ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р |

ОТВЕРТКИ СЛЕСАРНО-МОНТАЖНЫЕ
ДЛЯ ВИНТОВ И ШУРУПОВ
С КРЕСТООБРАЗНЫМ ШЛИЦЕМ
РАБОЧАЯ ЧАСТЬ
Размеры
ISO 8764-1:2004
Assembly tools for
screws and nuts - Screwdrivers for cross-recessed
head screws - Part 1: Driver tips
(MOD)
|
|
Москва Стандартинформ 2008 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 РАЗРАБОТАН ОАО «ВНИИИНСТРУМЕНТ»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 95 «Инструмент»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 30 ноября 2007 г. № 348-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 8764-1:2004 «Слесарно-монтажный инструмент для винтов и шурупов. Отвертки для винтов и шурупов с крестообразным шлицем. Часть 1. Рабочая часть» (ISO 8764-1:2004 «Assembly tools for screws and nuts - Screwdrivers for cross-recessed head screws - Parti: Driver tips», MOD). При этом раздел 3 и приложение А полностью идентичны разделам 3 и 5 ИСО 8764-1:2004.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (подраздел 3.5)
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Cодержание
ГОСТ Р 52785-2007
(ИСО 8764-1:2004)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ОТВЕРТКИ
СЛЕСАРНО-МОНТАЖНЫЕ ДЛЯ ВИНТОВ
И ШУРУПОВ С КРЕСТООБРАЗНЫМ ШЛИЦЕМ
РАБОЧАЯ ЧАСТЬ
Размеры
Screwdrivers for fitting and assembling for recessed
screws and wood screws. Working part.
Dimensions
Дата введения - 2009-01-01
1 Область применения
Настоящий стандарт распространяется на слесарно-монтажные отвертки для винтов и шурупов с крестообразным шлицем и устанавливает размеры их рабочей части.
2 Нормативные ссылки
В настоящем стандарте использована ссылка на следующий межгосударственный стандарт:
ГОСТ 10753-86 Шлицы крестообразные для винтов и шурупов. Размеры и методы контроля
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Типы и основные размеры
3.1 Рабочую часть отверток следует изготовлять следующих типов:
РН - для шлицев типа Н по ГОСТ 10753;
PZ - для шлицев типа Z по ГОСТ 10753.
3.2 Основные размеры рабочей части отверток должны соответствовать указанным на рисунках 1 и 2 и в таблицах 1 и 2.
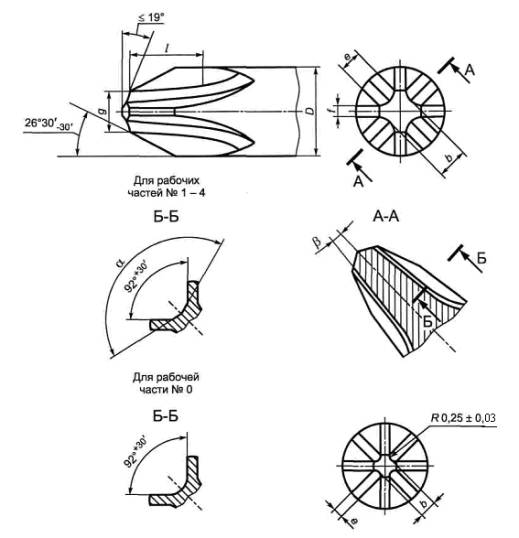
Рисунок 1 - Отвертки типа РН
(Поправка. ИУС 7-2009 г.)
Таблица 1
|
Номер крестообразной рабочей части |
D |
b -0,05 |
е |
f |
g -0,05 |
l, не менее |
α +30' |
β -30' |
||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||
|
0 |
3,0 |
0,61 |
0,38 |
-0,09 |
0,31 |
-0,05 |
0,84 |
2,78 |
- |
7°00' |
|
1 |
4,5; 4,0 |
1,03 |
0,54 |
-0,05 |
0,53 |
1,30 |
138° |
|||
|
2 |
6,0 |
1,56 |
1,13 |
0,64 |
2,31 |
4,37 |
140° |
5°45' |
||
|
3 |
8,0 |
2,52 |
2,12 |
0,81 |
-0,08 |
3,84 |
6,74 |
146° |
||
|
4 |
10,0 |
3,60 |
2,76 |
1,12 |
5,11 |
8,34 |
153° |
7°00' |
||
(Поправка. ИУС 7-2009 г.)
Размеры в миллиметрах
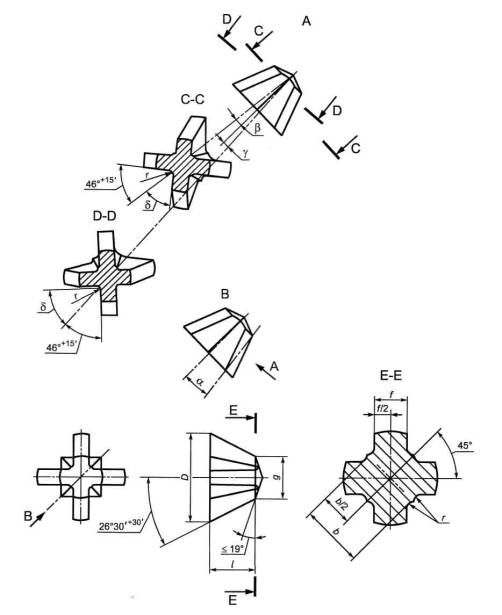
Рисунок 2 - Отвертки типа PZ
Таблица 2
Размеры в миллиметрах
|
Номер крестообразной рабочей части |
D |
d |
f |
g |
l, не менее |
r |
α -30' |
β -30' |
γ -30' |
δ -15' |
||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||
|
0 |
3,0 |
0,78 |
-0,08 |
0,45 |
-0,03 |
0,92 |
-0,03 |
1,54 |
0,10 |
-0,03 |
7°00' |
8° 15' |
4°53' |
46°15' |
|
1 |
4,5; 4,0 |
1,19 |
0,71 |
1,40 |
2,02 |
0,13 |
||||||||
|
2 |
6,0 |
1,78 |
1,00 |
-0,05 |
2,44 |
-0,05 |
3,17 |
0,30 |
-0,15 |
5°45' |
6°50' |
3°30' |
||
|
3 |
8,0 |
2,65 |
-0,10 |
1,38 |
3,96 |
4,00 |
0,36 |
-0,16 |
56°30' |
|||||
|
4 |
10,0 |
4,02 |
2,10 |
5,18 |
5,40 |
0,51 |
-0,15 |
7°00' |
8°15' |
4°53' |
||||
4 Контроль размеров
Соответствие размеров по 3.2 следует определять либо прямым измерением, либо посредством применения соответствующих комплексных калибров для контроля крестообразной рабочей части отверток.
Размеры комплексных калибров для контроля крестообразной рабочей части отверток типов РН и PZ в соответствии с приложением А.
Приложение А
(обязательное)
Размеры комплексных калибров
А.1 Размеры комплексного калибра для контроля крестообразной рабочей части отверток типа РН должны соответствовать указанным на рисунке А.1 и в таблице А.1.
При контроле крестообразной рабочей части отверток комплексным калибром выступание конца рабочей части должно быть в пределах значения с.
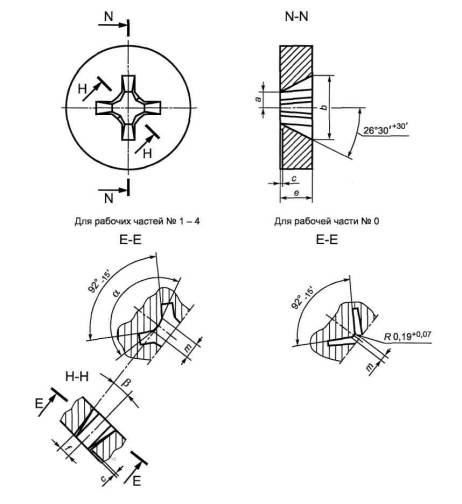
Рисунок А.1
Таблица А.1
Размеры в миллиметрах
|
Номер крестообразной рабочей части |
а + 0,005 |
d, не менее |
с* ± 0,025 |
е, не более |
f ± 0,005 |
т -0,02 |
α -15' |
β +15' |
|
0 |
0,419 |
3,0 |
0,254 |
2,38 |
0,284 |
0,29 |
- |
7° |
|
1 |
0,648 |
4,5; 4,0 |
0,493 |
0,49 |
138° |
|||
|
2 |
1,156 |
6,0 |
3,97 |
0,769 |
1,08 |
140° |
5°45' |
|
|
3 |
1,918 |
8,0 |
6,34 |
1,257 |
2,07 |
146° |
||
|
4 |
2,553 |
10,0 |
7,94 |
1,804 |
2,71 |
153° |
7° |
|
|
* При наклоне ребер конца отвертки 53° и 142°. |
||||||||
А.2 Размеры комплексного калибра для контроля крестообразной рабочей части отверток типа PZ должны соответствовать указанным на рисунке А.2 и в таблице А.2.
При контроле крестообразной рабочей части отверток комплексным калибром выступание конца рабочей части должно быть в пределах значений (i минус k).
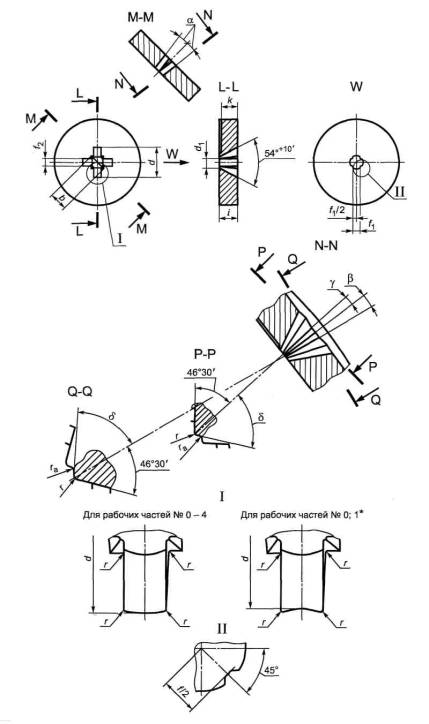
____________
* Допустимая форма при электроэрозионной обработке.
Рисунок А.2
Таблица А.2
Размеры в миллиметрах
|
Номер крестообразной рабочей части |
d |
f1 +0,01 |
f2 |
d |
i -0,01 |
k -0,01 |
t +0,01 |
f +0,01 |
r, не более |
r1 +0,05 |
α +10' |
β +10' |
γ +10' |
δ +10' |
|
0 |
1,635 |
0,47 |
0,485 |
2,5 |
1,55 |
1,30 |
0,92 |
0,82 |
0,07 |
0,1 |
7°00' |
7°35' |
4°13' |
45°55' |
|
1 |
2,215 |
0,74 |
0,775 |
3,47 |
2,03 |
1,78 |
1,40 |
1,23 |
0,10 |
0,12 |
||||
|
2 |
3,135 |
1,03 |
1,080 |
5,64 |
3,16 |
2,91 |
2,42 |
1,84 |
5°45' |
6°10' |
2°50' |
|||
|
3 |
4,255 |
1,41 |
1,490 |
8,02 |
4,01 |
3,76 |
3,94 |
2,67 |
0,15 |
0,15 |
56°10' |
|||
|
4 |
6,565 |
2,13 |
2,195 |
10,67 |
5,41 |
5,16 |
5,16 |
4,04 |
7°00' |
7°35' |
4°13' |
Ключевые слова: отвертки, шлицы, калибры