ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО «ГАЗПРОМ»
Общество с ограниченной ответственностью «Научно-исследовательский институт по строительству и эксплуатации объектов ТЭК» ООО «Институт ВНИИСТ»
Общество с ограниченной ответственностью «Информационно-рекламный центр газовой промышленности»
СТАНДАРТ ОАО «ГАЗПРОМ»
ИНСТРУКЦИЯ
ПО СВАРКЕ МАГИСТРАЛЬНЫХ ГАЗОПРОВОДОВ С РАБОЧИМ ДАВЛЕНИЕМ ДО 9,8 МПа
ВКЛЮЧИТЕЛЬНО
СТО Газпром 2-2.2-115-2007
Вводится в действие с 22 сентября 2007
ПРЕДИСЛОВИЕ
1 РАЗРАБОТАН Обществом с ограниченной ответственностью «Научно-исследовательский институт по строительству и эксплуатации трубопроводов и объектов ТЭК» - ООО «Институт ВНИИСТ» с участием Управления по транспортировке газа и газового конденсата Департамента по транспортировке, подземному хранению и использованию газа ОАО "Газпром" и Общества с ограниченной ответственностью "Научно-исследовательский институт природных газов и газовых технологий - ВНИИГАЗ"
2 ВНЕСЕН Управлением по транспортировке газа и газового конденсата Департамента по транспортировке, подземному хранению и использованию газа ОАО «Газпром»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ распоряжением ОАО «Газпром» от 14 марта 2007 г. № 42
4 ВЗАМЕН ВСН 006-89, СП 105-34-96 (в части сварки труб диаметром 1020-1420 мм с толщинами стенок 18,0-32,0 мм).
Содержание
1 Область применения
1.1 Настоящий стандарт распространяется на сварку кольцевых сварных соединений труб, соединительных деталей трубопроводов, а также запорной и распределительной арматуры при строительстве магистральных газопроводов, изготовленных из трубных сталей с нормативным значением временного сопротивления разрыву 588 МПа (60 кгс/см2) включительно, с наружным диаметром от 1020 до 1420 мм, с толщиной стенки от 18,0 до 32,0 мм, транспортирующих природный газ с рабочим избыточным давлением от 8,3 до 9,8 МПа.
Примечание - Настоящий стандарт по согласованию со структурным подразделением ОАО «Газпром», отвечающим за сварочное производство, может быть применен при сварке магистральных газопроводов из трубных сталей с нормативным значением временного сопротивления разрыву менее 588 МПа (60 кгс/см2), с наружным диаметром менее 1020 мм и толщиной стенки менее 18,0 мм, транспортирующих природный газ с рабочим избыточным давлением от 8,3 до 9,8 МПа при условии корректировки требований к сварным соединениям, номенклатуры рекомендуемых сварочных материалов и сварочного оборудования, параметров режимов сварки. Организации, выполняющие сварочные работы должны разработать технологические инструкции по сварке и согласовать с ОАО «Газпром» и разработчиком настоящего стандарта, а также разработать комплект операционных технологических карт для конкретного объекта и согласовать их с Заказчиком
1.2 Стандарт не распространяется на сварку промысловых и магистральных трубопроводов для транспортировки сероводородактивного газа.
1.3 Стандарт предназначен для организаций, выполняющих проектирование, строительство и эксплуатацию объектов магистральных газопроводов ОАО «Газпром», а также для организаций, выполняющих технический надзор за качеством строительно-монтажных (сварочных) работ при строительстве магистральных газопроводов.
1.4 Стандарт регламентирует требования к порядку выполнения сборочно-сварочных работ, применению сварочных материалов и оборудования, требования к сварным соединениям, выполненным в соответствии со следующими регламентированными к применению технологиями сварки:
- автоматическая сварка в среде защитных газов проволокой сплошного сечения;
- автоматическая сварка в среде защитных газов порошковой проволокой;
- автоматическая сварка под флюсом (для толщин от 18,0 до 27,0 мм);
- механизированная сварка в среде углекислого газа проволокой сплошного сечения с использованием источников тока со специальными характеристиками;
- механизированная сварка самозащитной порошковой проволокой (для толщин от 18,0 до 21,0 мм);
- ручная дуговая сварка покрытыми электродами.
2 Нормативные ссылки
2.1 В настоящем стандарте использованы нормативные ссылки на стандарты:
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия
ГОСТ 13821-77 Выпрямители однопостовые с падающими внешними характеристиками для дуговой сварки. Технические условия
ГОСТ 14254-96 Степени защиты, обеспечиваемые оболочками (Код IP)
ГОСТ 17516.1-90 Изделия электротехнические. Общие требования в части стойкости к климатическим внешним воздействующим факторам
СТО Газпром 2-2.4-083-2006 Инструкция по неразрушающим методам контроля качества сварных соединений при строительстве и ремонте промысловых и магистральных газопроводов
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов по соответствующим указателям, составленным на 1 января текущего года, и информационным указателям, опубликованным в текущем году. Если ссылочный документ заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) стандартом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения и сокращения
3.1 В настоящем стандарте применены термины с соответствующими определениями:
3.1.1 автоматическая сварка: Сварочный процесс, при котором подача сварочной проволоки и перемещение сварочной головки осуществляется автоматически, а оператор устанавливает, наблюдает и корректирует параметры режимов сварочного процесса.
3.1.2 агрегат питания: Передвижная или самоходная установка, обеспечивающая питание сварочным током сварочных постов, а также переменным или постоянным током вспомогательного оборудования (электроинструмента, печей для сушки-прокалки сварочных материалов, осветительных устройств и т.д.).
3.1.3 аттестационный центр: Организация (юридическое лицо), являющаяся организационно-структурной частью САСв и осуществляющая проверку знаний и умений аттестуемых сварщиков и специалистов сварочного производства, а так же осуществляющая аттестацию сварочных материалов, оборудования и технологий в соответствии с требованиями нормативных и методических документов САСв.
3.1.4 горячий проход: Слой шва, выполняемый по не успевшему остыть ниже регламентированной температуры металлу корневого слоя шва, как правило, способом «на спуск»
3.1.5 захлест: Стыковое кольцевое сварное соединение двух участков газопровода в месте технологического разрыва, выполняемое, как правило, без подварки изнутри корневого слоя шва.
3.1.6 зона термического влияния: Участок основного металла непосредственно примыкающий к шву, не подвергшийся расплавлению, структура и свойства которого изменились по границе сплавления в результате нагрева при сварке.
3.1.7 катушка: Отрезок трубы, предназначенный для соединения участков газопровода, приварки к торцам запорной и регулирующей арматуры и соединительных деталей трубопровода.
3.1.8 контрольное сварное соединение: Сварное соединение, выполняемое при аттестации сварщиков, технологий сварки, допускных испытаниях сварщиков, бригады сварщиков, являющееся однотипным по отношению к производственным сварным соединениям и предназначенное для проведения неразрушающего контроля качества и механических испытаний.
3.1.9 металл шва: Сплав, образованный расплавленным основным и присадочным металлами.
3.1.10 механизированная сварка: Сварочный процесс, при котором скорость подачи сварочной проволоки регулируется автоматически, а перемещение сварочной горелки осуществляется оператором.
3.1.11 однотипные сварные соединения: Группа сварных соединений, выполняемых одним и тем же способом сварки на изделиях из материалов (металла) одной группы (сочетания групп) и имеющих общие технические и технологические характеристики.
3.1.12 операционная технологическая карта: Документ, составленный в лаконичной, простой для пользователя табулированной форме, утвержденный организацией, выполняющей сварочные работы, содержащий правила выполнения конкретных работ. Разрабатывается на основе настоящего стандарта, типовых операционных технологических карт и результатов проведения производственной аттестации.
3.1.13 ремонт сваркой: Процесс исправления дефектов сварных соединений дуговыми способами сварки.
3.1.14 ремонт сварного шва: Процесс исправления дефектов сварного шва, выявленных неразрушающими методами контроля после завершения сварки и контроля. Исправления, производимые электросварщиком непосредственно в процессе выполнения сварного шва, в понятие «ремонт сварного шва» не входят.
3.1.15 ручная дуговая сварка - сварочный процесс, при котором подача сварочного материала в разделку и перемещение электрододержателя по периметру стыка выполняется вручную.
3.1.16 сварка методом STT: Механизированная сварка проволокой сплошного сечения в среде углекислого газа при переносе капель расплавляемого металла сварочной проволоки за счет сил поверхностного натяжения.
3.1.17 сварное соединение: Неразъемное соединение, выполненное сваркой.
3.1.18 сварной шов: Участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла.
3.1.19 сертификат: Документ о качестве конкретных партий труб, соединительных деталей трубопроводов, запорной и регулирующей арматуры, сварочных материалов, удостоверяющий соответствие их качества требованиям технических условий на изготовление.
3.1.20 система аттестации сварщиков и специалистов сварочного производства, САСв: Комплекс требований, определяющих правила и процедуру аттестации сварщиков и специалистов сварочного производства, занятых на работах по изготовлению, реконструкции, монтажу и ремонте оборудования и объектов, надзор за которыми осуществляет Ростехнадзор.
3.1.21 технические условия: Документ, регламентирующий требования к изготовлению труб, соединительных деталей трубопроводов, запорной и регулирующей арматуры, сварочных материалов конкретного назначения.
3.1.22 технологическая инструкция по сварке - документ, содержащий комплекс конкретных операций, марок сварочных материалов, оборудования для сборки и сварки стыков, позволяющий изготовить сварное соединение в соответствии с требованиями нормативной документации и настоящего стандарта.
3.1.23 усиление сварного шва: Выпуклость шва, определяемая расстоянием между основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости.
3.2 В настоящем стандарте применены следующие сокращения:
ЗРА - запорная и регулирующая арматура;
ЗТВ - зона термического влияния;
КСС - контрольное сварное соединение; НАКС - Национальная Ассоциация Контроля и Сварки;
РТФ - разовая тигель-форма;
САСв - система аттестации сварочного производства;
СДТ - соединительные детали трубопровода;
ТУ - технические условия;
УШС - универсальный шаблон сварщика.
3.3 В настоящем стандарте применены следующие обозначения способов сварки:
ААДП - автоматическая сварка плавящимся электродом в среде инертных газов и смесях;
АПГ - автоматическая сварка плавящимся электродом в среде активных газов и смесях;
АПИ - автоматическая сварка порошковой проволокой в среде инертных газов и смесях;
АФ - автоматическая сварка под флюсом;
МП - механизированная сварка плавящимся электродом в среде активных газов и смесях;
МПС - механизированная сварка самозащитной порошковой проволокой;
РД - ручная дуговая сварка покрытыми электродами.
4 Общие положения. Требования к сварным соединениям магистральных газопроводов
4.1 Общие положения
4.1.1 Технологии сварки, применяемые при строительстве магистральных газопроводов высокого давления, подлежат аттестации перед началом производства работ согласно требованиям, изложенным в Приложении А к настоящему стандарту. Требования разработаны с учетом положений РД 03-615-03 [4].
4.1.2 К выполнению сварных стыков магистральных газопроводов допускаются сварщики (операторы сварочных установок), аттестованные в соответствии с требованиями ПБ 03-273-99 [5], РД 03-495-02 [6]. Перед началом сварочных работ на объекте сварщики (операторы) должны пройти допускные испытания в соответствии с требованиями Приложения Д к настоящему стандарту.
4.1.3 Специалисты сварочного производства - работники организаций-подрядчиков по строительству, техническому надзору, специалисты дочерних обществ ОАО «Газпром», занятые выполнением сварочно-монтажных работ и контролем за их качеством, должны быть аттестованы в соответствии с действующими правилами аттестации сварщиков и специалистов сварочного производства (группа объектов «Нефтегазодобывающее оборудование» - НГДО, пункт 3 Перечня групп опасных производственных объектов) [7]. В протоколе аттестации должна присутствовать ссылка на настоящий стандарт. Аттестационные удостоверения специалистов, выданные до введения настоящего стандарта, действительны до окончания срока их действия.
4.1.4 Сварочные материалы должны быть аттестованы в соответствии с РД 03-613-03 [8] с учетом специальных требований, предъявляемых к сварным соединениям магистральных газопроводов. Выбор сварочных материалов и их допуск к сварке магистральных газопроводов должны производиться согласно требованиям разделов 5 и 8 настоящего стандарта.
4.1.5 Сварочное оборудование, включая источники сварочного тока и сварочные агрегаты и установки, применяемые для сварки газопроводов, должны быть аттестованы в соответствии с положениями РД 03-614-03 [9]. К применению допускается сварочное оборудование, источники сварочного тока, сварочные агрегаты (установки), соответствующие требованиям раздела 6 настоящего стандарта.
4.1.6 Неразрушающий контроль сварных соединений газопроводов следует производить методами и в объемах, предусмотренных СТО Газпром 2-2.4-083. Для выполнения контроля привлекаются лаборатории неразрушающего контроля, аттестованные в соответствии с требованиями ПБ 03-372-00 [10]. Специалисты по неразрушающему контролю должны быть аттестованы в соответствии с ПБ 03-440-02 [11]. Заключение о качестве сварных соединений имеют право выдавать специалисты II или III уровня.
4.1.7 Характеристики применяемых труб должны соответствовать РД 51-31323949-58-00 [17].
4.2 Требования к сварным соединениям магистральных газопроводов
4.2.1 Сварные соединения магистральных газопроводов должны быть выполнены дуговой односторонней сваркой без подварки или с подваркой корневого слоя шва или двухсторонней сваркой по технологиям, регламентированным настоящим стандартом. Сварные швы должны быть многослойными, без конструктивного непровара.
4.2.2 Усиления сварного соединения снаружи и изнутри трубы, а также прилегающей околошовной зоны должны быть зачищены шлифмашинкой с применением дисковых проволочных щеток до полного удаления шлака и брызг наплавленного металла.
4.2.3 Участки поверхности облицовочного слоя с грубой чешуйчатостью (превышение гребня над впадиной 1,0 мм и более), а также участки с превышением усиления шва (более 3,0 мм) следует обработать шлифмашинкой с использование абразивных кругов или напильником.
4.2.4 Внешний вид и геометрические параметры сварных соединений магистральных газопроводов, оцениваемые по результатам визуального и измерительного контроля в соответствии с РД 03-606-03 [12] и действующим в ОАО «Газпром» нормативным документам по неразрушающему контролю сварных соединений, должны соответствовать требованиям настоящего стандарта и операционных технологических карт, разработанных по технологиям сварки, прошедшим производственную аттестацию.
4.2.5 Усиление облицовочного слоя шва кольцевых сварных соединений должно быть выполнено с плавным переходом к основному металлу, без образования недопустимых подрезов по кромкам. При этом:
усиление облицовочного слоя шва при односторонней сварке должно составлять от 1,0 до 3,0 мм;
усиление облицовочного наружного и внутреннего слоев шва при двусторонней сварке должно составлять от 1,0 до 3,0 мм;
усиление обратного валика корневого слоя шва при односторонней сварке должно составлять от 0,5 до 3,0 мм.
4.2.6 Усиление наружных и внутренних облицовочных слоев шва должно перекрывать основной металл в каждую сторону на расстояние:
от 1,0 до 2,0 мм для автоматической сварки проволокой сплошного сечения в среде защитных газов;
от 1,0 до 2,5 мм для автоматической сварки порошковой проволокой в среде защитных газов;
от 1,5 до 2,5 мм для механизированной сварки самозащитной порошковой проволокой и ручной дуговой сварке покрытыми электродами.
Ширина шва, выполненного автоматической сваркой под слоем флюса, должна соответствовать требованиям, представленным в разделах 8.5 и 8.6 настоящего стандарта.
4.2.7 В случае выполнения облицовочного слоя шва в два-три валика должны выполняться следующие требования:
- каждый последующей проход (валик) должен перекрывать предыдущий не менее чем на 1/3 его ширины;
- глубина межваликовой канавки (разность между высотой валика в его верхней точке и высотой шва в месте расположения соседней канавки при установке шаблона УШС на поверхность трубы) должна составлять не более 1,0 мм;
- усиление облицовочного слоя шва по периметру каждой межваликовой канавки должна составлять не менее 1,0 мм;
- высота усиления по периметру центральной оси каждого из валиков не должна превышать 3,0 мм.
4.2.8 Качество сварных соединений, выявляемое по результатам неразрушающего контроля физическими методами, должно соответствовать требованиям действующей в ОАО «Газпром» нормативной документации по неразрушающему контролю сварных соединений газопроводов.
4.2.9 Механические свойства сварных соединений, а также ударная вязкость металла шва и ЗТВ определяются в состоянии «после сварки» в процессе проведения производственной аттестации технологии сварки. При этом они должны соответствовать требованиям п.п. 4.2.10-4.2.13 настоящего стандарта.
Виды, количество и место вырезки образцов для механических испытаний должны определяться Программой аттестации и соответствовать требованиям Приложения А, а методика проведения механических испытаний должна соответствовать требованиям Приложения Б настоящего стандарта.
4.2.10 Временное сопротивление разрыву, определяемое на плоских образцах со снятым усилением (тип XII и XIII по ГОСТ 6996), должно быть не ниже нормативного значения временного сопротивления разрыву основного металла труб, регламентированного техническими условиями на их поставку.
4.2.11 Среднее арифметическое значение угла изгиба (на ребро) образцов типа XXVII по ГОСТ 6996 должно составлять не менее 120°, при минимальном значении для одного образца - 100°.
4.2.12 Ударная вязкость металла шва и ЗТВ (по линии сплавления) сварных соединений магистральных газопроводов на образцах типа IX (острый надрез) должна составлять не менее 50 Дж/см2 при температуре испытаний минус 20 °C. Ударная вязкость определяется как среднее арифметическое из результатов испытаний трех образцов, при этом минимальное значение ударной вязкости для одного образца должно составлять не менее 37 Дж/см2.
4.2.13 Твердость металла шва и зоны термического влияния должна составлять не более 300 HV10. Твердость должна быть измерена на уровне корневого и облицовочного слоев шва.
4.2.14 При отсутствии в проектной документации специальных требований механические свойства сварных соединений, а также ударная вязкость металла шва и ЗТВ должны отвечать требованиям, изложенным в п.п. 4.2.10-4.2.13 настоящего стандарта.
4.2.15 При наличии в проектной документации специальных требований к сварным соединениям магистрального газопровода их выполнение должно быть подтверждено результатами производственной аттестации технологии сварки.
5 Сварочные материалы
5.1 Применяемые сварочные материалы и требования к ним
5.1.1 Сварочные материалы должны:
- выпускаться в соответствии с действующими стандартами (или международными стандартами) и специальными Техническими условиями (ТУ) на каждую марку сварочного материала;
- быть аттестованы согласно РД 03-613-03 [3] на группу «Нефтегазодобывающее оборудование» с учетом специальных требований, предъявляемых к сварным соединениям магистральных газопроводов. Каждая марка и завод (фирма) - производитель должна иметь соответствующее свидетельство об аттестации;
- иметь сертификаты качества, подтверждающие их соответствие требованиям специальных ТУ.
5.1.2 Технические условия на сварочные материалы должны регламентировать специальные требования к качеству их изготовления, сварочно-технологическим характеристикам и обеспечению требуемого уровня прочностных и вязко-пластических свойств сварных соединений в соответствии с требованиями раздела 4 настоящего стандарта.
5.1.3 Для сварки кольцевых стыков магистральных газопроводов могут быть использованы следующие сварочные материалы:
- сварочные проволоки сплошного сечения для автоматической и механизированной сварки в среде защитных газов и автоматической сварки под флюсом;
- порошковые проволоки для автоматической сварки в среде защитных газов;
- защитные газы - двуокись углерода газообразная и смеси газов двуокиси углерода и аргона для автоматической и механизированной сварки;
- флюсы агломерированные для автоматической сварки поворотных стыков;
- самозащитные порошковые проволоки для механизированной сварки;
- электроды с основным и целлюлозным видами покрытия для ручной дуговой сварки.
5.1.4 Электроды и самозащитные порошковые проволоки могут быть использованы для сварки газопроводов при положительных результатах аттестации конкретной марки, выпускаемой конкретной фирмой (заводом-производителем).
5.1.5 Аттестация флюсов и проволок должна выполняться для конкретных комбинаций марок флюса и проволоки.
5.1.6 При проведении аттестации проволок сплошного сечения, порошковых проволок для сварки в среде защитных газов испытания проводятся для конкретных комбинаций проволока - защитный газ.
5.1.7 Аттестация отдельных партий сварочных материалов может быть проведена их потребителем. При этом свидетельство об аттестации выдается на конкретные партии материалов.
5.1.8 Для автоматической сварки комплексами CRC-Evans AW с использованием головок Р-200 (П-200) иР-260 (П-260) следует использовать проволоку сплошного сечения, приведенную в табл. 5.1.
Таблица 5.1 - Проволока сплошного сечения для сварки комплексом CRC-Evans AW с использованием головок П-200 (П-260)
|
Назначение |
Марка проволоки |
Диаметр, мм |
Фирма-производитель |
|
Для сварки корневого слоя шва, горячего прохода, заполняющих и облицовочного слоев шва |
TS-6 (Thyssen K-Nova) |
0,9 |
Bohler Thyssen Schweisstechnik Deutschland GmbH (Германия) |
Для автоматической сварки комплексами CRC-Evans AW с использованием двухдуговых головок П-600 следует использовать проволоки сплошного сечения, приведенные в таблице 5.2.
Таблица 5.2 - Проволоки сплошного сечения для сварки комплексом CRC-Evans AW с использованием головок П-600
|
Назначение |
Марка проволоки |
Диаметр, мм |
Фирма-производитель |
|
Для сварки корневого слоя шва и горячего прохода |
TS-6 (Thyssen K-Nova) |
0,9 |
Bohler Thyssen Schweisstechnik Deutschland GmbH (Германия) |
|
Для сварки заполняющих и облицовочного слоев шва |
К-600 |
1,0 |
Bohler Thyssen Schweisstechnik Deutschland GmbH (Германия) |
При сварке головками П-200 (П-260) в качестве защитного газа для сварки корневого и облицовочного слоев шва используется готовая смесь газов 75 % Ar + 25 % CO2 (таблица 5.3), для сварки горячего прохода и заполняющих слоев шва – 100 % углекислый газ высшего сорта.
При сварке головками П-600 в качестве защитного газа используется готовая смесь газов 75 % Ar + 25 % CO2 (корневой слой шва), 100 % углекислый газ высшего сорта (горячий проход) и готовая смесь газов 85 % Ar + 15 % CO2 (заполняющие и облицовочный слои шва) (таблица 5.3).
Таблица 5.3 - Технические характеристики сварочных смесей аргона и углекислого газа
|
Параметры |
Значение параметра |
||
|
Массовая доля влаги |
Не более 0,008 % |
||
|
Объемная доля азота |
Не более 0,01 % |
||
|
Объемная доля углекислого газа |
(15 ± 1,5) % |
(25 ± 5) % |
(50 ± 5) % |
|
Объемная доля аргона |
остальное |
остальное |
остальное |
Допускается использование смеси газов 80 % Ar + 20 % CO2 взамен смеси газов 75 % Ar + 25 % CO2.
Используемые в смеси защитные газы должны соответствовать требованиям ГОСТ 8050 для сорта «Высший» (углекислый газ) и ГОСТ 10157 для сорта «Высший» (аргон).
5.1.9 Сварку на оборудовании системы Saturnax фирмы Serimer Dasa следует выполнять с использованием проволоки, приведенной в таблице 5.4.
Таблица 5.4 - Проволока сплошного сечения для сварки системой Saturnax фирмы Serimer Dasa
|
Назначение |
Марка проволоки |
Диаметр, мм |
Фирма-производитель |
|
Для сварки всех слоев шва стыков труб |
Lincoln Supra Mig |
1,0 |
Lincoln Electric (U.K.) Ltd (Великобритания) |
|
Union K Nova-Ni |
1,0 |
Bohler Thyssen Schweisstechnik Deutschland GmbH (Германия) |
В качестве защитного газа для сварки всех слоев шва используется готовая смесь газов 50 % Ar + 50 % CO2 (таблица 5.3).
5.1.10 При сварке неповоротных стыков труб с использованием оборудования CWS.02 фирмы Pipe Welding Technology следует использовать проволоку сплошного сечения марки OK Autrod 12.66 фирмы ESAB VAMBERG sro (Чехия).
В качестве защитного газа при сварке корневого слоя и первого заполняющего слоя используют углекислый газ, при сварке заполняющих и облицовочного слоев - смесь, состоящую из 50 % аргона и 50 % углекислого газа (таблица 5.3).
5.1.11 Для автоматической сварки заполняющих и облицовочного слоев шва стыков труб головками системы М300-С (М300) следует использовать порошковые проволоки, приведенные в таблице 5.5.
Таблица 5.5 - Порошковые проволоки для автоматической сварки в среде защитных газов
|
Назначение |
Марка проволоки |
Диаметр, мм |
Фирма-производитель |
|
Для сварки заполняющих и облицовочного слоев шва |
Pipeliner Autoweld G70M |
1,32 |
The Lincoln Electric Company (США) |
|
ОК Tubrod 15.19 |
1,2 |
ESAB VAMBERG sro (Чехия) |
В качестве защитного газа для сварки всех слоев шва используется готовая смесь 75 % Ar + 25 % CO2. Допускается использовать готовую смесь 80 % Ar + 20 % CO2 Технические характеристики сварочных смесей представлены в таблице 5.3.
5.1.12 Для автоматической сварки поворотных стыков труб следует применять комбинации «агломерированный флюс + проволока», перечень и область применения которых приведены в таблице 5.6.
Таблица 5.6 - Сварочные материалы для сварки под флюсом
|
Назначение |
Комбинация «флюс + проволока» |
Фирма-производитель |
|
Для двухсторонней сварки всех слоев шва стыков труб и односторонней сварки заполняющих и облицовочного слоев |
Pipeliner 860 + Pipeliner LА-85 |
The Lincoln Electric Company (США) |
|
OK FLUX 10.71 + OK AUTROD 12.24 |
ESAB Sp z.o.o. (Польша) + ESAB VAMBERG sro (Чехия) |
|
|
Lincolnweld MIL800H + Pipeliner LА-85* |
The Lincoln Electric Company (США) |
|
|
OK FLUX 10.71 + OK AUTROD 13.24 |
ESAB Sp z.o.o. (Польша) + ESAB VAMBERG sro (Чехия) |
|
|
* Комбинация обеспечивает повышенные вязко-пластические свойства и ударную вязкость металла шва. |
||
5.1.13 Для механизированной сварки неповоротных стыков труб самозащитной порошковой проволокой следует применять марки проволок, приведенные в таблице 5.7.
Таблица 5.7 - Самозащитные порошковые проволоки
|
Назначение |
Марка проволоки |
Диаметр, мм |
Фирма-производитель |
|
Для сварки заполняющих и облицовочного слоев шва |
Innershield NR-208 Special |
2,0 |
The Lincoln Electric Company (США) |
|
Pipeliner NR-208-XP* |
2,0 |
The Lincoln Electric Company (США) |
|
|
* Проволока обеспечивает повышенные вязко-пластические свойства и ударную вязкость металла шва. |
|||
5.1.14 Для механизированной сварки неповоротных и поворотных стыков труб проволокой сплошного сечения в среде углекислого газа методом STT следует применять проволоку, приведенную в таблице 5.8.
Таблица 5.8 - Проволока сплошного сечения для сварки методом STT
|
Назначение |
Марка проволоки |
Диаметр, мм |
Фирма-производитель |
|
Для сварки корневого слоя шва |
Super Arc L-56 |
1,14 |
The Lincoln Electric Company (США) |
При этом в качестве защитного газа следует использовать углекислый газ высшего сорта по ГОСТ 8050.
5.1.15 Перечень аттестованных марок электродов с основным видом покрытия для сварки методом «на подъем» их типоразмеры и область применения приведен в табл. 5.9.
Таблица 5.9 - Электроды с основным видом покрытия для сварки методом «на подъем»
|
№ п/п |
Назначение |
Марка электрода |
Диаметр, мм |
Фирма (завод) - производитель |
|
1. |
Для сварки и ремонта корневого слоя шва (*) |
LB-52U |
2,6; 3,2 |
Kobe Steel, Ltd (Япония) |
|
(ЛБ-52У) |
||||
|
2. |
Phoenix K50R Mod |
2,5; 3,2 |
Bohler Thyssen Schweisstechnik Deutschland GmbH (Германия) |
|
|
(Феникс К50Р Мод) |
||||
|
3. |
ОК 53.70 |
2,5; 3,2 |
ESAB AB Consumable Production (Швеция) |
|
|
4. |
ОК 53.70 |
2,5; 3,0 |
ЕСАБ-СВЭЛ (Россия, г. Санкт-Петербург) |
|
|
5. |
Fox EV Pipe |
2,5; 3,2 |
Bohler Schweisstechnik Austria GmbH (Австрия) |
|
|
(Фокс ЕВ Пайп) |
||||
|
6. |
Pipeliner 16P |
2,5; 3,2 |
The Lincoln Electric Company (США) |
|
|
(Пайплайнер 16П) |
||||
|
7. |
МТГ-01К |
2,5; 3,0 |
Сычевский электродный завод (Россия, г. Сычевка) |
|
|
8. |
Р47 (П47) |
2,5; 3,2 |
ELGA AB (Швеция) |
|
|
9. |
SE-08-00 |
2,5; 3,0 |
ЗАО «СИБЭС» (Россия, г. Тюмень) |
|
|
10. |
ЛЭЗЛБгп |
2,5; 3,0 |
Лосиноостровский электродный завод (Россия, г. Москва) |
|
|
11. |
Для сварки и ремонта заполняющих и облицовочного слоев шва |
ОК74.70 |
3,2; 4,0 |
ESAB AB Consumable Production (Швеция) |
|
12. |
Pipeliner 18Р |
3,2; 4,0 |
Lincoln Smitweld bv (Нидерланды) |
|
|
(Пайплайнер 18П)** |
||||
|
13. |
Kessel 5520 Mo |
3,2; 4,0 |
Bohler Thyssen Schweisstechnik Deutschland GmbH (Германия) |
|
|
(Кессель 5520 Мо) |
||||
|
14. |
Phoenix SH Schwarz 3K |
3,2; 4,0 |
Bohler Thyssen Schweisstechnik Deutschland GmbH (Германия) |
|
|
Mod |
||||
|
(Феникс СШ Шварц 3К |
||||
|
Мод) |
||||
|
15. |
МТГ-03 |
3,0; 4,0 |
Сычевский электродный завод (Россия, г. Сычевка) |
|
|
16. |
LB-62D |
3,2; 4,0 |
Kobe Steel, Ltd (Япония) |
|
|
(ЛБ-62Д) |
||||
|
17. |
P62MR |
2,5; 3,2; 4,0 |
ELGA AB (Швеция) |
|
|
(П62МР)** |
||||
|
18. |
Phoenix SH V1 |
3,2; 4,0 |
Bohler Thyssen Schweisstechnik Deutschland GmbH (Германия) |
|
|
(Феникс СШ В1)** |
||||
|
19. |
SE-10-00 |
3,0; 4,0 |
ЗАО «СИБЭС» (Россия, г. Тюмень) |
|
|
* Сварку подварочного слоя следует выполнять электродами №№ 1-10 диаметром 3,2 (3,0) мм. ** Электроды обеспечивают повышенные вязко-пластические свойства и ударную вязкость металла шва. |
||||
5.1.16 Для сварки корневого слоя шва и горячего прохода электродами с целлюлозным видом покрытия следует использовать электроды, марки и область применения которых приведены в табл. 5.10.
Таблица 5.10 - Электроды с целлюлозным видом покрытия
|
Назначение |
Марка электрода |
Диаметр, мм |
Фирма-производитель |
|
Для сварки корневого слоя шва |
Pipeliner 6P+ |
3,2; 4,0 |
The Lincoln Electric Company (США) |
|
(Пайплайнер 6П+) |
|||
|
Fleetweld 5P+ |
3,2; 4,0 |
Lincoln KD S.A. (Испания) |
|
|
(Флитвелд 5П+) |
|||
|
Fox Cel |
3,2; 4,0 |
Bohler Schweisstechnik Austria GmbH (Австрия) |
|
|
(Фокс Цель) |
|||
|
Для сварки “горячего прохода” |
Pipeliner 6P+ |
4,0 |
The Lincoln Electric Company (США) |
|
(Пайплайнер 6П+) |
|||
|
Fleetweld 5P+ |
4,0 |
Lincoln KD S.A. (Испания) |
|
|
(Флитвелд 5П+) |
|||
|
Fox Cel Mo |
4,0 |
Bohler Schweisstechnik Austria GmbH (Австрия) |
|
|
(Фокс Цель Мо) |
Аттестованные марки электродов с целлюлозным видом покрытия могут быть использованы для сварки заполняющих и облицовочного слоев шва. При этом должны быть разработаны и согласованы с Заказчиком соответствующие операционные технологические карты сборки и сварки для конкретного объекта строительства.
5.1.17 Сварка заполняющих и облицовочного слоев шва может выполняться электродами с основным видом покрытия методом «на спуск». Аттестованная марка электродов, предназначенная для сварки методом «на спуск» представлена в таблице 5.11.
Таблица 5.11 - Электрод с основным видом покрытия для сварки методом «на спуск»
|
Назначение |
Марка электрода |
Фирма-производитель |
|
Для сварки заполняющих и облицовочного слоев шва |
Fox BVD 90* |
Bohler Schweisstechnik Austria GmbH (Австрия) |
|
* Электрод обеспечивает повышенные вязко-пластические свойства и ударную вязкость металла шва. |
||
5.1.18 Перечни сварочных материалов, допущенных к сварке магистральных газопроводов, должны пересматриваться и дополняться новыми марками при условии положительных результатов их аттестации, а также периодической аттестации марок, приведенных в соответствующих таблицах настоящего стандарта.
Структурное подразделение ОАО «Газпром», отвечающее за сварочное производство, не реже одного раза в год утверждает реестр сварочных материалов, допущенных к применению по результатам их аттестации.
5.2 Хранение и подготовка сварочных материалов к сварке
5.2.1 Все партии сварочных материалов должны проходить входной контроль, включающий:
- проверку наличия сертификатов качества или сертификатов соответствия фирмы (завода-изготовителя);
- проверку сохранности упаковки;
- определение диаметра электродов и проволок и проверку их соответствия данным сертификата;
- проверку внешнего вида покрытия электродов и проволок - прочности (адгезии) покрытия электродов, отсутствия поверхностных дефектов электродных покрытий и проволок, разнотолщинности электродного покрытия;
- проверку сварочно-технологических свойств электродов и порошковых проволок при сварке катушек труб во всех пространственных положениях.
5.2.2 Сварочные материалы следует хранить в сухих отапливаемых помещениях, с температурой воздуха не менее 15 °C и влажностью не более 60 %, с сохранением герметичности упаковки.
5.2.3 Электроды, порошковые проволоки, проволоки сплошного сечения и флюсы при условии сохранности герметичности упаковки и централизованного складирования в специально оборудованном помещении могут храниться без дополнительной проверки перед использованием в течение одного года. При хранении сварочных материалов более одного года они должны пройти повторную проверку в соответствии с требованиями п.
5.2.1 непосредственно перед их использованием.
5.2.4 Если упаковка негерметична или повреждена, то электроды и проволока должны быть подвергнуты дополнительной проверке их внешнего вида и сварочно-технологических свойств и использованы в первую очередь. Дальнейшему длительному хранению такие сварочные материалы не подлежат.
Если в результате обследования внешнего вида на поверхности проволоки или на электродном стержне обнаружены следы ржавчины и/или в результате проверки сварочно-технологических свойств сварочных материалов установлено, что они не обеспечивают качество выполнения сварных швов, то такие сварочные материалы использованию не подлежат.
5.2.5 Омедненная проволока сплошного сечения для автоматической сварки в среде защитных газов головками П-200 (П-260) иП-600
поставляется в катушках с рядной намоткой, специально разработанных для установки на сварочных головках фирмы CRC-Evans AW.
Для установки на сварочных головках, осуществляющих сварку изнутри трубы, проволока поставляется в катушках массой 1,47 кг, для сварки головками П-200 (П-260) снаружи трубы - в катушках массой 2,71 кг. Каждая катушка проволоки должна быть упакована в полиэтиленовые пакеты с последующей упаковкой в герметичные металлические банки по пять катушек для наружных головок и по шесть катушек для внутренних головок. Внутри каждой упаковки должен находиться пакет с влагопоглощающим компонентом.
Для установки на сварочных головках П-600 проволока поставляется в катушках массой 15 кг.
5.2.6 Омедненная проволока сплошного сечения для сварки на оборудовании фирмы Serimer Dasa должна поставляться с рядной намоткой на катушках специальной конструкции, адаптированной к сварочным головкам Saturnax. Масса катушки с проволокой - 12,5 кг. Катушки должны быть упакованы в полиэтиленовые пакеты и уложены в картонные коробки.
5.2.7 Омедненная проволока сплошного сечения для сварки на оборудовании CWS.02 ЕМ фирмы Pipe Welding Technology должна поставляться с рядной намоткой на катушках специальной конструкции, адаптированной к сварочным головкам CWS.02 ЕМ. Масса катушки с проволокой - 2,5 кг. Катушки должны быть упакованы в полиэтиленовые пакеты и уложены в картонные коробки.
5.2.8 Порошковая проволока для сварки в среде защитных газов головками М300-С (М300) должна поставляться на пластмассовых кассетах массой от 4,5 до 5,0 кг со специальной рядной намоткой. Каждая катушка должна быть упакована в полиэтиленовый пакет и, затем, в картонные коробки.
Проволока не требует предварительной сушки-прокалки перед использованием.
5.2.9 Защитные газы следует хранить в емкостях (баллонах), в которых их поставляют. Емкости следует хранить в соответствии с правилами по соблюдению техники безопасности для хранения газов и требованиями поставщика.
5.2.10 Агломерированные (керамические) флюсы следует хранить в сухих отапливаемых помещениях в герметичной упаковке завода-изготовителя (мешках из многослойной крафт-бумаги, двойных мешках из полиэтилена и крафт-бумаги, либо в «ведрах»).
Масса мешка с флюсом не должна превышать 25 кг.
5.2.11 В случае повреждения упаковки флюса его следует поместить для хранения в герметичную емкость, на которой необходимо указать марку флюса, номер партии и сертификата, фирму-изготовителя.
5.2.12 Не разрешается смешивать флюсы разных марок, партий поставки и заводов-изготовителей.
5.2.13 Флюс выдается для применения в количестве, необходимом для односменной работы трубосварочной базы.
Непосредственно перед использованием агломерированные флюсы Pipeliner 860 и OK Flux 10.71 должны быть прокалены при температуре 300 °C в течение 2 часов. Флюс Lincolnweld MIL 800H подвергается сушке при температуре 160±30 °C в течение от 1 до 1,5 час. Высота флюса при прокалке должна составлять не более 6 см.
Количество прокалок и общая длительность прокалки флюсов не ограничены. При хранении прокаленных флюсов в закрытой герметичной таре срок их хранения не ограничен.
5.2.14 Проволока сплошного сечения для автоматической сварки под слоем флюса должна поставляться в мотках прямоугольного сечения с рядной намоткой массой не более 30 кг, размещенных в двойной упаковке «полиэтилен + картонная коробка».
5.2.15 Сварочная проволока для сварки под флюсом должна выдаваться для использования в количестве, необходимом для односменной работы трубосварочной базы. На поверхности проволоки должна отсутствовать ржавчина, окалина, следы смазки и загрязнений.
5.2.16 Омедненная проволока сплошного сечения для механизированной сварки в среде углекислого газа методом STT поставляется в кассетах с рядной намоткой массой от 4,5 до 20 кг. Кассеты упаковываются в полиэтиленовый пакет, который помещается в картонную коробку.
5.2.17 Самозащитная порошковая проволока типа Иннершилд поставляется на кассетах с рядной намоткой массой 6,35 кг.
В упаковке из толстого полиэтиленового мешка размещается 4 кассеты. Полиэтиленовый мешок с кассетами помещается в герметичные пластиковые контейнеры (ведра). Внутри ведра размещаются пакеты с влагопоглощающим компонентом. Общая масса упаковки - 25,4 кг.
Проволока не требует предварительной сушки-прокалки перед использованием в случае хранения в помещении при температуре не менее +15 °C. После вскрытия упаковки она должна быть использована в течение 24 час, в случае хранения на открытом воздухе, исключающем попадание влаги.
В ином случае проволока должна быть прокалена в электропечи при температуре не более 300 °C в течение от 15 до 30 мин. В случае прокалки проволоки в электропечи она должна быть израсходована в возможно короткий срок.
5.2.18 Сварочные электроды с основным видом покрытия, упакованные в картонные коробки, обтянутые термоусадочной пленкой, должны быть прокалены перед сваркой при температуре от 350 °C до 380 °C в течение от 1 до 2 час (если иной режим прокалки не регламентирован фирмой-производителем электродов) с последующим размещением в термостатах (термопеналах). Конкретные режимы прокалки электродов должны соответствовать указаниям на упаковке.
Электроды, не размещенные в термопеналах, хранятся в сушильно-прокалочных печах.
5.2.19 Электроды, поставляемые в пластиковых пеналах, должны быть прокалены в соответствии с правилами, приведенными в п. 5.2.18.
5.2.20 Сварочные электроды с основным видом покрытия поставляемые в вакуумной упаковке или упакованные в герметичные металлические банки, не требуют прокалки перед сваркой. Однако, в случае, если электроды из открытой упаковки (металлической банки) не были использованы в течение рабочей смены (от 8 до 10 час.), а также в случае, если герметичность упаковки (банки) была нарушена в процессе транспортировки или хранения, электроды следует прокалить непосредственно перед сваркой при температуре от 350 °C до 380 °C в течение от 1 до 2 час. Срок хранения электродов в герметичной упаковке завода-изготовителя не ограничен при условии положительных результатов входного контроля.
5.2.21 Прокаленные электроды с основным видом покрытия могут быть использованы в течение 2-х суток без дополнительной прокалки при условии хранения в герметичной емкости в сухом помещении при температуре не ниже 15 °C. Если прокаленные сварочные материалы не использованы в течение 2-х суток, то они подлежат повторной прокалке.
5.2.22 Допускается повторная прокалка электродов с основным видом покрытия до 5 раз (при общем времени прокалки не более 10 час). При хранении прокаленных электродов в сушильных шкафах с температурой от 100 °C до 150 °C повторная прокалка не требуется.
5.2.23 Сварочные электроды с целлюлозным видом покрытия поставляются в герметичных металлических банках и не требуют предварительной сушки перед использованием.
Как исключение, в случае чрезмерного увлажнения электродов с целлюлозным видом покрытия (прямое попадание влаги и др.) допускается их сушка перед использованием при температуре от 80 °C до 90 °C в течение от 10 до 20 мин.
6 Источники сварочного тока. Передвижные самоходные агрегаты питания (установки)
6.1 Требования к источникам сварочного тока
6.1.1 Для реализации технологий сварки должны быть использованы однопостовые управляемые источники сварочного тока для ручной, механизированной и автоматической сварки, отвечающие общим и специальным требованиям, изложенным в настоящем разделе стандарта.
6.1.2 Общие требования к источникам сварочного тока:
6.1.2.1 Возможность использования источников тока в составе передвижных и самоходных агрегатов при пониженном качестве автономной электросети переменного тока, характерного для сетей ограниченной мощности.
6.1.2.2 Минимальные колебания установленных значений сварочного тока и напряжения из-за взаимного влияния постов (не более ± 5 % от установленных значений) при использовании источников тока для компоновки автономных многопостовых систем питания сварочным током.
6.1.2.3 При колебаниях напряжения питающей сети от +10 % до –10 % от номинального значения, изменение установленной величины тока (напряжения) не должно превышать ±2 %.
Учитывая, что источники могут использоваться как стационарно, так и в составе автономных агрегатов питания, к ним предъявляются дополнительные требования:
6.1.2.4 Выпрямители должны иметь степень защиты не ниже IP22 по ГОСТ 14254.
6.1.2.5 По стойкости к воздействию внешних климатических и механических факторов источники должны отвечать следующим требованиям:
- температура окружающей среды (рабочее значение) от минус 40 °C до 40 °C;
- относительная влажность окружающей среды 80 % при температуре 20 °C;
- группа по допустимым механическим воздействиям - не ниже М18 в соответствии с ГОСТ 17516.1.
6.1.2.6 Узлы сварочного оборудования, содержащие силовые конденсаторы, должны иметь устройства для автоматической разрядки конденсаторов.
6.1.2.7 Сварочное оборудование должно быть защищено отключающими предохранителями или автоматами со стороны питающей сети и соответствовать требованиям главы 7.6 ПУЭ [13] и ПТЭЭП [14].
6.1.2.8 Вращающиеся части сварочного оборудования, части, находящиеся под высоким напряжением или высокой температурой (более 40 °C) должны быть надежно ограждены.
6.1.2.9 Размещение сварочного оборудования, а также расположение и конструкция его узлов и механизмов должны обеспечивать безопасный и свободный доступ к нему.
6.1.2.10 На органах управления сварочного оборудования должны быть четкие надписи или условные знаки, указывающие их функциональное назначение. Все органы управления сварочного оборудования должны иметь надежные фиксаторы, исключающие самопроизвольное или случайное их включение (или отключение).
6.1.2.11 Штепсельные соединения проводов для включения в сеть переносных пультов управления сварочного оборудования должны иметь заземляющие контакты.
6.1.2.12 Закрепление газоподводящих шлангов на присоединительных ниппелях аппаратуры, горелок и редукторов должно быть надежным и выполнено с помощью хомутов или опрессованных разъемных штуцеров.
6.1.2.13 Корпус любого сварочного оборудования необходимо надежно заземлять. Для присоединения заземляющего провода должен быть предусмотрен болт диаметром 5-8 мм, расположенный в доступном месте с надписью “земля” или соответствующим знаком. Последовательное заземление нескольких сварочных источников запрещается.
6.1.2.14 Другие параметры должны соответствовать ГОСТ 13821.
6.1.3 Требования к источникам сварочного тока для ручной дуговой сварки:
6.1.3.1 Номинальный сварочный ток при ПН = 60 % не менее 250 А, при этом выпрямитель должен обеспечивать устойчивую работу при сварке во всем диапазоне рабочих токов, в том числе при минимальных, начиная с 50 А.
6.1.3.2 При сварке электродами с основным видом покрытия выпрямители должны обеспечивать ток короткого замыкания в пределах 1,2-1,4 от номинального сварочного тока. При сварке электродами с целлюлозным видом покрытия - 1,5-1,7 от номинального сварочного тока.
6.1.3.3 Возможность плавного регулирования сварочного тока, не обрывая дугу, с точностью ± 5 А в диапазоне не уже значений от 50 до 250 А.
6.1.3.4 Наклон внешних характеристик в зоне рабочих токов 0,4±0,05 В/А для сварки электродами с целлюлозным видом покрытия, и 0,7-1,0 В/А для сварки электродами с основным видом покрытия.
6.1.3.5 Обеспечение «форсирования» дуги в момент падения напряжения на дуге до значений близких к нулевому с возможностью регулировки величины тока короткого замыкания в диапазоне от 1,2 Iсв. до 2,2 Iсв., в зависимости от типа покрытия электрода, при сварке различных слоев шва и в разных пространственных положениях.
6.1.3.6 Динамические свойства должны обеспечивать переход от короткого замыкания дугового пространства к рабочему режиму за время не более 0,01 секунды.
6.1.3.7 Источники должны быть оснащены малогабаритными дистанционными регуляторами сварочного тока, обеспечивающими возможность регулирования тока, не обрывая дуги и устойчиво работающих с кабелем подключения длиной до 35 метров.
6.1.3.8 Для надежного возбуждения и стабильного горения при сварке электродами с различным металлургическим видом покрытия напряжение холостого хода должно быть в пределах от 70 до 80 В (или источники должны иметь устройство «горячего старта» с регулировкой величины импульса тока от 1,0 Iсв. до 1,8 Iсв.).
6.1.3.9 Номинальное рабочее напряжение от 30 до 32 В.
6.1.3.10 Для работы в особо опасных условиях (внутри металлических емкостей, в колодцах, туннелях, при наружных работах при влажности более 75 %) выпрямители должны быть оснащены блоком ограничения напряжения холостого хода, обеспечивающего падение напряжения в течение не более 0,6 секунды с момента обрыва дуги до 12 В.
6.1.4 Требования к источникам для механизированной и автоматической сварки в защитных газах, механизированной сварки самозащитной порошковой проволокой:
6.1.4.1 Номинальный сварочный ток при ПН = 100 % не менее 300 А.
6.1.4.2 Жесткая выходная вольтамперная характеристика с крутизной наклона не более 0,04±0,005 В/А.
6.1.4.3 Пределы регулирования напряжения на дуге от 14 до 35 В.
6.1.4.4 Возможность непрерывного регулирования напряжения с точностью ±0,5 В.
6.1.4.5 Специальные сварочные установки (например, STT II) должны обеспечивать форму изменения тока и напряжения, указанные в документации, с точностью ± 2 %.
6.1.4.6 Возможность дистанционного включения и отключения напряжения на выходных клеммах источника с горелки или сварочного автомата.
6.1.4.7 Перечень источников сварочного тока приведен в таблицах 6.1 (тиристорного типа) и 6.2 (инверторного типа).
Таблица 6.1 - Сварочные выпрямители тиристорного типа
|
Марка* |
Завод-изготовитель |
Технические характеристики |
||||
|
Номинальный сварочный ток |
Пределы регулирования сварочного тока, А |
Напряжение холостого хода, В |
Номинальное рабочее напряжение, В |
Способ сварки** |
||
|
Idealarc |
The Lincoln |
450 А, |
60-500 |
54 |
12-42 |
РД |
|
DC 400 |
Electric Company (США) |
при ПВ 60 % |
|
45 |
12-42 |
АПИ ААДП АПГ МП МПС |
|
Idealarc |
The Lincoln |
680 А, |
90-850 |
не более 100 |
24-42 |
РД |
|
DC 600 |
Electric Company (США) |
при ПВ 60 % |
70-850 |
13-42 |
МП МПС АФ |
|
|
Idealarc DC 1000 |
The Lincoln Electric Company (США) |
1000 А, при ПВ 100 % |
150-1300 |
не более 100 |
16-46 |
МП МПС АФ |
|
R3R 500-I |
The Lincoln Electric Company (США) |
400 А, при ПВ 100 % |
60-500 |
64 |
22-42 |
РД |
|
LHF 400 |
ESAB AB (Швеция) |
315 А, при ПВ 60 % |
8-400 |
80-87 |
20-36 |
РД |
|
LHF 405 Pipeweld |
ESAB AB (Швеция) |
310 А, при ПВ 60 % |
10-400 |
75 |
20-36 |
РД |
|
LAF 1250 |
ESAB AB (Швеция) |
1250 А, при ПВ 100 % |
40-1250 |
51 |
22-44 |
АФ |
|
ВД-306Д |
ЗАО «НПФ «ИТС» (Россия) |
300 А при ПВ 60 % |
50-350 |
не более 95 |
22-34 |
РД |
|
ВД-306ДК серия 03 |
ЗАО «НПФ «ИТС» (Россия) |
300 А при ПВ 60 % |
40-350 |
не более 85 |
17-34 |
РД |
|
50-350 |
14-36 |
МП МПС |
||||
|
ВД-506Д |
ЗАО «НПФ «ИТС» (Россия) |
500 А при ПВ 60 % |
50-350 |
не более 95 |
22-40 |
РД |
|
12-500 |
12-30 |
РАД |
||||
|
ВД-506ДК серия 04 |
ЗАО «НПФ «ИТС» (Россия) |
500 А при ПВ 60% |
50-500 |
не более 85 |
22-40 |
РД |
|
50-500 |
17-40 |
МП МПС АПИ |
||||
|
ВДУ-1250У3 |
ЗАО «НПФ «ИТС» (Россия) |
1250 А при ПВ 100 % |
250-1250 |
55 |
44 |
АФ |
|
ВДУ 306 МТУЗ |
ЗАО «Уралтермосвар» (Россия) |
300 А, при ПН 60 % |
30-300 |
не более 100 |
21-32 |
РД |
|
16-29 |
МП МПС |
|||||
|
ВДУ 506 МТУЗ |
ЗАО «Уралтермосвар» (Россия) |
500 А, при ПН 60 % |
30-500 |
не более 100 |
21-40 |
РД |
|
16-39 |
МП МПС |
|||||
|
Power Wave AC/DC 1000 |
The Lincoln Electric Company (США) |
1000 А, при ПВ 100 % |
100-1000 |
не более 100 |
44 |
АФ |
|
* Сварочные выпрямители, приведенные в таблице, могут дополняться в соответствии с требованиями п. 6.1.4.8 настоящего стандарта. ** Обозначение способов сварки соответствует п. 3.3 настоящего стандарта. |
||||||
Таблица 6.2 - Сварочные выпрямители инверторного типа
|
Марка* |
Завод-изготовитель |
Технические характеристики |
|||
|
Номинальный сварочный ток |
Пределы регулирования сварочного тока, А |
Напряжение холостого хода, В |
Способ сварки** |
||
|
Invertec V350-PRO |
The Lincoln Electric Company (США) |
350 А, при ПВ 60 % |
5-350 |
80 |
РД |
|
80 |
МП МПС АПИ |
||||
|
TPS 3200 Pipe |
Fronius (Австрия) |
280А, при ПВ 60 % |
3-320 |
65 |
АПГ, ААДП |
|
Мaster 3500 |
KEMPPI (Финляндия) |
285 А, при ПВ 60 % |
10-350 |
70 |
РД |
|
Invertec STT II |
The Lincoln Electric Company (США) |
350 А, при ПВ 60 % |
0-150 (базовый) |
не более 85 |
МП |
|
0-450 (пиковый) |
|||||
|
ДС 250.33 |
ООО «Технотрон» (Россия) |
250 А, при ПВ 60 % |
25-250 |
не более 85 |
РД |
|
Pico 260 |
ООО «Инвертор-Плюс» (Россия) |
260 А, при ПВ 60 % |
10-260 |
99 |
РД |
|
Магма-315 |
ООО «НПП «ФЕБ» (Россия) |
315 А, при ПН 60 % |
5-350 |
55-85 |
РД |
|
Форсаж-315М |
ФГУП «ГРПЗ» (Россия) |
315 А, при ПР 50 % |
20-315 |
70 |
РД |
|
Форсаж-250М |
ФГУП «ГРПЗ» (Россия) |
250 А, при ПР 80 % |
15-250 |
80 |
РД |
|
* Сварочные выпрямители, приведенные в таблице, могут дополняться в соответствии с требованиями п. 6.1.4.8 настоящего стандарта. ** Обозначение способов сварки соответствует п. 3.3 настоящего стандарта. |
|||||
6.1.4.8 Перечни источников сварочного тока и автономных сварочных агрегатов и установок, допущенных к сварке магистральных газопроводов, могут пересматриваться и дополняться новыми марками при условии положительных результатов исследовательской аттестации, проведенной специализированной организацией, в соответствии с требованиями п. 4.1.5 настоящего стандарта.
6.2 Требования к передвижным и самоходным (установкам) агрегатам питания
6.2.1 Автономные сварочные агрегаты, применяемые для сварки газопроводов, должны отвечать следующим основным требованиям:
- колебания режимов сварки, вызываемые взаимным влиянием постов при многопостовом питании, не более ± 5 % от номинальных значений тока и напряжения;
- наличие дистанционных регуляторов режимов сварки для каждого поста;
- обязательное оснащение агрегатов вспомогательным источником тока для питания электроинструмента, печей для прокалки электродов, освещения рабочего места сварщика;
- наличие в составе самоходных агрегатов защитной палатки, обеспечивающей защиту зоны сварки от атмосферных осадков и ветра;
- для постов автоматической и механизированной сварки в защитных газах следует использовать самоходные сварочные агрегаты, которые должны быть оснащены: стрелой грузоподъемностью не менее 400 кг с устройствами для подвешивания защитных палаток, сварочных кабелей и газовых коммуникаций; рампой для баллонов с защитными газами;
- головной агрегат колонны автоматической сварки дополнительно должен быть оснащен компрессором сжатого воздуха для привода внутреннего центратора и необходимой аппаратурой управления;
- установленная мощность агрегата должна быть не менее 20 кВА на 1 пост;
- диапазон температур эксплуатации от 40 °C до минус 40 °C.
6.2.2 Следует применять однопостовые агрегаты на базе сварочных генераторов или сварочных выпрямителей или многопостовые на базе однопостовых сварочных выпрямителей.
Перечень отечественных и импортных сварочных агрегатов, предназначенных для сварки магистральных газопроводов, приведен в таблицах 6.3, 6.4 и 6.5.
Таблица 6.3 - Самоходные многопостовые автономные сварочные агрегаты (установки) отечественного производства, предназначенные для сварки магистральных газопроводов
|
Наименование показателя |
Модели на базе сварочного выпрямителя* |
||||
|
самоходные |
|||||
|
АС81** |
АСГ-4** |
АСТ-4-А** |
АСТ-4Д-А** |
АСТ-И4-В** |
|
|
Количество постов |
4 |
4 |
4 |
4 |
2 |
|
Номинальный сварочный ток, А |
4´315 |
4´315 |
4´250 |
4´250 |
2´х250 |
|
(4´500) |
(4´500) |
(4´500) |
(4´500) |
(2´00) |
|
|
Номинальное рабочее напряжение поста, В |
32 |
32 |
32 |
32 |
32 |
|
Пределы регулирования сварочного тока одного поста, А |
50-250 |
50-250 |
50-250 |
50-250 |
50-250 |
|
(50-500) |
(50-500) |
(50-500) |
(50-500) |
(50-500) |
|
|
Наибольшая мощность сварочного агрегата, кВт |
100 |
100 |
100 |
100 |
60 |
|
Тип приводного двигателя /трактора |
К-700А |
ТЛТ-100 |
ТТ-4М |
ТТ-4М |
ДТ-75 |
|
Дизельный |
Дизельный |
Дизельный |
Дизельный |
Дизельный |
|
|
Номинальное напряжение вспомогательного источника, В |
220 |
220 |
220 |
220 |
220 |
|
Взаимное влияние постов, % (не более) |
5 |
5 |
5 |
5 |
5 |
|
Масса, кг (не более) |
18000 |
15000 |
16500 |
14500 |
8 500 |
|
Габаритные размеры, мм |
|
|
|
|
|
|
длина |
9600 |
6500 |
7200 |
7200 |
5800 |
|
ширина |
3100 |
2800 |
2700 |
2700 |
1900 |
|
высота |
3900 |
3500 |
3860 |
3860 |
2750 |
|
* Сварочные агрегаты, приведенные в таблице, могут дополняться в соответствии с требованиями п. 6.1.4.8 настоящего стандарта ** Агрегаты (установки) следует комплектовать источниками тока, приведенными в таблицах 6.1 и 6.2. |
|||||
Таблица 6.4 - Сварочные агрегаты (передвижные) отечественного производства, предназначенные для сварки магистральных газопроводов
|
Наименование характеристики |
Марка агрегата* |
||||
|
АДДУ-4001 |
АДДУ-2´2501 |
АДД-2´2501В |
АДД-4´2501В |
АДПР-2´2501В |
|
|
Число постов |
1 |
2 |
2 |
4 |
2 |
|
Относительная продолжительность нагрузки (ПВ), % |
60 |
60 |
60 |
60 |
60 |
|
Номинальный сварочный ток одного поста, А |
400 |
400 |
250 |
250 |
250 |
|
Номинальное напряжение, В |
40 |
40 |
30 |
30 |
30 |
|
Пределы регулирования сварочного тока, А |
40-400 |
40-400 |
30-250 |
30-250 |
30-250 |
|
Напряжение холостого хода (максимальное), В |
85 |
85 |
85 |
90 |
90 |
|
Мощность вспомогательного источника энергии (220 В), кВт |
4 |
8 |
4 |
8 |
4 |
|
Вес, кг |
1100 |
2000 |
1100 |
2300 |
1000 |
|
Габаритные размеры, мм |
2000´1050´1500 |
3000´1050´1500 |
2400´1000´1300 |
3000´1000´1400 |
2000´1000´1300 |
|
Завод-производитель |
ЗАО «Уралтермосвар» (Россия) |
||||
|
Назначение источника** |
РД, МПС |
РД, МПС |
РД |
РД |
РД |
|
* Сварочные агрегаты, приведенные в таблице, могут дополняться в соответствии с требованиями п. 6.1.4.8 настоящего стандарта ** Обозначение способов сварки соответствует п. 3.3 настоящего стандарта |
|||||
|
Наименование характеристики |
Марка агрегата* |
|||||||
|
SAM-400 |
COMMANDER 500 |
COMMANDER 400 |
COMMANDER 300 |
VANTAGE 300 |
VANTAGE 500 |
CLASSIC 300 |
SAE-400 |
|
|
Относительная продолжительность нагрузки (ПВ), % |
60 |
100 |
100 |
100 |
100 |
100 |
60 |
60 |
|
Номинальный сварочный ток, А |
400 |
500 |
400 |
300 |
350 |
500 |
300 |
400 |
|
Номинальное напряжение, В |
36 |
40 |
40 |
32 |
32 |
40 |
32 |
40 |
|
Пределы регулирования сварочного тока, А |
60-500 |
40-575 |
50-575 |
30-375 |
30-400 |
30-575 |
40-350 |
80-575 |
|
Напряжение холостого хода (максимальное), В |
95 |
80 |
75 |
80 |
60 |
60 |
99 |
97 |
|
Мощность вспомогательного источника энергии (120/240 В), кВт |
2 |
12 |
10 |
10 |
11 |
12 |
3 |
3 |
|
Вес, кг |
981 |
743 |
763 |
603 |
469 |
695 |
614 |
964 |
|
Габаритные размеры, мм |
2108´689´1308 |
1603´800´1245 |
1603´800´1245 |
1603´800´1293 |
1524´642´913 |
1603´800´1293 |
1651´610´1156 |
2109´711´1270 |
|
* Сварочные агрегаты, приведенные в таблице, могут дополняться в соответствии с требованиями п. 6.1.4.8 настоящего стандарта |
||||||||
7 Подготовка к сварке. Требования к выполнению сборочно-сварочных работ
7.1 Подготовка к сварке, сборка и предварительный подогрев
7.1.1 Трубы, соединительные детали трубопроводов (СДТ), запорная и регулирующая арматура (ЗРА) и сварочные материалы должны пройти входной контроль в установленном порядке. Результаты контроля регистрируются в журнале входного контроля.
7.1.2 Применяемые трубы, СДТ, ЗРА и сварочные материалы должны иметь сертификаты (паспорта) качества. До начала производства работ следует проверить соответствие клейм, маркировки труб, СДТ, ЗРА, сварочных материалов обозначениям, указанным в сертификатах (паспортах).
При отсутствии клейм, маркировки, сертификатов (или других документов, удостоверяющих их качество) трубы, СДТ, ЗРА и сварочные материалы к сборке и сварке не допускаются.
7.1.3 Следует проверить соответствие формы, размеров, перпендикулярности свариваемых кромок требованиям Технических условий на трубы, СДТ, ЗРА.
Следует проверить соответствие минимальных фактических толщин стенок в зоне свариваемых торцов допускам, установленным в Технических условиях.
7.1.4 Трубы, СДТ и ЗРА с недопустимыми дефектами на свариваемых кромках, а также на внутренней и наружной поверхностях к сборке не допускаются.
7.1.5 Обработку (переточку) кромок под сварку в случае несоответствия заводской разделки кромок требованиям технологии сварки следует производить механическим способом с использованием специализированных станков.
Допускается осуществлять расточку изнутри трубы («нутрение») шлифмашинками с применением абразивных шлифовальных кругов. После «нутрения» следует проверить соответствие минимальной фактической толщины стенки в зоне свариваемых торцов допускам, установленным в Технических условиях на трубы, а также соответствие угла внутреннего скосок кромок более толстой трубы требованиям раздела 10.1 настоящего стандарта. Качество выполнения «нутрения» фиксируется соответствующим протоколом визуально-измерительного контроля.
7.1.6 Допускается производить резку труб для выполнения специальных сварочных работ (например, захлестов) с применением оборудования для механизированной орбитальной газокислородной или воздушно-плазменной резки с последующей обработкой резаных торцов труб специализированным станком для подготовки требуемой разделки кромок.
При этом металл кромок должен быть удален станком на глубину не менее 1,0 мм.
7.1.7 При использовании труб с обработанными специализированными станками торцами необходимо, чтобы форма и геометрические параметры кромок, а также качество подготовки свариваемых кромок соответствовали требованиям Технических условий и операционной технологической карты.
При подготовке под сварку элементов разнотолщинных соединений необходимо, чтобы форма разделки и геометрические параметры кромок соответствовала требованиям раздела 10 (рис. 10.1) настоящего стандарта.
7.1.8 Контроль точности обработки кромок под сварку и параметров разделки выполняется инструментально.
7.1.9 Требования по форме разделки кромок и ее геометрическим параметрам для каждого из способов автоматической, механизированной и ручной дуговой сварки приведены в соответствующих разделах по технологиям сварки (разделы 8.1-8.10) настоящего стандарта.
7.1.10 Перед сборкой необходимо очистить внутреннюю полость труб, СДТ и ЗРА от попавшего грунта, снега и т.п. загрязнений, а также механически очистить (шлифмашинкой с дисковой проволочной щеткой или абразивным кругом) до металлического блеска кромки и прилегающие к ним внутреннюю и наружную поверхности соединяемых элементов на ширину не менее 15 мм.
Усиление заводских швов снаружи трубы следует удалить до величины от 0,5 до 1,0 мм на участке шириной от 10 до 15 мм от торца трубы.
7.1.11 Перед сборкой следует осмотреть поверхности кромок свариваемых элементов. Устранить шлифованием на наружной поверхности неизолированных торцов труб царапины, риски, задиры глубиной до 5 % от нормативной толщины стенки, но не более минусовых допусков на толщину стенки, оговоренных Техническими условиями на трубы.
7.1.12 Не разрешается производить ремонт любых повреждений поверхности трубы, включая вмятины на концах труб, забоины и задиры фасок кромок свариваемых элементов. Поврежденный участок трубы должен быть обрезан, а требуемая разделка кромок выполнена специализированным станком. При этом металл резаных кромок должен быть удален станком на глубину не менее 1,0 мм.
7.1.13 После обрезки (вырезки) участка с недопустимыми дефектами с целью выявления возможных расслоений следует выполнить ультразвуковой контроль сплошным сканированием всего периметра участка трубы, прилегающего к торцу, на ширине не менее 40 мм.
Если в процессе ультразвукового контроля выявлено наличие расслоений, труба должна быть обрезана на расстоянии не менее 300 мм от торца и произведен ультразвуковой контроль в соответствии с выше приведенными правилами.
7.1.14 Смещение кромок труб с одинаковой нормативной толщиной стенки не должно превышать 2,0 мм. Допускаются локальные смещения кромок до 3,0 мм при общей протяженности участков с указанными смещениями не более 1/6 периметра свариваемого соединения.
Измерение величины смещения кромок при сборке следует выполнять универсальными шаблонами по наружным поверхностям или специализированными шаблонами по внутренним поверхностям свариваемых элементов.
7.1.15 Сборку труб следует выполнять с применением внутренних центраторов гидравлического или пневматического типов. Центратор не должен оставлять царапин, задиров, масляных пятен на внутренней поверхности труб. В случае применения труб с внутренним гладкостным покрытием перед началом работ должна быть проведена подготовка центратора, позволяющая обеспечить целостность внутреннего гладкостного покрытия.
7.1.16 При сборке захлестных соединений труб, прямых вставок (катушек), соединений труб с СДТ и ЗРА, а также в других случаях (например, выполнение работ на уклонах), когда применение внутренних центраторов технически невозможно, сборку соединений следует выполнять на наружных центраторах преимущественно с гидравлическим приводом.
7.1.17 При сборке запрещается любая ударная правка (подгонка) кромок свариваемых элементов.
7.1.18 При сборке заводские швы следует смещать относительно друг друга на расстоянии не менее, чем 100 мм (рекомендуется 250 мм и более). При этом они должны располагаться в верхней половине периметра свариваемых элементов.
7.1.19 В случае технической невозможности соблюдения требований п. 7.1.18 (сборка соединений захлестов, прямых вставок «катушек», СДТ, ЗРА, приварка гнутых кривых и т.д.) любое уменьшение расстояния между смежными швами должно быть согласовано в каждом случае с представителем службы технического надзора Заказчика и отражено в исполнительной документации.
7.1.20 Величина зазора стыковых соединений свариваемых элементов устанавливается в зависимости от применяемого способа сварки, диаметра сварочного материала и приведена в табл. 7.1.
7.1.21 Сборку на внутреннем центраторе неповоротных кольцевых сварных соединений труб с заводской разделкой кромок или кромками, подготовленными механическим способом специализированными станками, следует осуществлять без прихваток (за исключением случая, оговоренного п. 7.1.22). Если в процессе установки технологического зазора возникла объективная необходимость в установке прихваток, то они должны быть полностью удалены механическим способом (абразивным кругом) в процессе сварки корневого слоя шва.
Таблица 7.1 - Величина зазоров в сварных соединениях, выполняемых различными способами сварки
|
Способ сварки |
Диаметр электрода или сварочной проволоки, мм |
Величина зазора, мм |
|
Автоматическая сварка в среде защитных газов на оборудовании CRC-Evans AW |
0,9 / 1,0 |
Без зазора. Допускается наличие зазора не более 0,5 мм на участках стыка длиной до 100 мм |
|
Автоматическая сварка в среде защитных газов на оборудовании Saturnax фирмы Serimer Dasa |
1,0 |
Без зазора. Допускаются локальные зазоры до 0,5 мм на длине до 100 мм |
|
Ручная дуговая сварка электродами с основным видом покрытия |
2,5 / 2,6 |
от 2,0 до 3,0 включ. |
|
3,0 / 3,2 |
от 2,5 до 3,5 включ. |
|
|
Ручная дуговая сварка электродами с целлюлозным видом покрытия (на спуск) |
3,2 4,0 |
от 1,0 до 2,5 включ. |
|
от 1,5 до 2,5 включ. |
||
|
Ручная дуговая сварка электродами с целлюлозным видом покрытия (на подъем) |
3,2 |
от 1,5 до 3,5 включ. |
|
Механизированная сварка методом STT |
1,14 |
от 2,5 до 4,0 включ. |
|
Двусторонняя автоматическая сварка под флюсом |
3,0 / 3,2 / 4,0 |
Без зазора. Допускается наличие зазора не более 0,5 мм на участках стыка длиной до 100 мм |
|
Автоматическая сварка в среде защитных газов на оборудовании СWS.02 фирмы Pipe Welding Technology |
1,0 |
Без зазора, допускаются локальные зазоры до 0,5 мм на длине до 100 мм |
|
Механизированная сварка самозащитной порошковой проволокой типа Иннершилд |
1,6 (1,7) |
от 2,5 до 3,5 |
7.1.22 Сборку поворотных сварных соединений труб для двухсторонней автоматической сварки под флюсом на трубосварочных базах типа БТС следует выполнять без зазора при помощи одной прихватки длиной не менее 200 мм, выполняемой на режиме сварки первого наружного слоя шва. Начальный и конечный участок прихватки следует обработать механическим способом (абразивным кругом). Прихватку следует выполнять на расстоянии не менее 100 мм от заводских швов труб.
7.1.23 Перед началом выполнения работ по сварке стыков труб производится подогрев свариваемых кромок и прилегающих к ним участков труб. Предварительный подогрев выполняют перед выполнением корневого слоя шва или установкой прихваток (п. 7.1.22).
7.1.24 Для выполнения подогрева кромок свариваемых элементов могут применяться следующие способы нагрева:
- индукционный токами с частотой от 400 до 10000 Гц;
- электронагревателями сопротивления;
- нагревателями комбинированного действия (типа КЭН).
7.1.25 Для подогрева свариваемых соединений следует применять:
- для соединений с толщиной стенки от 18,0 до 32,0 мм при любых температурах воздуха - установки индукционного нагрева с токами средней частоты (табл. 7.2);
- для соединений с толщиной стенки от 18,0 до 22,0 мм при любых температурах воздуха - установки индукционного нагрева (табл. 7.2); электронагреватели сопротивлением (табл. 7.3); нагреватели комбинированного действия типа КЭН (табл. 7.4).
7.1.26 При проведении подогрева установками индукционного нагрева, электронагревателями сопротивления, нагревателями комбинированного действия в случаях прекращения энергообеспечения или при выходе из строя установок нагрева, допускается до окончания рабочей смены проводить нагрев кольцевыми газопламенными нагревательными устройствами. Данное обстоятельство должно быть отражено в исполнительной документации.
7.1.27 Газопламенный нагрев может использоваться как самостоятельный метод нагрева в соответствии с примечанием к п. 1.1 настоящего стандарта или как вспомогательный (в соответствии с п. 7.1.26) при применении способов нагрева, указанных в п. 7.1.24, а так же в случаях, приведенных в п. 7.1.39.
7.1.28 Оборудование для подогрева должно обеспечивать равномерный подогрев свариваемых соединений по толщине стенки и периметру в зоне шириной не менее 150 мм (т.е. не менее ±75 мм в обе стороны от свариваемых кромок).
7.1.29 Подогрев не должен нарушать целостность изоляции и внутреннего гладкостного покрытия. В случае использования газопламенных нагревательных устройств (горелок) следует применять термоизолирующие пояса и/или боковые ограничители пламени.
Таблица 7.2 - Технические характеристики установок индукционного нагрева токами средней частоты со статическими преобразователями для предварительного и сопутствующего подогрева сварных соединений
|
Тип, марка установки (производитель) |
Мощность, КВт |
Частота, КГц |
Напряжение, В |
Сила тока в цепи нагрева, А |
Вид электро-нагревателя |
Габариты, мм |
Масса, кг |
||
|
входная |
выходная |
первичное |
вторичное |
||||||
|
Комплект индукционных установок ППЧ-60-10 (ООО «НПП «Курай», Россия) |
3×20 |
0,05 |
10,0 |
3×380 |
110 |
3×200 |
Гибкий индуктор |
3´(550×550×920) |
3×74 |
|
Установка индукционная «Pro Heat 35 ЕТ» (фирма «Miller», США) |
2×35 |
0,05 |
8,0-10,0 |
3×380 |
460 |
2×76 |
Гибкий индуктор |
2×(635×552×933) |
2×120 |
|
Установка индукционная PIH (фирма «Pipe Induction Heat», США) |
110 |
0,05 |
0,4 |
380 |
150 |
730 |
Жесткий индуктор |
2430×1725×1800 |
1200 |
|
Примечания: 1 Установки должны быть обеспечены средствами контроля температуры - потенциометрами с термопарами или контактными цифровыми термометрами. 2 Допускается применение установок, не приведенных в таблице, по результатам исследовательской аттестации установок, проведенной специализированной организацией, определенной структурным подразделением ОАО «Газпром», отвечающим за сварочное производство. Заключение специализированной организации должно быть утверждено структурным подразделением ОАО «Газпром», отвечающим за сварочное производств. |
|||||||||
|
Тип, марка установки (производитель) |
Мощность, кВт |
Напряжение, В |
Число автономных каналов нагрева |
Сила тока, А |
Габариты, мм |
Масса, кг |
||||
|
общая |
на канал нагрева |
первичное |
вторичное |
первичная |
вторичная суммарная |
вторичная на канал нагрева |
||||
|
ТП 6-100 (ООО «НПП «Курай», Россия) |
100 |
16,0 |
380 |
40-120 |
6 |
160 |
|
|
750´1150´ 1650 |
630 |
|
РТ-50-6 (ООО «Ремонтные технологии», Россия) |
50 |
8,1 |
380 |
30, 60 |
6 |
80 |
910 |
135 |
1250´660´ 1450 |
400 |
|
РТ-70-6 (ООО «Ремонтные технологии», Россия) |
70 |
10,8 |
380 |
30, 60 |
6 |
110 |
1080 |
180 |
1250´660´ 1450 |
580 |
|
РТ-100-12 (ООО «Ремонтные технологии», Россия) |
100 |
8,1 |
380 |
30, 60 |
12 |
160 |
1620 |
135 |
1250´760´ 1450 |
640 |
|
РТ-150-12 (ООО «Ремонтные технологии», Россия) |
150 |
10,8 |
380 |
30, 60 |
12 |
240 |
2160 |
180 |
1250´860´ 1450 |
700 |
|
Примечание - Допускается применение установок, не приведенных в таблице, по результатам исследовательской аттестации установок, проведенной специализированной организацией, определенной структурным подразделением ОАО «Газпром», отвечающим за сварочное производство. Заключение специализированной организации должно быть утверждено структурным подразделением ОАО «Газпром», отвечающим за сварочное производство. |
||||||||||
|
Наименование характеристик |
Тип установок |
|||
|
«Термо-1600», кВт |
Установка ООО «Нагрев» |
|||
|
120 |
45 |
85 |
100 |
|
|
Питающая сеть (3 фазы, 50 Гц), В |
380 |
380 |
380 |
380 (1 фаза) |
|
Количество независимых каналов нагрева, шт. |
6 |
2 |
4 |
1 |
|
Количество программаторов, шт. |
6 |
2 |
4 |
1 |
|
Потребляемая мощность, кВА |
120 |
45 |
85 |
100 |
|
Мощность установок на нагрев, кВт |
112 |
42 |
80 |
90 |
|
Напряжение на каждом канале нагрева (макс), В |
85 |
75 |
75 |
120 |
|
Ток по каналам нагрева (макс), А |
320 |
320 |
320 |
1000 |
|
Скорость нагрева (макс), °C/ч |
650 |
650 |
650 |
650 |
|
Скорость охлаждения (макс), °C/ч |
300 |
300 |
300 |
300 |
|
Мощность каналов нагрева установок, кВт |
19 |
21 |
20 |
100 |
|
Время выдержки (макс), ч |
23,55 |
23,55 |
23,55 |
20 |
|
Габаритные размеры, мм |
1000´500´1650 |
500´550´1440 |
500´770´1550 |
1400´750´1200 |
|
Масса (не более), кг |
700 |
450 |
550 |
520 |
|
Примечание - Допускается применение установок, не приведенных в таблице, по результатам исследовательской аттестации установок, проведенной специализированной организацией, определенной структурным подразделением ОАО «Газпром», отвечающим за сварочное производство. Заключение специализированной организации должно быть утверждено структурным подразделением ОАО «Газпром», отвечающим за сварочное производство. |
||||
7.1.30 Минимальная температура предварительного подогрева стыков труб в случае сварки корневого слоя шва механизированной сваркой проволокой сплошного сечения в среде углекислого газа методом STT или ручной дуговой сваркой электродами с основным видом покрытия должна составлять:
- 100 °C при любой температуре окружающего воздуха для соединений с толщинами стенок до 27,0 мм включительно;
- 150 °C при любой температуре окружающего воздуха для соединений с толщинами стенок от 27,1 до 32,0 мм.
7.1.31 Минимальная температура предварительного подогрева стыков труб в случае выполнения корневого слоя шва ручной дуговой сваркой электродами с целлюлозным видом покрытия должна составлять:
- 150 °C при любой температуре окружающего воздуха для соединений с толщинами стенок до 20,0 мм включительно;
- 200 °C при любой температуре окружающего воздуха для соединений с толщинами стенок от 20,1 до 32,0 мм.
7.1.32 При двухсторонней автоматической сварке под флюсом поворотных стыков труб на трубосварочных базах типа БТС осуществляется предварительный подогрев до 50+30 °C при температуре окружающего воздуха ниже 0 °C и/или при наличии влаги на торцах труб.
7.1.33 При автоматической сварке проволокой сплошного сечения в защитных газах (системы CRC-Evans AW, Serimer Dasa, Pipe Welding Technology) температура на торцах труб перед выполнением корневого слоя должна составлять 50+30 °C.
7.1.34 При устранении дефектов сварных соединений изнутри и снаружи трубы независимо от температуры окружающего воздуха следует произвести предварительный подогрев до минимальной температуры 100+30 °C для соединений с толщинами стенок до 27,0 мм включительно и до 150+30 °C для соединений с толщинами стенок от 27,1 до 32,0 мм.
7.1.35 Температуру предварительного подогрева при соединении труб с различными толщинами стенок устанавливают по максимальному значению, требуемому для одного из стыкуемых элементов.
7.1.36 Контроль выполнения требований по температуре предварительного подогрева свариваемых элементов должен осуществляться непосредственно перед выполнением корневого слоя шва в каждой четверти по периметру стыка на расстоянии от 10 до 15 и от 60 до 75 мм от торца стыкуемых элементов.
Процесс подогрева свариваемых соединений должен контролироваться с помощью автоматических регистрирующих потенциометров, входящих в состав установок по подогреву, или контактными цифровыми термометрами.
7.1.37 В случае остывания в процессе сборки и сварки кромок свариваемых элементов ниже температур, регламентированных в п.п. 7.1.30-7.1.34, необходимо осуществить сопутствующий подогрев до регламентированной температуры предварительного подогрева.
7.1.38 В случае снижения температуры предварительного подогрева непосредственно перед сваркой корневого слоя шва не более чем на 10 °C ниже регламентированной температуры 50 °C, не более чем на 20 °C ниже регламентированной температуры 100 °C и на 30 °C ниже регламентированной температуры 150 и 200 °C допускается ее доведение до требуемых значений с помощью газопламенных нагревательных устройств.
7.1.39 В процессе сварки всеми способами сварки (кроме механизированной сварки самозащитной порошковой проволокой) температура предыдущего слоя сварного шва перед наложением последующего слоя (межслойная температура) должна находиться в пределах от 50 °C до 250°C. Для механизированной сварки самозащитной порошковой проволокой межслойная температура должна составлять от 50 °C до 200 °C.
Если температура опустилась ниже 50 °C следует произвести сопутствующий (межслойный) подогрев до температуры 50+30 °C.
7.1.40 С целью предотвращения быстрого остывания стыков после сварки следует применять защитные теплоизолирующие пояса (кожухи).
7.2 Требования к выполнению сборочно-сварочных работ
7.2.1 Освобождать жимки центратора и удалять (перемещать) внутренний центратор следует после выполнения:
- всего периметра корневого слоя шва механизированной сваркой в среде углекислого газа методом STT и ручной дуговой сваркой электродами с основным видом покрытия;
- корневого слоя шва и горячего прохода ручной дуговой сваркой электродами с целлюлозным видом покрытия;
- корневого слоя шва и горячего прохода при автоматической сварке проволокой сплошного сечения в среде защитных газов.
7.2.2 Запрещается снимать наружный центратор до выполнения не менее 60 % корневого слоя шва. При этом участки корневого слоя шва должны равномерно располагаться по периметру стыка. После снятия центратора все сваренные участки должны быть зачищены, начало и конец каждого участка должны быть обработаны механическим способом (шлифмашинкой с абразивным кругом).
7.2.3 Укладку (опуск) трубы на инвентарные опоры (лежки) следует осуществлять после выполнения:
- корневого слоя шва механизированной сваркой в среде углекислого газа методом STT или ручной дуговой сваркой электродами с основным видом покрытия;
- корневого слоя шва и горячего прохода автоматической сваркой проволокой сплошного сечения в защитных газах;
- корневого слоя шва и горячего прохода ручной дуговой сваркой электродами с целлюлозным видом покрытия.
Не допускается перемещать или подвергать любым внешним воздействиям до полного завершения сварки стыки захлестов, соединений труб с СДТ и ЗРА, а также ремонтируемые кольцевые стыки.
7.2.4 Сварка каждого слоя выполняется не менее, чем 2 сварщиками, кроме выполнения корневого слоя шва изнутри трубы комплексами CRCEVANS AW и автоматической сварки под слоем флюса на трубосварочных базах типа БТС и ССТ-ПАУ.
7.2.5 Возбуждение дуги следует производить только в разделке кромок свариваемых элементов.
7.2.6 Корневой слой шва стыков труб, независимо от метода сварки, при наличии возможности, должен быть зачищен изнутри трубы, после чего осуществляется его осмотр сварного соединения на отсутствие наружных дефектов и соответствие геометрических параметров регламентированным значениям.
7.2.7 Подварка стыков изнутри трубы производится в случаях:
- выполнения корневого слоя шва механизированной сваркой в среде углекислого газа методом STT и ручной дуговой сваркой электродами с основным или целлюлозным видами покрытия - в местах видимых дефектов: несплавлений, непроваров и других поверхностных дефектов, а также на участках периметра со смещениями кромок более 2,0 мм. Протяженность участков подварки не должна превышать 1/3 периметра трубы;
- выполнения сварки разнотолщинных соединений труб, соединений труб с СДТ и ЗРА - по всему периметру сварного соединения.
Перед выполнением подварочного слоя следует проконтролировать температуру изнутри трубы, которая должна составлять от 50 °C до 250 °C. В случае снижения температуры ниже 50 °C следует произвести подогрев стыка до температуры 50+30 °C.
7.2.8 Подварка изнутри трубы должна осуществляться электродами с основным видом покрытия методом «на подъем» на постоянном токе обратной полярности. Подварочный слой должен иметь ширину от 8,0 до 10,0 мм и усиление от 1,0 до 3,0 мм с плавным переходом к основному металлу.
Диаметр электрода для выполнения подварочного слоя - 3,2(3,0) мм. Марка электродов должна соответствовать таблице 5.9. Подварку выполняют до начала сварки горячего прохода или первого заполняющего слоя.
7.2.9 В случае объективной необходимости непродолжительного перерыва в работе, выполняемой при температуре воздуха ниже 5 °C и/или при наличии осадков, стык следует накрыть термоизолирующим поясом. При этом перед возобновлением сварки следует проконтролировать температуру стыка и, при необходимости, осуществить его подогрев до минимальной межслойной температуры (т.е. до 50 °C).
7.2.10 Минимальное количество слоев шва определяется толщинами стенок свариваемых элементов, способом и параметрами сварки, фиксируется в процессе аттестации технологии сварки и регламентируется в операционных технологических картах.
7.2.11 В процессе сварки стыка необходимо производить зачистку всех слоев шва от шлака и брызг металла механическим способом: шлифмашинкой с абразивным кругом или дисковой проволочной щеткой, напильником, щеткой.
7.2.12 Процесс сварки каждого прохода следует начинать и заканчивать на расстоянии не менее 100 мм от заводских швов труб, СДТ, ЗРА.
7.2.13 Место начала сварки каждого последующего слоя должно быть смещено относительно места начала предыдущего слоя шва не менее чем на 30 мм.
Место окончания сварки («замки») каждого последующего слоя должно быть смещено относительно места начала предыдущего слоя шва не менее чем на 70 мм.
При многоваликовой сварке толстостенных элементов (один проход выполняется несколькими валиками) места начала сварки и «замки» соседних валиков должны быть смещены один относительно другого не менее чем на 30 мм.
7.2.14 Не допускается оставлять не полностью сваренные стыки при выполнении специальных сварочных работ - сварке стыков захлестов, разнотолщинных соединений труб, соединений труб с СДТ и ЗРА, а также при выполнении ремонта сварных соединений.
Для остальных сварных соединений, в случае объективной необходимости непродолжительного перерыва в работе, должны быть выполнены следующие требования:
- сварное соединение должно быть выполнено не менее, чем на 2/3 толщины стенки соединяемых труб;
- незавершенное сварное соединение должно быть накрыто водонепроницаемым теплоизолирующим поясом, обеспечивающим замедленное и равномерное остывание;
- перед возобновлением сварки стык должен быть вновь нагрет до требуемой минимальной межслойной температуры (т.е. до 50 °C);
- сварное соединение должно быть полностью завершено в течение 24 часов после начала перерыва в работе.
При несоблюдении указанных условий сварное соединение подлежит вырезке.
7.2.15 Разнотолщинные сварные соединения труб, труб с СДТ и ЗРА следует выполнять в соответствии с требованиями раздела 10 настоящего стандарта.
7.2.16 Запрещается для выполнения 2-х или 3-х-трубных секций при односторонней или двухсторонней автоматической сварке под флюсом использовать трубы с различной нормативной толщиной стенки.
7.2.17 В процессе сварки должен осуществляться пооперационный контроль качества выполнения каждого слоя шва. Видимые дефекты должны своевременно устраняться.
7.2.18 Участки поверхности облицовочного слоя с грубой чешуйчатостью (превышение гребня над впадиной 1,0 мм и более), а также участки с превышением усиления шва следует обработать шлифмашинкой (абразивным кругом) или напильником.
7.2.19 Маркировку (клеймение) кольцевых стыков труб следует выполнять маркерами (несмываемой краской) на наружной поверхности трубы на расстоянии от 100 до 150 мм от края изоляции.
7.2.20 Присоединение обратного кабеля к свариваемым элементам следует должно выполняться с помощью специальных контактных устройств, исключающих образование искрений на теле трубы в процессе сварки. Конструкция устройств должна обеспечивать токоподвод преимущественно в разделку кромок труб. Запрещается приваривать к телу трубы какие-либо крепежные элементы обратного кабеля.
7.2.21 Ремонт дефектов сварных соединений, выполненных с использованием любых способов сварки, производится электродами с основным видом покрытия (табл. 5.9) в соответствии с положениями раздела 11 настоящего стандарта.
8 Технология выполнения сварочных работ на магистральных газопроводах
Настоящий стандарт регламентирует применение для сварки кольцевых соединений магистральных газопроводов следующих технологий сварки:
- автоматическая сварка проволокой сплошного сечения в среде защитных газов комплексом оборудования фирмы «CRC-Evans AW»;
- автоматическая сварка в среде защитных газов комплексом оборудования фирмы «Serimer Dasa»;
- автоматическая сварка в среде защитных газов комплексом CWS.02 фирмы «Pipe Welding Technology»;
- автоматическая сварка порошковой проволокой в среде защитных газов головками системы М300-С и М300;
- автоматическая двухсторонняя сварка под флюсом;
- автоматическая односторонняя сварка под флюсом;
- механизированная сварка проволокой сплошного сечения в среде углекислого газа методом STT;
- механизированной сварки самозащитной порошковой проволокой;
- ручная дуговая сварка электродами с основным видом покрытия методом «на подъем»;
- ручная дуговая сварка электродами с основным видом покрытия методом «на спуск»;
- ручная дуговая сварка электродами с целлюлозным видом покрытия.
По согласованию со структурным подразделением ОАО «Газпром», отвечающим за сварочное производство, при сварке магистральных газопроводов могут быть использованы другие технологии при условии выполнения следующих требований:
- наличие положительных результатов исследовательской аттестации технологии, проведенной специализированной исследовательской организацией;
- положительных результатов производственной аттестации, проведенной в соответствии с требованиями Национальной ассоциации по контролю и сварке (НАКС);
- опыт применения при строительстве трубопроводов с рабочим давлением менее 8,3 МПа;
- наличие на территории России сети дилерских и сервисных центров.
8.1 Автоматическая сварка проволокой сплошного сечения в среде защитных газов комплексом оборудования фирмы «СRС-Еvans AW»
8.1.1 Область применения, особенности технологии и оборудования
8.1.1.1 Система автоматической сварки «СRС-Еvans AW» предназначена для двухсторонней сварки неповоротных стыков труб в специальную узкую разделку при сооружении протяженных участков линейной части магистральных газопроводов диаметром от 1020 до 1420 мм.
8.1.1.2 Сборка стыков производится с использованием самоходного внутреннего пневматического центратора. Сварка корневого слоя шва выполняется изнутри трубы с помощью многоголовочного сварочного автомата, совмещенного с внутренним центратором. Для сварки заполняющих и облицовочного слоев снаружи трубы могут быть использованы две модели сварочных головок:
- однодуговые модели Р-200 (П-200) и Р-260 (П-260);
- двухдуговая модель Р-600 (П-600).
8.1.1.3 Двухдуговая модель обеспечивает одновременную сварку двух слоев шва при высоком уровне автоматизации процесса. Ее отличительными особенностями являются:
- конструкция, предусматривающая применение двух горелок, которые могут работать как совместно, так и по отдельности;
- система автоматического мониторинга параметров режима сварки;
- система автоматического регулирования параметров режима сварки с учетом пространственного положения головки;
- система автоматического слежения за движением головки по оси разделки кромок;
- система слежения за величиной вылета электрода в процессе сварки;
- главный управляющий модуль с центральным процессором и сенсорным жидкокристаллическим экраном, позволяющий осуществлять настройку, калибровку и контроль за параметрами режима с различными уровнями доступа (оператор, техник, инженер);
- наличие в главном управляющем модуле считывающего устройства для магнитных карт, что позволяет создавать компьютерную базу данных с реальными параметрами режима сварки по каждому сваренному стыку, а также выполнять корректировку параметров в соответствии с установленным уровнем доступа;
- пульт дистанционного управления сварочной головкой.
8.1.2 Состав оборудования
Система «СRС-Еvans АW» состоит из следующих основных единиц оборудования:
- станков для обработки кромок труб под специальную разделку;
- установки для индукционного подогрева концов труб (или кольцевого подогревателя);
- установки внутренней сварки, представляющей собой самоходный внутренний пневматический центратор с многоголовочным (6-8 головок) сварочным автоматом встроенным между рядами жимков для сварки изнутри трубы;
- агрегата энергообеспечения установки внутренней сварки с компрессором для пневматического центратора;
- автоматов (сварочных головок) наружной сварки - однодуговых моделей П-200 или П-260 или двухдуговой модели П-600 с направляющими поясами;
- агрегатов энергообеспечения постов наружной сварки с грузоподъемными стрелами, защитными палатками, газовыми рампами и устройствами сопутствующего подогрева стыков;
- передвижной мастерской для наладки и ремонта оборудования и хранения запасных частей;
- вспомогательного оборудования.
8.1.3 Сварочные материалы
Для автоматической сварки комплексом оборудования CRC-Evans AW должны применяться сварочные проволоки сплошного сечения и защитные газы согласно таблицы 8.1.
Таблица 8.1 - Сварочные проволоки и защитные газы для сварки комплексом оборудования CRC-Evans AW
|
Наименование слоя шва |
Модели сварочных головок |
Сварочные материалы |
|
Корневой |
Многоголовочный сварочный автомат (IWM) |
TS-6 |
|
(Thyssen K Nova) |
||
|
75 % Ar / 25 % CO2 |
||
|
Горячий проход |
П-200 или П-260 |
TS-6 |
|
100 % CО2 |
||
|
Заполняющие и облицовочный |
П-200 или П-260 |
TS-6 |
|
100 % CО2 |
||
|
75 % Ar / 25 % CO2* |
||
|
П 600 |
К600 |
|
|
85 % Ar/15 % CО2 |
||
|
* Смесь 75 % Ar / 25 % CO2 применяется для сварки облицовочного слоя шва. Примечание - Для сварки корневого и облицовочного слоев шва может использоваться смесь газов 80 % Ar / 20 % CO2 |
||
8.1.4 Состав основных технологических операций
8.1.4.1 Трубы или трубные секции следует укладывать на бровке траншеи на инвентарных лежках под углом к оси траншеи, обеспечив свободный доступ к торцам труб. Расстояние от грунта до нижней образующей трубы должно составлять не менее 450 мм. В процессе раскладки необходимо произвести осмотр труб на соответствие требованиям раздела 7.1 настоящего стандарта.
8.1.4.2 Обработку концов труб производят специализированными станками для обработок кромок. Для соединения труб с одинаковой толщиной стенки обработка должна быть произведена в соответствии со схемой, представленной на рис. 8.1 (а). В случае соединения разнотолщинных труб обработку более толстостенной трубы следует производить в соответствии со схемой, приведенной на рис. 8.1 (б). При этом соотношение номинальных толщин труб S2 / S1 должно быть не более 1,5.
Перед обработкой торца после газовой резки следует зашлифовать «заподлицо» с внутренней поверхностью трубы внутреннее усиление заводского шва на длину не менее 50 мм от торца.
|
Обозначение параметра и размерность |
Величина параметра |
|
a, град |
50¸100 (± 10) |
|
b, град |
450¸520 (± 10) |
|
g, град |
37,5 ± 10 |
|
A, мм |
2,3¸3,6 (± 0,2) мм |
|
B, мм |
1,0¸1,8 (± 0,2) мм |
|
D, мм |
1,0¸1,8 (± 0,2) мм |
|
S, S1, S2 мм |
Толщина стенки трубы |
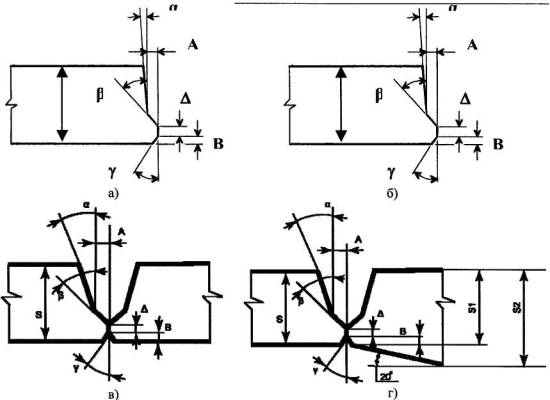
а) и б) разделка кромок труб; в) конструкция соединения для труб с одинаковой толщиной стенки; г) конструкция соединения для разнотолщинных труб
Рисунок 8.1 - Разделка кромок труб и конструкция соединения для двухсторонней автоматической сварки в среде защитных газов на оборудовании СRC-Evans AW
8.1.4.3 Установка на торцах труб направляющих поясов для наружных автоматов.
Установку направляющих поясов производят с помощью специального шаблона на торец трубы, обращенный в сторону движения монтажной колонны.
8.1.4.4 Предварительный подогрев кромок сварного соединения.
Установить кольцевой индукционный нагреватель или кольцевую газовую горелку (см. раздел 6.3 настоящего стандарта) на стык и произвести подогрев стыка. Температуру подогрева следует устанавливать в соответствии с требованиями раздела 7.1 настоящего стандарта.
8.1.4.5 Сборка стыка.
Сборку стыка производят с помощью специального внутреннего пневматического центратора со встроенным многоголовочным сварочным автоматом. Центратор следует установить «на стык», отрегулировать положение сварочных головок относительно плоскости стыка и настроить параметры режима сварки. Параметры сборки должны устанавливаться в соответствии с требованиями таблицы 7.1 раздела 7.1.
8.1.4.6 Сварка стыка. Сварка кольцевого стыка может быть выполнена по двум технологическим вариантам:
Вариант 1. Корневой слой шва - изнутри трубы многоголовочным сварочным автоматом, остальные слои шва - наружными однодуговыми сварочными головками П-200 или П-260;
Вариант 2. Корневой слой шва - изнутри трубы многоголовочным сварочным автоматом, «горячий проход» - наружными однодуговыми сварочными головками П-200 или П-260; заполняющий и облицовочный слои шва наружными двухдуговыми сварочными головками П-600
Выбор технологического варианта сварки и, соответственно, типа наружной сварочной головки осуществляется в зависимости от толщины стенки свариваемой трубы, требуемого темпа и производительности выполнения работ.
8.1.4.7 Сварка корневого слоя и «горячего прохода»
8.1.4.7.1 Последовательность выполнения слоев шва должна соответствовать схеме, представленной на рис. 8.2. Предварительные режимы автоматической сварки приведены в таблице 8.2.
8.1.4.7.2 Сварку корневого шва выполняют изнутри трубы многоголовочным автоматом: одновременно всеми головками, работающими на правом полупериметре трубы, затем аналогичным количеством сварочных головок на левом полупериметре трубы. Количество головок внутритрубного автомата в зависимости от диаметра трубы составляет 6 или 8 штук.

Рисунок 8.2 - Схема двухсторонней автоматической сварки в среде защитных газов кольцевого стыка труб при сварке корневого слоя и «горячего прохода»
К - корневой слой, Г - «горячий проход», (цифра после обозначения слоя указывает на очередность сварки данного участка в пределах слоя); → - указывает направление сварки.
|
Наименование параметра |
Порядок наложения слоев |
|
|
Корневой |
«Горячий проход» |
|
|
Направление сварки |
На спуск |
На спуск |
|
Диаметр проволоки, мм |
0.9 |
0.9 |
|
Скорость подачи проволоки, см/мин |
965 ± 25 % |
1270 ± 25 % |
|
Род тока, полярность |
= ; (+) |
= ; (+) |
|
Сила тока, А |
170-210 |
220-270 |
|
Напряжение на дуге, В |
19.0-22.0 |
23-26 |
|
Вылет электрода, мм |
9.0 |
9.5 |
|
Скорость сварки, cм/мин. |
76 ± 5 % |
127 ± 10 % |
|
Защитный газ, %* |
75 Ar / 25 CO2 |
100 CO2 |
|
Расход газа, л/мин. |
33-52 |
33-52 |
|
Угол наклона электрода (вперед), град. |
0-7 |
0-7 |
|
Частота колебаний электрода, мин-1 |
- |
- |
|
Амплитуда колебаний, мм |
- |
- |
|
* Допускается использование смеси газов 80 % Ar + 20 % CO2 взамен смеси газов 75 % Ar + 25 % CO2. Примечание - Параметры режимов сварки должны быть откорректированы при подготовке к производственной аттестации технологии. В процессе проведения аттестации все параметры должны быть зафиксированы и при положительных результатах аттестации внесены в операционно-технологическую карту. |
||
8.1.4.7.3 Сварку «горячего прохода» производят двумя наружными однодуговыми сварочными головками (автоматами) П-200 или П-260. Каждый наружный автомат сваривает половину стыка. Интервал времени между окончанием сварки корневого слоя и началом сварки «горячего прохода» должен составлять не более 10 мин. В случае превышения указанного интервала времени следует осуществить подогрев стыка до требуемой температуры предварительного подогрева и выполнить сварку «горячего прохода».
8.1.4.7.4 После завершения сварки корневого слоя и горячего прохода следует освободить жимки центратора и с помощью механизма самохода сдвинуть центратор внутрь трубопровода. Необходимо осмотреть внутренний корневой шов. В случае необходимости, с помощью шлифовальной машинки произвести выборку участков шва с наружными дефектами и выполнить механизированную сварку в защитных газах (вспомогательный процесс). Длина участка, обработанного шлифовальной машинкой, должна превышать длину дефекта не менее чем на 30 мм в каждую сторону по оси сварного шва. Режимы механизированной сварки приведены в таблице 8.3.
Таблица 8.3 - Режимы механизированной сварки в среде защитных газов (вспомогательный процесс)
|
Диаметр проволоки, мм |
Направление сварки |
Вылет электрода, мм |
Скорость подачи проволоки, см/мин. |
Скорость сварки, см/мин. |
Защитный газ* |
Расход газа, л/мин |
Род тока, полярность |
Сварочный ток, А |
Напряжение на дуге, В |
|
0,9 |
на спуск |
9,0 |
889 |
36-51 |
75 % Ar + 25 % CO2 |
33-59 |
= ; (+) |
150-190 |
19,0-20,5 |
|
* Допускается использование смеси газов 80 % Ar + 20 % CO2 взамен смеси газов 75 % Ar + 25 % CO2. Примечание - Параметры режимов сварки должны быть откорректированы при подготовке к производственной аттестации технологии. В процессе проведения аттестации все параметры должны быть зафиксированы и при положительных результатах аттестации внесены в операционно-технологическую карту. |
|||||||||
8.1.4.7.5 Усиление корневого слоя шва на участках замков, в случае превышения допустимой величины 3,0 мм следует обработать шлифовальным кругом. Для этих целей следует использовать малогабаритные шлифмашинки с рабочим напряжением не более 36 В.
8.1.4.7.6 В случае непредвиденного отказа в работе одной или нескольких внутренних сварочных головок и образования в связи с этим не сваренных участков корневого слоя шва осуществляется следующий порядок действий:
- повторное включение отказавших головок для сварки пропущенных участков;
- в случае повторения отказа производится установка наружных сварочных головок и автоматическая сварка первого наружного слоя (горячего прохода) на тех участках периметра трубы, где внутренний корневой слой был сварен;
- освобождение жимков центратора и перемещение его внутрь трубопровода;
- осмотр корневого слоя шва и полуавтоматическая сварка в защитных газах (вспомогательный процесс) пропущенных участков на указанных в таблице 8.3 параметрах режима.
- завершение сварки горячего прохода наружными головками.
Не сваренные из-за отказа сварочных головок участки корневого слоя шва должны быть отделены друг от друга сваренными участками. Общая протяженность не сваренных участков - не более 50 % периметра стыка.
Вышеуказанные операции следует рассматривать как составную часть технологического процесса при использовании оборудования «СRС-Еvans АW» и предусматривать при составлении операционно-технологических карт.
8.1.4.8 Сварка заполняющих и облицовочного слоев стыка с применением однодуговых наружных головок П-200 или П-260.
8.1.4.8.1 Предварительные режимы автоматической сварки приведены в таблице 8.4.
8.1.4.8.2 Последовательность выполнения заполняющих и облицовочных слоев шва с использованием однодуговой головки, должна соответствовать схеме, представленной на рис. 8.3.
8.1.4.8.3 Сварку заполняющих и облицовочного слоев шва выполняют «на спуск» с поперечными колебаниями электродной проволоки одновременно двумя наружными сварочными головками, при этом каждый автомат сваривает половину стыка. Количество заполняющих слоев определяется толщиной стенки трубы и отражается в технологической карте.
8.1.4.8.4 В процессе сварки заполняющих и облицовочного слоев следует корректировать вылет электродной проволоки и ее положение относительно оси стыка. Сварку заполняющих и облицовочного слоев рекомендуется выполнять с дополнительным регулированием скорости сварки в пределах ±25 % от номинальной для предотвращения стекания металла сварочной ванны на вертикальных участках, регулирования степени заполнения разделки, а также формы и размеров облицовочного слоя в разных пространственных положениях. В процессе сварки наружных слоев шва участки замков следует зашлифовывать. Замки смежных слоев шва должны быть смещены на расстояние не менее 100 мм. Межслойная температура в процессе сварки должна находиться в пределах, установленных разделом 7.1.
|
Наименование параметра |
Порядок наложения слоев |
||
|
Заполняющие |
Последний заполняющий |
Облицовочный |
|
|
Направление сварки |
На спуск |
На спуск |
На спуск |
|
Диаметр проволоки, мм |
0.9 |
0.9 |
0.9 |
|
Скорость подачи проволоки, см/мин |
1295± 25 % |
1295± 25 % |
* 1067± 25 % |
|
** 1397± 25 % |
|||
|
Род тока, полярность |
= ; (+) |
= ; (+) |
= ; (+) |
|
Сила тока, А |
200-250 |
210-250 |
180-260 |
|
Напряжение на дуге, В |
22-25 |
23-26 |
18.0-22.5 |
|
Вылет электрода, мм |
13.0 |
13.0 |
9.5 |
|
Скорость сварки, cм/мин |
38 ± 25 %* |
38 ± 25 %* |
33 ± 25 %* |
|
51 ± 25 %** |
46 ± 25 %** |
46 ± 25 %** |
|
|
Защитный газ, %*** |
100 CO2 |
100 CO2 |
75 Ar / 25 CO2 |
|
Расход газа, л/мин |
33-52 |
33-52 |
33-52 |
|
Угол наклона электрода (вперед), град. |
0-7 |
0-7 |
0-7 |
|
Частота колебаний электрода, мин-1 |
140-190 |
140-190 |
110-120* |
|
130-160** |
|||
|
Амплитуда колебаний, мм |
регулируется по ширине разделки |
||
|
* Параметры для пространственного положения 10.00-2.00 час и 4.30-7.30 час. ** Параметры для пространственного положения 2.00-4.30 час и 7.30-10.00 час. *** Допускается использование смеси газов 80 % Ar + 20 % CO2 взамен смеси газов 75 % Ar + 25 % CO2. Примечание - Параметры режимов сварки должны быть откорректированы при подготовке к производственной аттестации технологии. В процессе проведения аттестации все параметры должны быть зафиксированы и при положительных результатах аттестации внесены в операционно-технологическую карту. |
|||

К - корневой слой, Г - “горячий проход”, Зп - заполняющий слой, Обл. - облицовочный слой (цифра после обозначения слоя указывает на очередность сварки данного участка в пределах слоя); → - указывает направление сварки.
Рисунок 8.3. Схема двухсторонней автоматической сварки в среде защитных газов кольцевого стыка труб
8.1.4.9 Сварка заполняющих и облицовочного слоев стыка с применением двухдуговых наружных головок П-600.
8.1.4.9.1 Последовательность выполнения заполняющих и облицовочных слоев шва с использованием двухдуговой головки, должна соответствовать схеме, представленной на рис. 8.3. Предварительные режимы автоматической сварки приведены в таблице 8.5.
8.1.4.9.2 Сварку заполняющих и облицовочного слоев шва выполняют «на спуск» с поперечными колебаниями электродной проволоки одновременно двумя наружными сварочными головками, при этом каждый автомат сваривает половину стыка. Количество заполняющих слоев определяется толщиной стенки трубы и отражается в технологической карте.
8.1.4.9.3 После сварки каждого слоя должна быть проведена зачистка его поверхности от шлака и брызг металлическими щетками или абразивными кругами.
Таблица 8.5 - Параметры режимов сварки пульсирующей дугой заполняющих и облицовочного слоев с применением двухдуговой наружной головки
|
Наименование параметра |
Порядок наложения слоев |
||
|
Заполняющие |
Последний заполняющий |
Облицовочный |
|
|
Направление сварки |
На спуск |
На спуск |
На спуск |
|
Диаметр проволоки, мм |
1.0 |
1.0 |
1.0 |
|
Скорость подачи проволоки, см/мин |
1095 ± 25 % |
995 ± 25 % |
765 ± 25 %* |
|
995 ± 25 %** |
|||
|
Род тока, полярность |
= ; (+) |
= ; (+) |
= ; (+) |
|
Сила тока, А |
190-230 |
180-220 |
150-220 |
|
Напряжение на дуге, В |
21-25 |
22-25 |
18-23 |
|
Вылет электрода, мм |
13.0 |
13.0 |
9.5 |
|
Скорость сварки, cм/мин |
44 ± 25 %* |
38 ± 25 %* |
34 ± 25 %* |
|
52 ± 25 %** |
46 ± 25 %** |
43 ± 25 %** |
|
|
Защитный газ, % |
85 Ar/15 CO2 |
85 Ar/15 CO2 |
85 Ar / 15 CO2 |
|
Расход газа, л/мин. |
33-52 |
33-52 |
33 - 52 |
|
Угол наклона электрода (вперед), град. |
0-7 |
0-7 |
0 - 7 |
|
Частота колебаний электрода, мин-1 |
140-190 |
140-190 |
110-120* |
|
130-160** |
|||
|
Амплитуда колебаний, мм |
регулируется по ширине разделки |
||
|
* Параметры для пространственного положения 10.00-2.00 час и 4.30-7.30 час. ** Параметры для пространственного положения 2.00-4.30 час и 7.30-10.00 час. Примечание - Параметры режимов сварки должны быть откорректированы при подготовке к производственной аттестации технологии. В процессе проведения аттестации все параметры должны быть зафиксированы и при положительных результатах аттестации внесены в операционно-технологическую карту. |
|||
8.1.4.9.4 После завершения сварки следует осуществить визуальный контроль облицовочного слоя. Выявленные наружные дефекты сварного шва (поры, подрезы и др.) следует удалить путем обработки шлифовальной машинкой и выполнить сварку до проведения радиографического контроля стыка. При наличии чрезмерного усиления облицовочного слоя шва его следует сошлифовать до величины, регламентируемой операционной технологической картой. Эти операции следует рассматривать как составную часть технологического процесса работы оборудования CRC-Evans AW и предусматривать при составлении операционных технологических карт.
8.2 Автоматическая сварка в среде защитных газов комплексом оборудования фирмы «Serimer Dasa»
8.2.1 Назначение и особенности технологии
8.2.1.1 Односторонняя автоматическая сварка неповоротных стыков труб в среде защитных газов проволокой сплошного сечения комплексом оборудования системы «Saturnax» фирмы «Serimer Dasa» предназначена для сооружения протяженных участков линейной части магистральных газопроводов диаметром от 1020 до 1420 мм.
8.2.1.2 Сварка выполняется двухдуговыми наружными головками системы «Saturnax» в специальную узкую разделку. Сварку корневого слоя производят на медной технологической подкладке, установленной между рядами жимков внутреннего пневматического центратора, входящего в состав оборудования. Оборудование оснащено компьютерной системой управления процессом сварки.
8.2.1.3 Особенностями сварочной системы «Saturnax» являются:
- конструкция сварочной головки с двумя горелками, которые могут работать как совместно, так и по отдельности;
- система автоматического мониторинга параметров режима сварки;
- система автоматического регулирования параметров режима сварки с учетом пространственного положения головки;
- система слежения за величиной вылета электрода в процессе сварки;
- блоки управления сварочными головками, позволяющие производить их настройку и калибровку, отображение параметров для различных запрограммированных режимов;
- контрольный блок, позволяющий осуществлять контроль и запись фактических параметров режима;
- пульт дистанционного управления сварочной головкой в процессе сварки.
8.2.2 Состав оборудования
В состав комплекса оборудования для сварки неповоротных стыков труб входят:
- станки для обработки кромок труб под специальную разделку;
- установки для индукционного подогрева и кольцевые пропановые подогреватели для предварительного, сопутствующего и межслойного подогрева стыков;
- направляющие пояса для перемещения сварочных головок по трубе в процессе сварки;
- внутренний пневматический центратор с медным подкладным кольцом, встроенным между рядами жимков;
- контрольный модуль «Saturnax», внутри которого размещаются компьютеризированные блоки управления и контроля, а также сварочные источники питания;
- двухдуговые автоматы «Saturnax» (сварочные головки) наружной сварки с пультом дистанционного управления;
- агрегаты энергообеспечения постов наружной сварки, установленные на платформе трактора, с грузоподъемной стрелой, газовыми рампами и защитными палатками;
- передвижная мастерская для наладки и ремонта оборудования и хранения запасных частей;
- вспомогательное оборудование.
8.2.3 Сварочные материалы
Для сварки стыков труб следует применять проволоку сплошного сечения марки Lincoln Supra Mig или Union K Nova Ni (Thyssen K Nova Ni) и защитный газ - смесь 50 % Ar / 50 % CO2
8.2.4 Состав и содержание основных технологических операций
8.2.4.1 До начала работ параметры режима автоматической сварки всех слоев шва стыков труб конкретного типоразмера вносятся в компьютеризированные блоки управления каждой сварочной головки.
Технологический процесс сварки неповоротных стыков труб с применением оборудования включает следующие основные операции:
- раскладку труб на бровке траншеи;
- подготовку на торцах труб специальной разделки кромок кромкострогальными станками и зачистку участков поверхности труб, прилегающих к торцам;
- установку на торце каждой трубы направляющих поясов для сварочных автоматов;
- предварительный подогрев концов труб;
- сборку стыка;
- автоматическую сварку стыка.
8.2.4.2 Трубы или трубные секции укладывают на бровке траншеи на инвентарных лежках под углом к оси траншеи таким образом, чтобы к торцам труб был свободный доступ. Расстояние от грунта до нижней образующей трубы должно быть не менее 450 мм. В процессе раскладки необходимо провести осмотр труб на соответствие требованиям раздела 7.1 настоящего стандарта.
8.2.4.3 Обработку торцов труб следует производить специальными кромкострогальными станками, входящими в состав комплекса оборудования. Схема и геометрические параметры разделки кромок приведены на рис. 8.4.
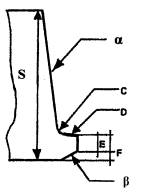
a = 5 ± 2 град; C = 2,4 ± 0,8 мм; D = 0,1 ± 0,1 мм; E = 2,1 ± 0,2 мм; F = 2,3 ± 0,2 мм; b = 4 ± 1 град; S - толщина стенки трубы
Рисунок 8.4 - Форма и геометрические параметры разделки кромок
8.2.4.4 Установку направляющих поясов для автоматов наружной сварки производят с помощью специального шаблона. Направляющие пояса следует устанавливать на торец трубы, обращенный в сторону движения сварочно-монтажной колонны.
8.2.4.5 Предварительный подогрев торцов труб должен производиться в соответствии с требованиями раздела 7.1 настоящего стандарта.
8.2.4.6 Сборку стыка следует производить на специальном внутреннем пневматическом центраторе, входящем в состав комплекса оборудования. Центратор устанавливают таким образом, чтобы медная технологическая подкладка находилась в плоскости стыка.
8.2.4.7 Перед началом работ следует произвести просушку медного подкладного кольца с помощью газовой горелки путем нагрева его секторов до температуры от 20 °C до 50 °C.
8.2.4.8 Стык следует собирать в соответствии с требованиями, представленными в таблице 7.1 настоящего стандарта. Зазоры между элементами медного подкладного кольца и внутренней поверхностью трубы не должны превышать 0,5 мм.
8.2.4.9 Сварку всех слоев шва производят методом «на спуск» двухдуговыми головками (автоматами) системы «Saturnax». На стыке одновременно работают две сварочные головки. Каждая головка производит сварку одного из полупериметров трубы (относительно вертикальной оси). За один проход производится сварка двух слоев (валиков) шва. Типовая схема и последовательность сварки кольцевого стыка приведена на рис. 8.5.
8.2.4.10 После окончания сварки корневого слоя и горячего прохода следует сдвинуть центратор внутрь трубопровода, осмотреть корневой шов изнутри трубы и, в случае необходимости, произвести подварку ручной дуговой сваркой электродами с основным видом покрытия участков корневого шва с поверхностными дефектами.
8.2.4.11 Опускание трубы на лежки или опоры должно выполняться согласно п. 7.2.3 (раздел 7.2) настоящего стандарта.
8.2.4.12 Для обеспечения равномерного заполнения разделки кромок перед сваркой облицовочного слоя в случае необходимости выполняется корректирующий слой шва. Сварка производится в пространственном положении 2.00-4.00 час. и 8.00-10.00 час. однодуговым процессом, т.е. с отключением на каждой сварочной головке по одной горелке.

Обозначения: К1, К2 - участки первого прохода (корневого слоя и горячего прохода) на левом и правом полупериметрах трубы. Зп 1.1 - заполняющие слои. Первая цифра обозначает номер прохода, вторая - последовательность сварки в пределах прохода. За один проход производится сварка двух заполняющих слоев. Обл. 1 - облицовочный слой. Цифра обозначает последовательность сварки в пределах прохода.
Рисунок 8.5 - Схема и последовательность автоматической сварки кольцевого стыка
8.2.4.13 Сварка облицовочного слоя выполняется за 1 проход двумя параллельными валиками. Валики облицовочного слоя должны перекрывать друг друга, обеспечивая плавное сопряжение между собой и с основным металлом трубы. Амплитуду колебаний при сварке облицовочного шва назначают из расчета перекрытия швом разделки по ширине на от 1,0 до 2,5 мм в каждую сторону.
8.2.4.14 Схема сварного шва приведена на рис. 8.6.

Обозначения:1 и 2 - корневой слой и горячий проход (выполняются за один проход сварочных головок); F1 и F2 - заполняющие слои шва (за один проход выполняются два слоя);
+ С1 и С2 - валики облицовочного слоя шва.
Рисунок 8.6 Схема сварного шва, выполненного автоматической сваркой с использованием двухдуговых головок системы «Saturnax».
8.2.4.15 Режимы сварки неповоротных стыков труб диаметром от 1020 до 1420 мм приведены в таблице 8.6.
Таблица 8.6 - Параметры режимов сварки системой «Saturnax» неповоротных кольцевых стыков труб диаметром от 1020 до 1420 мм
|
Параметры |
Режимы сварки |
||||||
|
Наименование слоя |
|||||||
|
1-й проход |
Последующие проходы |
||||||
|
Корневой слой (горелка № 1) |
Горячий проход (горелка № 2) |
Заполняющие слои (горелка № 1) |
Заполняющие слои (горелка № 2) |
Корректирующий (горелка № 1) |
Облицовочный слой (горелка № 1) |
Облицовочный слой (горелка № 2) |
|
|
Направление сварки |
на спуск |
на спуск |
на спуск |
на спуск |
на спуск |
на спуск |
на спуск |
|
Диаметр проволоки, мм |
1,0 |
1,0 |
1,0 |
1,0 |
1,0 |
1,0 |
1,0 |
|
Род тока, полярность |
= ; (+) |
= ; (+) |
= ; (+) |
= ; (+) |
= ; (+) |
= ; (+) |
= ; (+) |
|
Скорость сварки, см/мин (± 10 %) |
95-170 |
40-95 |
55-80 |
45-90 |
|||
|
Скорость подачи проволоки, м/мин (± 10 %) |
11-15 |
9-13 |
9-14 |
8-13 |
9-11 |
8-10 |
7-10 |
|
Вылет электрода, мм |
14 ± 3 (поддерживается автоматически) |
|
|||||
|
Защитный газ Ar/CО2 |
50/50 |
50/50 |
50/50 |
50/50 |
50/50 |
50/50 |
50/50 |
|
Расход газа, л/мин (± 10 %) |
50-60 |
50-60 |
50-60 |
50-60 |
50-60 |
50-60 |
50-60 |
|
Сила тока, А (± 10 %) |
250-295 |
220-270 |
210-270 |
200-260 |
210-245 |
190-240 |
180-235 |
|
Напряжение на дуге, В (± 10 %) |
24-25,5 |
24,5-26,0 |
23,0-26,0 |
23,5-25,5 |
23,5-25,5 |
22,5-24,5 |
22,5-24,5 |
|
Частота колебаний электрода, цикл./мин (± 10 %) |
200 |
180 |
180 |
200 |
|||
|
Амплитуда колебаний электрода, мм |
устанавливается по ширине разделки |
||||||
|
Угол наклона электрода, град. |
7° 30' ± 5° |
||||||
|
Примечание - Параметры режимов сварки должны быть откорректированы при подготовке к производственной аттестации технологии. В процессе проведения аттестации все параметры должны быть зафиксированы и при положительных результатах аттестации внесены в операционно-технологическую карту. |
|||||||
8.3 Автоматическая сварка в среде защитных газов комплексом CWS.02 фирмы «Pipe Welding Technology»
8.3.1 Назначение и особенности технологии
8.3.1.1 Односторонняя автоматическая сварка в защитных газах сплошной или порошковой электродной проволокой комплексом оборудования CWS.02 фирмы «Pipe Welding Technology» предназначено для сварки протяженных участков линейной части магистральных газопроводов диаметром от 1020 до 1420 мм.
8.3.1.2 Комплекс оборудования оснащен компьютерной системой управления, позволяющей программировать режимы сварки для разных пространственных положений, диаметров и толщин стенок свариваемых труб и управлять работой сварочных головок.
8.3.1.3 Сварку корневого слоя производят на медной технологической подкладке, установленной между рядами жимков внутреннего центратора, входящего в состав оборудования.
8.3.2 Состав комплекса оборудования
В состав комплекса оборудования фирмы «Pipe Welding Technology» входят:
- станок (станки) для обработки торцов труб под специальную разделку кромок;
- самоходный внутренний центратор с медным подкладным кольцом, встроенным между рядами жимков;
- система автоматической сварки CWS.02, состоящая из следующих модулей:
- сварочных головок;
- микропроцессорного блока управления сварочными головками;
- регуляторов сварочного тока;
- блока питания электронных устройств;
- блока смешивания защитных сварочных газов с расходомерами;
- системы кондиционирования электронных устройств блока управления;
- программирующего модуля на базе специализированного IBM-совместимого компьютера для программирования параметров режимов сварки шва и записи программ на специальные носители - картриджи, устанавливаемые в блоки микропроцессоров каждого из агрегатов питания. Микропроцессор через блок управления сварочной головки обеспечивает возможность автоматического регулирования, в зависимости от пространственного положения и порядкового слоя шва скорости сварки, скорости подачи электродной проволоки, напряжения на дуге, амплитуды и частоты колебаний электродной проволоки, времени задержки электрода в крайних положениях, состава и расхода защитного газа;
- направляющие пояса для перемещения сварочных автоматов;
- агрегаты энергообеспечения постов автоматической сварки, выполненные на базе колесных или гусеничных тракторов, на шасси которых смонтированы модули, входящие в состав CWS.02, двухпостовые сварочные дизель-генераторы, газовые рампы для баллонов с углекислым газом и аргоном, а также другое необходимое оборудование. Агрегаты питания снабжены гидрофицированными грузоподъемными стрелами для перемещения и установки на свариваемый стык сварочных головок и защитных палаток;
- наборы газовых редукторов, коммуникаций высокого давления, а также кабелей управления, газовых шлангов и приспособлений для монтажа оборудования на агрегатах питания;
- вспомогательное оборудование (устройства для подогрева стыков и др.).
8.3.3 Сварочные материалы
8.3.3.1 Марки проволок сплошного сечения для автоматической системы CWS.02 приведены в п. 8.1.2.1 настоящего стандарта.
8.3.3.2 Требование к смесям газов приведены в таблице 8.8 настоящего стандарта.
8.3.4 Состав и содержание основных технологических операций
Перед началом сварки разработанная для конкретного объекта технология вносится в компьютер, входящий в состав комплекса оборудования, записывается на носители специальной конструкции, которые устанавливается в блоки управления процессом сварки, смонтированные на агрегатах питания.
Технологический процесс сварки неповоротных стыков труб с применением оборудования CWS.02 включает следующие основные операции:
- раскладку труб на бровке траншеи;
- обработку на торцах труб специальной разделки кромок кромкострогальными станками и зачистку участков поверхности труб прилегающих к торцам;
- установку на торце каждой трубы направляющих поясов для сварочных автоматов;
- просушку или предварительный подогрев концов труб;
- сборку стыка;
- автоматическую сварку стыка.
8.3.4.1 Раскладка труб на бровке траншеи
Трубы или трубные секции укладывают на инвентарных лежках под углом от 15 до 20 градусов к оси траншеи таким образом, чтобы обеспечивалась возможность обработки торцов кромкострогальными станками. Для этого высота инвентарных лежек должна обеспечивать расстояние между грунтом и нижней образующей поверхности трубы не менее 450 мм.
В процессе раскладки необходимо провести осмотр труб, исправить или вырезать участки труб с поверхностными дефектами в соответствии с требованиями раздела 5.1 настоящего стандарта.
8.3.4.2 Обработка на торцах труб специальной разделки кромок Обработку торцов труб следует производить специальными кромкострогальными станками, входящими в состав оборудования.
Если обработка торца осуществляется после газовой резки, следует зашлифовать «заподлицо» с внутренней поверхностью трубы внутреннее усиление заводского шва на длину не менее 100 мм от торца. При зашлифовке продольных швов толщина стенки не должна быть выведена за пределы минусового допуска.
Схема разделки кромок под автоматическую сварку неповоротных стыков труб приведена на рис. 8.7.
Условные обозначения и величины геометрических параметров:
С = 10-2; D = 1,0 ± 0,2 мм; E = 1,0 ± 0,2 мм; F = 2,0 ± 0,2 мм; G = 25 ± 1°; R = 6,0+2 мм;
H1 = 7,0 мм.
Неуказанные предельные отклонения размеров ± 0,3 мм.
Рисунок 8.7 - Схема и размеры разделки кромок
8.3.4.3 Установка на трубах направляющих поясов для сварочных автоматов.
Установку поясов производят с помощью шаблонов, задающих одинаковое расстояние поясов от торца трубы. Пояс устанавливается на торец трубы, обращенный в сторону движения сварочно-монтажной колонны.
8.3.4.4 Предварительный подогрев осуществляется в соответствии с разделом 7.1 настоящего стандарта.
8.3.4.5 Сборка стыка
Сборку стыка следует производить на специальном внутреннем пневматическом центраторе, входящем в состав комплекса оборудования. Центратор устанавливают таким образом, чтобы медная технологическая подкладка находилась в плоскости стыка.
Перед началом работ следует произвести с помощью газовой горелки просушку медного подкладного кольца путем нагрева его секторов до температуры от 20 °C до 50 °C.
Стык следует собирать без зазора. Допускаются локальные зазоры не более 0,5 мм. В случае, если при сборке не удается закрыть зазор в стыке, то рекомендуется собрать стык таким образом, чтобы локальные зазоры, располагались в верхней части стыка.
Величина распределенного смещения кромок в собранном стыке - не более 2,0 мм. Если распределенное смещение кромок выше 2,0 мм и качество сборки не может быть улучшено поворотом стыкуемой трубы вокруг горизонтальной оси, то следует заменить трубу, подаваемую на сборку. Допускаются локальные смещения кромок не более 3,0 мм при их суммарной длине £ 1/12 периметра трубы. При этом максимальная величина смещения не должна превышать значений, регламентированных п. 5.1.16.
После сборки стыка следует простучать его по всему периметру кувалдой с ударной частью из цветного металла для более плотного прилегания секторов медного подкладного кольца к внутренней поверхности трубы. Зазоры между элементами медного подкладного кольца и внутренней поверхностью трубы не должны превышать 0,5 мм.
8.3.4.6 Сварка стыка
Сварку всех слоев шва производят «на спуск». На стыке при сварке каждого слоя работают два автомата. Каждый автомат производит сварку одного из полупериметров трубы относительно вертикальной оси. Типовая схема сварки и последовательность сварки отдельных участков приведена на рис. 8.8.
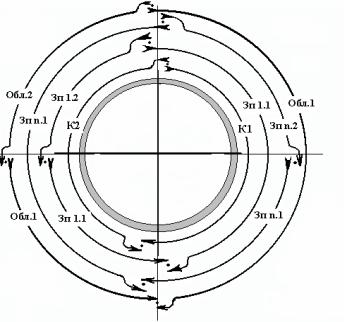
Принятые обозначения: К1, К2 - участки корневого слоя на левом и правом полупериметрах трубы. Зп 1.1 - заполняющие слои. Первая цифра обозначает номер слоя, вторая - последовательность сварки в пределах слоя. Обл. 1 - облицовочный слой. Цифра обозначает - последовательность сварки в пределах слоя
Рисунок 8.8 - Схема сварки и последовательность сварки отдельных участков шва
Параметры режима сварки каждого слоя предварительно запрограммированы и записаны на картриджах специальной конструкции, установленных в блоки управления каждого агрегата питания. Перед началом сварки конкретного слоя сварщик-оператор с помощью переключателя, установленного на сварочной головке, задает порядковый номер свариваемого слоя.
В процессе сварки стыка сварщик имеет возможность с пульта дистанционного управления корректировать положение электродной проволоки поперек стыка, вылет, и в узких пределах амплитуду колебаний электродной проволоки и напряжение на дуге.
Дискретность регулирования положения электродной проволоки поперек стыка, вылета и амплитуды колебаний - 0,5 мм, напряжения на дуге - 0,2 В.
Сварку корневого слоя выполняют снаружи трубы. Формирование корневого шва происходит на медной технологической подкладке, установленной на центраторе.
Сварку корневого шва на участках с зазорами следует производить при увеличенном (до 15 мм) вылете электродной проволоки. При этом сварку корневого слоя следует производить в следующей последовательности:
- произвести сварку участков стыка, собранных без зазора;
- произвести сварку участков стыка с зазорами.
После окончания сварки корневого слоя следует сжать жимки центратора, уложить приваренную трубу на инвентарную лежку и переместить центратор на очередную позицию сборки.
Интервал времени между окончанием сварки корневого шва и началом сварки 1-го заполняющего шва не должен превышать 10 мин.
Сварку заполняющих и облицовочного слоев шва выполняют «на спуск» с поперечными колебаниями электродной проволоки одновременно двумя сварочными автоматами, при этом каждый автомат сваривает половину стыка.
В процессе сварки всех слоев шва участки замков следует зашлифовывать для предотвращения образования дефектов типа непроваров и удаления кратерных трещин.
Амплитуду колебаний при сварке облицовочного шва назначают из расчета перекрытия швом разделки по ширине не менее чем на величину от 1,0 до 2,5 мм в каждую сторону.
Допускается сварку облицовочного слоя выполнять за 2 прохода.
Схема сварного шва приведена на рис. 8.9.
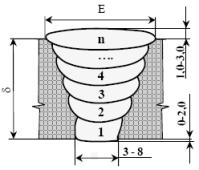
Рисунок 8.9 - Схема сварного шва выполненного автоматической сваркой на оборудовании CWS.02
После завершения сварки следует провести визуальную оценку качества облицовочного слоя. Обнаруженные недопустимые внешние дефекты сварного шва (участки с порами, подрезами свыше 0,5 мм, наплывы металла шва на участках замков и др.) следует вышлифовать и устранить сваркой до неразрушающего контроля.
Усредненные режимы сварки неповоротных стыков труб диаметром от 1020 до 1420 мм приведены в таблице 8.7. Режимы сварки автоматически изменяются через каждые 15 градусов при отсчете положения головки от зенита стыка труб в угловых координатах.
Таблица 8.7 - Режимы сварки стыков диаметром от 1020 до 1420 мм
|
Параметры |
Режимы сварки |
|||||
|
Наименование слоя |
||||||
|
Корневой |
1-й заполняющий |
2-й заполняющий |
3-й заполняющий |
4-й заполняющий |
Облицовочный |
|
|
Направление сварки |
на спуск |
на спуск |
на спуск |
на спуск |
на спуск |
на спуск |
|
Скорость сварки, м/ч |
34,8-51,6 |
27,0-30,0 |
21,0-23,4 |
20,4-22,8 |
19,2-22,8 |
6,6-13,8 |
|
Диаметр проволоки, мм |
1,0 |
1,0 |
1,0 |
1,0 |
1,0 |
1,0 |
|
Скорость подачи электродной проволоки, м/мин |
11-11,6 |
9,4-11,0 |
9,5-10,3 |
9,5-10,3 |
7,1-8,0 |
3,0-6,2 |
|
Вылет электрода, мм |
8-12 |
10-14 |
10-14 |
10-14 |
10-14 |
8-12 |
|
Защитный газ Ar/CО2* |
0/100 |
0/100 |
40/60 |
40/60 |
40/60 |
60/40 |
|
Расход газа, /мин. |
25-28 |
25-28 |
25-28 |
25-28 |
25-28 |
25-28 |
|
Сила тока, А |
240-290 |
220-270 |
200-245 |
200-245 |
200-245 |
119-170 |
|
Напряжение на дуге, В |
22,2-23,8 |
21,8-22,4 |
20,6-21,0 |
20,6-21,2 |
19,0-20,0 |
15,8-18,8 |
|
Скорость колебаний электрода, см/мин. |
176-200 |
260-270 |
250-270 |
250-270 |
220-254 |
90-180 |
|
Амплитуда колебаний электрода, мм |
0,5-1,5 |
4,0-4,5 |
5,0-5,5 |
6,0-6,5 |
7,0-7,5 |
9,0-9,5 |
|
Задержка электрода в крайних положениях, с |
0,00-0,32 |
0,24-0,32 |
0,20-0,24 |
0,20-0,26 |
0,20-0,32 |
0,00-0,38 |
|
Угол наклона электрода, градус |
±5 |
±5 |
±5 |
±5 |
±5 |
±5 |
|
* Допускаются отклонения процентного содержания компонентов в газовой смеси в пределах ± 10 % от указанного в таблице. |
||||||
8.4 Автоматической сварка порошковой проволокой в среде защитных газов головками системы М300-С и М300
8.4.1 Область применения, особенности технологии и оборудования
8.4.1.1 Автоматическая односторонняя сварка порошковой проволокой в среде защитных газов предназначена для сварки горячего прохода, заполняющих и облицовочного слоев шва неповоротных стыков труб с диаметром от 1020 до 1420 мм при сооружении магистральных газопроводов, а также для сварки стыков захлестов, соединений труб с СДТ и ЗРА.
8.4.1.2 Способ сварки головками М300-С и М300 заполняющих и облицовочного слоев применяется в комбинации с двумя способами выполнения корневого слоя шва:
- механизированной сваркой проволокой сплошного сечения в среде углекислого газа методом SТТ (раздел 8.7 настоящего стандарта);
- ручная дуговая сварка электродами с основным или целлюлозным видами покрытия (разделы 8.9.1 и 8.9.3 настоящего стандарта).
8.4.1.3 Основным элементом сварочной системы М300-С или М300 является наружная универсальная сварочная головка. Головка может быть запрограммирована на сварку одного, нескольких или всех слоев шва. Настроенные сварочные режимы сохраняются в памяти головки неограниченно долго. Головка М300 позволяет сохранить 4 режима сварки, М300-С - до 36. Для применения конкретного режима сварщик-оператор должен выбрать его на блоке управления.
Сварочная головка М300-С является новейшей модификацией головок данной серии, при этом ее отличает более высокая степень автоматизации управления, что, в свою очередь позволяет в максимальной степени учитывать конкретные особенности и условия сварки.
Основными особенностями головок М300-С являются:
- постоянный мониторинг и поддержание стабильности параметров режима во время сварки с помощью микропроцессорной системы управления;
- возможность гибкой настройки головки на сварку конкретного слоя сварного шва;
- ограничение доступа к несанкционированному изменению сварочных параметров.
8.4.1.4 Установка сварочных параметров осуществляется на блоке управления сварочной головки.
При настройке различают три группы параметров:
- параметры, определяющие работу механизмов головки (только для М300-С);
- вспомогательные сварочные параметры;
- основные сварочные параметры.
К параметрам, определяющим работу механизмов головки, относятся такие, как установка диаметра трубы, установка диаметра направляющего пояса, типа сварочной головки (левого или правого исполнения) и другие.
К вспомогательным сварочным параметрам относятся: время заварки кратера, время отжига проволоки, время опережения подачи газа (для М300-С), время задержки подачи газа (для М300-С), время задержки начала движения по стыку (для М300-С).
К основным сварочным параметрам, устанавливаемым на головке, относятся:
- скорость и направление сварки;
- скорость подачи электродной проволоки;
- ширина и частота колебаний электродной проволоки и время задержки электрода в крайних положениях (слева и справа);
- угол наклона электрода;
- вылет электрода.
8.4.1.5 Сварка головками М300 и М300-С производится в разделку кромок, представленную на рис. 8.10.
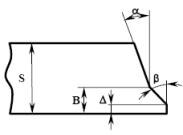
a = 16°-5º b = 35°-5º D = 1,8 ± 0,8 мм
|
S, мм |
B, мм |
|
18 < S £ 30 |
9 ± 0,5 |
|
30 < S £ 32,0 |
10 ± 0,5 |
Рисунок 8.10 - Форма и геометрические параметры заводской разделки кромок труб
8.4.2 Состав оборудования
8.4.2.1 Система М300-С (М300) комплектуется следующими основными единицами оборудования одной сварочной станции (двух постов сварки):
- универсальные сварочные головки (левого и правого исполнения) - 2 шт.;
- распределительная коробка электропитания, предназначенная для сопряжения сварочной головки с источником питания и баллоном с газом - 2 шт.;
- сварочный источник питания (модели Idealarc DC-400; Invertec V350-PRO) - 2 шт.;
- газовый редуктор с расходомером и подогревателем - 2 шт.;
- баллон с газом - 2 шт.;
- комплект соединительных кабелей и шлангов - 2 шт.;
- направляющий пояс для перемещения сварочных головок по стыку - 1 шт.;
- защитная палатка-укрытие - 1 шт.
8.4.2.2 Для обеспечения сварки в трассовых условиях должен быть использован агрегат энергообеспечения на базе колесных или гусеничных тракторов, на шасси которых смонтированы источники сварочного тока, рампы для баллонов с газом и другое необходимое вспомогательное оборудование. Агрегат должен быть оборудован грузоподъемной стрелой для перемещения и установки на свариваемый стык защитной палатки.
8.4.3 Технология сварки
8.4.3.1 В качестве сварочных материалов следует применять порошковые проволоки, марки которых представлены в таблице 5.5 настоящего стандарта. Для сварки используется смесь защитных газов – 75 % аргона + 25 % углекислого газа. Допускается использовать смесь защитных газов – 80 % аргона + 20 % углекислого газа. Технические характеристики защитного газа приведены в таблице 5.3 настоящего стандарта.
8.4.3.2 Технология механизированной сварки корневого слоя шва методом STT должна соответствовать требованиям раздела 8.7 настоящего стандарта.
8.4.3.3. Технология ручной дуговой сварки корневого слоя шва должна соответствовать требованиям раздела 8.9.1 или 8.9.3 настоящего стандарта.
8.4.3.4. Сварка порошковой проволокой в среде защитных газов должна выполняться на жесткой вольтамперной характеристике, постоянном токе обратной полярности.
8.4.3.5 Технологический процесс сварки неповоротных стыков труб с применением головок системы М300 или М300-С состоит из следующих основных операций:
- настройка сварочных головок путем установки через меню требуемых параметров работы механизмов головки (для М300-С), а также вспомогательных и основных сварочных параметров. Также производится установка необходимых параметров на источнике сварочного тока и газовом редукторе;
- установка направляющего пояса с помощью специального шаблона;
- установка сварочных головок на направляющий пояс и корректировка их положения относительно оси свариваемого стыка. В процессе работы выполняется периодический контроль параметров режима и, при необходимости, их корректировка;
- сварка первого заполняющего слоя («горячего прохода») методом «на спуск» или «на подъем». Параметры режимов представлены в таблицах 8.8-8.9;
- сварка «на подъем» заполняющих и облицовочного слоев шва на параметрах режима, представленных в таблицах 8.8-8.9;
- зачистка выполненных слоев шва шлифмашинкой с дисковой щеткой.
|
Параметры* |
Наименование слоя шва |
|||
|
Первый заполняющий («горячий проход») |
Последующие заполняющие |
Облицовочный |
||
|
Направление сварки |
на спуск |
на подъем |
на подъем |
на подъем |
|
Скорость сварки, м/ч (дюйм/мин) |
27±3 |
12,2-19,8 |
7,6-16,8 |
6,9-13,7 |
|
(18±2) |
(8-13) |
(5-11) |
(4,5-9) |
|
|
Диаметр проволоки, мм (дюйм) |
1,32 |
1,32 |
1,32 |
1,32 |
|
(0,052) |
(0,052) |
(0,052) |
(0,052) |
|
|
Скорость подачи проволоки, м/мин. (дюйм/мин) |
5,1-5,6 |
4,3-5,3 |
5,8-6,6 |
4,8-5,3 |
|
(200-220) |
(170-210) |
(230-260) |
(190-210) |
|
|
Вылет электрода, мм |
8-12 |
8-12 |
8-12 |
8-15 |
|
Сила тока, А |
190-220 |
160-200 |
220-250 |
190-215 |
|
Тип и полярность тока |
постоянный; обратная |
постоянный; обратная |
постоянный; обратная |
постоянный; обратная |
|
Напряжение на дуге, В |
20,5-22,5 |
20,5-22,5 |
21-23 |
20-22 |
|
Защитный газ** |
75 % Ar + 25 % CO2 |
75 % Ar + 25% CO2 |
75 % Ar + 25 % CO2 |
75 % Ar + 25 % CO2 |
|
Расход защитного газа, л/мин. |
32-42 |
32-42 |
32-42 |
32-42 |
|
Частота колебаний электрода, бит/мин |
130-160 |
90-120 |
80-100 |
90-120 |
|
Амплитуда колебаний электрода, мм |
Устанавливается по ширине разделки |
Устанавливается по ширине разделки |
Устанавливается по ширине разделки |
Устанавливается по ширине разделки |
|
Время задержки электрода на кромках, сек |
0 |
0-0,1 |
0-0,6 |
0-0,6 |
|
Угол наклона электрода (вперед), град. |
0-7 |
0-7 |
0-7 |
0-7 |
|
* Параметры режимов сварки должны быть откорректированы при подготовке к производственной аттестации технологии. В процессе проведения аттестации все параметры должны быть зафиксированы и приположительныхрезультатахаттестациивнесенывоперационно-технологическуюкарту. ** Допускается использование смеси газов 80 % Ar + 20 % CO2 взамен смеси газов 75 % Ar + 25 % CO2. |
||||
|
Параметры* |
Наименование слоя шва |
|||
|
Первый заполняющий («горячий проход») |
Последующие заполняющие |
Облицовочный |
||
|
Направление сварки |
на спуск |
на подъем |
на подъем |
на подъем |
|
Скорость сварки, м/ч (дюйм/мин) |
27±3 |
12,2-19,8 |
7,6-16,8 |
6,9-13,7 |
|
(18±2) |
(8-13) |
(5-11) |
(4,5-9) |
|
|
Диаметр проволоки, мм (дюйм) |
1,14 |
1,14 |
1,14 |
1,14 |
|
(0,045) |
(0,045) |
(0,045) |
(0,045) |
|
|
Скорость подачи проволоки, м/мин. (дюйм/мин) |
6,9-7,4 |
5,6-7,1 |
7,6-8,6 |
6,6-7,1 |
|
(270-290) |
(220-280) |
(300-340) |
(260-280) |
|
|
Вылет электрода, мм |
8-12 |
8-12 |
8-12 |
8-15 |
|
Сила тока, А |
190-220 |
160-200 |
220-250 |
190-215 |
|
Тип и полярность тока |
постоянный; обратная |
постоянный; обратная |
постоянный; обратная |
постоянный; обратная |
|
Напряжение на дуге, В |
20,5-22,5 |
20,5-22,5 |
21-23 |
20-22 |
|
Защитный газ** |
75 %Ar + 25 %CO2 |
75 %Ar + 25 %CO2 |
75 %Ar + 25 %CO2 |
75 %Ar + 25 %CO2 |
|
Расход защитного газа, л/мин. |
32-42 |
32-42 |
32-42 |
32-42 |
|
Частота колебаний электрода, бит/мин |
130-160 |
90-120 |
80-100 |
90-120 |
|
Амплитуда колебаний электрода, мм |
Устанавливается по ширине разделки |
Устанавливается по ширине разделки |
Устанавливается по ширине разделки |
Устанавливается по ширине разделки |
|
Время задержки электрода на кромках, сек |
0 |
0-0,1 |
0-0,6 |
0-0,6 |
|
Угол наклона электрода (вперед), град. |
0-7 |
0-7 |
0-7 |
0-7 |
|
* Параметры режимов сварки должны быть откорректированы при подготовке к производственной аттестации технологии. В процессе проведения аттестации все параметры должны быть зафиксированы и при положительных результатах аттестации внесены в операционно-технологическую карту. ** Допускается использование смеси газов 80 % Ar + 20 % CO2 взамен смеси газов 75 % Ar + 25 % CO2. |
||||
8.4.3.6 Автоматическая сварка каждого слоя шва производится двумя сварщиками-операторами, при этом каждый оператор сваривает соответствующий полупериметр трубы.
8.4.3.7 Перед сваркой «горячего прохода» необходимо произвести обработку шлифкругом поверхности корневого слоя шва до придания ему плоской формы.
8.4.3.8 Следует соблюдать следующую последовательность выполнения слоев шва стыков труб диаметром от 1020 до 1420 мм:
- «горячий проход» (при сварке «на спуск») - второй оператор начинает сварку после того, как первый оператор сварил участок периметра длиной не менее 1,0 м;
- «горячий проход» (при сварке «на подъем»), заполняющие и облицовочный слои шва - второй оператор начинает сварку после того, как первый оператор сварил участок периметра длиной не менее 0,5 м. Для обеспечения синхронности работы допускается одному из сварщиков-операторов начинать сварку в пространственном положении 3.00-2.00 час, выполняя сварку на участке 3.00-0.00 час, а затем на участке 6.00-3.00 час.
8.4.3.9 Интервал времени между завершением корневого слоя шва и началом автоматической сварки горячего прохода не должен превышать 10 мин.
8.4.3.10 Количество заполняющих слоев определяется толщиной стенки трубы и отражается в технологической карте. Амплитуду колебаний при сварке облицовочного шва выбирают из расчета перекрытия швом разделки по ширине на величину от 1,0 до 2,5 мм в каждую сторону.
8.4.3.11 В процессе сварки заполняющих слоев шва участки замков при необходимости зашлифовываются.
8.4.3.12 Для обеспечения защиты зоны сварки от осадков и во избежание сдувания ветром потока защитного газа сварка должна производиться в укрытии (специальных палатках).
8.4.3.13 В случае атмосферных осадков сваренный стык следует укрывать термоизолирующим поясом до полного остывания стыка.
8.5 Двухсторонняя автоматическая сварка под флюсом
8.5.1 Двухстороннюю автоматическую сварку под флюсом поворотных стыков труб диаметром от 1020 до 1420 мм следует производить на трубосварочных базах типа БТС, которые обеспечивают полную механизацию сборочно-сварочных и транспортных операций в процессе изготовления трубных секций, а также сохранность наружной изоляции и внутреннего гладкостного покрытия труб. Изготовление двухтрубных секций следует производить только из труб, имеющих одинаковую нормативную толщину стенки. Типоразмеры труб под сварку должны выбираться с учетом максимально допустимой грузоподъемности конструкций трубосварочной базы.
8.5.2. Подготовку стыков, сборку и предварительный подогрев следует выполнять в соответствии с требованиями раздела 7.1 настоящего стандарта. При подготовке должна быть произведена механическая обработка торцов труб станками типа СПК, входящими в состав оборудования трубосварочной базы. Форма разделки кромок под сварку представлена на рис. 8.11.
8.5.3 Для сварки следует применять аттестованные комбинации «агломерированный флюс + проволока сплошного сечения», перечень которых представлен в таблице 5.6 настоящего стандарта.
8.5.4 Собранный стык следует повернуть на 180 градусов таким образом, чтобы прихватка находилась в нижней части стыка (в положении «6 час»), после чего в верхней части стыка (в положении «12 час») начинают сварку первого наружного слоя шва.
|
|
|
|
а) |
б) |

а - для труб с толщиной стенки от 18,0 до 22,0 мм
б - для труб с толщиной стенки свыше 22,0 до 27,0 мм
Рисунок 8.11 - Типы разделки кромок труб диаметром от 1020 до 1420 мм для автоматической сварки под флюсом на базах типа БТС
8.5.5 Сварку поворотного кольцевого стыка производят при горизонтальном расположении осей труб в следующем порядке:
- первый наружный слой шва;
- внутренний слой шва (может выполняться одновременно со сваркой второго наружного слоя);
- последние наружные слои шва.
8.5.6 В целях предотвращения образования шлаковых включений и непроваров рекомендуется выполнять шлифмашинкой пропилы начального и конечного участков прихватки, а также начального участка первого наружного слоя. Глубина пропила от 3 до 4 мм, ширина от 3 до 4 мм, длина от 25 до 40 мм. Допускается шлифовка усиления на прихватке до величины от 0,5 до 1,0 мм.
8.5.7 Режимы двухсторонней сварки стыков труб диаметром от 1020 до 1420 мм с использованием комбинации «агломерированный флюс + проволока» устанавливаются согласно таблице 8.10.
8.5.8 Смещение электрода с зенита трубы следует увеличить на величину от 5 до 10 мм по сравнению со значениями, приведенными в таблице 8.10, в случае заклинивания шлака в разделке кромок при сварке первого наружного слоя шва, а также для улучшения сопряжения шва со стенками разделки.
Таблица 8.10 - Режимы двухсторонней сварки под флюсом поворотных стыков труб диаметром от 1020 до 1420 мм с использованием комбинации «агломерированный флюс + проволока»
|
Толщина стенки трубы, мм |
Диаметр электродной проволоки мм |
Порядковый номер слоя |
Сварочный ток, А |
Напряжение на дуге, В |
Скорость сварки, см/мин. |
Смещение электрода с зенита (надира) трубы*, мм |
|
Наружная сварка |
||||||
|
18,0-27,0 |
3,0; 3,2 |
Первый |
700-780 |
30-34 |
60-75 |
55-70 |
|
Последующие |
730-790 |
32-35 |
55-70 |
50-65 |
||
|
Облицовочный |
580-660 |
34-37 |
50-60 |
45-60 |
||
|
Внутренняя сварка |
||||||
|
18,0-27,0 |
3,0; 3,2 |
Первый |
750-820 |
32-35 |
50-60 |
(5-20) |
|
* Смещение с зенита и надира трубы устанавливается против направления ее вращения Примечания: 1 При разработке предварительных операционных технологических карт сварки труб конкретного типоразмера отклонения параметров режима от указанных в табл. 8.5.1 значений могут составлять не более ± 10 %. 2 Сварочный ток - постоянный, полярность обратная. Источник питания должен быть настроен для сварки на жесткой вольтамперной характеристике. Отклонение напряжения на дуге от номинального значения должно быть не более ± 1 В. 3 Вылет электрода от 32 до 40 мм. 4 Угол наклона электрода «вперед» от 10 до 20 град. (наружная сварка) и от 2 до 8 град. (внутренняя сварка). 5 Высота слоя флюса при сварке должна быть не менее 25 мм. При его повторном применении следует добавлять к ранее использованному флюсу не менее 50 % нового (неиспользованного) флюса. |
||||||
8.5.9 Внутренний слой шва должен свариваться в один проход. Высота усиления внутреннего и облицовочного слоев шва должна находиться в пределах 1-3 мм. Ширина облицовочного слоя шва представлена в таблице 8.11, а внутреннего слоя - в таблице 8.12.
Таблица 8.11 - Требования к ширине облицовочного слоя шва при двухсторонней сварке под флюсом
|
Диаметр трубы, мм |
Толщина стенки трубы, мм |
Ширина облицовочного слоя шва при сварке под агломерированным флюсом |
|
от 1020 до 1420 включ. |
от 18 до 21 включ. |
19 ± 3 |
|
св. 21 до 27 включ. |
20 ± 3 |
|
Толщина стенки трубы, мм |
Глубина проплавления внутреннего слоя шва, hВ |
Ширина внутреннего слоя ВВ, мм, при сварке под агломерированным флюсом |
|
от 18 до 21 включ. |
hВ £ ½ SH + 1,5 мм |
18 ± 3 |
|
Св. 21 до 27 включ. |
20 ± 3 |
|
|
Примечание - SH - номинальная толщина стенки трубы. |
||
8.5.10 Для оценки геометрических размеров сварных швов из каждого 200 стыка должны быть вырезаны и изготовлены 3 макрошлифа. Темплеты для макрошлифов вырезают на любых участках сварного соединения, расположенных равномерно по периметру стыка, но не ближе 200 мм от места начала или окончания процесса сварки.
Геометрические размеры швов, определяемые по макрошлифам, должны соответствовать рис. 8.12 и таблицам 8.11 и 8.12.
1 - ось первого (наружного) слоя шва; 2 - ось внутреннего слоя шва 3 - условная ось стыка;
а - перекрытие наружного и внутреннего слоев шва (а ³ 3 мм); с - смещение осей первого наружного и внутреннего слоев шва от условной оси стыка (с = ±1 мм); hН и hВ - глубина проплавления соответственно первого наружного и внутреннего слоев шва; ВВ - ширина внутреннего слоя шва.
Рисунок 8.12 - Макрошлиф для оценки геометрических параметров сварного шва
В случае отклонения геометрических параметров от заданных значений сварку следует прекратить, отладить оборудование и режим сварки, после чего выполнить сварку двух новых стыков, из которых вырезать макрошлифы. В случае, если размеры швов по макрошлифам соответствуют установленным требованиям, сварку можно продолжить.
Остальные 199 стыков, предшествующие первому вырезанному, следует считать годными, если в результате радиографического контроля в них не выявлено недопустимых дефектов.
Если облицовочный слой шва смещен относительно первого наружного слоя, но при этом перекрывает всю его ширину, то стык считается годным при отсутствии недопустимых дефектов шва и соблюдении заданных режимов. В данном случае оси первого наружного слоя и внутреннего слоя шва должны совпадать или быть смещены относительно друг друга на расстояние не более 2 мм.
8.5.11 Флюс, остающийся на поверхности трубы в процессе сварки, следует ссыпать в чистый сухой поддон, просеивать через сито, освобождая его от кусков шлаковой корки и инородных включений. Очищенный флюс допускается использовать повторно с добавлением не менее 50 % нового (неиспользованного) флюса. Флюс, оставшийся по окончании смены в бункере сварочной головки, должен быть удален из бункера и помещен до следующей смены в герметичную тару.
8.5.12 Запрещается сброс сваренных секций и их соударение, а также их скатывание на мокрый грунт или снег до полного остывания стыка до температуры окружающей среды. При наличии атмосферных осадков сваренный кольцевой стык следует укрывать термоизолирующим поясом до полного остывания.
8.5.13 Все стыки, выполняемые одной сменой, к ее окончанию должны быть сварены полностью. В порядке исключения, в случае выхода из строя оборудования, отключения сети и т.п. разрешается оставлять до следующей смены стык трубной секции с невыполненным облицовочным слоем шва. Перед завершением сварки данного стыка следует выполнить предварительный подогрев до температуры 50+30 °C. При невыполнении указанных требований стык подлежит вырезке.
8.6 Односторонняя автоматическая сварка под флюсом
8.6.1 Одностороннюю автоматическую сварку под флюсом труб диаметром от 1020 до 1420 мм по выполненному ручной или механизированной сваркой корневому слою шва производят на трубосварочных базах типа ССТ-ПАУ обеспечивающих сохранность наружной изоляции труб в процессе изготовления трубных секций. Типоразмеры труб под сварку должны выбираться с учетом максимально допустимой грузоподъемности конструкций трубосварочной базы.
8.6.2. Автоматическая односторонняя сварка под флюсом проволокой сплошного сечения может применяться в следующих технологических вариантах:
автоматическая сварка под флюсом проволокой сплошного сечения на постоянном токе обратной полярности;
автоматическая сварка под флюсом проволокой сплошного сечения на переменном токе прямоугольной формы с использованием источника сварочного тока Power Wave AC/DC 1000 в комбинации со сварочной головкой Power Feed 10S (Power Feed 10SF). Данная технология может применяться в одно- и двухдуговом варианте.
8.6.3 Изготовление двухтрубных секций следует производить только из труб, имеющих одинаковую нормативную толщину стенки и стандартную заводскую разделку кромок (рис. 8.10). Разделка кромок согласно рис. 8.10 может быть выполнена станками для обработки кромок.
8.6.4 Сварку корневого слоя шва следует выполнять одним из следующих способов:
- механизированной сваркой проволокой сплошного сечения методом STT (раздел 8.7 настоящего стандарта);
- ручной электродуговой сваркой электродами с покрытием основного вида (раздел 8.9.1 настоящего стандарта).
8.6.5 После окончания сварки корневого слоя следует выполнить первый заполняющий слой одним из перечисленных ниже способов с целью предотвращения прожогов при автоматической сварке и улучшения отделимости шлаковой корки с первого автоматного слоя:
- механизированной сваркой самозащитной порошковой проволокой (согласно требований раздела 8.8 настоящего стандарта);
- ручной дуговой сваркой электродами с покрытием основного вида (согласно требований раздела 8.9.1 настоящего стандарта).
8.6.6 Корневой и первый заполняющий слои шва стыков труб с толщиной стенки от 18 до 27 мм должны быть выполнены на одном стенде без перекатывания трубной секции.
8.6.7 В случае применения ручной дуговой сварки для выполнения корневого слоя допускается подварка стыков изнутри в местах непроваров, несплавлений и смещений кромок более 2 мм. Подварку следуют производить электродами с покрытием основного вида, регламентированными в таблице 5.9 настоящего стандарта.
8.6.8 Для предотвращения увлажнения стыков после ручной дуговой или механизированной сварки в случае непогоды (дождь, снег, иней) их следует укрывать до начала автоматической сварки под флюсом влагонепроницаемыми теплоизоляционными поясами шириной не менее 300 мм. В том случае, если стык поступил на пост сварки под флюсом со следами влаги на кромках или остыл до температуры ниже температуры предварительного подогрева, его следует нагреть до требуемой температуры.
8.6.9 В качестве сварочных материалов следует применять аттестованные комбинации «агломерированный флюс + проволока сплошного сечения» согласно таблице 5.6 настоящего стандарта.
8.6.10 Режимы автоматической сварки поворотных стыков труб диаметром от 1020 до 1420 мм с использованием комбинации «агломерированный флюс + проволока» представлены в таблицах 8.13 и 8.14.
Таблица 8.13 - Режимы односторонней автоматической сварки на постоянном токе труб диаметром от 1020 до 1420 мм с использованием комбинации «агломерированный флюс + проволока»
|
Толщина стенки трубы, мм |
Диаметр электродной проволоки, мм |
Порядковый номер слоя |
Сварочный ток, А |
Напряжение на дуге, В |
Скорость сварки, см/мин |
Смещение электрода с зенита трубы, мм |
|
от 18 до 27 включ. |
3,0/3,2 |
Первый |
500-550 |
29-32 |
55-75 |
60-80 |
|
Последующие |
550-650 |
30-33 |
55-75 |
50-60 |
||
|
Облицовочный |
600-650 |
34-36 |
50-60 |
40-60 |
||
|
4,0 |
Первый |
500-550 |
29-32 |
60-80 |
60-80 |
|
|
Последующие |
650-750 |
30-33 |
55-75 |
50-70 |
||
|
Облицовочный |
700-750 |
34-37 |
50-60 |
40-65 |
||
|
Примечания: 1 При разработке операционных технологических карт сварки труб конкретного типоразмера отклонения параметров режима от указанных в табл. 8.6.1 значений могут составлять не более ±10 %. 2 Сварочный ток - постоянный, полярность обратная. Источник питания должен быть настроен для сварки на жесткой вольтамперной характеристике. Отклонение напряжения на дуге от номинального значения, установленного в операционной технологической карте - не более ± 1 В. 3 Вылет электрода от 30 до 40 мм. Угол наклона электрода «вперед» от 10 до 25 градусов. 4 Смещение с зенита трубы устанавливается против направления ее вращения. 5 Высота слоя флюса при сварке должна быть не менее 25 мм. При его повторном применении следует добавлять к ранее использованному флюсу не менее 50 % нового (неиспользованного) флюса. |
||||||
|
Наименование параметров |
Диапазон значений |
|
Род тока |
переменный |
|
Сварочный ток на каждую дугу, А |
400 - 800 |
|
Напряжение на дуге, В |
27 - 37 |
|
Скорость сварки, м/ч |
24 - 50 |
|
Вылет электрода, мм |
30 - 40 |
|
Угол наклона электрода, град. |
5 - 15 |
|
Смещение электрода с зенита, мм |
40 - 80 |
|
Расстояние между электродами, мм (для двухдуговой сварки) |
12 |
|
Смещение фаз, град. (для двухдуговой сварки) |
150 |
|
Баланс, % |
25 - 75 |
|
Сдвиг, % |
от минус 25 до 25 включ. |
|
Частота, Гц |
0 - 100 |
8.6.11 Последние заполняющие слои и/или облицовочный слой шва при сварке труб с толщиной стенки 20 мм и более следует выполнять параллельными проходами (валиками) с взаимным перекрытием. В этом случае напряжение на дуге снижается на величину от 1 до 2 В, а скорость сварки увеличивают на величину от 15 % до 20 %.
8.6.12 Ширина облицовочного слоя шва, выполненного двумя параллельными проходами, не должна превышать допустимую ширину однопроходного облицовочного шва, регламентированную таблицей 8.15.
Таблица 8.15 - Требования к ширине облицовочного слоя шва при односторонней сварке под флюсом
|
Толщина стенки трубы, мм |
Ширина облицовочного слоя шва при сварке под агломерированным флюсом, мм |
|
от 18 до 21 включ. |
22 ± 3 |
|
св. 21 до 27 включ. |
24 ± 4 |
8.6.13 Все стыки, выполняемые одной сменой, к ее окончанию должны быть сварены полностью. В порядке исключения, в случае выхода из строя оборудования, отключения сети и т.п. разрешается оставлять до следующей смены стык трубной секции с невыполненным облицовочным слоем шва. Перед завершением сварки данного стыка следует выполнить предварительный подогрев до температуры 50+30 °C. При невыполнении указанных требований стык подлежит вырезке.
8.6.14 Запрещается сброс сваренных секций и их соударение, а также их скатывание на мокрый грунт или снег до полного остывания стыка до температуры окружающей среды. При наличии атмосферных осадков сваренный кольцевой стык необходимо укрывать термоизолирующим поясом до полного остывания.
8.6.15 Повторное использование флюса в процессе сварки, а также его хранение по окончании смены следует выполнять согласно п. 8.5.11 настоящего стандарта.
8.7 Механизированная сварка проволокой сплошного сечения в среде углекислого газа методом STT
8.7.1 Механизированная сварка проволокой сплошного сечения в среде углекислого газа методом STT предназначена для односторонней механизированной сварки корневого слоя шва проволокой сплошного сечения в среде углекислого газа стыков неповоротных стыков труб диаметром от 1020 до 1420 мм.
Способ может быть использован как для сварки соединений труба, так и для выполнения специальных сварочных работах - сварке разнотолщинных соединений труб, стыков захлестов, соединений труб с СДТ и ЗРА.
8.7.2 Механизированная сварка методом STT может быть использована в составе следующих технологических вариантов сварки:
- корневой слой шва выполняется механизированной сваркой методом STT, заполняющие и облицовочный слои шва - автоматической сваркой порошковой проволокой в среде защитных газов системой М300 (М300-С);
- сварка на трубосварочной базе ССТ-ПАУ механизированной сваркой методом STT корневого слоя шва, механизированной сваркой самозащитной порошковой проволокой типа Иннершилд 1-го заполняющего слоя и автоматической сваркой под слоем флюса последующих заполняющих и облицовочного слоев шва;
- сварка на трубосварочной базе ССТ-ПАУ механизированной сваркой методом STT корневого слоя шва, электродами с основным видом покрытия 1-го заполняющего слоя шва и автоматической сваркой под слоем флюса заполняющих и облицовочного слоев шва;
- корневой слой шва выполняется механизированной сваркой методом STT, заполняющие и облицовочный слои шва - механизированной сваркой самозащитной порошковой проволокой типа Иннершилд;
- корневой слой шва выполняется механизированной сваркой методом STT, заполняющие и облицовочный слои шва - ручной дуговой сваркой электродами с основным видом покрытия методом «на спуск»;
- корневой слой шва выполняется механизированной сваркой методом STT, заполняющие и облицовочный слои шва - ручной дуговой сваркой электродами с основным видом покрытия методом «на подъем» только для выполнения специальных сварочных работ - сварке разнотолщинных соединений, стыков захлестов, соединений труб с СДТ и ЗРА.
8.7.3 Специализированный комплект оборудования для сварки методом STT, выпускаемый фирмой The Lincoln Electric Company, должен включать:
- источник питания Invertec STT-II;
- механизм подачи проволоки LN-27 или LF-37;
- сварочная горелка Magnum 200 со шлангом;
- коаксиальный кабель;
- газовый баллон (с редуктором и подогревателем газа).
8.7.4 Рекомендуемая марка проволоки сплошного сечения для сварки в среде углекислого газа методом STT приведена в таблице 5.8.
8.7.5 В качестве защитного газа следует применять 100 % углекислый газ высшего сорта по ГОСТ 8050. Расход газа должен составлять от 10 до 16 л/мин.
8.7.6 Сварка осуществляется способом сверху-вниз на постоянном токе обратной полярности.
8.7.7 Вылет проволоки должен составлять от 10 до 15 мм. Допускается вылет до 20 мм.
8.7.8 В положении 0.00-1.00 (1.30) час сварка осуществляется с небольшими поперечными колебаниями без задержки на кромках.
В положении 1.00 (1.30) - 6.00 час сварка осуществляется без поперечных колебаний.
8.7.9 Необходимость предварительного подогрева и его температура определяется в соответствии с разделом 7.1 настоящего стандарта.
8.7.10 Перед началом работ необходимо установить:
- на источнике питания - значения пикового тока, базового тока и длительности заднего фронта импульса;
- на механизме подачи проволоки - скорость подачи проволоки;
- на редукторе газового баллона - расход газа.
8.7.11 Режимы сварки корневого слоя шва стыков труб представлены в таблице 8.16.
Таблица 8.16 - Параметры режимов при механизированной сварке корневого слоя шва методом STT проволокой диаметром 1,14 мм
|
Наименование слоя |
Параметры процесса |
|||
|
Скорость подачи проволоки, дюйм./мин |
Пиковый ток, А |
Базовый ток, А |
Длительность заднего фронта импульса |
|
|
Корневой |
90-120* |
400-420 |
50-55 |
0 |
|
140-160** |
||||
|
* Для сварки в положении 0…1 час. ** Для сварки в положении 1…6 час. |
||||
8.7.12 В месте начала выполнения корневого слоя шва вторым сварщиком (положение 000 ч) необходимо полностью вышлифовать начальный участок шва на расстоянии 10-20 мм, выполненный первым сварщиком, и, далее, сошлифовать до минимально возможной величины верхнюю часть шва на длине не менее 20 мм, осуществляя таким образом плавный выход к участку сварки второй полуокружности трубы.
8.7.13 В месте выполнения «замка» вторым сварщиком (стыковка корневого слоя шва в положении около 600 ч, выполняемая с разных сторон) необходимо сошлифовать до минимально возможной толщины участок корневого слоя шва на длине не менее 20 мм, выполненный первым сварщиком.
8.7.14 Процесс сварки прекращается в положении 600 ч. При этом следует вывести дугу на одну из кромок и оборвать. Не следует обрывать дугу в центре разделки, т.к. это может привести к образованию дефектов.
8.7.15 Для улучшения обзора зоны сварки рекомендуется выдвинуть наконечник горелки из сопла на расстояние 6 мм.
8.7.16 Корневой слой шва при сборке на внутреннем центраторе следует выполнять без прихваток. В случае технической обоснованности применения прихваток они должны быть удалены в процессе выполнения корневого слоя шва.
8.7.17 Сварка должна осуществляться в инвентарных укрытиях (палатках), предпочтительно с полом.
8.8 Механизированная сварка самозащитной порошковой проволокой
8.8.1 Механизированная сварка самозащитной порошковой проволокой предназначена для сварки неповоротных стыковых соединений труб диаметром от 1020 до 1420 мм, а также специальных сварных соединений магистральных газопроводов (соединения захлестов, разнотолщинные соединения труб, соединения труб с СДТ и ЗРА).
8.8.2 Механизированная сварка самозащитной порошковой проволокой Иннершилд предназначена для сварки:
- заполняющих и облицовочного слоев шва стыков труб с толщинами стенок от 18,0 до 20,0 мм при стандартной заводской разделке кромок, приведенной на рис. 8.10;
- корневого, подварочного, заполняющих и облицовочного слоев шва стыков труб с толщинами стенок от 18,0 до 21,0 мм при специальной узкой разделке кромок, приведенной на рис. 8.13.
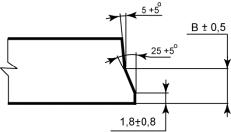
Рисунок 8.13 - Форма специальной узкой разделки кромок
8.8.3 Способ сварки самозащитной порошковой проволокой может быть использован в составе следующих технологических вариантов сварки:
- корневой слой шва выполняется механизированной сваркой проволокой сплошного сечения в среде углекислого газа методом STT, все последующие слои - механизированной сваркой самозащитной порошковой проволокой;
- корневой слой шва выполняется ручной дуговой сваркой электродами с основным видом покрытия, все последующие слои - механизированной сваркой самозащитной порошковой проволокой;
- корневой слой шва выполняется ручной дуговой сваркой электродами с целлюлозным видом покрытия, «горячий проход» и все последующие слои - механизированной сваркой самозащитной порошковой проволокой;
- корневой слой шва и «горячий проход» выполняются ручной дуговой сваркой электродами с целлюлозным видом покрытия, все последующие слои - механизированной сваркой самозащитной порошковой проволокой;
- сварка всех слоев шва механизированной сваркой самозащитной порошковой проволокой, выполняемая в специальную узкую разделку кромок.
8.8.4 Специализированный комплект оборудования для сварки самозащитной порошковой проволокой, разработанный и выпускаемый фирмой The Lincoln Electric Company, должен включать следующее:
- источник сварочного тока - Idealarc DC-400, Invertec V350-PRO, Invertec V300-I, SAM-400 и источники серий Commander и Vantage различных модификаций (раздел 6.2);
- адаптер модели К350 или К350-1;
- механизм подачи порошковой проволоки LN-23P;
- сварочная горелка К345 со шлангом и кабелями. Допускается использование других аттестованных комплектов оборудования, отвечающих требованиям, приведенным в разделе 6.1 настоящего стандарта.
8.8.5 Перечень аттестованных марок самозащитных порошковых проволок приведен в таблице 5.7 настоящего стандарта.
8.8.6 Сварка самозащитной порошковой проволокой осуществляется способом сверху-вниз на постоянном токе прямой полярности. Перед началом сварки на механизме подачи проволоки следует установить два параметра: скорость подачи проволоки и напряжение на дуге.
8.8.7 Вылет проволоки, в зависимости от пространственного положения, должен составлять:
- 20 мм в положении 0.00-4.30 (5.00) час;
- от 25 до 30 мм в положении 4.30 (5.00) - 6.00 час.
8.8.8 Угол наклона горелки от перпендикуляра (углом назад), в зависимости от пространственного положения, должен составлять:
- от 25 до 45 градусов в положении 0.00-4.30 (5.00) час;
- от 25 до 0 градусов в положении 4.30 (5.00) - 5.30 час;
- от 5 до 10 градусов углом вперед в положении 5.30-6.00 час.
8.8.9 Режимы, при сварке в стандартную заводскую разделку, приведены в таблице 8.17.
Таблица 8.17 - Параметры режимов при сварке самозащитной порошковой проволокой
|
Наименование слоя |
Режимы сварки |
|
|
Скорость подачи проволоки, дюйм/мин* |
Напряжение, В |
|
|
«Горячий проход» |
90 |
18,5-19,5 |
|
100 |
19,5-20,5 |
|
|
Заполняющие |
90 |
18,5-19,5 |
|
100 |
19,5-20,5 |
|
|
110 |
20,5-21,5 |
|
|
Корректирующий, облицовочный |
80 |
17,5-18,5 |
|
90 |
18,5-19,5 |
|
|
* Для сварочного оборудования производства фирмы The Lincoln Electric Company |
||
8.8.10 Перед выполнением первого слоя шва порошковой проволокой необходимо осуществить тщательную шлифовку корневого слоя (горячего прохода) абразивным кругом до состояния «чистый металл».
Межслойная зачистка после первого заполняющего слоя (горячего прохода) выполняется шлифмашинкой с абразивным кругом или дисковой проволочной щеткой, после последующих слоев обычно дисковой проволочной щеткой.
8.8.11 В связи с неравномерностью заполнения разделки по периметру стыка и ослаблением сечения шва в вертикальном положении перед выполнением облицовочного слоя в положении от 1.00 до 4.30 час (ориентировочно) выполняется дополнительный (корректирующий) слой.
8.8.12 Для обеспечения лучшей формы облицовочного слоя шва рекомендуется некоторое «недозаполнение» разделки перед его выполнением в нижнем (на величину от 1,0 до 1,5 мм) и потолочном (на величину от 1,0 до 2,0 мм) положениях. При этом в вертикальном положении разделка должна быть заполнена практически «заподлицо» с поверхностью стыкуемых труб.
8.8.13 В случае использования труб с заводской разделкой кромок заполняющие слои начиная со второго (третьего) выполняются по методу «слой за два прохода». Облицовочный слой шва выполняется в три (два) прохода.
8.8.14 Сварка в специальную зауженную разделку кромок.
8.8.14.1 В случае использования труб с толщинами стенок от 18,0 до 21,0 мм со специальной узкой разделкой кромок (рис. 8.13) до начала выполнения работ следует обработать станком для обработки кромок каждую кромку трубы. Следует использовать следующую последовательность выполнения слоев шва:
- сварка корневого слоя шва самозащитной порошковой проволокой марки Innershield NR-204H диам. 1,7 (1,6) мм;
- выполнение подварочного слоя самозащитной порошковой проволокой Innershield NR-207 диам. 1,7 мм в местах непроваров и смещения кромок более 2,0 мм (допускается выполнение подварочного слоя шва электродами с основным видом покрытия в соответствии с разделом 8.9.1);
- сварка заполняющих слоев шва самозащитной порошковой проволокой марки Pipeliner NR-208-XP или Innershield NR-208S диам. 2,0 мм по методу «слой за один проход»;
- выполнение облицовочного слоя шва самозащитной порошковой проволокой марки Pipeliner NR-208-XP или Innershield NR-208S диам. 2,0 мм по методу «слой за один проход» для труб с толщинами стенок до 20,0 мм и по методу «слой за два прохода» для труб с толщинами от 20,0 до 21,0 мм.
8.8.14.2 Режимы сварки при использовании специальной узкой разделки кромок приведены в табл. 8.18.
Таблица 8.18 - Параметры режимов при сварке проволокой Иннершилд в специальную узкую разделку кромок
|
Наименование слоя |
Марка проволоки |
|||
|
Innershield NR-204H диам. 1,7(1,6) мм |
Pipeliner NR-208-XP или Innershield NR-208S диам. 2,0 мм |
|||
|
Скорость подачи проволоки, дюйм/мин*** |
Напряжение, В |
Скорость подачи проволоки, дюйм/мин |
Напряжение, В |
|
|
Корневой слой* |
70 |
15,0-16,0 |
- |
- |
|
80 |
15,5-16,5 |
|||
|
Подварочный слой** |
90 |
17,5-18,5 |
- |
- |
|
100 |
18,5-19,5 |
|||
|
«Горячий проход» |
- |
- |
90 |
18,5-19,5 |
|
100 |
19,5-20,5 |
|||
|
Заполняющие слои |
- |
- |
90 |
18,5-19,5 |
|
100 |
19,5-20,5 |
|||
|
Корректирующий, облицовочный слои |
- |
- |
80 |
17,5-18,5 |
|
90 |
18,5-19,5 |
|||
|
* Корневой слой шва может быть выполнен проволокой марки Innershield NR-207 диам. 1,7 мм. Однако, в этом случае, требуется подварка по всему периметру стыка. ** Подварочный слой выполняется проволокой марки Innershield NR-207 диам. 1,7 мм. *** Для сварочного оборудования производства фирмы The Lincoln Electric Company. |
||||
8.9 Ручная дуговая сварка
8.9.1 Ручная дуговая сварка электродами с основным видом покрытия методом «на подъем»
8.9.1.1 Ручная дуговая сварка электродами с основным видом покрытия методом «на подъем» предназначена для сварки труб с толщинами стенок от 18,0 до 32,0 мм:
- корневого, подварочного, заполняющих и облицовочного слоев шва стыков труб в случаях технической невозможности или нецелесообразности использования автоматических и механизированных способов сварки;
- специальных сварных соединений (захлестные соединения, разнотолщинные соединения труб, труб с СДТ и ЗРА);
- исправления дефектов сварки (ремонте) кольцевых сварных швов.
8.9.1.2 При сварке неповоротных стыков в процессе строительства магистральных газопроводов могут быть использованы следующие технологические варианты ручной дуговой сварки электродами с основным видом покрытия «на подъем» (с учетом положений п. 8.9.1.1):
- корневой и все последующие слои шва выполняются электродами с основным видом покрытия методом «на подъем»;
- корневой слой выполняется электродами с основным видом покрытия методом «на подъем», последующие слои шва выполняются электродами с основным видом покрытия методом «на спуск»;
- корневой слой шва и горячий проход выполняются электродами с целлюлозным видом покрытия, последующие слои - электродами с основным видом покрытия методом «на подъем».
8.9.1.3 Ручная дуговая сварка корневого слоя шва электродами с основным видом покрытия «на подъем» может быть использована в составе следующих комбинированных вариантов сварки:
- электроды с основным видом покрытия для сварки корневого слоя шва; последующие слои - автоматическая сварка порошковой проволокой в среде защитных газов головками М300-С (М300);
- электроды с основным видом покрытия для сварки корневого слоя шва, самозащитная порошковая проволока Иннершилд для сварки 1-го заполняющего слоя шва, последующие слои - автоматическая сварка под флюсом на трубосварочной базе ССТ-ПАУ;
- электроды с основным видом покрытия для сварки корневого и 1-го заполняющего слоев шва, последующие слои - автоматическая сварка под флюсом на трубосварочной базе ССТ-ПАУ;
- электроды с основным видом покрытия для сварки корневого слоя шва; последующие слои - механизированная сварка самозащитной порошковой проволокой.
8.9.1.4 Перечень аттестованных марок электродов с основным видом покрытия для сварки «на подъем» приведен в таблице 5.9 настоящего стандарта.
8.9.1.5 Необходимость предварительного подогрева и его температура определяются в соответствии с разделом 7.1 настоящего стандарта.
8.9.1.6 Сварку корневого слоя шва следует осуществлять на постоянном токе прямой или обратной полярности.
8.9.1.7 Сварку заполняющих и облицовочного слоев шва электродами с основным видом покрытия следует осуществлять на постоянном токе обратной полярности.
8.9.1.8 Режимы сварки должны соответствовать табл. 8.19.
|
Сварочные слои |
Диаметр, мм |
Полярность |
Сварочный ток, А |
|
Корневой |
3,0 / 3,2 |
прямая/обратная |
80-120 |
|
Подварочный |
3,0 / 3,2 |
обратная |
90-110 |
|
Заполняющие |
3,0 / 3,2 |
обратная |
90-120 |
|
4,0 |
130-170 |
||
|
Облицовочный |
3,0 / 3,2 |
обратная |
90-120 |
|
4,0 |
130-160 |
8.9.1.9 Облицовочный слой шва выполняется:
- при толщинах от 18 до 20 мм - за один-два прохода;
- при толщине более 20 мм - за два-три прохода.
8.9.1.10 Электроды с основным видом покрытия (на подъем) используется для ремонта кольцевых стыков труб, выполненных любыми методами сварки (раздел 11 настоящего стандарта).
8.9.2 Ручная дуговая сварка электродами с основным видом покрытия методом «на спуск»
8.9.2.1 Ручная дуговая сварка электродами с основным видом покрытия методом «на спуск» предназначена для сварки:
- заполняющих и облицовочного слоев шва стыков труб в случаях технической невозможности или нецелесообразности использования автоматических и механизированных способов сварки;
- специальных сварных соединений (захлестные соединения, разнотолщинные соединения труб, труб с СДТ и ЗРА);
- исправления дефектов сварки (ремонте) кольцевых сварных швов, выполненных электродами с основным видом покрытия методом «на подъем».
8.9.2.2 При сварке неповоротных стыков в процессе строительства магистральных газопроводов могут быть использованы следующие технологические варианты сварки электродами с основным видом покрытия методом «на спуск»:
- корневой слой выполняется механизированной сваркой проволокой сплошного сечения в среде защитных газов методом STT, последующие слои шва - электродами с основным видом покрытия методом «на спуск»;
- корневой слой выполняется электродами с основным видом покрытия методом «на подъем», последующие слои шва выполняются электродами с основным видом покрытия методом «на спуск»;
- корневой слой и горячий проход выполняется электродами с целлюлозным видом покрытия методом «на спуск», последующие слои шва - электродами с основным видом покрытия методом «на спуск»
8.9.2.3 Перечень аттестованных марок электродов с основным видом покрытия для сварки «на спуск» приведен в таблице 5.11 настоящего стандарта.
8.9.2.4 Сварку заполняющих и облицовочного слоев шва электродами с основным видом покрытия следует осуществлять на постоянном токе обратной полярности.
8.9.2.5 Режимы сварки должны соответствовать таблице 8.20.
Таблица 8.20 - Режимы ручной дуговой сварки при использовании электродов с основным видом покрытия (сварка на спуск)
|
Сварочные слои |
Диаметр, мм |
Полярность |
Сварочный ток, А |
|
1-й заполняющий |
3,2 |
обратная |
110-160 |
|
Заполняющие |
4,0 |
обратная |
180-210 |
|
4,5 |
200-240 |
||
|
Облицовочный |
4,0 |
обратная |
170-200 |
8.9.2.6 Сварку следует вести на короткой дуге.
8.9.2.7 Не допускается повторное зажигание одного и того же электрода.
8.9.2.8 Амплитуда колебаний должна составлять не более 2-х диаметров стержня электрода.
8.9.2.9 Сварка всех слоев, начиная со второго заполняющего, выполняется методом «слой за два-три прохода».
8.9.3 Ручная дуговая сварка электродами с целлюлозным видом покрытия
8.9.3.1 Ручная дуговая сварка электродами с целлюлозным видом покрытия предназначена для сварки корневого слоя шва и горячего прохода стыков труб магистральных газопроводов.
8.9.3.2 Применение на линейной части газопроводов электродов с целлюлозным видом покрытия возможно только при температуре окружающего воздуха не ниже минус 20 °C и при условии строгого соблюдения температуры предварительного подогрева и межслойной температуры.
8.9.3.3 При сварке неповоротных стыков труб с заводской разделкой кромок в процессе строительства газопроводов могут быть применены следующие технологические варианты ручной дуговой сварки электродами с целлюлозным видом покрытия методом «на спуск»:
- корневой слой шва и горячий проход выполняются электродами с целлюлозным видом покрытия; заполняющие и облицовочный слои шва - механизированной сваркой самозащитной порошковой проволокой;
- корневой слой шва выполняются электродами с целлюлозным видом покрытия; горячий проход, заполняющие и облицовочный слои шва - механизированной сваркой самозащитной порошковой проволокой;
- корневой слой шва и горячий проход выполняются электродами с целлюлозным видом покрытия, последующие слои - электродами с основным видом покрытия методом «на подъем»;
- корневой слой шва и горячий проход выполняются электродами с целлюлозным видом покрытия, последующие слои - электродами с основным видом покрытия методом «на спуск».
8.9.3.4 При сварке неповоротных стыков труб с не заводской разделкой кромок (сварка стыков захлестов) могут быть применены следующие технологические варианты ручной дуговой сварки электродами с целлюлозным видом покрытия методом «на подъем»:
- корневой слой шва выполняется электродами с целлюлозным видом покрытия методом «на подъем», горячий проход электродами с целлюлозным видом покрытия методом «на спуск», последующие слои - электродами с основным видом покрытия методом «на подъем»;
- корневой слой шва выполняются электродами с целлюлозным видом покрытия методом «на подъем», горячий проход электродами с целлюлозным видом покрытия методом «на спуск»; заполняющие и облицовочный слои шва - механизированной сваркой самозащитной порошковой проволокой;
- корневой слой шва выполняется электродами с целлюлозным видом покрытия методом «на подъем»; горячий проход, заполняющие и облицовочный слои шва - механизированной сваркой самозащитной порошковой проволокой.
8.9.3.5 Перечень аттестованных марок электродов с целлюлозным видом покрытия приведен в таблице 5.10 настоящего стандарта.
8.9.3.6 Необходимость предварительного подогрева и его температура определяются в соответствии с разделом 7.1 настоящего стандарта.
8.9.3.7 Режимы сварки корневого слоя шва и горячего прохода должны соответствовать табл. 8.21.
Таблица 8.21 - Режимы ручной дуговой сварки при использовании электродов с целлюлозным видом покрытия
|
Сварочные слои |
Диаметр, мм |
Полярность |
Сварочный ток, А |
|
Корневой |
3,2* |
прямая |
100-120 |
|
4,0 |
прямая/обратная |
130-160 |
|
|
Горячий проход |
4,0 |
обратная |
140-170 |
|
* Сварка методом «на подъем» |
|||
8.9.3.8 Сварку корневого слоя шва стыков труб линейной части газопроводов осуществляют электродами с целлюлозным видом покрытия диам. 4,0 мм способом «сверху-вниз» на постоянном токе прямой полярности. Допускается применение тока обратной полярности.
8.9.3.9 Сварку корневого слоя шва стыков захлестов осуществляют электродами с целлюлозным видом покрытия диам. 3,2 мм способом «снизу-вверх» на постоянном токе прямой полярности.
8.9.3.10 При сварке корневого слоя шва необходимо зачищать от шлака и обрабатывать шлифовальным кругом места прерывания дуги для смены электрода. Перед выполнением «замка» необходимо обработать шлифовальным кругом участок уже выполненного шва.
8.9.3.11 При вынужденных перерывах во время сварки корневого слоя шва необходимо поддерживать температуру торцов труб на уровне требуемой температуры предварительного подогрева.
8.9.3.12 Непосредственно после окончания сварки корневого слоя его следует тщательно зашлифовать для удаления зашлакованных «карманов» и обеспечения плоской поверхности шва.
8.9.3.13 Незамедлительно после завершения сварки и зачистки корневого слоя шва выполнить сварку горячего прохода электродами с целлюлозным покрытием на постоянном токе обратной полярности способом сверху-вниз или самозащитной порошковой проволокой. При этом температура корневого слоя шва перед началом сварки горячего прохода не должна опускаться ниже 70 °C. Для обеспечения этого условия должен применяться предварительный подогрев согласно разделу 7.1 настоящего стандарта или сопутствующий подогрев до значений от 70 °C до 100 °C.
8.9.3.14 После окончания сварки горячего прохода его необходимо тщательно зачистить шлифовальным кругом до чистого металла.
9 Сварка стыковых соединений захлестов, прямых вставок («катушек»)
9.1 Сварка захлестных сварных соединений стыков при ликвидации технологических разрывов производится по одной из нижеприведенных схем, выбираемой исходя из конкретных условий выполнения работ:
- схема 1 - оба конца трубопровода свободны (не засыпаны землей), находятся в траншее (или на её бровке) и имеют свободу перемещения, как в вертикальной, так и в горизонтальной плоскостях;
- схема 2 - конец одного из стыкуемых участков трубопровода свободно перемещается в вертикальной и горизонтальной плоскостях, а другой защемлен (подходит к крановому узлу, засыпан и т.п.);
- схема 3 - оба конца соединяемых участков трубопровода засыпаны (защемлены), но оси соединяемых участков находятся в пределах, соответствующих условиям сборки (раздел 7.1 настоящего стандарта).
9.2 В соответствии с первыми двумя схемами соединение участков газопровода может осуществляться сваркой одного кольцевого захлестного соединения или путем варки прямой вставки (катушки) с выполнением двух кольцевых сварных соединений. В соответствии с третьей схемой ликвидацию технологического разрыва производят исключительно путем вварки прямой вставки (катушки) с выполнением двух кольцевых сварных соединений.
9.3 Для сварки стыков захлестов могут быть использованы следующие технологии и технологические варианты, регламентированные настоящим стандартом:
- ручная дуговая сварка электродами с основным видом покрытия (все слои шва);
- комбинированная технология: ручная дуговая сварка электродами с основным видом покрытия (корневой слой шва) + механизированная сварка самозащитной порошковой проволокой (последующие слои шва);
- ручная дуговая сварка электродами с целлюлозным видом покрытия (корневой слой шва - методом «на подъем» + горячий проход - методом «на спуск») и электродами с основным видом покрытия (последующие слои шва);
- комбинированная технология: ручная дуговая сварка электродами с целлюлозным видом покрытия (корневой слой шва методом «на подъем» + горячий проход методом «на спуск») + механизированная сварка самозащитной порошковой проволокой (последующие слои шва). Горячий проход может выполняться механизированной сваркой самозащитной порошковой проволокой;
- комбинированная технология: механизированная сварка в среде углекислого газа методом STT (корневой слой шва) + механизированная сварка самозащитной порошковой проволокой (последующие слои шва);
- комбинированная технология: механизированная сварка в среде углекислого газа методом STT (корневой слой шва) + автоматическая сварка порошковой проволокой в среде защитных газов головками системы М300-С (М300) (последующие слои шва);
- комбинированная технология: ручная дуговая сварка электродами с основным видом покрытия (корневой слой шва) + автоматическая сварка порошковой проволокой в среде защитных газов системой М300-С (М300) (последующие слои).
9.4 До начала монтажных работ необходимо:
- произвести откачку воды (при необходимости) в летнее время, а в зимнее время очистить котлован (приямок) от снега;
- очистить наружную поверхность трубопровода на 2 м от торца, а также внутреннюю полость трубы от возможных загрязнений (снег, лёд, грунт и др.);
- произвести визуальный осмотр. Не допускается любой ремонт стыкуемых труб и катушек без согласования с Заказчиком.
9.5 При монтаже захлеста по схеме 1 подготовительно-сборочные и сварочные операции осуществляются в следующей последовательности:
- подготовить под сварку один из концов трубопровода, уложить его на опоры высотой не менее 500 мм (по оси трубопровода), либо выкопать приямок необходимой величины;
- вывесить трубоукладчиком вторую плеть рядом с первой и выполнить разметку места реза. Разметка места реза должна быть произведена с помощью шаблона, чтобы обеспечить перпендикулярность плоскости реза оси трубопровода;
- обрезать конец трубы механизированной газовой резкой с последующей подготовкой фасок специализированным станком для обработки кромок. Разделка кромок должна соответствовать рис. 8.10 настоящего стандарта;
- состыковать трубы путем подъема обрезанной плети трубоукладчиками с помощью мягких полотенец на высоту не более 1,5 м на расстоянии от 40 до 50 м от конца трубы так, чтобы обрезанный конец трубы провисал за счет упругих деформаций, что позволит совместить один конец трубопровода с другим;
- осуществить регулировку зазора в стыке изменением высоты подъема трубопровода трубоукладчиками, установить страховочную опору и наружный центратор, выполнить прихватку для фиксации сборочного зазора;
- произвести предварительный подогрев стыка и приступить к сварке корневого слоя шва. В процессе сварки корневого слоя прихватки полностью удаляются. После сварки не менее 60 % длины корневого слоя шва центратор может быть снят. Затем следует доварить корневой слой и выполнить заполняющие и облицовочный слои шва.
9.6 При выполнении стыков захлестов путем установки прямых вставок (катушек) необходимо изготовить катушку из труб того же диаметра, той же толщины и марки стали, что и соединяемые участки газопровода, и уложить ее на деревянные или инвентарные опоры (лежки) рядом с траншеей. Длина катушки должна быть не менее одного диаметра трубы.
9.7 Подготовка труб к сборке и сварке при врезке катушек (схема 2) осуществляется в приведенной ниже последовательности:
- на торцах труб соединяемых плетей произвести замер (с точностью 1 мм) их периметров по внутренней и наружной поверхностям. На основании полученных результатов произвести выбор трубы аналогичного размера и класса прочности для изготовления катушки;
- подготовить катушку длиной не менее одного диаметра трубы с разделкой кромок, соответствующей разделке соединяемых труб. На одном из торцов катушки целесообразно иметь заводскую разделку;
- при необходимости освободить от грунта не защемленный участок трубопровода на длине от 80 до 100 м, необходимой для манипулирования плетью при сборке стыка захлеста;
- подготовить под сварку защемленную плеть трубопровода, выкопав приямок, размеры которого достаточны для безопасного проведения работ по сварке и контролю;
- приподнять трубоукладчиками не защемленную плеть, установить опору и пристыковать катушку к газопроводу;
- произвести предварительный подогрев;
- выполнить сборку с применением наружного центратора, выполнить прихватку, зафиксировав необходимый зазор;
- приступить к сварке корневого слоя шва. В процессе сварки корневого слоя прихватки полностью удаляются. После сварки не менее 60 % длины корневого слоя шва центратор может быть снят. Затем следует завершить сварку корневого слоя и выполнить заполняющие и облицовочный слои шва;
- вывесить трубоукладчиком не защемленную плеть с приваренной катушкой и разметить на катушке место реза. Разметка линии реза должна быть выполнена с помощью шаблона, чтобы избежать образования «косого стыка»;
- установить страховочную опору и осуществить газовую резку с последующей подготовкой фасок специализированным станком для обработки кромок. Разделка кромок должна соответствовать рис. 8.10 настоящего стандарта;
- поднять трубоукладчиком не защемленную плеть на высоту, необходимую для совмещения с торцом защемленной плети газопровода. В некоторых случаях вблизи зоны сварки на поднятом конце газопровода используется второй трубоукладчик;
- выполнить предварительный подогрев, сборку и сварку второго стыка в соответствии с выше приведенными регламентациями.
9.8 При монтаже и сварке захлесточного стыка по схеме 3, когда оба конца соединяемых плетей защемлены (отсутствует возможность их свободного перемещения), работы следует проводить в следующей последовательности:
- произвести проверку соосности соединяемых участков трубопровода;
- выкопать приямок, размеры которого достаточны для безопасного проведения работ по сварке и контролю стыков;
- на торцах труб соединяемых плетей произвести замер (с точностью 1 мм) их периметров по внутренней и наружной поверхностям. На основании полученных результатов произвести выбор трубы аналогичного размера и класса прочности для изготовления катушки;
- изготовить катушку длиной не менее одного диаметра трубы. Катушка должна быть той же толщины, того же диаметра и класса прочности, что и соединяемые (основные) трубы, а также с разделкой кромок (по возможности);
- с помощью трубоукладчика прицентровать катушку к соединяемым торцам технологического разрыва. Установить страховочную опору;
- выполнить предварительный подогрев, сборку и сварку в соответствии с регламентациями п. 9.7 настоящего стандарта. Сварка обоих стыков выполняется одновременно.
9.9 Для сборки стыков захлестов используют наружные центраторы преимущественно гидравлического типа.
9.10 Для повышения качества сборки стык следует собирать с зазором на величину от 0,5 до 1,0 мм меньше рекомендуемого с последующим сквозным калиброванным пропилом зазора абразивным кругом толщиной от 2,5 до 3,0 мм.
9.11 В процессе монтажа захлесточного стыка запрещается для установки требуемого зазора или обеспечения соосности труб натягивать или изгибать трубы силовыми механизмами, а также нагревать за пределами зоны сварного стыка.
9.12 В процессе сварки захлесточного стыка запрещается производить изменения параметров монтажной схемы, зафиксированной к моменту завершения сборки. Опуск приподнятого при монтаже участка (участков) трубопровода разрешается только после окончания сварки стыка (ов).
9.13 Не допускается сварка разнотолщинных труб при монтаже захлестов.
9.14 Не допускается выполнение захлестов на соединениях труб с СДТ и ЗРА.
9.15 Работы по ликвидации технологических разрывов следует выполнять в светлое время дня при минимальной среднесуточной температуре (но не ниже минус 40 °C).
9.16 Сварку захлесточных стыков следует выполнять без перерывов. Не допускается оставлять незаконченными сварные соединения захлестов.
9.17 После окончания сварки захлесточный стык следует накрыть термоизолирующим поясом до полного остывания.
10 Сварка разнотолщинных соединений труб, соединительных деталей трубопроводов, запорной и регулирующей аппаратуры
10.1 Общие требования
10.1.1 К разнотолщинным соединениям относятся:
- соединения труб, отличающихся по нормативной толщине более чем на 2,0 мм;
- соединения деталей трубопроводов и труб с переходными кольцами;
- соединения запорной арматуры с трубами или переходными кольцами.
10.1.2 Сборку элементов, отличающихся по толщине на 2 мм и менее, проводят без дополнительной обработки свариваемых торцов.
10.1.3 Подготовка, сборка и сварка разнотолщинных элементов производится в соответствии с типовыми схемами, представленными на рис.10.1:
- схема А - применяется для соединений «труба + труба», «труба + СДТ» и «труба + ЗРА» на линейной части магистральных газопроводов при разнотолщинности S3/S1 не более 1,5;
- схема Б - применяется для кольцевых соединений без специальной обработки торца толстостенного элемента при разнотолщинности S3/S1 не более 1,5;
- схема В - применяется для кольцевых соединений в случае специальной обработки торца толстостенного элемента с наружной стороны до разнотолщинности элементов в зоне сварки S2/S1 не более 1,5;
- схема Г - применяется для кольцевых соединений в случае специальной обработки торца толстостенного элемента как с наружной, так и с внутренней стороны до разнотолщинности элементов в зоне сварки S2/S1 не более 1,5. Допускается соединение труб с толстостенными деталями заводского изготовления, имеющими кольцевую цилиндрическую расточку (на схеме указана пунктиром) внутренней поверхности до соответствующего диаметра присоединяемой трубы.
10.1.4 При разнотолщинности S2/S1 более 1,5 (для схем А и Б - при S3/S1 более 1,5) соединение элементов выполняется путем вварки между ними катушки промежуточной толщины шириной не менее 250 мм или переходных колец, изготовленных в заводских условиях.
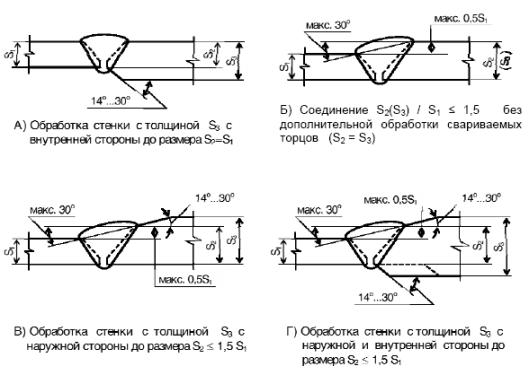
S1 - толщина стенки тонкостенного элемента; S2 - толщина свариваемого торца толстостенного элемента; S3 - толщина стенки толстостенного элемента.
Рисунок 10.1 - Геометрические параметры разнотолщинных сварных соединений труб, труб с СДТ, ЗРА
10.2 Сварка разнотолщинных соединений труб
10.2.1 Для выполнения разнотолщинных соединений труб могут быть использованы следующие способы и технологические варианты сварки, регламентированные настоящим стандартом:
- ручная дуговая сварка электродами с основным видом покрытия (все слои шва);
- комбинированная технология: ручная дуговая сварка электродами с основным видом покрытия (корневой слой шва) + механизированная сварка самозащитной порошковой проволокой (последующие слои шва);
- комбинированная технология: механизированная сварка в среде углекислого газа методом STT (корневой слой шва) + механизированная сварка самозащитной порошковой проволокой (последующие слои шва);
- комбинированная технология: механизированная сварка в среде углекислого газа методом STT (корневой слой шва) + автоматическая сварка порошковой проволокой в среде защитных газов системой М300-С (М300) (последующие слои);
- комбинированная технология: ручная дуговая сварка электродами с основным видом покрытия (корневой слой шва) + автоматическая сварка порошковой проволокой в среде защитных газов системой М300-С (М300) (последующие слои).
- двухсторонняя автоматическая сварка проволокой сплошного сечения комплексом оборудования фирмы «CRC-Evans AW».
10.2.2 При выполнении разнотолщинных соединений следует использовать трубы с заводской разделкой кромок. «Нутрение» (растачивание изнутри) более толстой трубы (см. рис. 10.1-А) проводится до величины, равной фактической толщине более тонкой трубы S1 (которая перед этим замеряется) или до величины S1 + 1 мм. При наличии двухскосой разделки кромок более толстой трубы допускается увеличение угла скоса кромки снаружи путем механической обработки до величины от 25 до 30 град.
10.2.3 Сборку стыков разнотолщинных соединений труб диаметром 1020-1420 мм следует производить на внутреннем центраторе. В случае технической невозможности применения внутреннего центратора допускается производить сборку на наружном центраторе.
10.2.4 При сборке разнотолщинных соединений согласно рис. 10.1 (А) наружное смещение кромок должно соответствовать требованиям п. 7.1 настоящего стандарта.
Для разнотолщинных соединений согласно схемам Б и В (рис. 10.1) с толщинами стенок 18,0 мм и более смещение внутренних кромок должно составлять не более 20 % от толщины тонкостенного элемента (но не более 3,0 мм).
10.2.5 Разнотолщинные соединения труб диаметром от 1020 до 1420 мм должны выполняться с внутренней подваркой по всему периметру стыка с последующей зачисткой подварочного слоя от шлака и брызг. Подварочный слой следует выполнять электродами с покрытием основного вида согласно положениям раздела 8.9.1 настоящего стандарта.
10.2.6 Сварка всех слоев шва должна выполняться без перерыва до полного завершения сварки стыка.
10.3 Сварка разнотолщинных соединений «труба + соединительная деталь трубопровода» и «труба + запорная и регулирующая арматура»
10.3.1 При сварке разнотолщинных соединений труб с СДТ и ЗРА должны соблюдаться требования, регламентированные п.п. 10.1.3-10.1.5 настоящего стандарта и представленные на рис. 10.1. При этом соединение «труба + СДТ» выполняется, как правило, согласно схеме «А» (рис. 10.1), а соединение «труба + ЗРА» - согласно схемам «Б», «В» и «Г» (рис. 10.1).
10.3.2 Для сварки могут быть использованы следующие способы и технологические варианты, регламентированные настоящим стандартом:
- ручная дуговая сварка электродами с основным видом покрытия (все слои шва);
- комбинированная технология: механизированная сварка в среде углекислого газа методом STT (корневой слой шва) + автоматическая сварка порошковой проволокой в среде защитных газов системой М300-С (М300) (последующие слои);
- комбинированная технология: ручная дуговая сварка электродами с основным видом покрытия (корневой слой шва) + автоматическая сварка порошковой проволокой в среде защитных газов системой М300-С (М300) (последующие слои).
10.3.3 Сборку и сварку стыков «переходное кольцо + корпус ЗРА» рекомендуется производить в стационарных (базовых) условиях, обеспечивающих возможность их позиционирования и фиксации в удобном для сварки пространственном положении. До сборки следует убедиться в совпадении их внутренних диаметров, выполнив замер внутреннего диаметра корпуса ЗРА в зоне сварки и выполнив проверочный расчет по формуле:
ДАРМАТУРЫ £ ДВН.ТР.НОМ. - 4 мм,
где: ДАРМАТУРЫ - фактический (измеренный) внутренний диаметр ЗРА в зоне сварки, мм;
ДВН.ТР.НОМ. - номинальный внутренний диаметр трубы, рассчитанный как разность номинального наружного диаметра и двух номинальных толщин стенок, мм.
Торец переходного кольца, свариваемый с корпусом ЗРА, должен иметь заводскую фаску или фаску после газовой резки и обработки специализированным станком.
Рекомендуемая длина переходного кольца - не менее одного номинального диаметра трубы. Минимально допустимая длина переходного кольца - 250 мм.
10.3.4 Перед сборкой следует осмотреть торцы труб, СДТ, ЗРА. Внутренняя поверхность ЗРА должна быть защищена согласно рекомендациям завода-изготовителя. С кромок ЗРА или переходного кольца дисковой проволочной щеткой следует удалить защитный слой. Зачистить до металлического блеска кромки труб, СДТ, ЗРА и прилегающие к ним внутреннюю и наружную поверхность на ширину не менее 15 мм.
10.3.5 Предварительный подогрев стыков «труба + СДТ» и «труба + переходное кольцо ЗРА» следует выполнять в соответствии с требованиями раздела 7.1 настоящего стандарта.
В случае выполнения предварительного подогрева температура на кромках стыка перед сваркой корневого слоя шва (выполнением прихваток) должна быть не ниже 100 °C.
При наличии в паспорте на ЗРА требований завода-изготовителя по максимально допустимой температуре нагрева корпуса в рабочей зоне следует предпринять специальные мероприятия по ограничению нагрева (сопутствующему охлаждению) корпуса в процессе сборочно-сварочных операций (по согласованию с Заказчиком).
При выполнении подогрева следует контролировать равномерность нагрева разнотолщинных элементов соединения. Замер температуры производится контактным термометром не менее чем в 4 точках по периметру стыка на расстоянии от 10 до 15 мм от торца.
10.3.6 При наличии технической возможности сборку соединений диаметром от 1020 до 1420 мм следует производить на внутреннем центраторе. В случае сборки соединений «труба + переходное кольцо ЗРА» или «переходное кольцо + корпус ЗРА» внутренний центратор должен быть специально оборудован для защиты внутренней поверхности шарового крана от попадания грязи, брызг металла, окалины, шлака и других предметов. Для этой цели рекомендуется также использовать резиновые коврики и прокладки из несгораемых тканевых материалов. При выполнении сборочно-сварочных работ запорная и регулирующая арматура должна находиться в состоянии «Открыто».
10.3.7 При применении наружного центратора и монтажных приспособлений, необходимо обеспечить требуемую точность сборки стыка с различными наружными диаметрами соединяемых элементов.
Приварка монтажных приспособлений к трубам, СДТ и ЗРА не допускается. Удаление наружного центратора производится после сварки не менее 60 % периметра корневого слоя.
10.3.8 Разнотолщинные соединения «труба + СДТ» и «труба + ЗРА» диаметром от 1020 до 1420 мм должны выполняться с внутренней подваркой по всему периметру стыка с последующей зачисткой подварочного слоя от шлака и брызг. Подварочный слой следует выполнять электродами с покрытием основного вида согласно положениям раздела 8.9.1 настоящего стандарта.
10.3.9 Кромки литых свариваемых торцов ЗРА (арматуры, не имеющей приваренного на заводе патрубка из кованой или горячекатаной стали) допускается подготавливать только в заводских условиях механическим путем согласно схемам «Б», «В, и «Г» (рис. 10.1). Никакой дополнительной обработки литых свариваемых торцов в монтажных условиях производить не разрешается без составления соответствующего акта с представителями завода (фирмы) - поставщика и Заказчика.
10.3.10 В случае отсутствия паспорта и/или сертификата на соединительную деталь трубопровода ее приемка для сварки не разрешается без освидетельствования в установленном порядке.
10.3.11 Кромки приваренных к литой детали патрубков, изготовленных ковкой или прокаткой, в случае необходимости, можно обработать без специальных согласований в монтажных условиях согласно схемам «Б», «В» и «Г» (рис. 10.1). Качество подготовки кромок должно быть подтверждено актом визуального и измерительного контроля.
11 Ремонт сварных соединений
11.1 Ремонт сварных соединений, выполненных способами сварки, регламентированными настоящим стандартом и имеющих недопустимые дефекты, осуществляется ручной дуговой сваркой электродами с основным видом покрытия.
11.2 Допускается ремонт следующих дефектов:
- шлаковых включений;
- пор;
- непроваров;
- несплавлений;
- подрезов.
Ремонт трещин не допускается.
11.3 Суммарная длина участков шва с недопустимыми дефектами не должна превышать 1/6 периметра стыка. Для кольцевых стыков диаметром от 1020 до 1420 мм максимальная длина единовременно ремонтируемого участка должна составлять 300 мм. При ремонте одиночных или непротяженных дефектов длина участка вышлифовки должна составлять не менее 100 мм.
11.4 Ремонт сварных соединений труб диаметром от 1020 до 1420 мм производят снаружи или изнутри трубы в зависимости от глубины залегания дефекта и возможности доступа к стыку изнутри трубы.
11.5 Ремонт изнутри трубы выполняется в том случае, если дефекты расположены в корневом слое шва, подварочном слое и в горячем проходе (ремонт дефектов в горячем проходе может осуществляться также снаружи трубы).
11.6 В случае отсутствия доступа к ремонтируемому участку изнутри трубы ремонт дефектов корневого слоя шва кольцевых стыков диаметром от 1020 до 1420 мм выполняется снаружи (со сквозным пропилом) при условии, что дефекты расположены по центру (по оси) соответствующего слоя. В данном случае должна быть обеспечена U-образная выборка части шва с углом раскрытия кромок от 50 до 60 градусов до глубины, равной суммарной толщине стенки трубы и высоты обратного валика, за вычетом от 1,5 до 2,5 мм с последующим сквозным пропилом шлифовальным кругом толщиной от 2,5 до 3,0 мм. Границы выборки (разделки кромок) на ремонтируемом участке должны быть прямолинейными и параллельными.
11.7 При ремонте заполняющих слоев шва производится частичная U-образная выборка по глубине шва с углом раскрытия кромок от 50 до 60 градусов.
11.8 При ремонте подрезов или недостаточного перекрытия в облицовочном слое шва и подрезов в подварочном или внутреннем (при двухсторонней сварке) слоях шва выполняется вышлифовка части сечения соответствующего ремонтируемого слоя заподлицо с трубой. Ширина вышлифовки устанавливается таким образом, чтобы ширина ремонтируемого шва не вышла за пределы допустимой величины (габариты шва). Ремонт дефектов данного вида выполняется наложением одного-двух валиков. Допускается увеличение ширины шва на участке ремонта не более чем на 2,0 мм.
11.9 При выборке дефектов снаружи трубы ширина раскрытия кромок должна быть на величину от 2,0 до 4,0 мм меньше ширины облицовочного слоя, а при выборке дефектов изнутри трубы ширина раскрытия кромок должна составлять не более 7,0 мм.
11.10 Во всех случаях выборка дефектных участков должна осуществляться механическим способом (шлифмашинкой с помощью абразивных кругов).
Для удаления дефектных участков длиной более 200 мм допускается производить выборку с применением воздушно-дуговой строжки, с последующим удалением не менее 1,0 мм поверхности выборки и зачисткой до металлического блеска абразивным инструментом.
Запрещается выплавлять дефекты сваркой.
11.11 Подготовку к ремонту осуществляют следующим образом:
- по результатам неразрушающего контроля отмечают на стыке место расположения и тип дефекта. Номер ремонтируемого стыка и место ремонта должны быть указаны дефектоскопистом с использованием несмываемого маркера;
- руководитель ремонтных работ и дефектоскопист производят разметку дефектного участка под вышлифовку. Длина участка вышлифовки должна превышать фактическую длину наружного или внутреннего дефекта не менее, чем на 30 мм в каждую сторону. Глубина вышлифованного участка должна быть равна глубине залегания дефекта плюс от 1 до 2 мм;
- руководитель ремонтных работ должен убедиться в том, что в процессе вышлифовки дефекты вскрыты и удалены.
11.12 Перед началом сварки ремонтируемого участка следует выполнить обязательный предварительный подогрев до температуры 100+30 °C независимо от температуры окружающего воздуха и толщины стенки трубы.
Для наружных или внутренних дефектных участков длиной менее 100 мм допускается местный подогрев однопламенной горелкой снаружи трубы. В других случаях необходим равномерный предварительный подогрев всего периметра стыка кольцевой газовой горелкой.
Перед началом сварки первого ремонтного слоя температура металла должна быть не менее 100 °C.
11.13 Марки электродов с основным покрытием должны соответствовать таблице 5.9, а режимы сварки - таблице 8.19 настоящего стандарта.
11.14 В процессе сварки следует контролировать межслойную температуру, которая должна быть не менее 50 °C. В случае остывания зоны сварки следует выполнить сопутствующий подогрев до 100+30 °C.
11.15 Высота каждого слоя при заварке дефектного участка не должна превышать 3,5 мм. Рекомендуемая высота каждого слоя - от 2,5 до 3,5 мм.
11.16 В процессе ремонта следует производить обязательную межслойную и окончательную очистку слоев шва от шлака и брызг. Облицовочный (или внутренний подварочный) слой шва должны быть подвергнуты чистовой обработке щеткой, шлифовальным кругом и/или напильником для сглаживания грубой чешуйчатости и улучшения формы шва. Следует также удалить щеткой брызги с прилегающей поверхности трубы.
11.17 Ремонт сварных стыков трубных секций на трубосварочных базах следует производить в удобном для выборки дефекта и сварки пространственном положении.
11.18 Ремонтные работы на стыке должны осуществляться от начала до конца без длительных перерывов.
11.19 Все отремонтированные участки стыка должны быть подвергнуты визуально-измерительному и неразрушающему контролю, регламентированному для данного вида работ.
11.20 Повторный ремонт на одном и том же участке шва не разрешается. Сварное соединение должно быть вырезано и вварена прямая вставка (катушка). Минимальная длина катушки, ввариваемой на место сварного соединения - не менее одного диаметра трубы.
11.21 К ремонтным работам допускаются сварщики ручной дуговой сварки, успешно прошедшие допускные испытания по выполнению ремонтных работ в соответствии с аттестованной технологией. Ремонт сварного соединения от начала до конца должен выполнять один сварщик.
12 Сварка выводов электрохимической защиты
12.1 Общие требования
12.1.1 Сварку (далее по тексту - приварку) выводов электрохимической защиты (далее по тексту - выводы ЭХЗ) к газопроводам следует выполнять:
- ручной дуговой сваркой покрытыми электродами в соответствии с «Временной инструкцией по технологиям термитной сварки катодных выводов при строительстве и ремонте газопроводов» [15];
- термитной сваркой «Временной инструкцией по технологиям термитной сварки катодных выводов при строительстве и ремонте газопроводов» [15].
12.1.2 Требования к выводам ЭХЗ (материал изготовления - медные, латунные, стальные; электросопротивление материала, сечение, длина и др.) определяются требованиями нормативных документов ЭХЗ, проектной документацией и технологическими документами.
12.1.3 Материалы (сварочные электроды, термитные смеси либо паяльно-сварочные стержни и термокарандаши из термитных смесей), предназначенные для приварки выводов ЭХЗ, должны изготавливаться по специальным ТУ и могут применяться при наличии:
- сертификатов качества, удостоверяющих их соответствие требованиям ТУ;
- санитарно-гигиенических сертификатов (рекомендательно);
- свидетельств специализированных аттестационных центров по сварке газонефтепроводов об аттестации сварочных материалов согласно РД 03-613-03 [8] с областью применения для производства сварочных работ на газопроводах.
12.1.4 Сварочные материалы должны проходить входной контроль в соответствии с требованиями инструкций по входному контролю, утвержденными в организации, производящей сварочные работы.
12.1.5. Транспортировка и хранение материалов должны осуществляться в соответствии с рекомендациями изготовителей, изложенными в Технических условиях или в руководстве по эксплуатации.
12.1.6 Приварка выводов ЭХЗ должна проводиться лицами, одетыми в спецодежду электро- или газосварщика в защитных очках.
12.1.7 Допускные испытания приварки выводов ЭХЗ должны проводиться в условиях, тождественных условиям проведения производственной аттестации технологии приварки выводов ЭХЗ.
12.1.8 Допускная приварка выводов ЭХЗ признается прошедшей испытания:
- если по результатам визуального и измерительного контроля в сварных швах переходной пластины и вывода ЭХЗ, выполненных ручной дуговой сваркой, наплавке, выполненной термитной сваркой-пайкой, отсутствуют недопустимые поверхностные дефекты и размеры сварных швов и наплавок соответствуют требованиям настоящего раздела;
- если по результатам механических испытаний значение прочности при сдвиге вывода ЭХЗ, приваренного ручной дуговой сваркой или термитной сваркой-пайкой, составляет не менее 50 МПа.
12.1.9 Подготовка газопровода к приварке, приварка выводов ЭХЗ должны выполняться в соответствии с требованиями операционных технологических карт сборки, ручной дуговой сварки, термитной сварки-пайки выводов ЭХЗ, разработанных по аттестованным технологиям сварки и утвержденных организацией, выполняющей приварку выводов ЭХЗ.
12.1.10 Место приварки выводов ЭХЗ следует располагать в верхней четверти периметра газопровода с максимальным отклонением от зенита ±10°, при этом, при ручной дуговой сварке - на кольцевом сварном шве на расстоянии не менее 100 мм от пересечения продольного и кольцевого швов, при термитной сварке - пайке - на поверхности газопровода на расстоянии не менее 100 мм от продольного, кольцевого сварных швов и их пересечения.
12.1.11 Поверхность газопровода в месте приварки выводов ЭХЗ и на расстоянии не менее 50 мм в каждую сторону должна быть очищена механическим способом до металлического блеска. Допускается очистка поверхности шлифмашинкой с применением дисковых проволочных щеток, ручной проволочной щеткой, напильником, наждачной бумагой.
12.1.12 Вывод ЭХЗ должен быть зачищен механическим способом до металлического блеска на длину не менее 50 мм.
12.1.13 На поверхности газопровода в месте приварки выводов ЭХЗ не допускается наличие следов влаги или конденсата.
12.2. Ручная дуговая сварка выводов ЭХЗ
12.2.1 Для ручной дуговой сварки (приварки) выводов ЭХЗ следует применять сварочные электроды с основным видом покрытия диам. 3,0 - 3,25 мм, предназначенные для сварки заполняющих и облицовочных слоев сварного шва приведенные в таблице 5.9. и в соответствии с требованиями п. 5.1.17.
12.2.2 Ручная дуговая приварка выводов ЭХЗ (Рис. 12.1) должны выполняться кольцевыми швами в следующей последовательности:
- подготовить до начала производства работ переходную пластину из малоуглеродистой стали (марок ВСт.3сп, 10, 20) с толщиной стенки от 2,0 до 3,0 мм в поперечном сечении по форме усиления кольцевого сварного шва, в продольном - по диаметру газопровода, с параметрами, приведенными на рис. 12.2;
- произвести очистку внутренней и наружной поверхности пластины механическим способом до металлического блеска;
- снять усиление сварного шва механическим способом шлифмашинкой с применением абразивных кругов, дисковых проволочных щеток, напильника до образования на облицовочном шве ровной поверхности шириной не менее ширины пазов пластины и длиной равной длине пластины;
- установить пластину на подготовленную поверхность по оси кольцевого сварного шва;
- выполнить в центре пазов пластины прихватки к кольцевому сварному шву по одной с каждой стороны;
- выполнить сварку пластины с кольцевым сварным швом наплавочными швами с полным заполнением пазов и перекрытием металла пластины не менее 1,0 мм в каждую сторону, приварка производиться в два слоя при токе от 90 до 110 А;
- установить вывод ЭХЗ по оси центральной части пластины;
- выполнить сварку вывода ЭХЗ к центральной части пластины угловыми швами с образованием катета не менее диаметра вывода ЭХЗ, ток от 100 до 120 А;
- зачистить металлической щеткой наплавочные швы пластины и угловые сварные швы приварки вывода ЭХЗ от шлака;
- провести визуальный и измерительный контроль сварных швов по внешнему виду. Внешний вид сварных швов приварки пластины и вывода ЭХЗ должен соответствовать требованиям, предъявляемым к сварным швам газопроводов;
- проверить прочность наплавки многократным изгибом приваренного вывода ЭХЗ.
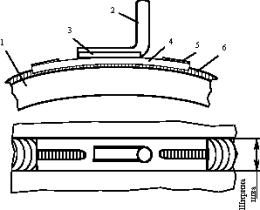
1 - стенка газопровода, 2 - стальной вывод ЭХЗ, 3 – угловые швы;4 - переходная пластина;
5 - наплавочные швы; 6 - облицовочный слой кольцевого сварного шва
Рисунок 12.1 - Схема приварки вывода ЭХЗ к кольцевому шву газопровода через переходную пластину
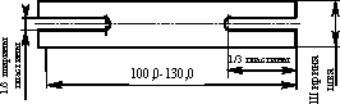
Рисунок 12.2 - Размеры переходной пластины для приварки выводов ЭХЗ к кольцевым швам газопроводов
12.3 Термитная сварка выводов ЭХЗ
12.3.1 Для термитной приварки выводов ЭХЗ следует применять:
- медные термитные смеси, упакованные в разовые тигель-формы;
- медные термитные смеси или термокарандаши (из прессованной термитной смеси на клеевой основе) в комплекте с многоразовыми графитовыми тигель-формами;
- медные термитные смеси, упакованные в цилиндрическую оболочку из ламинированной бумаги (паяльно-сварочные стержни), с многоразовыми графитовыми оправками1).
______________________
1) В тексте документа, за исключением особых случаев, вместо приведенных наименований термитных смесей употребляются термины «термитные сварочные материалы».
12.3.2 Подготовка и приварка выводов ЭХЗ с применением медных термитных смесей, упакованных в разовые тигель-формы, выполняется в следующей последовательности:
- вскрыть герметичную индивидуальную упаковку и произвести контроль внешнего вида РТФ непосредственно перед её установкой и применением;
- произвести подготовку рабочей поверхности РТФ путем притирки с помощью наждачной бумаги, уложенной на трубу (элемент) того же диаметра;
- установить РТФ на место приварки (рис. 12.3), предварительно обезжирив зачищенную поверхность спиртом либо ацетоном;
- вставить до упора вывод ЭХЗ в отверстие литниковой камеры;
- рекомендуется с целью исключения попадания на поверхность газопровода брызг расплавленной меди защищать поверхность газопровода уложенным влажным песком в радиусе от 20 до 30 см от места приварки или применять инвентарные многоразовые защитные экраны из несгораемого материала (металлические кольца, полукольца);
- произвести поджиг запала термитной смеси в РТФ посредством передатчика и приемника устройства дистанционного поджига.
1 - разовая тигель-форма; 2 - вывод ЭХЗ; 3 - провод вывода ЭХЗ; 4 - стенка газопровода
Рисунок 12.3 - Схема установки РТФ на газопровод
12.3.3 Подготовка и приварка выводов ЭХЗ с применением медных термитных смесей в комплекте с многоразовыми графитовыми тигель-формами выполняется в следующей последовательности:
- вскрыть герметичную индивидуальную упаковку одной порции (массой 54 г) термитной смеси и произвести перемешивание путем встряхивания непосредственно перед применением;
- в случаях применения термитной смеси в упаковках большей массы (массой 1 кг - 20 порций), необходимо произвести до вскрытия герметичной упаковки перемешивание путем встряхивания упаковки;
- осмотреть многоразовую графитовую тигель-форму, не допускается применять тигель-форму с недопустимыми трещинами, сколами опорного торца, неплотностями поверхностей замыкания полутиглей;
- произвести подготовку рабочей поверхности тигель-формы путем притирки с помощью наждачной бумаги, уложенной на трубу (элемент) того же диаметра;
- установить тигель-форму с помощью магнитных башмаков на место приварки (рис. 12.4), предварительно обезжирив зачищенную поверхность бензином либо ацетоном и расположив нижнее боковое отверстие для установки вывода ЭХЗ по оси газопровода;
1 - шнур замедленного горения, 2 - крышка тигель-формы, 3 - термоподжиг, 4 - корпус тигель-формы, 5 - термитная смесь, 6 - мембрана, 7 - литниковая камера, 8 - провод вывода ЭХЗ в изоляции, 9 - стенка газоопровода, 10 - теплоотводящая трубка
Рисунок 12.4 - Схема установки многоразовой тигель-формы с термитной смесью на газопровод
- вставить в нижнее боковое отверстие тигель-формы вывод ЭХЗ;
- установить на дно камеры сгорания тигель-формы стальную или медную мембрану толщиной 0,3±0,02 мм без перекосов для исключения просыпания термитной смеси в полость тигель-формы;
- высыпать одну порцию термитной смеси (массой 54 г) в тигель-форму, перемешать и уплотнить (допускается сварочным электродом диаметром от 2,0 до 4,0 мм);
- закрыть крышкой тигель-форму;
- вставить через запальное отверстие крышки огнепроводный шнур замедленного горения либо провода для дистанционного поджига;
- рекомендуется с целью исключения попадания на поверхность газопровода брызг расплавленной меди защищать поверхность газопровода уложенным влажным песком в радиусе от 20 до 30 см от места приварки или применять инвентарные многоразовые защитные экраны из несгораемого материала (металлические кольца, полукольца);
- произвести поджиг огнепроводного шнура замедленного горения источником открытого огня (спичкой, термоспичкой и др.) либо посредством передатчика и приемника устройства дистанционного поджига.
12.3.4 Подготовка и приварка выводов ЭХЗ с применением термокарандашей (из прессованной термитной смеси на клеевой основе) в комплекте с многоразовыми графитовыми тигель-формами выполняется в последовательности, аналогичной последовательности выполнения работ по подготовке и приварке выводов ЭХЗ с применением медных термитных смесей в комплекте с многоразовыми графитовыми тигель-формами.
12.3.5 Подготовка и приварка выводов ЭХЗ с применением медных термитных смесей, упакованных в цилиндрическую оболочку из ламинированной бумаги (паяльно-сварочных стержней), с многоразовыми графитовыми оправками выполняется в следующей последовательности:
- вскрыть герметичную индивидуальную упаковку и произвести контроль внешнего вида паяльно-сварочного стержня непосредственно перед его установкой и применением;
- осмотреть многоразовую графитовую оправку, не допускается применять графитовую оправку с недопустимыми трещинами, сколами опорного торца;
- произвести подготовку рабочей поверхности графитовой оправки путем притирки с помощью наждачной бумаги, уложенной на трубу (элемент) того же диаметра;
- установить графитовую оправку на место приварки, расположив канал установки вывода ЭХЗ по оси газопровода (рис. 12.5);
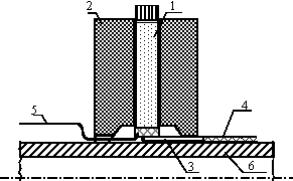
1 - паяльно-сварочный стержень, 2 - многоразовая графитовая оправка, 3 - теплоотводящая трубка, 4 - вывод ЭХЗ, 5 - огнепроводный шнур, 6 - стенка газопровода
Рисунок 12.5 - Схема установки оправки и паяльно-сварочного стержня на газопровод
- вставить в центральный канал графитовой оправки паяльно-сварочный стержень и вывести огнепроводный шнур замедленного горения наружу через шлакоотводящий канал, противоположный каналу установки вывода ЭХЗ;
- зафиксировать провод вывода ЭХЗ в теплоотводящей трубке, обжав плоскогубцами торец трубки;
- приподнять стержень ЭХЗ на 15-20 мм, ввести теплоотводящую трубку с проводом вывода ЭХЗ в канал установки вывода ЭХЗ графитовой оправки и опустить паяльно-сварочный стержень на трубку таким образом, чтобы конец трубки был расположен по центру зажигательной головки стержня ЭХЗ;
- рекомендуется с целью исключения попадания на поверхность газопровода брызг расплавленной меди защищать поверхность газопровода уложенным влажным песком в радиусе от 20 до 30 см от места приварки или применять инвентарные многоразовые защитные экраны из несгораемого материала (металлические кольца, полукольца);
- произвести поджиг огнепроводного шнура замедленного горения источником открытого огня (спичкой, термоспичкой и др.) либо посредством передатчика и приемника устройства дистанционного поджига.
12.3.6 По окончании приварки выводов ЭХЗ необходимо:
- дать остыть месту приварки в течение не менее 5 мин, снять тигель-форму или оправку легким пошатыванием;
- зачистить наплавку и место приварки вывода ЭХЗ от шлака металлической щеткой с последующей зачисткой наждачной бумагой до металлического блеска;
- провести визуальный и измерительный контроль размеров наплавки, при этом высота наплавки должны быть 5,0±2,0 мм, диаметр -30±5,0 мм, допускаются отдельные поры на поверхности наплавки диаметром до 1,0 мм;
- проверить прочность наплавки многократным изгибом приваренного вывода ЭХЗ;
- очистить от шлака и брызг расплавленной меди многоразовую тигель-форму, не повреждая поверхностей, зачистить шлифшкуркой («нулевкой») на тканевой основе литниковую камеру для последующего применения;
- очистить от шлака и брызг расплавленной меди многоразовую графитовую оправку, очистить разверткой или сварочным электродом с основным видом покрытия диаметром от 4,0 до 5,0 мм шлако- и газоотводящие каналы, канал установки паяльно-сварочного стержня, зачистить шлифшкуркой («нулевкой») на тканевой основе камеру формирования наплавки для последующего применения.
Приложение А
(обязательное)
Порядок аттестации технологии сварки при строительстве линейной части магистральных газопроводов диаметром от 1020 до 1420 мм с рабочим давлением до 9,8 МПа включительно
А1 Общие положения
А1.1 Технологии сварки, применяемые при строительстве линейной части магистральных газопроводов с рабочим давлением до 9,8 МПа включительно, подлежат аттестации согласно требованиям, изложенным в настоящем Приложении, разработанном с учетом РД 03-615-03 [5] и Рекомендаций НАКС по применению РД 03-615-03.
А1.2 Исследовательскую аттестацию новых технологий (технологических вариантов) сварки, не регламентированных настоящим стандартом, проводит разработчик настоящего стандарта по согласованию с ОАО «Газпром». При положительных результатах исследовательской аттестации новых технологий сварки издается изменение (дополнение) к настоящему стандарту.
А1.3 Производственная аттестация проводится с целью подтверждения того, что организация, выполняющая сварку газопроводов, обладает необходимыми техническими, организационными возможностями и квалифицированными кадрами для производства работ по технологиям сварки, регламентированным настоящим стандартом.
А1.4 Производственная аттестация технологии сварки выполняется на основании заявок организаций-подрядчиков, уполномоченных выполнять сварочные работы при строительстве магистральных газопроводов.
А1.5 Технологии сварки, прошедшие аттестацию до ввода в действие настоящего стандарта, могут использоваться организацией-подрядчиком до завершения срока действия соответствующего Свидетельства НАКС при выполнении следующих условий:
- аттестация проводилась при сварке конструктивных элементов магистральных газопроводов, представленных в таблице А4 настоящего Приложения.
- контрольные сварные соединения (КСС) были выполнены с применением сварочных материалов, регламентированных разделом 5 настоящего стандарта;
- результаты механических испытаний контрольных сварных соединений соответствуют требованиям раздела 2 настоящего стандарта;
Решение о возможности применения ранее аттестованных технологий принимается Заказчиком на основании представленных организацией-подрядчиком и АЦСТ, проводившим аттестацию, оригиналов следующих документов:
- Свидетельства НАКС о готовности организации-заявителя к использованию аттестованной технологии сварки;
- Заключения АЦСТ о готовности организации-заявителя к использованию аттестованной технологии сварки;
- карт технологического процесса сварки КСС;
- протоколов механических испытаний КСС;
- операционных технологических карт, утвержденных по результатам аттестации технологии сварки.
А1.6 Для всех организаций-подрядчиков, планирующих впервые приступить к выполнению сварочных работ на магистральном газопроводе с рабочим давлением до 9,8 МПа включительно, производственная аттестация является первичной. Первичная аттестация должна быть проведена также в случае, если возникла производственная необходимость внесения изменений в используемую технологию сварки, выводящих ее за пределы установленной области распространения аттестации. Срок действия аттестации - 3 года.
А1.7 Периодическая производственная аттестация технологии сварки должна проводиться по истечению срока действия Свидетельства, а также в случае, если перерыв в ее применении организацией-подрядчиком превышает 1 год.
А1.8 Внеочередную аттестацию технологии сварки проводят по требованию Заказчика в случаях, когда организация-подрядчик выполняет сварочные работы с систематическим неудовлетворительным качеством выполнения сварных соединений и/или нарушением требований операционных технологических карт по сварке.
А1.9 В соответствии с РД 03-615-03 [16] производственная аттестация проводится в аттестационных центрах (АЦСТ) системы аттестации сварочных технологий (САСв) Национальной Ассоциации Контроля и Сварки (НАКС). ОАО «Газпром» совместно с НАКС определяет перечень аттестационных центров САСв, которым поручается проведение производственной аттестации сварочных технологий, указанных в настоящем СТО.
А2 Порядок подготовки и проведения производственной аттестации технологии сварки
А2.1 Этапы работ при проведении производственной аттестации приведены в таблице А1.
Таблица А1 - Этапы проведения производственной аттестации технологии сварки
|
Наименование этапа |
Исполнитель |
|
Оформления заявок на производственную аттестацию технологий сварки |
Организация-заявитель |
|
Разработка и согласование с Заказчиком операционных технологических карт по технологиям сварки, подлежащим аттестации |
Организация-заявитель, Заказчик |
|
Передача заявок, копий операционных технологических карт в аттестационный центр (АЦСТ) |
Организация-заявитель |
|
Определение групп однотипных производственных сварных соединений и параметров контрольных сварных соединений |
АЦСТ |
|
Разработка, согласование и утверждение программы производственной аттестации технологии сварки |
АЦСТ, Организация-заявитель |
|
Утверждение состава аттестационной комиссии |
АЦСТ |
|
Назначение специалистов, ответственных за организационно-технические мероприятия и безопасность проведения производственной аттестации технологии сварки |
Организация-заявитель |
|
Проверка готовности организации к выполнению сварочных работ по заявляемым к аттестации технологиям сварки |
Аттестационная комиссия АЦСТ |
|
Сварка контрольных сварных соединений |
Организация-заявитель |
|
Оформление карты технологического процесса сварки КСС |
АЦСТ, Организация-заявитель |
|
Проведение неразрушающего контроля качества и механических испытаний КСС |
Уполномоченная лаборатория контроля качества |
|
Оформление акта производственной аттестации |
АЦСТ, Организация-заявитель |
|
Разработка по результатам аттестации операционных технологических карт для производства сварочных работ. Согласование документов с Заказчиком |
Организация-заявитель, Заказчик |
|
Подготовка и передача в НАКС заключения о готовности организации-заявителя к использованию аттестованной технологии |
АЦСТ |
|
Экспертиза заключения, оформление и передача в АЦСТ свидетельства о готовности организации-заявителя к использованию аттестованной технологии. Передача организации-заявителю о готовности к использованию аттестованной технологии |
НАКС, АЦСТ |
|
Оформление Заказчиком в установленном порядке разрешения на начало производства сварочно-монтажных работ |
Организация-заявитель, Заказчик |
|
Примечание - Порядок аттестации технологии сварки соединений труб с СДТ и ЗРА устанавливается с учетом положений, изложенных в п. А4.4 настоящего Приложения |
|
А2.2 Заявителем производственной аттестации является организация-подрядчик, выполняющая сварочно-монтажные работы при строительстве магистрального газопровода. Заявка, оформленная согласно Рекомендациям НАКС по применению РД 03-615-03 [16] с необходимыми приложениями направляется для рассмотрения в аттестационный центр сварочных технологий (АЦСТ). Для проведения внеочередной аттестации согласно п. А1.8 настоящего приложения Заказчиком в аттестационный центр должно быть направлено письмо с указанием установленных фактов нарушений или отклонений в применении организацией-подрядчиком ранее аттестованной технологии. К письму может быть приложена копия предписания независимого технического надзора.
А2.3 До проведения производственной аттестации технологии сварки должны быть разработаны операционные технологические карты сборки и сварки конструктивных элементов газопровода. Операционные технологические карты разрабатываются организацией-заявителем или уполномоченной специализированной организацией согласно требованиям ППР и настоящего стандарта. При разработке операционных технологических карт должны быть учтены следующие условия и требования:
- в титульной части каждой операционной технологической карты должно быть указано, что она разработана для аттестации технологии сварки;
- операционная технологическая карта разрабатывается для той толщины стенки, которая будет использована при производственной аттестации технологии сварки. При этом операционная технологическая карта также должна отражать технологические особенности сварки соединений с другими толщинами стенок, входящими в один из диапазонов таблицы А6 настоящего приложения;
- для всех видов исправления дефектов (ремонта) сварных швов разрабатывается одна операционная технологическая карта.
Операционные технологические карты по каждой аттестуемой технологии сварки должны быть представлены заявителем в аттестационный центр для разработки программы аттестации и определения параметров контрольных сварных соединений.
А2.4 Аттестационный центр (АЦСТ) создает комиссию по производственной аттестации технологии сварки.
В аттестационную комиссию для проведения первичной и внеочередной аттестации технологии входят:
- специалисты аттестационного центра (не менее трех человек), аттестованные НАКСом на право участия в работе комиссий по аттестации технологии сварки;
- представитель регионального управления Ростехнадзора (по согласованию).
Дополнительно в состав комиссии могут быть включены:
- представитель организации-заявителя (главный сварщик или заменяющее его лицо - специалист сварочного производства III или IV уровня);
- представитель независимого технического надзора.
В аттестационную комиссию для проведения периодической аттестации технологии входят:
- специалисты аттестационного центра (не менее трех человек), аттестованные НАКСом на право участия в работе комиссий по аттестации технологии сварки;
- представитель регионального управления Ростехнадзора (по согласованию).
Дополнительно в состав комиссии может быть включен представитель службы независимого технического надзора.
А2.5 На основании поступившей заявки аттестационная комиссия с привлечением уполномоченных специалистов организации-заявителя разрабатывает программу производственной аттестации. Форма программы должна соответствовать Рекомендациям НАКС по применению РД 03-615-03 [16]. Программа должна быть согласована с руководителем организации-заявителя и утверждена руководителем аттестационного центра.
А2.6 Состав аттестационной комиссии, программа и сроки проведения производственной аттестации должны быть утверждены приказом по АЦСТ.
А2.7 Организация-заявитель издает распорядительные документы о назначении ответственных за организацию и безопасность проведения работ при производственной аттестации технологии сварки, за регистрацию фактических параметров режимов сварки КСС, определяет порядок маркировки КСС для неразрушающего контроля и механических испытаний.
А2.8 Для регистрации параметров режимов сварки следует подготовить рабочие бланки в виде таблиц в количестве не менее трех для каждого КСС. Его содержание устанавливается в соответствии с перечнем параметров и операций, представленных в операционной технологической карте на аттестуемую технологию.
А2.9 Перед сваркой КСС аттестационная комиссия проверяет наличие у организации-заявителя технических и организационных возможностей, квалифицированных кадров для выполнения сварочных работ по аттестуемым технологиям сварки, включая наличие:
- необходимого количества сварщиков и специалистов сварочного производства, аттестованных в соответствии с ПБ 03-273-99 [5], РД 03-495-02 [6];
- необходимой номенклатуры сварочных материалов, аттестованных в соответствии с требованиями РД 03-613-03 [8] (с учетом требований настоящего стандарта);
- необходимого парка сварочного оборудования, аттестованного в соответствии с требованиями РД 03-614-03 [9] (с учетом требований настоящего стандарта) и оснащенного необходимой номенклатурой и количеством вспомогательного оборудования. Контрольно-измерительные приборы сварочного оборудования и установок должны быть поверенными в установленные сроки;
- лаборатории неразрушающего контроля (собственной либо привлеченной), аттестованной в соответствии с ПБ 03-372-00 [10] и оснащенной необходимой номенклатурой оборудования и материалов для контроля качества сварных соединений;
- необходимого количества специалистов неразрушающего контроля (собственных либо из привлеченной лаборатории), аттестованных в соответствии с ПБ 03-440-02 [11].
А2.10 Если в результате проверки установлено, что по каким-либо признакам организация-заявитель не удовлетворяет требованиям, необходимым для производственной аттестации технологии сварки и не имеет возможности исправить выявленные недостатки за короткий период времени, АЦСТ оформляет соответствующее отрицательное заключение с указанием причин. В дальнейшем организация-заявитель может претендовать на производственную аттестацию технологии сварки только после устранения выявленных несоответствий.
А2.11 Количество сварщиков (операторов), выполняющих сварку КСС, должно соответствовать требованиям операционной технологической карты.
А2.12 Сварку КСС следует выполнять в условиях, тождественных производственным, в присутствии представителей (представителя) аттестационной комиссии, организации-заявителя и технического надзора. Другие члены аттестационной комиссии могут присутствовать при сварке КСС по согласованию.
А2.13 Члены аттестационной комиссии производят запись в бланках фактических параметров режимов сварки и содержание других технологических операций. В процессе сварки КСС членами аттестационной комиссии должно быть установлено соответствие содержания и последовательности выполняемых работ требованиям операционной технологической карты и настоящего стандарта. Датированные и подписанные бланки регистрации параметров должны быть переданы в аттестационный центр. На основе анализа зарегистрированных параметров по результатам сварки каждого контрольного соединения оформляется карта технологического процесса сварки КСС.
А2.14 Карта технологического процесса сварки КСС должна включать:
- наименование технологии сварки (способ или комбинация способов сварки);
- наименование конструктивного элемента (соединения) газопровода;
- идентификатор (шифр) однотипности сварных соединений1);
_____________________
1) состав идентификатора однотипности сварных соединений:
|
1 |
- |
2 |
- |
3 |
4 |
5 |
6 |
7 |
/ |
8 |
1 - обозначение способа сварки (согласно табл. А3);
2 - номер группы материалов (согласно табл. А5);
3 - индекс однотипности по диаметру (согласно табл. А6);
4 - индекс однотипности по толщине стенки (согласно табл. А7);
5 - индекс типа сварного соединения (С);
6 - индекс необходимости подогрева (П);
7 - индекс необходимости термообработки (О; Т);
8 - обозначение разделки кромок (согласно табл. А8).
- номер операционной технологической карты организации-подрядчика по сварке соответствующего производственного соединения газопровода;
- вид соединения;
- тип шва;
- группа основного материала (класс прочности, марка), ГОСТ, ГОСТ Р или ТУ, эквивалент углерода СЭКВ (или показатель свариваемости РСМ);
- размеры и конструкция КСС (толщина, диаметр, форма и размеры разделки кромок, зазор);
- требования к подготовке кромок свариваемых труб (способ обработки, требования к зачистке);
- положение КСС в процессе сварки;
- требования к сборке сварных соединений (тип применяемых центраторов и сборочных приспособлений, параметры сборки, количество, расположение и размеры прихваток);
- применяемые сварочные материалы (марки, типы и диаметры, состав смеси защитных газов и т.д.), а также стандарт или ТУ на их изготовление;
- применяемое сварочное оборудование (тип, марка);
- перечень и последовательность технологических операций,
выполняемых в процессе сварки КСС;
- зарегистрированные параметры режима сварки, последовательность наложения слоев шва и их количество, временной интервал между их выполнением, межслойная температура и др.;
- наличие предварительного, сопутствующего подогрева и после сварочной термообработки, а также их параметры, средства и условия контроля температуры;
- геометрические параметры выполненных КСС;
- методы и объемы неразрушающего контроля качества и механических испытаний КСС;
- дополнительные параметры и характеристики, являющиеся существенными для выполнения КСС по аттестуемой технологии;
- дата и место сварки КСС;
- погодные условия при сварке КСС;
- Ф.И.О. сварщиков (операторов), номера и срок действия аттестационных удостоверений.
В заключительной части карты технологического процесса сварки КСС члены комиссии должны подтвердить соответствие или несоответствие содержания и последовательности работ требованиям операционной технологической карты и настоящего стандарта. Типовая форма карты технологического процесса сварки КСС представлена в приложении В к настоящему стандарту. Карта технологического процесса сварки КСС должна быть подписана представителем аттестационной комиссии и представителем организации-заявителя, присутствовавшими при сварке. К карте технологического процесса сварки КСС должны быть приложены операционная технологическая карта сборки и сварки соответствующего соединения газопровода, копии сертификатов на основные и сварочные материалы.
А2.15 После выполнения контроля всех КСС в объеме, предусмотренном программой производственной аттестации, организация-заявитель на основании соответствующих заключений (протоколов, актов) лаборатории контроля качества оформляют сводные таблицы результатов неразрушающего контроля и механических испытаний. Сводные таблицы с приложением оригиналов или заверенных копий заключений (протоколов, актов) должны быть переданы в аттестационный центр.
А2.16 При положительных результатах неразрушающего контроля качества и механических испытаний КСС оформляется акт производственной аттестации технологии сварки. Типовая форма акта производственной аттестации представлена в приложении Г к настоящему стандарту. Акт производственной аттестации технологии сварки является основанием для разработки, согласования и утверждения операционной технологической карты для производства сварочных работ при строительстве магистрального газопровода. Один экземпляр акта производственной аттестации должен быть передан Заказчику в составе исполнительной документации.
А2.17 При положительных результатах первичной производственной аттестации должны быть разработаны операционные технологические карты сборки и сварки соединений, в которые вносятся фактические параметры режима сварки, зафиксированные в процессе аттестации, а также производится (при необходимости) корректировка соответствующих разделов по сборке и сварке. В титульной части каждой технологической карты должно быть указано, что она разработана для производства сварочных работ при строительстве газопровода (участка газопровода) в соответствии с требованиями настоящего стандарта.
А2.18 При неудовлетворительных результатах неразрушающего контроля качества КСС аттестационная комиссия с привлечением специалистов и сварщиков организации-заявителя проводит анализ возможных причин образования дефектов сварных швов и по результатам анализа принимает решение о сварке дополнительного КСС.
А2.19 При неудовлетворительных результатов механических испытаний КСС по решению комиссии, при условии положительных результатов неразрушающего контроля, производится вырезка и испытания дополнительных образцов, количество которых приведено в таблице А2.
Таблица А2 - Количество дополнительных образцов для проведения механических испытаний КСС
|
Вид испытания |
Причина неудовлетворительного результата |
Количество дополнительных образцов для испытания |
|
Испытание сварного соединения на статическое растяжение (плоские поперечные образцы) |
Разрыв одного образца по сварному шву или ЗТВ со значением предела прочности ниже установленного нормативного значения |
2 образца1) |
|
Испытание сварного соединения на статический изгиб |
Угол загиба одного образца не превышает установленного минимально допустимого значения |
2 образца1) |
|
Испытание сварного соединения на ударный изгиб |
Ударная вязкость для одного образца ниже установленного минимально допустимого значения |
3 образца1) |
|
Определение твердости по Виккерсу (HV10) металла шва и ЗТВ |
В одной точке значение твердости превышает максимально допустимое значение |
Три дополнительных замера в непосредственной близости от пиковой точки |
|
Оценка геометрических параметров шва по макрошлифам |
На 1 макрошлифе перекрытие внутреннего и первого наружного слоев шва, а также их смещение от условной оси симметрии шва не соответствуют установленным требованиям |
3 макрошлифа2) |
|
1 Образцы должны быть вырезаны из участка сварного соединения, максимально приближенного к месту вырезки образца, который не выдержал механических испытаний. 2 Места вырезки макрошлифов должны располагаться равномерно по периметру стыка (ориентировочно под углом 120 градусов), но при этом не ближе 200 мм от места вырезки макрошлифа, не прошедшего испытания. |
||
А2.20 При неудовлетворительных результатах неразрушающего контроля качества дополнительного КСС, выполненного в соответствии с п. А2.18 или механических испытаний дополнительных образцов в соответствии с п. А2.19 АЦСТ оформляет соответствующее отрицательное заключение с указанием мотивированной причины отказа. В дальнейшем, организация-заявитель может быть допущена к производственной аттестации технологии сварки только после выявления и устранения причин неудовлетворительных результатов испытаний. Для выявления причин могут быть привлечены специалисты Аттестационного центра (по согласованию). Для производственной аттестации технологии сварки после устранения причин неудовлетворительных результатов в АЦСТ должна быть направлена новая заявка на проведение производственной аттестации технологии сварки и представлена новая редакция операционной технологической карты.
А3 Определение групп однотипности сварных соединений магистральных газопроводов при проведении производственной аттестации технологий сварки
А3.1 Для проведения производственной аттестации технологии сварки должны быть сформированы группы однотипных производственных соединений магистральных газопроводов. Однотипность производственных сварных соединений - это характеристика схожести условий выполнения сварных соединений, которая определяется набором признаков (основных параметров) однотипности и диапазоном значений этих признаков.
А3.2 Технологии сварки магистральных газопроводов, подлежащие аттестации, базируются на применении способов сварки, представленных в таблице А3.
В одну группу однотипных сварных соединений могут быть объединены производственные сварные соединения, выполняемые одним из указанных в таблице А3 способов сварки. В отдельную группу однотипных сварных соединений должны быть выделены сварные соединения, выполняемые по комбинированной технологии, т.е. с последовательным применением двух или нескольких способов сварки.
Таблица А3 - Перечень способов сварки магистральных газопроводов
|
Наименование способа сварки |
Условное обозначение* |
|
Автоматическая сварка плавящимся электродом в среде инертных газов и смесях |
ААДП |
|
Автоматическая сварка плавящимся электродом в среде активных газов и смесях |
АПГ |
|
Автоматическая сварка порошковой проволокой в среде инертных газов и смесях |
АПИ |
|
Автоматическая сварка под флюсом |
АФ |
|
Механизированная сварка плавящимся электродом в среде активных газов и смесях |
МП |
|
Механизированная сварка самозащитной порошковой проволокой |
МПС |
|
Ручная дуговая сварка покрытыми электродами |
РД |
|
* Условные обозначения приняты согласно РД 03-495-02 [6] и Рекомендациям НАКС по применению РД 03-615-03 [16]. Для технологий, регламентированных настоящим стандартом, приняты следующие условные обозначения: - ААДП + АПГ - технология автоматической сварки проволокой сплошного сечения в среде защитных газов с использованием комплекса оборудования фирмы «CRC-Evans AW»; - АПГ - технология автоматической сварки проволокой сплошного сечения в среде защитных газов с использованием наружных двухдуговых сварочных головок системы «Saturnax» фирмы «Serimer Dasa»; - АПГ - технология автоматической сварки проволокой сплошного сечения в среде защитных газов с использованием комплексов CWS.02 фирмы «Pipe Welding Technology»; - АФ - технологии односторонней и двухсторонней автоматической сварки под флюсом; - АПИ - технология автоматической сварки порошковой проволокой в среде защитных газов головками системы М300С и М300; - МП - технология механизированной сварки в среде углекислого газа проволокой сплошного сечения (метод STT); - МПС - технология механизированной сварки самозащитной порошковой проволокой; - РД - технология ручной электродуговой сварки покрытыми электродами. |
|
А3.3 В состав основных параметров, определяющих однотипность производственных сварных соединений магистральных газопроводов, выполненных дуговыми способами сварки (табл. А3), входят:
- конструктивный элемент (соединение) магистрального газопровода;
- основные материалы (класс прочности, марка стали);
- сварочные материалы (тип, марка);
- вид соединения;
- тип соединения;
- тип шва;
- толщина свариваемых элементов;
- диаметр свариваемых элементов;
- вид и угол разделки кромок;
- положение при сварке;
- тип центратора (центрирующего приспособления);
- вид покрытия электродов (для РД);
- состав защитного газа;
- необходимость предварительного и сопутствующего подогрева;
- необходимость термообработки;
- число и вид плавящихся электродов (для АФ; ААДП; АПГ);
- применение импульсно-дугового процесса (для МП; ААДП).
Изменение любого из вышеперечисленных параметров за пределы установленной области распространения, указанной в разделе А6 настоящего Приложения, делает необходимым проведение новой производственной аттестации технологии сварки.
А3.4 В одну группу однотипных сварных соединений могут быть объединены производственные сварные соединения, относящиеся к одной из представленных в таблице А4 групп конструктивных элементов (соединений) магистрального газопровода. Конструктивный элемент газопровода - это типовое сварное соединение заданной проектной конструкции, технология сборки и сварки которого характеризуется наличием типовых операций, выполняемых в определенной последовательности.
Таблица А4 - Группы конструктивных элементов (соединений) магистрального газопровода
|
Номер группы |
Наименование конструктивного элемента (соединения) газопровода |
Условное обозначение |
|
1 |
Одностороннее соединение труб с одинаковой толщиной стенки без подварки изнутри1) |
ТТ-БП |
|
2 |
Двухстороннее соединение труб одинаковой толщины |
ТТ-ДС |
|
3 |
Соединение разнотолщинных труб с подваркой изнутри2), в т.ч. двухстороннее соединение разнотолщинных труб |
РТ-П; РТ-ДС |
|
4 |
Специальное соединение - захлест, в т.ч. прямая вставка («катушка») |
ЗС; ЗК |
|
5 |
Соединение труба - соединительная деталь трубопровода (запорная и регулирующая арматура) |
ТД; ТА |
|
1) Операционная технологическая карта сварки данного соединения может содержать положения о допустимости подварки изнутри на отдельных участках периметра шва с непроварами, несплавлениями, смещениями кромок при общей длине таких участков не более 1/3 периметра стыка. 2) Операционная технологическая карта должна регламентировать подварку изнутри по всему периметру шва |
||
А3.5 Трубы, соединительные детали трубопроводов, запорная и регулирующая арматура, свариваемые в процессе аттестации и выполнения сварочных работ, подразделяются на группы в зависимости от нормативного значения временного сопротивления разрыву основного металла. В одну группу однотипных сварных соединений могут быть объединены производственные сварные соединения из сталей одной группы (табл. А5).
Таблица А5 - Группы трубных сталей
|
Группы сталей |
Характеристики групп сталей, (класс прочности) |
Нормативное значение временного сопротивления разрыву основного металла, МПа (кгс/мм2) |
|
|
2 |
М03 |
К55…К60 включ. |
539…588 (55…60) включ. |
А3.6 Применение сварочных материалов соответствующих типов и марок (сочетаний марок) для сварки каждой группы однотипных производственных сварных соединений устанавливается в соответствии с требованиями настоящего стандарта и должно быть отражено в операционной технологической карте.
А3.7 В одну группу однотипных сварных соединений, выполняемых дуговыми способами, могут быть включены производственные сварные соединения, имеющие следующие общие основные параметры (при соблюдении требований п.п. А3.2; А3.4-А3.5 настоящего приложения:
А3.7.1 Номинальный диаметр свариваемых элементов. В одну группу объединяются сварные соединения с номинальным диаметром свариваемых элементов в пределах диапазона, указанного в таблице А6.
Таблица А6 - Группы сварных соединений по номинальным диаметрам свариваемых элементов
|
Номер группы (индекс однотипности) по диаметру |
Диапазон номинальных диаметров, мм |
|
4 |
от 1020 до 1420 мм включ. |
А3.7.2 Номинальная толщина свариваемых элементов. В одну группу объединяются стыковые сварные соединения с номинальной толщиной свариваемых элементов в пределах одного из диапазонов, указанных в таблицеА7.
|
Номер группы (индекс однотипности) по толщине |
Диапазон номинальных толщин |
|
1 |
св. 18,0 до 21,0 мм включ. |
|
2 |
св. 21,0 до 32,0 мм включ. |
А3.7.3 Тип сварного шва: СШ - стыковой шов.
А3.7.4 Тип сварного соединения: С - стыковое.
А3.7.5 Вид и номинальный угол разделки кромок свариваемых элементов. В одну группу объединяются сварные соединения с одной из следующих характеристик подготовки кромок, представленных в таблице А8.
Таблица А8 - Группы однотипных сварных соединений по форме разделки кромок свариваемых элементов
|
Условное обозначение |
Форма разделки кромок |
Геометрические параметры |
Способ сварки |
|
|
Тр-1 |
|
a = 16°-5° |
АФ; АПИ; АПГ; МПС; РД |
|
|
b = 35°-5° |
||||
|
D =1,8 ± 0,8 мм |
||||
|
B, мм |
S, мм |
|||
|
9,0 ± 0,5 |
18,0 < S £ 19,0 |
|||
|
10,0 ± 0,5 |
19,0 < S £ 21,5 |
|||
|
12,0 ± 0,5 |
21,5 < S £ 32,0 |
|||
|
Тр-2 |
|
a = 5°+5° |
МПС |
|
|
b = 25°+5° |
||||
|
D =1,8 ± 0,8 мм |
||||
|
B, мм |
S, мм |
|||
|
10,0 ± 0,5 |
18,0 < S £ 22,0 |
|||
|
Тр-3 |
|
a = 30° ± 1° |
18,0 < S £ 22,0 |
АФ |
|
b = 35° ± 1° |
||||
|
B = 7,5±0,5 мм |
||||
|
D = 3±0,5 мм |
||||
|
a = 25° ± 1° |
22,0 < S £ 27,0 |
|||
|
b = 35° ± 1° |
||||
|
B = 8±0,5 мм |
||||
|
D = 4±0,5 мм |
||||
|
Тр-41) |
|
a = 5°¸10° (±1°) |
ААДП; АПГ |
|
|
b = 45°¸52° (±1°) |
||||
|
g = 37,5 ± 1° |
||||
|
А = 2,3¸3,6 (±0,2) мм |
||||
|
В = 1,0¸1,8 (±0,2) мм |
||||
|
D =1,0¸1,8 (±0,2) мм |
||||
|
Тр-5 |
|
a = 5° ± 2° |
ААДП; АПГ |
|
|
b = 4° ± 1° |
||||
|
D = 2,1 ± 0,2 мм |
||||
|
B = 2,3 ± 0,2 мм |
||||
|
R = 2,4 ± 0,8 мм |
||||
|
Тр-6 |
|
a = 10°-2° |
АПГ |
|
|
b = 12°-2º |
||||
|
g = 25 ± 1° |
||||
|
D = 1,0 ± 0,2 мм |
||||
|
A = 2,0 ± 0,2 мм |
||||
|
B = 7,0 ± 0,2 мм |
||||
|
R = 6,0 +2 мм; |
||||
|
Н = 14,5 мм |
||||
|
Тр-72) |
|
a = 14°...30° |
ААДП; АПИ; АПГ; МПИ; МПС; РД |
|
|
Н £ 0,5 S1 |
||||
|
Тр-82) |
|
b £ 30° |
АПИ; АПГ; МПИ; МПС; РД |
|
|
H £ 0,5 S1 |
||||
|
Тр-92) |
|
a = 14°...30° |
АПИ; АПГ; МПИ; МПС; РД |
|
|
b £ 30° |
||||
|
H £ 0,5 S1 |
||||
|
Тр-102) |
|
a = 14°...30° |
АПИ; АПГ; МПИ; МПС; РД |
|
|
b £ 30° |
||||
|
H £ 0,5 S1 |
||||
|
Тр-113) |
|
a = 30°-5º; |
АФ; АПИ; АПГ; МПС; РД |
|
|
D = 1,8±0,8; |
||||
|
S ³ 18 |
||||
|
Примечания: 1 В технологической карте на аттестуемую технологию сварки должны быть приведены конкретные единичные значения углов скоса кромки и линейных размеров с допускаемыми отклонениями, которые указаны в скобках. 2 Подготовка свариваемых кромок представлена условно. Разделка кромок при выполнении разнотолщинных соединений труб должна соответствовать типу разделки, установленному для применяемого способа сварки. При выполнении соединений труба - соединительная деталь трубопровода и труба - запорная и регулирующая арматура требования к разделке кромок устанавливаются с учетом данных по толщинам стенок и геометрии кромок, представленных в технической документации на поставку деталей и арматуры (ТУ, паспорт). Геометрические параметры разделки кромок должны быть отражены в операционной технологической карте по заявляемой к аттестации технологии сварки. 3 При аттестации технологии сварки для исправления дефектов (ремонта) сварных швов разделка кромок, получаемая при выборке дефектов, обозначается буквой «Р» и цифрой, соответствующей виду ремонта (по п. А3.7.14), т.е. Р1; Р2…Р5; 4 Применение в КСС разделки кромок другого вида (неуказанного в таблице 8) должно быть технически обосновано и согласовано с разработчиком настоящего стандарта. В условное обозначение должны входить следующие символы: Тр-С*, где «С» - означает «специальная разделка кромок»; * - должно быть сделано примечание со ссылкой на тип разделки по ГОСТ, ТУ или другому стандарту (если имеется аналогичный тип) и указан номер ГОСТ, ТУ или другого стандарта. |
||||

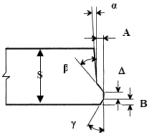
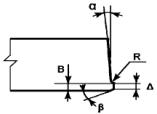
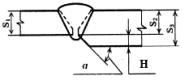
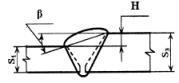
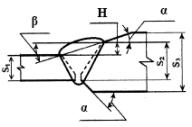
А3.7.6 Вид сварных соединений:
- соединения, выполняемые с одной стороны (односторонняя сварка) - ос;
- соединения, выполняемые без подкладки (на весу) - бп;
- соединения, выполняемые на съемной подкладке (подкладном кольце) - сп;
- соединения, выполняемые с двух сторон (двухсторонняя сварка) - дс.
Односторонние сварные соединения, выполняемые на подкладке (сп) и без подкладки (бп), объединяются в разные группы.
А3.7.7 Тип центратора (центрирующего приспособления):
В одну группу однотипных сварных соединений объединяются стыковые соединения, собранные с использованием внутреннего центратора и наружного центратора (центрирующего приспособления).
А3.7.8 Положения сварки стыковых сварных соединений:
В одну группу объединяются стыковые сварные соединения элементов, выполненных в одном из пространственных положений, представленных в таблице А9.
Таблица А9 - Пространственные положения сварки стыковых соединений
|
Условное обозначение |
Схема |
Характеристика |
|
Н1 |
|
Нижнее при горизонтальном расположении осей труб, свариваемых с поворотом |
|
B1 |
|
Переменное при горизонтальном расположении осей труб, свариваемых без поворота «на подъем» (допустимое отклонение осей труб от горизонтали ± 25 градусов)* |
|
В2 |
|
Переменное при горизонтальном расположении осей труб, свариваемых без поворота «на спуск» (допустимое отклонение осей труб от горизонтали ± 25 градусов)* |
|
H45 |
|
Переменное при наклонном (под углом 45 градусов) расположении осей труб, свариваемых без поворота |
|
* Допустимое отклонение осей труб от горизонтали для способа автоматической сварки порошковой проволокой в среде инертных газов и смесях (АПИ) составляет ± 10 градусов. Для производства сварочных работ на уклонах свыше 10 до 25 градусов в операционной технологической карте должны быть регламентированы специальные параметры режима и технологические операции. Примечания: 1 Положение сварки КСС должно соответствовать требованиям операционной технологической карты на аттестуемую технологию сварки. Если технология сварки предусматривает выполнение сварных в различных пространственных положениях то сварку КСС следует производить в наиболее трудном из них. 2 Технология сварки стыков линейной части магистрального газопровода, сооружаемой в условиях гористой местности с углом наклона к горизонтали более 25 градусов, должна быть аттестована в пространственном положении Н45 или в положении, соответствующем величине максимального уклона при строительстве газопровода |
||



А3.7.9 Вид покрытия электродов при ручной дуговой сварке. В одну группу однотипных сварных соединений допускается объединять соединения, выполняемые ручной дуговой сваркой электродами со следующими видами покрытия:
- основное (Б);
- целлюлозное (Ц).
А3.7.10 Металлургический тип флюса для автоматической сварки под флюсом. В одну группу допускается объединять сварные соединения, выполняемые с применением агломерированных (керамических) флюсов.
А3.7.11 Состав защитного газа. В одну группу допускается объединять сварные соединения, выполняемые с применением защитного газа одного из следующих составов:
- 100% углекислый газ;
- 50% аргон + 50% углекислый газ;
- 75% аргон + 25% углекислый газ;
- 80% аргон + 20% углекислый газ;
- 85% аргон + 15% углекислый газ;
А3.7.12 Необходимость подогрева. В одну группу допускается объединять сварные соединения, требующие проведения предварительного (сопутствующего) подогрева.
А3.7.13 Необходимость термической обработки после сварки. В одну группу допускается объединять сварные соединения одной из следующих разновидностей:
- без термической обработки после сварки;
- требующие термической обработки после сварки (отпуск при температуре от 570 до 650 °C или от 720 до 740 °C).
А3.7.14 В одну группу однотипных сварных соединений при ремонте дефектов сварных швов допускается объединять соединения, выполненные следующими видами ремонта:
- Вид 1 - ремонт дефектов корневого, подварочного или внутреннего (для двухсторонней сварки - кроме подрезов) слоев шва с частичной выборкой шва изнутри трубы;
- Вид 2 - ремонт внутренних дефектов заполняющих слоев шва, внутренних и наружных дефектов (кроме подрезов) облицовочного слоя с частичной выборкой шва снаружи трубы;
- Вид 3 - ремонт дефектов корневого слоя шва снаружи трубы с полной выборкой шва (сквозным пропилом);
- Вид 4 - ремонт подрезов в облицовочном слое шва;
- Вид 5 - ремонт подрезов во внутреннем слое шва изнутри трубы (для технологии двухсторонней сварки) или в подварочном слое шва.
А4 Контрольные сварные соединения (КСС)
А4.1 Для каждой группы однотипных производственных сварных соединений в процессе аттестации технологии необходимо выполнить одно или несколько контрольных сварных соединений в условиях, однотипным производственным, с соблюдением всех положений операционных технологических карт и требований настоящего стандарта. Виды КСС, выполняемых в процессе аттестации технологий сварки, представлены в таблице А10.
Таблица А10 - Виды контрольных сварных соединений (КСС)
|
Номер группы конструктивных элементов (соединений) магистральных газопроводов (по табл. А4) |
Вид контрольного сварного соединения |
Номер контрольного соединения |
|
1 |
Стыковое соединение труб одинаковой толщины без подварки изнутри |
1.1 |
|
2 |
Стыковое соединение труб одинаковой толщины (для двухсторонней сварки автоматическими способами) |
2.1 |
|
3 |
Стыковое соединение разнотолщинных труб с подваркой изнутри (для ручной дуговой сварки и механизированных способов, включая комбинированные способы сварки) |
3.1 |
|
Стыковое соединение разнотолщинных труб (для двухсторонней сварки автоматическими способами) |
3.2 |
|
|
4 |
Стыковое соединение труб одинаковой толщины без подварки изнутри (специальное соединение - захлест, прямая вставка («катушка») |
4.1 |
|
5 |
Стыковое соединение труба + соединительная деталь трубопровода |
5.1 |
|
Стыковое соединение труба + катушка-имитатор соединительной детали трубопровода |
5.2 |
|
|
Стыковое соединение труба + запорная и регулирующая арматура |
5.3 |
|
|
Стыковое соединение труба + катушка-имитатор запорной и регулирующей арматуры |
5.4 |
|
|
Примечание - При наличии в операционной технологической карте сварки данного соединения положения о допустимости подварки изнутри на отдельных участках периметра шва с непроварами, несплавлениями и смещениями кромок контрольное сварное соединение (КСС) следует выполнять с подваркой изнутри на отдельных участках шва при общей длине таких участков не более 1/3 периметра шва. Участки подварки должны располагаться вне зон вырезки темплетов для изготовления образцов для механических испытаний, указанных на рис. А1. |
||
А4.2 Количество КСС должно быть достаточным для выявления особенностей технологии сварки, регистрации параметров режимов сварки, проведения пооперационного, визуального, измерительного, неразрушающего контроля качества и механических испытаний КСС. При производственной аттестации технологии автоматической сварки должно быть выполнено не менее трех контрольных сварных соединений.
В случае, если операционная технологическая карта на комбинированную технологию сварки с применением способа АПИ предусматривает выполнение сварочных работ на уклонах свыше 10 до 25 градусов, выполняется четыре КСС. Два КСС выполняются с горизонтальным расположением осей труб и два КСС - с расположением осей труб под углом 25 градусов к горизонтали. Количество и размеры КСС должны отражаться в программе производственной аттестации.
А4.3 Сварку следует производить с использованием труб, материалов и оборудования, указанных в операционной технологической карте. Стыковые соединения «труба-труба» следует выполнять с использованием полноразмерных труб или «катушек» из труб, предназначенных для сооружения газопровода. Длина катушек труб должна составлять не менее двух метров. В случае применения для сборки стыков внутреннего центратора длина одной из катушек должна быть достаточной для его размещения в рабочем положении.
А4.4 Выбор КСС для производственной аттестации технологии сварки соединений «труба + соединительная деталь трубопровода» и «труба + запорная и регулирующая арматура», когда вырезка и механические испытания образцов экономически нецелесообразна или технически невозможна, производится с учетом следующих положений:
А4.4.1 Для производственной аттестации технологии сварки допускается применение катушек-имитаторов соединительных деталей трубопроводов, запорной и регулирующей арматуры. В данном случае при размещении заказов на поставку деталей и арматуры должна быть предусмотрена поставка соответствующих катушек-имитаторов. Диаметр и толщина стенки, химический состав трубной стали, класс прочности, разделка кромок и термообработка катушек-имитаторов должны соответствовать требованиям технических условий на поставку соединительных деталей трубопроводов, запорной и регулирующей арматуры. Длина катушек-имитаторов должна составлять не менее 1/2 номинального диаметра.
Аттестация технологии сварки с применением катушек-имитаторов должна производиться с выполнением неразрушающего контроля и механических испытаний КСС.
А4.4.2 Допускается производить производственную аттестацию технологий сварки «труба + соединительная деталь трубопровода» и «труба + запорная и регулирующая арматура» на первых товарных сварных соединениях, соответствующих области распространения технологии сварки, прошедшей аттестацию с использованием катушек-имитаторов.
Аттестационный центр должен письменно согласовать с Заказчиком проведение такой аттестации. Аттестационная комиссия должна рассмотреть технологические карты организации-заявителя, сертификаты (паспорта) на свариваемые изделия, результаты аттестации аналогичных технологий на трубах (соответствующих типоразмеров и классов прочности), результаты выполнения допускных стыков сварщиками, которые рекомендованы организацией-заявителем для сварки КСС. Назначение электросварщиков, выполняющих сварку КСС, производит аттестационная комиссия. Перед сваркой КСС рекомендуется выполнить 1-2 тренировочных стыка катушек труб соответствующих типоразмеров. КСС в этом случае подвергаются контролю неразрушающими методами, регламентированными действующими НД.
А4.4.3 При совпадении значений параметров однотипности КСС катушек-имитаторов и соединений труб с соединительными деталями трубопроводов и труб с запорной и регулирующей арматурой, поставляемых разными заводами-изготовителями, решение о распространении результатов имеющейся у подрядчика аттестации на сварку новых соединительных деталей трубопроводов (запорной и регулирующей арматуры) принимает Заказчик. Подрядчик в данном случае должен представить Заказчику техническую документацию (паспорта и сертификаты) на соединительные детали трубопроводов, запорную и регулирующую арматуру и трубы, а также операционные технологические карты по сварке.
А4.5 Аттестацию технологии сварки, применяемой для исправления дефектов (ремонта) сварных швов, следует проводить путем выборки механическим способом дефектного (условно) участка с последующей заваркой и контролем.
Аттестация технологии сварки для всех видов ремонта, представленных в операционной технологической карте организации-заявителя, производится единовременно. Допускается проводить сварку контрольных соединений по различным видам ремонта на одном сварном соединении.
Аттестация технологии сварки при исправлении дефектов швов, выполненных ручной дуговой сваркой и комбинированными способами с применением ручной дуговой сварки, механизированной сварки методом STT и самозащитной порошковой проволокой, автоматической сварки головками М-300С (М300) и односторонней автоматической сварки под флюсом может быть проведена по одной операционной технологической карте.
Аттестация технологии сварки при исправлении дефектов швов, выполненных автоматической сваркой в среде защитных газов (с разделкой кромок Тр-4; Тр-5; Тр-6 по табл. А8) и двухсторонней автоматической сваркой под флюсом (с разделкой кромок Тр-3 по табл. А8) производится по отдельно разработанным для каждого способа операционным технологическим картам, в которых должны быть учтены особенности сварки в узкую разделку, а также изнутри трубы (для способа АФ).
На все представленные в одной операционной технологической карте виды ремонта оформляется одно свидетельство о готовности организации-подрядчика к использованию аттестованной технологии сварки.
Длина ремонтного участка по каждому виду ремонта должна быть достаточной для проведения неразрушающего контроля и механических испытаний, но не менее 300 мм. Аттестацию технологии ремонта корневого слоя шва неповоротного стыка со сквозным пропилом (Вид 3) следует выполнять в его потолочной части (в пространственном положении от 4 час. до 6 час. или от 6 час до 8 час.). Расположение участков и пространственных положений для других видов ремонта определяются аттестационной комиссией с учетом анализа результатов неразрушающего контроля стыка. В протоколе (заключении) по результатам неразрушающего контроля качества и механических испытаний каждый вид ремонта должен быть идентифицирован различными клеймами КСС.
А5 Контроль качества контрольных сварных соединений
А5.1 Качество КСС оценивается визуальным, измерительным и неразрушающими методами контроля и должно соответствовать требованиям СТО Газпром 2-2.4-083.
А5.2 Неразрушающий контроль качества КСС должен выполняться лабораториями неразрушающего контроля, аттестованными в соответствии с ПБ 03-372-00 [10], оснащенными необходимой номенклатурой оборудования и материалов для контроля качества сварных соединений, имеющими в своем составе специалистов неразрушающего контроля, аттестованных в соответствии с ПБ 03-440-02 [11].
А5.3 Механические испытания образцов из КСС должны выполняться лабораториями, аттестованными в установленном порядке на соответствующие виды испытаний, оснащенными необходимой номенклатурой испытательного оборудования и материалов, имеющими в своем составе квалифицированных специалистов, аттестованных в установленном порядке на соответствующие виды испытаний.
А5.4 Механические испытания образцов из КСС должны выполняться после получения положительных результатов неразрушающего контроля качества КСС.
А5.5 В процессе производственной аттестации технологии сварки должны быть проведены следующие виды механических испытаний КСС:
- испытание сварного соединения на статическое растяжение;
- испытание сварного соединения на статический изгиб;
- испытание сварного соединения на ударный изгиб (по оси шва и линии сплавления);
- определение твердости (по Виккерсу) металла шва и зоны термического влияния;
- оценка геометрических параметров шва по макрошлифам (для технологии двухсторонней сварки под флюсом).
Схема вырезки образцов из неповоротных стыков должна соответствовать рис. А1. Количество образцов для механических испытаний КСС представлено в таблице А11.
А5.6 При производственной аттестации технологии сварки неповоротных кольцевых стыковых соединений с одинаковой толщиной стенки без подварки изнутри (КСС № 1.1 в табл. А10), когда предусмотрена подварка на отдельных участках шва, из этих участков должны быть вырезаны дополнительные образцы для испытаний сварного соединения на растяжение (2 шт.) и статический изгиб (4 шт.). Дополнительные образцы для испытаний на ударный изгиб не требуются.
А5.7 Образцы для испытаний механических свойств могут быть вырезаны из участков шва, не имеющих каких-либо допустимых дефектов, выявленных методами неразрушающего контроля качества. Разметку и вырезку темплетов следует производить с учетом припусков на резку и механическую обработку, учитывая также возможность изготовления дополнительных образцов. Величина припуска должна обеспечивать минимальное влияние резки на механические свойства металла сварного шва и линии сплавления. Величина припуска должна составлять:
- не менее 5 мм - при газокислородной или плазменной резке;
- не менее 3 мм - при механической резке.
А5.8 Темплеты из поворотных стыков должны вырезаться равномерно по периметру стыка по аналогичной схеме (рис. А1), но не ближе 200 мм от места окончания процесса сварки.
А5.9 Вырезанные заготовки (темплеты) маркируются несмываемой краской или перманентным маркером. Маркировка должна включать номер операционной технологической карты, номер КСС, номер сектора КСС, номер темплета.
А5.10 Тип и размеры образцов, а также методика механических испытаний КСС приведены в Приложении Б к настоящему стандарту.
а)
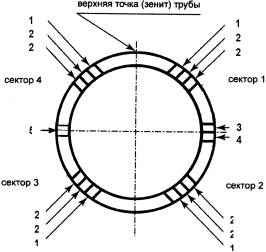
б)
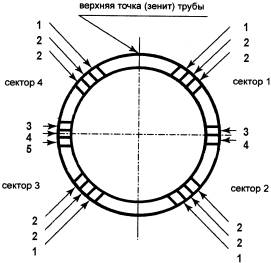
Условные обозначения:
№ 1 - образец для испытаний на статическое растяжение;
№ 2 - образец для испытаний на изгиб (на ребро);
№ 3 - образцы для испытаний на ударный изгиб с расположением надреза по оси сварного шва;
№ 4 - образцы для испытаний на ударный изгиб с расположением надреза по линии сплавления (ЛС);
№ 5 - макрошлиф для определения твердости металла в различных зонах сварного соединения
а) для соединений с толщиной стенки £ 19 мм;
б) для соединений с толщиной стенки > 19 мм
Рисунок А1 - Схема вырезки темплетов для изготовления образцов для проведения механических испытаний КСС
Таблица А11 - Виды механических испытаний КСС и количество образцов
|
Толщина стенки КСС, мм |
Количество образцов для испытаний |
|||||
|
На статическое растяжение |
На статический изгиб боковой поверхностью (на ребро) |
На твердость |
макрошлиф1) (оценка геометрических параметров шва) |
На ударный изгиб (КСV)2) |
||
|
По оси шва |
По ЛС3) |
|||||
|
до 19,0 включ. |
4 |
8 |
1 |
3 |
3 |
3 |
|
св. 19,0 до 32,0 включ. |
4 |
8 |
1 |
3 |
64) |
64) |
|
1) данный вид испытаний выполняется при аттестации технологии двухсторонней автоматической сварки под флюсом. Места вырезки макрошлифов должны располагаться равномерно по периметру стыка (ориентировочно под углом 120 градусов). Оценку геометрических параметров шва следует производить согласно требованиям раздела 8.5 настоящего стандарта. 2) КСV - образцы типа IX с острым надрезом (Шарпи) по ГОСТ 6996. 3) ЛС - линия сплавления. 4) Три образца из нижних (внутренних) слоев шва и три образца из верхних (наружных) слоев шва. |
||||||
А5.11 В процессе первичной и внеочередной производственной аттестации технологии сварки должен быть выполнен полный комплекс механических испытаний КСС. При проведении периодической производственной аттестации технологии сварки допускается не проводить испытания на ударный изгиб при условии, что КСС выполнены сварочными материалами, которые применялись при первичной производственной аттестации.
А5.12 Перед проведением механических испытаний на статическое растяжение и статический изгиб КСС, выполненных с использованием электродов с целлюлозным видом покрытия или самозащитной порошковой проволоки, следует провести дефлокирующую термическую обработку образцов при температуре 250 °C в течение 6 часов.
А5.13 Виды механических испытаний КСС и количество образцов при производственной аттестации технологий ремонта сваркой дефектов сварных швов приведены в таблице А12.
Таблица А12 - Виды механических испытаний КСС и количество образцов при производственной аттестации технологии ремонта сваркой дефектов сварных швов
|
Толщина стенки трубы, мм |
Вид ремонта (см. п. А3.7.14) |
Количество образцов для испытаний |
|||
|
На растяжение |
На статический изгиб боковой поверхностью (на ребро) |
На ударный изгиб (КСV)1) |
|||
|
По оси шва |
По ЛС2) |
||||
|
до 19,0 вкл. |
1 |
0 |
2 |
0 |
0 |
|
2 |
1 |
2 |
3 |
3 |
|
|
3 |
1 |
2 |
3 |
3 |
|
|
4 |
0 |
2 |
0 |
0 |
|
|
5 |
0 |
2 |
0 |
0 |
|
|
свыше 19,0 до 32,0 вкл. |
1 |
0 |
2 |
0 |
0 |
|
2 |
1 |
2 |
3 |
3 |
|
|
3 |
1 |
2 |
63) |
63) |
|
|
4 |
0 |
2 |
0 |
0 |
|
|
5 |
0 |
2 |
0 |
0 |
|
|
1) КСV - образцы типа IX с острым надрезом (Шарпи) по ГОСТ 6996. 2) ЛС - линия сплавления. 3) три образца из нижних (внутренних) слоев шва и три образца из верхних (наружных) слоев шва. |
|||||
А6 Область распространения результатов производственной аттестации технологии сварки
А6.1 Область распространения результатов производственной аттестации определяет диапазон допустимых изменений параметров однотипности сварных соединений в рамках заявленных условий, исходя из характеристик выполненных КСС. При этом должны быть учтены требования настоящего стандарта и представленной организацией-заявителем производственно-технологической документации по сварке.
А6.2 Область распространения результатов производственной аттестации не должна выходить за пределы технологических возможностей применяемого оборудования и может быть сокращена по сравнению с диапазонами однотипности сварных соединений.
А6.3 Результаты производственной аттестации технологии сварки магистральных газопроводов из конкретной марки стали (сочетания сталей) распространяются на другие марки сталей, входящие согласно таблице 5 в группу 2 (М03).
А6.4 Область распространения результатов производственной аттестации технологии сварки кольцевых сварных соединений с одинаковой номинальной толщиной стенки (Sн) распространяются на другие толщины стенок в пределах одной группы (согласно таблице А7).
А6.5 Область распространения результатов производственной аттестации технологии сварки кольцевых кольцевых сварных соединений с различной номинальной толщиной стенки устанавливается как для тонкостенного элемента, так и для толстостенного элемента соединения в пределах одной из групп, приведенных в таблице А13.
Таблица А13 - Область распространения результатов производственной аттестации технологии сварки по номинальным толщинам стенок для разнотолщинных элементов
|
Номер группы (индекс однотипности) по толщине |
Диапазон номинальных толщин тонкостенного элемента разнотолщинного КСС |
Диапазон номинальных толщин толстостенного элемента разнотолщинного КСС* |
|
1 |
от 18,0 до 21,0 включ. |
св. 20,0 до 31,5 мм включ. |
|
2 |
св. 21,0 до 32,0 мм включ. |
св. 23,0 до 48,0 мм включ. |
|
* Максимальные значения диапазонов толщин установлены исходя из соотношения толщин (разнотолщинности) соединяемых элементов равной 1,5. |
||
А6.6 Результаты производственной аттестации технологии сварки в зависимости от номинального диаметра свариваемых элементов КСС распространяются на другие диаметры в пределах диапазона, приведенного в таблице А6.
А6.7 Область распространения аттестации для различных конструктивных элементов газопровода устанавливается в соответствии с требованиями таблицы А14.
Таблица А14 - Область распространения результатов производственной аттестации в зависимости от вида КСС и конструктивных элементов газопровода
|
Номер группы конструктивных элементов (соединений) газопровода |
Номер и вид контрольного сварного соединения (по табл. А10) |
Область распространения: Номер группы (номер соединения) |
|
1 |
1.1 - Стыковое соединение труб одинаковой толщины без подварки изнутри1) |
1 (1.1); |
|
5 (5.1; 5.3)1) |
||
|
2 |
2.1 - Стыковое соединение труб одинаковой толщины (для двухсторонней сварки автоматическими способами) |
2 (2.1) |
|
3 |
3.1 - Стыковое соединение разнотолщинных труб с подваркой изнутри (для ручной дуговой сварки и механизированных способов, включая комбинированные способы сварки) |
3 (3.1); |
|
5 (5.1; 5.3)2) |
||
|
3.2 - Стыковое соединение разнотолщинных труб (для двухсторонней сварки автоматическими способами) |
3 (3.2); 2 (2.1) |
|
|
4 |
4.1 - Стыковое соединение труб одинаковой толщины без подварки изнутри (специальное соединение - захлест) |
4 (4.1); |
|
1 (1.1)3); |
||
|
5 (5.1)3) |
||
|
5 |
5.1 - Стыковое соединение труба + соединительная деталь трубопровода |
5 (5.1) |
|
5.2 - Стыковое соединение труба + катушка-имитатор соединительной детали трубопровода |
5 (5.1); |
|
|
1 (1.1)4); |
||
|
3 (3.1)5) |
||
|
5.3 - Стыковое соединение труба + запорная и регулирующая арматура |
5 (5.3) |
|
|
5.4 - Стыковое соединение труба + катушка-имитатор запорной и регулирующей арматуры |
5 (5.3); |
|
|
1 (1.1)6); |
||
|
3 (3.1)7) |
||
|
1) Область распространения действительна при следующих условиях: соединение № 5.1 является соединением трубы и СДТ с одинаковыми толщинами стенок, а соединение № 5.3 - соединением трубы и переходного кольца ЗРА с одинаковыми толщинами стенок; сварка соединений № 5.1 и № 5.3 должна производиться без подварки изнутри; совпадают другие параметры однотипности соединений № 1.1; №5.1 и № 5.3. 2) Область распространения действительна при следующих условиях: соединение № 5.1 является разнотолщинным соединением переходного кольца (катушки) и СДТ с одинаковыми наружными диаметрами (Тр-7 по табл. А8), а соединение № 5.3 - разнотолщинным соединением переходного кольца и корпуса ЗРА; технологические карты сварки соединений № 5.1 и № 5.3 регламентируют выполнение подварки изнутри; совпадают другие параметры однотипности соединений № 3.1; № 5.1 и № 5.3. 3) Область распространения действительна при условии, что технологическая карта сварки соединения № 1.1 не предусматривает подварки изнутри на отдельных участках периметра шва; соединение № 5.1 является соединением трубы и детали с одинаковыми толщинами стенок, что технологическая карта сварки соединения № 1.1 не предусматривает подварки изнутри. 4) Область распространения действительна при следующих условиях: элементы КСС имели одинаковые диаметры и толщины стенок; сварка КСС производилась без подварки изнутри; совпадают другие параметры однотипности соединений № 5.2 и № 1.1. 5) Область распространения действительна при следующих условиях: элементы КСС имеют разные толщины стенок и одинаковые наружные диаметры (Тр-7 по табл. А8), сварка КСС производилась с подваркой изнутри по всему периметру стыка; совпадают другие параметры однотипности соединений № 5.2 и № 3.1. 6) Область распространения действительна при следующих условиях: КСС является соединением трубы и катушки, имитирующей переходное кольцо ЗРА; элементы КСС имеют одинаковые диаметры и толщины стенок; сварка КСС производилась без подварки изнутри; совпадают другие параметры однотипности соединений № 5.4 и № 1.1. 7) Область распространения действительна при следующих условиях: КСС является соединением трубы и катушки, имитирующей переходное кольцо ЗРА; элементы КСС имеют разные толщины стенок и одинаковые наружные диаметры (Тр-7 по табл. А8) сварка КСС производилась с подваркой изнутри по всему периметру стыка; совпадают другие параметры однотипности соединений № 5.4 и № 3.1. |
||
А6.8 Область распространения результатов аттестации в зависимости от применяемых сварочных материалов определяется согласно таблице А15.
Таблица А15 - Область распространения результатов производственной аттестации технологии сварки в зависимости от типа сварочных материалов
|
Сварочные материалы, применявшиеся для сварки КСС |
Область распространения |
|
Покрытые электроды для ручной дуговой сварки |
Марка и тип электрода, которым сварено КСС, а также другие аттестованные аналоги* |
|
Проволока сплошного сечения для сварки в среде защитных газов |
Марка и тип проволоки, которой сварено КСС, а также другие аттестованные аналоги* |
|
Порошковая проволока для сварки в среде защитных газов |
Марка порошковой проволоки, которой сварено КСС |
|
Самозащитная порошковая проволока |
Марка порошковой проволоки, которой сварено КСС |
|
Агломерированный флюс в комбинации с проволокой сплошного сечения |
Марка флюса и марка проволоки, которыми сварено КСС |
|
* Марки сварочных материалов-аналогов должны быть регламентированы настоящим стандартом |
|
А6.9 Область распространения результатов производственной аттестации в зависимости от состава защитного газа устанавливается в соответствии с таблицей А16.
Таблица А16 - Область распространения результатов производственной аттестации технологии сварки в зависимости от состава защитного газа
|
Защитный газ, который применялся для сварки КСС |
Область распространения |
|
100 % углекислый газ |
100 % углекислый газ |
|
Смесь 50 % аргон + 50 % углекислый газ |
Смесь 50 % аргон + 50 % углекислый газ |
|
Смесь 75 % аргон + 25 % углекислый газ |
Смесь 75 % аргон + 25 % углекислый газ Смесь 80 % аргон + 20 % углекислый газ |
|
Смесь 80 % аргон + 20 % углекислый газ |
Смесь 80 % аргон + 20 % углекислый газ Смесь 75 % аргон + 25 % углекислый газ |
|
Смесь 85 % аргон + 15 % углекислый газ |
Смесь 85 % аргон + 15 % углекислый газ |
А6.10 Область распространения результатов производственной аттестации технологии сварки в зависимости от пространственного положения сварки КСС устанавливается в соответствии с таблицей А17.
Таблица А17 - Область распространения результатов производственной аттестации в зависимости от пространственного положения сварки КСС
|
Пространственное положение сварки КСС |
Область распространения |
Примечание |
|
Н1 |
Н1 |
|
|
В1 |
В1* |
|
|
В2 |
В2* |
|
|
Н45** |
Н45; Г; В1 |
При сварке КСС методом «на подъем» |
|
Н45; Г; В2 |
При сварке КСС методом «на спуск» |
|
|
* Для способа сварки АПИ должно быть указано допустимое отклонение осей труб от горизонтали. ** В случае, если сварка КСС производилась в пространственном положении, соответствующем величине максимального уклона при строительстве газопровода, в области распространения дополнительно указывается допустимое отклонение осей труб от горизонтали в диапазоне от 25 градусов до фактического максимального угла уклона. |
||
А6.11 Область распространения результатов производственной аттестации по параметрам режимов сварки (сварочный ток, напряжение на дуге, скорость сварки, скорость подачи проволоки и др.) устанавливают в рамках диапазонов фактических значений параметров, зафиксированных в карте технологического процесса сварки КСС и в акте производственной аттестации технологии сварки. Эти параметры должны быть отражены в операционных технологических картах для производства сварочных работ, разрабатываемых по результатам производственной аттестации технологии сварки. В случае необходимости изменения состава или значений параметров режима сварки за пределы, установленные операционной технологической картой, требуется проведение новой производственной аттестации.
А6.12 Область распространения результатов производственной аттестации в зависимости от конструкции разделки кромок КСС устанавливается в соответствии с таблицей А18.
А6.13 В области распространения результатов производственной аттестации технологий сварки, базирующихся на применении универсального сварочного оборудования (АПИ, МПС, РД), следует указывать типы сварочного оборудования, аттестованного согласно РД 03-614-03 [9] для применения при сварке магистральных газопроводов.
А6.14 В области распространения результатов производственной аттестации технологий сварки, базирующихся на применении специализированного оборудования (МП, АПГ, ААДП, АФ), следует указывать тип и марку применяемого при аттестации оборудования. Допускается расширять область распространения аттестации на другие марки однотипного оборудования при условии его аттестации согласно РД 03-614-03 [9] для применения при сварке магистральных газопроводов.
Таблица А18 - Область распространения результатов производственной аттестации в зависимости от конструкции разделки кромок КСС
|
Форма разделки кромок КСС (обозначение по табл. А8) |
Область распространения |
|
Тр-1 |
Тр-1 |
|
Тр-2 |
Тр-2 |
|
Тр-3 |
Тр-3 |
|
Тр-4 |
Тр-4; Тр-7* |
|
Тр-5 |
Тр-5; |
|
Тр-6 |
Тр-6 |
|
Тр-7 |
Тр-7; Тр-4* |
|
Тр-8 |
Тр-8 |
|
Тр-9 |
Тр-9 |
|
Тр-10 |
Тр-10 |
|
* Для соединений, выполняемых двухсторонней автоматической сваркой в среде защитных газов. |
|
А6.15 В область распространения результатов производственной аттестации технологий ремонта сваркой дефектов сварных швов, следует включать вид ремонта (см. п. А3.7.14). Результаты аттестации технологии ремонта «Вид 3» могут быть распространены на технологию ремонта «Вид 2», а технологии ремонта «Вид 4» - на технологию ремонта «Вид 5» при условии использования одного способа сварки и сварочного материала. Результаты аттестации технологии сварки, выполненной на КСС с одной толщиной стенки, могут быть распространены для всех видов ремонта на диапазон толщин стенок от 18 до 32 мм.
А6.16 По результатам производственной аттестации технологии сварки магистрального газопровода в установленную область распространения (приложение к заключению аттестационного центра) следует включать параметры согласно следующему перечню:
- способ сварки;
- характер выполняемых работ;
- конструктивный элемент газопровода (номер группы по табл. А4);
- группы основных материалов (класс прочности);
- сварочные материалы;
- вид покрытия электродов (для РД);
- тип сварочного флюса (для АФ);
- состав защитного газа (для ААДП, АПИ, АПГ, МП, РАД);
- тип шва;
- тип соединения;
- вид соединения;
- вид разделки кромок (обозначение по таблице А8)
- диапазон диаметров свариваемых элементов, мм;
- диапазон толщин свариваемых элементов, мм;
- вид ремонта (для технологий ремонта сваркой дефектов сварных швов по п. А3.7.14);
- положение при сварке;
- необходимость подогрева;
- необходимость термообработки;
- тип центратора (центрирующего приспособления)
- вид, тип (марка) сварочного оборудования;
- количество и вид плавящихся электродов (для АФ);
- применение импульсно-дугового процесса (для МП; ААДП);
- перечень нормативной документации, по которой проводилась производственная аттестация, в т.ч. настоящий стандарт;
- шифры операционных технологических карт, разработанных по результатам производственной аттестации.
А7 Оформление документации по результатам производственной аттестации технологий сварки
А7.1 По результатам производственной аттестации технологии сварки аттестационная комиссия составляет заключение о готовности организации-заявителя к использованию аттестованных технологий. Заключение составляют в трех экземплярах на основании первичных документов - операционных технологических карт, сертификатов на основные и сварочные материалы, карт технологических процессов сварки КСС, протоколов и заключений по неразрушающему контролю качества и механическим испытаниям КСС.
А7.2 Заключение оформляется на один способ сварки с указанием области распространения результатов производственной аттестации. При сварке КСС комбинированным способом (с применением нескольких способов сварки) заключение оформляется на комбинацию способов сварки.
А7.3 Аттестационный центр направляет заключение аттестационной комиссии в НАКС. На основании проведенной экспертизы представленных АЦСТ документов НАКС оформляется Свидетельство о готовности организации-заявителя к использованию аттестованной технологии сварки.
А7.4 Аттестационный центр передает оформленное Свидетельство организации-заявителю для получения у Заказчика разрешения на начало производства сварочных работ, с применением аттестованной технологии сварки, при строительстве магистральных газопроводов.
Приложение Б
(обязательное)
Методика механических испытаний сварных соединений
Б1 Испытания сварного соединения на статическое растяжение
Б1.1 Испытания следует проводить на образцах типа XII или XIII (ГОСТ 6996). Форма образца представлена на рис. Б1. Размеры образца указаны в таблице Б1.
Тип XII
Тип XIII
Рисунок Б.1 - Форма образцов (тип ХII и XIII) для испытаний сварного соединения на статическое растяжение
Таблица Б.1 - Размеры плоских образцов для испытаний на статическое растяжение (тип XII и XIII по ГОСТ 6996)
|
Толщина стенки трубы, мм |
Толщина образца S, мм |
Ширина рабочей части образца, b, мм |
Ширина захватной части образца, b1, мм |
Длина рабочей части образца, ℓ мм |
Общая длина образца, L, мм |
|
от 18,0 до 25,0 включ. |
Равна толщине стенки трубы |
25 ± 0,5 |
35 |
100 |
ℓ + 2h |
|
св. 25,0 до 32,0 включ. |
30 ± 0,5 |
40 |
160 |
||
|
Примечания: 1 Длину захватной части образца h устанавливают в зависимости от конструкции испытательной машины. 2 Скорость нагружения образцов в процессе испытаний должна составлять не более 15 мм/мин. |
|||||
Б1.2 Усиление шва на образцах должно быть снято механическим способом до уровня основного металла, при этом допускается удалять основной металл по всей поверхности образца на глубину до 15 % от толщины стенки трубы, но не более 4,0 мм. Удаление основного металла с поверхности образца производят только с той стороны, с которой снимают усиление шва. Строгать усиление следует поперек шва. Острые кромки плоских образцов в пределах рабочей части должны быть закруглены радиусом не более 1,0 мм путем сглаживания напильником вдоль кромки. Разрешается строгать усиление вдоль продольной оси шва с последующим удалением рисок. Шероховатость поверхности RZ в местах удаления усиления должна быть не более 6,3 мкм.
Б1.3 Перед проведением механических испытаний сварных соединений, выполненных с применением электродов с целлюлозным видом покрытия или самозащитной порошковой проволокой следует провести дефлокирующую термическую обработку образцов при температуре 250 °C в течение 6 часов.
Б1.4 Временное сопротивление разрыву, определяемое на плоских образцах со снятым усилением, должно быть не ниже нормативного значения временного сопротивления разрыву основного металла труб, регламентированного техническими условиями на их поставку.
Б2 Испытания сварного соединения на статический изгиб
Б2.1 Форма и размеры образцов на статический изгиб представлены в таблице Б2 и на рис. Б2. Диаметр нагружающей оправки должен соответствовать табл. Б3.
|
Вид изгиба |
Толщина основного металла S, мм |
Ширина образца b мм |
Общая длина образца, L, мм |
Расстояние между опорами, мм |
|
На ребро |
18,0 и более |
12,5 ± 0,2 |
180-200 |
80 |
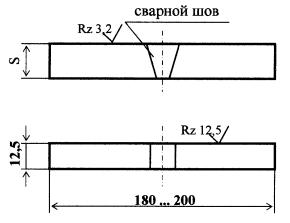
Рисунок Б.2 - Форма образца для испытаний на статический изгиб (на ребро)
Таблица Б3 - Диаметр нагружающей оправки (D) для испытаний на статический изгиб (на ребро)
|
Класс прочности трубной стали |
Диаметр нагружающей оправки D, мм |
|
от К55 до К60 включ. |
50 ± 2 |
Б2.2 Толщина образцов должна равняться толщине основного металла. Усиление шва по обеим сторонам образца снимается механическим способом до уровня основного металла. Разрешается сострогать усиление шва в любом направлении с последующим удалением рисок. Кромки образцов в пределах их рабочей части должны быть закруглены радиусом ≥0,1 толщины образца (но не более 2,0 мм) путем сглаживания напильником вдоль кромки.
Б2.3 Перед проведением испытаний сварных соединений, выполненных с применением электродов с целлюлозным видом покрытия или самозащитной порошковой проволокой следует провести дефлокирующую термическую обработку образцов при температуре 250 °C в течение 6 часов.
Б2.4 Обязательным условием проведения испытаний является плавность возрастания нагрузки на образец. Испытания проводят со скоростью не более 15 мм/мин. до достижения нормируемого угла изгиба или угла изгиба, при котором образуется первая являющаяся браковочным признаком трещина. Угол изгиба при испытании до образования первой трещины замеряют в ненапряженном состоянии с погрешностью ±2 град.
Б2.5 Если длина трещин, возникающих в растянутой зоне образца в процессе испытания, не превышает 20 % его ширины, но не более 5,0 мм, то такие трещины не являются браковочным признаком. Определяется также место образования трещины или разрушения (металл шва, металл околошовной зоны или основной металл).
Б2.6 Среднее арифметическое значение угла изгиба образцов должно быть не менее 120°, а минимальное значение угла изгиба одного образца должно быть не ниже 100°. При подсчете среднего арифметического значения угла изгиба все углы более 150° следует принимать равными 150°.
Б3 Испытания на ударный изгиб
Б3.1 При испытании на ударный изгиб определяют энергию удара и ударную вязкость металла шва на образцах с острым надрезом (Шарпи) типа IХ по ГОСТ 6996. Форма и размеры образцов представлены на рис. Б3. Схема нанесения надреза на образцах приведена на рис. Б4.
Б3.2 При номинальной толщине стенки стыкуемых элементов до 19,0 мм включительно вырезку и изготовление образцов следует производить таким образом, чтобы одна из чистовых поверхностей каждого образца (после окончательной обработки) располагалась на расстоянии от 2 до 3 мм от внутренней поверхности трубы. Надрез наносят перпендикулярно поверхности трубы (см. схему на рис. Б3).
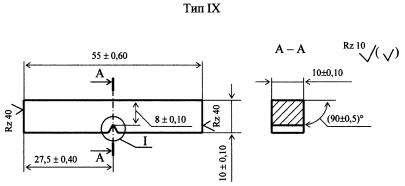

Рисунок Б3 - Форма и размеры образцов для испытаний на ударный изгиб по ГОСТ 6996
Б3.3 При номинальной толщине стенки стыкуемых элементов более 19,0 мм для испытаний на ударный изгиб следует изготовить дополнительно два комплекта образцов (по шву и по ЗТВ), одна из чистовых поверхностей которых расположена на расстоянии 2-3 мм от наружной поверхности трубы. Каждый комплект должен включать в себя не менее 3 образцов.
|
а) S £ 19 мм |
|
|
б) S £ 19 мм |
|
|
в) S ³ 19 мм |
|
|
г) S ³ 19 мм |
|
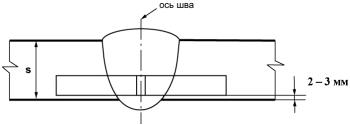
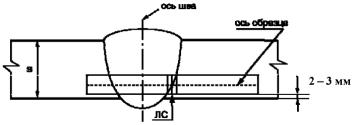
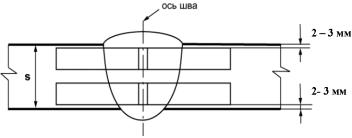
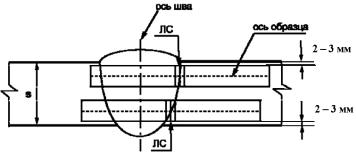
а) и в) - по металлу сварного шва (по оси шва);
б) и г) - по металлу в зоне термического влияния (линии сплавления - ЛС).
Рисунок Б4 - Схема вырезки и выполнения надреза на образцах для испытаний на ударный изгиб
Б3.4 Ударная вязкость, определяемая как среднее арифметическое результатов испытаний трех образцов, должна быть не менее значений, указанных в разделе 4 настоящего стандарта.
Б4 Определение твердости металла различных участков сварных соединений
Б4.1 Измерение твердости по Виккерсу (НV 10) производят на образцах (макрошлифах), вырезанных таким образом, чтобы были охвачены все участки сварного соединения (шов, зона термического влияния, основной металл). Должна быть обеспечена параллельность сечений шлифа и обработка поверхности в местах замеров с шероховатостью RА не более 0,80 мкм. Схема замера твердости для односторонних и двухсторонних стыковых соединений представлена на рис. Б5 и рис. Б6. В каждой зоне замера должно быть не менее трех отпечатков (для ЗТВ и основного металла - с двух сторон от оси шва).
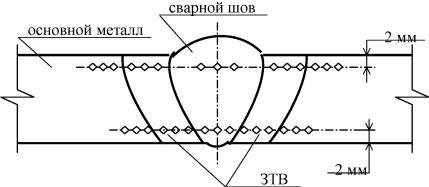
Рисунок Б5 - Схема замера твердости по Виккерсу в различных зонах одностороннего стыкового сварного соединения

Рисунок Б6 - Схема замера твердости по Виккерсу в различных зонах двухстороннего стыкового сварного соединения c X-образной разделкой кромок
Б4.2 Линии замера твердости (I и II) в стыковом соединении следует располагать на расстоянии от 1,5 до 2,0 мм от соответствующих поверхностей образца.
Б4.3 Значения твердости по Виккерсу (НV 10) не должны превышать максимальных значений, регламентированных в разделе 4 настоящего стандарта.
Приложение В
(рекомендуемое)
Типовая карта технологического процесса сварки контрольного сварного соединения
|
Наименование технологии ________________________________________________________ Вид аттестации __________________________________________________________________ Наименование организации-подрядчика (заявителя аттестации) Наименование аттестационного центра (АЦСТ): ______________________________________ Перечень нормативных документов, согласно которым проводится аттестация: ________________________________________________________________________________ Шифр НД (операционной технологической карты) по сварке КСС: ______________________ Конструктивный элемент газопровода: ______________________________________________ Идентификатор однотипности КСС: ________________________________________________ Порядковый номер (клеймо) КСС: _________________________________________________
|
Характеристики процесса и данные о сварке контрольного сварного соединения (КСС)
|
№№ п/п |
Наименование |
Обозначения (показатели) |
|
|
2 |
Способ (комбинация способов) сварки |
|
|
|
3 |
Основной материал (марка, номер ГОСТа, ТУ) |
|
|
|
4 |
Эквивалент углерода |
|
|
|
5 |
Основной материал (группа прочности) |
|
|
|
6 |
Сварочные материалы (типы, марки) |
|
|
|
7 |
Толщина свариваемых труб (деталей), мм |
|
|
|
8 |
Диаметр труб (деталей) в зоне сварки, мм |
|
|
|
9 |
Тип шва |
|
|
|
10 |
Тип соединения |
|
|
|
11 |
Вид соединения |
|
|
|
12 |
Форма подготовки кромок |
|
|
|
13 |
Положение при сварке |
|
|
|
14 |
Вид покрытия электродов (для РД) |
|
|
|
15 |
Режим подогрева |
|
|
|
16 |
Межслойная температура |
|
|
|
17 |
Режим термообработки (при наличии требований) |
|
|
|
18 |
Дополнительные параметры |
|
|
|
Конструкция соединения и конструктивные элементы шва* |
Сечение шва и порядок сварки |
||
|
|
|
||
* Указываются фактические значения геометрических параметров разделки кромок (угла скоса, величины зазора, притупления кромок).
|
Сварочное оборудование (тип, марка): ____________________________________________ Вспомогательное оборудование и оснастка: ________________________________________ Метод подготовки и очистки: ____________________________________________________ Требования к прихватке: ________________________________________________________ Защита сварочной ванны/защита корня шва: _______________________________________ Защитный газ: _________________________________________________________________ Сварочный флюс: ______________________________________________________________ Неплавящийся электрод (тип, размер): ____________________________________________ Детали формирования корня шва: ________________________________________________
|
Параметры процесса сварки КСС**
|
Номер слоя (валика) |
Диаметр электродной проволоки, мм |
Род и полярность тока |
Сварочный ток, А |
Напряжение, В |
Скорость подачи проволоки, см/мин |
Расход газа (смеси), л/мин |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
** Параметры процесса в таблице должны выбираться в соответствии с технологической картой сварки КСС отдельно для каждого способа сварки. В таблице должны быть указаны фактические параметры режима сварки, зарегистрированные в процессе выполнения КСС.
Данные о сборке и сварке КСС:***
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
*** Приводятся фактические данные о результатах пооперационного контроля сборки и сварки КСС (температура подогрева, количество и размеры прихваток, величина смещения кромок, межслойная температура, схема выполнения шва, последовательность наложения слоев, толщина и ширина валиков (слоев) шва, данные о послойной очистке и шлифовке шва, геометрические параметры швов и т.п.).
Требования к контролю качества КСС
|
Метод контроля, вид испытаний |
НД, регламентирующие методику контроля и тип образцов для механических испытаний |
НД, регламентирующие нормы оценки качества |
Объем контроля (%, количество образцов) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Место сварки КСС: ____________________________________________________________
Дата сварки: __________________________________________________________________
Погодные условия (температура, скорость ветра): __________________________________
Данные о сварщиках (операторах)
|
Ф.И.О. сварщика (оператора) |
Способ сварки |
№ удостоверения |
№ клейма |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Дополнительные сведения о проведении аттестации****
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
**** По усмотрению аттестационной комиссии приводятся результаты входного контроля сварочных материалов и их подготовки перед сваркой, а также другие сведения, имеющие существенное значение для выполнения КСС по аттестуемой технологии.
Соответствие содержания настоящей карты технологического процесса требованиям, изложенным в технологии представленной на аттестацию (ТК-_______________) и выполнение подготовки и сварки КСС в соответствии с требованиями НД и данными, указанными выше подтверждаем:
|
Член аттестационной комиссии: |
______________ |
________________________ |
|
|
подпись |
(фамилия, имя, отчество) |
|
Представитель организации-заявителя: |
______________ |
________________________ |
|
|
подпись |
(фамилия, имя, отчество) |
Приложения:
1. Операционная технологическая карта сборки и сварки КСС: _______________________________________
2. Сертификат на основной материал: ____________________________________________________________
3. Сертификаты на сварочные материалы: _________________________________________________________
Приложение Г
(рекомендуемое)
Акт №_______
производственной аттестации технологии сварки для применения при строительстве
магистрального газопровода
_____________________________________________________________________________
(указать название магистрального газопровода или участка газопровода)
|
_________________________ 200__ г. |
|
|
(дата проведения аттестации)
|
(место проведения аттестации) |
|
1. Название, адрес и тел. организации-заявителя (подрядчика), аттестующей технологию сварки |
|
|
|
|
|
|
|
|
2. Название, адрес и тел. организации-разработчика технологии сварки |
|
|
|
|
|
3. Название, адрес и тел. аттестационного центра (АЦСТ) |
|
|
|
|
|
4. Состав аттестационной комиссии |
|
|
Председатель |
|
|
Члены комиссии |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5. Вид аттестации |
|
|
6. Перечень нормативно-технической документации, согласно которой проводится аттестация: |
|
|
6.1. Технологическая карта на аттестуемую технологию сварки (наименование и номер, кем и когда разработана и утверждена) |
|
|
|
|
|
|
|
|
6.2. СНиП, РД и др. документы по сварке |
|
|
|
|
|
6.3. СНиП, РД и др. документы по контролю качества |
|
|
|
|
|
7. Название, краткая характеристика технологии сварки |
|
|
|
|
|
|
|
|
|
|
|
8. Наименование конструктивного элемента (соединения) газопровода |
|
|
|
|
9. Характеристика свариваемых труб (деталей)
|
Свариваемый элемент (труба, деталь, арматура) |
Диаметр, мм |
Толщина стенки, мм |
Марка стали и класс прочности |
Номер ТУ, ГОСТ и другие стандарты |
Эквивалент углерода, % |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
10. Форма и параметры разделки кромок (угол скоса кромок, притупление, зазор и т.д.) - в виде эскиза |
|
|||||
|
11. Тип (марка) центратора (сборочного приспособления) |
|
|||||
|
|
||||||
|
12. Тип (марка) сварочных материалов (в т.ч. защитного газа) |
|
|||||
|
|
||||||
|
|
||||||
|
13. Тип (марка) сварочного и вспомогательного оборудования |
|
|||||
|
|
||||||
|
|
||||||
|
14. Температура предварительного подогрева |
|
|||||
|
15. Количество и размеры прихваток |
|
|||||
|
|
|
|||||
|
16. Схема сварки шва (число слоев, последовательность их выполнения) - в виде эскиза |
|
|||||
17. Состав бригады сварщиков, участвующих в аттестации технологии сварки
|
№ п/п |
Ф.И.О. сварщика (оператора) |
Клеймо сварщика |
Содержание работы, выполняемой в бригаде |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
18. Положение при сварке |
|
|
|
|
|
|
|
|
19. Схема расстановки сварщиков при выполнении неповоротного стыка (в виде эскиза) |
|
|
20. Количество и номера сваренных стыков (контрольных сварных соединений) |
|
21. Фактические параметры режима сварки, зарегистрированные при сварке КСС (в виде отдельной таблицы, наименование параметров - в соответствии с технологической картой)
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
22. Интервал времени между выполнением отдельных слоев шва (если регламентируется в технологической карте) |
|
|
23. Межслойная температура |
ТMIN = ____ °C ТMAX = ____ °C |
|
24. Геометрические параметры шва (в т.ч. подварочного или внутреннего) |
Ширина шва = ____ мм; Высота усиления = ____ мм |
|
25. Режим термообработки (при наличии требований) |
|
|
|
|
|
26. Другие данные, в том числе погодные условия при проведении аттестации технологии |
|
|
|
|
|
|
27. Результаты аттестации:
Аттестация технологии сварки проведена в соответствии с вышеупомянутой нормативной документацией, технология сварки рекомендуется к применению при строительстве магистрального газопровода (участка газопровода)
_____________________________________________________________________________
(наименование магистрального газопровода или участка газопровода)
_____________________________________________________________________________
строительно-монтажной организацией
_____________________________________________________________________________
(название организации)
Приложения:
1. Операционная технологическая карта.
2. Протоколы механических испытаний сварного соединения.
3. Заключение по неразрушающему контролю сварных соединений физическими методами.
4. Протокол визуального и измерительного контроля сварных швов.
5. Протокол оценки геометрических параметров шва по макрошлифам (для двухсторонней автоматической сварки под флюсом).
6. Результаты других видов контроля, если они предусмотрены нормативной документацией.
Ф.И.О. и подписи членов комиссии
|
Председатель |
|
|
Члены комиссии |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Приложение Д
(обязательное)
Допускные испытания сварщиков
Д1 Допускные испытания аттестованных сварщиков (операторов сварочных установок) проводятся с целью подтверждения необходимых квалификационных способностей для выполнения качественных сварных соединений при использовании технологии сварки, прошедшей производственную аттестацию в соответствии с требованиями, изложенными в приложении А к настоящему стандарту.
Д2 Все сварщики (операторы), привлекаемые для выполнения сварочных работ, должны быть аттестованы в соответствии с ПБ 03-273-99 [5] и РД 03-495-02 [6].
Д3 Допускные испытания проводятся до начала производства работ на основании положительных результатов производственной аттестации технологии сварки путем сварки контрольных сварных соединений (КСС).
Д4 Допускные испытания проводит организация, выполняющая сварочные работы, на основании операционных технологических карт сварки, разработанных по технологиям, прошедшим производственную аттестацию.
Д5 Допускные испытания должны выполняться по согласованию и в присутствии представителя технического надзора.
Д6 В процессе допускных испытаний должны выполняться все требования операционных технологических карт сварки, применяться оборудование, соблюдаться техника сварки и скорость выполнения всех операций, которые будут использоваться в дальнейшем при сварке или ремонте сварных соединений газопроводов.
Д7 Сварщики (операторы), выполнившие сварку КСС при производственной аттестации технологии сварки, и имеющие положительные заключения по неразрушающему контролю качества и механическим испытаниям, считаются прошедшими испытания и могут не выполнять сварку допускных стыков.
Д8 КСС для допускных испытаний должны быть изготовлены из тех же труб, т.е. иметь тот же класс прочности, толщину стенки и разделку кромок, что и в операционных технологических картах сварки, разработанных по технологиям, прошедшим производственную аттестацию.
Д9 Длина катушки КСС при допускных испытаниях сварщиков механизированной и ручной дуговой сварки должна быть не менее 125 мм. Для проведения допускных испытаний по автоматической сварке длина катушки устанавливается исходя из возможности обеспечения всех требований операционной технологической карты.
Д10 Сварщик может быть аттестован на выполнение всего шва в целом или конкретного слоя (слоев) шва. Для кольцевых стыков диаметром от 1020 до 1420 мм допускается сварить одну из половин периметра стыка (относительно вертикальной оси).
Сварщик-оператор, аттестующийся на выполнение автоматической сварки неповоротных стыков труб в среде защитных газов, должен выполнить все наружные слои шва на 1/2 периметра стыка.
Сварщик, аттестующийся на выполнение автоматической сварки в среде защитных газов корневого слоя шва изнутри трубы (комплекс оборудования CRC-Evans AW), должен выполнить весь периметр сварного соединения.
При допускных испытаниях по технологии двухсторонней автоматической сварки под флюсом поворотных стыков труб каждая пара сварщиков-операторов выполняет сварку одного стыка. По результатам испытаний они допускаются к сварке соответствующих слоев шва (наружных или внутреннего).
При допускных испытаниях по комбинированной технологии с использованием односторонней автоматической сварки под флюсом сварщик-оператор должен выполнить сварку всех автоматных слоев шва одного стыка независимо от диаметра трубы.
Д11 Повторные допускные испытания сварщика (оператора) назначают в случаях, если:
- он имел перерыв в своей работе более трех месяцев;
- в технологический процесс аттестованной технологии сварки внесены изменения, делающие необходимым проведение новой производственной аттестации технологии сварки.
Сварщики могут быть допущены к работе на объекте без повторных допускных испытаний при условии, что практический экзамен при аттестации сварщиков в соответствии с ПБ 03-273-99 [5] и РД 03-495-02 [6] проводился в полном соответствии с технологической картой на процесс сварки, который прошел производственную аттестацию и применяется на данном газопроводе.
Д12 Допускные испытания сварщиков для выполнения ремонта сварных соединений осуществляются по каждому виду ремонта, регламентируемому настоящим стандартом, и соответствующей операционной технологической картой. Длина участка шва для каждого вида ремонта должна составлять не менее 200 мм.
Д13 КСС при допускных испытаниях подлежат:
- пооперационному контролю в процессе сварки;
- визуальному и измерительному контролю;
- радиографическому контролю;
- контролю размеров швов и наличия недопустимых дефектов по макрошлифам (в случае двухсторонней автоматической сварки под флюсом);
- механическим испытаниям на статический изгиб (для механизированной и автоматической сварки в среде защитных газов). Количество образцов - 2 шт.
Д14 Сварщики, бригады сварщиков (операторов) признаются прошедшими допускные испытания, если КСС, выполненные при допускных испытаниях имеют положительные заключения по качеству по видам контроля, приведенным в п. Д13 настоящего приложения, что должно быть подтверждено в Протоколе допускных испытаний (см. п. Д18 настоящего приложения).
Д15 Если результаты контроля допускного стыка по видам контроля, приведенным в п. Д13, не отвечают требованиям настоящего стандарта, то разрешается выполнять сварку и контроль двух других допускных стыков. Если хотя бы на одном из КСС получены неудовлетворительные результаты контроля, сварщик (оператор) признаются не выдержавшими допускные испытания и может быть допущен к повторной сварке допускного стыка только после дополнительной подготовки.
Д16 На основании результатов допускных испытаний на каждого сварщика (оператора) в том числе при работе в составе бригады, оформляется Допускной лист (см. п. Д19 настоящего приложения). Допускной лист оформляется организацией, выполняющей сварочные работы на данном газопроводе, в которой числятся сварщики (операторы).
Д17 Срок действия Допускного листа определяется на время выполнения сварщиком работы, по которой он прошел допускные испытания, если перерыв в работе не превышает трех месяцев, но не более срока действия аттестационного удостоверения, выданного НАКС.
Д18 Форма протокола допускных испытаний.
УТВЕРЖДАЮ:
___________________________
___________________________
___________________________
(подпись)
«___»_________200__ г.
(М.П.)
ПРОТОКОЛ ДОПУСКНЫХ ИСПЫТАНИЙ № __________ от __________
Объект: ______________________________________________________________________
1 Общие сведения о сварщике (операторе)
|
1.1 Фамилия, имя, отчество |
|
|
1.2 Год рождения |
|
|
1.3 Стаж работы по сварке |
|
|
1.4 Квалификационный разряд по ОК |
|
|
1.5 Клеймо |
|
|
1.6 Номер аттестационного удостоверения, срок действия |
|
2 Данные о сварке КСС _______________________
2.1 Способ сварки _____________________________
|
2.2 Шифр НД по сварке, технологической карты аттестованной технологии сварки |
|
|
|
|
2.3 Клеймо КСС |
|
|
|
|
2.4 Группа и марка основного материала |
|
|
|
|
2.5 Вид свариваемых деталей |
|
|
|
|
2.6 Тип шва |
|
|
|
|
2.7 Слой шва |
|
|
|
|
2.8 Диаметр, мм |
|
|
|
|
2.9 Толщина, мм |
|
|
|
|
2.10 Тип и вид соединения |
|
|
|
|
2.11 Положение при сварке |
|
|
|
|
2.12 Вид покрытия, марка и диаметр электродов |
|
|
|
|
2.13 Марка и диаметр присадочной сварочной проволоки |
|
|
|
|
2.14 Марка защитного газа, флюса и др. |
|
|
|
|
2.15 Дополнительная информация о КСС |
|
|
|
3 Контроль качества КСС
3.1 Нормативный документ по контролю ______________________
3.2 Результаты контроля качества КСС (клеймо №__________):
|
Вид контроля |
Результат и номер Заключения |
||
|
Визуальный и измерительный |
|
|
|
|
Радиографический |
|
|
|
|
Ультразвуковой |
|
|
|
|
Испытания на статический изгиб |
|
|
|
|
Анализ макрошлифов |
|
|
|
4 Область распространения результатов допускных испытаний
|
Параметры сварки |
Обозначение условий сварки |
Область распространения |
|
Способ сварки |
|
|
|
Вид деталей |
|
|
|
Типы швов |
|
|
|
Слой шва |
|
|
|
Группа основного материала |
|
|
|
Сварочные материалы |
|
|
|
Толщина деталей, мм |
|
|
|
Наружный диаметр, мм |
|
|
|
Положения при сварке |
|
|
|
Вид соединения |
|
|
Допускной лист № _____________ выдан __________________
(подпись, дата)
|
Представитель отдела главного сварщика |
_______________ |
___________ |
|
(организация, должность) |
(подпись, дата) |
(Ф.И.О.) |
|
Представитель службы контроля качества |
_______________ |
___________ |
|
(организация, должность) |
(подпись, дата) |
(Ф.И.О.) |
|
Представитель технического надзора |
_______________ |
___________ |
|
(организация, должность) |
(подпись, дата) |
(Ф.И.О.) |
Примечания:
1 В п. 1.5 указывается личное клеймо сварщика, присвоенное приказом по организации, в п. 2.3 указывается клеймо, присвоенное КСС при допускных испытаниях сварщика.
2 В п. 1.4 указывается общий стаж работы по сварке.
3 В п.2 и 3 вносятся сведения о каждом контрольном сварном соединении, сварку которого выполнял сварщик при допускных испытаниях по конкретной технологической карте аттестованной технологии сварки.
4 В п. 2.7 указывается слой шва (корневой (К), подварочный (П), горячий проход (Гп), заполняющий (Зп), облицовочный (О), наружный (Н), внутренний (В)), который выполнялся сварщиком при допускных испытаниях.
5 В п. 2.17 вносятся дополнительные сведения о контрольных сварных соединениях, необходимых для правильного определения области распространения (например, толщина слоя, выполненного ручной сваркой при комбинированной сварке и т.п.).
6 В п. 3.1 вносятся наименования методов контроля качества, которые применялись при допускных испытаниях в соответствии с требованиями нормативных документов и результатов производственной аттестации технологии сварки.
7 Результаты контроля (п. 3.2) указываются словами «удовлетворительно» и «неудовлетворительно» с указанием номера и даты акта, заключения и т.п.
8 Область распространения определяется требованиями нормативного документа и технологической карты аттестованной технологии сварки.
9 Если при допускных испытаниях выполнено несколько контрольных сварных соединений, области распространения которых не перекрываются, то в таблице «Область распространения» раздельно указывается диапазон параметров области распространения с учетом выполненных контрольных сварных соединений.
10 Информацию об области распространения допускается указывать условными обозначениями, принятыми в РД 03-615-03.
11 Протокол оформляется в двух экземплярах. Один из которых хранится в организации, выполняющей сварочный работы, другой передается в составе исполнительной документации.
12 Регистрацию допускного листа выполняет служба контроля качества.
Д19 Форма Допускного листа
УТВЕРЖДАЮ:
_________________________
_________________________
_________________________
(подпись)
«___»_________ 200__ г.
(М.П.)
ДОПУСКНОЙ ЛИСТ № ____________ от ____________
Объект: ______________________________________________________________________
Общие сведения о сварщике (операторе)
|
1. Фамилия, имя, отчество |
|
|
2. Год рождения |
|
|
3. Стаж работы по сварке |
|
|
4. Квалификационный разряд по ОК |
|
|
5. Клеймо |
|
|
6. Номер аттестационного удостоверения, срок действия |
|
|
7. Номер и дата протокола допускных испытаний |
|
|
Параметры сварки |
Область распространения результатов допускных испытаний |
|
Способы сварки |
|
|
Шифр НД по сварке, технологической карты аттестованной технологии сварки |
|
|
Шифр НД по контролю качества КСС допускных испытаний |
|
|
Характер выполняемых работ |
|
|
Группы (марки) основного материала |
|
|
Сварочный материалы |
|
|
Типы швов |
|
|
Типы сварных соединений |
|
|
Виды сварных соединений |
|
|
Форма разделки кромок |
|
|
Диапазон диаметром свариваемых деталей |
|
|
Диапазон толщин свариваемых деталей |
|
|
Положения при сварке |
|
|
Наличие подогрева |
|
|
Наличие термической обработки |
|
|
Вид, тип (марка) сварочного оборудования |
|
Срок действия Допускного листа
|
Представитель отдела главного сварщика |
_______________ |
___________ |
|
(организация, должность) |
(подпись, дата) |
(Ф.И.О.) |
|
Представитель службы контроля качества |
_______________ |
___________ |
|
(организация, должность) |
(подпись, дата) |
(Ф.И.О.) |
Библиография
|
[1] Ведомственные строительные нормы Миннефтегазстрой СССР ВСН 006-89 |
Строительство магистральных и промысловых трубопроводов. Сварка |
|
[2] Свод правил СП 105-34-96 |
Свод правил по производству сварочных работ и контролю качества сварных соединений |
|
[3] Временные рекомендации по производству сварочных работ и контролю качества сварных соединений при строительстве первоочередных участков Северо-Европейского газопровода» (утверждены Департаментом по транспортировке, подземному хранению и использованию газа ОАО «Газпром» 26.10.2006 г.) |
|
|
[4] Руководящий документ Госгортехнадзора России РД 03-615-03 |
Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов |
|
[5] Правила безопасности Госгортехнадзора России ПБ 03-273-99 |
Правила аттестации сварщиков и специалистов сварочного производства |
|
[6] Руководящий документ Госгортехнадзора России РД 03-495-02 |
Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства |
|
[7] Перечень групп опасных производственных объектов, сварка (наплавка) которых осуществляется аттестованными сварщиками с применением аттестованных сварочных материалов, оборудования и технологий сварки (наплавки) (согласован Ростехнадзором России 31.03.2006 г.) |
|
|
[8] Руководящий документ Госгортехнадзора России РД 03-613-03 |
Порядок применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов |
|
[9] Руководящий документ Госгортехнадзора России РД 03-614-03 |
Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов |
|
[10] Правила безопасности Госгортехнадзора России ПБ 03-372-00 |
Правила аттестации и основные требования к лабораториям неразрушающего контроля |
|
[11] Правила безопасности Госгортехнадзора России ПБ 03-440-02 |
Правила аттестации персонала в области неразрушающего контроля |
|
[12] Руководящий документ Госгортехнадзора России РД 03-606-03 |
Инструкция по визуальному и измерительному контролю |
|
[13] Правила устройства электроустановок. Издание 7-е 2002 г. (Утверждены приказом Минэнерго России от 08.07.2002 №204) |
|
|
[14] Правила технической эксплуатации электроустановок потребителей (Утверждены приказом Минэнерго Российской Федерации от 13.01.2003 г. №6) |
|
|
[15] Временная инструкция по технологиям термитной сварки катодных выводов при строительстве и ремонте газопроводов (утверждена начальником Департамента по транспортировке, подземному хранению и использованию газа ОАО «Газпром» 20.03.2006) |
|
|
[16] Рекомендации по применению РД 03-615-03 (Разработаны Национальной Ассоциацией Контроля и Сварки, 2006) |
|
|
[17] Руководящий документ ОАО «Газпром» РД 51-31323949-58-00 |
Инструкция по применению стальных труб в газовой и нефтяной промышленности |
Ключевые слова: сварка, автоматическая сварка, магистральный газопровод, инструкция, рабочее давление, газопровод, соединительные детали трубопроводов, аттестация сварщиков, аттестация оборудования.