![]()
МИНИСТЕРСТВО ГРАЖДАНСКОЙ АВИАЦИИ
Государственный
проектно-изыскательский и научно-исследовательский институт
Аэропроект
РЕКОМЕНДАЦИИ
ПО ТЕХНОЛОГИИ ЗАПОЛНЕНИЯ БОРОЗД ПРОВОДОВ ЭЛЕКТРОПИТАНИЯ СИСТЕМ
"СВЕЧА-3" И Д-2
МОСКВА
СОДЕРЖАНИЕ
Настоящие Рекомендации разработаны на основе исследований, проведенных ГПИ и НИИ ГА Аэропроект совместно о Союздорнии, и в результате обобщения опыта применения repметизирующих мастик в аэропортах гражданской авиации.
При составлении Рекомендаций использованы следующие документы: «Технические условия ТУ 6-05-1816-77. Компаунды эпоксидные марок УП-5-122АТ и УП-5-122АТ-1», 1977, с изменениями от 1981 г.; «Рекомендации по средствам в технологии заливки трещин и швов аэродромных покрытий», М., ГПИ и НИИ ГА Аэропроект, 1976; «Руководство по организации и технологии ремонта аэродромов без перерыва летной эксплуатации» М., ГПИ и НИИ ГА Аэропроект, 1979; «Заводские правила заливки проводов ЭСП 007502» Прага, 1971.
Рекомендации разработали канд. техн. наук Э.Н. Смирнов, инженеры Т.С. Пчелкина и С.К. Быкова.
Рекомендации утверждены Министерством гражданской авиации 08.12.82.
1. Основные требования к заполнителю борозд ПРОВОДОВ электропитания ДЛЯ ОГНЕЙ Углубленного типа «свеча-3» и Д-2
1.1. Эксплуатационные качества и долговечность герметизирующих материалов, применяемых для заполнения борозд проводов электропитания, зависят от климатических факторов и от характера воздействия газовых струй реактивных двигателей самолетов на покрытие.
1.2. Герметизирующий материал должен обеспечивать водонепроницаемость борозды и предохранять кабель от повреждения. Оценка пригодности существующих мастик для герметизации борозд проводов электропитания огней углубленного типа «Свеча-3» и Д-2 произведена на основе материалов обследования искусственных покрытий и накопленного опыта эксплуатации аэродромных покрытий.
1.3. Все работы по укладке проводов в борозды и заполнению их герметизирующим материалом необходимо проводить в сухую и ясную погоду при температуре окружающего воздуха не ниже +5°С.
1.4. Заполнители борозд в аэродромных покрытиях не должны изменять свои свойства при кратковременном (до 1,5 мин) воздействии температур до +250°С.
1.5. Заполнители борозд должны обладать достаточным оцеплением с бетоном и асфальтобетоном, не растрескиваться под влиянием низких температур и сохранять свои упругопластические свойства в процессе эксплуатации.
1.6. Заполнители борозд должны иметь достаточные деформативные и прочностные свойства в пределах температуры от -40°С до +80°С, а также стойкость к действию противогололедных реагентов.
1.7. Жизнеспособность свежеприготовленного заполнителя должна быть не менее 4 ч. Отверждение герметика должно происходить не более чем за 7-10 сут., герметизирующий материал не должен прилипать к пневматикам самолетов.
2. технология приготовления и свойства герметизирующих материалов
2.1. Для заполнения борозд проводов электропитания в цементобетонных и армобетонных покрытиях применяются компаунд УП-5-122АТ (ТУ 6-05-1816-87) и мастика производства ЧССР ЭП0КСИ-15.
Компаунд УП-5-122АТ, выпускаемый отечественной промышленностью, представляет собой продукт совмещения эпоксидной модифицированной смолы марки УП-5-122А, пластификатора-тиокола (ГОСТ 12812-72), отвердителя полиэтиленполиамина (ТУ 6-02-594-75) и ускорителя марки УП-606/2 (TУ 6-09-4136-75).
Рекомендуемый весовой состав компаунда УП-5-122АТ (в процентах по массе):
|
Смола |
100,0 |
|
Пластификатор-тиокол |
25,0 |
|
Отвертитель АЭПА |
10,3 |
|
Ускоритель |
2,1 |
2.2. Отверждаемый компаунд УП-5-122АТ характеризуется высокой деформативностью, хорошей адгезией к бетону, достаточной водо-, тепло-, морозоустойчивостью.
Компаунд УП-5-122АТ представляет собой однородную вязкую жидкость желто- или красно-коричневого цвета без посторонних включений я имеет следующие физико-механические свойства;
|
Время желатинизации при температуре 20±1°С, ч, в пределах |
4,0 - 5,0 |
|
Разрушающее напряжение при растяжении, МПа, в пределах |
22 - 42 |
|
Разрушающее напряжение при сжатии, МПа, не менее |
30 |
|
Водопоглощение, %, не более |
3 |
2.3. Компаунд следует приготавливать на месте производства работ, непосредственно перед заполнением борозд, путем смешения компонентов в холодном состоянии, массой не более 5,0 кг, так как при большей массе нельзя достичь однородного перемешивания.
Поскольку компаунд при температуре воздуха выше +25°C быстро схватывается и возникают трудности заполнений борозд, то приготовленный компаунд хранению не подлежит.
2.4. Дозировку составляющих компаунда УП-5-122АТ в полевых условиях следует производить по объему.
2.5. В отдельных случаях при отсутствии герметизирующих материалов на основе эпоксидных смол в цементобетонных и армобетонных покрытиях для герметизации борозд проводов электропитания могут быть рекомендованы мастики на основе резинобитумного вяжущего. В этом случае, после очистки стенок, борозды грунтуются тонким слоем раствора РБВ в бензине в соотношении 1:1.
2.6. Резинобитумное вяжущее (ТУ-21-27-41-75) выпускается промышленностью в готовом виде, представляет собой однородную смесь, полученную из резиновой крошки, битума, кумароновой смолы В и Г, автотракторного масла Ак-15 и пластифицирующей добавки (полиизобутилен П-200) или без нее.
Резинобитумное вяжущее выпускается трех марок: РБВ-25, РБВ-35, РБВ-50. Состав РБВ-25 рекомендуется применять в IV и V, РБВ-35 в III и IV и РБВ-50 - в I и II климатических зонах. Полимернобитумную мастику следует применять в II ж III климатических зонах.
2.7. Для приготовления полимернобитумных мастик используются битум БНД 90/130 - 100 в.ч.; дивинилстирольный термоэластопласт (сухое вещество) - 26 в.ч.; конденсат "Вуктыл" - 12 в.ч.; асбестовая мука - 28 в.ч. и портландцемент М400 - 28 в.ч.
2.8. Основные физико-механические свойства мастик РБВ и полимернобитумной приведены в таблице.
Таблица
|
Марки герметизирующих материалов |
Прочность при разрыве, МПа |
Относительное удлинение, % |
Сцепление с бетоном, МПа |
Температура хрупкости, °C |
|
БМТВ-1 |
0,6 - 0,9 |
50 |
0,3 |
-18 |
|
РБВ-25 |
0,25 - 0,50 |
45 |
0,2 |
-25 |
|
РБВ-35 |
0,25 - 0,50 |
45 |
0,5 |
-35 |
|
РБВ-50 |
0,25 - 0,50 |
45 |
0,5 |
-50 |
2.9. Технология приготовления мастик приведена в «Рекомендациях по средствам и технологии заливки трещин и швов аэродромных покрытий».
2.10. Заполнение борозд мастикой РБB должно производиться при температуре герметика 170-200°С с помощью ручного заливщика швов, разработанного ГПИ и НИИ ГА Aэpoпpoект, а при отсутствии его - вручную.
2.11. Ориентировочный расход мастики РБВ на 100 пог. м борозды около 50 кг, мастики УП-5-122АТ - около 25 кг. Ориентировочный расход мастики УП-5-122АТ-1 для крепления одного огня, в зависимости от его конструкции, составляет от 3 до 5 кг.
3. ТЕХНОЛОГИЯ производства РАБОТ ПО заполнению борозд
3.1. Нарезка борозд проводов электропитания производится в соответствии с проектом нарезчиком ДС-133. Максимальная глубина нарезки составляет 80 мм.
3.2. Перед укладкой проводов пазы борозд должны быть тщательно очищены с последующей продувкой струей сжатого воздуха. Стенки борозд перед заполнением их мастикой должны быть сухими. Электропровода не должны выходить на поверхность покрытия. Для этой цели через каждые 80 см на провода укладываются резиновые валики длиной 5 см. Пазы борозд должны иметь правильную форму, без сколов и трещин.
3.3. Рекомендуемая ширина паза для укладки кабеля СЕ-4 - 11 мм, для укладки кабеля КРЗ - 13 мм. Глубина нарезаемой борозды устанавливается в зависимости от количества проводов и применяемой мастики и изменяется в пределах от 30 до 70 мм. Очередность заполнения паза снизу вверх:
песок 5 мм, провода (от 2 до 8), песок 10 мм, мастика УП-5-122АТ;
песок 5 мм, провода (от 2 до 8), далее по всей длине проводов укладывается просмоленный жгут или шнур, мастика РБВ.
Минимальная глубина заливки компаунда УП-5-122АТ в цементобетонных и армобетонных покрытиях 10 мм. Минимальная глубина заливки борозд мастикой РБB в асфальтобетонных и цементобетонных покрытиях 30 мм. На рис. 1 и 2 приведены схемы заполнения борозд в цементобетонных и асфальтобетонных покрытиях различными мастиками.
3.4. Для уменьшения возможного вспучивания мастикой РБВ заполняется сначала 2/3 глубины борозды, а после остывания до температуры 60-80°С борозда заливается полностью. Излишки мастики удаляются разогретым скребком.
3.5. В местах пересечения борозд проводов электропитания огней углубленного типа с температурными швами следует делать углубления от 50 до 80 мм в зависимости от количества проводов. Провода должны быть заделаны в перхлорвиниловые трубки, засыпаны высушенным и просеянным песком и залиты мастикой РБВ. Схема укладки проводов в местах пересечения борозд с температурными швами приведена на рис. 3.
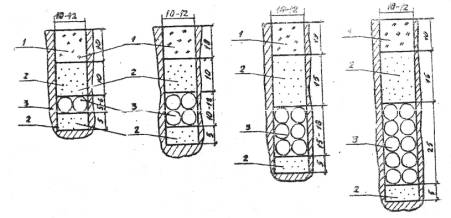
Рис. 1. Схема заполнения борозд в цементобетонных покрытиях при защите кабеля мастиками на эпоксидной основе: I - мастика на эпоксидной основе; 2 - мелкозернистый песок; 3 - кабель
Примечание. Диаметр кабеля СЕ-4 - 5 мм, кабеля КР3 - 6 мм.

Рис. 2. Схема заполнения борозд при защите кабеля питания мастикой РБВ: I - мастика РБВ; 2 - мелкозернистый песок; 3 – промасленный жгут; 4 - кабель
Примечание. Диаметр кабеля СЕ-4 - 5мм, кабеля КР3 - 6 мм.
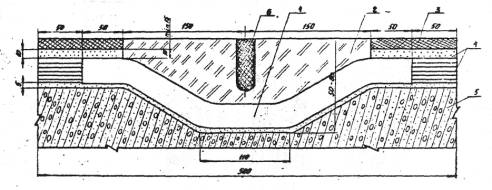
Рис. 3. Схема укладки проводов в местах пересечения борозд температурным швом:
1 - перхлорвиниловая трубка Ø 25 или 32 мм в зависимости от количества проводов; 2 - мастика РБВ; 3 - заливочная мастика; 4 - песок; 5 - бетон армированный; 6 - температурный шов
4. КОНТРОЛЬ КАЧЕСТВА ПРИготовления герметизирующих материалов и заполнения борозд
4.1. В процессе приготовления мастики необходимо контролировать:
весовую дозировку составляющих компаунда;
равномерность перемешивания по всей массе мастики;
температуру разогрева мастик РБВ и БМТВ.
4.2. Термостойкость мастики проверяется после завершения ее формирования проходом тепловой машины в режиме ее эксплуатации в зимний период.
Не допускается расплавление и выдувание мастики в борозде.
4.3. Для обеспечения надежной герметизации и предохранения проводов от повреждений необходимо осуществлять систематический контроль за состоянием мастики в борозде. На участках, где произошло отслоение мастики или ее выкрашивание, следует произвести очистку разрушенного участка с последующим заполнением мастикой.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ МАТЕРИАЛОВ КОМПАУНДА УП-5-122АТ
5.1. Компоненты компаунда хранятся в герметически закрытой таре в обычном складском помещении при температуре не выше +30°С в условиях, обеспечивающих сохранность продукта и тары.
5.2. Компаунд готовится непосредственно перед применением из исходных компонентов. Свежеприготовленные компаунды хранению не подлежат.
5.3. Гарантийный срок хранения отдельных компонентов обусловлен действующей нормативно-технической документацией и составляет: для эпоксидной модифицированной смолы - 6 месяцев; отвердителя полиэтиленполиамина - 6 месяцев; ускорителя марки УП-606/2 - 6 месяцев; тиокола - 3 года.
5.4. РБВ выпускается заводом-изготовителем, транспортируется и хранится в виде кусков весом по 10-15 кг или в бумажных мешках весом до 35 кг.
5.5. При хранении и транспортировке герметик должен быть защищен от воздействия солнечных лучей и увлажнения.
6. ТРЕБОВАНИЯ ТЕХНИКИ БЕЗОПАСНОСТИ
6.1. Неотвержденный компаунд УП-5-122АТ и составляющие его компоненты при непосредственном контакте оказывают раздражающее действие на кожу человека, проявляющееся в виде экзем и дерматитов. Поэтому все работники, занимающиеся приготовлением и применением мастик, должны быть обеспечены защитной спецодеждой.
6.2. Все операции по приготовлению компаунда УП-5-122АТ должны производиться на открытом воздухе.
6.3. Брызги смолы, отвердителя или пластификатора должны быть немедленно удалены сухим тампоном с последующей обработкой кожи спиртом и промывкой теплой водой.
6.4. Компоненты эпоксидных компаундов (смола, тиокол, отвердитель) горят при внесении в источник огня. Средствами пожаротушения являются вода, пар и углекислотные огнетушители.
На месте производства работ по разогреву мастик нужно иметь противопожарные средства тушения (огнетушитель, ящик с песком).
6.5. Для приготовления, транспортировки и применения мастик РБВ разрешается пользоваться только исправными механизмами и приспособлениями.
6.6. При разогреве герметизирующего материала необходимо следить за работой топливных форсунок.
6.7. Следует своевременно очищать котлы и топки от нагара.
6.8. Необходимо соблюдать осторожность при переливе горячей мастики из котла в агрегаты для заливки швов.
6.9. При разогреве герметизирующего материала запрещается:
разогревать материал в котлах с незакрытыми крышками;
работать с неисправной системой подачи топлива;
дозагружать в котлы расплавленную массу;
превышать температуру разогреваемого материала (180±5°C)
6.10. В случае попадания на открытую поверхность кожи резинобитумной мастики ее нужно удалить чистой ветошью, смоченной бензином или керосином, затем смыть водой с мылом.