|
Предельно-допустимая концентрация примеси в атмосфере, ПДК |
Максимальная концентрация примеси в атмосфере, отнесенная к определенному времени осреднения, которая при периодическом воздействии или на протяжении всей жизни человека не оказывает на него вредного действия, включая отдаленные последствия, и на окружающую среду в целом. |
|
Примесь в атмосфере |
Рассеянное в атмосфере вещество, не содержащееся в ее постоянном составе. |
|
Запыленность газа |
Массовая концентрация пыли в газе. |
|
Загрязнение атмосферы |
Изменение состава атмосферы в результате наличия в ней примесей. |
|
Мощность выброса |
Количество выбрасываемого в атмосферу вещества в единицу времени. |
|
Инвентаризация выбросов |
Систематизация сведений о распределении источников на территории, количестве и составе выбросов. |
|
Очистка газа |
Отделение от газа или превращение в безвредное состояние загрязняющих атмосферу веществ. |
|
Дымовой газ |
Газ, выделяемый источником загрязнения атмосферы при сгорании топлива. |
|
Промышленная пыль |
Пыль, входящая в состав промышленного выброса. |
|
Очищенный газ |
Газ, подвергнутый очистке в очистных сооружениях до требуемой чистоты. |
|
Санитарная очистка газа |
Очистка газа от остаточного содержания в газе загрязняющего вещества, при котором обеспечивается соблюдение установленных для последнего предельно-допустимых концентраций в воздухе населенных мест и производственных помещений. |
|
Газоочистной (пылеулавливающий) аппарат |
Элемент газоочистного (пылеулавливающего) сооружения, в котором осуществляется определенный избирательный процесс улавливания твердых, жидких и газообразных веществ, содержащихся в отходящих газах или вентиляционном воздухе. |
|
Газоочистное (пылеулавливающее) устройство |
Сооружение, предназначенное для улавливания из отходящих газов или вентиляционного воздуха содержащихся в них вредных примесей с целью предотвращения загрязнения атмосферы и состоящее из одного или нескольких газоочистных (пылеулавливающих) аппаратов, тягодутьевых машин вспомогательного оборудования и коммуникаций. |
|
Удельные выделения загрязняющего вещества |
Количество вредного вещества, выделяющееся в ходе переработки или перемещения единицы массы материала или в единицу времени работы единицы оборудования. |
|
Удельный выброс загрязняющих веществ (удельный выброс) |
Количество вредных веществ, выбрасываемых в атмосферу при производстве единицы продукции, при производстве единицы энергии. |
|
Предельно-допустимый выброс (ПДВ) |
Научно-технический норматив, устанавливаемый для каждого конкретного источника загрязнения атмосферы при условии, что выбросы вредных веществ от него и всей совокупности источников города или другого населенного пункта с учетом их рассеивания и превращения в атмосфере, а также перспектив развития предприятий не создадут приземных концентраций, превышающих установленные нормативы качества воздуха. |
|
Валовый выброс |
Часть валового выделения загрязняющего вещества, поступающая в атмосферу за отчетный период времени. |
|
Нормальные условия газового состояния |
Состояние газа, приведенное к температуре 0 °С и давлению 101,325 кПа. |
|
Стандартные условия газового состояния |
Состояние газа при температуре 20 °С и давлении 101,325 кПа. |
|
Рабочие условия газового состояния |
Состояние газа при данных температуре и давлении. |
|
Вентиляция |
Организованный воздухообмен, способствующий поддержанию требуемых параметров в воздухе рабочих помещений (гигиенических, технологических и пожароопасных), а также комплекс технических средств реализации воздухообмена. |
1.3. Общие положения и организация проведения работ по инвентаризации источников выбросов загрязняющих веществ в атмосферу [18].
Инвентаризация выбросов производится на предприятии с целью учета поступления в атмосферу загрязняющих веществ, разработки мероприятий по их улавливанию и обезвреживанию, установления предельно допустимых (ПДВ) и временно согласованных (ВСВ) выбросов.
2. Количественный и качественный состав выбросов загрязняющих веществ в атмосферный воздух от основных технологических процессов.
2.1. Классификация источников газопылевых выбросов.
На рис. 2.1 приводится классификация источников загрязнения атмосферного воздуха основными технологическими процессами деревообрабатывающей промышленности.
Настоящая методика содержит расчетные формулы и удельные показатели выделений (выбросов) загрязняющих веществ от ряда основных производственных процессов и оборудования, изученных достаточно хорошо с точки зрения воздействия их на атмосферный воздух.
Определение качественного и количественного состава газовыделений от других технологических процессов, таких как количественное выделение фенола, формальдегида, метанола при сушке древесины и др. требуют дальнейшей проработки.
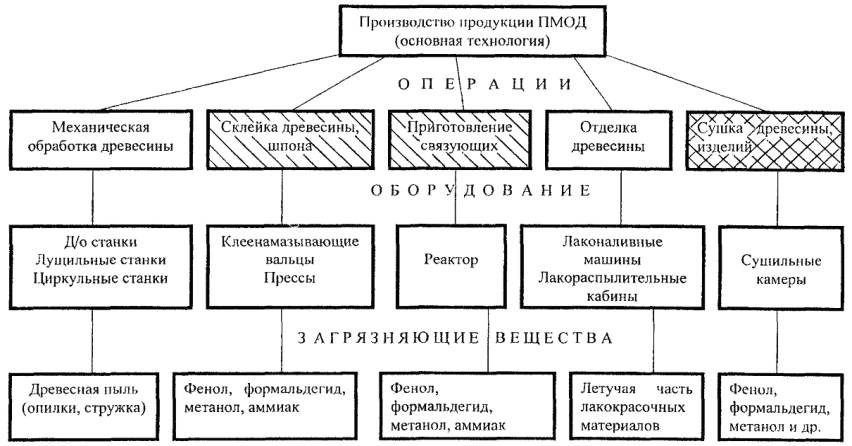
Рис. 2.1. Классификация источников загрязнения газопылевых выбросов предприятий механической обработки древесины
![]() - достаточно хорошо изучен
- достаточно хорошо изучен ![]() - изучен недостаточно
- изучен недостаточно ![]() - практически не изучено
- практически не изучено
2.2. Определение количественного и качественного состава выбросов загрязняющих веществ в атмосферный воздух от основных технологических процессов.
2.2.1. Деревообрабатывающее производство [1, 6, 13].
Механическая обработка древесины связана с выделением загрязняющих веществ (древесная пыль, опилки, стружка). В лесопильных цехах при распиловке лесоматериалов хвойных и лиственных пород образуется кора, горбыль, опилки. Древесная пыль от лесорам не выделяется. В деревообрабатывающих цехах в процессах раскроя пиломатериалов на заготовки и рейки, в цехах по изготовлению оконных и дверных блоков, дверей, досок пола, паркета, плинтусов, заготовок мебели, товаров культбыта, тары и др. выделяется древесная пыль. Источниками выделения древесной пыли являются циркульные пилы, торцовочные станки, станки фуговальные, рейсмусовые, сверлильные, фрезерные, строгальные, шипорезные, шлифовальные и др. (Приложение 2.2.1.). При производстве этих операций образуется пыль различной крупности (Приложение 2.2.2.). Содержание пыли в отходах при различных технологических процессах обработки древесины приведено в Приложении 2.2.3. Рекомендуемые скорости течения воздушного потока для перемещения измельченной древесины даны в Приложении 2.2.4.
Источниками выбросов древесной пыли в атмосферу являются трубы пылеулавливающих сооружений.
Количество пыли, образующееся при обработке древесины на деревообрабатывающих станках (т/год), определяется по формуле:
![]() (2.1)
(2.1)
где: Мп - количество пыли, образующейся при обработке древесины, (т/год);
У - удельный показатель пылеобразования на единицу оборудования (кг/ч), по Приложению 2.2.1. (графа 4);
Т - время работы технологического оборудования (ч/год).
Определение времени работы технологического оборудования (формула 4.1.).
Для источников выделения, необеспеченных газоочисткой, количество пыли (т/год), поступающей в атмосферу, определяется по формуле:
![]() (2.2)
(2.2)
где: К0 - коэффициент эффективности местных отсосов, принимается равным 0,9 (при необходимости уточняется на основе инструментальных замеров). Остальные обозначения те же.
Для обеспеченных газоочисткой источников выделения, количество пыли (т/год), поступающей в атмосферу, определяется по формуле:
![]() (2.3)
(2.3)
где: η - степень очистки воздуха пылеулавливающим оборудованием, (%), определяется по результатам последних наладочных испытаний или паспортным данным. В случае отсутствия последних по Приложению 2.2.5. Формула применима в том случае, если время работы технологического оборудования равно времени работы пылеулавливающей установки. При меньшем времени работы пылеулавливающей установки (ремонт или др. причины) по сравнению со временем работы технологического оборудования количество выбрасываемого в атмосферу загрязняющего вещества (т/год) определяется по формуле:
![]() (2.4)
(2.4)
где: Мпат. - количество пыли, поступающей в атмосферу, (т/год);
Тг - продолжительность работы пылеулавливающего аппарата (одновременно с работой технологического оборудования), ч/год.
Основным показателем, характеризующим работу пылеулавливающих аппаратов в конкретных условиях их применения, является степень очистки (%).
![]() (2.5)
(2.5)
где: Мул. - масса частиц пыли, улавливаемых в аппарате на единицу времени;
Мвх. - масса частиц пыли, поступающих в аппарат в единицу времени;
- отношение Мул./Мвх. - коэффициент очистки К.
Если считать, что объем воздуха, поступающего в аппарат в единицу времени, равен объему воздуха на выходе из аппарата, т.е. отсутствуют подсосы и утечки воздуха в пределах аппарата, то коэффициент проскока можно представить как отношение расходной концентрации пыли на выходе из аппарата С2, мг/м3, к расходной концентрации на входе в аппарат С1 мг/ м3:
Е = С2 / С1 (2.6)
Приведенные параметры, формы, понятия, относящиеся к очистке выбросов, подразумевают улавливание пылевидных частиц, т.е. частиц с медианным диаметром до 200 мкм.
Определение валового выделения древесной пыли.
Валовое выделение древесной пыли представляет собой сумму выделений от всех технологических процессов и оборудования механической обработки древесины предприятия.
Мобщ. = Мп1 + Мп2 + ... + Мп (2.7)
где: Мобщ. - валовые выделения пыли от всех технологических агрегатов, (т/год);
Мп1, Мп2... Мп - количество пыли, образующейся при обработке древесины на деревообрабатывающих станках, (т/год), определяется по формуле 2.1.
2.2.2. Производство щепы.
В производстве щепы источниками выделения древесной пыли являются рубительные машины различных марок (в зависимости от назначения производимой щепы: МРБ-1 - для получения топливной щепы из отходов лесопиления, МРН-25 - для получения технологической щепы из отходов лесопиления и маломерных круглых пиломатериалов, МРГ-35 - для получения технологической щепы из низкокачественной древесины, отходов лесопиления и др.), дробильные установки сортировки щепы (СЩ-02, СЩ-1М(60), СЩ-1, СЩ-120 и др.).
Источниками выбросов в атмосферу являются трубы пылеуловителей, трубопроводы в местах разгрузки щепы, открытые склады хранения щепы.
Количество пыли, выделяющейся при производстве технологической щепы, (т/год), определяется по формуле:
![]() (2.8)
(2.8)
где: Q - расчетная часовая производительность пневмотранспортера, кг/ч;
Кпщ. - содержание пыли в щепе, %. (Приложение 2.2.3);
Т - продолжительность работы технологического оборудования, ч/год;
Мпщ. - количество пыли, выделяющейся при производстве щепы, (т/год).
Расчетная часовая производительность пневмотранспортера определяется по формуле [1]:
![]() (2.9)
(2.9)
где: Vотх. - выход измельченных отходов по годовому балансу сырья и материалов, м плотной древесины/год;
γм - средняя объемная масса материала, кг/м3 плотной древесины (Приложение 2.2.6.3);
Т - число часов работы технологического оборудования в год;
1,15 - коэффициент, учитывающий неравномерность загрузки технологического оборудования.
Количество пыли, выбрасываемой в атмосферу, определяется по формулам раздела 2.2.1. (в зависимости от обеспеченности пылеулавливающими установками).
2.2.3. Производство ДСП [6, 30].
В производстве древесностружечных плит при изготовлении и сортировке щепы, изготовлении стружки, при механической обработке плит (обрезка, шлифование, раскрой) выделяются отходы древесины, в т.ч. древесная пыль. В процессе пропитки стружки смолой, горячего прессования, охлаждения, выдержки плит выделяются вредные парогазовоздушные смеси из расходуемых смолосодержащих материалов.
Количество вредных веществ, образующихся при механической обработке древесины, рассчитывается по формулам раздела 2.2.1.
Количество свободного формальдегида и фенола (кг/ч, т/год), поступающих в атмосферу, следует определять по формуле:
![]() (2.10)
(2.10)
где: В - расход смолы, (кг/ч, т/год);
j - содержание свободного формальдегида и фенола в составе смолы, %, (Приложение 2.2.7 - 2.2.9);
Кф - коэффициент поступления свободного формальдегида и фенола в атмосферу, принимается равным - 0,4.
В атмосферу поступает 40 % от валового количества свободного формальдегида и фенола, которые распределяются по участкам. Распределение валового количества фенола и формальдегида по участкам:
- участок размещения главного конвейера и пресса - 36 %;
- участок приготовления связующих - 3,7 %;
- склад готовой продукции - 0,3 %.
Итого: 40,0 %.
Из этого количества могут выбрасываться в атмосферу:
- точечными источниками - 90 %;
- линейными - 10 %.
Количество формальдегида и аммиака (кг/ч), поступающих в атмосферу при использовании смол, содержащих эти компоненты, определяется по формуле:
М = В·q·103 (2.11)
где: В - расход смолы, кг/ч;
q - удельное содержание формальдегида или аммиака на 1 кг расходуемой смолы (таблица 2.1), г/кг.
Таблица 2.1.
Удельные выделения загрязняющих веществ, поступающих в воздушный бассейн от процессов склеивания смолами (г/кг) [43].
|
Формальдегид |
Аммиак |
|
|
0,3 |
1,2 |
- |
|
0,5 |
2,0 |
- |
|
1,0 |
4,0 |
1,88 |
|
1,2 |
4,81 |
2,1 |
2.2.4. Производство фанеры [6, 30, 43].
Фанера представляет собой материал, состоящий из 3-х или более листов шпона, склеенных в плоский лист со взаимно-перпендикулярным расположением волокон древесины в смежных слоях (при нечетном числе листов шпона) или со взаимно параллельным направлением волокон 2-х средних слоев при четном числе слоев шпона. На всех этапах технологического процесса производства фанеры происходит выделение загрязняющих веществ.
Таблица 2.2.
Выделение загрязняющих веществ по этапам технологического процесса производства фанеры
|
Участок производства фанеры |
Загрязняющее вещество |
|||
|
Пыль |
Фенол |
Формальдегид |
Аммиак |
|
|
Участок разделки фанерного сырья |
+ |
- |
- |
- |
|
Участок лущения чураков |
+ |
- |
- |
- |
|
Участок сортировки шпона |
+ |
- |
- |
- |
|
Участок починки шпона |
+ |
- |
- |
- |
|
Участок обрезки слоеной фанеры |
+ |
- |
- |
- |
|
Участок сортировки фанеры |
+ |
- |
- |
- |
|
Участок упаковки фанеры |
+ |
- |
- |
- |
|
Участок производства древесных слоистых пластиков |
+ |
+ |
+ |
- |
|
Участок склеивания шпона |
- |
+ |
+ |
+ |
|
Участок приготовления смол |
- |
+ |
+ |
+ |
При сушке шпона топочными газами состав загрязняющих веществ, выбрасываемых в атмосферу, зависит от вида топлива.
Расчет количества загрязняющих веществ при механической обработке древесины производится по формулам раздела 2.2.1.
Определение валового выделения загрязняющих веществ при производстве фанеры.
Масса загрязняющих веществ (кг/ч, т/год), поступающих в атмосферу, зависит от состава смолы и содержания в ней свободного формальдегида и фенола.
![]() (2.12)
(2.12)
где: В - количество расходуемой смолы (кг/ч, т/год);
j - содержание свободного формальдегида или фенола в составе смолы, %, (Приложение 2.2.7, 2.2.8);
Кф - коэффициент поступления свободного формальдегида или фенола в атмосферу (50 % от валового количества свободных фенола и формальдегида остается в продукции), принимается равным - 0,5.
Возможное распределение валового количества формальдегида и фенола по источникам и участкам [6].
По источникам:
- точечные источники - 90 %;
- линейные источники - 10 %.
По участкам:
- на клеевых вальцах - 10 %;
- на сушилках намазанного шпона и горячих прессах - 75 %;
- от камер охлаждения - 15 %.
Вопрос распределения выбросов по участкам технологического процесса производства фанеры уточняется согласно технологической части проекта (или по согласованию с отраслевыми НИИ).
Валовое выделение формальдегида и аммиака при использовании смол, содержащих эти компоненты, можно определить по удельным показателям (раздел 2.2.3).
2.2.5. Мебельное производство.
При механической обработке древесины в производстве мебели (раскрой пиломатериалов на заготовки, сверление, строгание, фрезерование, шлифование и др.) образуется значительное количество отходов (стружки, опилки, древесная пыль). При шлифовании и полировании лакового покрытия образующая пыль содержит частицы абразивного материала, отвердевших полиэфирных и нитроцеллюлозных лаков. Удаление отходов осуществляется системами пневмотранспорта и аспирации с очисткой воздуха в пылеулавливающем оборудовании (циклонах, фильтрах, скрубберах...). Кроме того в воздушную среду попадает целый комплекс веществ, содержащихся в лакокрасочных материалах, растворителях, клеевых композициях, смолах. Основными источниками выделения загрязняющих веществ являются окрасочные камеры, пульверизационные кабины, лаконаливные машины, сушильные камеры, стеллажи для хранения готовой продукции и другое оборудование. Источниками выбросов газовоздушных смесей являются трубы вытяжной вентиляции и неорганизованные выбросы.
Расчет выбросов загрязняющих веществ при механической обработке древесины производится по формулам раздела 2.2.1.
Расчет выбросов загрязняющих веществ в процессах нанесения и облицовки натуральным и синтетическим шпоном (Рекомендации Гипродревпрома) [6].
В процессах намазки и фанерования натурального и синтетического шпона применяются карбамидоформальдегидные смолы. Количество формальдегида (кг/ч, т/год), поступающего в атмосферу следует определять по формуле:
![]() (2.13)
(2.13)
где: В - расход смолы (кг/ч, т/год);
j - содержание свободного формальдегида в составе смолы, %, (Приложение 2.2.7, 2.2.8);
Кф - коэффициент поступления свободного формальдегида в атмосферу, принимается равным - 0,3.
В атмосферу выделяется 30 % от валового количества свободного формальдегида, которые распределяются по участкам:
а) участок размещения клеенамазывающих вальцов и горячих прессов 25 %, из которых выделение формальдегида распределяется по участкам:
- на клеевых вальцах - 15 %;
- на прессах - 75 %;
- из верхней зоны - 10 % (линейные источники).
б) участок выдержки фанерованных изделий 5 %.
Состав смол, применяемых для производства мебели, дан в Приложении 2.2.7, 2.2.8, 2.2.10.
Расчет выбросов загрязняющих веществ в процессе пропитки (ламинирования) бумаги [6, 10].
В производстве пропитки бумаги применяются синтетические смолы с содержанием свободного формальдегида не более 2 %.
Количество формальдегида, стирола (при его наличии в смолах) (кг/ч, т/год), поступающего в атмосферу, определяется по формуле:
![]() (2.14)
(2.14)
где: В - расход клеящего состава (раствора) (кг/ч, т/год);
j - содержание свободного формальдегида в составе смолы, %, определяется по Приложениям 2.2.7, 2.2.8, стирола - по паспортным или справочным данным;
Кф - коэффициент поступления свободного формальдегида в атмосферу. Кф - принимается по данным исследований динамики газовыделения в промышленных условиях на современных поточных линиях сотрудниками Института газа АН УССР (10), принимается равным - 0,1.
Большая часть свободного формальдегида и стирола (90 %) связывается и остается в пленке. В отличие от этих двух компонентов, участвующих в образовании пленки, другие вещества, как этилацетат и ксилол, полностью улетучиваются. Схема газовых потоков на линии пропитки декоративной пленки, динамика газовыделения и состава выбросов отделочного оборудования современных поточных линий по производству мебели приведена в работе [10].
4. Вспомогательный материал для проведения расчетов
4.1. Определение продолжительности работы технологического оборудования (ч/год).
Т = N·п·t·Ки (4.1)
где: N - количество рабочих дней в году;
п - количество смен в рабочем дне;
t - число часов работы в смену;
Ки - коэффициент использования технологического оборудования.
Коэффициент использования технологического оборудования (загрузки станка по времени) по данным Г.Ф. Козориса, А.Э. Груббе, исследованиям «Гипродревпрома» определяется:
Ки = К1·К2·К3·К4·К5 (4.2)
где:
К1 - плановый коэффициент загрузки оборудования. По данным «Гипродревпрома», плановый коэффициент загрузки оборудования находится в пределах 0,7 - 0,85;
К2 - коэффициент использования рабочего времени. При восьмичасовом рабочем дне эффективный фонд рабочего времени равен 420 минут в смену, или 0,875 номинального фонда рабочего времени, равного 480 минут. Поэтому К2 принимают равным 0,875;
К3 - коэффициент, учитывающий расход рабочего времени на смену инструмента, настройку и техническое обслуживание оборудования. Для различного деревообрабатывающего оборудования он колеблется от 0,78 - 0,92, в среднем рекомендуется принимать К3 равным 0,9;
К4 - коэффициент, учитывающий потери рабочего времени на ремонт оборудования, рекомендуется принимать 0,9 - 0,95 (А.Э. Груббе «Основы расчетов элементов привода деревообрабатывающих станков». М., «Лесная промышленность», 1969 г.);
К5 - коэффициент, учитывающий внутрисменные потери рабочего времени на производственные неполадки, рекомендуется принимать равными 0,8 - 0,85.
Все указанные коэффициенты уточняются с технологом предприятия.
4.2. Определение скорости газов (W) на выходе из устья организованного источника выброса загрязняющих веществ в атмосферу производится по формуле:
![]() м/с (4.3)
м/с (4.3)
где: W - скорость газов на выходе, м/с;
V - объемный расход газов, м3/с;
S - площадь сечения устья, м2.
Для круглого устья:
S = p D2/4, м2 (4.4)
где: D - диаметр устья, м.
Объемный расход газов может быть определен в соответствии с производительностью вентилятора рассматриваемой системы.
4.3. Определение общей эффективности пылеулавливающего оборудования при нескольких ступенях очистки, дол. ед.
ηобщ. = 1 - (1 - η1)·(1 - η2)·(1 - η3) (4.5)
где: η1, η2, η3 - эффективность каждой ступени очистки (дол. ед).
Примечание:
1. Запыленность воздуха на выбросе в атмосферу для пыли от процессов деревообработки не должна превышать 60 - 100 мг/м3. Поэтому уже при входной запыленности около 4-х г/м3 степень очистки воздуха должна быть более 97 %.
2. Определение количества выделяющегося загрязняющего вещества при работе технологического оборудования по известной начальной концентрации загрязняющего вещества.
Определение производится по формулам:
![]() т/год (4.6)
т/год (4.6)
*- При инструментальных замерах объемный расход воздуха (отходящего газа) приводится к нормальным условиям по формуле:
![]() м3/ч (4.7)
м3/ч (4.7)
где: Vt - объемный расход отходящего газа при рабочей температуре, м3/ч;
Р - рабочее давление при отборе пробы, мм. рт. ст.;
t - температура отходящего газа, °С.
Литература
1. Александров А.Н., Козорис Г.Ф. Пневмотранспорт и пылеулавливающие сооружения на деревообрабатывающих предприятиях. Справочник под ред. Александрова А.Н. М., Лесная промышленность, 1988, 248 с.
2. Бухтияров В.П., Иванов Н.А., Савченко В.Ф. Полимерные материалы в производстве мебели. М., Лесная промышленность, 1980, 272 с.
3. Вальберг А.Ю., Исянов Л.М., Тарат Э.Я. Технология пылеулавливания. Л., Машиностроение. Ленинградское отделение; 1985, 192 с., ил.
4. Варварин В.К., Панов П.А., Швырев А.В. Наладка котельных установок. М., Россельхозиздат, 1987, 20 с., ил.
5. Временная методика проведения инвентаризации и определения выбросов в атмосферу от источников загрязнения. 346 Т.318.33.011 МПС СССР, 1979.
6. Временные методические указания по оценке выбросов загрязняющих веществ в атмосферу предприятиями деревообрабатывающей промышленности. М., 1988.
7. ГОСТ 17.2.1.04-77. Охрана природы. Атмосфера. Метеорологические аспекты загрязнения и промышленные выбросы. Термины и определения. М., Госстандарт СССР, 1978.
8. ГОСТ 24585-81. Выбросы вредных веществ с отработавшими газами. Нормы и методы определения. М., Госстандарт СССР.
9. ГОСТ 7240-86. Угли печорского бассейна для слоевого сжигания. М., Госстандарт СССР.
10. Гуревич Н.А., Аксенов В.Л. Защита воздушного бассейна деревообрабатывающих предприятий. М., 1982, с. 1 - 48 с ил. и табл. (ВНИИПИЭлеспром), Библиогр. 50 назв. Серия охрана окружающей среды. Выпуск 4.
11. Доронин Ю.Г., Мирошниченко С.Н., Святкина М.М. Синтетические смолы в деревообработке. М., Лесная промышленность, 1987, 220 с.
12. Доронин Ю.Г., Мирошниченко С.Н., Святкина М.М. Синтетические смолы в деревообработке. М., Лесная промышленность, 1979, 207 с.
13. Забродкин А.Г. Фенолоформальдегидные смолы в производстве клееной фанеры. М., 1968, 33 с.
14. Зигельбейм С.Н. Термопластичные клеи в производстве мебели. М., Лесная промышленность, 1978, 103 с.
15. Иванов М.А., Николаев М.Р., Усанова А.П. Клеи и технология приклеивания пластиков в производстве мебели. М., 1968, 47 с.
16. Иевлев Н.А., Николаев М.Р., Усанова А.П. Клеи и технология приклеивания пластиков в производстве мебели. М., 1968, 47 с.
17. Информационный указатель отраслевых методических документов. Л., ВНИИприрода, 1990.
18. Инструкция по проведению инвентаризации выбросов загрязняющих веществ в атмосферу. Л., 1990.
19. Использование низкокачественной древесины и отходов лесозаготовок. Справочник под редакцией Ф.И. Коперина. М., Лесная промышленность, 1970, 248 с.
20. Исходные данные и методика расчета жидких и газообразных выбросов окрасочных цехов (участков, отделений). Владимир, 1990.
21. Кондратьев В.П., Доронин В.Г. Водостойкие клеи в деревообработке. М., Лесная промышленность, 1988, 211 с.
22. Лащевер М.С., Ребрин С.П. Отделка ДВП синтетическими материалами. М., Лесная промышленность, 1970, 159 с.
23. Литвинцева Г.А., Павлов В.Ф., Медведев М.Е. Химические материалы, применяемые в мебельной промышленности. М., Лесная промышленность, 1973, 240 с.
24. Методика определения валовых выбросов вредных веществ основным технологическим оборудованием предприятий автомобильной промышленности. (II редакция).
25. Методика «Удельные показатели выбросов загрязняющих веществ в атмосферу для ремонтно-обслуживающих предприятий и машиностроительных заводов агропромышленного комплекса. Ростов-на-Дону, 1990.
26. Методика проведения инвентаризации выбросов загрязняющих веществ в атмосферу для автотранспортных предприятий (расчетным методом). НИИАТ, М., 1991.
27. Методика определения валовых и удельных вредных веществ в атмосферу от котлов тепловых электростанций, РД 34.02 305-90 ВТИ им. Ф.Э. Дзержинского, М., 1991.
28. Методика расчета количества вредных веществ, выделяющихся с поверхности лакокрасочных покрытий, наносимых методом налива. Л., Минлесбумпром СССР, 1985.
29. Методические рекомендации по формированию на предприятиях и объединениях программы по охране окружающей среды и регионального использования природных ресурсов на XIII пятилетку и до 2000 года. М., 1989.
30. Методические указания по расчету валовых выбросов вредных веществ в атмосферу предприятиями Министерства строительства СССР. Часть 3. Деревообрабатывающие предприятия. ВРД 66-79-84. М., 1985.
31. Методические указания по расчету валовых выбросов загрязняющих веществ в атмосферу предприятиями Минсевзапстроя СССР. Часть 6. Автотранспортные предприятия. ВРД 66-116-87. М., 1987.
32. Методика по определению выбросов вредных веществ в атмосферу на предприятиях Госкомнефтепродукта РСФСР. Астрахань, 1988.
33. Методические указания по расчету выброса вредных веществ автомобильным транспортом. М., Госкомгидрометеоиздат, 1985.
34. Методические указания по расчету выбросов загрязняющих веществ при сжигании топлива в котлах производительностью до 30 т.ч. М., Госкомгидрометеоиздат, 1985.
35. Мирошниченко С.Н., Отделка древесных плит и фанеры М., Лесная промышленность, 1976, 174 с.
36. Нормы естественной убыли нефтепродуктов при приеме, хранении, отпуске и транспортировании. Астрахань, 1986.
37. Письмо Кемеровского научно-производственного объединения «Карболит» от 10.11.88 исх. № 38/2177 Т.
38. Письмо Госкомприроды РСФСР № ГНТУ-4-8/855 от 10.11.89.
39. Приложение к письму Минлесбумпрома СССР от 27 января 1986, № 44-8/35.
40. Прудников П.Г. и др. Клеи и клеевые смолы для деревообработки. Укр.НИИНТИ, 1970, 144 с.
41. Романов Н.Т. Контроль качества смоляных клеев. Л., Госкомбумиздат, 1967, 64 с.
42. Сборник законодательных нормативных и методических документов для экспертизы воздухоохранных мероприятий. Л., Гидрометеоиздат, 1986.
43. Сборник методик по расчету выбросов в атмосферу загрязняющих веществ различными производствами. Л., Гидрометеоиздат, 1986.
44. Стеймацкий Р.М., Красиков В.И. Справочник по шпалопилению и лесопилению. М., Лесная промышленность, 1971, 285 с.
45. Справочник по электросиловым и теплотехническим установкам лесной промышленности. М., Лесная промышленность, 1975.
46. Справочник по производству древесностружечных плит. М., Лесная промышленность, 1990.
47. Темкина Р.З. Технология синтетических смол и клеев. М., Лесная промышленность, 1965, 209 с.
48. Темкина Р.З. Синтетические клеи в деревообработке. М., Лесная промышленность, 1971, 285 с.
49. Теплотехника. Б.И. Бахмачевский, Р.Г. Зах, Г.П. Лызо. М., Металлургия, 1964.
50. Технология очистки газов. Учебное пособие. Григорьев Л.Н., Исянов Л.М., и др. Л., Ленинградская лесотехническая академия, 1981.
51. Указания по проектированию, конструированию и эксплуатации ручного окрасочного инструмента, оборудования и организации рабочего места. П.Г. Гисин, Л.Л. Гликина, Ю.И. Сахаров и др. М., ВЦНИОТ ВЦСПС, 1983, 32 с.
52. Фиалковская Т.А., Середнева И.С. Вентиляция при окрашивании изделий. М., Машиностроение, 1986, 152 с., ил.
53. Фрейфин А.С., Вуба К.Т. Прогнозирование свойств клееных соединений древесины. М., Лесная промышленность, 1980, 222 с.
54. Фрейфин А.С. Полимерные водные клеи. М., Химки, 1985, 143 с.
55. Шабельский В.А., Андреенок В.М., Евтюков Н.З. Защита окружающей среды при производстве лакокрасочных покрытий. Л., Химия, 1985.
56. Нормативные показатели удельных выбросов вредных веществ в атмосферу от основных видов технологического оборудования предприятий отрасли. Министерство связи СССР, ХГПИ, Харьков, 1991.
57. Инструкция по контролю установленных величин ПДВ (ВСВ) и инвентаризации источников выбросов в атмосферу на предприятиях кожевенной промышленности, Министерство легкой промышленности СССР, М., 1989.
58. Характеристика загрязнения окружающей среды предприятий автомобильного транспорта,. Гипроавтотранс, М., 1990.
59. Постановление Совета Министров РСФСР от 9 января 1991 № 13 «Порядок применения нормативной платы за загрязнение природной среды на территории РСФСР».
Приложения к соответствующим подразделам раздела 2.
«Количественный и качественный состав выбросов загрязняющих веществ в атмосферный воздух от основных технологических процессов»
Приложение 2.2.1.
Пылеобразование при механической обработке древесины [1, 6]
|
Наименование оборудования |
Вид отходов |
Максимальный мгновенный выход (пл. м3/час.) пыли (200 мкм и менее) |
Максимальный мгновенный выход (кг/час) пыли (расчет на сухую древесину при плотности 650 кг/м3) |
Минимальный объем отсасывающего воздуха, м3/час |
Примечание |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Отделочно-сборочное предприятие корпусной мебели (материалы института «Гипродревпром», шифр 614, выпуск VII, часть I) |
|||||
|
Станок круглопильный универсальный Ц6-2 |
Пыль |
0,00482 |
3,133 |
840 |
|
|
Станок фрезерный одношпиндельный: |
|
|
|
|
|
|
Ф-4 |
Пыль |
0,00208 |
1,352 |
1350 |
|
|
Ф-5 |
Пыль |
0,0028 |
1,352 |
1500 |
|
|
Ф-6 |
Пыль |
0,00208 |
1,352 |
1350 |
|
|
Станок фрезерный одношпиндельный с механической подачей ФС-1 |
Пыль |
0,00352 |
2,288 |
1350 |
|
|
Станок фрезерный с верхним расположением шпинделя ВДК-2 |
Пыль |
0,00325 |
2,113 |
400 |
|
|
Станок сверлильно-пазовальный с механической подачей: СВА-2, СВА-2М |
Пыль |
0,00312 |
2,028 |
150 |
|
|
Станок вертикальный сверлильно-пазовальный СВП-2 |
Пыль |
0,00312 |
2,028 |
150 |
|
|
Сверлильно-присадочный многошпиндельный горизонтально-вертикальный СГВП-1, СГВП-1А |
Пыль |
0,00279 |
1,814 |
1000 |
|
|
Линия поточная для полирования ЛПП1. Станок ПББ (3 шт.) Полировальный барабан |
пыль, в том числе: |
|
5,800 |
25434* |
* - минимальный объем воздуха (общее от линии) |
|
лаковая |
|
0,140 |
|||
|
паста полировальная |
|
5,070 |
|||
|
текстильные волокна |
|
0,590 |
|||
|
Станок полировальный однобарабанный П1-Б |
пыль, в том числе: |
|
0,829 |
1590 |
|
|
лаковая |
|
0,022 |
|||
|
паста полировальная |
|
0,774 |
|||
|
текстильные волокна |
|
0,033 |
|||
|
Линия крашения мебельных щитов МКП-3М. Станок для удаления пыли МЩП-2. Щетки. |
пыль древесная |
|
0,120 |
3564 |
|
|
Линия лакирования пластей нитроцеллюлозными лаками МЛН-1. Станок для очистки пыли МЛН-1-10 |
пыль древесная |
|
0,100 |
3887* |
* - общее от линии |
|
Станок для промежуточного шлифования лаковой пленки Шл2В. Шлифовальный агрегат |
пыль грунтовки |
|
1,000 |
707 |
|
|
Производство щитовых мебельных деталей (материалы института «Гипродревпром», шифр 614, выпуск VII, часть II) |
|||||
|
Станок шлифовальный ленточный с ручным перемещением стола и утюжка ШЛПС-5П |
пыль древесная |
0,0052 |
3,380 |
3000* |
* - общее от станка |
|
Станок шлифовальный ленточный с механическим перемещением стола и утюжка ШлПС-7 |
Пыль древесная |
0,0103 |
6,695 |
3000* |
* - общее от станка |
|
Станок шлифовальный ленточный с конвейерной подачей и протяжным утюжком: |
|
|
|
|
* - общее от станка |
|
ШЛПС-10, |
Пыль |
0,0693 |
45,045 |
14486* |
|
|
ШЛПС-9 |
пыль |
0,0693 |
45,045 |
14486* |
|
|
Станок кромкошлифовальный ленточный ШлНСВ |
Пыль |
0,0022 |
1,430 |
2400* |
* - общее от станка |
|
Линия автоматического раскроя листовых и плитных материалов с программным управлением МРП |
Входит один станок ЦТМФ |
|
|
12207* |
* - общее от станка |
|
Станок для раскроя плит с программным управлением ЦТМФ |
Пыль |
0,0265 |
17,225 |
12207* |
* - общее от станка |
|
Станок форматно-обрезной трехпильный ЦТЗФ-1 |
Пыль |
0,0073 |
4,745 |
2520* |
* - общее от станка |
|
Линия обработки и фанерования кромок мебельных щитов МФК-2: |
|
|
|
26044* |
* - общее от станка |
|
Станок 1 фреза |
Пыль |
0,0125 |
8,125 |
||
|
Станок 2 пила |
Пыль |
0,0050 |
3,250 |
||
|
Станок односторонний для облицовывания кромок мебельных щитов МОК-2 |
Пыль |
0,0002 |
0,130 |
1300* |
* - общее от станка |
|
Линия калибрования и шлифования заготовок мебельных щитов МКШ-1 |
|
|
|
6400* |
* - общее от линии |
|
Станок I шлифовальная лента (калибровние). |
Пыль |
0,7 |
|||
|
Станок II шлифовальная лента (шлифование) |
Пыль |
0,3 |
|||
|
Полуавтоматическая линия шлифования пластей мебельных щитов МШП-3 |
В линию входят станки, имеющие аспирационные устройства: ШЛПС-9 - (1 шт.), ШЛПС-10 (1шт.) |
||||
|
ДСП и производство цементно-стружечных плит (материалы института «Гипродревпром», шифр 614, Выпуск VII, часть III) |
|||||
|
Линия распределения сырой стружки ДЛС (конвейер) |
Пыль |
следы |
Следы |
4749* |
* - общее от линии |
|
Устройство рассеивающее для стружки ДРФ-2 (рассеивающие вальцы) |
Пыль |
|
0,360 |
3000* |
* - общее от линии |
|
Линия конденционирования и обрезки древесно-стружечных плит ДЛКО-100. Станок форматный. |
Пыль |
|
0,400 |
7600* |
* - общее от линии |
|
Линия для непрерывной подачи пыли и стружки в смеситель ДЛС-1 |
Пыль |
|
2,700 |
9000* |
* - общее от линии |
|
Линия распределения стружки ДЛФ-1, течка |
Пыль |
следы |
Следы |
113,6* |
* - общее от линии |
|
Станция чистки поддонов щетки |
пыль цементного камня |
|
500,000 |
17572* |
- « - |
|
Станок форматный, круги алмазные отрезные |
пыль цементного камня |
|
80,000 |
4000* |
* - общее от станка |
|
Станция формирующая (устройство рассеивающее) |
Пыль |
следы |
Следы |
|
|
|
Конвейер главный ДК-100. Зона очистки внутри сторон транспортерной ленты |
Пыль |
|
54,000 |
13786* |
* - общее от линии |
|
Зона очистки боковых лент транспортера |
Пыль |
|
3,750 |
|
|
|
Пильный агрегат |
Пыль |
|
20,300 |
|
|
|
Зона над первым бункером |
Пыль |
|
30,000 |
|
|
|
Устройство для обдува |
Пыль |
|
12,500 |
|
|
|
Транспортер скребковый |
Пыль |
|
50,000 |
|
|
|
Дробилка: |
|
|
|
|
|
|
аспирационные отверстия |
Пыль |
|
20,000 |
|
|
|
зонт |
Пыль |
|
20,000 |
|
|
|
Производство фанеры (материалы института «Гипродревпром», шифр 614, Выпуск VII, часть IV) |
|||||
|
Станки форматные для обработки щитов ЦФ-2М, ЦФ-2 (фреза, пила) |
Пыль |
0,016 |
10,400 |
9888* |
* - общее от линии |
|
Станок усовочный, дисковая фреза. Линия склеивания листов шпона на «УС» ЛУС-1. Станок усовочный двухсторонний (пила, фреза) |
Пыль |
0,008 |
5,200 |
3200* |
- « - |
|
Линия форматной обрезки фанеры ЛФО-27 |
Пыль |
0,012 |
7,800 |
2040* |
- « - |
|
Станок шлифовальный широколентный с конвейерной подачей 2ШлКА |
Шлифовальная пыль |
0,400 |
260,000 |
34000* |
- « - |
|
Станок шлифовальный широколентный с нижним расположением шлифовальных агрегатов 2ШлКН |
Шлифовальная пыль |
0,400 |
260,000 |
34000* |
- « - |
|
Станок калибровочно-шлифовальный ДКШ-1 |
пыль |
1,600 |
1040,000 |
24869* |
- « - |
|
Станок калибровочный ДКШ-3 |
пыль |
1,800 |
1170,000 |
67517 |
- « - |
|
Станок калибровочный ДКШ-6 |
пыль |
0,900 |
585,000 |
45849* |
- « - |
|
Линия шлифования фанеры ЛШФ-14 |
В линию входят станки, имеющие аспирационные устройства: 2ШлКА - 1 шт., 2ШлКН - 1 шт. |
||||
|
Производство брусковых и других деталей мебели (материалы института «Гипродревпром», шифр 614, выпуск VII, часть V) |
|||||
|
Станок круглопильный ЦА-2А (пила) |
Пыль |
0,05 |
32,500 |
850 |
|
|
Станок прирезной с гусеничной подачей ЦДК-4-2 |
Пыль |
0,015 |
9,7500 |
698 |
|
|
Станок прирезной однопильный ЦДК-4-3 |
Пыль |
0,015 |
9,7500 |
1000 |
|
|
Станок прирезной пятипильный ЦДК-5-2 |
Пыль |
0,05 |
32,500 |
1200 |
|
|
Станок прирезной десятипильный ЦМР-2 |
Пыль |
0,05 |
32,500 |
5004 |
|
|
Станок торцовочный с автоподачей ЦПА-2 |
Пыль |
0,0115 |
7,475 |
840 |
|
|
Станок торцовочный с прямолинейным расположением суппорта ЦПА-40 |
Пыль |
0,0115 |
7,475 |
633 |
|
|
Станок ленточнопильный столярный ЛС-40-01 пила |
Пыль |
0,029 |
18,850 |
435 |
|
|
Станок ленточнопильный столярный ЛС-80-6 пила |
Пыль |
0,029 |
18,850 |
1272 |
|
|
Станок фрезерный одношпиндельный средний с механической подачей для прямолинейной обработки ФСА, ФСА-1 |
Пыль |
0,004 |
2,600 |
1160, 1350 |
|
|
Станок фрезерный одношпиндельный с шипорезной кареткой: фреза ФСШ-I, ФСШ-II |
Пыль |
0,004 |
2,600 |
1350 |
|
|
Станок фрезерный карусельный Ф1К-2 |
Пыль |
0,004 |
2,600 |
1000 |
|
|
Станок фрезерный шлифовальный карусельный специализированный Ф1К-2А |
Пыль |
0,0096 |
6,240 |
2000* |
* - общее от станка |
|
Станок сверлильный многошпиндельный горизонтально-вертикальный с загрузочно-разгрузочным устройством СГВП-1А (СГПВ-1) |
Пыль |
0,0008 |
0,520 |
1000 |
|
|
Станок сверлильный пазовальный СВПГ-2, СВПГ-2В |
Пыль |
0,005 |
3,250 |
950 |
|
|
СГВП-3 |
Пыль |
0,005 |
3,250 |
513 |
|
|
Для заделки сучков СВ СА-2, СВ СА-3 |
Пыль |
0,0015 |
0,975 |
500 |
|
|
Станок четырехсторонний строгальный: |
|
|
|
|
* - общее от станка |
|
С16-1А |
Пыль |
0,029 |
18,850 |
3648* |
|
|
С10-3 |
Пыль |
0,020 |
13,000 |
4572 |
|
|
С26-2М |
Пыль |
0,058 |
37,700 |
4104 |
|
|
Станок фуговальный односторонний СФ4-1, СФА4-1 |
Пыль |
0,04 |
26,000 |
1500 |
|
|
Станок фуговальный с ручн. подачей |
Пыль |
0,03 |
19,500 |
|
для каждого станка |
|
СФ-6, |
1320, |
||||
|
СФ6-1, |
1600, |
||||
|
СФК6-1, |
1600, |
||||
|
СГФ3-3 |
1764 |
||||
|
Станок фуговальный с ручной подачей СГФ4-1 |
Пыль |
0,025 |
16,250 |
1764 |
|
|
Станок четырехсторонний строгальный С16-4А |
Пыль |
0,029 |
18,850 |
5690* |
* - общее от станка |
|
Станок четырехсторонний строгальный: С16-2А |
Пыль |
0,029 |
18,850 |
4560* |
* - общее от станка |
|
Многошпиндельный шипорезный полуавтомат ШЛХ-2 |
Пыль |
0,0064 |
4,160 |
756 |
|
|
Станок шипорезный для ящичного шипа типа ШЛХ-3 |
пыль |
0,0064 |
4,160 |
595 |
|
|
Станок шипорезный для ящичного прямого шипа ШПА-40, ШПК-40 |
пыль |
0,007 |
4,550 |
1907, 1270 |
|
|
Станок шипорезный рамный односторонний |
|
|
|
2016* |
* - общее от станка |
|
ШО10-4 |
пыль |
0,020 |
13,000 |
||
|
ШО16-4 |
пыль |
0,027 |
17,550 |
||
|
Станок с автоматической подачей ШО10-А |
пыль |
0,020 |
13,000 |
3332* |
- « - |
|
Станок с конвейерной подачей ШО15-А-1 |
пыль |
0,027 |
17,550 |
3332* |
- « - |
|
Станок односторонний шипорезный ШО-6 |
пыль |
0,020 |
13,000 |
5735* |
- « - |
|
Станок двухсторонний шипорезный: |
|
|
|
|
|
|
ШД-12 |
пыль |
0,028 |
18,200 |
11668 |
|
|
ШД-10 |
пыль |
0,028 |
18,200 |
6042 |
|
|
ШД-15 |
пыль |
0,0542 |
35,230 |
6042 |
|
|
Шипорезный рамный двухсторонний ШД10-8 |
пыль |
0,028 |
18,200 |
7200 |
|
|
Станок двухсторонний шипорезный ящичный Ш2ПА-2 |
пыль |
0,014 |
9,100 |
4562 |
|
|
Станок круглопалочный: КПА-20, |
пыль |
0,09 |
58,5 |
586, |
для каждого станка |
|
КПА-20-1, |
801, |
||||
|
КПА-50, |
798, |
||||
|
КПА-50-1 |
848 |
||||
|
Станок плоскошлифовальный с конвейерной подачей трехцилиндровый Шл3Ц12-2 |
пыль |
0,1152 |
74,88 |
11304 |
|
|
Станок шлифовальный широколенточный ШлК6, ШлК8 |
пыль |
0,070 |
45,500 |
5087 |
|
|
Станок цепнодолбежный с автоподачей ДЦА-4 |
пыль |
0,0065 |
4,225 |
500 |
|
|
Станок шлифовальный с дисками и бобиной: |
|
|
|
|
|
|
ШлДБ-5 |
пыль |
0,00768 |
4,992 |
4524 |
|
|
ШлДБ-4 |
пыль |
0,0064 |
4,160 |
2200 |
|
|
Станок для промежуточного шлифования лакокрасочных покрытий Шл-2В |
пыль |
0,005 |
1,000 |
707 |
|
|
Пылеобразование при механической обработке древесины (кг/час) |
|||||
|
Круглопильные станки: |
|
|
|
|
|
|
ЦТЭФ |
пыль |
|
15,700 |
2520 |
|
|
ЦКБ-4, ЦМЭ-2 |
пыль |
|
15,800 |
860 |
|
|
Ц2К12 |
пыль |
|
11,800 |
|
|
|
ЦА-2 |
пыль |
|
39,700 |
1500 |
|
|
ЦДК-4 |
пыль |
|
28,100 |
|
|
|
ЦМР-1 |
пыль |
|
61,200 |
1900 |
|
|
Универсальный круглопильный У6 |
пыль |
|
8,400 |
|
|
|
Универсальный круглопильный УП |
пыль |
|
6,300 |
1900 |
|
|
Фуговальные с механической подачей: |
|
|
|
|
|
|
СФА-6 |
пыль |
|
47,600 |
|
|
|
СР-3 |
пыль |
|
24,200 |
|
|
|
СК-15,С16-4, С16-5 |
пыль |
|
77,700 |
|
|
|
С2-Р6, С2Р8 |
пыль |
|
112,000 |
2500 |
|
|
С2Р12 |
пыль |
|
122,500 |
3100 |
|
|
С2Р16 |
пыль |
|
139,000 |
|
|
|
Фрезерные ФЛ, ФЛА, ФСШ-1 |
Пыль |
|
4,8 |
900 |
|
|
ФА-4 |
Пыль |
|
8,8 |
1350 |
|
|
Ф1К |
Пыль |
|
4,4 |
|
|
|
ВФК-2 |
Пыль |
|
5,4 |
400 |
|
|
СР-6 |
Пыль |
|
61,2 |
|
|
|
СР-12 |
Пыль |
|
83,7 |
|
|
|
СР-18 |
Пыль |
|
125,000 |
|
|
|
СГ-30, С-26 |
Пыль |
|
150,000 |
|
|
|
Ленточнопильные: |
|
|
|
|
|
|
ЛО-80 |
Пыль |
|
9,800 |
1150 |
|
|
ЛД-140 |
Пыль |
|
83,500 |
2500 |
|
|
ЛС-80-1, ЛС-40-1 |
Пыль |
|
12,000 |
|
|
|
Сверлильные, и долбежные станки: |
|
|
|
|
|
|
СВПА |
Пыль |
|
1,500 |
|
|
|
2Н, 125Л |
Пыль |
|
6,000 |
|
|
|
ДЦЛ-2 |
пыль |
|
4,800 |
|
|
|
Токарный 1Е61М, 1А61В |
пыль |
|
6,000 |
|
|
|
Шлифовальные: |
|
|
|
|
|
|
ШлДБ |
пыль |
|
3,100 |
|
|
|
ШлНС |
пыль |
|
2,700 |
|
|
|
ШлСЛ |
пыль |
|
1,700 |
|
|
|
Шл2Д |
пыль |
|
3,800 |
|
|
|
Шл3Ц-2 |
пыль |
|
26,500 |
|
|
|
Шл3Ц13-3 |
пыль |
|
45,600 |
|
|
|
Из «Каталога установочных чертежей и технических характеристик основного оборудования по производствам мебели», М., «Гипродревпром», 1989. |
|||||
|
Линия раскроя облицовочных плит МРД-1 |
пыль |
0,0492 |
31,98 |
14100 |
|
|
Круглопильный станок ЦРЛ-20 для раскроя плит и листовых материалов |
пыль |
0,008 |
5,2 |
7750 |
|
|
Комплекс автоматизированный для облицовывания пластей щитовых деталей мебели на базе пресса усилием 6300 кН АКДА 4938 А.0,1 |
пыль |
0,00015 |
0,0975 |
7200 |
|
|
Линия обработки и фанерования кромок мебельных щитов МОК-3: |
пыль |
0,160 |
104 |
17433 |
|
|
МОК 3.01 |
пыль |
0,112 |
|||
|
МОК 3.02 |
пыль |
0,048 |
|||
|
Станок прирезной десятипильный ЦМР-3 |
пыль |
0,083 |
53,950 |
6500 |
|
|
Станок односторонний фуговальный СФ4-1А (ножевой вал) |
пыль |
0,03 |
19,500 |
1500 |
|
|
Станок фуговальный односторонний СФ6-1А, фреза |
пыль |
0,043 |
27,950 |
1600 |
|
|
Станок деревообрабатывающий комбинированный КСМ-1А (ножевой вал) |
пыль |
0,043 |
27,950 |
11083 |
|
|
Станок вертикальный сверлильно-пазовальный с механической подачей СВА-3 |
пыль |
0,00312 |
2,028 |
400 |
|
|
Комплекс оборудования для облицовывания пластей щитовых деталей мебели на базе пресса усилием 10000 КН АКД 4940-1 (для облицовывания деталей мебели строганым, лущеным и синтетическим шпоном). Станок МЩП-3 (щетки) |
пыль |
0,00015 |
0,097 |
7200 |
|
|
Станок агрегатный односторонний облицовывания кромок мебельных щитов МОК 4.10 |
|
|
|
|
|
|
Шлифовальная головка |
пыль |
0,0018 |
1,170 |
2239 |
|
|
сверло, нож, пила |
пыль |
0,043 |
27,950 |
11083 |
|
|
Станок агрегатный односторонний облицовывания кромок мебельных щитов МОК 4.20 |
пыль |
0,0016 |
1,040 |
848 |
|
|
Станок односторонний для облицовывания прямолинейных кромок щитов рейкой МОК-6 |
пыль |
0,00062 |
0,403 |
3087 |
|
|
Станок шлифовальный ленточный с ручным перемещением стола и утюжка ШЛПС-6 |
пыль |
0,028 |
18,200 |
3000 |
|
|
Линия форматной обработки и облицовывания кромок микропроцессорным управлением МФК-4 |
пыль |
0,300 |
195,000 |
22788 |
|
|
Линия обрезки кромок мебельных щитов МФО-1 |
пыль |
0,100 |
65,000 |
14130 |
|
Приложение 2.2.2.
Дисперсный состав пыли, образующейся при основных процессах механической обработки древесины [6]
|
Технологический процесс |
Содержание пыли, в % при ее дисперсном составе: мкм |
||||
|
200 - 100 |
100 - 75 |
75 - 53 |
53 - 40 |
40 |
|
|
Пиление |
16 |
68 |
10 |
3 |
3 |
|
Фрезерование |
40 |
53 |
4,5 |
2 |
0,5 |
|
Сверление |
46 |
45,5 |
4,5 |
2,5 |
1,5 |
|
Строгание |
52 |
43 |
3 |
1,2 |
0,8 |
|
Шлифование |
21 |
28 |
17,5 |
12 |
21,5 |
Примечание: Данные приложения должны использоваться с учетом влажности, направления обработки и породы древесины, скорости обработки и других факторов.
Приложение 2.2.3.
Содержание (Кп, %) пыли в отходах при различных технологических процессах обработки древесины [6]
|
Процесс |
Кп |
Процесс |
Кп |
|
Пиление |
36,0 |
Получение технологической щепы |
10 |
|
Фрезерование |
12,5 |
Получение сырой технологической щепы |
1,0 |
|
Сверление |
18,0 |
Получение сухой стружки |
25,0 |
|
Строгание |
12,5 |
|
|
|
Шлифование |
90,0 |
|
|
Приложение 2.2.4.
Рекомендуемые скорости течения воздушного потока для перемещения измельченной древесины [19]
|
Транспортируемый материал |
Скорость движения воздушного потока, м/с |
Весовая концентрация аэросмеси |
Примечание |
|
Опилки |
14 - 16 |
0,2 - 0,6 |
Минимальные значения скорости воздушного потока |
|
Стружка |
17 - 18 |
0,2 - 0,7 |
|
|
Технологическая щепа влажностью 60 - 70 %, полученная на дисковой машине МРН-10 |
25 - 38 |
1,5 - 5 |
Соответствуют трубопроводам малых диаметров при движении по ним аэросмесей низких концентраций |
|
На упаковке ДУ-2 |
23 - 36 |
1,5 - 5 |
|
Приложение 2.2.5.
Характеристика пылеулавливающего оборудования, применяемого в деревообрабатывающей промышленности [1, 6, 25, 31]
|
Наименование пылеулавливающего оборудования |
Тип или марка |
Эффективность улавливания |
Способ очистки |
Организация, разрабатывающая чертежи пылеулавливающего оборудования |
Примечание |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Циклон |
ЛТА |
85 - 90 |
сухой |
Институт «Гипродрев», г. Ленинград |
|
|
Циклон с обратным конусом |
|
70 |
сухой |
Государственный проектный институт «Госхимпроект», г. Москва |
|
|
Циклон НИИОГАЗ |
ЦН-11 |
95 |
сухой |
Институт «Проектпромвентиляция», г. Москва |
Рекомендованы для очистки воздуха от грубых фракций пыли. Циклоны типа ЦН-15 изготавливаются: г. Тольятти, Куйбышевской обл., Предприятие УР-65/16 |
|
ЦН-15 |
95 |
сухой |
Институт «Гипрогазоочистка», г. Москва |
||
|
Циклон |
СИОТ |
70 |
сухой |
Институт охраны труда г. Свердловск |
Применение ограниченно из-за сложности изготовления. Для очистки сухой неслипающейся волокнистой пыли. |
|
Циклоны УЦ |
УЦ |
95 - 99 |
сухой предназначен для неслипающихся пылей, а также смесей пылей с опилками и стружками |
Разработаны и исследованы ЛТА им. С.М. Кирова |
Гипродревпромом разработана рабочая документация на 15 типоразмеров этих циклонов. Применяются при начальном пылесодержании выше 1000 м2/м3. Подробно в материалах Гипродревпрома «Узлы и нормали систем пневмотранспорта древесных отходов для предприятий по производству мебели, фанеры, ДСП» вып. I, Циклоны, часть 1. |
|
Циклон |
РИСИ (N2 - N11) |
99,0 см. примеч. |
сухой для очистки технологических выбросов от всех видов волокнистой и слипающейся пыли (отходов полирования лаковых покрытий с применением паст) |
Разработаны инженерно-строительным институтом РИСИ, г. Ростов-на-Дону. Рабочие чертежи разработаны Гипродревпромом. |
Сепарационная характеристика циклонов РИСИ А.Н. Александров, Г.Ф. Козорис «Пневмотранспорт и пылеулавливающие сооружения на д/о предприятиях», Справочник, М., Лесная промышленность, 1988, 51 с. |
|
Циклон К |
К (или СЭКДЭМ) |
см. примеч. |
сухой |
Гипродревпром, г. Москва. «Узлы и нормали систем пневмотранспорта древесных отходов для предприятий по производству мебели, фанеры, ДСП» вып. I, Циклоны, часть 1. (Циклоны типов К. УСЦ-38, УЦ) |
Рекомендуется применять как разгрузители в системах аспирации, удаляющих измельченные отходы, не содержащие пыль. По данным ЛТА им. С.М. Кирова (50) фракционная эффективность осаждения пыли циклонами по данным ЛТА: Менее 75 мм - 0,45 75 - 100 мм - 0,58 100 - 150 мм - 0,65 150 - 200 мм - 0,80 |
|
Циклон Гипродревпрома (Ц) |
Ц |
см. примеч. |
сухой |
Гипродревпром, г. Москва |
Фракционная эффективность осаждения пыли циклонами: Менее 75 мм - 0,48 75 - 100 мм - 0,60 100 - 150 мм - 0,65 150 - 200 мм - 0,75 |
|
Пылеуловитель ударно-смывного действия |
УДС-ЛИОТ |
85 - 100 |
мокрый |
Институт «ЛИОТ», Ленинград |
|
|
Фильтр воздуха мокрый |
ФВМ |
99 |
мокрый |
Гипродревпром, г. Москва |
|
|
Циклон с водяной пленкой |
ЛИОТ ЦВП |
90 - 98 |
мокрый |
«Гипродрев», г. Ленинград |
|
|
Циклон |
ЛИОТ-2 |
97 |
сухой |
Институт охраны труда г. Ленинград |
Для улавливания металлической и шлифовальной пыли |
|
Пылеосадительные камеры |
|
40 - 50 |
|
|
Для предотвращения вторичного уноса частиц из камер, скорость газового потока не должна превышать 2 - 3 м/с |
|
Циклон УЦ-38 |
УЦ-38 |
92 - 96 |
Сухой |
|
Устанавливаются для улавливания мелкодисперсной пыли (при шлифовании плит ДСП на калибровочно-шлифовальных станках, шлифовальных д/о станках). |
|
Индивидуальные агрегаты типа: |
ЗИЛ-900, А3212 |
99 |
сухой |
|
|
|
Фильтры рукавные |
ФРО, ФРОС |
99 |
сухой |
ПО «Газоочистка» |
Изготавливаются: 152101, п. Семибратово, Ярославской обл. Подробная информация: Каталог «Газоочистное оборудование», ЦИНТИХимнефтемаш», М., 1988. |
|
Фильтр |
ФРКН |
99,9 |
сухой |
НИИОГаз |
Для улавливания мелкодисперсных неагрессивных электрообразующихся и взрывоопасных пылей с медианным размером частиц 3 - 5 мкм. |
|
Пылеуловитель мокрого типа модели 2400 |
|
99 |
мокрый |
Конструкция ВИПО «Союзначплитпром» |
Для очистки воздуха от Мелкодисперсной пыли, максимальная производительность по воздуху 30 м3/ч. |
|
Пылеуловитель вентиляционный мокрый типа ПВМ: |
ПВМ3СА (произ. по воздуху 3000 м3/ч) ПВМ5СА (произ. по воздуху 5000 м3/ч) ПВМ10СА (произ. по воздуху 10000 м3/ч) ПВМ20СА (произ. по воздуху 20000 м3/ч) ПВМ40СА (произ. по воздуху 40000 м3/ч) и т.д. |
99 |
мокрый |
Конструкция ЦНИИпромзданий |
Изготавливаются по проектной документации на типовые конструкции изделия и узлы серий 5.904-8 (ПВМСА) и 5.904-23 (ПВМКБ), распространяемой центральным институтом типового проектирования (ЦИТП). Применяются для улавливания пылей всех видов, в т.ч. взрывоопасных, за исключением пылей, способных образовывать прочные отложения |
|
Гидрофильтры: |
форсуночные |
87 - 94 |
мокрый |
|
1. Эффективность (%) аппаратов по очистке от газообразных составляет по гидрофильтрам: форсуночные 5 - 35 каскадные 20 - 40* барботажно-вихревые 40 - 50* * - процент принимается при работе по прямоточной системе (в проточной воде). 2. В гидрофильтрах улавливается летучая часть из аэрозоля краски попадающего на гидрофильтр. 3. Для конкретного типа окрасочного оборудования принимаются паспортные или эксплуатационные данные. |
|
каскадные |
85 - 92 |
мокрый |
|||
|
барботажно-вихревые |
90 - 92 |
мокрый |
|||
|
Установка каталитического дожигания |
|
95 - 98 |
|
|
|
Приложение 2.2.6.
Вспомогательный материал для проведения расчетов выбросов загрязняющих веществ от деревообрабатывающего производства
а). Пересчет объемов древесных отходов [46].
Пересчет объемов древесных отходов из складочной или насыпной меры в плотную.
Различные виды отходов древесины, собранные и уложенные в определенном порядке, занимают большой объем по сравнению с объемом, который эти же отходы занимали в плотной массе.
Отношение складочной плотности древесных отходов к плотности древесины (при одной и той же влажности) называется коэффициентом заполнения габаритного объема или коэффициентом полнодревесности. Коэффициент полнодревесности (Кv), приведен в таблице 2.2.6.1.
Объем древесных отходов в плотной массе, м3, определяют по формуле:
Vпл. = Vскл.·К
где: Vскл. - объем отходов, измеренных в складочной мере;
Vпл. - объем отходов, измеренных в плотной массе.
Таблица 2.2.6.1.
Объемная масса и полнодревесность измельченных древесных материалов [1, 46]
|
Влажность |
Объемная масса, кг/нас. м3 |
Коэффициент полнодревесности, К |
|
|
Щепа технологическая хвойных пород |
70 |
260 |
0,4 |
|
100 |
300 |
||
|
120 |
360 |
||
|
Стружка в производство ДСП от станков типа ДС |
80 |
150 - 200 |
0,25 |
|
4 |
80 - 120 |
||
|
Стружка в производство ДСП от станков типа ДС-5 и ДС-7 |
80 |
110 - 150 |
0,2 |
|
4 |
80 - 120 |
||
|
То же, измельченная в мельницах |
80 |
130 - 140 |
0,22 |
|
4 |
80 - 120 |
||
|
Микростружка |
4 |
120 - 180 |
0,34 |
|
Древесное волокно, сухое |
|
30 - 40 |
0,08 |
|
Пыль шлифовальная* |
|
150 - 200 |
0,25 |
|
Стружка станочная - отходы механической обработки |
18 |
110 |
0,2 |
|
10 |
80 |
||
|
Опилки от лесопиления |
80 |
150-200 |
0,22 |
|
4 |
100-120 |
* - по данным [46].
С уменьшением размера частиц от 200 до 40 мкм объемная насыпная масса пыли увеличивается от 100 до 250 кг/м3.
б) Пересчет массы древесных отходов из складочной меры в плотную:
![]()
где Мскл. определяется по табл. 2.2.6.2.
Таблица 2.2.6.2
Масса дров по породам [19, 45]
|
Масса скл. м3 дров по породам, кг |
|||
|
Береза |
Сосна |
Ель |
|
|
Сухие |
472 |
383 |
337 |
|
Полусухие |
545 |
442 |
389 |
|
Сырые |
708 |
574 |
560 |
в) Перевод плотных м3 в тонны натурального топлива.
![]()
где: Рт.н.т. - количество древесных отходов, выраженное в тоннах натурального топлива;
Мпл. - объемная масса плотной древесины соответствующей породы (кг), определяется по табл. 2.2.6.3.
Таблица 2.2.6.3
Объемная масса древесины различных пород [1]
|
Объемная масса древесины Упл, кг/м3 плотной древесины при влажности W, % |
||||||||||||
|
10 |
20 |
30 |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
110 |
120 |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
Лиственница |
600 |
690 |
710 |
770 |
820 |
880 |
930 |
990 |
1040 |
1100 |
1150 |
1210 |
|
Береза |
640 |
660 |
690 |
740 |
800 |
850 |
900 |
960 |
1010 |
1060 |
1110 |
1160 |
|
Осина |
490 |
510 |
540 |
580 |
620 |
660 |
710 |
750 |
790 |
830 |
870 |
910 |
|
Сосна |
500 |
520 |
550 |
590 |
640 |
680 |
720 |
760 |
810 |
850 |
890 |
930 |
|
Ель |
440 |
460 |
590 |
520 |
560 |
600 |
640 |
670 |
710 |
750 |
790 |
820 |
Величина объемной массы (плотности) древесностружечных плит определена ГОСТ 10632-77 и при влажности 8 ± 2 % для плит марки II-1 составляет 650 - 800, для плит марки II-2 составляет 550 - 750, марки II-3 750 - 850 кг/м3 плотной древесины.
г). Определение коэффициента загрузки аспирационной системы.
Определение валового количества древесной пыли через максимальную концентрацию загрязняющего вещества и объемный расход газовоздушной смеси в единицу времени без учета коэффициента загрузки аспирационных систем приводит к завышению результатов. Часто, при составлении отчетов по форме 2 ТП (воздух) этот фактор не учитывается. Поэтому, при определении валового выделения древесной пыли целесообразным является учет коэффициента загрузки аспирационных систем. Полезным объемом аспирационного воздуха является тот, который удаляется от рабочего органа, когда выделяются измельченные отходы [1, 3].
Для каждой аспирационной системы определяют коэффициент загрузки:

где: Qvi - расход воздуха по каждому отсосу технологического оборудования, подключенного к системе, м3/час;
Т - время работы системы;
ti - время работы оборудования (каждого органа технологического оборудования), час.
Экспериментальные исследования, проведенные ИВАНОВСКИМ ВНИИОТ, показали, что годовой коэффициент загрузки аспирационных систем примерно равен 0,4 - 0,5. Таким образом, за год в среднем 50 % воздуха отсасывается существующими аспирационными системами из деревообрабатывающих цехов бесполезно, при этом удаляется воздух от всего оборудования, независимо от фактической одновременности работы.
Приложение 2.2.7.
Содержание свободного фенола, формальдегида, ацетона в клеевых материалах, применяемых в производстве ДСП, фанеры мебели, столярно-строительных изделий [9, 11, 12, 13, 14, 15, 21, 22, 23, 35, 40, 41, 47, 48, 53, 54]
|
Марка |
Массовая доля, % |
||
|
Свободного формальдегида |
Свободного фенола |
Ацетона |
|
|
1 |
2 |
3 |
4 |
|
Карбамидоформальдегидные смолы: |
|
|
|
|
КФ-МТ |
0,3 |
|
|
|
КФ-Б |
0,9 |
|
|
|
КФ-БЖ |
0,8 |
|
|
|
КФ-Ж |
1,0 |
|
|
|
КФР |
не более 1,3 |
|
|
|
КФ-МТ(Н)-П |
0,14 - 0,29 |
|
|
|
КФ-МТ(Н)-Ф |
0,17 - 0,24 |
|
|
|
КФ-60М |
не более 0,3 |
|
|
|
ПМФ |
0,3 - 0,5 |
|
|
|
Мочевино-формальдегидные смолы: |
|
|
|
|
УКС-А |
1,2 |
|
|
|
М19-62А |
1,0 |
|
|
|
КС-68А |
1,0 |
|
|
|
МФ |
3 - 4 |
|
|
|
М-60 |
1 - 1,5 |
|
|
|
М-70 |
1,5 - 3 |
|
|
|
ПМФ |
0,3 - 0,5 |
|
|
|
М-4 |
1 - 1,5 |
|
|
|
МФС-1 |
1,0 - 2,0 |
|
|
|
МФСМ |
1 - 1,2 |
|
|
|
ММ-54У |
не более 3 |
|
|
|
МФ-17 |
2,5 - 3,5 |
|
|
|
М-48 |
0,9 - 1,2 |
|
|
|
М19-62 А |
0,7 - 1,0 |
|
|
|
Б |
1,0 - 1,2 |
|
|
|
М19-63 |
1,0 - 1,2 |
|
|
|
УКС (А, Б) |
1,0 - 1,2 |
|
|
|
КС-Б40Ж10-М |
не более 1 |
|
|
|
КС-68 А |
0,7 - 0,9 |
|
|
|
Б |
0,8 - 1,0 |
|
|
|
М |
1,0 - 0,3 |
|
|
|
Бартрев |
4,5 - 7,5 |
|
|
|
М-56 |
не более 1,5 |
|
|
|
КФ-60 |
не более 1,5 |
|
|
|
МФС-1 |
|
|
|
|
Невакуумированная |
не более 4,5 |
|
|
|
Вакуумированная |
не более 3,5 |
|
|
|
У |
не более 7 - 8 |
|
|
|
Уст |
не более 7 - 8 |
|
|
|
СМК |
не более 7 |
|
|
|
МФ |
не более 3 - 4 |
|
|
|
МФПК |
не более 1 |
|
|
|
Фенолформальдегидные смолы: |
|
|
|
|
СФЖ-3011 |
1,0 |
2,5 |
|
|
СФЖ-3013 |
0,18 |
0,18 |
|
|
СФЖ-3014 |
0,15 |
0,1 |
|
|
СФЖ-3015 |
1,5 |
1,0 |
7,0 - 12,0 |
|
СФЖ-3016 |
4,0 |
5,0 |
|
|
СФЖ-3024 |
0,08 |
0,08 |
|
|
СФП |
1,0 |
1,0 |
|
|
СФЖ-Т |
0,8 - 1,2 |
0,4 - 0,6 |
|
|
СФЖ-Н |
0,4 - 0,7 |
0,2 - 0,5 |
|
|
СФЖ-323 |
4 - 5 |
5,0 - 7,0 |
2,0 - 12,0 |
|
СФЖ-309 |
|
15,0 - 20,0 |
|
|
СФЖ-3066 |
0,08 |
0,05 - 0,08 |
|
|
СФЖ-3015Т |
0,5 |
1,2 |
|
|
СБТ |
|
не более 0,25 |
|
|
СБТ-1 |
|
10 - 14 |
|
|
ЦНИИМОД |
не более 2 |
не более 3 |
|
|
ЦНИИМОД-1 |
0,5 - 2 |
2 |
|
|
ЦНИИФ С-50 |
|
|
|
|
НИИФ С-35 |
|
не более 2,5 - 3 |
|
|
ЦНИИПС-2 |
|
не более 9 |
|
|
ВИАМ Ф-9 |
2-3,5 |
2 - 2,5 |
|
|
ВИАМ-Б |
|
20 |
|
|
ВИАМ-Б-3 |
|
до 21 |
|
|
Б |
4 |
5 |
|
|
ФК-40 |
|
2,7 |
|
|
С-1 |
|
2,5 |
|
|
С-35 |
|
2 |
|
|
С-45 |
|
3 |
|
|
С-50 |
|
не более 1,5 |
|
|
С-2 |
|
не более 2,5 |
|
|
СК-2 |
|
не более 2,5 |
|
|
СЛФ |
|
не более 2,5 |
|
|
СКФ |
|
не более 2,5 |
|
|
СКВ |
|
не более 2,5 |
|
|
СБС-1 |
|
не более 14 - 18 |
|
|
СКС-1 |
|
не более 14 - 18 |
|
|
СП-1 |
|
не регламентируется |
|
|
СФВ |
|
не регламентируется |
|
|
СП-2 А |
|
не более 4 |
|
|
Б |
|
не более 3,5 |
|
|
СФ-2 |
0,09 - 0,18 |
0,06 - 0,2 |
|
|
СФХ |
|
1 |
|
|
ЛБС-1 |
|
9 |
|
|
ЛБС-3 |
|
8 |
|
|
ЛБС-9 |
|
2,5 |
|
|
СФМ-2 |
не более 0,3 |
не более 6,2 |
|
|
ЛАФ-1 |
не более 0, 1 |
не более 0,4 |
|
|
ДМ-12 |
|
1 |
|
|
Р |
|
1 |
|
|
ВФ |
|
не более 7,5 - 11,0 |
|
|
СБС-1ФФ |
|
не более 14 - 18 |
|
|
КБ-3 |
4 |
5 |
|
|
КР-4 |
0,8 - 2 |
1,5 - 3 |
|
|
ВК |
|
не более 8 - 12 |
|
|
Водостойкая |
0,18 |
0,18 |
|
|
Ватекс-244 |
0,1 |
0,4 |
|
|
Экстер А |
0,15 |
0,4 |
|
|
ЛАФ-1 |
0,1 |
0,4 |
|
|
УФБ |
2,0 |
1,7 |
|
|
Бакелитовые лаки (А, Б) |
|
не более 14 |
|
|
Пропиточные смолы: |
|
|
|
|
ММПК-25 |
1,4 |
|
|
|
ММПК-50 |
1,1 |
|
|
|
МФП |
0,5 - 1,0 |
|
|
|
СПМФ-4 |
0,4 |
|
|
|
ММПК |
1,0 |
|
|
|
ММПК-1 |
1,0 |
|
|
|
ПМФ |
1,0 |
|
|
|
СФП |
1,0 |
|
|
|
ММП |
1,0 |
|
|
|
МП |
1,0 |
|
|
|
МФП |
1,5 |
|
|
|
Меламиноформальдегидные смолы: |
|
|
|
|
СМ 60-08 |
не более 0,8 |
|
|
|
НИИФ МС |
1,0 - 1,5 |
|
|
|
МП |
1,0 - 1,5 |
|
|
|
СПМФ-1 |
0,6 |
|
|
|
СПМФ-1А |
0,6 |
|
|
|
СПМФ-5 |
0,5 |
|
|
|
СПМФ-6 |
0,5 |
|
|
|
СПМФ-7 |
0,5 |
|
|
|
Карбамидомеламин-Формальдегидные смолы: |
|
|
|
|
ММС |
0,5 - 1,5 |
|
|
|
ММФ |
2 |
|
|
|
КС-В-СК |
0,8 |
|
|
|
ММФ-ПД |
0,2 |
|
|
|
КВС |
0,3 |
|
|
|
Мочевиномеламино-Формальдегидные смолы: |
|
|
|
|
ММП |
0,3 - 0,8 |
|
|
|
ММС |
0,5 - 1,5 |
|
|
|
ММФ |
2 |
|
|
|
МС |
1 - 1,5 |
|
|
|
ММ-54-У |
не более 3 |
|
|
|
Резорциновые и алкилрезорциновые клеевые смолы: |
|
|
|
|
ФР-12 |
|
|
|
|
ФРФ-50 |
|
5,3 |
|
|
ФР-100 |
|
|
|
|
ДФК-1АМ |
|
|
|
|
ДФК-14Р |
|
4 |
|
|
ДФК-14 |
|
4 |
|
|
Мочевиноформальдегидно-фурфурольные смолы: |
|
|
|
|
ММФ |
не более 5 |
|
|
|
М-70Ф |
не более 2 |
|
|
|
М-60Ф |
не более 1,5 |
|
|
|
МФФ-М (А, Б) |
не более 2 |
|
|
|
Мочевино-фуриловые смолы: |
|
|
|
|
ВМФ С |
не более 1,5 |
|
|
|
К |
не более 1 |
|
|
|
Карбамидомеламиновые смолы: |
|
|
|
|
Дюменол Л-459 |
0,39 |
|
|
|
Резорцинформальдегидные смолы: |
|
Свободный резорцин (в пересчете на фенол) не более 0,2 |
|
|
Р-1 (ЦНИИФ) |
не более 0,15 |
||
|
Прочие: |
|
|
|
|
Бакелитовая пленка |
|
10 |
|
|
Клеевая пленка |
|
следы |
|
|
МЛ-21111 ПМ |
Ксилол - 23,79 %, |
Бутанол - 17,7 % |
|
Приложение 2.2.8.
Содержание свободного формальдегида и фенола в смолах зарубежных марок [9, 11 - 15, 21 - 23, 35, 40, 41, 47]
|
Марка |
Массовая доля, % |
|
|
Свободного фенола |
Свободного формальдегида |
|
|
1 |
2 |
3 |
|
Финляндия |
|
|
|
Экстер A |
0,4 |
0,05 - 0,1 |
|
Экстер B |
0,1 |
0,1 |
|
Экстер K |
|
0,1 |
|
Экстер СН |
0,1 |
0.1 |
|
Экстер 416 |
0,1 |
0,1 |
|
Каурезин 250 |
|
|
|
Каурезин 260 |
|
|
|
РФ-30 |
3 |
|
|
РФ-50 |
5,3 |
|
|
Мелурекс-507 |
|
0,4 |
|
Тамарсинол-5415 |
6,0 |
|
|
Дюменол Л-459 |
|
0,32 |
|
Ватекс-244 |
0,06 |
0,05 |
|
Англия |
|
|
|
Лауксит RF-504 |
0,9 |
0,0 |
|
Лауксит RF-1506 |
0,23 (резорцин) |
0,0 |
|
«Бакелитовый цемент» |
|
|
|
G-17432 |
0,1 |
0,0 |
|
Моулдрит 1717 |
0,25 |
0,86 |
|
Моулдрит 2738 |
1,4 |
0,86 |
|
Каскофен Р-8 |
0,28 |
0,6 |
|
Бартрев |
|
не более 7 |
|
ФРГ |
|
|
|
Бакелит HW 2453 |
|
|
|
Бакелит HW 2456 |
|
|
|
Бакелит HW 2502 |
|
|
|
Бакелит HW 2504 |
|
|
|
Бакелит HW 2505 |
|
|
|
Ракалл РФ-100 |
15,3 |
|
|
Каурамин-540 |
|
|
|
Каурамии-542 |
|
|
|
Каурит-385 |
|
|
|
Каурезин-440 |
14,0 |
|
|
Пляйофен 5103 |
2,9 |
3,8 |
|
Пляйофен 5203 |
2,9 |
3,8 |
|
Норвегия |
|
|
|
Dunocol-176 |
0,2 - 0,5 |
0,1 |
|
Диносол S-576 |
0,5 |
0,1 |
|
Диномел-159 |
|
0,32 |
|
Диномел-735 |
|
|
|
Диномел-459 |
|
0,32 |
|
Швейцария |
|
|
|
Аэродукс 185 В |
18,0 |
|
|
Аэродукс 185 |
18,0 |
|
|
Франция |
|
|
|
Софракол РФ-7010 |
5,5 |
|
|
Софракол РФ-185 |
8,7 |
|
|
Швеция |
|
|
|
Каско-1711 |
9,5 |
|
|
Каско-1710 |
7,0 |
|
|
Венгрия |
|
|
|
Амикол-50 |
|
не более 4,3 |
|
Польша |
|
|
|
PW-BZ |
|
не более 1,0 |
|
Япония |
|
|
|
Сумилайт PR-9300 |
0,51 |
0,45 |
|
Румыния |
|
|
|
Урелит C |
|
не более 5 |
|
R |
|
не более 5 |
|
P |
|
не более 1 |
|
ЧССР |
|
|
|
Диакол S-650 |
|
не более 8 |
|
F |
|
не более 4,5 |
|
M |
|
не более 1 |
Приложение 2.2.9.
Количество незаполимеризовавшихся и способных улетучиваться компонентов в некоторых водных дисперсиях
|
Виды дисперсий (латексов) |
Мономеры и вредные выделения |
Содержание, % |
|
1 |
2 |
3 |
|
Поливинилацетатные ПВА |
Винилацетат |
не более 0,5 |
|
Полиметилметакрилатные (ПММА) |
Метакриловый эфир метакриловой кислоты |
не более 0,05 |
|
Дивинилстирольные (СКС-65ГП) |
Дивинил Стирол |
не более 0,5 |
|
Полихлоропреновые (ЛНТ, Л-7) |
Хлоропрен |
не более 2 |
|
Латекс наирит Л-4 |
Хлоропрен |
не более 0,3 |
|
Дивинилметакрилатные (ДММА-65-1ГП) |
Дивинил, метакрилат, метакриловая кислота |
не более 0,3 |
|
Дивинилакрилонитрильные (СКН-40-1ГП) |
Дивинил, акрилонитрил, |
не более 0,3 |
|
метакриловая кислота |
не более 0,5 |
Приложение 2.2.10.
Состав пропиточных смол и лаков в производстве синтетических пленок [6, 43]
|
Наименование |
Ед. изм. |
Марка,смолы, лака |
|||||
|
МФПС-1 |
МФПС-2 |
ПМФ-1 |
ПМФ-2 |
ПН-35 |
НЦ-2102 |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Карбамид - 100 % |
м.ч. |
100 + 30 * |
100 + 50 * |
|
|
|
|
|
Формалин - 37 % |
м.ч. |
270 |
270 |
|
|
|
|
|
Едкий натр - 10 % |
м.ч. |
|
для доведения pH |
|
|
|
|
|
Хлористый аммоний - 20 % |
м.ч. |
|
для доведения pH |
|
|
|
|
|
Аммиачная вода - 25 % |
м.ч. |
для доведения pH |
|
|
|
|
|
|
Вода |
м.ч. |
100 |
|
|
|
|
|
|
Уротропин |
м.ч. |
5 |
|
|
|
|
|
|
Ксилол |
м.ч. |
|
|
|
|
|
8,4 |
|
Бутилацетат |
% |
|
|
|
|
|
8,4 |
|
Изобутанол |
% |
|
|
|
|
|
1,05 |
|
Этилацетат |
% |
|
|
|
|
|
33,6 |
|
Толуол |
% |
|
|
|
|
|
9,1 |
|
Содержание свободного формальдегида |
% |
не более 2 |
не более 1 |
не более 1 |
не более 1 |
|
|
|
Вязкость по ВЗ-4 |
|
14 - 15 |
|
|
|
|
|
|
Вязкость в СИЗ |
СИЗ |
|
|
15 - 20 |
11 - 14 |
400 - 500 |
|
|
Содержание стирола |
% |
|
|
|
|
33,5 - 36,5 |
|
|
Сухой остаток |
% |
40 |
50 + 2 |
51 + 1 |
49 ± 1 |
|
28 - 33 |