СССР
МИНИСТЕРСТВО ТРАНСПОРТНОГО СТРОИТЕЛЬСТВА ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ТРАНСПОРТНОГО СТРОИТЕЛЬСТВА
(ЦНИИС)
УТВЕРЖДАЮ:
ДИРЕКТОР ИНСТИТУТА
ФЕДОРОВ Д.И.
МЕТОДИЧЕСКИЕ
РЕКОМЕНДАЦИИ
ПО ПРИМЕНЕНИЮ СТЕРЖНЕВОЙ АРМАТУРЫ КЛАССА А-II МАРКИ 10ГТ С УЛУЧШЕННЫМ ПЕРИОДИЧЕСКИМ ПРОФИЛЕМ В КОНСТРУКЦИЯХ,
РАССЧИТЫВАЕМЫХ НА ВЫНОСЛИВОСТЬ
Москва 1972 г.
СОДЕРЖАНИЕ
ПРЕДИСЛОВИЕ
Многочисленными исследованиями установлено, что периодический профиль, принятый ГОСТ 5781-61* для арматурной стали классов А-II и выше, не позволяет должным образом использовать исходные прочностные свойства самой стали в конструкциях, подлежащих расчету на выносливость.
Изучение возможностей улучшения существующего периодического профиля арматуры привело к созданию нового профиля, повышающего усталостные характеристики арматурной стали при сохранении необходимого сцепления арматурного стержня с бетоном.
Настоящие "Рекомендации" разработаны НИИЖБ и ЦНИИСК Госстроя СССР, ЦНИИС Минтрансстроя и НИС Гидропроекта Минэнерго на основании проведенных ими совместно комплексных исследований арматурной стали марки 10ГТ с улучшенным видом периодического профиля.
Применение этой стали в соответствии с "Рекомендациями" позволит получить экономию металла в конструкциях, подлежащих расчету на выносливость, порядка 10-12 % по сравнению с арматурной сталью класса А-II с профилем по ГОСТ 5781-61* и повысить надежность сооружений в эксплуатации, в том числе в суровых климатических условиях.
"Рекомендации" утверждены четырьмя указанными выше Институтами, рассмотрены и одобрены Техническим управлением Минтрансстроя и Научно-техническим Советом МНС.
Замечания и предложения по "Рекомендациям" просьба направлять по адресу: Москва, И-329,"Игарский проезд 2, Всесоюзный научно-исследовательский институт транспортного строительства (ЦНИИС).
ЗАМ. ДИРЕКТОРА ИНСТИТУТА по научной работе (Г. ХАСХАЧИХ)
1. Область применения и данные для проектирования
1.1. Настоящими рекомендациями надлежит руководствоваться при проектировании и изготовлении железобетонных конструкций, рассчитываемых на выносливость, и армированных стержневой горячекатаной арматурой класса А-II марки 10ГТ с улучшенным периодическим профилем.
1.2. Арматурная сталь класса А-II марки 10ГТ с улучшенным периодическим профилем должна отвечать требованиям Технических условий "Сталь арматурная горячекатаная периодического профиля класса А-II марки 10ГТ" ЧМТУ 1-89-67 (приложение 1) и Технических условий "Сталь горячекатаная специального периодического профиля для армирования железобетонных конструкций" ЧМТУ 1-944-70 (приложение 2).
1.3. Арматурную сталь класса А-II марки 10ГТ с улучшенным периодическим профилем рекомендуется применять в железобетонных конструкциях, рассчитываемых на выносливость, взамен стали класса А-II марок ВМ Ст.5сп и ВК Ст.5сп, класса А-III - марки 25Г2С, класса A-I марок ВМ Ст.3сп и ВК Ст.3сп, как в запроектированных, так и вновь проектируемых железобетонных конструкциях без ограничения температуры их эксплуатации.
1.4. Расчет и конструирование элементов железобетонных конструкций, армированных сталью марки 10ГТ с улучшенным периодическим профилем, следует выполнять в соответствии с требованиями главы СНиП II-В. 1-62* "Бетонные и железобетонные конструкции. Нормы проектирования", главы СНиП II-И, 14-69 "Бетонные и железобетонные конструкции гидротехнических сооружений. Нормы проектирования", главы СНиП II-Д. 7-62* "Мосты и трубы. Нормы проектирования" и "Указаний по проектированию железобетонных и бетонных конструкций железнодорожных, автодорожных и городских мостов и труб" СН 365-67 как для конструкций с арматурой класса А-II при соблюдении дополнительных указаний, изложенных в п.п. 1.5, 1.6 и 1.7 настоящих Рекомендаций.
1.5. Для железобетонных конструкций, рассчитываемых на выносливость, расчетные сопротивления растянутой арматуры Raρ класса А-II марки 10ГТ с улучшенным периодическим профилем принимаются по таблице 1
Таблица 1
Расчетные сопротивления арматуры Raρ класса А-II марки 10ГТ
с улучшенным периодическим профилем при расчете на выносливость
|
ρa |
0 |
0,2 |
0,4 |
0,7 |
0,8 |
0,9 |
1 |
|
Raρ кгс/см2 |
1900 |
2100 |
2600 |
2700 |
2700 |
2700 |
2700 |
Примечание:
1. Коэффициент ρa определяют как отношение наименьшего и наибольшего
значения напряжений в арматуре![]()
2. Величины Raρ при промежуточных значениях ρa определяются интерполяцией.
3. Величины расчетных сопротивлений по табл. 1 относятся к растянутой арматуре без сварных стыков, а также с контактной стыковой сваркой с продольной механической зачисткой стыка заподлицо с поверхностью арматуры по внутреннему ее диаметру, или с контактной стыковой сваркой, выполняемой после предварительной зачистки концов стыкуемых стержней.
4. Для конструкций железнодорожных мостов к значениям расчетных сопротивлений, приведенным в таблице, при ра ³ 0,4 вводится коэффициент надежности Кн = 1,1.
1.6. Для арматуры марки 10ГТ, рассчитываемой на выносливость, имеющей стыки или приваренные к ней поперечные стержни, расчетное сопротивление, должно быть снижено путем умножения на дополнительный коэффициент mрс, зависящий от типа сварного соединения, диаметра арматуры и характеристики цикла напряжений в арматуре и принимаемый по таблице 2.
Таблица 2
Коэффициенты mрс для расчета сварных соединений на выносливость
|
Группа сварных соединений |
Значения коэффициента mрс при ра равном |
||||||
|
0 |
0,2 |
0,4 |
0,7 |
0,8 |
0,9 |
1 |
|
|
I |
0,70 |
0,75 |
0,75 |
0,90 |
1,0 |
1,0 |
1,0 |
|
II |
0,60 |
0,60 |
0,60 |
0,70 |
0,80 |
1,0 |
1,0 |
Примечание I. В группу I входят сварные стыковые соединения, выполненные контактной стыковой сваркой без зачистки, одноэлектродной ванной сваркой в медной форме с гладким внутренним контуром и ванношовной сваркой на стальной удлиненной желобчатой накладке, а также контактная точечная сварка пересекающихся стержней;
В группу II входят сварные стыковые соединения, выполненные с парными накладками.
2. Коэффициенты mрс при промежуточных значениях ра определяются интерполяцией.
3. В зависимости от диаметра свариваемых стержней величина mрс должна быть дополнительно снижена при диаметре больше 32 мм на 5 % и диаметре больше 40 мм на 10 %.
1.7. Конструкции сварных соединений и технологию сварки арматурных стержней из стали марки 10ГТ принимают такими же, как и для стержней арматуры класса А-П марок ВМ Ст.5сп и ВК Ст.5сп в соответствии с указаниями норм проектирования и требованиями "Указаний по сварке соединений арматуры и закладных деталей железобетонных конструкций " СН 393-69.
Примечание В отдельных случаях допускается сварка дуговыми точками не нормируемых по прочности крестообразных соединений стержней.
2. Требования к производству работ
2.1. Поступающая арматура, независимо от наличия сертификата, должна подвергаться внешнему осмотру и испытаниям на растяжение (по ГОСТ 12004-66) и загиб в холодном состоянии (по ОСТ 1683) для установления соответствия ее характеристик и величин параметров профиля требованиям ЧМТУ 1-89-67 и ЧМТУ 1-944-70.
2.2. При испытаниях арматурной стали на растяжение и на загиб в холодном состоянии для каждого вида испытаний отбирают по два образца от трех различных стержней из одной партии (весом до 60 т), принятой для испытаний по результатам внешнего осмотра и обмера.
2.3. В случае, если не удовлетворяются требования ЧМТУ 1-89-67 или ЧМТУ 1-944-70, вопрос об использовании данной партии арматуры марки 10ГТ должен решаться особо с привлечением проектной и научно-исследовательской организаций.
2.4. Резку стержней арматуры класса А-II марки 10ГТ при заготовке следует производить механизированным способом на станках; допускается резка газокислородная или электрической дугой.
2.5. При заготовке стержней следует принимать меры по предохранению их от механических повреждений, поджогов в электродах сварочных машин, а также от попадания брызг расплавленного металла.
2.6. Требования к качеству сварных соединений, а также контроль качества должны соответствовать ГОСТ 10922-64 "Арматура и закладные детали сварные для железобетонных конструкций. Технические требования и методы испытания"
Приложение 1
|
Министерство черной металлургии УССР |
Технические условия |
ЧМТУ 1-89-67 |
|
Сталь арматурная горячекатаная периодического профиля класса А-II марки 10ГТ |
Группа В-32 |
Настоящие технические условия распространяются на горячекатаную низколегированную сталь класса А-II марки 10ГТ диаметром от 10 до 32 мм, предназначенную для армирования железобетонных конструкций, эксплуатируемых при низких отрицательных температурах .
Примечание: По согласованию сторон допускается поставка стали диаметром 36-40 мм.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Профиль, размеры, площадь сечения и вес стержней, а также допускаемые отклонения и требования к профилю и состояния: поверхности стержней должны соответствовать требованиям ГОСТ 5781-61*, предъявляемым к арматурной стали класса А-II.
1.2. По химическому составу сталь должна соответствовать нормам, указанным в таблице (в %).
|
ВНЕСЕНЫ НИИЖБ И ЦНИИСК им. Кучеренко Госстроя СССР, ЦНИИЧМ им. Бардина, Минчермета СССР и Макеевским металлургическим заводом им. С.М. Кирова |
УТВЕРЖДЕНЫ Министерством черной металлургии УССР 28 февраля 1967 г. |
Срок введения 22 апреля 1967 г |
|
Марка стали |
Углерод, не более |
Марганец |
Кремний |
Титан |
Сера |
Фосфор |
|
не более |
||||||
|
10ГТ |
0,13 |
1,0-1,3 |
0,45-0,65 |
0,02-0,03 |
0,04 |
0,03 |
При условии обеспечения механических свойств стали в плавочном анализе допускаются отклонения от данных, приведенных в таблице: по углероду +0,02 %, марганцу +0,1 %, кремнию + 0,1 %, титану - 0,005 %.
Раскисление и легирование стали производится силикомарганцем в печи, 75 %-ным ферросилицием, алюминием и титаном в ковше. Расход алюминия - 1000 г на 1 т стали.
1.3. Механические свойства стали при испытании на растяжение натурных образцов должны соответствовать следующим требованиям:
предел текучести (физический)............не менее 30 кг/мм2
временное сопротивление.................. не менее 45 кг/мм2
относительное удлинение при разрыве (d5 ) -"- 25 %
Образцы должны выдерживать загиб в холодном состоянии на угол 180°С вокруг оправки диаметром, равным 3 d стержня.
Ударная вязкость при температуре испытания минус 60°С - не менее 5 кГс·м/см2.
Примечания: 1. При испытании стали на растяжение допускается снижение временного сопротивления на 2 кГ/мм2.
2. Для накопления данных производится испытание стали на холодный загиб вокруг оправки, равной 0,5 d стержня, на угол 180°С. Результаты испытаний записываются в сертификат.
3. Отдельные отклонения от механических свойств могут согласовываться между поставщиком и потребителем.
4. Ударная вязкость определяется для прутков диаметром 10-14 мм на образцах типа V, а для прутков диаметром 16 мм и более - на образцах типа I по ГОСТ 9454-60.
2. МЕТОДЫ ИСПЫТАНИЙ
2.1. Правила приемки, методы испытаний и контроль качества стали - по ГОСТ 5058-65*.
3. МАРКИРОВКА И УПАКОВКА '
3.1. Маркировка, упаковка и документация стали при поставке должны соответствовать ГОСТ 7566-55.
3.2. Концы стержней в пачках окрашиваются в желтый цвет.
Приложение 2
|
|
"УТВЕРЖДАЮ" ЗАМЕСТИТЕЛЬ. НАЧ. ТЕХУПРАВЛЕНИЯ МЧМ СССР Н.И. ШЕФТЕЛЬ |
|
СССР |
Технические условия |
ЧМТУ-1-944-70 |
|
Сталь горячекатаная специального периодического профиля для армирования железобетонных конструкций |
Впервые |
|
|
Группа В-22 |
Настоящие технические условия распространяются на специальный периодический профиль горячекатаной арматурной стали диаметром от 14 до 32 мм, предназначенной для армирования железобетонных конструкций.
1. СОРТАМЕНТ
1.1. Номинальные диаметры стержней периодического профиля и справочные величины должны соответствовать указанным в таблице 1. Номинальные расчетные диаметры стержней периодического профиля соответствуют номинальным диаметрам равновеликих по площади поперечного сечения гладких стержней.
|
ВНЕСЕНЫ: |
УТВЕРЖДЕНЫ: |
Срок введения |
|
Сталь горячекатаная специального периодического профиля для армирования железобетонных конструкций. |
ЧМТУ-1-944-70 |
|
Лист 2 Всего листов 6 |
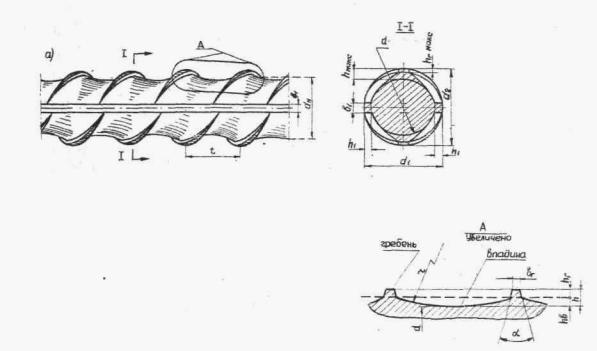
1.2. Арматурная сталь со специальным периодическим профилем представляет собой круглые стержни с двумя продольными ребрами и чередующимися по длине стержня гребнями и полукруглыми впадинами, идущими по трехзаходной линии. Очертания и размеры впадин вдоль винтовой линии постоянны. Высота гребней вдоль винтовой линии изменяется.
1.3. Размеры стержней и допускаемые отклонения должны соответствовать чертежу и таблице 2 настоящих технических условий. Относительные смещения гребней по сторонам стержня, разделяемых продольными ребрами, а также величины 1 и отклонения А не нормируются.
1.4. Овальность стержней не должна выходить за пределы допуска по диаметру (сумма плюсового и минусового допускаемых отклонений).
1.5. Стержни диаметром от 14 до 32 мм поставляются в прутках длиной от 6 до 12 м нормальной длины. По соглашению сторон допускается поставка стержней до 18 м.
|
Сталь горячекатаная специального периодического профиля для армирования железобетонных конструкций. |
ЧМТУ-1-944-70 |
|
Лист 3 |
|
|
Всего листов 6 |
Таблица 1
|
Номинальный диаметр стержней, в мм |
Теоретическая площадь поперечного сечения в см2 |
Вес 1 метра длины, в кг |
|
14 |
1,54 |
1,21 |
|
16 |
2,01 |
1,58 |
|
18 |
2,54 |
2,00 |
|
20 |
3,14 |
2,47 |
|
22 |
3,80 |
2,98 |
|
25 |
4,91 |
3,85 |
|
28 |
6,16 |
4,83 |
|
32 |
8,04 |
6,31 |
|
Сталь горячекатаная специального периодического профиля для армирования железобетонных конструкций. |
ЧМТУ-1-944-70 |
|
Лист 4 |
|
|
Всего листов 6 |
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Арматурная сталь со специальным периодическим профилем должна изготавливаться из низколегированной стали марки 10ГТ по ЧМТУ 1-89-67.
2.2. Качество поверхности стержней должно соответствовать требованиям ГОСТ 5781-61*.
Готовые стержни арматурной стали должны, быть приняты техническим контролем предприятия-поставщика, которое должно гарантировать соответствие качества и размеров стержней требованиям настоящих технических условий.
3. МЕТОДЫ ИСПЫТАНИЙ
Правила приемки, методы испытаний и контроль качества стали по ГОСТ 5781-61*
Контроль качества и методы приемки могут осуществляться статистическими способами, обеспечивающими требования данных ТУ.
|
Сталь горячекатаная специального периодического профиля для армирования железобетонных конструкций. |
ЧМТУ-1-944-70 |
|
Лист 5 |
|
|
Всего листов 6 |
4. УПАКОВКА И МАРКИРОВКА
Маркировка, упаковка и документация стали при поставке должны соответствовать ГОСТ 7566-55 и ГОСТ 5781-61*
|
Директор металлургического завода им. С.М. Кирова А.А. КОГАДАЕВ |
Директор НИИЖБ Госстроя СССР К.В. МИХАЙЛОВ |
|
СОГЛАСОВАНО: |
Начальник технического отдела ЦНИИЧМ А.С. КАПЛАН |
|
Сталь горячекатаная специального периодического профиля для армирования железобетонных конструкций |
ЧМТУ-1-944-70 |
|
Лист 6 Всего листов 6 |
Таблица 2
|
Номинальные диаметры (номера) |
d, мм |
d1, мм |
b1, мм |
h1, мм |
hг макс. мм |
bг макс мм |
t, мм |
hв, мм |
α° |
h макс. мм |
|||||||||
|
номин. |
доп. откл. |
номин. |
доп. откл. |
номин. |
доп. откл. |
номин. |
доп. откл. |
номин. |
доп. откл. |
номин. |
доп. откл. |
номин. |
доп. откл. |
номин. |
доп. откл. |
номин. |
номин. |
доп. откл. |
|
|
14 |
13 |
+0,3 |
16 |
+2,3 -1,5 |
2,0 |
|
1,5 |
|
0,8 |
|
1,0 |
|
12 |
|
1,2 |
+0,3 |
50 |
2,0 |
|
|
16 |
15 |
-0,5 |
19 |
|
2,0 |
±1,0 |
2,0 |
+1,0 -0,5 |
1,0 |
|
1,0 |
|
12 |
|
1,5 |
-0,5 |
50 |
2,5 |
|
|
18 |
17 |
|
21 |
|
2,0 |
|
2,0 |
|
1,0 |
+0,35 |
1,0 |
±0,3 |
12 |
|
1,5 |
|
50 |
2,5 |
+0,65 |
|
20 |
19 |
|
23 |
|
2,0 |
|
2,0 |
|
1,0 |
|
1,0 |
|
12 |
±0,5 |
1,5 |
|
50 |
2,5 |
-0,85 |
|
22 |
21 |
+0,4 |
25 |
|
2,0 |
|
2,0 |
|
1,0 |
|
1,0 |
|
12 |
|
1,5 |
|
50 |
2,5 |
|
|
25 |
24 |
-0,5 |
28 |
|
2,0 |
|
2,0 |
|
1,0 |
|
1,2 |
|
14 |
|
1,5 |
|
50 |
2,5 |
|
|
28 |
26,5 |
+0,4 -0,7 |
31,5 |
+3,2 -2,2 |
2,5 |
|
2,5 |
+1,5 -0,7 |
1,2 |
|
1,2 |
|
14 |
|
1,8 |
+0,5 |
50 |
3,0 |
+1,0 -1,2 |
|
32 |
30,5 |
|
35,5 |
|
3,0 |
±1,5 |
2,5 |
|
1,2 |
±0,5 |
1,5 |
|
16 |
|
2,0 |
-0,7 |
50 |
3,2 |
|
Примечание: Допускается сопряжение продольного ребра с поверхностью стержня с помощью фаски.