|
ФЕДЕРАЛЬНОЕ АГЕНТСТВО |
||
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р |

БОРФРЕЗЫ ТВЕРДОСПЛАВНЫЕ
Технические условия
|
|
Москва Стандартинформ 2008 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом «ВНИИИНСТРУМЕНТ» (ОАО «ВНИИИНСТРУМЕНТ») на основе русской версии стандартов ИСО 7755-1:1984 - ИСО 7755-12:1984
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 95 «Инструмент»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 22 ноября 2007 г. № 330-ст
4 Настоящий стандарт включает в себя модифицированные основные нормативные положения следующих международных стандартов:
ИСО 7755-1:1984 «Борфрезы твердосплавные. Часть 1. Общие технические требования» (ISO 7755-1:1984 «Hardmetal burrs - Part 1: General specifications», MOD);
ИСО 7755-2:1984 «Борфрезы твердосплавные. Часть 2. Борфрезы цилиндрические (форма А)» (ISO 7755-2:1984 «Hardmetal burrs - Part 2: Cylindrical burrs (style A)», MOD);
ИСО 7755-3:1984 «Борфрезы твердосплавные. Часть 3. Борфрезы сфероцилиндрические (форма С)» (ISO 7755-3:1984 «Hardmetal burrs - Part 3: Cylindrical round (ball) nose burrs (style C)», MOD);
ИСО 7755-4:1984 «Борфрезы твердосплавные. Часть 4. Борфрезы сферические (форма D)» (ISO 7755-4:1984 «Hardmetal burrs - Part 4: Spherical burrs (style D)», MOD);
ИСО 7755-5:1984 «Борфрезы твердосплавные. Часть 5. Борфрезы овальные (форма Е)» (ISO 7755-5:1984 «Hardmetal burrs - Part 5: Oval burrs (style E)», MOD);
ИСО 7755-6:1984 «Борфрезы твердосплавные. Часть 6. Борфрезы с аркообразным закругленным концом (форма F)» (ISO 7755-6:1984 «Hardmetal burrs - Part 6: Arch round (ball) nose burrs (style F)», MOD);
ИСО 7755-7:1984 «Борфрезы твердосплавные. Часть 7. Борфрезы с аркообразным заостренным концом (форма G)» (ISO 7755-7:1984 «Hardmetal burrs - Part 7: Arch pointed nose burrs (style G)», MOD);
ИСО 7755-8:1984 «Борфрезы твердосплавные. Часть 8. Борфрезы пламевидные (форма Н)» (ISO 7755-8:1984 «Hardmetal burrs - Part 8: Flame burrs (style H)», MOD);
ИСО 7755-9:1984 «Борфрезы твердосплавные. Часть 9. Борфрезы конические с углом 60° и 90° (формы J и К)» (ISO 7755-9:1984 «Hardmetal burrs - Part 9:60° and 90° cone burrs (style J and K)», MOD);
ИСО 7755-10:1984 «Борфрезы твердосплавные. Часть 10. Борфрезы конические с закругленным концом (форма L)» (ISO 7755-10:1984 «Hardmetal burrs - Part 10: Conical round (ball) nose burrs (style L)», MOD);
ИСО 7755-11:1984 «Борфрезы твердосплавные. Часть 11. Борфрезы конические с заостренным концом (форма М)» (ISO 7755-11:1984 «Hardmetal burrs - Part 11: Conical pointed nose burrs (style M)», MOD);
ИСО 7755-12:1984 «Борфрезы твердосплавные. Часть 12. Борфрезы в форме перевернутого конуса (форма N)» (ISO 7755-12:1984 «Hardmetal burrs - Part 12: Inverted cone burrs (style N)», MOD)
При этом дополнительные положения, учитывающие потребности национальной экономики и особенности национальной стандартизации, приведены в разделах 1, 2, 6, в пунктах 3.3.4, 3.4.1-3.4.15; 4.1-4.3; 5.1-5.6, которые выделены курсивом.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (пункт 3.5)
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Содержание
ГОСТ Р 52780-2007
(ИСО 7755-1:1984-
ИСО 7755-12:1984)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
БОРФРЕЗЫ ТВЕРДОСПЛАВНЫЕ
Технические условия
Hardmetal burrs. Specifications
Дата введения - 2009-01-01
1 Область применения
Настоящий стандарт распространяется на твердосплавные борфрезы цельные и с припаянными хвостовиками, предназначенные для обработки труднообрабатываемых материалов, в том числе для обработки сложных криволинейных поверхностей, зачистки швов сварных соединений и других работ.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 8.051-81 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3882-74 (ИСО 513-75) Сплавы твердые спеченные. Марки
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 9378-93 (ИСО 2632-1-85, ИСО 2632-2-85) Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 18088-83 Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранение
ГОСТ 23726-79 Инструмент металлорежущий и дереворежущий. Приемка
ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Технические требования
3.1 Типы
Борфрезы следует изготовлять следующих типов:
А - цилиндрические;
С - сфероцилиндрические;
D - сферические;
Е - овальные;
F - сфероконические;
G - сфероконические с заостренным концом;
Н - пламевидные;
J - конические с конусностью 60°;
К - конические с конусностью 90°;
L - конические с закругленным концом;
М - конические с заостренным концом;
N - конические в форме обратного конуса.
3.2 Обозначение
Обозначение борфрезы включает в себя шесть символов (шестой символ является факультативным):
1 - тип борфрезы по 3.1;
2 - диаметр борфрезы по 3.2.1;
3 - длина режущей части по 3.2.2;
4 - тип зуба по 3.2.3;
5 - диаметр хвостовика по 3.2.1;
6 - длина хвостовика по 3.2.2.
3.2.1 Цифровые символы диаметров борфрезы и хвостовика борфрезы обозначают величину этих диаметров. Если диаметры борфрезы и хвостовика борфрезы обозначены одной цифрой, то в символе перед ней ставят 0 (ноль).
Примеры:
1 Диаметр фрезы 6 мм - символ 06;
2 Диаметр фрезы 12 мм - символ 12;
3 Диаметр хвостовика 3 мм - символ 03.
3.2.2 Цифровые символы длины режущей части борфрезы и длины хвостовика обозначают без учета числа после запятой. Если длина режущей части обозначена только одной цифрой, в символе перед ней ставят 0 (ноль).
Примеры:
1 Длина режущей части 5,2 мм - символ 05;
2 Длина режущей части 10 мм - символ 10.
3.2.3 Символ типа зуба:
F - мелкий зуб;
М - средний зуб;
С - крупный зуб.
3.3 Основные размеры
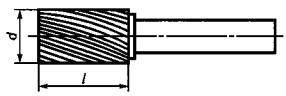
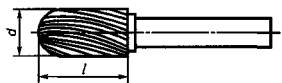
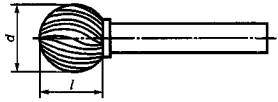
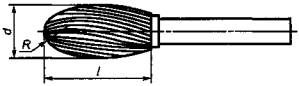
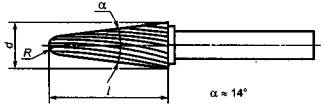
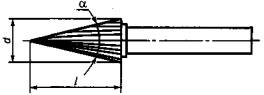
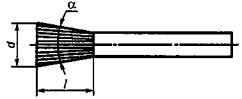
3.3.1 Основные размеры борфрез должны соответствовать указанным на рисунках 1-11 и в таблицах 1-11.
|
Рисунок 1 - Борфрезы типа А |
Таблица 1 В миллиметрах
|
|||||||||||||||||||||||
|
Рисунок 2 - Борфрезы типа С |
Таблица 2 В миллиметрах
|
|||||||||||||||||||||||
|
Рисунок 3- Борфрезы типа D |
Таблица 3 В миллиметрах
|
|||||||||||||||||||||||
|
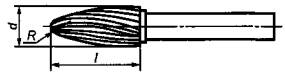
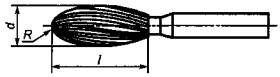
Рисунок 4 - Борфрезы типа Е |
Таблица 4 В миллиметрах
|
|||||||||||||||||||||||
|
Рисунок 5 - Борфрезы типа F |
Таблица 5 В миллиметрах
|
|||||||||||||||||||||||
|
Рисунок 6 - Борфрезы типа G |
Таблица 6 В миллиметрах
|
|||||||||||||||||||||||
|
Рисунок 7 - Борфрезы типа Н |
Таблица 7 В миллиметрах
|
|||||||||||||||||||||||
|
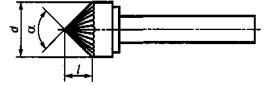
Рисунок 8 - Борфрезы типа J и К |
Таблица 8 В миллиметрах
|
|||||||||||||||||||||||
|
Рисунок 9 - Борфрезы типа L |
Таблица 9 В миллиметрах
|
|||||||||||||||||||||||
|
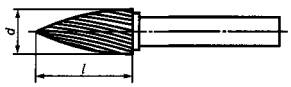
Рисунок 10 - Борфрезы типа М |
Таблица 10 В миллиметрах
|
|||||||||||||||||||||||
|
Рисунок 11 - Борфрезы типа N |
Таблица 11 В миллиметрах
|
|||||||||||||||||||||||
3.3.2 Диаметр и длина хвостовиков борфрез указаны в таблице 12.
Таблица 12
В миллиметрах
|
Диаметр хвостовика |
Длина хвостовика |
|
3 |
От 20 до 35 включ. |
|
6 |
» 25 » 50 » |
|
Примечание - Диапазоны длин позволяют изготовлять борфрезы с постоянной общей длиной и переменной длиной хвостовика или с постоянной длиной хвостовика и переменной общей длиной. |
|
3.3.3 Диаметры рабочей части и хвостовиков борфрез указаны в таблице 13.
Таблица 13
В миллиметрах
|
Диаметр рабочей части |
Диаметр хвостовика |
|
|
2 |
3 |
|
|
3 |
3 |
|
|
6 |
||
|
4 |
3 |
|
|
6 |
||
|
6 |
3 |
|
|
6 |
||
|
8 |
||
|
10 |
||
|
12 |
||
|
16 |
3.3.4 Борфрезы должны иметь правосторонние винтовые канавки и правостороннее резание, если нет других указаний. Борфрезы типов J и К могут иметь также прямые канавки.
Борфрезы нормальной точности могут иметь левосторонние винтовые канавки.
Точность борфрез оговаривается при заказе.
Пример условного обозначения борфрезы типа С диаметром режущей части 12 мм, длиной режущей части 25 мм, со средним зубом, диаметром хвостовика 6 мм и длиной хвостовика 30 мм:
Борфреза С 12 25 М 06 30 ГОСТ Р 52780-2007
3.4 Характеристики
3.4.1 Борфрезы следует изготовлять из твердого сплава марки ВК8 по ГОСТ 3882. По заказу потребителя допускается изготовление борфрез из других марок твердого сплава, не уступающих по своим физико-механическим свойствам марке ВК8.
3.4.2 Материал припаянного хвостовика борфрез - сталь марки 35ХГСА по ГОСТ 4543. Допускается изготовление хвостовиков борфрез из сталей других марок с механическими свойствами не ниже, чем у сталей 35ХГСА.
3.4.3 Твердость припаянного хвостовика 32...51 HRC. Длина незакаленной части хвостовика со стороны рабочей части должна быть не более 15 мм.
3.4.4 Рабочая часть борфрезы должна быть припаяна к хвостовику припоем, обеспечивающим необходимую прочность соединения. Паяный шов должен быть сплошным. Допустимый разрыв слоя припоя должен быть не более 5 % общей длины.
3.4.5 Борфрезы следует изготовлять двух точностей: нормальной и повышенной. Профиль зуба борфрезы нормальной точности обрабатывается до окончательного спекания и заточке не подвергается.
3.4.6 Радиус округления режущих кромок зубьев для борфрез должен быть, мм, не более:
0,04 - для нормальной точности;
0,007 - для повышенной точности.
3.4.7 Для борфрез нормальной точности допускается не более двух выкрашиваний на каждом зубе, расположенных в шахматном порядке, и не более трех выкрашиваний на всей борфрезе размерами, указанными в таблице 14.
Таблица 14
В миллиметрах
|
Диаметр борфрезы |
Размер выкрашиваний, не более |
|
|
на каждом зубе |
на всей борфрезе |
|
|
От 2 до 6 включ. |
0,1 |
0,3 |
|
» 8 » 10 » |
0,2 |
0,4 |
|
» 12» 16 » |
0,3 |
0,6 |
При отсутствии выкрашиваний, указанных в таблице 14, допускается на одном зубе выкрашивание, превышающее максимальное вдвое.
3.4.8 Параметры шероховатости поверхностей борфрез по ГОСТ 2789 должны быть, мкм, не более:
Ra 0,4 - передних и задних поверхностей зубьев борфрез повышенной точности;
Ra 1,25 - хвостовиков борфрез нормальной точности;
Ra 0,8 - хвостовиков борфрез повышенной точности.
3.4.9 Предельные отклонения размеров должны быть, мм, не более:
- наружного диаметра борфрез:
±0,5 - нормальной точности диаметром до 8 мм включ.,
±1,0 - нормальной точности диаметром св. 8 мм,
±0,1 - повышенной точности диаметром 2 мм,
±0,2 - повышенной точности диаметром св. 2 до 10 мм включ.,
±0,3 - повышенной точности диаметром св. 10 мм включ.;
- диаметра хвостовика борфрез:
минус 0,05 - нормальной точности диаметром до 8 мм включ.,
минус 0,07 - нормальной точности диаметром св. 8 мм,
h9 - повышенной точности;
- общей длины - 2JS16.
3.4.10 Допуск радиального биения режущих кромок зубьев относительно оси хвостовика должен быть, мм, не более:
0,2 - для борфрез нормальной точности;
0,06 - для борфрез повышенной точности.
3.4.11 Средний ![]() и установленный Ту периоды стойкости при условиях испытаний
по 5.5
должны соответствовать указанным в таблице 15.
и установленный Ту периоды стойкости при условиях испытаний
по 5.5
должны соответствовать указанным в таблице 15.
Таблица 15
В минутах
|
Точность борфрезы |
|
Ту |
|
Нормальная |
90 |
36 |
|
Повышенная |
120 |
48 |
3.4.12 Критерием затупления является допустимый износ по задней поверхности зубьев борфрез, равный 0,5 мм.
3.4.13 Маркировка
На хвостовиках борфрез должны быть четко нанесены:
- товарный знак предприятия-изготовителя;
- диаметр борфрезы;
- буквенный символ типа зуба.
Маркировку цельных борфрез указывают на этикетке.
3.4.14 Транспортная маркировка и маркировка потребительской тары - по ГОСТ 18088.
3.4.15 Упаковка - по ГОСТ 18088.
4 Правила приемки
4.1 Приемка борфрез - по ГОСТ 23726.
4.2 Периодические испытания на средний период стойкости проводят один раз в три года, на установленный период стойкости - один раз в год. Испытания проводят не менее чем на пяти борфрезах любого типоразмера.
4.3 Допускается проводить испытания у потребителя.
5 Методы контроля и испытаний
5.1 Внешний вид борфрез контролируют визуально с помощью лупы ЛП-1-5´ по ГОСТ 25706. Допускается внешний вид борфрез контролировать визуально сравнением с образцами.
5.2 При контроле размерных параметров борфрез применяются методы и средства измерения, погрешность которых должна быть не более:
- значений, указанных в ГОСТ 8.051 - для линейных размеров;
- 35 % допуска на проверяемый угол - для угловых размеров;
- 25 % допуска на проверяемый параметр - для отклонения формы и расположения поверхностей.
5.3 Шероховатость поверхностей борфрез проверяют путем сравнения с эталонными образцами по ГОСТ 9378 или с образцовыми инструментами, имеющими параметры шероховатости не более указанных в 3.4.8.
5.4 Биение режущих кромок следует проверять на специальном приборе для измерения биения борфрез или на инструментальном микроскопе.
5.5 Испытания борфрез на работоспособность, средний и установленный периоды стойкости проводят на оборудовании с пневматическим или электрическим приводами с установленными для них нормами точности и жесткости на режимах испытаний, указанных в таблице 16.
Таблица 16
|
Обрабатываемый материал |
Точность борфрезы |
Частота вращения, мин-1 |
Подача, м/мин |
Прижимное усилив, Н (кгс) |
|
Сталь марки 12Х18Н9Т по ГОСТ 5632 |
Повышенная |
15000 |
2-3 |
14,7 - 58,8(1,5-6) |
|
Нормальная |
12000 |
49-107,8(5-11) |
||
|
Примечание - Допускается в качестве обрабатываемого материала применение других марок сталей по ГОСТ 5632, по механическим свойствам не уступающих свойствам стали марки 12X18Н9Т. |
||||
5.6 При испытании борфрез на работоспособность суммарная длина фрезерования должна быть, мм, не менее:
3000 - для борфрез диаметрами до 10 мм;
10000 - для борфрез диаметрами св. 10 мм.
После испытаний борфрез на работоспособность на режущих кромках не должно быть следов притупления, и борфрезы должны быть пригодны к дальнейшей работе.
6 Транспортирование и хранение
6.1 Транспортирование и хранение - по ГОСТ 18088.
Ключевые слова: борфрезы твердосплавные, цифровые символы, правосторонние винтовые канавки