УТВЕРЖДАЮ
Указанием
Минтяжмаша СССР
№ BA-002-7259 от 25.07.90
Дата введения 01.04.91
ЛИСТ УТВЕРЖДЕНИЯ
"ПРИВАРКА АРМАТУРЫ К ТРУБОПРОВОДУ.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ"
РД 24.207.02-90
Первый заместитель начальника
научно-технического отдела
Минтяжмаша СССР В.А.Мажунин
Начальник сектора А.Н.Полтарецкий
Первый заместитель
директора ЦКБА В.А.Айриев
Начальник отдела 161 Р.И.Хасанов
Начальник отдела 932 В.И.Лярский
Зав.сектором Г.А.Сергеева
Исполнитель Л.Э.Ускова
|
ПРИВАРКА АРМАТУРЫ К ТРУБОПРОВОДУ. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ |
РД 24.207.02-90 |
Дата введения 01.04.91
1. Настоящий руководящий документ распространяется на трубопроводную арматуру общепромышленного назначения на Ру до 20,0 МПа (200 кгс/cм2) и Ду от 10 до 1600 мм и устанавливает технические требования к кромкам арматуры, подлежащей приварке к трубопроводу, если отсутствуют требования заказчика.
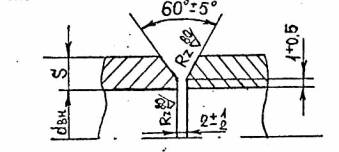
2. Конструктивные элементы разделки кромок патрубков трубопроводной арматуры указаны в табл.1.
Таблица 1
|
Конструктивные элементы приварки арматуры к трубе |
Толщина стенки арматуры |
Дополнительные указания |
|
|
До 2,0 |
- |
|
|
Св.2,0 до 3,% |
- |
|
|
Свыше 3,0 |
- |
|
|
Свыше 16,0 |
Применяется по согласованию с заказчиком |
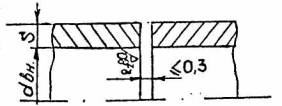


2.1. Допускается смещение внутренних кромок патрубка арматуры и трубы при сборке под сварку согласно, табл.2.,
Таблица 2
|
Толщина стенки S, мм |
Максимальное допустимое смещение внутренних кромок, мм |
|
До 3 |
0,20 S |
|
Св. 3 до 6 |
0,10 S + 0,3 |
|
Св. 6 до 10 |
0,15 S |
|
Св. 10 до 20 |
0,05 S + 1,0 |
|
Св. 20 |
0,10 S (но не более 3 мм) |
Примечание: При смещении более указанного в табл. 2 производится раздача или расточка трубы под углом 10о ± 30
2.2. Если разница в номинальной толщине концов арматуры, привариваемых к трубопроводу, по наружному диаметру составляет не более 30% толщины стенки трубопровода и не превышает 5 мм, то допускается применять сварные соединения без предварительного утонения- стенки арматуры, причем наклон поверхности шва должен обеспечить плавный переход от арматуры к трубопроводу.
3. При сварке арматуры с трубопроводом из разнородных марок сталей, необходимо предусмотреть проектантом в заводских условиях приварку переходников к арматуре из стали идентичной марки стали трубопровода.
Допускается по согласованию с заказчиком не приваривать переходники.
4. Подготовка кромок патрубков
под сварку арматуры, изготовленной из поковок, штамповок, труб, сортового
проката и литья должна выполняться механическим способом. При этом необходимо
внутреннюю и наружную поверхности механически обработать или зачистить до чистого металла с
шероховатостью не более ![]() на ширину не менее 20
мм от границы разделки кройки.
на ширину не менее 20
мм от границы разделки кройки.
5. Кромки литой арматуры на участке L (черт.) должны быть проконтролированы методами указанными в конструкторской документации (КД).
Обязательным является визуальный контроль, дефекты не допускаются.

5.1. При давлении выше 63 кгс/см2 металл на участке L (черт.) необходимо проконтролировать радиографическим или ультразвуковым (УЗК) методами контроля.
При радиографическом контроле металла на участке L- (черт.) допускаются дефекты по VII классу дефектности по ГОСТ 23055-78.
Концы патрубков арматуры под приварку по результатам УЗК должны удовлетворять следующим показателям:
- фиксации подлежат дефекты с эквивалентной площадью S0 30 мм2;
- не допускаются дефекты площадью S1> 60 мм2;
- не допускаются дефекты с эквивалентной отражательной способностью от 30 до 60 мм2, если они оценены как протяженные (длина дефекта в любом сечении более 10 мм);
- допускаются дефекты с эквивалентной отражательной способностью от 30 до 60 мм2, если они оценены как непротяженные, при суммарном количестве дефектов на участке длиной 100 мм не более
для стенки толщиной 20-25 мм - 3 шт.;
-"- 26-34- мм - 4 шт.;
-"- 35-65 мм - 5 шт.
и минимальном условие расстоянии между дефектами 10 мм.
Результаты радиографического и ультразвукового контроля с указанием размеров и расположения дефектов должны быть указаны в документации, передаваемой заказчику.
5.2. Недопустимые дефекты; указанные в п.5.1, обнаруженные при контроле металла литья на участке L (черт.) методами согласно КД, необходимо удалить и произвести заварку согласно технологической документации (инструкции, типового техпроцесса и т.д.).
5.3. При обнаружении трещин, с целью определения полноты удаления их, выборку под заварку рекомендуется подвергнуть капиллярному контролю ила магнитопорошковой дефектоскопии или местному травлению 15% раствором азотной кислоты в спирте.
5.4. В случае большого объема исправления дефектов кромок литой арматуры на участке L проектантом совместно со специалистами по литью и сварке предприятия-изготовителя арматуры решается вопрос о целесообразности применения переходников (из трубы, сортового проката и т.д.) из стали идентичной (или того же класса) марки стали трубопровода, или о наплавке кромок, или другом способе, обеспечивающим качество металла, подлежащего приварке к трубопроводу.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. Разработан ЦКБА ЛНПОА "Знамя труда" имени И.И. Лепсе
Исполнители: В.А. Айриев, Р.И. Хасанов, В.И. Лярский, Г.А. Сергеева, Л.Э. Ускова.
2. Утвержден указанием Минтяжмаша СССР от 25.07.90 № ВА-002-7259 зарегистрирован за №
3. Срок первой проверки 1996 г., периодичность проверки 5 лет.
4. Взамен ОСТ 26-07-1180-75.
5. Ссылочные нормативно-технические документы
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта, перечисления, примечания |
ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИЙ
|
Изм. |
Номера листов (страниц) |
Номер документа |
Подпись |
Дата |
Срок введения изменения |
|||
|
измененных |
замененных |
новых |
аннулированных |
|||||
|
|
|
|
|
t |
|
|
|
|