МИНИСТЕРСТВО ТРАНСПОРТНОГО СТРОИТЕЛЬСТВА СССР
ТЕХНИЧЕСКИЕ УКАЗАНИЯ
ПО ИЗГОТОВЛЕНИЮ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЭЛЕМЕНТОВ
ЖЕЛЕЗОБЕТОННЫХ МОСТОВ СО СТЕРЖНЕВОЙ НАПРЯГАЕМОЙ АРМАТУРОЙ
ВСН 117-65
минтрансстрой ссср
ОРГТРАНССТРОЙ
МОСКВА 1965
ПРЕДИСЛОВИЕ
Настоящие «Технические указания» предназначены для руководства при изготовлении и использования при проектировании предварительно напряженных элементов железобетонных мостов со стержневой напрягаемой арматурой периодического профиля.
«Технические указания» составлены с учетом опыта изготовления железобетонных предварительно напряженных элементов со стержневой арматурой: балок пролетных строений автодорожных мостов на полигоне Мостопоезда № 412 Мостостроя-3, блоков перекрытий тоннеля под станционными путями и свай в Мостопоезде № 419 Мостостроя-2; опытных свай на Киевском заводе железобетонных конструкций Мостостроя-1; объединенных пролетных строений в Укрдорстрое; балок и ферм в промышленном и гражданском строительстве и свай на заводах и полигонах треста «Чернаморгидрострой». Кроме того, учтены результаты опытного проектирования, выполненного Ленгипротрансмостом, Союздорпроектом и Проектно-конструкторским бюро Мостостроя-1, и результаты экспериментальных исследований, проведенных Всесоюзным научно-исследовательским институтом транспортного строительства (ЦНИИСом), НИИЖелезобетоном Главмоспромстройматериалов, НИИЖБом Госстроя СССР, УкрдортрансНИИ, Московским институтом инженеров железнодорожного транспорта (МИИТ), а также опыта зарубежного мостостроения.
«Технические указания» разработаны лабораторией конструкций железобетонных мостов ЦНИИСа.
Обобщение материалов и составление текста «Технических указаний» произведены канд. техн. наук А.И. Кедровым, канд. техн. наук А.Г. Прокопович и инж. Э.А. Балючиком под общим руководством д-ра техн. наук Н.М. Колоколова. Приложение 1 составлено канд. техн. наук Г.М. Еремеевым (МИИТ), приложение 2 - канд. техн. наук Е.И. Штильманом и инж. В.Н. Березецким (УкрдортрансНИИ).
В составлении отдельных пунктов, рецензировании «Технических указаний», разработке оснастки и технологии изготовления мостовых конструкций со стержневой арматурой, положенных в основу рекомендаций, приведенных в «Технических указаниях», принимали участие инженеры В.А. Беленченко, М.Л. Лобков, И.Б. Ройзман, Ф.И. Суслов, А.Т. Шамрай, канд. техн. наук Е.А. Троицкий (ЦНИИС), инж. Т.Е. Алабушева (Техническое управление), инженеры А.А. Зинченко (Мостопоезд № 412 Мостостроя-3), Е.П. Дуброва и Б.Б. Коломойцев (Мостострой-1), И.Л. Крестников (Мостотрест), С.А. Яковлев (Главмостострой), Я.М. Шкловский (Мостострой-2), В.Н. Грищенко (Киевский филиал Союздорпроекта), С.А. Шульман (Ленгипротрансмост), канд. техн. наук Г.М. Еремеев (МИИТ).
Текст «Технических указаний» рассмотрен в Техническом управлении Министерства транспортного строительства инж. В.В. Гольшухом.
При составлении текста «Технических указаний» использованы следующие нормативные документы:
1. «Строительные нормы и правила» СНиП III-Д.2-62, I-B.4-62, III-B.1-62* и III-А.11-62.
2. «Инструкция по изготовлению предварительно напряженных конструкций
железнодорожных, автодорожных и городских мостов с пролетами до 45 м», ![]() Оргтрансстрой, М.,
1962.
Оргтрансстрой, М.,
1962.
3. «Инструкция по технологии предварительного напряжения стержневой, проволочной и прядевой арматуры железобетонных конструкций электротермическим и электротермомеханическим способами». Госстройиздат, М., 1962.
4. «Указания по применению в железобетонных конструкциях стержневой горячекатаной арматуры класса A-IV из стали новых марок» СН 269-64. Госстройиздат, М., 1964.
5. «Указания по технологии производства арматурных работ в промышленном и гражданском строительстве» Н-9-61. Госстройиздат, М., 1962.
6. «Указания по поперечному объединению балок пролетных строений
стержневой арматурой, укладываемой в открытые каналы и напрягаемой
электротермическим способом» 
«Технические указания» рассмотрены и одобрены секцией строительства мостов Технического совета Министерства транспортного строительства, согласованы с Главмостостроем и с отделом охраны труда ЦК профсоюза рабочих железнодорожного транспорта.
Замечания и предложения по «Техническим указаниям» просьба направлять по адресу: Москва, И-329, Игарский пр., 2, Всесоюзный научно-исследовательский институт транспортного строительства (ЦНИИС).
Директор ЦНИИСа д-р техн. Наук Н.А. Губанков
Руководитель отделения искусственных сооружений
ЦНИИСа д-р техн. наук К.С. Силин
|
Министерство транспортного строительства СССР |
Ведомственные строительные нормы |
ВСН 117-65 |
|
Технические указания по изготовлению предварительно напряженных элементов железобетонных мостов со стержневой напрягаемой арматурой |
Вновь |
Глава I
ОСНОВНЫЕ ПОЛОЖЕНИЯ
1. Настоящие «Технические указания» распространяются на изготовление предварительно напряженных элементов железобетонных мостов со стержневой напрягаемой арматурой - балочных пролетных строений длиной до 24 м, сквозных сборных ферм и сборных опор, призматических свай и цилиндрических оболочек - и на объединение балок пролетных строений.
2. «Технические указания» содержат дополнения к действующим
Строительным нормам и правилам СНиП III-Д.2-62, I-B.4-62, III-B.1-62*,
III-А.11-62 и «Инструкции по изготовлению предварительно напряженных
железобетонных пролетных строении длиной до 45 м»,
![]() .
.
Во всех случаях, не предусмотренных настоящими «Техническими указаниями», следует руководствоваться указанными и другими действующими нормативными документами.
3. Предварительно напряженные элементы конструкций мостов со стержневой напрягаемой арматурой можно изготовлять на заводах и строительных полигонах по поточно-агрегатной технологии или на стационарных стендах.
При массовом изготовлении элементов на заводах предпочтение следует отдавать поточно-агрегатной технологии. При небольших объемах работ и наличии стационарных стендов рекомендуется использовать эти стенды после необходимого их переустройства.
|
Внесены Всесоюзным научно-исследовательским институтом транспортного строительства (ЦНИИТС) |
Утверждены Техническим управлением Государственного производственного комитета по транспортному строительству 6 июля 1965 г. Приказ № 44 |
Срок введения и действие 1 декабря 1965 г. |
4. Натяжение стержневой арматуры можно производить на упоры или на бетон.
Для цельноперевозимых плит и балок пролетных строений натяжение стержневой арматуры рекомендуется осуществлять на упоры, предпочтительно электротермическим способом.
Сущность этого способа заключается в том, что напрягаемая арматура с временными концевыми анкерами, нагретая электрическим током до требуемого удлинения, фиксируется в таком состоянии в неподвижных жестких упорах. Упоры препятствуют укорочению арматуры при остывании, благодаря чему в ней возникают заданные напряжения.
При изготовлении составных (по длине) балок пролетных строений, свай, оболочек, элементов сборных опор и ферм, а также при поперечном или продольном объединении элементов пролетных строений натяжение стержневой арматуры может быть осуществлено электротермическим или механическим способами, на упоры или на бетон (за исключением свай), в зависимости от местных условий и наличия соответствующего оборудования.
5. С целью предотвращения появления трещин в стенках балок рекомендуется применять стержневые хомуты, напрягаемые механическим способом на бетон в комбинированных изолирующих оболочках (см. приложение 1).
6. Балки пролетных строений могут быть объединены между собой в поперечном направлении стержневой напрягаемой арматурой, натягиваемой на бетон (см. приложение 2).
7. Предварительно напряженные конструкции со стержневой напрягаемой арматурой должны изготовлять специально обученные рабочие под руководством инженерно-технического персонала, хорошо знающего проекты конструкций и особенности технологии производства работ.
Рабочие, мастера, производители работ, начальники цехов и участков допускаются к выполнению работ по изготовлению предварительно напряженных конструкций только после сдачи техминимума.
Глава II
АРМАТУРНЫЕ СТАЛИ. ИЗГОТОВЛЕНИЕ АРМАТУРЫ
8. Для напрягаемой арматуры предварительно напряженных конструкций мостов можно применять сталь периодического профиля следующих марок (сортаменты - по ГОСТу 5781-61):
горячекатаная арматурная сталь класса A-IV марки 20ХГ2Ц (ЧМТУ 863-63/ЦНИИЧМ);
горячекатаная арматурная сталь класса A-IV марки 30ХГ2С (ГОСТ 5058-57*);
арматурная сталь класса А-IIIв из горячекатаной стали класса A-III марок 25Г2С и 35ГС (ГОСТ 5058-57*), подвергнутой упрочнению вытяжкой, с контролем напряжений и удлинений.
Кроме того, следует пользоваться рекомендациями, изложенными в приложении 3.
Сортамент горячекатаной арматурной стали периодического профиля для напрягаемой арматуры приведен в табл. 1, а основные характеристики - в табл. 2.
Сортамент горячекатаной арматурной стали периодического профиля
|
Номинальный диаметр dн, мм |
Наружный диаметр (по ребрам) d1, мм |
Внутренний диаметр d, мм |
Расчетная площадь сечения, см2 |
Теоретический вес 1 пог. м, кг |
|
12 |
13,5 |
11,0 |
1,13 |
0,89 |
|
14 |
15,5 |
13,0 |
1,54 |
1,21 |
|
16 |
38,0 |
35,0 |
2,01 |
1,58 |
|
18 |
20,0 |
17,0 |
2,54 |
2,00 |
|
20 |
22,0 |
19,0 |
3,14 |
2,47 |
|
22 |
24,0 |
21,0 |
3,80 |
2,98 |
|
25 |
27,0 |
24,0 |
4,91 |
3,85 |
|
28 |
30,5 |
26,5 |
6,16 |
4,83 |
|
32 |
34,5 |
30,5 |
8,04 |
6,31 |
9. Упрочнение вытяжкой арматурной стали класса A-IV не допускается. Упрочнение стали класса A-III марок 25Г2С и 35ГС вытяжкой должно производиться согласно «Указаниям по технологии производства арматурных работ в промышленном и гражданском строительстве», Н9-61, приложение 2. Госстройиздат, 1964.
10. Стержневая арматурная сталь классов A-IV и А-IIIв должна применяться только в качестве предварительно напряженной арматуры.
Основные характеристики арматурной стали
|
Класс стали |
Марка стали |
Браковочный минимум при растяжении, кгс/см2 |
Относительное удлинение δ5, % |
Угол загиба в холодном состоянии в градусах (с - толщина оправки, d - нормативный диаметр стержня) |
|
|
предел текучести |
временное сопротивление разрыву |
||||
|
не менее |
|||||
|
A-IV |
20ХГ2Ц |
6000 |
9000 |
6 |
45° при с = 5 dн |
|
|
30ХГ2С |
6000 |
9000 |
6 |
|
|
А-IIIв |
25Г2С и 35ГС, упрочненная вытяжкой до 5500 кгс/см2; при удлинении не более: для 25Г2С-3,5%, для 35ГС-4,5% |
5500 |
6000 |
6 |
То же |
Арматурную сталь марки 20ХГ2Ц рекомендуется применять для предварительно напряженных автодорожных городских и железнодорожных мостов, а сталь марки 30ХГ2С - только для автодорожных и городских мостов.
При изготовлении конструкций, эксплуатируемых при низких расчетных отрицательных температурах (-30°С и ниже), следует применять арматуру класса А-IV марки 20ХГ2Ц.
Сталь класса А-IIIв допускается применять только для элементов фундаментов и опор, а также для объединения балок пролетных строений и элементов сборных опор, не рассчитываемых на выносливость, при расчетных отрицательных температурах: для стали марки 25Г2С - не ниже - 40°С, а для стали марки 35ГС - не ниже - 30°С.
В случае необходимости замены арматурной стали, предусмотренной проектом, сталью какой-либо другой марки из числа упомянутых в п. 8 следует учитывать эти рекомендации, а в необходимых случаях вводить поправку на нормативное сопротивление стали (см. табл. 2). Указанная замена должна быть согласована с проектной организацией.
11. Всю поступающую на полигон или завод арматурную сталь принимают и хранят в соответствии с указаниями СНиП I-B.4-62, III-B.1-62* и III-Д.2-62.
12. Сталь класса A-IV для напрягаемой арматуры, независимо от наличия сертификатов и данных заводских испытаний, должна быть подвергнута контрольной приемке предприятием-потребителем в соответствии с указаниями СНиП III-Д.2-62.
Контрольная приемка исходной арматурной стали класса А-III производится по результатам испытания на растяжение и на холодный загиб. От одного стержня из партии весом не более 60 т отрезают по три образца для каждого вида испытаний.
При контрольном испытании образцов на растяжение должны быть определены пределы прочности стали и относительное удлинение при разрыве для пятикратного образца.
При получении результатов испытаний образцов, не соответствующих требованиям ГОСТа 5781-61, повторно испытывают удвоенное количество образцов, взятых от других стержней. При получении неудовлетворительных результатов повторного испытания хотя бы на одном образце партия арматурной стали бракуется.
13. При хранении, транспортировании и заготовке стержневой арматуры надо принимать меры, предотвращающие механические повреждения стержней (искривления, забоины, зазубрины и т.п.) и поджоги при газовой резке или дуговой сварке. Все такие повреждения необходимо устранять, для чего стержень в месте повреждения следует зачищать в продольном направлении до получения чистой гладкой поверхности металла с плавным переходом к нормальному профилю стержня, не допуская ослабления площади сечения более чем на 5%.
Стержневая арматура для предварительно напряженных конструкций должна иметь чистую поверхность, без следов масла или краски и отслаивающейся ржавчины.
14. Арматурная сталь класса A-IV марок 20ХГ2Ц и 30ХГ2С и класса А-III марок 25Г2С и 35ГС относится к категории свариваемых сталей. Основным видом стыкования стержней этих арматурных сталей является контактная стыковая сварка методом оплавления с предварительным подогревом.
15. Для стыкования стержней арматуры из стали классов А-IIIв и A-IV допускается применение стыков на парных взаимно смещенных накладках, а для А-IIIв - также ванных стыков на удлиненных стальных подкладках. Арматуру класса А-IIIв следует стыковать до упрочнения.
Сварка стыков стержней должна выполняться в соответствии с приложением 4.
16. Приварка каких-либо деталей или элементов арматуры к напрягаемым стержням категорически запрещается. Допускается применять приварку различных вспомогательных деталей (коротышей, шайб и пр.), расположенных вне конструкции, а при необходимости дополнительной анкеровки - в сечениях с минимальными значениями действующих усилий. (Например, для балок - в зоне увеличенных опорных сечений).
17. Для стыкования стержней в плети рекомендуется пользоваться контактными стыковыми машинами МСР-50, МСР-75, МСР-100, МСМУ-150 и др.
18. Для проверки качества сварки контактных стыков арматуры образцы с контактными стыками следует испытывать на растяжение. Образцы изготовляют длиной не менее 300 мм, причем стык должен быть расположен в середине длины образца. Количество образцов для контроля прочности контактных стыков испытанием на разрыв должно быть не менее трех от каждой партии стыкованных стержней. За партию принимают количество арматурных строений, включающих до ста однотипных контактных стыков, сваренных в одинаковых условиях при одном и том же режиме сварки. Предел прочности каждого образца должен быть не ниже браковочного минимума предела прочности при растяжении стали данной марки.
Если невозможно провести испытания на растяжение, качество сварки контактных стыков арматуры в виде исключения допускается проверять испытанием на загиб в холодном состоянии. Для этого перед сваркой стержней в плети в начале каждой смены сваривают три контрольных образца, которые испытывают в холодном состоянии на загиб вокруг оправки диаметром не более 90 мм таким образом, чтобы стык располагался в месте наибольшего изгиба. Качество стыка считается удовлетворительным, если излом образца произойдет вне свариваемой поверхности, независимо от величины угла загиба.
При неудовлетворительных результатах испытания образцов на разрыв и на холодный загиб производятся повторные испытания на удвоенном количестве образцов. При этом испытания образцов на разрыв обязательны. Если и в последнем случае результаты испытания окажутся неудовлетворительными, следует изменять режим сварки до получения устойчивых положительных показателей испытываемых Образцов.
19. Контактные стыки стержней, сваренных в плети, осматривают на месте сварки (до натяжения плетей).
Поперечное отклонение стыкуемых стержней от продольной оси плети вследствие перелома этой оси в месте стыка не должно превышать 5 см на пог. м длины стержня; взаимное смещение осей стержней в стыках не должно превышать 1 мм.
20. Контактные стыки стержней арматуры, рассчитываемой на выносливость, необходимо подвергать механической продольной зачистке заподлицо с поверхностью арматуры по внутреннему ее диаметру (см. приложение 4).
21. Расположение стыков стержней по длине плети должно быть рассредоточенным с тем, чтобы не создавать затруднения для бетонирования элементов.
22. Длина заготовки для арматурной плети при электротермическом натяжении с нагревом вне места укладки определяется по формуле
lз = lо - Δl1 - Δl2 + 2а
где lз - длина заготовки;
lо - расстояние между опорными плоскостями упоров;
Δl1 - расчетное удлинение, соответствующее заданной величине напряжения в данном стержне;
Δl2 - сближение упоров в результате продольной деформации стенда, а также смятия упоров и опорных торцов временных анкеров на плетях после натяжения арматуры;
а - длина временного анкера, устанавливаемого на каждом конце плети.
Величина расчетного удлинения Δl1 определяется из выражения
![]()
где σнк - заданное контролируемое напряжение в натянутой арматуре в кгс/см2;
Енк - модуль деформации арматурной стали, назначаемый с учетом нелинейной зависимости между деформациями и напряжениями в стержне при больших значениях σнк, принимаемый по табл. 3.
Таблица 3
Модуль деформации и относительное удлинение арматурной стали классов A-IV (свариваемой) и А-IIIв
|
Контролируемое напряжение в арматуре σнк, кгс/см2 |
Относительное удлинение арматурной стали ε |
Модуль деформации арматурной стали Енк, кгс/см2 |
|
3000 |
0,00161 |
1860000 |
|
3500 |
0,00190 |
1840000 |
|
4000 |
0,00224 |
1785000 |
|
4500 |
0,00261 |
1725000 |
|
5000 |
0,00303 |
1650000 |
|
5400 |
0,00340 |
1590000 |
|
5700 |
0,00375 |
1520000 |
|
6000 |
0,00420 |
1430000 |
|
6500 |
0,00500 |
1300000 |
|
7000 |
0,00600 |
1165000 |
В необходимых случаях в величину Δl1 вводится поправка, учитывающая разницу температур стенда и шаблона для заготовки плетей.
Величина Δl2 определяется для каждого стенда контрольными промерами расстояния между опорными плоскостями упоров до и после пробного натяжения полного комплекта арматуры элемента в соответствии с пп. 65 и 66 настоящих «Технических указаний».
При приемке натяжных стендов, изготовленных на заводах, необходимо требовать, чтобы величина Δl2 была указана в паспорте стенда.
23. При электротермическом натяжении с нагревом стержней на месте укладки, а также при механическом натяжении длины заготовок для арматурных плетей определяют по формуле
lз = lо + 2 (а + с),
Где lо - расстояние между опорными плоскостями упоров или захватов в мм;
а - длина временного анкера, устанавливаемого на каждом конце плети;
с - технологический зазор в мм между опорной торцовой плоскостью временного концевого анкера и опорной площадкой упора или захвата (на каждом конце плети), необходимый для свободной укладки плетей на упоры или в захватные приспособления (см. п. 63).
24. Конструкция арматурных плетей принимается в зависимости от выбранного способа натяжения, типов захватов, упоров и пр. Арматурные плети могут быть образованы из одиночных или сдвоенных (парных) стержней.
Для одиночных плетей рекомендуется в качестве временных концевых анкеров применять парные коротыши, инвентарные съемные анкеры или опрессованные шайбы. Для сдвоенных плетей применяют одиночные коротыши, расположенные между двумя стержнями, образующими плеть, или парные, привариваемые по обе стороны от этих стержней. Стержни соединяют между собой продольным сварным швом в пределах длины коротыша (см. приложение 5).
Коротыши для плетей можно изготовлять из отходов арматурной стали, желательно из стали марок Ст. 3 и Ст. 5.
Один конец каждого коротыша, прилегающий к концевому фиксатору, должен быть отторцован на токарном станке.
25. Диаметр анкерных коротышей определяют по формуле

где dн - номинальный диаметр напрягаемого стержня в см;
Rнн - нормативное сопротивление материала напрягаемого стержня в кгс/см2;
Rнк - нормативное сопротивление материала- коротыша в кгс/см2
k - коэффициент, принимаемый равным: для одиночной арматурной плети с двумя анкерными коротышами на каждом; конце k = 0,6; для сдвоенной арматурной плети с двумя анкерными коротышами на каждом конце k = 0,85; для сдвоенной арматурной плети, объединенной на каждом конце одним анкерным коротышом, k = 1,0.
Длина привариваемых коротышей и толщина сварного шва рассчитывается на усилие, соответствующее браковочному минимуму прочности арматурной стали на растяжение.
Во всех случаях длина коротыша должна быть не менее пяти его диаметров.
26. Для анкеровки стержней небольших диаметров (до 14 мм) допускается применение концевых анкеров в виде высаженных головок.
27. Приварка временных концевых анкеров в виде коротышей, а также установка съемных анкеров, например, конструкции НИИЖБа или завода «Баррикада» (см. «Временную инструкцию по технологии изготовления предварительно напряженных железобетонных конструкций». Госстройиздат, М., 1959), и установка опрессованных шайб производятся на специальном шаблоне (см. приложение 5).
Прямолинейность положения стержней по длине и точность соблюдения расстояния между опорными поверхностями концевых анкеров должны обеспечиваться приваренными на шаблоне фиксаторами. При этом следует обращать особое внимание на точность установки концевых фиксаторов, расстояние между которыми следует систематически проверять и соответственно корректировать.
28. Анкерные коротыши приваривают в следующем порядке. После выкладки стержней на шаблоне устанавливают, прихватывают, а затем приваривают коротыши к стержням. Перед установкой коротышей необходимо тщательно очищать поверхность концевых фиксаторов шаблона от загрязнения и брызг металла. При этом необходимо строго следить за плотным прилеганием стержней к шаблону по всей их длине, а коротышей - к торцам концевых фиксаторов. Каждый коротыш прихватывают к стержню в двух местах: сначала на одном конце шаблона, затем на другом.
Прихватки делают на таком расстоянии от концов коротышей, чтобы они в дальнейшем - при наложении основных швов - были переварены.
После прихватки коротышей на обоих концах стержней плети перевертывают и приваривают коротыши полными швами с обратной стороны. Затем накладывают швы в направлении от опорной поверхности коротышей к концу стержня. При этом, чтобы избежать оплавления стержня, шов начинают на расстоянии 5-8 мм от опорного торца коротыша. Зажигать дугу следует на поверхности коротыша, чтобы не было ожогов стержня. Парные коротыши на одиночных стержнях приваривают однопроходным швом с обеих сторон. Одиночные и парные коротыши, объединяющие два стержня, приваривают швами в два прохода также с обеих сторон.
При приварке коротышей следует избегать замыкания токоподводящих проводов на средней рабочей части стержня. Надо иметь в виду, что поджоги стержня от случайных замыканий дуги могут резко понизить прочность арматуры. Поэтому контактный провод при сварке следует подключать на участке приварки коротышей, где поджоги менее опасны.
29. Качество приварки одиночных и парных коротышей должно контролироваться внешним осмотром. Швы должны иметь ровную поверхность на всей длине и хорошее сплавление с коротышом и стержнем. В начале швов, вблизи опорной поверхности коротышей, на стержне не должно быть подплавлений и поджогов, которые могут вызвать обрыв стержня при изготовлении элемента.
Опорные торцованные поверхности парных коротышей должны находиться в одной плоскости и располагаться строго перпендикулярно оси стержня.
30. Высадка головок производится на специальных установках, типы и характеристики которых приведены в «Инструкции по технологии предварительного напряжения стержневой, проволочной и прядевой арматуры железобетонных конструкций электротермическим и электротермомеханическим способами», Госстройиздат, 1962.
Глава III
ОБОРУДОВАНИЕ И ОСНАСТКА ДЛЯ ПРЕДВАРИТЕЛЬНОГО НАПРЯЖЕНИЯ СТЕРЖНЕВОЙ АРМАТУРЫ
31. Для изготовления предварительно напряженных элементов со стержневой арматурой можно использовать имеющиеся стенды для натяжения проволочной арматуры с соответствующим их переустройством или изготовить новые, наиболее рациональные передвижные стенды.
Элементы целесообразнее изготовлять на коротких передвижных стендах (длиной на одно изделие). Однако можно использовать также и существующие более длинные стационарные стенды.
32. Стенды должны иметь оснастку для натяжения стержневой арматуры электротермическим или механическим способом.
Изготовление комбинированных стендов с оснасткой для электротермического и механического натяжения арматуры не рекомендуется из-за их сложности.
33. Стенды и упоры для натяжения стержневой арматуры должны обладать достаточной жесткостью. При проверке жесткости усилия от натяжения арматуры принимаются максимальными из возможных для всей номенклатуры изделий, предназначенных для изготовления на данном стенде.
Продольная деформация (сближение неподвижных упоров) стендов по оси арматуры после ее натяжения не должна превышать 0,0004 расстояния между упорами.
Сближение подвижных (например, секторных - см. п. 38) упоров, устанавливаемых для обрыва стержней по эпюре моментов, после натяжения арматуры должно быть не более 0,0008 расстояния между опорными плоскостями упоров.
34. В конструкциях стендов должна быть предусмотрена возможность свободного доступа к стержням рабочей арматуры для контроля величины натяжения, а также замены или постановки дополнительных стержней в случае их обрыва.
В стендах, имеющих секторные упоры для обрыва стержней в пролете (см. п. 38) и на концах элемента, желательно предусматривать устройства для одновременного выведения всех секторов данного изделия из бетона, с централизованным управлением этой операцией с одного пульта.
35. Фундаменты и анкерные балки стендов, в которых закрепляются упоры для натяжения арматуры, должны быть рассчитаны на полное суммарное усилие от предварительного напряжения одновременно всех натягиваемых на них стержней с учетом имеющихся эксцентриситетов.
36. Натяжные стенды перед сдачей в эксплуатацию, а также периодически в процессе эксплуатации должны подвергаться испытаниям статической нагрузкой в соответствии с требованиями «Инструкции» ВСН 79-62.
Оборудование и оснастка для электротермического натяжения арматуры
37. При натяжении стержней электротермическим способом на каждом стенде в местах, предусмотренных проектом, устанавливают надежно закрепленные упоры, предназначенные для фиксации заданного положения арматуры и воспринятия усилия от ее натяжения до передачи его на бетон.
38. Для фиксации положения стержней, проходящих на всю длину изделия, рекомендуется применять металлические сварные упоры, устанавливаемые у торцов элемента.
Наряду с упорами, постоянно закрепленными на стенде, рекомендуется применять секторные шарнирные упоры с винтовыми домкратами или другими опорными устройствами. Такие упоры можно применять, например, для натяжения арматуры в изгибаемых элементах, в которых целесообразно обрывать стержни в пролете в соответствии с эпюрой изгибающих моментов. Можно также применять упоры других конструкций после проверки их работы в производственных условиях.
Упоры рекомендуется изготовлять из стали марки Ст. 3 или Ст. 5 и снабжать их со стороны опорной плоскости съемными пластинами из высокопрочной стали. Съемные пластины рекомендуется изготовлять из стали марки У7 или У8 с закалкой до твердости Rc = 45÷50.
Опорные поверхности упоров, а также толщины съемных пластин должны быть выдержаны с предельным отклонением от плоскости ±0,2 мм.
Пластины к упорам следует прикреплять винтами с потайными головками.
Размеры прорезей в упорах должны выбираться из условия обеспечения проектного расположения арматуры для всех изделий, намечаемых к изготовлению на данном стенде.
Глубину прорези в упорах рекомендуется делать больше требуемой по проекту конструкции на 1-1,5 мм наружного диаметра стержня, а ширину прорези - на 2-4 мм больше того же диаметра. Примеры конструкций упоров приведены в приложении 5.
39. Допустимые предельные отклонения (в большую сторону) от проектных расстояний между упорами, а также между временными концевыми анкерами на арматуре не должны превышать величин, указанных в табл. 4. Отклонение этих расстояний от проектных величин в меньшую сторону не допускается.
Шаблоны для изготовления арматурных плетей должны выполняться с точностью, обеспечивающей предельные отклонения, указанные в табл. 4.
Таблица 4
Допустимые предельные отклонения
|
Расстояние между упорами, м |
12 |
15-18 |
24-26 |
|
Предельное отклонение от проектного расстояния, мм |
+2 |
+3 |
+4 |
40. При изготовлении однотипных элементов на нескольких линиях одного стенда или на нескольких одинаковых стендах необходимо следить за тем, чтобы расстояния между опорными плоскостями соответствующих упоров на различных линиях или стендах были одинаковыми (в пределах допусков, установленных в п. 39) для того, чтобы длина плети между анкерами для всех изготовляемых изделии сохранилась постоянной.
41. Для электронагрева стержней применяется следующая оснастка:
а) трансформаторы различных конструкций (см. табл. 2 приложения 6, а также «Инструкцию» ВСН 79-62, приложение 13);
б) контактные устройства для подвода тока к стержням - концевые и промежуточные (при обрыве стержней в пределах длины элемента);
в) переносные пути для перемещения тележек с контактными устройствами в пределах расположения секторных упоров при применении обрыва стержней по длине элемента;
г) промежуточные роликовые опоры для опирания арматурных плетей при нагреве, устанавливаемые между контактными устройствами;
д) стационарные или переносные ограждающие устройства, устанавливаемые по длине стенда и за упорами для обеспечения безопасности рабочих при натяжении арматуры (съемные инвентарные хомуты, скрутки, а также козырьки, закрывающие упоры, и пр.);
е) приспособления для оттяжки стержней в процессе нагрева их на месте укладки (винтовые тяги, домкраты и т.п.);
ж) комбинированные контейнеры с устройствами для электронагрева стержней.
Примеры конструкций оснастки приведены в приложении 5.
42. Одно из контактных устройств для подвода тока к стержням должно быть подвижным, для чего оно устанавливается на роликовой тележке, а другое - неподвижным. Подвижное контактное устройство рекомендуется снабжать конечным выключателем.
Токоподводящие губки следует изготовлять из меди, а прижимные - из стали.
Для обеспечения лучшего контакта губки контактных устройств должны иметь полукруглую форму. Длина губок принимается в зависимости от конструкции нагревательной установки, но не менее трех диаметров стержня. Зажатие стержней в губках должно предусматриваться при помощи пневматических или электромагнитных устройств, эксцентриками, струбцинами или грузами.
При объединении балок пролетных строений разрешается применять в качестве контактных устройств медные шины полукруглого сечения, желательно с прижимом.
Применение вилочных контактов с заклиниванием нагреваемой арматуры без принудительного прижима не допускается.
Концы проводов, присоединяющиеся к контактным устройствам, снабжаются медными наконечниками, обеспечивающими хорошее контактирование поверхностей и быструю смену контактных устройств для нагрева стержней различных длин.
43. Тип и мощность трансформаторов для нагрева стержней устанавливаются расчетом. Трансформаторы можно применять по одному или группами при параллельном и последовательно-параллельном их соединении в зависимости от требуемой силы тока и напряжения.
44. Установки для нагрева стержневой арматуры рассчитывают в зависимости от конструкции и размеров плетей (диаметра стержней и их длины) на нагрев одного или одновременно нескольких стержней.
Расчет параметров преобразователей тока для нагревательных установок сводится к определению потребных силы тока, напряжения и мощности трансформаторов (см. приложение 6).
Оборудование и оснастка для механического натяжения арматуры
45. Для механического натяжения стержневой арматуры следует применять однопоршневые гидравлические домкраты, а для цилиндрических оболочек - специальные натяжные гидроагрегаты, например КО-2, КО-4, КПШУ-5 конструкции треста «Черноморгидрострой» (табл. 5 и 6).
Таблица 5
Основные характеристики гидравлических домкратов
|
Показатели |
Единица измерения |
Тип домкрата |
|||||||
|
ЦНИИСа |
ЦНИИСа |
ДС-64-450 |
ДС-60-315 |
ДС-30-200 |
Т-58 |
ЦПКБ Мостотреста |
"Перпетуум" |
||
|
Тяговое усилие или грузоподъемность |
т |
90 |
60 |
64 |
60 |
30 |
200 |
500 |
200 |
|
Ход поршня |
мм |
205 |
120 |
450 |
315 |
200 |
250 |
300 |
160 |
|
Вес |
кг |
216 |
130 |
99 |
66 |
31 |
310 |
1425 |
750 |
|
Диаметр напрягаемой арматуры |
мм |
14-28 |
14-28 |
28-40 |
28-40 |
14-28 |
28-40 |
28-40 |
14-40 |
Таблица 6
Основные характеристики гидроагрегатов
|
Показатели |
Единица измерения |
Тип агрегата |
|
|
КО-2 |
КО-4 |
||
|
Диаметр центрифугированной оболочки, для которой производится натяжение арматуры |
мм |
600 |
1600 |
|
Количество домкратов в агрегате |
шт. |
12 |
24 |
|
Тяговое усилие домкрата |
т |
30 |
30 |
|
Ход поршня домкрата |
мм |
100 |
100 |
|
Марка насосной станции |
- |
НСП-400м |
НCП-400м |
Натяжные домкраты и агрегаты подбирают в зависимости от усилия натяжения и величины заданного удлинения стержней, системы захвата и расположения арматуры в поперечном сечении элемента, а насосные станции - в зависимости от конструкции и характеристик домкратов.
Характеристики насосных станций указаны в «Инструкции» ВСН 79-62.
46. При использовании домкратов типа ЦПКБ Мостотреста, «Перпетуум» и т.п. рекомендуется применять перемещающийся вдоль стенда ригель, в котором закрепляются устройства для захвата Напрягаемой арматуры. Этот ригель устанавливают у одного из торцов стенда. Второй ригель стенда устраивают неподвижным.
47. При групповом натяжении стержней домкратами ЦНИИСа и натяжными гидроагрегатами оба ригеля стенда устраивают неподвижными.
При этом в домкрат ЦНИИСа вставляют дополнительную упорную шайбу с отверстиями для пропуска стержней (в соответствии с рекомендациями, приведенными в «Инструкции» ВСН 79-62) или переходное упорное устройство.
48. Домкраты для натяжения стержневой арматуры следует тарировать с тем манометром и насосной станцией, которые будут использованы в производственных условиях, в соответствии с «Инструкцией» ВСН 79-62.
49. Захваты для натяжения стержневой арматуры и устройства для ее закрепления на упорах должны быть простыми по конструкции, вызывать возможно меньшие потери предварительного напряжения и допускать компактное размещение стержней арматуры в пределах поперечного сечения изготовляемой конструкции.
Примеры конструкций инвентарных захватов приведены в «Указаниях по технологии производства арматурных работ в промышленном и гражданском строительстве», Н9-61, Госстройиздат, 1962.
Глава IV
ИЗГОТОВЛЕНИЕ ЭЛЕМЕНТОВ СО СТЕРЖНЕВОЙ НАПРЯГАЕМОЙ АРМАТУРОЙ
Электротермическое натяжение арматуры
50. При электротермическом натяжении арматуры на упоры стационарных или передвижных стендов нагревать стержни рекомендуется вне места их укладки.
51. Рабочую арматуру элементов с поперечным армированием спиралями (например, призматических свай), натягиваемую на упоры, рекомендуется нагревать вне места укладки стержней, но внутри спиральных хомутов изготовляемого элемента.
Нагрев стержней на месте укладки не рекомендуется из-за трудности изоляции напрягаемой стержневой арматуры от остальных стержней арматурного каркаса и металлических частей стенда.
52. При изготовлении балок пролетных строений и элементов сборных опор с членением на блоки, а также при объединении элементов пролетных строений и опор натяжение арматуры производится на бетон.
53. Оснастку или установки для нагрева стержней, натягиваемых на упоры, следует располагать в непосредственной близости от изготовляемого элемента, параллельно его продольной оси (для плит - одной из сторон).
54. Последовательность нагрева и укладки стержней на упоры устанавливается проектом. При этом должна учитываться очередность обрыва стержней по длине элемента в соответствии с эпюрой изгибающих моментов (если арматура имеет такие обрывы).
55. Арматурные плети перед укладкой их на стенд для нагрева необходимо тщательно осмотреть и при обнаружении дефектов принимать соответствующие меры (см. п. 13).
56. Подготовительные работы перед электротермическим натяжением арматуры на упоры, с нагревом стержней вне места укладки, выполняют в следующем порядке:
а) тщательно очищают поверхности концевых и промежуточных упоров;
б) при наличии обрывов арматуры в пролете секторные упоры устанавливают (при помощи винтовых домкратов или других устройств), по фиксаторам в такое положение, чтобы опорная плоскость упоров располагалась строго перпендикулярно поддону опалубки; опорные площадки винтовых домкратов должны плотно прилегать к хвостовой части секторного упора;
в) выступающие из поддона части секторных упоров смазывают раствором битума в керосине или другими составами;
г) контактные устройства устанавливают у концевых и секторных упоров, в случае необходимости - на переносные пути (см. п. 41), расположенные параллельно поддону;
д) промежуточные опоры устанавливают вдоль нагреваемого стержня на расстоянии 2-3 м одна от другой; при этом опорные поверхности контактных губок и роликов промежуточных опор должны находиться на одном уровне, а губки и ролики - на одной прямой в плане (см. приложение 5);
е) устанавливают опалубку с одной стороны поддона;
ж) укладывают комплект натягиваемой арматуры (сбоку от элемента, параллельно ее проектному положению) и съемные ограждающие устройства для обеспечения безопасности работы (защитные козырьки, хомуты, скрутки и т.п.);
з) устанавливают нижнюю секцию арматурного каркаса (см. п. 77).
57. В заводских условиях, при изготовлении и натяжении плетей на упоры, рекомендуется использовать переносный комбинированный контейнер, оборудованный бункером и оснасткой для нагрева стержней (см. приложение 5). Контейнер устанавливают вблизи стеллажа с шаблоном для сварки стыков и приварки (или установки) временных анкеров. Комплект изготовленных плетей укладывают в бункер. Затем контейнер подают краном с траверсой к изготовляемому элементу, где и нагревают стержни.
58. При изготовлении призматических свай и других элементов с поперечным армированием спиралями пачки спиральных хомутов, а также контактные и ограждающие устройства и промежуточные опоры предварительно устанавливают на стенд по оси сваи (см. приложение 5). Разборную опалубку сваи также устанавливают до начала натяжения арматуры.
Комплект плетей рабочей арматуры сваи заранее заводят внутрь спиральных хомутов и укладывают симметрично по обе стороны от контактных устройств.
59. Перед нагревом стержней на месте укладки выполняют операции, предусмотренные в п. 56 (а, б, в, г, е). При этом, в зависимости от конструкции элементов, предварительно устанавливают всю или часть опалубки, затем арматурный каркас, изготовленный на стороне, устанавливают в проектное положение, ставят приспособления для оттяжки стержней в процессе нагрева и изолируют стержни рабочей арматуры от других стержней и от стенда.
60. Натяжение арматуры на упоры с нагревом вне места укладки производится в следующем порядке:
укладывают арматурные плети на контактные губки и промежуточные опоры при отключенном преобразователе тока и плотно зажимают их прижимными устройствами;
включают ток;
нагревают плети до установленного удлинения (время нагрева зависит от длины и количества одновременно нагреваемых стержней и составляет примерно 2,5-5 мин);
отключают ток (вручную или при помощи конечного выключателя);
освобождают плети от прижимных устройств;
переносят и укладывают плети на упоры (крючьями или краном со специальной траверсой); при этом необходимо следить за правильным положением плетей и концевых анкеров до момента возникновения усилий в стержнях при остывании;
устанавливают ограждающие устройства в заранее намеченные места (непосредственно после укладки нагретых плетей на упоры).
При применении комбинированного контейнера все операции по нагреву арматуры производятся на смонтированной на нем нагревательной установке (см. п. 57).
При длине элемента до 6 м обычно нагревают одновременно 3-5 стержней, при большей длине - 1-2 стержня.
61. Участки плетей, зажимаемые в контактных губках, а также сами губки рекомендуется перед нагревом зачищать наждачной бумагой для обеспечения лучшего контакта.
Места зажатия плетей должны быть расположены преимущественно вне изделия или вблизи его торца, а при наличии обрывов арматуры в пролете - на расстоянии не более 20-30 см от конца арматурной заготовки.
62. При натяжении арматуры с нагревом на месте укладки все плети до нагрева укладывают в проектное положение на изолирующих прокладках и нагревают путем подключения съемных контактных устройств. Операции по нагреву плетей осуществляются в том же порядке, что и в случае нагрева арматуры вне места укладки.
В процессе нагрева при провисании плетей необходимо производить их оттяжку при помощи лебедки и других устройств. В зазор между опорной поверхностью упора и концевым анкером, образующийся после нагрева плети, закладывают мерные шайбы или вкладыши, толщина которых равна расчетному удлинению плети Δl1 (см. п. 22).
63. Во избежание недопустимого снижения пределов прочности и текучести напрягаемой арматуры температура нагрева арматуры не должна превышать для стали класса A-IV 400°С, для стали класса А-IIIв - 350°С.
Выполнение этого требования допускается проверять измерением фактических удлинений стержней при нагреве. Эти удлинения не должны превышать расчетных более чем на величину дополнительного удлинения, необходимого для свободной укладки арматуры на упоры, которое можно принять равным 0,5 мм на 1 пог. м длины арматурной заготовки.
64. Необходимый нагрев арматуры ограничивается автоматическим выключением тока посредством заранее отрегулированного конечного выключателя или определяется по ходу тележки с подвижным контактом также по заранее нанесенным делениям. При электронагреве необходимо следить, чтобы вторичная цепь замыкалась только через нагреваемые стержни, которые для обеспечения этого должны быть изолированы от касания с другими металлическими частями и деталями различных устройств стенда и оснастки, а при нагреве на месте укладки - также и от другой арматуры.
Повторный нагрев стержней допускается только после их остывания до температуры окружающей среды.
В случае обрыва плетей при натяжении повторное использование разорванных стержней в качестве напрягаемой арматуры не допускается.
Отклонение напрягаемых стержней в поперечном направлении от проектного положения не должно превышать 5 мм.
65. Для определения возможно более точных значений величины сближения упоров в результате продольной деформации стенда, влияющих на отклонение напряжений в стержнях от заданных, в начальный период изготовления элементов следует производить пробное натяжение двух-трех комплектов стержней с проверкой величины предварительного напряжения и величины Δl2 (см. п. 22).
66. Периодически, через 1-2 месяца, необходимо проверять расстояния между опорными плоскостями упоров с учетом допусков, приведенных в п. 39. Эти допуски могут быть выдержаны только при высокой точности измерений расстояний между опорными поверхностями упоров и концевыми фиксаторами на шаблоне для изготовления плетей. Указанные измерения должны выполняться только стальной рулеткой. В процессе измерений необходимо устранять провисание рулетки по ее длине при помощи подкладок.
67. После остывания, арматурных плетей до температуры окружающей среды необходимо контролировать величины натяжения во всех стержнях, доступных для измерения.
Усилия в стержнях рекомендуется измерять частотомером ИНА Свердловского НИИпромстроя. Переход от показаний индикатора к напряжениям в стержнях следует производить по номограмме, приложенной к инструкции о порядке пользования прибором. При отсутствии прибора ИНА можно пользоваться динамометром ПРД конструкции НИИжелезобетона при условии предварительной тарировки прибора на разных длинах и диаметрах стержней с построением графика зависимости усилий от показаний индикатора (см. приложение 7).
Другие приборы (деформометры, резонансные индикаторы и др.) можно применять только после предварительной проверки их работы.
Рекомендуется, наряду с этим, контролировать и ограничение температуры нагрева арматуры по ее удлинению.
При изготовлении балок пролетных строений длиной 12 м и более напряжения контролируют в каждом изготовляемом изделии, а при изготовлении других элементов и балок пролетных строений длиной менее 12 м - периодически, при изготовлении каждого десятого изделия.
Контроль усилий в натянутой арматуре должны производить представители ОТК или специально назначенные для этого лица.
68. Максимальные отклонения усилий в стержнях, натянутых электротермическим способом, от заданных должны находиться в следующих пределах: для всех стержней элемента (в среднем) -5+10%, для отдельных стержней ±10%, в том числе не более чем для двух стержней ±15%.
Для призматических свай и оболочек минимальное значение фактического усилия, в среднем для всех стержней, может отличаться от заданного не более чем на 10%.
Механическое натяжение арматуры
69. При механическом натяжении стержневой арматуры следует руководствоваться требованиями «Инструкции» ВСН 79-62, а также рекомендациями настоящих «Технических указаний».
70. Механическое натяжение всех стержней в сечении элемента рекомендуется производить одновременно. При отсутствии такой возможности стержни желательно натягивать группами, с возможно большим количеством стержней в каждой группе. Поочередное натяжение можно рекомендовать, например, при поперечном объединении балок пролетных строений или натяжении хомутов на бетон.
71. Работы при групповом натяжении на упоры стержней домкратами типа ЦНИИСа, ПКБ Мостотреста, «Перпетуум» и т.п. выполняют в следующем порядке:
а) устанавливают в рабочее положение ригели, домкраты и захватные приспособления;
б) укладывают арматурные плети в соответствии с проектом и анкеруют в захватах;
в) натягивают стержни до величины, равной 0,2 Nнк (где Nнк - контролируемое усилие), для ликвидации зазоров между опорными плоскостями концевых анкеров стержней и захватами;
г) проверяют надежность анкеровки, правильность установки домкратов и расположения стержней;
д) натягивают стержни до контролируемого усилия и выдерживают при этом усилии в течение 5-10 мин;
е) снижают давление в домкрате до условного нуля (5-10 ати) и наносят метки, по которым в дальнейшем определяют удлинение стержней при натяжении их до контролируемого усилия;
ж) натягивают стержни до величины контролируемого усилия, плотно забивают вилкообразные шайбы или вкладыши и передают на них усилие (на 10-15 мин) для обжатия шайб;
з) поднимают давление до прежнего значения, в случае необходимости добавляют шайбы;
и) сбрасывают давление при плотно обжатых шайбах, что определяется ударами молотка, после чего операция считается законченной.
72. Групповое натяжение на упоры стержневой арматуры свай при помощи гидроагрегатов (КО-2, КО-4, КПШУ-5 и др.) производится в следующем порядке:
а) устанавливают в опалубку (или на кассету) арматурный каркас, изготовленный заранее вне стенда;
б) укладывают концы стержней с временными анкерами в захватные обоймы инвентарных тяг;
в) выбирают слабину в стержнях и натягивают стержни до величины, равной примерно 0,2 Nнк, путем завинчивания гаек на инвентарных тягах (со стороны, противоположной гидроагрегату);
г) соединяют инвентарные тяги со штоками поршней натяжной машины через накидные захватные обоймы;
д) включают гидроагрегат и натягивают одновременно все стержни одной сваи до контролируемого усилия Nнк с выдержкой при этом усилии в течение 5-10 мин. Одновременно навинчивают гайки инвентарных тяг до упора. При снижении усилия натяжения в период выдержки дополнительно подтягивают гайки;
е) снижают давление в гидроагрегате до нуля;
ж) перекатывают гидроагрегат к следующей линии свай.
73. Стержневую арматуру натягивают на бетон в той же последовательности, что и проволочную арматуру, в соответствии с рекомендациями «Инструкции» ВСН 79-62.
74. Натяжение стержней контролируют по показаниям манометра, удлинению арматуры при натяжении, а также непосредственным измерением усилий в стержнях приборами (см. п. 67). Отклонения в величине удлинения и силе натяжения арматуры должны быть не более:
суммарное для всех стержней по усилию ±5%; по удлинению ±10%; для отдельных стержней по усилию при групповом натяжении ±10%; при поочередном натяжении ±5%; по удлинению ±15%.
Изготовление, сборка и установка арматурных каркасов
75. Изготовление, сборка и установка арматурных каркасов должны производиться согласно «Инструкции» ВСН 79-62 с учетом рекомендаций настоящих «Технических указаний».
76. Изготовление и сборку арматурных каркасов цельноперевозимых элементов с натяжением арматуры на упоры рекомендуется производить в арматурном цехе с применением специальных монтажных кондукторов.
77. При электротермическом способе натяжения арматурный каркас элемента (плиты, балки и т.п.) должен состоять из двух секций. В первую секцию входит ненапрягаемая арматура, которая может быть установлена в проектное положение до натяжения стержней рабочей арматуры. Вторую секцию устанавливают после окончания натяжения арматуры1.
__________________
1См. «Проекты железобетонных сборных пролетных строений с прямолинейной напрягаемой стержневой арматурой, пролетами в свету 15 и 20 м, под нагрузки Н-30 и НК-80», Киевский филиал Союздорпроекта, 1963 и «Проект пролетного строения с уменьшенным обжатием в свету 20 м», Киевский филиал Союздорпроекта, 1964.
В конструкции элементов должно быть предусмотрено надежное соединение обоих секций после их установки в один жесткий каркас.
Хомуты нижней секции должны иметь при установке каркаса корытообразную форму, а после натяжения арматуры концы их вертикальных ветвей следует согнуть так, чтобы образовать замкнутые хомуты.
Установленные хомуты нижней секции следует связать с вертикальными стержнями сетки верхней секции.
Всю рабочую арматуру устанавливают на место непосредственно на стенде до или после ее нагрева, в зависимости от принятой технологии работ.
Ненапрягаемую арматуру свай рекомендуется применять в виде спиральных хомутов, отдельного каркаса острия и сеток для оголовка1.
__________________
1См. «Проект предварительно напряженных железобетонных призматических свай со стержневой арматурой, напрягаемой электротермическим способом», Ленгипротрансмост, 1964.
При электротермическом натяжении пачки спиральных хомутов устанавливают по оси сваи до начала нагрева стержней (см. п. 58). Растяжку хомутов и установку каркасов оголовка и острия сваи следует производить после окончания натяжения рабочей арматуры.
78. При механическом натяжении арматуры различных элементов арматурные каркасы вместе с рабочей арматурой рекомендуется изготовлять заранее целиком на все изделие и доставлять в готовом виде на натяжной стенд. Можно также применять двухсекционные каркасы.
79. При изготовлении элементов на полигонах допускается применять заранее изготовленные сварные сетки, а каркас собирать на стенде после окончания натяжения рабочей арматуры.
Требования к опалубке. Бетонирование элементов и передача предварительного напряжения арматуры на бетон
80. Конструкция опалубки должна удовлетворять требованиям «Инструкции»
ВСН 79-62. Для призматических свай и небольших балок несложной конфигурации
рекомендуется применять металлическую неразъемную опалубку с паровой рубашкой,
боковые стенки которой имеют небольшой наклон ![]()
81. Бетонирование, тепловлажностная обработка и передача предварительного напряжения арматуры на затвердевший бетон элементов производятся в соответствии с общими требованиями «Инструкции» ВСН 79-62 и настоящими «Техническими указаниями».
82. При электротермическом натяжении стержневой арматуры предварительное напряжение со стенда на бетон элемента передают в следующем порядке:
а) освобождают секторные упоры (при их наличии) от опорных устройств (например, винтовых домкратов) одновременно для всех секторных упоров или, при отсутствии механизированных стендов, идя от середины элемента к его торцам (одновременно для двух парных секторов), затем выводят секторы - полностью или частично - за пределы бетона;
б) передают на бетон предварительное напряжение стержней, проходящих на всю длину элемента, при помощи специальных спусковых устройств или путем перерезки, натянутых стержней непосредственно у торца элемента. В последнем случае отрезают газовым резаком поочередно по два стержня у разных торцов элемента симметрично относительно его продольной оси (для свай - по диагонали) с предварительным разогревом места реза докрасна на участке возможно большей длины (15-20 см).
Отрезанные концы стержней с временными анкерами рекомендуется использовать в дальнейшем при изготовлении плетей для других элементов (с предварительной обрубкой места реза на ножницах).
При изготовлении балок пролетных строений предварительное напряжение арматуры на бетон передают сначала в верхнем поясе, а затем в нижней (растянутой) зоне.
83. При механическом натяжении стержневой арматуры предварительное напряжение с арматуры на бетон передают при помощи натяжного оборудования или путем поочередного; перерезания стержней (см. п. 82).
84. Ниши, образующиеся после вывода секторных упоров из тела бетона, необходимо заделать цементным раствором или заторкретировать.
Приемка и паспортизация элементов
85. При изготовлении предварительно напряженных элементов со стержневой арматурой ОТК и заказчиком (или заводской инспекцией) должны быть приняты с составлением актов (см. приложение 8):
а) изготовленные арматурные плети (с проверкой сварных соединений);
б) собранные и установленные в опалубку арматурные каркасы;
в) натянутая рабочая арматура.
Прочая документация составляется в соответствии с общими требованиями «Инструкции» ВСН 79-62.
Глава V
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПРОИЗВОДСТВЕ РАБОТ
86. Во избежание несчастных случаев при изготовлении предварительно напряженных железобетонных конструкций с применением электротермического и механического способов натяжения стержневой арматуры обязательно соблюдение правил техники безопасности, изложенных в Строительных нормах и правилах - СНиП III-A.11-62, «Правилах техники безопасности на строительстве мостов и труб» (Оргтрансстрой, 1961), «Правилах технической эксплуатации и безопасности обслуживания электроустановок промышленных предприятий» и «Памятке по технике безопасности для лиц, занятых на изготовлении предварительно напряженных пролетных строений мостов» (Оргтрансстрой, 1964). Кроме того, должны соблюдаться дополнительные требования, приведенные в настоящей главе, а также в «Инструкции» ВСН 79-62.
87. Посторонние лица во время производства работ по изготовлению предварительно напряженных конструкций со стержневой арматурой к стендам не допускаются.
88. Установки для нагрева арматуры должны быть надежно заземлены и снабжены сигнальными лампами, предупреждающими рабочих о включении тока. По окончании работ по электронагреву арматуры рубильник установки должен быть выключен и заперт на замок (ключ от него находится у дежурного электромонтера).
89. Электросиловое оборудование и приборы для нагрева арматуры должны быть вмонтированы в металлические шкафы, доступ к которым разрешается только дежурному электромонтеру, имеющему право производить накладку, регулировку и ремонт электрооборудования и обслуживать установку во время нагрева стержней.
90. Все соединения электропроводки установок для нагрева арматуры должны быть тщательно изолированы. На рабочих местах, где находится персонал, обслуживающий установку, должны быть уложены резиновые коврики.
91. Все поддоны, кассеты и стенды должны быть снабжены стационарными или съемными предохранительными козырьками, закрывающими упоры для напряжения стержневой арматуры и предохраняющими рабочих от травм в случае обрыва арматуры или анкеров.
92. При работе на установках для электронагрева арматуры рабочие должны соблюдать следующие правила:
работать только на исправном оборудовании и в резиновой обуви;
выемку арматуры из контактов и укладку ее в упоры стендов и кассет производить после выключения тока;
нагретую арматуру брать за холодные концы в рукавицах, а при захвате за горячие участки стержней пользоваться крюками или траверсой;
после укладки арматуры устанавливать в рабочее положение предохранительные козырьки;
при работе на контактных стыковых машинах пользоваться защитными очками.
93. Во избежание образования искр и поражения глаз запрещается после подачи напряжения на контакты прижимать нагреваемую арматуру к губкам. Не разрешается ударами насаживать нагретые стержни арматуры на упоры.
94. Для безопасности работы натягиваемая арматура должна ограждаться козырьками и сетками. Во время работы резчик должен находиться сбоку от арматуры.
95. При натяжении арматуры и при передаче предварительного напряжения арматуры на бетон при помощи натяжного оборудования работающие должны находиться сбоку от домкратов.
96. Запрещается находиться на стенде и производить работы по установке арматурных каркасов до полного охлаждения арматуры, натянутой электронагревом, и до установки защитных приспособлений.
97. При контролировании величины предварительного напряжения в стержнях арматуры необходимо надевать защитную маску.
98. Перед снятием готового элемента со стенда необходимо проверить, все ли стержни напрягаемой арматуры обрезаны и освобождены ли секторные упоры от усилия натянутых стержней.
Приложение 1
РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ СТЕРЖНЕВЫХ НАПРЯГАЕМЫХ ХОМУТОВ
1. Напрягаемый стержневой хомут (рис. 1) представляет собой арматурный стержень, снабженный по концам глухим и тяговым, анкерными устройствами и заключенный в изолирующую оболочку.
Фиксация достигнутого удлинения хомута достигается навинчиванием анкерной гайки до упора в шайбу анкерной колодки по резьбе, устроенной непосредственно на конце основного стержня хомута или на состыкованной с ним специальной тяговой головке.

Рис. 1. Напрягаемый стержневой хомут:
1 - стержень; 2 - глухое анкерное устройство; 3 - шайба; 4 - изолирующая оболочка
2. Напрягаемые стержневые хомуты разрешается изготовлять из горячекатаной арматурной стали гладкого и периодического профилей классов A-IV и А-IIIв.
3. Резьбу на конце основного стержня хомута или на тяговой головке можно наносить нарезкой или накаткой. При этом надо учитывать ослабление несущей способности стержней.
Для наиболее полного использования несущей способности основных стержней хомутов рекомендуется резьбу накатывать, а при отсутствии необходимого оборудования применять стыкуемые со стержнем тяговые головки увеличенного, по сравнению с основным стержнем, диаметра. В рабочих чертежах предварительно напряженных конструкций рекомендуется предусматривать оба эти варианта, как взаимозаменяемые.
4. Для хомутов, изготовленных из арматурных сталей класса А-IIIв, применяются гайки стандартных размеров, а для хомутов, изготовленных из арматурных сталей класса A-IV, высота гаек должна быть увеличена по сравнению со стандартной на 20%.
5. Глухие анкерные устройства напрягаемых стержневых хомутов рекомендуется выполнять в виде двух или четырех арматурных коротышей периодического профиля, из которых каждый приваривают двумя продольными швами к концу основного стержня хомута.
6. По условию прочности анкеровки напрягаемого хомута размеры коротышей глухого анкерного устройства должны удовлетворять соотношению:
![]()
где dк - номинальный диаметр коротышей периодического профиля в см;
lк - суммарная длина всех коротышей в глухом анкерном устройстве в см;
![]() - условное расчетное сопротивление бетона
скалыванию при выдергивании из него арматуры периодического профиля в кгс/см2;
- условное расчетное сопротивление бетона
скалыванию при выдергивании из него арматуры периодического профиля в кгс/см2;
kсц - коэффициент, учитывающий неполный охват бетоном боковых поверхностей коротышей, а также участие в сцеплении с бетоном основного стержня хомута в зоне глухого анкерного устройства;
Nнк - расчетное контролируемое усилие предварительного натяжения хомута;
n - коэффициент возможного превышения расчетной величины при натяжении хомута (принимается n = 1,1).
При применении основных стержней хомутов периодического профиля kсц = 1, а при стержнях гладкого профиля kсц = 0,7.
Для бетона марки 400 и выше ![]() принимается равным 50
кгс/см2. При
применении в глухом анкерном устройстве двух коротышей длину каждого из них
рекомендуется назначать в пределах от 18 до 22 см
(lк = 36÷44 см) и определять требуемый диаметр
коротышей (dк).
принимается равным 50
кгс/см2. При
применении в глухом анкерном устройстве двух коротышей длину каждого из них
рекомендуется назначать в пределах от 18 до 22 см
(lк = 36÷44 см) и определять требуемый диаметр
коротышей (dк).
При применении четырех коротышей следует задаться их диаметром (dк) из условия, чтобы минимальный зазор между боковыми поверхностями коротышей после приварки их к основному стержню хомута был не менее 1 см, и определить lк.
7. По условию равнопрочности сварных соединений глухого анкерного устройства с основным стержнем хомута длина сварных швов, как правило, может быть меньше длины коротышей. В связи с этим допускается приварить коротыши прерывистыми швами.
8. При изготовлении стержневых напрягаемых хомутов из горячекатаной арматурной стали класса А-IIIв стыкование основных стержней с анкерными головками и приварка коротышей должны выполняться до упрочнения хомутов вытяжкой.
9. Изолирующие оболочки для напрягаемой на бетон стержневой арматуры состоят из наносимого на стержни слоя консистентной смазки и защитной обмотки или трубки.
Допускается применять следующие виды изолирующих оболочек:
а) синтетический эластичный рукав или жесткая трубка, надетые на стержень, покрытый слоем консистентной смазки;
б) плотная герметизированная (например, вощеная, парафинированная и пр.) бумага в два слоя по слою консистентной смазки;
в) плотная негерметизированная бумага в два слоя по слою консистентной смазки;
г) антисептированная или синтетическая ткань (например, стеклоткань) в два слоя по слою консистентной смазки.
Два последних вида защитных обмоток после нанесения их на покрытые смазкой стержни окрашивают масляно-смоляным лаком «Кузбасслак» или масляной краской с целью их герметизации.
Слой консистентной смазки, наносимый на арматурные стержни до укладки защитных обмоток, должен составлять 2-3 мм, причем для арматуры периодического профиля толщина слоя смазки измеряется над ребрами (выступами).
10. В изолирующих оболочках рекомендуется применять консистентные смазки общего назначения, из которых наиболее доступны синтетический солидол Усс-2 и синтетический консталин УТс-1.
11. Теплообработка бетона должна производиться при температуре не выше t = tкс - 15°С, где tкс - температура каплепадения консистентной смазки. В противном случае возникает опасность расплавления смазки, сплывания ее с хомутов с образованием полостей и проникновения жидких маслянистых фракций смазки в бетон. Для солидола УСс-2 tкс = +75°C, а для консталина УТс-1 tкс = +130°C.
Солидолы (жировые и синтетические) являются водостойкими консистентными смазками. Консталины (жировые и синтетические) неводостойки вследствие растворимости входящего в них загустителя (натриевых мыл). Поэтому при применении консталинов должно быть обращено особое внимание на тщательность герметизации защитных обмоток (окраска лаком или масляной краской), концов защитных синтетических трубок и соединений тяговых анкерных устройств. Последние следует покрывать (после натяжения хомутов) масляно-смоляным лаком, масляной краской, расплавленным термопластом или разогретым битумом, а также предусматривать меры по исключению застоя воды над местами размещения тяговых анкерных устройств хомутов.
При применении солидолов и в тех случаях, когда конструкцией сооружения предусмотрено размещение тяговых головок хомутов под изоляционным ковром проезжей части, герметизацию тяговых анкерных устройств можно не делать.
12. В качестве защитных трубок в составе изолирующих оболочек рекомендуется применять эластичные трубки (рукава) из мягкого поливинилхлорида (полихлорвинила), выпускаемые по ТУ МХП № 599-55, и из полиэтилена (политена), выпускаемые по ВТУ № 821-60. Рекомендуется применение трубок и рукавов типа Л (легкого, с толщиной стенки от 1 до 2 мм).
Применение более толстых трубок типов С (средний) и Т (тяжелый) допустимо, но следует учесть, что это приводит к более значительному ослаблению бетонных сечений.
Допускается применение жестких защитных трубок из различных пластиков, таких, как винипласт (твердый поливинилхлорид), поливинилденхлорид, гетинакс, текстолит, стеклотекстолит, стеклопластик формовочный, полипропилен, полиамид (нейлон, капрон и др.). полиуретан, а также других видов эластичных и жестких трубок из любых пластиков, химически нейтральных к твердеющему бетону и консистентным смазкам.
Внутренний диаметр трубок должен быть на 3-7 мм больше наружного диаметра арматурного стержня.
13. Бумага для защитных обмоток (парафинированная, вощеная и непропитанная) должна выбираться такой плотности, чтобы при намотке первого слоя обмотки на покрытый консистентной смазкой арматурный стержень периодического профиля ребра стержня не проступали сквозь бумагу.
14. С целью минимального ослабления поперечных сечений и улучшения работы бетона стенки на изгиб рекомендуется располагать напрягаемые на бетон хомуты в плане в шахматном порядке, подвязывая их к обрамляющим стенку арматурным сеткам.
Хомуты у концов балок, предназначенные для обеспечения трещиностойкости стенки под действием местных напряжений, рекомендуется располагать поперечными рядами, как можно ближе к торцам балок.
15. При нанесении на стержневые хомуты изолирующих оболочек следует соблюдать следующие общие правила:
а) слой консистентной смазки наносится по всей длине основного стержня хомута и тяговой головки, включая резьбу в зоне тягового анкерного устройства, и заканчивается на расстоянии 4-5 см от торцов коротышей глухого анкерного устройства;
б) защитная обмотка или трубка (рукав) начинается на расстоянии 4-5 см от торцов коротышей глухого анкерного устройства (в зависимости от выполнения условий подпункта «а») и заканчивается на расстоянии lр+2 см от противоположного конца хомута, где lр - длина нарезки или накатки резьбы;
в) глухое анкерное устройство и прилегающий к нему обнаруженный отрезок основного стержня хомута (до начала защитной обмотки или трубки) перед установкой хомута в арматурный каркас должны быть очищены от грязи и обезжирены.
16. Защитные бумажные и текстильные обмотки рекомендуется выполнять из ленты шириной от 10 до 15 см.
При двухслойной обмотке ленту наматывают на стержень по спирали сперва от верхнего конца к нижнему, затем от нижнего к верхнему так, чтобы последующие витки наружной обмотки нахлестывались на предыдущие. Ширина нахлестки должна быть не менее 2 см. Внутренний и наружный слои ленты должны быть намотаны во встречных направлениях.
Внутренний слой ленты должен плотно прилегать по всей поверхности слоя консистентной смазки, а наружный слой ленты - к внутреннему. Намотку ленты следует вести с усилием примерно 5-7 кгс.
Поверх защитной обмотки ставят плотные скрутки из двух витков вязальной проволоки диаметром не менее 2 мм на расстоянии 2-3 см от обоих концов обмотки и одинарные скрутки из вязальной проволоки диаметром не менее 1 мм на расстоянии не более 0,5 м друг от друга.
17. Эластичный синтетический рукав закрепляют на основном стержне двумя двухвитковыми скрутками из проволоки диаметром не менее 2 мм, поставленными на расстоянии 2-3 см от обоих концов трубки.
Жесткая синтетическая трубка закрепляется на основном стержне хомута поставленными у ее концов бандажами из двух-трех слоев любой клейкой текстильной или синтетической ленты. Бандаж должен заходить на трубку и на стержень не менее чем на 3 см. Допускается применение других способов закрепления жестких трубок, обеспечивающих герметизацию слоя консистентной смазки.
18. В балочных конструкциях положение напрягаемых стержневых хомутов в плане должно быть выдержано в направлении поперек стенки с точностью до 1 см, а вдоль стенки-с точностью до 5 см, кроме хомутов, поставленных у концов балки, расстояние которых от торцовой плоскости бетона должно быть выдержано с точностью до 2 см.
19. Допускается установка колодок тяговых анкерных устройств напрягаемых стержневых хомутов как до, так и после бетонирования изделия. В первом случае резьба тягового анкерного устройства защищается от засорения при бетонировании деревянным колпаком (рис. 2, а), во втором - чулком, изготовленным из отрезка эластичной или жесткой синтетической трубки, резинового шланга, клеенки и т.п. (рис. 2, б).

Рис. 2. Верхний узел хомута:
а - вариант 1: 1 - деревянный колпак; 2 - стержень; 3 - шайба; 4 - изолирующая оболочка;
б - вариант 2: 1 - чулок (резиновая или синтетическая трубка); 2 - стержень; 3 - шайба; 4 - изолирующая оболочка
Следует иметь в виду, что при применении деревянных колпаков сильно стесняются условия бетонирования. Поэтому этот способ оправдывает себя лишь тогда, когда тяговые анкерные устройства нельзя разместить на поверхности бетона и необходимо образовать возле них лунки.
20. Чулки надевают до установки хомутов в арматурный каркас и только после покрытия концов хомутов в зоне тягового анкерного устройства обильным слоем консистентной смазки. Нижний обрез чулка должен подходить вплотную к верхнему обрезу изолирующей оболочки. Место стыка перекрывают бандажом из любой клейкой ленты, заходящей на чулок и на оболочку на 1 см. Бандаж препятствует попаданию цементного раствора под чулок и «всплыванию» чулка при бетонировании.
Защитные чулки удаляют через 20-30 мин после бетонирования. Анкерные колодки устанавливают в проектное положение немедленно после снятия чулков.
Вдавливание анкерных колодок в бетон рекомендуется производить при помощи осадочной втулки (рис. 3) легкими ударами молотка или вибратором.
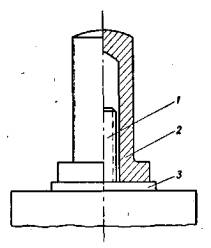
Рис. 3. Осадочная втулка для вдавливания шайбы в бетон:
1 - стержень; 2 - осадочная втулка; 3 - шайба
21. После установки на место опорная плоскость колодки должна совпадать с бетонной поверхностью с точностью до ±1 дм и быть перпендикулярной к концу хомута с точностью до 2°.
22. Рекомендуется прибивать колодки к деревянным колпакам гвоздями через отверстия, просверленные в шайбе колодки, или приклеивать разогретым до текучего состояния сплавом из равных частей технического воска и канифоли.
Соприкасающиеся с бетоном поверхности деревянных колпаков перед употреблением в дело следует покрыть тонким слоем жидкого масла.
23. До передачи натяжения арматуры балок пролетных строений с упоров на бетон должны быть обязательно натянуты хомуты, установленные у концов балок для погашения местных вертикальных растягивающих напряжений в бетоне.
То же правило необходимо соблюдать и для других конструкций в отношении хомутов, максимально нагружаемых в процессе передачи предварительного натяжения основной арматуры или во время снятия со стенда и складских операций.
Остальные хомуты допускается натягивать и после отпуска основной арматуры.
24. В процессе натяжения хомута следует контролировать усилие и удлинение.
Усилие натяжения контролируется двумя манометрами, установленными на маслонасосе и протарированными совместно с применяемым гидродомкратом и маслопроводами. Расхождения в показаниях манометров не должны превышать 5% от расчетного контролируемого давления. В противном случае должна быть устранена причина расхождения показателей и проведена повторная тарировка манометров. Независимо от этого поверочная тарировка должна производиться не реже одного раза в два месяца.
За правильное принимается среднее из показаний двух манометров.
Удлинение хомутов следует контролировать способами, обеспечивающими измерение контролируемого удлинения с точностью до 0,1 мм.
25. Требуемое проектом усилие натяжения каждого хомута должно выдерживаться с точностью до +10%, а его удлинение - с точностью до +15%. Средние показатели на участке балки с длиной, равной ее высоте, должны быть выдержаны с точностью до +5% по усилию и +7% по удлинению.
26. При натяжении стержневого хомута в изолирующей оболочке на бетон должен соблюдаться следующий порядок операций:
а) навинчивают анкерную гайку вручную до упора в шайбу или проверяют возможность вращения гайки вручную, если она была навинчена ранее;
б) устанавливают гидродомкрат и закрепляют конец хомута в захвате штока домкрата;
в) проверяют возможность вращения анкерной гайки гайковертом, вмонтированным в гидродомкрат, или накладным гаечным ключом;
г) снимают отсчет по прибору, измеряющему удлинение хомута, повышают давление в гидродомкрате до расчетного контролируемого и снижают его до нуля;
д) вновь снимают отсчет по прибору, измеряющему удлинение хомута, и в случае его отклонения от первоначального отсчета более чем на 0,2 мм повторяют операции, указанные в подпунктах «г» и «д», до получения стабильного нулевого отсчета;
е) повышают давление в домкрате до расчетного контролируемого и затягивают анкерную гайку до отказа. Снимают отсчет по прибору, контролирующему удлинение хомута. Разница между этим и нулевым отсчетом должна быть равна расчетному контролируемому удлинению;
ж) снижают давление в домкрате до нуля и снимают отсчет по прибору, контролирующему удлинение хомута. Разница между этим и предыдущим отсчетами представляет собой потери от перенесения усилия предварительного натяжения с домкрата на анкерную гайку;
з) отсоединяют конец хомута от штока домкрата и снимают домкрат. В случае отклонения действительного удлинения хомута при полном контролируемом давлении в домкрате от расчетной величины более чем на 10% повторяют операции, указанные в подпункте «е», снижая каждый раз давление в домкрате до нуля после затягивания гайки до упора. Если при этом действительное удлинение все же ниже расчетного, допускается увеличение не более чем на 10% давления в домкрате сверх расчетного контролируемого.
27. Запрещается увеличивать контролируемое усилие натяжения хомута более чем на 10% против указанного в проекте во избежание разрыва хомута.
Возможность использования изделий с оборванными в процессе натяжения хомутами или с хомутами, показатели натяжения которых выходят за пределы, указанные выше, определяется проектной организацией и заказчиком.
28. После натяжения хомутов анкерные гайки прихватываются сваркой к шайбам анкерных колодок. Приваривать гайки по контуру или к концам хомутов не разрешается во избежание перегрева.
29. Во избежание изгиба конца стержня при натяжении хомута следует обязательно выдерживать перпендикулярное положение плоскости шайбы по отношению к оси хомута с точностью до 2°.
30. Результаты натяжения хомутов записывают в акт и в паспорт изделия с приложением схемы проектного и действительного расположения хомутов и таблицы достигнутых усилий натяжения и удлинений хомутов.
31. Контроль показателей натяжения хомутов и их запись разрешается производить только специально обученному лицу из числа инженерно-технических работников предприятия или органа, контролирующего качество работ.
Приложение 2
РЕКОМЕНДАЦИИ ПО ПОПЕРЕЧНОМУ ОБЪЕДИНЕНИЮ БАЛОК ПРОЛЕТНЫХ СТРОЕНИИ СТЕРЖНЕВОЙ НАПРЯГАЕМОЙ АРМАТУРОЙ
1. Рекомендации распространяются на работы по поперечному объединению балок бездиафрагменных пролетных строений арматурными стержнями из стали классов A-IV или А-IIIв, размещаемыми в открытых каналах и напрягаемыми электротермическим способом.
2. Открытые каналы для укладки поперечных стержней располагаются на верхней полке балки (рис. 1).
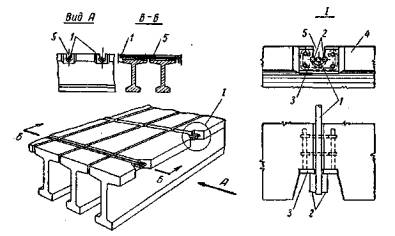
Рис. 1. Схема укладки стержней в открытые каналы при объединении балок:
1 - напрягаемый стержень; 2 - анкерные коротыши; 3 - упорная шайба; 4 - плита балки; 5 - открытый канал
При изготовлении и монтаже пролетных строений необходимо следить за правильным размещением и совпадением каналов во всех балках. Допускается отклонение стержней в каналах от проектного положения в вертикальном и горизонтальном направлениях ±15 мм.
3. Омоноличивание продольных швов между балками производится бетоном или цементным раствором марки 400 до начала работ по их поперечному объединению.
Напряжение поперечной арматуры производится после приобретения бетоном или раствором омоноличивания продольных швов прочности не менее 100 кгс/см2.
4. Арматурная плеть для поперечного объединения балок представляет собой стержень периодического профиля, по концам которого приварены парные анкерные коротыши.
Расстояние между опорными плоскостями коротышей принимается равным разности максимального расстояния между опорными шайбами на боковых поверхностях крайних балок (на данном пролетном строении) и заданного удлинения плети. Изготовление плетей производится с учетом требований, приведенных в тексте настоящих «Технических указаний», а также «Указаний по поперечному объединению балок пролетных строений стержневой арматурой, укладываемой в открытые каналы и напрягаемой электротермическим способом», Оргавтодорстрой, Киев, 1965.
5. Работы по подготовке к электротермическому натяжению арматуры включают:
а) очистку и промывку каналов;
б) раскладку заготовленных арматурных плетей непосредственно у каналов (параллельно им);
в), монтаж нагревательной установки: подключение в цепь лотка и трансформаторов, заземление электростанции или трансформаторов;
г) заготовку необходимого количества шайб-прокладок различной толщины;
д) подготовку к работе на случай необходимости автогенного и электросварочного аппаратов.
6. Плети нагревают в специальном лотке, располагаемом на пролетном строении и состоящем из металлического желоба, медных шин, к которым крепят кабель, идущий от трансформаторов (на них непосредственно укладывают нагреваемый стержень), подвижной каретки, фиксирующей заданную величину удлинения плети, и неподвижного упора, обеспечивающего перемещение стержня в одну сторону при его нагреве (рис. 2).

Рис. 2. Оснастка для нагрева стержней:
1 - нагреваемый стержень; 2 - желоб; 3 - медные шины; 4 - подвижная каретка; 5 - сигнальная кнопка; 6 - упор; 7 - зажимы кабеля; 8 - листовой асбест; 9 - кабель
Желоб, который может быть изготовлен из трубы диаметром 3", со срезкой ее на одну треть по высоте, состоит из отдельных секций, скрепляемых между собой на болтах.
Для удобства установки секций желоба в рабочее положение к ним приваривают легкие металлические опоры.
Для предохранения от утечки тока при нагреве плетей желоб изнутри выстилают асбестом.
Шины выполняют из медных пластин сечением 20×80 мм. Кабель крепят к ним специальными зажимами на четырех болтах.
7. Источником тока при электронагреве плетей являются передвижные электростанции мощностью не менее 50 квт. Можно также применять другие источники электроэнергии с напряжением 220-380 в.
8. Плеть, подлежащую нагреву, укладывают в желоб лотка при отключенном токе.
С целью уменьшения потерь температурного удлинения стержня расстояние от места нагрева его до места укладки должно быть минимальным, что достигается передвижкой лотка от одного канала к другому и установкой его во время нагрева в непосредственной близости от канала, параллельно его продольной оси.
Один торец плети после укладки ее в лоток упирается через изоляционную прокладку в неподвижный упор, установленный на конце лотка. Между другим концом плети и подвижной кареткой устанавливается зазор, равный заданному температурному удлинению. Перед нагреванием стержня желоб закрывается деревянными крышками, обитыми асбестом. После закрытия желоба крышкой включается ток и стержень, нагреваясь, удлиняется вплоть до упора подвижного конца в планку каретки, на которой установлена кнопка сигнального звонка (или лампы), оповещающего о достижении заданного удлинения.
По окончании нагревания ток отключают, плеть быстро извлекают на желоба, переносят при помощи крюков или проволочных петель (заложенных перед укладкой плети в желоб) и опускают в канал, так чтобы коротыши расположились в одной горизонтальной плоскости.
В условиях строительства расстояния между упорными шайбами могут оказаться неодинаковыми и отличаются друг от друга на 1-2 см. Эти-зазоры устраняют постановкой металлических шайб-прокладок необходимой толщины.
Плети до полного их остывания должны быть прикрыты переносным защитными щитами. Находиться на части пролетного строения, где происходит остывание уложенных в каналы плетей, не разрешается.
Приведенный технологический процесс нагревания и укладки в канал, относится к каждой напрягаемой плети.
9. Сразу после остывания плетей устанавливают опалубку и омоноличивают каналы мелкозернистым бетоном марки 400, уплотняемым вибраторами; бетон омоноличивания укрывают мешковиной и поддерживают во влажном состоянии до полного затвердения.
10. Омоноличивание трапециевидных вырезов для анкерных закреплений стержней выполняется в опалубках, которые подвешиваются проволокой к стержням. Учитывая необходимость соблюдения хорошей поверхности фасада, опалубки должны выполняться тщательно с тем, чтобы плоскости их совпадали с гранями плиты.
Концевые части плетей в пределах анкерных коротышей обматывают спиралью из проволоки диаметром 2-3 мм.
11. Работы по омоноличиванию каналов желательно производить при положительных температурах.
В исключительных случаях допускается омоноличивание каналов при температуре до - 10°С пои соблюдении следующих условий:
а) перед укладкой бетона омоноличивания прогревают бетон верхних полок в пределах каналов;
б) заполнители и вода, применяемые для приготовления бетона, должны быть подогреты до температуры +60°C;
в) бетонная смесь должна иметь положительную температуру 25-35°С, а время перемешивания увеличивается в 1,5 раза по сравнению с летними условиями;
г) пропаривание укрытого бетона производится до приобретения последним 75-80% проектной прочности;
д) применение химических ускорителей для твердения бетона омоноличивания запрещается.
12. В пролетных строениях с расположением поперечной напряженной арматуры в верхней полке должно быть уделено особое внимание на тщательность устройства гидроизоляции проезжей части и водоотводных устройств.
Приложение 3
РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ НЕСВАРИВАЕМОЙ ВЫСОКОПРОЧНОЙ СТЕРЖНЕВОЙ АРМАТУРЫ ДЛЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ КОНСТРУКЦИИ МОСТОВ
1. В предварительно напряженных элементах автодорожных и городских железобетонных мостов со стержневой арматурой допускается при специальном обосновании применять термически упрочненную сталь периодического профиля класса Aт-IV из стали Ст. 5 (ГОСТ 5781-61 и ГОСТ 10884-64).
Сортамент указанной стали приведен в табл. 1 главы II настоящих «Технических указаний», а механические характеристики аналогичны приведенным в табл. 2 той же главы для стали марки 30ХГ2С.
2. Термическое упрочнение исходной стали (закалка с последующим отпуском) для получения арматуры класса А-IV производится на металлургических заводах или на заводах железобетонных конструкций, в соответствии с действующими специальными указаниями.
3. Стержневую высокопрочную арматуру класса Aт-IV можно применять только в качестве предварительно напряженной арматуры.
4. Сталь класса Aт-IV является несвариваемой сталью. Стыкование стержней из этой стали должно осуществляться при помощи опрессованных муфт или других соединений без применения сварки.
5. При армировании элементов сталью класса А-IV конструкции их могут быть выполнены в соответствии с действующими типовыми проектами.
6. Натяжение арматуры класса Aт-IV для цельноперевозимых, балок пролетных строений рекомендуется осуществлять электротермическим способом, а для поперечно - члененных балок, свай, оболочек, элементов сборных опор и ферм - электротермическим или механическим способами.
В зависимости от конструкции элементов, местных условий и наличия оборудования натяжение арматуры из этой стали можно производить на упоры или на бетон.
7. Чтобы избежать недопустимого снижения пределов прочности и текучести напрягаемой арматуры класса Aт-IV, температура нагрева стержней не должна превышать 350°С.
Проверку этих требований следует производить в соответствии с требованиями главы IV настоящих «Технических указаний».
8. При применении арматурной стали класса А-IV необходимо от каждой партии весом не более 5 т испытывать на растяжение не менее чем по 3 образца исходной арматуры (до термического упрочнения) и не менее чем по 4 образца после ее упрочнения согласно «Указаниям по применению стержневой термически упрочненной арматуры периодического профиля класса Aт-IV», СН 250-63, Госстройиздат, М., 1963.
9. Для анкеровки арматуры из стали А-IV при натяжении рекомендуется применять инвентарные съемные анкеры (например, конструкции НИИЖБ, завода «Баррикада» и др.) или опрессованные шайбы.
10. Опрессовка стыковых муфт и шайб для устройства временных анкеров производится в соответствии с «Указаниями по применению в железобетонных конструкциях стержневой горячекатаной арматуры класса Aт-IV новых марок», СН 269-64.
11. По всем вопросам применения несвариваемой высокопрочной стержневой арматуры, не предусмотренным данным приложением, следует руководствоваться требованиями, изложенными в соответствующих главах настоящих «Технических указаний».
Приложение 4
РЕКОМЕНДАЦИИ ПО КОНСТРУКЦИИ И ТЕХНОЛОГИИ СВАРКИ СТЫКОВ АРМАТУРЫ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ ИЗ СТАЛИ КЛАССОВ А-III и A-IV
1. Контактная стыковая сварка
Контактная сварка стыков арматурной стали классов А-III и A-IV производится методом оплавления с предварительным подогревом на контактных стыковых машинах, основные технические характеристики которых приведены в табл. 1.
Таблица 1
Основные технические характеристики контактных стыковых машин
|
Параметры |
Единица измерения |
Тип контактной машины |
|||
|
МСР-50 |
МСР-75 |
МСР-100 |
МСМУ-150 |
||
|
Номинальная мощность машины при ПВ = 20 % |
ква |
50 |
75 |
100 |
150 |
|
Напряжение питающей сети (однофазной) |
|
220 или 380 |
220 или 380 |
220 или 380 |
220 или 380 |
|
Число ступеней регулирования трансформатора |
шт. |
8 |
8 |
12 |
16 |
|
Максимальное сечение свариваемых прутков (оплавление с прерывистым подогревом) |
мм2 |
600 |
800 |
1500 |
2000 |
|
Пределы регулирования вторичного напряжения |
в |
2,7-5,1 |
3,2-5,9 |
3,3-6,3 |
4,04-8,1 |
|
Производительность машины (при непрерывной сварке оплавлением) |
сварок в мин |
1,5 |
1,25 |
0,5 |
1,35 |
|
Привод подачи |
|
ручной |
ручной |
ручной |
моторный (электрич.) |
|
Усилие при осадке |
кг |
3000 |
3000 |
5000 |
6500 |
|
Наибольшее расстояние между зажимами |
мм |
80 |
80 |
80 |
100 |
|
Максимальный ход подвижной плиты |
мм |
30 |
30 |
40 |
20 |
|
Расход воды для охлаждения |
л/ч |
300 |
300 |
300 |
200 |
|
Габаритные размеры машины: |
мм |
|
|
|
|
|
длина |
|
1115 |
1115 |
1410 |
2000 |
|
ширина |
|
1570 |
1570 |
1800 |
1580 |
|
высота |
|
1100 |
1100 |
1050 |
1300 |
|
Вес |
кг |
335 |
390 |
545 |
2000 |
Для получения хорошего контакта (с целью избежания поджогов, стержней) в контактных губках (электродах) машины необходимо сделать полукруглые пазы, радиус которых должен быть на 0,5-1 мм более половины наружного диаметра свариваемых стержней. Губки должны быть установлены так, чтобы было обеспечено правильное центрирование стержней и исключался перелом осей стержней в стыках более допусков, указанных в п. 19 настоящих «Технических указаний».
Перед началом работы подбирается сварочный ток (ступень трансформатора) и производится регулировка машины - выбираются установочная длина (выпуск концов стержней из зажимов) и припуски на оплавление и осадку.
Подготовка и наладка машины для сварки осуществляются в следующем порядке:
в зависимости от диаметра свариваемых стержней устанавливается ступень трансформатора, положение которой соответствует определенной силе тока; ориентировочно ступень трансформатора при подборе режима сварки можно принимать исходя из приведенных в табл. 2 данных для наиболее широко применяемой контактной стыковой машины типа МСР-75.
Таблица 2
Определение ступени трансформатора при подборе режима сварки
|
Диаметр арматуры, мм |
14 |
16 |
18 |
20 |
22 |
25 |
28 |
32 |
36 |
|
Ступень трансформатора МСР-75 |
3 |
4 |
4 |
5 |
5 |
6 |
7 |
8 |
8 |
Силу тока, необходимую для сварки стержня данного сечения, можно определить по характеру искрообразования, которое происходит в процессе оплавления концов стержней после их предварительного подогрева. Два основных показателя протекания этого процесса позволяют правильно выбрать силу тока, которая фиксируется ступенью трансформатора.
При оптимальной силе тока искрообразование легко возбуждается и устойчиво поддерживается в течение всего времени оплавления. Выбрасывание искр при оплавлении должно сопровождаться ровным спокойным потрескиванием без образования крупных искр, которые свидетельствуют о завышенной для данного диаметра стержней силе тока. Когда процесс оплавления неустойчив, это означает, что сила тока мала. В этом случае ступень трансформатора следует повысить. Когда же происходит бурное искрообразование с резким треском и выбрасыванием крупных искр, ступень трансформатора следует понизить.
После подбора силы тока производится наладка и настройка машины.
Подающе-осадочное устройство устанавливают в рабочее положение (рис. 1). Начальное положение подвижной плиты контактной стыковой машины устанавливают таким образом, чтобы расстояние между губками в свету равнялось величине выпуска концов свариваемых стержней данного диаметра (установочной длине). Это положение подвижной плиты отмечается по делениям прикрепленной к станине линейки, вдоль которой перемещается стрелка-указатель, связанная с подвижной плитой. Суммарная величина выпусков на оба конца стержней lвып (установочная длина) составляет 2,5+3da. в том числе припуски на оплавление lопл и осадку lос соответственно: 0,5+0,7 da и 0,3+0,4 da, где da - диаметр свариваемой, арматуры; таким образом, полный рабочий ход подвижной плиты за один цикл сварки стыка (см. рис. 1) составляет lопл+lос.
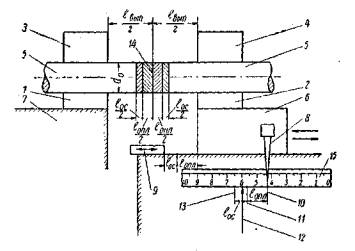
Рис. 1. Схема установки подающе-осадочного устройства:
1 - губка неподвижной плиты; 2 - губка подвижной плиты; 3, 4 - прижимы; 5 - свариваемые стержни; 6 - подвижная плита; 7 - неподвижная плита; 8 - стрелка-указатель перемещения подвижной плиты; 9 - регулируемый упор, ограничивающий ход подвижной плиты (конец осадки); 10 - начало оплавления после предварительного подогрева; 11 - начало осадки (до включения тока); 12 - выключение тока конечным выключателем после начала осадки; 13 - конец осадки; 14 - поверхность контакта свариваемых стержней; 15 - линейка
Одновременно с установкой в рабочее положение подвижной плиты регулируют прерыватель тока. Для этого регулирующий винт прерывателя, жестко связанный с подвижной плитой, должен быть установлен так, чтобы его воздействие на конечный выключатель (отключение трансформатора машины) наступало в тот момент, когда осадка уже началась, оплавление стержней после их предварительного подогрева прерывается осадкой до момента отключения тока с той целью, чтобы процесс оплавления без какого-либо даже самого минимального перерыва переходил в осадку. Этим устраняется попадание воздуха на оплавляемые торцы стержней и полностью исключается возможность окисления металла и образования несплошности по контактной поверхности. Общая настройка машины - установка упора, ограничивающего ход подвижной плиты (конец осадки), регулирование винта прерывателя тока (момент выключения тока) и отметка положений стрелки-указателя на линейке в различные моменты процесса сварки - производится при холостом перемещении подвижной плиты (без установки в зажимы свариваемых стержней). При этом необходимо, чтобы в момент конца осадки звенья и шарниры талрепного механизма подачи находились на одной прямой, совпадающей с осью зажимов, что достигается регулированием талрепной муфты. После подбора силы тока и полной настройки машины производится пробная контактная сварка стыков арматуры. Процесс сварки стыка способом оплавления с предварительным подогревом на машинах с ручной подачей (типа МСР) осуществляется в следующем порядке:
а) по стрелке-указателю устанавливают подвижную плиту в исходное положение, ранее отмеченное на линейке, когда расстояние между губками равно установочной длине стержня данного диаметра;
б) зажимают концы стержней в губках машины так, чтобы торцы стержней соприкасались возможно плотнее;
в) отводят рычагом подвижную плиту так, чтобы торцы стержней не соприкасались; включают трансформатор и производят предварительный подогрев концов стержней путем чередования сближения их до соприкосновения (с небольшим усилием) и размыкания; число сближений и размыканий зависит от диаметра стержней и колеблется от трех до пятнадцати; после подогрева концов стержней на участке между губками до красного или светло-красного каления начинают непрерывное оплавление;
г) для создания непрерывного оплавления торцы нагретых стержней сближают до их незначительного касания и вызывают круговое искрообразование, которое следует непрерывно поддерживать путем дальнейшего сближения торцов стержней по мере их укорочения; в процессе оплавления сварщик следит за перемещением стрелки-указателя вдоль линейки и в момент достижения указателем деления линейки, с которого должна производиться осадка (это положение подвижной плиты отмечается на линейке при регулировке машины, о чем говорилось выше), быстрым движением рычага осаживает торцы стержней до упора.
При этом наиболее важно, чтобы момент перехода от оплавления к осадке происходил без какого-либо даже кратковременного перерыва искрообразования.
После того, как нагретый металл в зоне стыка приобретет достаточную прочность (через 5-8 сек), сваренные стержни освобождают от зажимов.
Для снижения концентрации напряжений с целью повышения выносливости контактного стыкового соединения (в конструкциях, работающих под многократно-повторной нагрузкой) производится механическая зачистка стыка заподлицо с поверхностью арматуры по внутреннему ее диаметру.
Зачистка стыка должна производиться в продольном направлении (рис. 2) до получения чистой блестящей поверхности и плавных переходов от стержня к стыку.
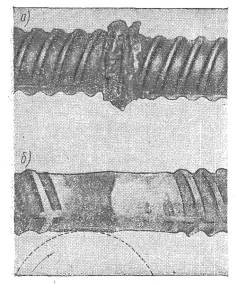
Рис. 2. Контактный стык стержней:
а - вид контактного стыка арматурной стали периодического профиля перед зачисткой; б - вид того же стыка после продольной зачистки (внизу показано положение абразивного круга при зачистке)
Зачищенная поверхность не должна иметь рисок, расположенных поперек стержня, и черноты в зоне перехода от утолщения стыка к нормальному профилю стержня по внутреннему его диаметру. При этом следует обращать особое внимание на то, чтобы при зачистке диаметр стержня в зоне обработки был не менее внутреннего диаметра арматуры.
2. Дуговая и ванная сварка стержней арматуры
Стержни арматуры из стали класса A-IV, кроме контактной сварки, можно стыковать с применением парных взаимно смещенных накладок из той же арматурной стали с соблюдением следующих требований:
а) длина накладки принимается равной 10 da, где da - диаметр стыкуемых стержней;
б) накладки располагают симметрично оси стыка со смещением друг относительно друга на величину около 1,5 da;
в) зазор между торцами стыкуемых стержней должен составлять 2- 10 мм;
г) накладки прихватывают с одной стороны соединения в четырех местах на расстоянии не менее (2+3) da от концов накладок;
д) основные швы накладывают с одной стороны соединения (со стороны прихваток), при этом прихватки должны быть полностью переплавлены;
е) прихватка и сварка производятся электродами типа Э50А (рекомендуемые марки электродов: УОНИИ 13/55 - для постоянного тока и УОНИИ 13/55А - для переменного тока);
ж) чтобы избежать оплавлений и подрезов стержня, фланговые швы не должны доводиться до концов накладок на 5-8 мм.
Стержни из арматурной стали класса А-IIIв, кроме контактной сварки, можно стыковать до упрочнения стали вытяжкой на парных накладках, а также с применением ванною способа сварки на стальных подкладках.
Для стыкования арматуры класса А-IIIв можно применять любую конструкцию стыка с парными накладками (с односторонними и двусторонними швами, без смещения и со смещением накладок), а также обычную конструкцию ванного стыка на стальной подкладке (длина подкладки 2+5da) и обычную технологию сварки в соответствии с действующими указаниями и инструкциями.
В отношении других требований к сварным стыкам арматуры следует руководствоваться соответствующими положениями действующих СНиПов, указаний и инструкций, на которые имеются ссылки в настоящих «Технических указаниях».
Приложение 5
ПРИМЕРЫ КОНСТРУКЦИИ УПОРОВ И ОСНАСТКИ ДЛЯ ЭЛЕКТРОТЕРМИЧЕСКОГО НАТЯЖЕНИЯ АРМАТУРЫ. ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ. КОНСТРУКЦИИ ПЛЕТЕЙ
Упоры следует выбирать в зависимости от конструкции изготовляемого элемента и местных условий завода или строительства. В частности, нужно учитывать, где намечается изготовлять упоры - в производственных мастерских или на специальных заводах.
На рис. 1 приведена конструкция секторного упора для арматуры балок, спроектированного ЦНИИСом. На рис. 2 показан винтовой домкрат к этому секторному упору. Секторные упоры данного типа были успешно применены на полигоне Мостопоезда № 412 Мостостроя-3 (в г. Уральске) при изготовлении балок автодорожных пролетных строений на стационарных стендах.
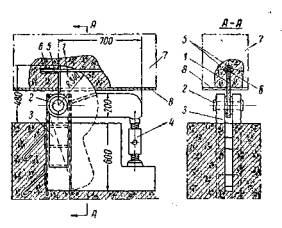
Рис. 1. Секторный упор для арматуры балок (проект ЦНИИСа):
1 - сектор; 2 - ось упора; 3 - опорная стойка; 4 - винтовой домкрат; 5 - напрягаемые стержни; 6 - временный анкер (коротыш); 7 - изготовляемая балка; 8 - поддон

Рис. 2. Винтовой домкрат грузоподъемностью 35 т для секторного упора:
1 - винт; 2 - гайка; 3 - хвостовик секторного упора
Упоры были изготовлены в механических мастерских Мостопоезда. В связи с тем, что такие упоры не имеют приспособлений для вывода сектора из тела балки после передачи предварительного напряжения на бетон, их рекомендуется применять только для балок автодорожных мостов при натяжении двух (нижних) рядов арматуры растянутого пояса.
На рис. 3 и 4 показаны секторные упоры для арматуры более тяжелых балок с большим количеством напрягаемых стержней. Упоры спроектированы Ленгипротрансмостом. Конструкция упора в первом варианте была изготовлена на Киевском заводе Мостостроя-1 и опробована при изготовлении опытной балки железнодорожного пролетного строения пролетом 24 м. При этом сектор был выполнен по второму варианту.
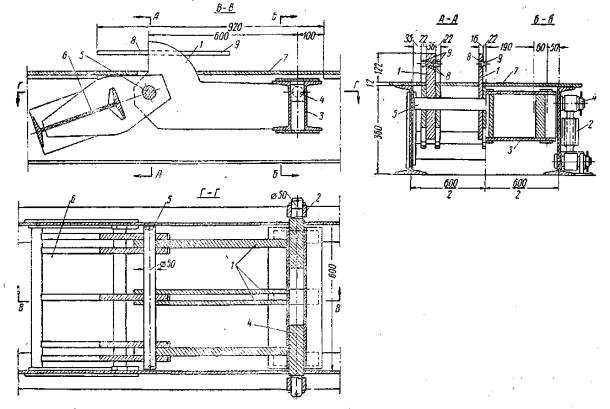
Рис. 3. Секторный упор для арматуры балок (проект Ленгипротрансмоста):
Вариант 1
1 - сектор; 2 - винтовой домкрат; 3 - опорный столик; 4 - штырь; 5 - ось упора; 6 - опорный столик (балка); 7 - поддон; 8 - коротыш; 9 - напрягаемый стержень

Рис. 4. Секторный упор (проект Ленгипротрансмоста):
Вариант 2
1 - сектор; 2 - винт; 3 - несущая рама; 4 - ось упора; 5 - поддон; 6 - фиксатор; 7 - шарнир; 8 - напрягаемый стержень; 9 - коротыш
На рис. 5 приведен вариант конструкции секторного упора по проекту ПКБ Мостостроя-1. Упор можно применять при изготовлении как автодорожных, так и железнодорожных балочных пролетных строений.

Рис. 5. Секторный упор (проект проектно-конструкторского бюро Мостостроя-1):
1 - сектор; 2 - винт; 3, 6, 7 - опорные столики; 4 - ось упора; 5 - опорная пластина; 8 - шарниры; 9, 10 - серьги; 11 - поддон; 12 - напрягаемый стержень; 13 - коротыш
Упор для арматуры призматических свай, также спроектированный ПКБ Мостостроя-1, показан на рис. 6. Упор был изготовлен на Киевском заводе, опробован при изготовлении опытных свай на стационарном железобетонном стенде и может быть применен при изготовлении свай как на стационарных, так и на передвижных стендах.
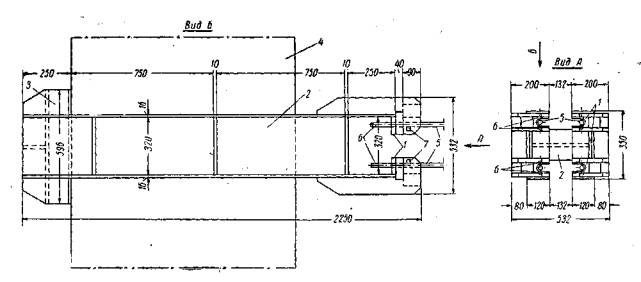
Рис 6. Упор для арматуры свай (проект проектно-конструкторского бюро Мостостроя-1):
1 - опорная пластина; 2 - тяга; 3 - опорный столик; 4 - контур ригеля стенда; 5 - напрягаемый стержень; 6 - коротыш; 7 - отверстия для фиксаторов положения плетей
При изготовлении свай и других элементов можно применять контактные устройства, конструкции которых показаны на рис. 7 (проект ПКБ Мостостроя-1) для нагрева одной плети и на рис. 8 (проект ЦНИИСа) - для одновременного нагрева двух плетей.
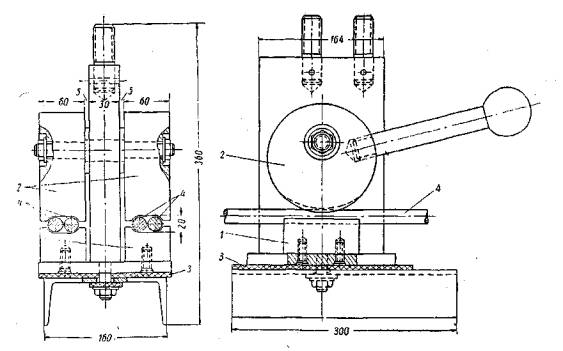
Рис. 7. Неподвижное контактное устройство с эксцентриковым прижимом (проект проектно-конструкторского бюро Мостостроя-1):
1 - контактные медные губки; 2 - эксцентриковый прижим; 3 - изоляционная прокладка; 4 - нагреваемые стержни
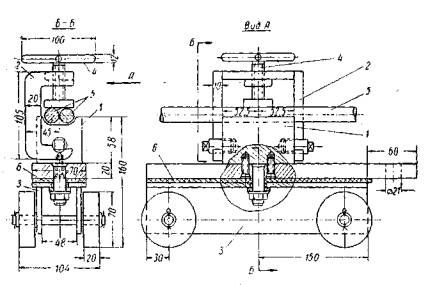
Рис. 8. Подвижное контактное устройство со струбциной (проект ЦНИИСа):
1 - контактная медная губка; 2 - струбцина; 3 - тележка; 4 - прижимной винт; 5 - нагреваемые стержни; 6 - изоляционная прокладка
Контактное устройство (рис. 7) было изготовлено на Киевском заводе Мостостроя-1 и опробовано при изготовлении опытных свай.
На рис. 9 приведена простейшая конструкция переносной промежуточной опоры, подкладываемой под нагреваемые стержни для предотвращения их провисания.
Опоры этого типа успешно применялись при изготовлении балок в Мостопоезде № 412 и опытных свай на Киевском заводе.

Рис. 9. Промежуточная опора:
1 - трубка; 2 - ось; 3 - проушина; 4 - опорный швеллер; 5 - болт; 6 - изоляционные прокладки; 7 - нагреваемая плеть
На рис. 10 показан контейнер для переноски комплекта плетей одного элемента, совмещенный со столиком для нагрева стержней. Контейнер спроектирован и применяется на заводе № 18 Главмоспромстройматериалов (Москва).
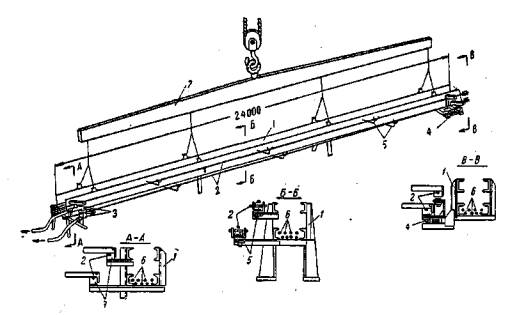
Рис 10. Контейнер для переноски и электронагрева плетей конструкции завода № 8 Главмоспромстройматериалов:
1 - бункер для заготовленных плетей; 2 - нагреваемые стержни; 3 - неподвижные контактные устройства; 4 - подвижные контактные устройства; 5 - промежуточные опоры; 6 - заготовленные плети; 7 - траверса
На рис. 11 и 12 изображены различные варианты конструкций шаблонов для изготовления арматурных плетей.
Шаблон по проекту Ленгипротрансмоста (рис. 11), изготовленный и опробованный на Киевском заводе Мостостроя-1, рационально применять при изготовлении крупных элементов, например, балок пролетных строений длиной 22-24 м.
Шаблон, показанный на рис. 12, успешно применен при изготовлении блоков Мостопоездом № 419. Он может быть использован при изготовлении большого количества однотипных элементов небольшой длины.
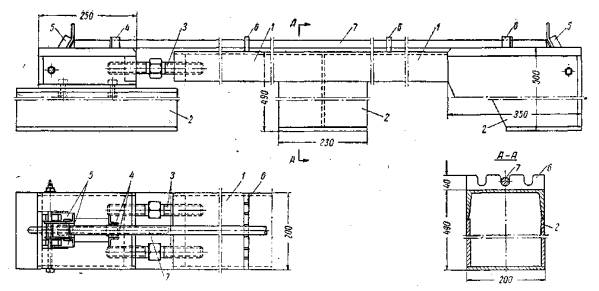
Рис. 11. Шаблон для изготовления арматурных плетей (проект Ленгипротрансмоста):
1 - швеллер; 2 - опорные столики; 3 - установочный винт; 4 - фиксатор коротышей; 5 - прижимная планка; 6 - гребенка; 7 - стержень

Рис. 12. Шаблон для изготовления арматурных плетей (проект Мостостроя-2):
1 - лоток; 2 - уголки для коротышей; 3 - опоры; 4 - стержень; 5 - коротыши
На рис. 13 и 14 показаны схемы расположения оснастки для электротермического натяжения арматуры элементов.
Расположение оснастки, показанное на рис. 13, применялось при изготовлении балок автодорожных пролетных строений на полигоне Мостопоезда № 412, а на рис. 14 - при изготовлении опытных свай на Киевском заводе Мостостроя-1.
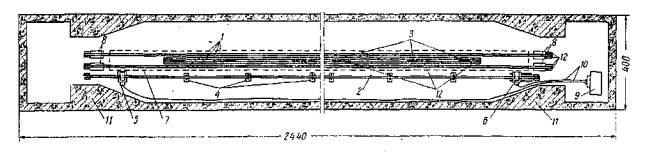
Рис. 13. Схема расположения оснастки для электротермического натяжения стержневой арматуры балок пролетных строений на полигоне Мостопоезда № 412 Мостостроя-3:
1 - натянутые стержни; 2 - нагреваемый стержень; 3 - секторные упоры; 4 - промежуточная опора; 5 - неподвижное контактное устройство; 6 - подвижное контактное устройство; 7 - контур нижнего пояса изготовляемой балки; 8 - концевые упоры; 9 - преобразователь тока; 10 - подводящие провода; 11 - стенд; 12 - анкерные коротыши

Рис. 14. Схема расположения оснастки для электротермического натяжения стержневой арматуры свай на Киевском заводе Мостостроя-1:
1 - концевые упоры; 2 - промежуточная опора; 3 - неподвижное контактное устройство; 4 - подвижное контактное устройство; 5 - пачки спиральных хомутов; 6 - опалубка свай; 7 - нагреваемая плеть. Остальные плети, расположенные внутри спиральных хомутов, условно не показаны
На рис. 15 приведены различные конструкции арматурных плетей. Одиночная плеть применима для элементов с небольшим количеством напрягаемой арматуры в сечении, сдвоенная - для более мощных элементов. Конструкция плети должна быть увязана с применяемым типом упора.

Рис. 15. Различные конструкции арматурных плетей:
а - одиночная плеть с парными коротышами; б - двойная плеть с парными коротышами; в - двойная плеть с одним коротышом; 1 - коротыши; 2 - стержни
Приложение 6
РАСЧЕТ ЭЛЕКТРИЧЕСКИХ ПАРАМЕТРОВ УСТАНОВОК ДЛЯ НАГРЕВА АРМАТУРЫ
(из «Инструкции по технологии предварительного напряжения стержневой, проволочной и прядевой арматуры железобетонных конструкций, Госстройиздат, 1962)
При выборе типов и количества преобразователей тока, установок для электронагрева арматуры и схемы их соединения необходимо определить требуемые силу тока, напряжение и мощность по следующим формулам.
А. Требуемая сила тока, в амперах:
![]() (1)
(1)
где Qполн - полное количество тепла в ккал, расходуемого на нагрев 1 пог. м стержня до расчетной температуры;
k - коэффициент, учитывающий схему включения стержней в цепь питания. При последовательном включении k = 1,0, при параллельном включении k равно числу одновременно нагреваемых стержней;
![]() - активное сопротивление 1 пог. м стержня при расчетной температуре
нагрева в ом·10-4,
принимаемое по табл. 1 настоящего приложения;
- активное сопротивление 1 пог. м стержня при расчетной температуре
нагрева в ом·10-4,
принимаемое по табл. 1 настоящего приложения;
τ - время нагрева в мин.
Полное количество тепла:
Qполн = Qн + Qпτ, (2)
где Qн - количество тепла, расходуемого на нагрев 1 пог. м стержня до расчетной температуры без учета потерь, принимаемое по табл. 1, в ккал;
Qп - потери тепла с 1 пог. м стержня теплоизлучением и конвекцией в течение 1 мин, принимаемые по, табл. 1, в ккал:
Б. Требуемое напряжение, в вольтах:
![]() (3)
(3)
где ![]() - полное
сопротивление 1 пог. м стержня
при нагреве до расчетной температуры в ом·10-4, принимаемое по табл.
1;
- полное
сопротивление 1 пог. м стержня
при нагреве до расчетной температуры в ом·10-4, принимаемое по табл.
1;
lн - длина нагреваемого участка одного стержня в м;
т - коэффициент, который при последовательном включении стержней в цепь питания равен их числу, а при параллельном соединении равен 1.
В. Требуемая мощность преобразователя тока в киловольтамперах:
![]() (4)
(4)
На основании полученных данных, по табл. 2 настоящего приложения, подбирают трансформаторы с таким расчетом, чтобы они обеспечивали требуемые силу тока I и напряжение U; расчетная мощность Р должна быть всегда меньше номинальной мощности трансформаторов.
Данные для расчета параметров преобразователей тока, применяемых для электронагрева стержневой арматуры
|
Диаметр арматуры dв, мм |
Площадь поперечного сечения sв, мм |
Омическое сопротивление Rв, ом·10-4 |
Тепло, необходимое для нагрева 1 пог. м стержневой арматуры |
Активное сопротивление 1 пог.м стержня |
Полное сопротивление 1 пог. м стержня |
|||||||||||||
|
tк = 300° |
tк = 350° |
tк = 400° |
tк = 450° |
tк =
300°, |
tк =
350°, |
tк =
400°, |
tк =
300°, |
tк =
300°, |
tк =
350°, |
tк =
400°, |
tк =
450°, |
|||||||
|
Qн ккал |
Qп ккал при τ = 1 мин |
Qн ккал |
Qп ккал при τ = 1 мин |
Qн ккал |
Qп ккал при τ = 1 мин |
Qн ккал |
Qп ккал при τ = 1 мин |
|||||||||||
|
10 |
78 |
16,7 |
21,9 |
3,33 |
26,3 |
4,26 |
30,8 |
5,33 |
35,8 |
5,52 |
51,4 |
58,5 |
61,2 |
65,7 |
58 |
63,3 |
68,8 |
74,2 |
|
12 |
113 |
11,5 |
31,4 |
3,98 |
37,7 |
5,09 |
44,2 |
6,37 |
51,5 |
7,78 |
40 |
43,8 |
47,6 |
51,2 |
47 |
51,3 |
54,8 |
60,2 |
|
14 |
154 |
8.45 |
42,7 |
4,71 |
51,3 |
6,02 |
60 |
7,54 |
70 |
9,22 |
33,2 |
36,7 |
39,5 |
42,5 |
38,4 |
41,8 |
45,6 |
49,2 |
|
16 |
201 |
6,45 |
55,8 |
5,28 |
67 |
6,75 |
78,5 |
8,45 |
91,1 |
10,33 |
28,5 |
31,2 |
34 |
36,5 |
33,2 |
36,2 |
39,4 |
42,5 |
|
18 |
254 |
5,12 |
70,6 |
5,92 |
84,8 |
7,58 |
99,4 |
9,5 |
115,6 |
11,61 |
25,2 |
27,6 |
30 |
32,3 |
29,4 |
32,1 |
34,9 |
37,6 |
|
20 |
314 |
4,15 |
87,2 |
6,66 |
104,7 |
8,52 |
122,8 |
10,66 |
143 |
13,05 |
22,6 |
24,8 |
26,9 |
29 |
26,4 |
28,8 |
31,3 |
33,8 |
|
22 |
380 |
3,42 |
104,3 |
7,47 |
126,3 |
9,56 |
146 |
11,95 |
172 |
14,65 |
20,7 |
22,7 |
24,6 |
26,5 |
24,4 |
26,6 |
29 |
31,2 |
|
25 |
491 |
2,65 |
136 |
8,37 |
163 |
10,7 |
191,2 |
13,4 |
222,5 |
14,4 |
18 |
19,7 |
21,4 |
23,1 |
21,2 |
23,1 |
25,2 |
27,1 |
|
28 |
616 |
2,11 |
170,5 |
9,25 |
204,3 |
11,82 |
240 |
14,82 |
279 |
18,15 |
16,2 |
17,7 |
19,3 |
20,7 |
18,9 |
20,7 |
22,5 |
24,3 |
|
32 |
804 |
1,62 |
223 |
10,62 |
268 |
13,6 |
314 |
17,05 |
365 |
20,8 |
14,2 |
15,5 |
16,8 |
18,2 |
16,7 |
18,2 |
19,8 |
21,3 |
|
36 |
1018 |
1,28 |
282 |
11,82 |
332 |
15,25 |
397 |
19,1 |
452 |
23,4 |
12,6 |
13,8 |
15,1 |
16,2 |
14,9 |
16,2 |
17,7 |
19,1 |
Трансформаторы сварочные
|
Наименование |
Тип трансформатора |
||||||||||
|
СТЭ-24 |
СТЭ-34 |
СТАН-0 |
СТАН-1 |
СТН-350 |
СТН-500 |
СТН-700 |
ТСД-500 |
ТСД-1000 |
ТСД-2000 |
||
|
Исполнение |
двухкорпусное |
однокорпусное |
|||||||||
|
Первичное напряжение в в |
220 или 380 |
220 или 380 |
220/110 380 |
220 или 380 |
220 |
220 или 380 |
220 или 380 |
220 или 380 |
220 или 380 |
220 или 380 |
|
|
Вторичное напряжение при холостом ходе в в |
65 |
60 |
63-83 |
60-70 |
70 |
60 |
60 |
80 |
69 и 78 |
72 и 84 |
|
|
Нормальный режим работы, ПВ % или ПР % |
65 |
65 |
65 |
65 |
50 |
65 |
60 |
60 |
60 |
50 |
|
|
Номинальная мощность, ква |
полезная |
22,75 |
30 |
8.7 |
22 |
24,5 |
30 |
42 |
40 |
69 |
144 |
|
потребляемая |
24 |
34 |
- |
24 |
- |
32 |
43,8 |
42 |
76 |
180 |
|
|
Номинальный первичный ток в а при первичном напряжении 220/380 в |
110/63 |
155/90 |
- |
110/63 |
114/- |
145/84 |
198/114 |
185/108 |
345/220 |
820/475 |
|
|
Номинальный вторичный ток в а |
350 |
500 |
140 |
350 |
350 |
500 |
700 |
500 |
1000 |
2000 |
|
|
Номинальное вторичное напряжение при нагрузке в в |
30 |
30 |
30 |
30 |
30 |
30 |
35 |
40 |
42 |
- |
|
|
Пределы регулирования сварочного тока в а |
70-500 |
150-700 |
25-150 |
60-480 |
80-450 |
150-700 |
200-900 |
200-600 |
400-1200 |
880-2200 |
|
|
Коэффициент полезного действия |
0,83 |
0,85 |
0,83 |
0,63 |
- |
0,85 |
0,85 |
0,87 |
0,9 |
- |
|
|
Коэффициент мощности |
0,52 |
0,52 |
0,51 |
0,52 |
- |
0,54 |
0,66 |
0,55 |
0,62 |
- |
|
|
Площадь сечения проводов для подключения к первичной сети при напряжении 220/380 в, мм2 |
22/10 |
35/16 |
- |
25/10 |
25/- |
35/16 |
70/35 |
95/50 |
95/50 |
240/185 |
|
|
Площадь сечения проводов сварочной цепи в мм2 |
120 или 2×50 |
185 или 2×70 |
- |
120 или 2×50 |
120 2×50 |
185 2×70 |
240 2×95 |
185 2×70 |
2×150 |
4×150 |
|
|
Вес в кг трансформатора дросселя |
140 90 |
200 120 |
80 |
185 |
220 |
270 |
380 |
450 |
534 |
- |
|
Для сварочных трансформаторов СТЭ, СТАН и СТН значение ПР % указано при полном цикле работы длительностью 5 мин; для трансформаторов ТСД значение ПВ % указано при продолжительности цикла 10 мин.
Примеры определения параметров установок для нагрева арматуры
1. Определить параметры преобразователей тока для нагрева трех стержней из стали марки 30ХГ2С диаметром 16 мм до температуры 400°С за время 5 мин. Длина нагреваемой части каждого стержня-5,5 м.
Принимаем последовательную схему соединений стержней.
По табл. 1 находим
Qполн = 78,5+8,45×5 = 78,5+42,25 = 121 ккал.
По этой таблице находим ![]() ом и определяем величину тока по формуле (1):
ом и определяем величину тока по формуле (1):
![]()
Напряжение источника тока определяем по формуле (3):
U = 710·39,4·10-4·5,5·3 = 46,2 в.
Мощность:
![]()
Для нагрева указанного выше количества арматуры требуется один трансформатор ТСД-1000 (Iном = 1000 а, мощность Р = 76 ква) или два трансформатора СТЭ-24, соединенные параллельно (Iном = 700 а, мощность P = 44 ква). Напряжение 46,2 в может быть получено при применении любого из указанных видов трансформаторов.
2. Определить параметры преобразователей тока для нагрева двух стержней из стали марки 35ГС, упроченной вытяжкой, диаметром 28 мм и длиной нагреваемой части каждого стержня 18 м. Время нагрева-3 мин; температура нагрева-350°С.
Принимаем параллельное соединение стержней1. По табл. 1
____________
1В этом случае необходимо обеспечить равномерное сопротивление на контактных губках для обоих стержней.
Qполн = 204,5 + 11,82 – 3 = 204,5 + 35,6 = 240 ккал.
По этой таблице находим ![]() ом и определяем силу
тока по формуле (1):
ом и определяем силу
тока по формуле (1):
![]()
Напряжение источника тока с учетом параллельного соединения стержней
![]()
Мощность:
![]()
В качестве преобразователей тока для нагрева арматуры могут быть, применены четыре параллельно соединенных трансформатора СТЭ-34 (Iмакс = 2800 а; Iном = 2000 а) или пять, таких же трансформаторов (Iмакс = 3500 а; Iном = 2500 а). Трансформаторы применяются без дросселей.
Напряжение и мощность в обоих случаях не являются лимитирующими (U<60 в; Р = 128 ква; Р = 160 ква).
3. Определить параметры преобразователей тока для нагрева одного стержня диаметром 22 мм из стали марки 35ГС, упрочненной вытяжкой, с длиной нагреваемой части 18 м. Время нагрева-3 мин, температура нагрева-350°С.
По табл. 1
Qполн = 126,3 + 9,56 – 3 = 126,3 + 28,7 = 155 ккал;
![]()
U = 1265·26,6 - 10-4·18 = 60,3 в;
![]()
Для электронагрева в Этом случае требуются три трансформатора СТЭ-34. соединенные параллельно (Iном = 1500 а; (U = 60 в; Р = 96 ква).
4. Определить параметры преобразователей тока для нагрева трех стержней арматуры из стали марки 30ХГ2С диаметром 22 мм при длине нагреваемой части каждого стержня 9,5 м. Время нагрева-4 мин. Температура нагрева - 400°С.
Принимаем последовательное соединение стержней.
По табл. 1.
Qполн = 148 + 11,95 – 4 = 196 ккал;
![]()
U = 1180·29 - 10-4·9,5·3 = 98 в;
![]()
В данном случае, ввиду требуемого относительно высокого напряжения, следует применить последовательно-параллельную схему соединения четырех трансформаторов СТЭ-34 без дросселей. Фактически в этом случае получены следующие данные:
I = 1200 - 1100 а; U = 75 - 80 в.
Приложение 7
ПРИБОРЫ ДЛЯ КОНТРОЛЯ ПРЕДВАРИТЕЛЬНОГО НАПРЯЖЕНИЯ В АРМАТУРЕ
Прибор ПРД
Прибор ПРД разработан и изготовляется научно-исследовательским институтом «НИИжелезобетон» Главмоспромстройматериалов.
Принцип действия прибора ПРД основан на измерении сопротивления стержня изгибу его поперечно приложенной силой, величина которой зависит от усилия натяжения стержня.
Прибор состоит из корпуса со вставленной в него пружиной, индикатора, ходового винта с маховичком, захвата с крюком и упорных лап (рис. 1).
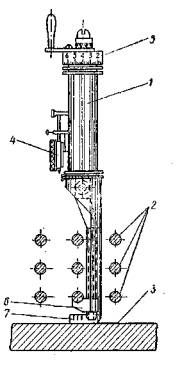
Рис. 1. Прибор ПРД:
1 - корпус; 2 - натянутые стержни; 3 - поддон; 4 - индикатор; 5 - лимб; 6 - крюк захвата; 7 - упорные лапы
При измерении напряжения арматуры прибор ставят упорными лапами на поддон или стенд, крюк захвата заводят под стержень и поворотом маховика прижимают к стержню. Затем поворотом рукоятки лимба дают начальную оттяжку стержня, соответствующую перемещению стрелки индикатора на пять делений (0,05 мм). В этой позиции отмечается положение лимба относительно риски на корпусе прибора.
Далее маховичок поворачивает на целое число оборотов (3, 5, 8 и т.д.), после чего снимают каждый раз отсчет на шкале индикатора. Переход от замеров по индикатору к величине напряжения стержня осуществляется с помощью тарировочной кривой.
В необходимых случаях для удобства измерения на поддон стенда можно установить устройство со сменными зажимами (рис. 2). Такое устройство было применено при изготовлении балок автодорожных пролетных строений Мостопоездом № 412 Мо-стостроя-3.

Рис. 2. Обустройство конструкции Мостопоезда № 412 Мостостроя-3 для измерения напряжений в натянутой арматуре прибором ПРД:
а - схема оттяжки для измерения напряжений в верхних стержнях; б - схема оттяжки для измерения напряжений в нижних стержнях:
1 - упорная шайба; 2 - зажим для оттяжки стержней в нижних рядах арматуры; 3 - промежуточное звено тяги; 4 - зажим для оттяжки стержней в верхних рядах арматуры; 5 - опорный столик; 6 - натянутые стержни; 7 - прибор ПРД; 8 - поддон
Прибор ИНА
Принцип действия прибора ИНА основан, на измерении частоты собственных поперечных колебаний стержня, которая связана определенной зависимостью с усилием натяжения стержня.
Прибор разработан Свердловским научно-исследовательским институтом по строительству и выпускается серийно учебно-производственными мастерскими отдела кадров и учебных заведений Средне-Уральского совнархоза (г. Свердловск). Прибор смонтирован в дюралюминиевом корпусе и имеет выносной датчик, выполненный в виде закрытой трубки. Датчик соединяется кабелем с частотомером и служит приемником колебаний арматурного стержня. Частотомер на своей верхней панели имеет стрелочный индикатор и тумблер для включения питания (рис. 3).
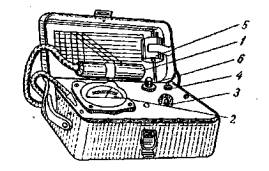
Прибор ИНА-3:
1 - датчик-приемник колебаний натянутой арматуры; 2 - частотомер; 3 - переключатель диапазонов; 4 - тумблер; 5 - камертон; 6 - корректор
Для измерения напряжений необходимо включить прибор, легким ударом или щипком возбудить колебания в натянутом стержне и приблизить к нему датчик на 3-5 мм. При этом стрелка индикатора отклонится и будет удерживаться на одном и том же делении шкалы до тех пор, пока колебания полностью не затухнут. Переход от показаний индикатора к величине предварительного напряжения арматурного стержня производится по номограмме, имеющейся в инструкции к прибору.
С целью получения устойчивых показаний прибора при измерении напряжений в стержне необходимо принимать меры для исключения помех от колебаний соседних с ним стержней (например, путем их оттяжки или заклинки).
Приложение 8
ФОРМЫ ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ
|
АКТ № 1 Мы, нижеподписавшиеся, сменный мастер Панов И.И., начальник цеха (участка) Семенов П.Г.,
заводской инспектор (или представитель ПТО) Гаврилов Н.Д.
составили настоящий акт в том, что комплект плетей стержневой арматуры в количестве
24 шт. для блока № 3 пролетного строения № 25 l = 24 м под нагрузку Н-30 и НК-80
моста (путепровода) через р. Чермянку изготовлен из горячекатаной
арматурной стали марки 20ХГ2Ц
класса A-IV по
Замена d = 18 мм на d = 16 мм согласована с проектной организацией (см. письмо № 538/Н-4 от 17 марта 1965 г.). Отклонения от проекта не превышают допускаемых. Сменный мастер И. Панов Заводской инспектор (или представитель ПТО) Н. Гаврилов Начальник цеха (участка) П. Семенов
|
|||||||||||||||||||||||||||
|
Минтрансстрой Мостопоезд № 400 (наименование предприятия) |
Журнал натяжения арматурных плетей электротермическим способом № заводского заказа - 52 Наименование конструкции - опора № 5 Наименование элемента - свая, блок № |
||||||||||||||||||||
|
Схема расположения арматурных плетей в элементе:
Отклонение опорной плоскости секторных упоров от проектного положения - 2 мм. Выступающие из поддона части секторных упоров покрыты раствором битума в керосине. Сменный мастер И. Панов Заводской инспектор (или представитель ПТО) Н. Гаврилов Начальник цеха (участка) П. Семенов
|
|||||||||||||||||||||
ОГЛАВЛЕНИЕ