МЕТОДИКА
расчета выбросов в атмосферу загрязняющих
веществ при
производстве строительных материалов на этапе высокотемпературной
обработки сырья в обжиговых и плавильных печах
ИСПОЛНИТЕЛЬНЫЙ КОМИТЕТ
МОСКОВСКОГО ГОРОДСКОГО СОВЕТА НАРОДНЫХ ДЕПУТАТОВ
|
СОГЛАСОВАНО |
УТВЕРЖДАЮ |
|
Начальник Главного управления |
Заместитель начальника |
|
научно-технического прогресса |
Управления охраны труда и |
|
и экономических нормативов Госкомприроды СССР, |
окружающей среды |
|
член коллегии |
ППО "Моспромстройматериалы" |
|
В.И. Аковецкий |
В.И. Амзин |
|
«______» _____________ 1990 г. |
«______» _____________ 1990 г. |
МЕТОДИКА
расчета выбросов в атмосферу загрязняющих
веществ при
производстве строительных материалов на этапе высокотемпературной
обработки сырья в обжиговых и плавильных печах
|
СОГЛАСОВАНО |
УТВЕРЖДАЮ |
|
Зав. отделом контроля |
Председатель |
|
атмосферы ВНИИЦ "Экология" |
Экологического Союза СССР, |
|
Госкомприроды СССР |
доктор биологических наук |
|
В.Б. Миляев |
Н.Ф. Реймерс |
|
«______» _____________ 1990 г. |
«______» _____________ 1990 г. |
|
|
Председатель кооператива |
|
|
«СПЭК» (коллективного члена |
|
|
Экосоюза СССР), к.т.н. |
|
|
В.А. Колотилов |
|
|
«______» _____________ 1990 г. |
Методика разработана творческим коллективом, созданным при судоподъемном производственно-экологическом кооперативе «СПЭК» (коллективном члене Экологического союза СССР).
Руководитель творческого коллектива –
Стрелков В.А. – к.т.н., старший научный сотрудник.
Исполнители:
Осипов В.П. - к.т.н., начальник сектора;
Панин С.Д. - к.т.н., начальник лаборатории;
Трусов Б.Г. - д.т.н,, профессор;
Зверев А.В. - старший научный сотрудник.
РЕФЕРАТ
ВЫБРОС В АТМОСФЕРУ ЗАГРЯЗНЯЮЩИХ ВЕЩЕСТВ (ЗВ), ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СЫРЬЯ, ТЕРМОДИНАМИКА, РАВНОВЕСНЫЕ КОНЦЕНТРАЦИИ, АЛГОРИТМ И ПРОГРАММА ДЛЯ ЭВМ.
Разработана методика расчета выбросов в атмосферу ЗВ, образующихся на этапе высокотемпературной обработки сырья в печах при производстве стекла, стеклокремнезита, керамики и других материалов.
Методика основана на термодинамическом анализе равновесного состава пылегазовоздушной смеси, содержащей ЗВ, начиная с места их образования в рабочем пространстве печи и кончая устьем выброса. Температура и технологические материальные балансы в указанных зонах должны быть известны.
Приведены расчетные формулы для определения параметров равновесного состояния, описаны алгоритм и программа для ЭВМ.
Содержание
1. Введение
Настоящая методика направлена на выполнение постановлений Московского городского Совета и Мосгорисполкома по изучению и оздоровлению экологической обстановки в городе. Ее необходимость вызвана развитием в Москве и ее ближайших пригородах малых и совместных предприятий, не имеющих ведомственной принадлежности и подчиняющихся непосредственно местным органам власти. Методика адресована предприятиям по производству строительных материалов на основе стекла и стеклокремнезита, которые используют в качестве одной из стадий технологического цикла высокотемпературную обработку сырья в печах. Особенностью таких предприятий является применение новых, оригинальных технологий, высокая мобильность в их изменении, частая смена рецептуры шихты в зависимости от потребности в том или ином материале. Это обстоятельство с учетом месторасположения таких производств в густонаселенных районах требует детального знания составляющих выброса загрязняющих веществ в атмосферу по компонентам, а не только валовых, суммарных значений выбросов, существующие отраслевые методики, построенные на использовании экспертных табличных данных для типовых технологических процессов, не дают ответа на этот вопрос. Кроме того, некоторые компоненты шихты способны выделять или образовывать такие вредные вещества, для которых экспериментальные измерения концентрации в выбросе или затруднительны или невозможны. Предлагаемая методика здесь является, по-видимому, единственным способом оценки выброса таких веществ.
В «Сборнике методик по расчету выбросов в атмосферу загрязняющих веществ различными производствами» [1] в разделе 8, посвященном расчету выбросов при производстве стройматериалов, которое использует высокотемпературные технологические процессы (обжиг, спекание, пиролиз, плавление и др.), отмечена необходимость учета газообразных загрязнителей: окислов азота, серы, фтора, свинца и т.п. Вместе с тем, каких-либо сведений до расчету выбросов этих компонентов указанные методики не содержат. В частности, в процессе варки стекол в стекловаренных печах под воздействием высокой температуры из шихты в печное пространство испаряется и поступает часть компонентов. При соединении этих газообразных компонентов с воздухом возможно химическое взаимодействие с кислородом и азотом с образованием новых, первоначально не содержащихся в шихте, компонентов. Образование газообразных загрязняющих веществ характерно для технологических процессов, использующих высокие температуры. Источниками выброса таких загрязнителей являются в основном печи: плавильные, обжиговые, а также другое технологическое оборудование, где осуществляется высокотемпературная переработка сырья.
Настоящая методика расширяет и уточняет соответствующие методики "Сборника" [1] в части расчета выбросов в атмосферу газообразных загрязняющих веществ, образующихся при высокотемпературной переработке сырья в плавильных и обжиговых печах и другом оборудовании. Концентрацию пыли в потоке загрязненного газа настоящая методика не определяет. Для ее расчета следует пользоваться формулами и таблицами "Сборника" [1], а также другими методиками, согласованными Госкомгидрометом. Вместе с тем, настоящая методика позволяет определять температуру, и химический состав тех частиц пыли, которые образовались в высокотемпературном оборудовании в результате химических реакций из газовой фазы.
2. Основные положения
Методика основана на расчете параметров термодинамического и химического равновесного состояния многофазного рабочего тела заданного элементного состава [2]. Термодинамический анализ применим только для закрытых систем, находящихся в тепловом и механическом равновесии c окружающей средой. Для таких систем установление химического и фазового равновесия является чисто внутренний процессом в результате которого формируется состав, однозначно связанный с остальными параметрами состояния. Рассматриваемые системы предполагаются состоящими из одной или нескольких фаз. По физическим свойствам различаются: газовая фаза, конденсированные фазы, образованные растворами твердых или жидких веществ, и чистые однокомпонентные фазы, содержащие одно единственное вещество в конденсированном состоянии (твердом или жидком). Представление термодинамических систем в виде совокупности фаз, образованных одним или несколькими индивидуальными веществами, не накладывает ограничений на распределение массы химических элементов, как между отдельными подсистемами, так и между их компонентами. Более того, определение концентрации всех веществ является задачей расчета. Для решения этой задачи использовано второе начало термодинамики, формулировка которого для изолированных систем известна как принцип максимума энтропии при соблюдении условий материального баланса.
Так как энтропия сложной системы складывается из энтропии составляющих ее частей, то целесообразно записать вначале выражения отдельно для энтропии газовой и конденсированной фазы.
![]() (1)
(1)
![]() (2)
(2)
где k,
R
- количество
газообразных и конденсированных компонентов в системе; ![]() - стандартная энтропия одного моля i-го
или r-го
компонента при температуре Т и давлении 1 физ. атм;
- стандартная энтропия одного моля i-го
или r-го
компонента при температуре Т и давлении 1 физ. атм; ![]() - удельный объем всей системы; Mi/r- концентрация i-го
или r-го
компонента, выраженная в молях на килограмм рабочего тела; R0
- универсальная газовая постоянная.
- удельный объем всей системы; Mi/r- концентрация i-го
или r-го
компонента, выраженная в молях на килограмм рабочего тела; R0
- универсальная газовая постоянная.
При отыскании экстремума величины S=Sгф+Sкф на величины искомых неизвестных налагаются следующие дополнительные связи, отражающие условия существования системы:
- условие изолированности системы (условие постоянства внутренней энергии)
![]() (3)
(3)
- условие сохранения массы всех химических элементов в замкнутой системе
![]() (4)
(4)
- уравнение состояния смеси идеальных газов
![]() (5)
(5)
где m - количество элементов, входящих в рабочее тело; Uп, Uпi, Uпr - полная внутренняя энергия системы в целом и полная внутренняя энергия i-го газообразного компонента и r-гo конденсированного компонента при температуре Т соответственно; nji, njr - стехиометрические коэффициенты, т.е., числа атомов j-го элемента в i-м или r -том компоненте; p - давление.
Отыскание условного экстремума функции S=Sгф+Sкф проводится с использованием метода неопределенных множителей Лагранжа. Получающаяся при этом система нелинейных алгебраических уравнений решается на ЭВМ методом последовательных приближений с предварительной линеаризацией по Ньютону. Подробности алгоритма, описание и текст программы для ЭВМ на языке ФОРТРАН приведены в [2].
Основное допущение метода связано с представлением рабочего объема некоторого реального оборудования, например, печи, в виде идеальной изолированной системы, внутри которой установилось термодинамическое равновесие. Степень соответствия равновесного приближения реальному рабочему процессу повышается с увеличением температуры. Достоверность такого подхода подтверждена удовлетворительным согласованием расчетных значений температуры и концентрации компонентов экспериментальным данным для ряда рабочих процессов [2].
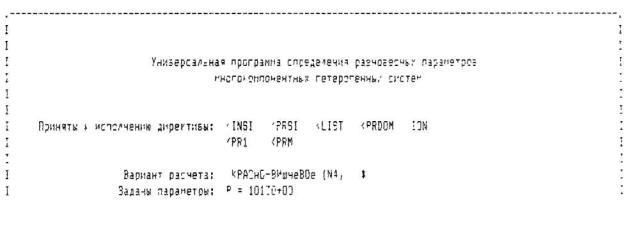
Расчеты параметров равновесного состояния являются составной частью процедуры определения выбросов в атмосферу газообразных загрязняющих веществ по настоящей методике. Расчеты проводятся по программе для ЕС ЭВМ или ППЭВМ типа IBM PC/AT. Программа снабжена базой данных, в которой хранится информация для вычисления термодинамических свойств индивидуальных химических компонентов. Обе версии программы (для ЕС ЭВМ и ППЭВМ типа IBM PC/AT) поставляются разработчиками методики на магнитных носителях вместе с необходимой документацией и базой данных. Поставка программы производится на договорных условиях. В случае нецелесообразности приобретения программы необходимые термодинамические расчеты выполняются разработчиками методики также на договорных условиях. В качестве исходных данных задаются элементный состав шихты или, что то же самое, ее исходный компонентный состав с указанием условной химической формулы каждого компонента. Элементный состав определяется потоками массы сырья в зону печи, условиями вентиляции и другими условиями технологического процесса при высокотемпературной обработке. Вторым видом исходных данных являются два термодинамических параметра, чаще всего это давление и температура или давление и энтальпия, в зависимости от того, входит ли температура в число определяемых параметров.
Программа для ЭВМ выводит на печать:
- термодинамические характеристики рабочего тела, нормированные на 1 кг массы (давление, температура, теплоемкость, удельный объем, молярная масса и т.д.);
- свойства переноса (вязкость, теплопроводность);
- состав газовой и конденсированных фаз.
Концентрации газообразных и конденсированных компонентов нормированы на 1 кг массы.
3. Определение выбросов вредных веществ
Источником выделения загрязняющих веществ является пространство печи, где ведется высокотемпературная переработка шихты.
3.1. Определение удельных выделений вредных веществ.
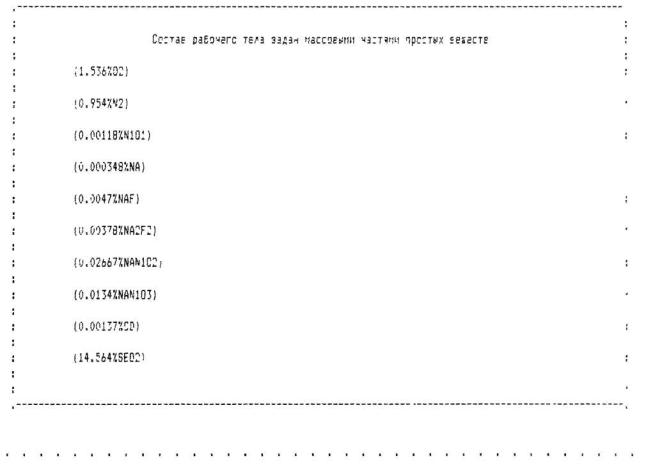
Основой для расчета удельных выделений служит технологический материальный баланс всех компонентов, составлявших рабочее тело в пространстве печи; шихты, добавок (красителей), воздуха и др. От того, насколько достоверно известен этот баланс, зависит и точность прогноза удельных выделений. За единичное количество при расчете удельных выделений принято количество перерабатываемой шихты в 1 кг массы. Вся дальнейшая нормировка сводится к пересчету рецептуры шихты, красителей и воздуха к 1 кг шихты. Иными словами, за 100 % (по массе) принята масса 1 кг шихты, а красителя и воздух добавляют это количество сверх 1 кг (сверх 100 %). Материальный технологический баланс сводится в таблицу по следующей форме.
Таблица 1
Материальный технологический баланс
|
№ пп. |
Химическая формула компонента |
Содержание % по массе |
|
|
Шихта (100 % по массе) |
|
|
1. |
…………………………………………………… |
|
|
2. |
…………………………………………………… |
|
|
|
Добавки (сверх 100 %о массе) |
|
|
|
…………………………………………………… |
|
|
|
Воздух (сверх 100 %о массе) |
|
|
…………………………………………………… |
Условная химическая формула воздуха – N5,464O1,469.
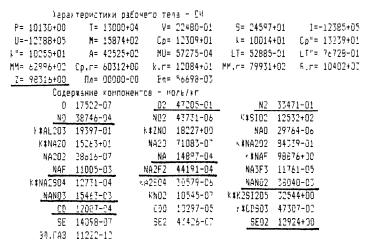
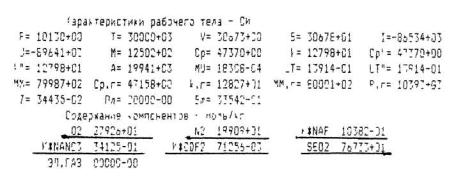
Этот материальный баланс закладывается как исходные данные в программу расчета на ЭВМ равновесного состава. В исходные данные входят также давление и температура в печи. Нормальному атмосферному давлению 760 мм рт.ст. соответствует 0,1013 МПа. Температура в печи в Кельвинах должна быть известна из технологического процесса. Из распечатки результатов (см. Приложение) выписывается массовая доля конденсированных компонентов рабочего тела (параметр Z на распечатке) и равновесный состав газовой фазы печного пространства Mi; в молях на килограмм рабочего тела. Газообразные компоненты отличаются от конденсированных тем, что у последних химическая формула начинается с символов K* . Выписывать необходимо только те газообразные компоненты, содержание которых достаточно велико, например Mi > 0,1×10-4. Указанные данные записываются в первый и второй столбцы таблицы 2, форма которой приведена ниже.
Удельные выделения и выбросы вредных веществ
|
Компонент газовоздушной смеси |
В
пространстве печи: |
При
охлаждении: |
Выбросы вредных веществ |
|||
|
Mi |
Сi |
Mi |
Сi |
Пi |
Пri |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
О2 |
……………………… |
|
|
|
|
|
|
N2 |
……………………… |
|
|
|
|
|
|
……………………… |
……………………… |
|
|
|
|
|
|
……………………… |
……………………… |
|
|
|
|
|
|
Валовые значения: ……………………… |
||||||
В третьем столбце таблицы 2 записывается состав газовой фазы в печной пространстве, пересчитанный на 1 кг шихты по формуле
![]() г/кгшх., (6)
г/кгшх., (6)
где Wi, г/моль - молярная масса i-го компонента газовоздушной смеси; Z - массовая доля конденсированных компонентов рабочего тела. Массовая доля шихты в материальном балансе тем самым полагается равной массовой доле конденсированных компонентов в одном килограмме рабочего тела.
При попадании газовоздушной смеси из печного пространства в атмосферу смесь резко охлаждается и ее состав может измениться. Однако, это изменение претерпевают не все компоненты, а только те скорость разложения или образования которых достаточно велика. К числу компонентов, концентрация которых при резком охлаждении не меняется, относятся окислы азота NO и NO2.
Для определения состава газовоздушной смеси при ее остывании необходимо выполнить расчет равновесного состава, взяв за материальный баланс данные из третьего столбца таблицы 2, т.е. элементный состав газовой фазы печного пространства. Расчет проводится при давлении 0,1013 МПа и Т=300К. Состав рабочего тела Mi при этих условиях заносится в четвертый столбец таблицы 2. Выписываются все компоненты, для которых Mi > 0,1×10-4. Компонент, перешедшие в конденсированное состояние (аэрозоли), и отмеченные в распечатке символами К*, отмечаются также и в таблице символом (К). Концентрация окислов азота NO и NO2 переписывается из 3-го столбца в 5-й без изменения. В четвертом столбце на месте этих компонентов надо поставить прочерк, даже если эти равновесные концентрации не нулевые при низкой температуре.
В пятом столбце содержатся удельные выделения (на 1 кг шихты), пересчитанные по Mi из четвертого столбца, величине Z и молярной массе Wi по формуле.
На этом расчет удельных выделений заканчивается.
3.2. Расчет выбросов вредных веществ в атмосферу
Пятый столбец таблицы 2 содержит удельные выделения всех веществ, составляющих охлажденную газовоздушную смесь. Из этого списка необходимо отобрать вредные вещества. Для остальных веществ, которые не являются вредными, в 6 и 7 столбце таблицы 2 необходимо поставить прочерк.
Расчет часового Пi, кг/час и годового Пг, т/год проводится по формулам
![]() кг/час; (8)
кг/час; (8)
![]() т/год; (9)
т/год; (9)
где С, г/кгшх. - берется из 5 столбца таблицы; Р, кг - разовая загрузка печи шихтой, (т.е. масса шихты, загружаемая в печь);
Т, час - длительность обработки шихты в печи, от момента загрузки до момента поступления газовоздушной смеси из печного пространства в атмосферу.
Для печей, работающих в непрерывном режиме в формулу (8) вместо комплекса Р/Т подставляется производительность печи, т.е. то количество шихты в килограммах, которое перерабатывается в печи за 1 час.
Значения выбросов записываются в 6 и 7 столбцах. В последней строке таблицы 2 в этих столбцах записываются валовые (суммарные по всем вредным веществам) выбросы. На этом расчет выбросов вредных веществ заканчивается.
4. Пример расчета
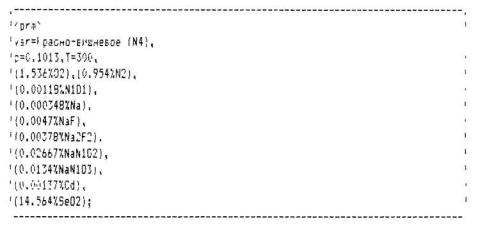
Рассмотрим определение выбросов вредных веществ при технологической процессе варки цветного (красно-вишневого) стекла в регенеративной стекловаренной печи со следующими характеристиками и технологическими материальными балансами.
Заранее приготовленная смесь шихты и красителей в количестве 40 кг загружается в печь, которая затем закрывается плотно крышкой. Поскольку печное пространство практически изолировано от окружающей атмосферы, то можно принять, что с расплавом стекла может взаимодействовать такое количество воздуха, какое первоначально попало в печное пространство при загрузке. Для данной печи свободный объем после загрузки составляет 0.04 м3, следовательно, масса воздуха в печи оценивается в 0,05 кг. Процесс варки стекла протекает при атмосферном давлении и температуре 1300K. Длительность варки составляет 24 часа, после чего расплав стекла сливается из печи, в этот момент газовоздушная смесь из печного пространства резко охлаждается и попадает сначала в атмосферу цеха, затем выбрасывается вытяжной вентиляцией в атмосферу.
Расчет проводим в последовательности, изложенной в предыдущем разделе.
1. Пересчитаем технологический материальный баланс на 100 % шихты. Рецептура шихты и добавок при этом задана.
Таблица 1
Материальный технологический баланс
|
№№ пп. |
Химическая формула компонента |
Содержание %% по массе |
|
|
Шихта (100 %) |
|
|
1. |
SiO2 |
80,1 |
|
2. |
Na2O |
12,7 |
|
3. |
К2О |
3,1 |
|
4. |
Н2О3 |
0,2 |
|
5. |
ZnO |
1,5 |
|
6. |
F2 |
1,9 |
|
Красители (сверх 100 %) |
||
|
7. |
CdSO4 |
0,1 |
|
8. |
Se |
0,4 |
|
9. |
Na2Se |
1 |
|
Воздух (сверх 100 %) |
||
|
10. |
N5,464O1,469 |
0,125 |
2. Выполним расчет равновесного состава рабочего тела в печном пространстве при давлении 0,1013 МПа и Т=1300К. Распечатка с ЭВМ приведена в приложении. Запишем равновесный состав (компоненты на распечатке подчеркнуты) в первый и второй столбцы таблицы 2. Пересчитаем этот состав по формуле (6) и заполним третий столбец таблицы 2.
3. Выполним расчет равновесного состава газовой фазы печного пространства при Р=0,1013 МПа и Т=300К, взяв в качестве материального баланса данные из третьего столбца таблицы 2. Заполним четвертый столбец таблицы данными из распечатки (см. приложение). Пересчитаем этот состав по формуле (7) на удельное выделение при переработке 1 кг шихты и заполним пятый столбец таблицы 2.
4. Пересчитаем удельные выделения на выбросы вредных веществ по формулам (8) и (9) и заполним 6 и 7 столбцы таблицы 2. Просуммируем 6 и 7 столбцы и запишем в нижней части таблицы 2 валовые значения выбросов.
Таблица 2
Удельные выделения и выбросы вредных веществ
|
Компонент газовоздушной смеси |
В
пространстве печи: |
При охлаждении: |
Выбросы вредных веществ |
|||
|
Mi |
Сi |
Mi |
Сi |
Пi |
Пгi |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
О2 |
0,472×10-1 |
1,536 |
2,792 |
-*) |
- |
- |
|
N2 |
0,335×10-1 |
0,954 |
1,991 |
-*) |
- |
- |
|
NO |
0,387×10-4 |
0,00118 |
- |
0,00118**) |
0,197×10-5 |
0,172×10-4 |
|
Na |
0,149×10-4 |
0,000348 |
- |
- |
- |
- |
|
NaF |
0,110×10-3 |
0,0047 |
(К) 0,01038 |
0,0075 |
0,125×10-4 |
0,11×10-3 |
|
Na2F2 |
0,442×10-4 |
0,00378 |
- |
- |
- |
- |
|
NaNO2 |
0,380×10-3 |
0,02667 |
- |
- |
- |
|
|
NaNO3 |
0,155×10-3 |
0,0134 |
(К) 0,0341 |
0,0496 |
0,827×10-4 |
0,724×10-3 |
|
Cd |
0,120×10-4 |
0,00137 |
- |
- |
- |
- |
|
SeO2 |
0,129×100 |
14,564 |
7,673 |
14,564 |
0,0243 |
0,213 |
|
CdF2 |
- |
- |
(К) 0,000712 |
0,00183 |
0,305×10-5 |
0,267×10-4 |
|
Валовые значения: |
Пå=0,0244; Пгå=0,214 |
|||||
__________________________
*) Эти компоненты не относятся к вредным веществам.
**) По п. 3.1 настоящей методики концентрация окислов азота при охлаждении не изменяется.
5. Литература
1. Сборник методик по расчету выбросов в атмосферу загрязняющих веществ различными производствами, Л.: Гидрометиоиздат, 1986 г.-183 стр.
2. Применение ЭВМ для термодинамических расчетов металлургических процессов / Синярев Г.Б., Ватолин Н.А., Трусов Б.Г., Моисеев Г.К. М.: Наука, 1982. - 263с.
Приложение
Приложение А.
Таблица Обозначений параметров
|
Обозначение |
Название параметра |
Размерность |
|
Р |
давление |
МПа |
|
Т |
температура |
К |
|
V |
удельный объем |
куб. м/кг |
|
S |
энтропия |
к.Дж/(кг.×К) |
|
I |
энтальпия |
к.Дж./кг |
|
U |
внутренняя энергия |
к.Дж./кг |
|
М |
общее число молей |
моль/кг |
|
СР |
удельная теплоемкость при постоянном давлении (замороженная) |
к.Дж/(кг×К) |
|
К |
k+Ср/Cv |
1 |
|
СР |
удельная теплоемкость при постоянном давлении (равновесная) |
к.Дж/(кг×К) |
|
К |
k +Ср/Cv |
1 |
|
А |
равновесная скорость звука |
м/с |
|
MU |
коэффициент динамической вязкости |
Н×с/кв. м |
|
LT |
коэффициент |
Вт/(м×К) |
|
LT |
полный коэффициент теплопроводности |
Вт/(м×К) |
|
ММ |
средняя молярная масса |
г/моль |
|
СР×Г |
удельная теплоемкость газовой фазы при постоянном давлении (замороженная) |
к.Дж/(кг×К) |
|
К.Г |
k г+Срг/Срг |
1 |
|
ММ.Г |
средняя молярная масса газовой фазы |
г/моль |
|
R.Г |
газовая постоянная |
к.Дж/(кг×К) |
|
Z |
массовая доля всех конденсированных фаз |
1 |
Приложение Б.
Обоснование применимости методики, сравнение с экспериментальными данными
Подтверждением адекватности методики служат результаты сопоставления расчетных и экспериментальных данных, которые приведены в следующих работах.
1. В статье авторов В.В. Гусарова, В.И. Пуляшенко, Б.Г. Трусова "Расчетная оценка токсичности выпускных газов двигателя, работающего на пропан-бутановой топливной смеси", опубликованной в Межвузовском сборнике научных работ по повышению эффективности автомобильных и тракторных двигателей, выпуск УП, изд. МАМИ, М., 1985. стр. 102-108, приведены результаты сравнения расчетных значений концентрации окислов азота и углерода с экспериментальными данными для двигателя автомобиля ЗИЛ-138. Измерения выполнены одним из авторов (В.В. Гусаровым) по методикам, принятым в отрасли (см., например, монографию В.А. Звонова "Токсичность двигателей внутреннего сгорания", М., Машиностроение, 1973. 200 стр.).
Авторы статьи сделали вывод о практической совпадении теоретических и экспериментальных данных по концентрации монооксида углерода и монооксида азота в выхлопных газах во всем исследованном диапазоне оборотов двигателя. Кроме того, авторами упомянутой статьи собран и систематизирован аналогичный материал по двигателям легковых автомобилей ВАЗ-2101, BA3-2103, М-412, М-24, который также подтверждает применимость расчетной методики для оценки концентрации токсичных веществ в выхлопных газах. Погрешность расчетных оценок, судя по представленному графическому материалу, не превышает 25 %.
2. В уже упомянутой монографии [2] приведены результаты сравнения рассчитанных и опытных данных по парциальным давлениям паров щелочных, щелочноземельных металлов и их окислов, а также кислорода при термическом разложении этих оксидов для ряда металлургических производств. Есть также результаты сравнения и для некоторых тугоплавких окислов: алюминия, титана, ванадия, молибдена и ряда других. Приведены ссылки на источники получения экспериментальных данных.
Авторы монографии провели достаточно полный анализ достоверности полученных результатов и констатировали удовлетворительное совпадение расчетных и опытных результатов. Отмечено также, что « ... для 20 оксидов (из числа 38 изученных) данные ранее выполненных экспериментов или расчетов по определению давления компонентов над оксидами близки или совпадают с полученными в наших расчетах.»
3. Качественное подтверждение адекватности расчетных оценок по предлагаемой методике измеренным значениям выбросов содержится в книге авторов В.Ф. Лясина, п.Д. Саркисова «Новые облицовочные материалы на основе стекла», М., Стройиздат, 1987, 193 стр. На стр. 28 и 29 имеются данные по потерям фтора, которые составляют от 11 % на электрических печах» до 30 ××× 50 % на газопламенных печах при варке стекол с составом шихты аналогичным рассмотренному в разделе 4 настоящей методики, Из табл. 2 примера расчета потеря массы фторида натрия за 24 часа при первоначальной массе шихты в 40 кг составит 0,125×10-4×24×40=0,012 кг. В пересчете на фтор потери составят 0,012×19/(19+23)=0,0054 кг, что составляет приблизительно 28 % от первоначального количества фтора в шихте (1,9 % фтора или около 0,019 кг). Таким образом, даже такое грубое сравнение без учета особенностей конструкции печи и технологического процесса варки показывает приемлемое согласование с опытными данными.