Правила
и нормы в атомной энергетике ПНАЭ Г-7-030-91
"Унифицированные методики контроля основных материалов (полуфабрикатов),
сварных соединений и наплавки оборудования и трубопроводов, атомных
энергетических установок. Ультразвуковой контроль. Часть II. Контроль сварных
соединений и наплавки"
(утв. постановлением Госпроматомнадзора СССР от 31 октября 1991 г. N 14)
Дата введения 1 октября 1992 г.
Настоящий нормативно-технический документ устанавливает технологию ультразвукового контроля качества сварных соединений и наплавок, оборудования и трубопроводов, на которые распространяется действие документа "Оборудование и трубопроводы атомных энергетических установок. Сварные соединения и наплавки. Правила контроля" (ПНАЭ Г-7-010-89) и обязателен для всех министерств, ведомств, объединений, организаций и предприятий, осуществляющих проектирование, конструирование, изготовление, монтаж, эксплуатацию и ремонт оборудования и трубопроводов, на которые распространяются "Правила устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок" (ПНАЭ Г-7-008-89).
Содержание
Список сокращений
АРД - диаграмма-график зависимости (амплитуда эхо-сигнала, расстояние до несплошности, эквивалентный диаметр несплошности)
АРДТ - диаграмма-график зависимости (амплитуда эхо-сигнала, расстояние до несплошности, эквивалентный диаметр несплошности, тандем)
АСД - автоматический сигнализатор дефекта
ВРЧ - временная регулировка чувствительности
ДШ - датчик шероховатости
ДШВ - датчик шероховатости волнистости
КД - конструкторская документация
МИС - Международный институт сварки
НП - наклонный преобразователь
НТД - нормативно-технический документ
ПГВ - преобразователь головных волн
ПК - правила контроля
ПКД - производственно-конструкторская документация
ПНП - прямой наклонный преобразователь
ПС - прямой совмещенный
ПТД - производственно-техническая документация
ПЭП - пьезоэлектрический преобразователь
PC - раздельно-совмещенный
СО - стандартный образец
СОП - стандартный образец предприятия
УЗ - ультразвук
УЗК - ультразвуковой контроль
УЗД - ультразвуковая дефектоскопия
1. Общие положения
Настоящий НТД распространяется на сварные соединения и наплавки, выполненные в соответствии с требованиями ПНАЭ Г-010-90 "Оборудование и трубопроводы атомных энергетических установок. Сварка и наплавка. Основные положениями контролируемые в соответствии с требованиями ПНАЭ Г-010-89 "Оборудование и трубопроводы атомных энергетических установок. Сварные соединения и наплавки. Правила контроля".
1.1. Область применения
1.1.1. Настоящий НТД устанавливает технологию УЗК:
сварных соединений деталей из сталей перлитного класса и высокохромистых сталей марок 08X13, 05Х12Н2М, 06Х12Н3Д, 06Х12Н3ДЛ, 08Х14МФ, 1Х12В2МФ, 07Х16Н4Б, выполненных дуговой и электрошлаковой сваркой низколегированными сварочными материалами с полным проплавлением;
сварных соединений деталей из сталей перлитного класса, выполненных электронно-лучевой сваркой с полным проплавлением при наличии экспериментального обоснования достоверности контроля и разрешения головной отраслевой материаловедческой организации;
предварительных наплавок и кромок деталей из сталей перлитного класса и зоны сплавления наплавок аустенитного класса;
зоны сплавления антикоррозионных аустенитных наплавок на деталях и изделиях из сталей перлитного класса.
1.1.2. Настоящий НТД включает методики контроля:
1.1.2.1. Стыковых, угловых и тавровых сварных соединений с толщиной свариваемых элементов от 5,5 до 400 мм.
1.1.2.2. Предварительных (переходных) наплавок из перлитной и аустенитной сталей на деталях и кромках сварных соединений при толщине наплавки от 4 до 40 мм и толщине основного металла ≥ 10 мм.
1.1.2.3. Зоны сплавления наплавленных аустенитных антикоррозионных покрытий толщиной 4 мм и более.
1.1.2.4. Радиус кривизны околошовной наружной поверхности должен быть ≥ 150 мм для продольных швов, 100 мм для наплавок, 12,5 мм для кольцевых швов. Внутренний радиус кривизны сварной детали при контроле угловых швов должен быть ≥ 50 мм.
1.1.3. Контроль по методикам, данным в настоящем НТД, обеспечивает обнаружение несплошностей эквивалентной площадью не менее величин, указанных в действующих ПК. Характер и действительные размеры несплошности не определяются, кроме случаев, предусмотренных в п. 5.6.
1.1.4. Контроль не гарантирует выявления несплошностей на фоне мешающих отражателей в виде неровностей усиления и корневой части шва, конструктивных элементов свариваемых деталей и структурных неоднородностей, если не предусмотрены специальные способы их идентификации. Не гарантируется выявление несплошностей в пределах ''мертвой" зоны преобразователя, а также непосредственно под усилением шва.
1.1.5. Оценку качества сварного соединения, наплавки проводят по действующим нормам ПК.
1.2. Общие требования
1.2.1. В сварных соединениях подлежат контролю металл шва, зоны сплавления и термического влияния. При этом ширина контролируемой зоны основного металла определяется требованиями ПНАЭ Г-7-010-89.
1.2.1.1. В сварных соединениях деталей различной номинальной толщины ширина указанной зоны определяется отдельно для каждой из сварных деталей.
1.2.1.2. Ширина контролируемых участков основного металла определяется от поверхности его разделки, указанной в КД.
1.2.2. Ультразвуковой контроль проводят после исправления дефектов, обнаруженных при визуальном контроле, контроле измерением, капиллярной и магнитопорошковой дефектоскопии, если последние предусмотрены ПТД.
1.2.3. Сдаточный контроль проводят после окончательной термообработки cварного соединения и восстановления плакировки (наплавки), если таковые предусмотрены технологическим процессом.
Рекомендуется проведение технологического пооперационного контроля на промежуточных стадиях изготовления изделия. При этом следует учитывать, что результаты технологического и сдаточного контроля могут не совпадать.
1.2.4. Требования представителей служб контроля по созданию необходимых условий для выполнения работ по контролю являются обязательными для администрации организации (предприятия), представляющей изделие на контроль.
1.2.5. Документация по контролю, содержащая отступления от требований настоящего НТД или включающая новые методические решения, должна быть согласована с головной материаловедческой организацией.
1.3. Требования к сварному соединению
1.3.1. Объем контроля определяется ПК как протяженность для сварных соединений или площадь для наплавок. При наличии неконтролируемых из-за недоступности участков шва, наплавки контроль считают выполненным в неполном объеме, а недоступные участки отмечают в отчетной документации по контролю.
1.3.2. Степень контроледоступности сечения сварного соединения, наплавки определяется при проектировании (конструировании) оборудования и должна быть зафиксирована в КД.
Степень контроледоступности определяется представителем службы неразрушающего контроля в зависимости от ограничений, налагаемых конструкцией контролируемого изделия на возможность установки и пределы перемещения ПЭП.
1.3.3. Для сварных соединений, контролируемых по настоящему НТД, устанавливаются следующие степени контроледоступности в порядке ее снижения (рис. 1):
а) 1С - центральный луч УЗ-пучка пересекает каждый элемент металла контролируемого сечения сварного соединения в двух или более направлениях (с точностью до половины шага сканирования), проходящих через секторы Б или Б', и В или В', и А или А'. Примеры схем контроля приведены на рис. 2, а, б, 3, а, в;
б) 2С - центральный луч УЗ-пучка пересекает каждый элемент металла хотя бы в одном направлении, проходящем через секторы Б или Б', В или В'. Примеры схем контроля приведены на рис. 2, в, 3, б;
в) 3С - частично или полностью не выполняется прозвучивание по каждому из направлений, предусмотренных для степени 1С. Центральный луч УЗ-пучка пересекает каждый элемент металла в направлении, проходящем через секторы А или А';
г) сварное соединение считают неконтроледоступным, если центральный луч УЗ-пучка ни по одному из направлений не проходит через все элементы металла контролируемого сечения;
д) возможность контроля на выявление поперечных дефектов не изменяет степень контроледоступности сварного соединения, определенную по подп. а - г.
1.3.3.1. При проектировании (конструировании) оборудования должна быть обеспечена максимально возможная контроледоступность сварного соединения по всей его протяженности, наплавки по всей ее площади, например путем удаления или уменьшения ширины усиления шва, изменением конструкции контролируемого узла.
1.3.3.2. Если прозвучивание в одном направлении обеспечивает обнаружение несплошностей, указанных в КД, то такие сварные соединения могут быть отнесены к первой степени контроледоступности. В этом случае необходимо согласование с головной материаловедческой организацией.
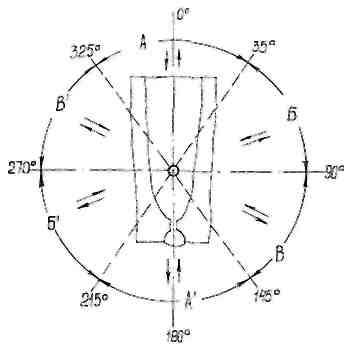
Рис. 1. Схема определения степени контроледоступности сварного соединения: О - контролируемый элемент сварного соединения; D - направления прозвучивания (цифрами обозначены углы озвучивания, буквами - секторы обзора)
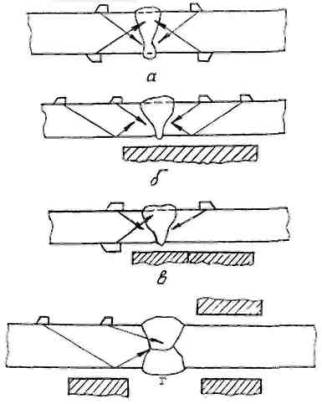
Рис. 2. Схемы контроля стыковых сварных соединений наклонными преобразователями: а - при толщине 60 ми и более не зависимо от наличия усиления шва; б - при толщине < 60 мм не зависимо от наличия усиления шва; в - при толщине до 100 мм с ограниченным доступом; г - при ограничении доступа не зависимо от толщины
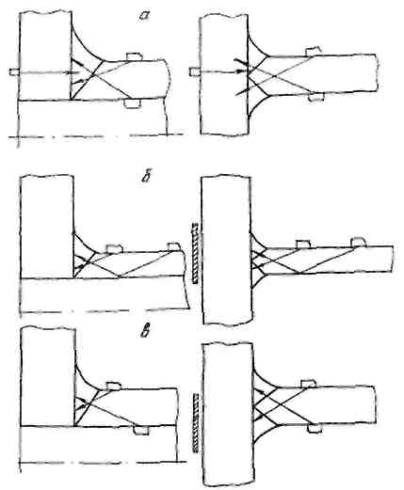
Рис. 3. Схемы контроля угловых и тавровых сварных соединений: а - контроль прямым лучом; б - контроль однократно отраженным лучом. в - контроль с двух поверхностей прямым лучом
1.3.3.3. Наличие непрозвученных центральным лучом из-за отсутствия доступа участков площадью ≤ 3 % контролируемой площади по данному направлению.
1.3.3.4. Контроль мест пересечений швов с усилением стыковых соединений и стыковых соединений с тавровыми технически не выполним. Контроль мест пересечения стыковых швов возможен при снятом и зачищенном заподлицо усилении шва в пределах зон перемещения преобразователей.
1.3.4. Для антикоррозионной наплавки устанавливаются следующие степени контроледоступности в порядке ее снижения:
а) 1Н - непараллельность поверхности основного металла границе "основной металл-наплавка" в зоне сплавления не превышает
![]()
где f - частота, МГц; а - радиус пьезоэлемента, мм;
б) 2НА - непараллельность поверхности основного металла границе "основной металл-наплавка" превышает φ, но контроль со стороны основного металла проводят специальными преобразователями, обеспечивающими нормальное падение УЗ-луча на поверхность зоны сплавления, или по схеме приема зеркально отраженного от наплавки луча;
в) 2НБ - контроль со стороны основного металла невозможен, его проводят со стороны наплавки. Непараллельность наплавки границе "основной металл-наплавка" не превышает значений φ;
г) наплавку считают неконтроледоступной, если не выполняются условия по подп. а - в.
Для наплавок определяется объем контроля в процентах как отношение площади контроледоступной части наплавки к площади всей контролируемой наплавки. Объем контроля определяется с точностью 5% и фиксируется в КД.
1.3.5. Сварные соединения и наплавки или их участки, признанные неконтроледоступными, УЗ не подлежат, что должно быть отражено в КД.
1.3.6. При контроле кромки (края) сварного соединения, наплавки (со стороны основного металла) существует зона с пониженной достоверностью контроля. Ширина этой зоны l определяется большей из величин:
![]()
где Н - толщина сварного соединения или основного металла при контроле наплавки;
λ - длина волны;
D - диаметр ПЭП.
При контроле наплавки эту зону необходимо проверить со стороны наплавки. В этом случае зона с пониженной достоверностью равна D/2.
Наличие такой зоны не учитывается при оценке контроледоступности.
1.3.7. Контроль сварных соединений труб с внутренней расточкой однажды отраженным лучом возможен, если длина lp цилиндрической части расточки не менее lp=Htga+в/2+В+5 мм, где Н - номинальная толщина трубы; а - угол ввода; в - полуширина усиления шва; В - ширина околошовной зоны, подлежащей контролю по п. 1.2.1.
При меньших размерах расточки контроль проводят только прямым лучом при удаленном усилении, что должно быть отражено в карте контроля, техпроцессе.
1.3.8. Поверхности сварных соединений в зоне перемещения ПЭП с обеих сторон сварного шва должны быть очищены от пыли, грязи, окалины. С них должны быть удалены забоины и неровности по всей длине контролируемого участка.
1.3.9. Ширина подготовленной под контроль зоны с каждой стороны шва должна быть не менее Htga+A+B при контроле совмещенными ПЭП прямым лучом и не менее 2Htga+A+B при контроле однажды отраженным лучом и по схеме "тандем", где Н - толщина сварного соединения; a - угол ввода; А - длина контактной поверхности преобразователя; В - ширина околошовной зоны, подлежащей контролю по п. 1.2.1.
1.3.10. При подготовке зоны контроля с помощью механической обработки шероховатость поверхности должна быть не хуже Rz 40 (Ra 6,3 мкм). Шероховатость механообработанной донной поверхности при контроле отраженным лучом и по схеме "тандем" должна быть не хуже Rz 80 (Ra 20 мкм). Волнистость поверхности (отношение максимальной стрелы прогиба к периоду волнистости) не должна превышать 0,015. Оценка шероховатости и волнистости проводится в соответствии с методикой, изложенной в приложении 13, или другими методами и средствами измерения (определения) шероховатости и волнистости, согласованными с головной материаловедческой организацией отрасли.
1.3.11. Усиление шва должно быть удалено заподлицо с поверхностью основного металла в следующих случаях:
при контроле стыковых сварных соединений категории 1 толщиной 40 мм и более на разностенных сварных соединениях усиление шва допускается не удалять;
при наличии антикоррозионной наплавки на донной поверхности;
при контроле сварных соединений сосудов, если одна из сторон соединения недоступна для контроля и контроль отраженным лучом невозможен;
при контроле стыковых сварных соединений, если ширина усиления не позволяет озвучивать корень шва прямым центральным лучом или все сечение центральным лучом.
1.4. Организация работ
1.4.1. Для выполнения штатного УЗК, осуществления технологической подготовки контроля, проведения подготовительных, проверочных, учебно-методических работ, а также для хранения аппаратуры, преобразователей, образцов, вспомогательных приспособлений и другого инвентаря должны быть организованы подразделения (лаборатории, участки, группы) УЗК. Администрация предприятия обязана выделить соответствующие площади и помещения.
При эксплуатации > 10 дефектоскопов следует организовать подразделение по ремонту аппаратуры.
В монтажных подразделениях допускается организация такого подразделения при лаборатории контроля в монтажном тресте или использование услуг других ремонтных организаций.
1.4.2. Подразделение УЗК организуется и действует на основании Положения о лаборатории, группе, участке, утвержденного руководителем предприятия.
1.4.3. Подразделение УЗК должно быть оснащено УЗ-дефектоскопами, серийными и специализированными ПЭП, соединительными высокочастотными кабелями; комплектами СО или МИС; СОП, технической документацией, электроизмерительной и радиотехнической аппаратурой для проведения проверочных и ремонтных работ (при наличии подразделения по ремонту); вспомогательными устройствами (шаблонами, линейками, шкалами и др.); подводкой сети переменного тока частотой 50 Гц, подводкой горячей и холодной воды, шкафами для одежды и обуви, лабораторными и канцелярскими столами, стеллажами, шкафами для хранения аппаратуры, образцов, запасных частей, документации, электротельфером, стабилизатором питающего напряжения, слесарными и измерительными инструментами; емкостями с контактной жидкостью (смазкой), тележками для установки и транспортировки дефектоскопов и другим оборудованием и материалами, необходимыми для выполнения контроля в конкретных условиях.
1.4.4. Участки контроля в цехе, на монтажной площадке рекомендуется оснащать роликоопорами, кантователями, розетками сети переменного тока 50 Гц.
1.4.5. При проведении контроля крупногабаритных изделий, а также в условиях монтажа и ремонта должны быть обеспечены следующие условия:
леса и подмостки должны обеспечивать безопасное и удобное расположение дефектоскописта, аппаратуры и контролируемого изделия;
яркие источники света (посты электросварки, резки и т.п.), расположенные на расстоянии < 15 м от места проведения контроля, должны быть экранированы;
не допускается проведение работ, вызывающих вибрацию и загрязнение абразивной пылью контролируемого изделия, ближе чем в 10 м от него;
при ярком дневном свете или сильном искусственном освещении, затрудняющем наблюдение изображения на экране дефектоскопа, должны быть приняты меры к затемнению экрана дефектоскопа или мест контроля.
1.4.6. Колебания напряжения в электрической сети, к которой подключают дефектоскопы, не должны превышать значений, указанных в техническом описании дефектоскопа. При больших колебаниях напряжения дефектоскопы следует подключать через стабилизаторы.
1.4.7. Контроль проводят при температурах окружающего воздуха и контролируемой поверхности от 5 до 40 °С. Допускаются применение тепляков и подогрев металла.
1.4.8. Для изделий, допускающих кантовку, проведение контроля в потолочном положении не допускается.
1.4.9. Приведение контроля с 0 до 6 ч местного времени не допускается.
1.4.10. Рекомендуется проводить контроль звеном из двух дефектоскопистов. При этом один из них должен иметь право выдачи заключения.
1.4.11. Дефектоскописты и специалисты служб контроля должны быть обеспечены спецодеждой (костюмами, комбинезонами, халатами), обтирочными материалами (обрезками ткани с хорошей смачиваемостью), кремом для рук, мылом, полотенцами, блокнотами и пишущими инструментами. Нормы расхода спецодежды и материалов устанавливаются предприятием (организацией) в зависимости от объемов и условий работы.
1.4.12. Подготовленные для работы поверхности необходимо проверить на соответствие требованиям п. 1.3.10 и непосредственно перед ручным контролем тщательно протереть ветошью и покрыть слоем контактной смазки.
1.4.12.1. Контактная смазка должна обладать достаточной смачиваемостью, вязкостью и однородностью, быть прозрачной для ультразвука в рабочем диапазоне частот, легко удаляться с поверхности, быть безвредной для дефектоскописта и пожаробезопасной.
1.4.12.2. В качестве смазки применяют жидкие технические масла, глицерин, эмульсии или контактные смазки, составы которых приведены в приложении 1. Допускается применение ферромагнитной жидкости.
При большой кривизне поверхности контролируемого изделия следует использовать смазку более густой консистенции.
1.4.12.3. Вещества, входящие в состав контактной смазки, и сама смазка не являются дефектоскопическими материалами и входному контролю не подлежат.
1.4.13. Подготовка сварного соединения, наплавки к контролю и удаление контактной смазки после окончания контроля в обязанности дефектоскописта не входят.
1.5. Подготовка персонала
1.5.1. Аттестацию и квалификационные испытания специалистов и дефектоскопистов по УЗК проводят в соответствии с требованиями ПНАЭ Г-7-010-89.
1.5.2. Подготовка дефектоскопистов должна проводиться в соответствии со Сборником типовых программ для подготовки на производстве дефектоскопистов по ультразвуковому контролю и "Учебными планами и программами для подготовки и повышения квалификации на производстве" (М.: Госкомпрофобр, 1985).
1.5.3. При подготовке дефектоскопистов и повышении их квалификации следует использовать программы, согласованные с головной материаловедческой организацией.
1.5.4. Аттестованные дефектоскописты получают удостоверения по форме, данной в приложении 3 ПНАЭ Г-7-010-89.
1.5.5. Программы подготовки дефектоскопистов и специалистов подлежат пересмотру или корректировке по мере поступления новых методик и рекомендаций по контролю от соответствующих головных институтов, но не реже чем через каждые 5 лет.
2. Средства контроля
2.1. При проведении УЗК используют:
импульсные ультразвуковые дефектоскопы с преобразователями и соединительными кабелями;
СО и СОП;
вспомогательные устройства, приспособления и материалы.
Указания по аттестации дефектоскопов, преобразователей и образцов изложены в ПНАЭ Г-7-014-89 "Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов атомных энергетических установок. Ультразвуковой контроль. Часть 1. Контроль основного материала (полуфабрикатов)" разд. 4. Необходимо также учитывать следующие дополнения:
2.1.1. Дефектоскоп проверяют на точность измерения расстояний глубиномером с погрешностью ≤ 2,5% при расстоянии 50 мм и более и на точность измерения амплитуд эхо-сигналов с погрешностью ≤ ± 1 дБ.
2.1.2. Дефектоскоп совместно с преобразователем и кабелем проверяют на частоту ультразвуковых колебаний; погрешность измерения должна быть ≤ 10 % для частот в диапазоне 1,0-10 МГц.
Проверку дефектоскопа и преобразователей выполняют по ГОСТ 23667-85 и 23702-90 или по методике, согласованной с органами Госстандарта.
2.2. Допускается изготавливать СОП из материала того же класса и подвергнутого той же термообработке, что и контролируемое изделие.
2.3. Стандартный образец предприятия с плоской поверхностью применяют при контроле швов плоских изделий и швов (продольных и кольцевых) изделий цилиндрической формы для ПН - и PC-преобразователей, если их наружный диаметр DH ≥ 150 мм или внутренний DEH ≥ 300 мм, а также для прямых совмещенных преобразователей при DH > 500 мм.
2.4. На линейные размеры и ориентацию отражателей в образцах устанавливаются следующие допуски:
± 0°30' для угла между плоским дном отверстия и акустической осью преобразователя;
± Т 14 по ГОСТ
25347-82 для диаметра и ![]() мм для ширины и
высоты отражателя;
мм для ширины и
высоты отражателя;
± 2,00° для угла между отражающей плоскостью углового отражателя и поверхностью образца.
2.5. При проверке СОП проводят измерение и вычисление среднего из десяти значений амплитуды эхо-сигнала от каждого отражателя в образце при постоянной чувствительности дефектоскопа, а также расчет среднеквадратичной погрешности измерения амплитуды эхо-сигнала от контрольного отражателя.
2.6. При контроле изделий с DH ≤ 300 мм следует применять преобразователь с притертой поверхностью.
3. Подготовка к контролю
3.1. Общие требования
3.1.1. Контроль проводится по картам контроля или технологическим процессам.
3.1.1.1. Карты контроля, технологические процессы должны соответствовать требованиям настоящего НТД (иметь номер и отражать рабочую технологию прозвучивания конкретного сварного соединения, наплавки).
Карта, технологический процесс должны содержать информацию о конструкции и категории объекта контроля, степени контроледоступности, схеме и направлениям прозвучивания, ширине зоны зачистки, конкретных номинальных параметрах контроля, параметрах сканирования, аппаратуре и преобразователе, способах настройки скорости развертки и чувствительности, оценку качества сварного соединения, разрядности работ.
3.1.1.2. Документация разрабатывается специалистами - работниками предприятия, ocyществляющего контроль. Каждая карта контроля, порядок технологического процесса должны быть подписаны разработчиком технологии, проверяющим руководителем службы контроля с указанием даты и иметь учетный номер. При укрупнении (в том числе и на заводах-изготовителях) и на монтаже допускается использовать типовые технологические карты, разработанные головной отраслевой материаловедческий организацией.
3.1.1.3. Для серии однотипных соединений составляют одну карту контроля или технологический процесс.
3.1.1.4. Выбор схем прозвучивания, параметров контроля проводят в соответствии с требованиями соответствующих разделов настоящего НТД.
3.2. Выбор параметров контроля сварных соединений
3.2.1. Схемы контроля, направление прозвучивания, характеристики преобразователей при контроле стыковых, угловых и тавровых соединений трубопроводов, сосудов и листовых конструкций выбирают по табл. 1, 2 и рис. 2 - 4 исходя из необходимости обеспечения прозвучивания центральным лучом всего сечения сварного соединения с учетом его толщины и конструкции.
3.2.2. Стыковые сварные соединения
3.2.2.1. Стыковые сварные соединения с толщиной < 60 мм, кольцевые швы трубопроводов и сосудов с внутренним диаметром < 800 мм контролируют с одной поверхности прямым и однажды отраженным лучами (см. рис. 2, б).
3.2.2.2. Стыковые сварные соединения с толщиной > 60 мм при наличии доступа контролируют прямым лучом с двух поверхностей с обеих сторон шва по схемам, приведенным на рис. 2, а.
3.2.2.3. Стыковые сварные соединения с удаленным усилением шва контролируют дополнительно прямым или РС-преобразователем, выбираемым по табл. 2.
3.2.2.4. Проведение контроля с одной стороны с одной поверхности однажды отраженным лучом допускается в случаях, когда конструкция сварного соединения или основной металл одного из элементов не позволяют провести контроль с обеих сторон (поверхностей) соединения, например, соединение труб с литыми деталями или наличие несплошностей в основном металле. Наличие несплошностей должно быть зафиксировано в отчетной документации.
3.2.2.5. Стыковые сварные соединения, выполненные электронно-лучевой сваркой, контролируют по совмещенной схеме рис. 2 а, б и по методу "тандем" преобразователями с углом ввода 45-50° на частоте 1,8-2,5 МГц.
Таблица 1
Выбор НП (номинальные значения)
|
Толщина сварного соединения |
Частота НГц |
Угол ввода при контроле, град |
|
|
прямым лучом |
однажды отраженным лучом |
||
|
От 5,5 до 9 включительно |
4-6 |
70(+5) |
70(+5) |
|
Свыше 9 до 12 включительно |
4-6 |
65 (+5) |
65 (+5) |
|
Свыше 12 до 20 включительно |
2,5-5 |
65 (+5) |
65 (+5) |
|
Свыше 20 до 40 включительно |
2,5-4 |
65 (+5) |
45(+5) |
|
Свыше 40 до 60 включительно |
1,8-4 |
65 (+5) |
45(+5) |
|
Свыше 60 до 100 включительно |
1,8-2,5 |
60 (+5) |
Не допускается |
|
45(+5) |
" |
||
|
Свыше 100 до 200 включительно |
1,25-2,25 |
60 (+5) |
" |
|
45(+5) |
" |
||
|
Свыше 200 |
1,25-2,25 |
60 (+5) |
" |
|
45(+5) |
" |
||
Примечания: 1. Сварные соединения толщиной > 60 мм контролируют преобразователем с углом ввода 60-65° и более только прямым лучом на глубину до 60 мм. 2. Для плакированных сварных соединений толщиной от 20 до 60 мм дополнительно применяются ПЭП с углом ввода 45+5°. 3. В карте контроля или технологического процесса УЗК параметры контроля должны быть указаны однозначно. Указание диапазонов значений параметров не допускается. 4. Допускается для повыше
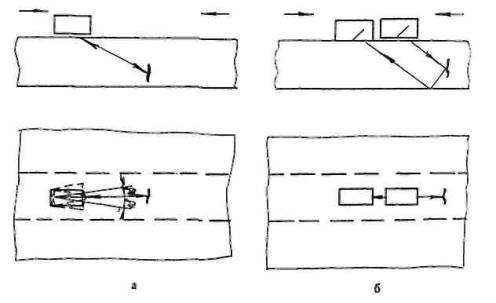
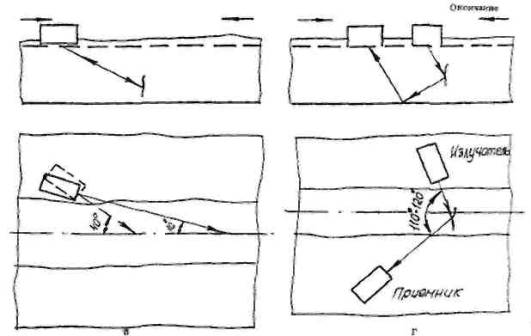
Рис. 4. Схемы контроля на поперечные трещины сварных соединений с удаленным (а, б) и неудаленным (в, г) усилениями: а, в - контроль совмещенным ПЭП; б - контроль по схеме "тандем"; г - контроль по стредл-схеме
Таблица 2
Выбор прямого и PC-преобразователей (номинальные значения)
|
Толщина сварного соединения, мм |
Тип преобразователя |
Частота, МГц |
|
До 20 включительно |
Прямой PC |
4-6 |
|
Свыше 20 до 40 включительно |
" |
2,5-4,0 |
|
Свыше 40 до 60 включительно |
" |
1,8-4,0 |
|
Свыше 60 |
Прямой совмещенный |
1,25-2,5 |
3.2.2.6. Продольные стыковые сварные соединения цилиндрических конструкций контролируют с учетом указаний, данных в приложении 2.
3.2.3. Сварные соединения секторных отводов контролируют так же, как и стыковые сварные соединения труб.
3.2.4. Стыковые сварные соединения с антикоррозионной наплавкой
3.2.4.1. Контроль проводят в целях оценки сплошности перлитного металла шва и зоны сплавления антикоррозионной наплавки с металлом шва и околошовной зоны до и после выполнения (восстановления) антикоррозионной наплавки.
3.2.4.2. Контроль проводят двумя НП только прямым лучом с углами ввода 45+5 и 65+5°, а также прямым преобразователем.
3.2.4.3. Корневую зону сварных соединений трубопроводов ГЦК Ду-850 рекомендуется контролировать методом "тандем" в соответствии с приложением 14.
3.2.4.4. Качество зоны сплавления контролируют согласно методическим указаниям разд. 3.4 настоящего НТД.
3.2.5. Угловые и тавровые сварные соединения
3.2.5.1. Угловые и тавровые соединения контролируют по схемам, приведенным на рис. 3.
3.2.5.2. Угловые и тавровые сварные соединения с толщиной привариваемого элемента до 60 мм контролируют со стороны привариваемого элемента прямым и отраженным лучами (см. рис. 3, б).
3.2.5.3. Угловые и тавровые сварные соединения с толщиной стенки привариваемого элемента свыше 60 мм контролируют прямым лучом по схеме, приведенной на рис. 3, в.
3.2.5.4. Угловые и тавровые соединения сосудов и листовых конструкций с толщиной стенки > 16 мм, а также швы приварки штуцеров с толщиной > 60 мм при отношении толщин основного и привариваемого элементов, обеспечивающем заданную чувствительность, контролируют ПС- или РС-преобразователями со стороны основного элемента (см. рис. 3, а). Реализуемая чувствительность определяется по приложению 12 и должна удовлетворять требованиям ПНАЭ Г-7-010-89.
3.2.5.5. Тавровые сварные соединения сосудов со штуцерами (патрубками) с внутренним диаметром 100 мм и более с толщиной стенки 10 мм и более контролируют с наружной поверхности сосуда по схеме, приведенной на рис. 3, б.
3.2.6. Контроль сварных соединений на поперечные несплошности
3.2.6.1. Контролю на поперечные несплошности подлежат сварные соединения, указанные в табл. 3.
3.2.6.2. Контроль стыковых сварных соединений со снятым усилением и швов угловых и тавровых соединений (со стороны основного элемента) проводят ПЭП, ориентированным вдоль шва в двух встречных направлениях на всю ширину контролируемой зоны. В процессе контроля ПЭП поворачивают в секторе от 0 до 10° в обе стороны от продольной оси шва. При этом шаг сканирования во всех направлениях не должен превышать половины диаметра пьезоэлемента ПЭП.
Таблица 3
Указания по контролю на поперечные трещины
|
Тип сварного соединения |
Поверхность сканирования |
Диаметр основного элемента, мм |
Толщина основного элемента, мм |
Схема контроля |
|
Стыковое: |
|
|
|
|
|
без усиления |
Поверхность шва |
300 и более |
34 и более |
Рис. 4, а или 4, б |
|
с усилением |
Основной металл околошовной зоны |
800 и более |
|
Рис. 4, в* (1) или 4, г |
|
Угловое и тавровое с усилением |
Контроль со стороны основного элемента (зона проекции шва плюс 10 мм) |
800 и более |
34-60* (2) |
Рис. 4, а |
|
Контроль со стороны привариваемого элемента (патрубка) |
800 и более* (3) |
60 и более |
Рис. 4, в |
_____________
*(1) Для швов с Х-образной разделкой предпочтительна схема, приведенная на рис. 4, г.
*(2) При отсутствии доступа со стороны основного элемента контроль проводят со стороны привариваемого элемента при его диаметре 800 мм и более.
*(3) При диаметре привариваемого элемента < 800 мм контроль на поперечные дефекты не проводят.
3.2.6.3. Контроль стыковых сварных соединений, выполненных с усилением шва, а также угловых и тавровых сварных соединений (со стороны привариваемого элемента) проводят сплошным сканированием НП в секторе от 10 до 40° относительно продольной оси шва в околошовной поверхности основного металла в двух встречных направлениях.
При этом шаг сканирования вдоль шва не должен превышать половины диаметра пьезоэлемента ПЭП.
3.3. Выбор параметров контроля наплавок на деталях и кромках
3.3.1. При контроле перлитных наплавок проверяют сплошность наплавки, включая прилегающий слой основного металла толщиной 2 мм.
3.3.2. Перлитную наплавку на кромках контролируют на частоте 2-5 МГц:
PC-преобразователем со стороны наплавки и НП с углами ввода 65-70° со стороны основного металла толщиной < 20 мм;
НП с углом ввода 66-70° и PC-преобразователем со стороны наплавки при толщине основного металла 20 мм и более.
3.3.3. Допускается совмещать контроль перлитных наплавок и готовых сварных соединений.
3.3.4. При контроле аустенитных наплавок оценивают сплошность зоны сплавления наплавки с основным металлом.
3.3.5. Аустенитную наплавку на кромках контролируют PC-преобразователем на частоте 2-5 МГц со стороны наплавки.
Если такой контроль не возможен, наплавку контролируют со стороны основного металла НП с углами ввода, обеспечивающими нормальное (± 2,5°) падение УЗ-луча на линию сплавления.
3.3.6. Усиливающие наплавки контролируют РС-преобразователем на частоте 2-5 МГц со стороны рабочей поверхности наплавки.
3.3.7. В случае обнаружения при выборке трещин глубиной >4 мм рекомендуется проконтролировать наплавку ПГВ по методике, данной в приложении 3.
3.4. Выбор параметров контроля антикоррозионной аустенитной наплавки
3.4.1. Наплавку контролируют на частоте 2 - 5 МГц:
при толщине основного металла < 40 мм РС-преобразователем со стороны основного металла, а в случае невозможности контроля - со стороны наплавки;
при толщине основного металла 40 мм и более - прямым преобразователем со стороны основного металла, а в случае отсутствия доступа - РС-преобразователем со стороны наплавки.
3.4.2. Если суммарная площадь участков, доступных контролю со стороны основного металла, меньше 1/3 общей площади наплавки, то контроль указанных участков допускается проводить со стороны наплавки.
3.4.3. Если параллельность поверхности основного металла в зоне сплавления превышает φ, то по п. 1.3.4 могут быть применены специальные ПЭП, обеспечивающие нормальное падение УЗ-луча на поверхность зоны сплавления. Допускается контроль через наплавку на поверхности изделия.
4. Проведение контроля
4.1. Ознакомление с объектом контроля
4.1.1. Перед началом контроля дефектоскопист обязан: получить задание (заявку) на контроль с указанием типа и номера сварного соединения и его расположения на контролируемом объекте (узле, трубопроводе), объема контроля, толщины и диаметра сварных элементов, номеров чертежа и перечня конструктивных отклонений, влияющих на контроледоступность соединения;
ознакомиться с картой контроля, технологическим процессом, конструкцией и особенностями технологии выполнения сварных соединений, а также с документацией, в которой указаны допущенные отклонения от установленной технологии и результаты предшествующего контроля;
убедиться в отсутствии недопустимых наружных дефектов;
убедиться, что ширина усиления шва соответствует требованиям ПНАЭ Г-009-89, а ширина подготовленной под контроль зоны - требованиям п. 1.3.9.
4.2. Разметка изделия
4.2.1. Контролируемое соединение должно быть размечено.
4.2.2. Разметка включает отметку границ шва и наплавки, разбиение на участки длиной ≤ 500 мм и их маркировку. Разметка должна соответствовать разметке для радиографического контроля, если таковой предусмотрен ПТД.
4.2.3. Кольцевые сварные соединения трубопроводов рекомендуется разбивать на участки по аналогии с часовым циферблатом.
4.2.4. Антикоррозионную наплавку рекомендуется разметить на участки площадью ≤ 0,25 м2 и большей стороной ≤ 1 м.
4.2.5. Разметка должна быть предусмотрена технологическим процессом изготовления, должно быть обеспечено ее воспроизведение на всех стадиях проведения УЗК данного изделия. Начало и направление отсчета участков должно быть замаркировано постоянным клеймом на изделии и отмечено в карте контроля.
4.3. Последовательность методических операций контроля
Контроль сварных соединений и наплавки проводят в следующей последовательности:
настраивают скорость развертки дефектоскопа;
устанавливают поисковый, контрольный и браковочный уровни чувствительности;
проводят сканирование;
при появлении эхо-сигнала от несплошности определяют его максимум.
Если высота эхо-сигнала ниже контрольного уровня, то продолжают сканирование. Если высота эхо-сигнала равна или превышает контрольный уровень, то измеряют и записывают характеристики несплошностей;
оценивают допустимость несплошностей и качество сварного соединения путем сравнения измеренных значений характеристик с нормативными;
фиксируют результаты контроля.
4.4. Настройка аппаратуры
4.4.1. Настройка скорости развертки и глубиномера
4.4.1.1 Настройку скорости развертки следует проводить таким образом, чтобы сигналы от несплошностей в любом участке сварного соединения находились в пределах экрана дефектоскопа.
4.4.1.2. Настройку скорости развертки при контроле сварных соединений толщиной < 12 мм рекомендуется проводить по угловому отражателю в образце согласно схеме, данной на рис. 5.
4.4.1.3. Настройку скорости развертки при контроле сварных соединений толщиной 12 мм и более проводят по глубиномеру дефектоскопа. При этом границы рабочей зоны экрана (контроля) устанавливаются по значениям минимально и максимально возможной глубины залегания несплошностей.
Примечание. При контроле прямым лучом глубину залегания несплошности измеряют как расстояние от наружной поверхности, а при контроле однажды отраженным лучом - как сумму толщины стенки и расстояния от внутренней поверхности соединения до несплошности.
Рис. 5. Схема настройки развертки по угловым отражателям
4.4.1.4. Настройку глубиномера проводят в соответствии с инструкцией по эксплуатации дефектоскопа по донным эхо-сигналам, эхо-сигналам от двугранных углов или вогнутой поверхности СО или образца МИС, или по СОП с отверстиями на различной глубине.
4.4.1.5. При контроле сварных соединений толщиной < 12 мм допускается настройку глубиномера не проводить, а глубину залегания несплошности определять по месту расположения эхо-сигнала на развертке дефектоскопа.
Рис. 6. СОП для контроля РС – преобразователем перлитной (а) и аустенитной (б) наплавки кромок и смеха настройки дефектоскопа (в): Нн – толщина наплавки; Ø – диаметр плоскодонного отверстия; S – площадь дна плоскодонного отверстия (Ø и S – маркировать)
Рис. 7. Схема настройки дефектоскопа (а) и СОП для контроля НП перлитной и аустенитной наплавки (б): S – площадь плоскодонного отверстия; Н – толщина образца; Нн – глубина плоскодонного отверстия, равная толщине наплавки.
Рис. 8. СОП для антикоррозийной наплавки: а – схема настройки дефектоскопа; б – контроль со стороны основного металла; в – контроль со стороны наплавки; г – контроль через наплавку; Ø – диаметр плоскодонного отверстия; S – площадь плоскодонного отверстия; Н – толщина основного металла; Нн – толщина наплавки.
4.4.1.6. Допускается настраивать глубиномер и скорость развертки по эхо-сигналу от двугранного угла шлифованного прямоугольного бруска, например плитки Иогансона, связанной со шлифованным торцом, СО-2 через слой контактной жидкости посредством постоянного магнита (или воздушной присоски).
4.4.1.7. Скорость развертки при контроле наплавки настраивают по плоскодонным отверстиям в СОП согласно схемам, приведенным на рис. 6 - 8, или по донному сигналу.
4.4.1.8. При контроле сварных соединений толщиной 150 мм и более настройку глубиномера следует проводить с учетом затухания УЗ.
4.4.1.9. Для преобразователей с углом ввода 60-80° настройку дефектоскопа и измерение фактического угла ввода рекомендуется проводить при температуре, равной той, при которой проводится контроль. При различии этих температур следует учитывать изменение угла ввода. Температурные поправки угла ввода для преобразователей с призмой из оргстекла определяют по графику рис. 9.
Для преобразователей из комплекта ПРИЗ Д5 учет температурных поправок не требуется.
4.4.2. Настройка чувствительности
4.4.2.1. Настройка чувствительности проводится в целях обеспечения выявления несплошностей, подлежащих фиксации в данном сварном соединении:
4.4.2.2. При настройке устанавливают следующие уровни чувствительности:
а) браковочный, при котором проводится оценка допустимости обнаруженной несплошности по амплитуде эхо-сигнала.
Браковочный уровень (максимально допустимая эквивалентная площадь) определяется ПК сварных соединений и наплавки;
б) контрольный, при котором проводятся измерение характеристик обнаруженных несплошностей и оценка их допустимости по предельным значениям характеристик (условной протяженности, высоте и др.)
Рис. 9. Зависимость угла ввода (а) от температуры для преобразователя с номинальными углами ввода а = 51° (β = 40°) (1); 60° (2); 65° (β = 50°) (3) и 70° (4)
Контрольный уровень (наименьшая фиксируемая эквивалентная площадь) ниже браковочного на 6 дБ;
в) поисковый, при котором проводится поиск несплошностей.
Поисковый уровень ниже контрольного не менее чем на 6 дБ;
г) опорный, при котором эхо-сигнал от отражателя в СО имеет заданную высоту на экране дефектоскопа.
4.4.2.3. Браковочный, контрольный и поисковый уровни устанавливаются отдельно для каждой обнаруженной несплошности в зависимости от глубины ее залегания.
Допускается устанавливать одно значение поискового уровня для контролируемого сварного соединения по максимально возможной глубине залегания несплошности.
4.4.2.4. Настройку чувствительности при контроле сварных соединений толщиной < 12 мм проводят по угловым отражателям (рис. 10).
Допускается настраивать чувствительность по вертикальному или горизонтальному цилиндрическому отверстию, сегменту при условии воспроизведения нормативного уровня чувствительности контроля с погрешностью ± 1 дБ.
Кроме того, допускается настраивать чувствительность по двугранному углу. При этом разница между сигналом от угла и нормативным уровнем чувствительности должна быть указана в ПКД.
4.4.2.5. Настройку чувствительности при контроле сварных соединений толщиной 12 мм и более проводят по приложению 4.
4.4.2.5.1. Допускается проводить настройку чувствительности и определение эквивалентной площади (диаметра) обнаруженных несплошностей по СОП с плоскодонными отверстиями.
4.4.2.5.2. Допускается использование СОП с плоскодонными отверстиями, площади которых отличаются от регламентируемых ПК значений, при условии корректировки чувствительности на величину
![]()
где Sнорм и Sобр - площадь плоскодонного отверстия по нормативам ПК и фактически выполненного отверстия в образце соответственно. При этом величина ΔA не должна превышать 12 дБ.
4.4.2.5.3. Для сварных соединений толщиной до 20 мм допускается проводить настройку чувствительности по угловым отражателям в соответствии с п. 1 приложения 4.
4.4.2.5.4. Для получения опорных сигналов допускается использовать отражатели в виде поверхностей, углов изделия. При этом разница между опорным сигналом и настраиваемым уровнем чувствительности должна быть указана в ПКД.
Рис. 10. Схема получения опорных сигналов при настройке чувствительности: а – при контроле сварных соединений толщиной < 12 мм; б – то же толщиной 12 мм и более.
4.4.2.5.5. При настройке чувствительности по двугранному углу образца вместо плоскости, перпендикулярной к УЗ-лучу, следует учитывать, что при работе преобразователями с углами ввода 37-52° эхо-сигналы от угла и плоскости одинаковы с точностью ± 0,5 дБ, а при работе преобразователем с углом ввода 65° эхо-сигнал от угла меньше эхо-сигнала от плоскости на 10 ± 1 дБ.
Сглаживание вершины угла путем снятия фаски (под углом 45°) допускается в пределах, регламентируемых табл. 4. При этом искажение эхо-сигнала не превышает ± 1 дБ.
Таблица 4
Максимально допустимая ширина фаски Вф в вершине двугранного угла образца
|
Частота, МГц |
вф ± 1 им при толщине образца |
|
|
от 70 до 120 мм |
свыше 120 мм |
|
|
2 ± 0,5 |
1,5 |
3,0 |
|
4 ± 1 |
1,0 |
2,0 |
4.4.2.6. При контроле на продольные несплошности кольцевых сварных соединений трубных элементов отраженным лучом с настройкой по плоскопараллельным образцам или по опорным сигналам, полученным прямым лучом, следует учитывать потери энергии на внутренней цилиндрической поверхности околошовной зоны контролируемого сварного соединения. Для этого вводят поправки ∆A, определяемые экспериментально или из графика, данного на рис. 11. Значение поправки округляется до ближайшего целого значения.
4.4.2.7. При контроле наплавки на кромках сварного соединения чувствительность настраивают по плоскодонным отверстиям в СОП или АРД-диаграммам. Примеры конструкций СОП для контроля наплавки на кромках показаны на рис. 6, а, б и 7, а, а схема настройки скорости развертки и браковочной чувствительности - на рис. 6, в и 7, б, где S и d - нормативные значений эквивалентных площади и диаметра.
Рис. 11. Поправка на потери чувствительности при отражении от донной поверхности кольцевых сварных соединений трубных элементов для совмещенных преобразователей на частоту 1,25 – 5,0 МГц.
4.4.2.8. При контроле антикоррозионной аустенитной наплавки чувствительность настраивают по СОП, показанным на рис. 8, или АРД-диаграммам.
4.4.2.9. Глубина залегания дна отверстия в СОП по рис. 8, б не должна отличаться от номинальной толщины наплавки более чем на 1 мм при толщине наплавки до 12 мм и 2 мм при большей толщине. Толщина наплавки и высота отверстия в образце, показанном на рис. 8, а, в, должны быть равными минимальной толщине наплавки контролируемого изделия.
Рис. 12. Ослабление ΔА донного сигнала за счет затухания в наплавке из аустенитной стали различной толщины при контроле нормальным преобразователем: f = 1,8 – 2,5 МГц (для f = 2,0 МГц затухание равно 0,35 дБ/м).
Образцы изготавливаются из тех же материалов и по той же технологии, что и контролируемое изделие. Образцы, данные на рис. 8, а, допускается изготавливать из основного металла толщиной (Н+Нн) без наплавки.
Образцы могут быть изготовлены в виде фрагментов образцов, приведенных на рис. 6.
4.4.2.10. Рекомендуется проводить настройку чувствительности по СОП в случаях контроля:
в ближней зоне преобразователя;
РС-преобразователем изделий толщиной 3 - 10 мм;
притертыми преобразователями.
4.4.2.11. При работе с дефектоскопами, обеспечивающими выравнивание эхо-сигналов от равновеликих несплошностей в зоне контроля с точностью ± 1,5 дБ, настройку чувствительности проводят согласно приложению 4, п. 2.3.
4.4.2.12. Если переключатель рабочей частоты дефектоскопа не имеет положения "1,8", то при подключении преобразователя на частоту 1,8 МГц указанный переключатель устанавливают в положение "1,25" для отечественных и в положение "2" для зарубежных дефектоскопов.
4.4.2.13. При настройке и контроле прямым совмещенным ПЭП изделий, имеющих аустенитную наплавку на контактной поверхности стыкуемых элементов, следует учитывать потери чувствительности в наплавке (рис. 12).
4.4.3. Допускается при контроле НП в качестве опорных использовать донные сигналы, полученные прямым преобразователем на изделии или образце. При этом рекомендуется применять преобразователи двустороннего излучения, а настройку скорости развертки и чувствительности проводить по методике, изложенной в приложении 5.
4.4.4. При контроле сварных соединений по схеме "тандем" установление браковочного уровня по п. 4.4.2.2 а) и оценку эквивалентного диаметра (площади) обнаруженной несплошности проводят с помощью АРДТ-диаграммы (рис. 13) относительно опорного сигнала A∞, получаемого непосредственно на изделии развернутыми навстречу друг другу преобразователями (см. схему измерений на рис. 13). Рабочую зону развертки устанавливают путем стробирования опорного сигнала.
4.4.5. Настройку аппаратуры и оценку несплошностей при контроле сварных соединений сферических корпусов задвижек трубопроводов Ду-100 - Ду-200 проводят в соответствии с приложением 6.
4.5. Сканирование
4.5.1. Контроль проводят контактным способом, перемещая преобразователь по поверхности изделия вручную.
4.5.2. Контроль сварных соединений при продольном (вдоль шва) сканировании НП проводят путем перемещения ПЭП по поверхности сварных элементов параллельно оси сварного шва с одновременным возвратно-поступательным перемещением перпендикулярно к оси (рис. 14).
Рис. 14. Схемы сканирования сварного соединения: а – при контроле сварных соединений толщиной < 60 мм; б – то же толщиной 60 мм и более; в – траектория сканирования; хmax – максимальное удаление ПЭП от шва.
Контроль прямым ПЭП проводят путем его перемещения по поверхности сварного соединения или сварного элемента вдоль или поперек шва.
4.5.3. Величина продольного (вдоль шва) шага сканирования не должна превышать половины максимально допустимой условной протяженности одиночной несплошности, расположенной на половине толщины сварного соединения.
4.5.4. Для сварных соединений толщиной >100 мм допускается устанавливать шаг сканирования равным половине диаметра пьезоэлемента.
4.5.5. Контроль антикоррозионной наплавки проводят путем построчного сканирования перпендикулярно к наплавленным валикам с шагом не более половины диаметра (ширины) ПЭП при контроле со стороны основного металла и не более половины условной протяженности предельно допустимого отражателя при контроле со стороны наплавки.
4.5.5.1. При сканировании РС-преобразователем направления электроакустического экрана и наплавки должны совпадать.
4.5.5.2. При контроле по размеченным участкам перекрытие у границ участков должно быть не менее шага сканирования преобразователя.
4.5.5.3. В процессе сканирования необходимо обеспечивать постоянный акустический контакт преобразователя с поверхностью наплавки.
4.5.6. При контроле изделий цилиндрической формы рекомендуется применение насадок на преобразователи и других вспомогательных средств, стабилизирующих его положение.
4.5.7. Скорость сканирования не должна превышать 150 мм/с.
4.5.8. Ширину зоны сканирования (см. х на рис. 14) определяют по соответствующим СОП в зависимости от толщины сварных элементов или геометрическим расчетом и указывают в карте контроля, технологическом процессе.
4.5.9. В процессе перемещения преобразователя проводят его повороты относительно собственной вертикальной оси на 10-15°.
4.5.10. В процессе сканирования необходимо обеспечивать постоянный акустический контакт преобразователя с поверхностью сварных элементов.
4.6. Измерение характеристик несплошностей
4.6.1. При обнаружении несплошностей с амплитудой эхо-сигнала, равной или большей контрольного уровня, определяют:
координаты;
максимальную амплитуду эхо-сигнала (максимальную эквивалентную площадь);
условную протяженность или класс идентификации по протяженности (протяженный - непротяженный);
условную высоту;
характеристики формы и ориентации несплошностей.
4.6.2. Условную высоту, характеристики формы и ориентации несплошностей определяют в случаях, предусмотренных разд. 14 ПНАЭ Г-7-010-89, или других особых случаях в целях получения дополнительной информации о несплошности.
4.6.3. Координаты h, х и L (рис. 15) измеряют при появлении в рабочей зоне экрана дефектоскопа эхо-сигнала следующим образом:
координата h (глубина залегания) определяется для сварных соединений толщиной > 8 мм прямым отсчетом по глубиномеру, или по шкале развертки, или расчетом;
координата х определяется по известному значению угла ввода расчетом, или по индикатору дефектоскопа, или отсчетом по градуированной шкале развертки, или по координатным линейкам;
координата L определяется как место расположения несплошности вдоль продольной оси шва.
4.6.3.1. Координаты измеряют при положении преобразователя, соответствующем максимальной амплитуде эхо-сигнала от несплошности. Последнюю устанавливают равной половине высоты экрана дефектоскопа.
Рис. 15. Схема измерения координат несплошности (а) и амплитуды эхо-сигнала (б)
Рис. 16. Схемы измерения условий протяженности (а) и условной высоты (б) несплошности: ΔL – условная протяженность; Δh – условная высота.
4.6.3.2. Если настройка глубиномера проводилась по СО-2, то при глубине залегания несплошностей >150 мм измеренные по глубиномеру координаты несплошностей следует корректировать в целях учета квазиискривления луча в результате влияния затухания УЗ. Для этого можно использовать координатную линейку УКЛ N 1 из комплекта КОУ-2, таблицы поправок, натурные образцы.
4.6.4. Амплитуду эхо-сигнала измеряют по показаниям аттенюатора при заданной высоте на экране дефектоскопа.
4.6.4.1. Измерение максимальной эквивалентной площади несплошности проводят по максимальному сигналу независимо от направления прозвучивания, при котором он получен.
4.6.5. Условную протяженность (рис. 16, а) измеряют как расстояние между крайними положениями преобразователя при перемещении его вдоль несплошности. При этом крайними положениями преобразователя считают те, при которых амплитуда эхо-сигнала уменьшается до контрольного уровня чувствительности.
4.6.5.1. При контроле кольцевых сварных соединений трубных элементов условную протяженность ∆L определяют по измеренному значению ∆Lизм условной протяженности из формулы
![]()
где D - наружный диаметр трубных элементов; h - глубина залегания несплошности.
4.6.6. Условную высоту (рис. 16, б) измеряют как разность значений глубины залегания несплошности в крайних положениях преобразователя, при которых амплитуда эхо-сигнала уменьшается до контрольного уровня чувствительности.
4.6.6.1. Условную высоту протяженной несплошности измеряют в том месте, где эхо-сигнал имеет наибольшую амплитуду. Она определяется только для несплошностей, отстоящих от внутренней или наружной поверхности сварного соединения более чем на 5 мм.
4.6.7. Несплошности в количестве двух или более учитываются раздельно (разрешаются), если эхо-сигналы от них, наблюдаемые на экране одновременно или последовательно при перемещении преобразователя по поверхности изделия, разделены интервалом (на линии развертки или вдоль линии сканирования), где амплитуда уменьшается на 6 дБ или более относительно меньшего эхо-сигнала. Если это условие не выполняется, то несплошности рассматриваются как одна.
4.6.8. Средняя квадратическая погрешность измерения амплитуд эхо-сигналов при соблюдении требований настоящего НТД не превышает ± 2 дБ. Относительная средняя квадратическая погрешность измерения эквивалентной площади не превышает ± 50%. Средняя квадратическая погрешность измерения условной протяженности при соблюдении требований настоящего НТД ≤ ± 5 мм для толщины до 200 мм и ≤ ± 10 мм для толщин свыше 200 мм. Средняя квадратическая погрешность измерения условной высоты определяется по формуле
![]()
где ∆h0 - погрешность глубиномера дефектоскопа по его паспортным данным.
4.6.9. Число одиночных несплошностей или их суммарную эквивалентную площадь определяют по длине сварного шва или площади антикоррозионной наплавки соответственно.
При этом расстояние между двумя отдельными несплошностями определяют как расстояние между двумя ближайшими положениями преобразователя, при которых сигнал от одной несплошности уменьшается до контрольного уровня, а сигнал от другой достигает контрольного уровня.
4.6.10. Для оценки формы и ориентации несплошностей следует использовать отдельные характеристики по п. 4.1.7 ГОСТ 14782-86 или их совокупность. Измерения характеристик проводят согласно п. 4.6.2 настоящего НТД и приложений 7 и 8.
4.6.11. При интерпретации результатов контроля следует учитывать особенности контроля сварных соединений различных конструкций, изложенные в приложении 9.
5. Оценка допустимости несплошностей
5.1. Допустимость зафиксированных несплошностей оценивают в соответствии с требованиями действующих ПК.
5.2. При оценке допустимости несплошностей по протяженности их классифицируют на протяженные и непротяженные (точечные) по приложению 10.
5.3. Несплошность считают поперечным дефектом (типа "Т" по ГОСТ 14782-86), если при прозвучивании в направлении продольной оси шва ее эквивалентная площадь Sпоп независимо от условной протяженности равна 50% или более величины наименьшей фиксируемой эквивалентной площади, а при расположении преобразователя под углом 90 ± 15° к продольной оси шва его эквивалентная площадь < 50% Sпоп.
5.4. Браковочный уровень при пооперационном контроле сварных соединений и наплавок, подвергаемых окончательной термообработке, рекомендуется снижать (повышать чувствительность) на 3 дБ, учитывая вероятность увеличения эхо-сигнала от несплошности после термообработки.
5.5. Рекламации предприятия-заказчика должны быть основаны на данных контроля с учетом погрешностей по п. 4.6.8, выполненного в соответствии с настоящим НТД и картой контроля изготовителя. При этом окончательная оценка эквивалентной площади несплошности, проводится по АРД-диаграммам (шкалам).
5.6. При обосновании допускаемых ПК изменений браковочного уровня (например, по разд. 14 ПНАЭ Г-7-10-89) для получения дополнительной информации о конфигурации и ориентации несплошности следует использовать указания п. 4.6.10.
5.7. Если обнаруженная несплошность залегает в пределах мой эквивалентной площади, выполненным на глубине залегания несплошности.
6. Оформление отчетной документации
6.1. Результаты контроля каждого сварного соединения должны быть зафиксированы в рабочих журналах и заключениях (протоколах).
6.2. Журнал является первичным документом, в котором регистрируют результаты контроля. Сведения в журнал заносятся дефектоскопистом.
Заключение является сдаточным документом. Его можно составлять как на одно, так и на группу сварных соединений или наплавок контролируемого объекта.
6.3. Правильность оформления журналов и заключений контролирует лицо, ответственное за оформление документации.
6.4. Журнал должен иметь сквозную нумерацию страниц, быть прошнурованным и скрепленным подписью лица, ответственного за оформление документации. Исправления должны быть завизированы лицом, внесшим исправления.
6.5. Формы заключений и журналов устанавливает предприятие, проводящее контроль.
6.6. В журналах и заключениях должны быть отражены следующие обязательные сведения:
индекс (номер) шва, наплавки по чертежу;
диаметр и толщина сварного соединения;
категория сварного соединения по ПНАЭ Г-7-010-89;
тип дефектоскопа и его номер;
тип преобразователя, частота и угол ввода, учетный номер;
максимально допустимая эквивалентная площадь;
описание несплошности;
число несплошностей на любых 100 мм длины шва;
оценка качества;
подпись дефектоскописта;
номер и дата заключения.
Если на контролируемое сварное соединение или наплавку имеется карта контроля, то вместо сведений о сварном соединении, наплавке и параметрах контроля допускается указывать номер карты контроля.
6.7. Журналы должны храниться на предприятии в архиве службы контроля 5 лет.
6.8. Для сокращенной записи следует использовать буквенно-цифровую форму записи результатов контроля по приложению 11.
7. Требования безопасности
7.1. Ультразвуковые дефектоскопы являются переносными электроприемниками, поэтому при их эксплуатации должны выполняться требования безопасности и производственной санитарии в соответствии с Правилами технической эксплуатации электроустановок потребителей и Правилами техники безопасности при эксплуатации электроустановок потребителей, утвержденными Госгортехнадзором СССР в 1984 г.
7.2. Организация участка контроля должна соответствовать требованиям "Санитарных норм проектирования промышленных предприятий СН 245-71", утвержденных Госстроем СССР в 1971 г.
7.3. При использовании на участке контроля подъемных механизмов необходимо выполнять требования Правил устройства и безопасной эксплуатации грузоподъемных кранов, утвержденных Госгортехнадзором СССР в 1965 г.
См. Правила устройства и безопасной эксплуатации грузоподъемных кранов ПБ 10-382-00, утвержденные постановлением Госгортехнадзора России от 31 декабря 1999 г. N 98
7.4. Работы с применением эпоксидных смол должны выполняться в соответствии с "Санитарными правилами при работе с эпоксидными смолами N 348-60", утвержденными Минздравом СССР.
См. Санитарные правила при производстве и применении эпоксидных смол и материалов на их основе, утвержденные Главным государственным санитарным врачом СССР 28 ноября 1989 г. N 5159-89
7.5. Перед допуском к проведению контроля все лица, участвующие в его выполнении, должны пройти соответствующий инструктаж по технике безопасности с регистрацией в специальном журнале.
7.6. Инструктаж по п. 7.5 следует проводить периодически в сроки, установленные приказом по предприятию (организации) .
7.7. Контроль должен, как правило, выполняться звеном из двух дефектоскопистов.
7.8. В случае выполнения контроля на высоте, в стесненных условиях, а также внутри сосудов дефектоскописты и обслуживающий персонал должны пройти дополнительный инструктаж по технике безопасности согласно положению, действующему на предприятии (организации).
7.9. Лица, участвующие в выполнении контроля, должны знать и выполнять общие правила техники безопасности, установленные для работников цехов и участков, в которых проводят контроль.
7.10. Мероприятия по пожарной безопасности осуществляются в соответствии с требованиями "Типовых правил пожарной безопасности для промышленных предприятий", утвержденных ГУПО МВД СССР в 1975 г.
7.11. Дефектоскописты должны быть обеспечены головными уборами и спецодеждой, не стесняющей движения.
7.12. При отсутствии на рабочем месте розеток подключение и отключение дефектоскопа от электрической сети должны проводить дежурные электрики.
7.13. Перед включением дефектоскопа в электрическую сеть он должен быть заземлен голым гибким медным проводом сечением ≥ 2,5 мм2.
7.14. При выполнении дефектоскопии внутри сосудов напряжение источника питания, к которому подключают дефектоскоп, не должно превышать 12 В.
7.15. При проведении контроля вблизи мест выполнения сварочных работ рабочее место дефектоскописта должно быть ограждено светозащитными экранами.
Приложение
1
(рекомендуемое)
Составы контактных смазок
1. Смазка на основе обойного клея
Строительный обойный клей растворяют в холодной или теплой воде в объемном соотношении 1:1-1:3 в зависимости от условий проведения контроля.
2. Смазка на основе дикстрина
Состав смазки, %: дикстрин - 30-34; ОП 7-4; глицерин 9-10; сода 1; вода - остальное. Дикстрин растворяют в нагретой до 40-50 °С воде, добавляют глицерин и соду и размешивают до получения однородного раствора.
3. Ингибиторная смазка ИКС-1
Состав смазки: на 1 л воды 50-70 г глицерина, 40-50 г натрий-карбоктиметилцеллюлозы (натрий-КМЦ), 30-50 г тринатрийфосфата. В горячей воде (60-80 °С) растворяют КМЦ, а затем тринатрийфосфат. Доливают, непрерывно перемешивая, натрий-КМЦ. Раствор выдерживают в течение суток (до набухания). После этого добавляют глицерин.
Приложение
2
(обязательное)
Методика контроля стыковых продольных сварных соединений цилиндрических конструкций
1. Настоящее приложение определяет особенности методики УЗК продольных стыковых швов сварных соединений цилиндрических) конструкций.
2. Проводят предварительный выбор преобразователей по табл. 1 основного текста настоящего НТД по фактической толщине Н цилиндрической конструкции.
Нумерация подпунктов приводится в соответствии с источником
2.2. Определяют по рис. П2.1 - П2.5 эквивалентную криволинейную толщину плоского соединения Нпл (рис. П2.6) для каждого преобразователя.
2.3. Уточняют преобразователи по табл. 1 основного текста настоящего НТД исходя из значений Нпл.
3. В зависимости от отношения H/Rнар и H/Rвн по табл. П2.1 устанавливают для каждого из выбранных преобразователей, к какой области (А, Б или В) значений отношения H/R при УЗК с наружной и (или) внутренней стороны принадлежит сварное соединение.
4. Если отношение H/R находится в области А, то контроль сварного соединения осуществляется аналогично контролю плоских конструкций в соответствии с указаниями основного настоящего НТД.
Таблица П2.1
Области значений H/R
|
Угол ввода луча, град |
А |
Б |
В |
|
От 0 до при УЗК продольных сварных соединений |
Свыше n до m при УЗК продольных сварных соединений |
Свыше m |
|
|
40 |
0-0,188 |
0,188-0,375 |
Более 0,375 |
|
0,-0,526 |
0,526 и более |
||
|
45 |
0-0,140 |
Свыше 0,140 до 0,293 |
Свыше 0,293 |
|
0-0,322 |
Свыше 0,322 до 1,0 |
||
|
50 |
0-0,104 |
0,104-0,234 |
Более 0,234 |
|
0-0,208 |
0,208 и более |
||
|
60 |
0-0,052 |
Свыше 0,052 до 0,134 |
Свыше 0,134 |
|
0-0,089 |
Свыше 0,089 до 1,0 |
||
|
65 |
0-0,035 |
0,036-0,094 |
Более 0,094 |
|
0-0,057 |
0,057 и более |
||
|
68 |
0-0,026 |
0,026-0,073 |
Более 0,073 |
|
0-0,042 |
0,042 и более |
||
|
70 |
0-0,021 |
0,021-0,060 |
Более 0,060 |
|
0-0,034 |
0,034 и более |
||
|
72 |
0-0,017 |
0,017-0,049 |
Более 0,049 |
|
0-0,027 |
0,027 и более |
Примечаниe. Числитель - с наружной стороны, знаменатель - с внутренней
Рис. П2.3. Эквивалентная толщина плоского сварного соединения при контроле продольных швов с внутренней стороны: для ПЭП с углом ввода 40° (1); 50° (2); 65° (3); 68° (4); 70° (5); 72° (6).
Рис. П2.4. График для определения эквивалентной толщины плоского сварного соединения при УЗК продольных швов с внутренней стороны: для преобразователя с углом ввода 60° (I); 45° (II).
Рис. П2.5. График для определения эквивалентной толщины плоского сварного соединения при УЗК продольных швов с наружной стороны: для преобразователя с углом ввода 60° (I); 45° (II)
Рис. П2.6. Эквивалентная толщина плоского сварного соединения изделий цилиндрической формы.
Рис. П2.7. Опора для преобразователя.
Нумерация пунктов приводится в соответствии с источником
5.1. Возможность контроля всего сечения шва (при наличии усиления шва) и зоны перемещения преобразователей определяют расчетно-графическим способом.
5.2. При УЗК с наружной стороны чувствительность контроля определяют исходя из требований НТД (ПК) и эквивалентной толщины сварного соединения Нпл, для этого:
5.2.1. Исходя из величины Нпл (см. п. 2) устанавливают диапазон толщин сварных соединений, к которому относится данное соединение.
5.2.2. Если Нпл сварного соединения входит в тот же диапазон толщин, что и истинная толщина Н, то контроль следует проводить с чувствительностью, предусмотренной НТД для этого диапазона.
Если Нпл попадает в следующий диапазон толщин, то контроль с наружной стороны следует проводить с чувствительностью, предусмотренной НТД для этого диапазона толщин, что должно быть отмечено в карте УЗК и результатах контроля.
5.3. При контроле с внутренней стороны выбранными преобразователями чувствительность определяют исходя из истинной толщины соединений Н, но настраивают ее для глубины, соответствующей эквивалентной толщине изделия Нпл, определяемой по рис. П2.3.
6. Если отношение H/R находится в области В, то при определении контроледоступности следует учесть, что контроль всего сечения шва с наружной стороны невозможен (степень контроледоступности не выше 2С или 3 С). В этом случае контроль всего сечения шва может быть обеспечен при отсутствии усиления шва и его прозвучивания с наружной и внутренней сторон соединения, что должно быть проверено расчетно-графическим способом. Если контроль возможен, то при выборе его параметров следует учесть указания п. 5 настоящего приложения.
7. Для определения координат дефектов в сечении шва глубиномер дефектоскопа следует настраивать в расстояниях по лучу.
8. Контроль на отсутствие поперечных трещин проводится в соответствии с требованиями п. 3.2.6 основного текста настоящего НТД.
9. При выполнении УЗК сварных соединений цилиндрических конструкций рекомендуется использовать опору или проточку (сопряжение поверхностей) (рис. П2.7, 2.8).
Рис. П.2.8. Схема проточки (сопряжения) контактной поверхности преобразователя: О и О' – точки выхода луча преобразователя с плоской контактной (до проточки) и обработанной поверхностями.
Приложение
3
(справочное)
Методика контроля аустенитной наплавки головными волнами
1. Настоящая методика регламентирует порядок контроля зоны сплавления антикоррозионной аустенитной наплавки толщиной ≤ 12 мм с основным металлом в целях выявления трещин, перпендикулярных к зоне сплавления.
2. Поверхность наплавки не должна иметь углублений между валиками и неровностей размером > 0,8 мм. Поверхность должна быть зачищена от брызг металла, грязи и флюса. Шероховатость поверхности Rz должна быть не грубее 40 мкм.
3. Наплавку контролируют любым дефектоскопом с ПГВ типа ИЦ-70 на частоте 1,8 МГц. Схема контроля показана на рис. П3.1. Допускается проводить контроль ПГВ типа ИЦ-61, если они обеспечивают выявление эталонного дефекта на уровне, превышающем уровень шумов на 6 дБ*.
4. Перед началом контроля поверхность наплавки рекомендуется разметить на участки размером приблизительно 200×200 мм2. Поверхность перед контролем покрывается контактной смазкой.
5. Рис. П3.1. Схема контроля наплавки ПГВ: 1 - излучатель; 2 - наплавка; 3, 4 - продольно-поверхностные волны; 5 - трещина; 6 - боковая волна; 7 - приемник; 8 - основной металл
Настройку скорости развертки дефектоскопа проводят по отражению продольно-поверхностных волн от свободного прямого двугранного угла изделия или СОП. Настройку чувствительности проводят по плоскодонному отверстию в СОП.
Рис. П3.1. Схема контроля наплавки ПГВ: 1- излучатель; 2 – наплавка; 3, 4 – продольно-поверхностные волны; 5 – трещина; 6 – боковая волна; 7 – приемник; 8 – основной металл.
6. СОП по рис. П3.2,а изготавливают из тех же сталей (основной металл) и по той же технологии, что и контролируемое изделие. Толщина наплавки образца не должна отличаться от наплавки изделия более чем на 0,5 мм. Шероховатость контактной поверхности испытательного образца должна соответствовать шероховатости контактной поверхности Rz изделия, но не должна быть грубее 40 мкм.
7. Настройку скорости развертки проводят в следующей последовательности:
7.1. Устанавливают ПГВ на образец так, чтобы передняя грань ПГВ совпадала с плоскостью торца образца. Поднимают чувствительность дефектоскопа до появления на экране эхо-сигнала, соответствующего отражению от торца образца. При этом эхо-сигнал должен прощупываться пальцем, смоченным контактной жидкостью, на глубине 5-10 мм от контактной поверхности.
7.2. Стробируют эхо-сигнал, как показано на рис. П3.2, б.
8. Настройку чувствительности проводят в следующей последовательности:
8.1. Устанавливают ПГВ на образец так, чтобы его передняя грань и дно отверстия находились в одной плоскости.
8.2. Увеличивают чувствительность дефектоскопа до появления эхо-сигнала от дна отверстия в строб-импульсе и, перемещая ПГВ, находят его максимум.
8.3. Устанавливают браковочный уровень чувствительности. Для этого доводят высоту эхо-сигнала на экране до 20 мм над линией развертки (рис. П3.2, б).
8.4. Устанавливают поисковый уровень чувствительности поворотом аттенюатора на 6 дБ выше браковочного уровня.
8.5. Контроль проводят на поисковом уровне чувствительности путем плавного перемещения ПГВ по поверхности наплавки.
9. Поиск несплошностей проводят путем плавного построчного сканирования с шагом не более половины диаметра пьезоэлемента ПГВ (9 мм) со скоростью 30-50 мм/с.
10. Сканирование проводят по поверхности наплавки в направлении, перпендикулярном и параллельном ходу наплавочной ленты или наплавочного электрода. При этом прозвучивание осуществляют в двух взаимно противоположных направлениях с поворотом ПГВ вокруг вертикальной оси на 30°, как показано на рис. П3.3.
11. При контроле по размеченным участкам перекрытие границ участков должно быть не менее шага сканирования ПГВ.
12. В процессе сканирования необходимо обеспечивать постоянный акустический контакт ПГВ с поверхностью наплавки.
Для наблюдения за акустическим контактом ПГВ рекомендуется следить за сигналами, проходящими от излучателя на приемник через наплавку по кратчайшему расстоянию. Эти сигналы образуют шумовой фон, уровень которого на 16-20 дБ отстоит от браковочного уровня чувствительности. Поэтому рекомендуется использовать дефектоскопы с большим динамическим диапазоном по экрану электронно-лучевой трубки.
13. Для облегчения обнаружения несплошностей рекомендуется использовать систему АСД-дефектоскопа со звуковой и световой сигнализацией.
14. Оценку несплошностей проводят по нормам ПК, программ контроля качества или чертежно-конструкторской документации.
Рис. П3.3. Траектория сканирования поверхности наплавки (стрелками показаны направления перемещения ПЭП)
_________________
* ПГВ ИЦ-70 и ИЦ-61 изготавливают на Опытном заводе ЦНИИТМАШ.
Приложение
4
(обязательное)
Методика настройки чувствительности дефектоскопа
1. Настройка чувствительности при контроле сварных соединений толщиной < 12 мм
1.1. Браковочный уровень
1.1.1. Устанавливают чувствительность, достаточную для обнаружения углового отражателя в СОП.
1.1.2. Находят максимальный эхо-сигнал от соответствующего углового отражателя, перемещая преобразователь по образцу.
1.1.3. Уменьшают эхо-сигнал до принятого уровня на экране дефектоскопа. При этом запас чувствительности должен быть ≥ 15 дБ.
1.2. Контрольный уровень
Повышают чувствительность дефектоскопа относительно браковочного уровня по п. 1.1 на 6 дБ.
1.3. Поисковый уровень
Повышают чувствительность относительно браковочного уровня по п. 1.1 на 12 дБ.
2. Настройка чувствительности при контроле сварных соединений толщиной > 12 мм
2.1. Настройка чувствительности при проведении УЗК с использованием АРД-диаграмм (рис. П4.1 - П4.16)
2.1.1. Опорный уровень
2.1.1.1. Опорный уровень устанавливают по эхо-сигналу от отверстия диаметром 6 мм на глубине 44 мм в СО-2. Допускается определять опорный уровень по эхо-сигналу от вогнутой поверхности СО-3 или V1 (МИС).
При установлении опорного уровня по СО-3 или VI повышают чувствительность дефектоскопа на величину ∆А, определяемую по табл. П4.1 для применяемого преобразователя.
2.1.1.2. Находят максимум эхо-сигнала от отражателя, перемещая преобразователь по поверхности образца.
2.1.1.3. Регуляторами чувствительности дефектоскопа подводят вершину эхо-сигнала под принятый уровень на экране дефектоскопа.
2.1.2. Браковочный уровень
2.1.2.1. Устанавливают опорный уровень по п. 2.1.1.
2.1.2.2. Для сварных соединений с толщиной стенки > 150 м измеряют коэффициент затухания ультразвука. Для этого преобразователем с углами ввода 40 или 50° и частотой 1,8 МГц измеряют амплитуды А1 и А2 двух сигналов, последовательно отраженных от донной поверхности изделия или двугранного угла, как показано на рис. П4.17, б. По измеренной разности сигналов А1-А2 с помощью номограммы рассчитывают искомое значение коэффициента затухания (см. рис. П4.17).
2.1.2.3. По номограмме (рис. П4.18) определяют поправку на затухание для применяемого преобразователя, измеренного коэффициента затухания и глубины залегания дефекта.
Таблица П4.1
Типы применяемых ПЭП
|
Параметры преобразователя |
А для СО, дБ |
||||
|
Тип |
Угол ввода, град |
Частота, МГц |
СО-2 |
СО-3 |
VI |
|
Отечественные преобразователи |
|||||
|
ИЦ |
40 |
1,8 |
- |
14 |
|
|
ИЦ |
50 |
1,8 |
- |
14 |
|
|
ИЦ |
65 |
1,8 |
- |
22 |
|
|
ИЦ |
50 |
2,5 |
- |
16 |
|
|
ИЦ |
65 |
2,5 |
- |
24 |
|
|
ПНЦ |
40 |
1,8 |
- |
12 |
|
|
ПНЦ |
50 |
1,8 |
- |
14 |
|
|
РНЦ |
65 |
1,8 |
- |
20 |
|
|
РНЦ |
50 |
2,5 |
- |
15 |
|
|
РНЦ |
65 |
2,5 |
- |
22 |
|
|
ПРИЗ-5 |
40 |
1,8 |
- |
14 |
|
|
ПРИЗ-5 |
50 |
1,8 |
- |
16 |
|
|
ПРИЗ-5 |
65 |
1,8 |
- |
24 |
|
|
ПРИЗ-5 |
50 |
2,5 |
- |
12 |
|
|
ПРИЗ-5 |
65 |
2,5 |
- |
25 |
|
|
ПРИЗ-Д-6 |
50 |
2,5 |
20 |
|
|
|
ПРИЗ-Д-6 |
65 |
2,5 |
20 |
|
|
|
ПРИЗ-Д6-М |
65 |
5,0 |
34 |
|
|
|
ПРИЗ-Д6-М |
65 |
5,0 |
37 |
|
|
|
Преобразователи фирмы "Крауткремер" |
|||||
|
WB45-2 |
2 |
45 |
- |
16 |
16 |
|
WB60-2 |
2 |
60 |
- |
15 |
14 |
|
WB70-2 |
2 |
70 |
- |
20 |
19 |
|
MWB45-2 |
2 |
45 |
- |
21 |
20 |
|
MWB45-4 |
4 |
45 |
- |
18 |
17 |
|
MWB60-4 |
4 |
60 |
- |
23 |
23 |
|
MWB70-4 |
4 |
70 |
- |
32 |
32 |
2.1.2.4. По шкалам рис. П4.1 - П4.16 определяют значение разности между опорным и браковочным уровнями в зависимости от предельно допустимой эквивалентной площади и глубины залегания несплошности. На рис. П4.1 - П4.16 верхний знак относится к отечественным дефектоскопам, нижний - к зарубежным.
2.1.2.5. Изменяют чувствительность дефектоскопа относительно опорного уровня по п. 2.1.2.3 на величину, равную сумме значений, определенных в пп. 2.1.2.4 и 2.1.2.5.
2.1.2.6. Допускается использовать АРД-диаграммы, отличающиеся по форме от приведенной на рис. П4.1 - П4.16.
2.1.3. Контрольный уровень
Повышают чувствительность дефектоскопа относительно браковочного уровня по п. 2.1.2 на 6 дБ.
2.1.4. Поисковый уровень
2.1.4.1. Устанавливают браковочный уровень по п. 2.1.2 для максимально возможной глубины залегания несплошности.
2.1.4.2. Повышают чувствительность дефектоскопа относительно браковочного уровня по п. 2.1.4.1 на 12 дБ.
2.2. Допускается настройку чувствительности проводить по накладываемым на экран АРД-диаграммам, построенным по данным рис. П4.1 - П4.16.
2.3. Настройка чувствительности при использовании ВРЧ
2.3.1. Установку уровней чувствительности после настройки ВРЧ без использования образцов с отражателями, эквивалентная площадь которых равна максимально допустимой для контролируемого изделия, проводят на СО-2.
2.3.2. Устанавливают преобразователь на СО-2 и находят максимум эхо-сигнала от отверстия на глубине 44 мм.
2.3.3. Устанавливают вершину эхо-сигнала на стандартный уровень.
2.3.4. Увеличивают чувствительность дефектоскопа на величину ∆А, указанную в табл. П4.2, для выбранного преобразователя и максимально допустимой эквивалентной площади S дефекта.
2.4. При контроле продольных швов цилиндрических изделий чувствительность настраивают в соответствии с приложением 2.
Таблица П4.2
Увеличение чувствительности ΔA относительно опорного эхо-сигнала при контроле с использованием ВРЧ
|
Параметры ПЭП |
Дельта А, дБ, при S, мм2 |
||||||
|
Тип |
Частота, МГц |
Угол: ввода, град |
4 |
5 |
7 |
10 |
14 |
|
ПРИЗ-5 |
1,8 |
40 |
- |
14 |
11 |
8 |
5 |
|
1,8 |
50 |
- |
16 |
13 |
10 |
7 |
|
|
1,8 |
65 |
- |
17 |
14 |
11 |
8 |
|
|
2,5 |
50 |
13 |
11 |
8 |
5 |
- |
|
|
2,5 |
65 |
14 |
12 |
9 |
6 |
- |
|
|
ИЦ, ПНЦ |
1,8 |
40 |
- |
17 |
14 |
10 |
8 |
|
1,8 |
50 |
- |
16 |
13 |
10 |
7 |
|
|
1,8 |
65 |
- |
14 |
10 |
7 |
4 |
|
|
2,5 |
50 |
14 |
12 |
9 |
7 |
- |
|
|
2,5 |
65 |
15 |
13 |
10 |
8 |
- |
|
Рис. П4.1. Разность между опорными (по СО-2) и браковочным уровнями чувствительности при контроле сварных соединений преобразователями ИЦ, ПНЦ-1,0 - 40° (D пьезоэлемента 18 мм, коэффициент затухания 0,001 мм-1)
Рис. П4.2. Разность между опорным (по СО-2) и браковочным уровнями чувствительности при контроле сварных соединений преобразователями ИЦ, ПНЦ-1,8-50° (D пьезоэлемента 18 мм, коэффициент затухания 0,001 мм-1)
Рис. П4.3. Разность между опорным (по СО-2) и браковочным ровнями чувствительности при контроле сварных соединений преобразователями ИЦ, ПНЦ-1,8-65° (D пьезоэлемента 18 мм, коэффициент затухания 0,001 мм-1)
Рис. П4.4. Разность между опорным (по СО-2) и браковочным уровнями чувствительности при контроле сварных соединений преобразователями ИЦ, ПНЦ-1,8-50° (коэффициент затухания 0,001 мм-1)
Рис.П4.6 Разность между опорным (по СО-2) и браковочным уровнями чувствительности при контроле сварных соединений преобразователем ПРИЗ-Д5-1,8-40° (размер пьезоэлемента 12×16 мм2, коэффициент затухания 0,001 мм-1)
Рис. П4.7. Разность между опорным (по СО-2) и браковочным уровнями чувствительности при контроле сварных соединений преобразователем ПРИЗ-Д5-1,8-50° (коэффициент затухания 0,001 мм-1)
Рис. П.4.8. Разность между опорным (по СО-2) и браковочным уровнями чувствительности при контроле сварных соединений преобразователем ПРИЗ-Д5-1,8-65° (коэффициент затухания 0,001 мм-1)
Рис. П.4.9. Разность между опорным (по СО-2) и браковочным уровнями чувствительности при контроле сварных соединений преобразователями ИЦ, ПНЦ-2,5-50° (D пьезоэлемента 12 мм, коэффициент затухания 0,001 мм-1)
Рис. П4.10. Разность между опорными (по СО-2) и браковочным уровнями чувствительности при контроле сварных соединений преобразователями ИЦ, ПНЦ-2,5-65° (D 12 мм, коэффициент затухания 0,001 мм-1)
Рис. П4.11. Разность между опорным (по СО-2) и браковочным уровнями чувствительности при контроле сварных соединений преобразователем ПРИЗ-Д5-2,5-50° (размер пьезоэлемента 12×16 мм2, коэффициент затухания 0,001 мм-1)
Рис. П4.12. Разность между опорными (по СО-2) и браковочным уровнями чувствительности при контроле сварных соединений преобразователем ПРИЗ-Д5-2,5-65° (размер пьезоэлемента 12×16 мм2, коэффициент затухания 0,001 мм-1)
Рис. П4.13. Разность между браковочным и опорным (по СО-2) уровнями чувствительности при контроле сварных соединений толщиной 12-60 мм ( коэффициент затухания ≤ 0,002 мм-1, преобразователь ПРИЗ-Д6 П121-2, 5-50° (М-001)).
Рис. П4.14. Разность между браковочным и опорным (по СО-2) уровнями чувствительности при контроле сварных соединений толщиной 12-60 мм (коэффициент затухания ≤ 0,002 мм-1, преобразователь ПРИЗ-Д6 П121-2, 5-65° (М-001)).
Рис. П4.15. Разность между браковочным и опорным (по СО-2) уровнями чувствительности при контроле сварных соединений толщиной 12-60 мм ( коэффициент затухания ≤ 0,002 мм-1, преобразователь ПРИЗ-Д6 П121-2, 5-65° (М))
Рис. П4.16. Разность между браковочным и опорным (по СО-2) уровнями чувствительности при контроле сварных соединений толщиной 12-60 мм ( коэффициент затухания ≤ 0,002 мм-1, преобразователь ПРИЗ-Д6 П121-2, 5-65° (М))
Рис.П4.17. Измерение коэффициента затухания; Н – толщина; δ – коэффициент затухания; ξ – безразмерный коэффициент. (Пример. Дано: ПЭП а = 40° 1,8 МГц; Н = 140 мм: А1/А2 = 12 дБ. Ответ: δ = 0,0017 мм-1).
Рис. П4.18. Измерение поправки на затухание
Приложение
5
(справочное)
Методика настройки дефектоскопа по донным сигналам
1. Настоящая методика основана на использовании в качестве опорных донных сигналов от внутренней поверхности изделия или образца, полученных нормально ориентированной продольной волной.
2. Методика базируется на применении специальных преобразователей двустороннего излучения типа НП, обеспечивающих как наклонное, так и нормальное прозвучивание противоположными сторонами одной и той же пьезопластины (рис. П5.1).
3. Методика распространяется на сварные швы из перлитной стали толщиной 20 мм и более.
4. Настройку глубиномера проводят по серии донных сигналов, полученных на изделия в околошовной зоне.
4.1. Установку рабочего участка развертки и определение глубины залегания обнаруженной несплошности проводят путем перевода показаний глубиномера (в миллиметрах продольных волн) в значение глубины залегания и наоборот по шкалам рис. П5.2.
Например, при контроле сварного шва толщиной 30 мм HП - 40° - 1,8 отраженным лучом рабочая зона экрана составляет 0-60 мм. Перенося эти значения со шкалы h 40° - 1,8 на шкалу Hl, получаем для левой границы (h = 0 мм) Hl = 28 мм и для правой (h = 60 мм) Hl = 197 мм.
5. Настройку чувствительности проводят по первому донному сигналу, полученному на контролируемом изделии, так:
Рис. П5.1 Принцип УЗК сварного шва НП
Рис. П5.2. Совмещенные шкалы расстояний (мм): (50-2,5)-50° - угол призмы; 2,5 Мгц - частота
5.1. Находят максимум донного сигнала и подводят с помощью аттенюатора его вершину под среднюю горизонтальную линию.
5.2. Устанавливают опорный уровень чувствительности по приложению 4, повышая чувствительность относительно уровня по п. 5.1 на величину ∆А, определяемую по рис. П5.3 для данного преобразователя.
5.3. Браковочный, контрольный и поисковый уровни устанавливают по АРД-диаграммам приложения 4.
Рис. П5.3. Соотношение первого донного сигнала А∞ продольной волны в эхо-сигналу А поперечной волны в СО-2 при прозвучивании НП: 1 – угол призмы 50°, частота 2,5 Мгц; 2 – угол призмы 50°, частота 1,8 МГц;3 – угол призмы 40°, частота 1,8 МГц; 4 – угол призмы 40° частота 2,5 МГц.
Приложение
6
(обязательное)
Методика контроля сварных соединений сферических корпусов задвижек трубопроводов
1. Настоящая методика определяет порядок и технологию УЗК диаметральных сварных соединений сферических корпусов задвижек из сталей марок 15ГС, 15Х1МФ, 12Х1М1Ф с диаметрами условного прохода Ду-100, -125, -150, -175, -200 и -250 мм.
2. При контроле применяются НП с углом призмы 30 и 40° (угол ввода 40 и 50°) на частоту 2,5 МГц. Преобразователи должны иметь паспорт и пройти проверку и аттестацию в соответствии с требованиями п. 2.3 основной части настоящего НТД. Для контроля используют преобразователи типа ИЦ-1, ПНЦ, ПРИЗ, а также переносные дефектоскопы, обеспечивающие проведение контроля в соответствии с требованиями настоящего НТД.
2.1. Перед контролем обрабатывают контактную поверхность призмы преобразователя. Обработка проводится на координатном станке сверлом диаметром ≥ 40 мм. Предварительно сверло затачивают так, чтобы радиус режущих кромок был равен радиусу R сферической внешней поверхности корпуса. Радиусы обработанной контактной поверхности призм и режущих кромок могут быть и меньше радиуса сферической поверхности контролируемого изделия, но не более чем на 15 мм.
2.2. Перед обработкой проводят разметку призм. Для этого находят в соответствии с ГОСТ 14782-86 и отмечают на боковой поверхности точку О выхода луча. Переносят найденную точку О выхода луча с боковой на контактную поверхность, для этого на контактной поверхности проводят отрезок, проходящий через точку О выхода луча и перпендикулярный к боковой поверхности.
2.3. Проведенный на контактной поверхности отрезок делят пополам и через точку деления (точку О' выхода) проводят прямую, перпендикулярную к отрезку (т.е. перпендикулярную также к передней грани преобразователя).
2.4. На проведенной прямой находят точку соприкосновения призмы со сверлом. Для этого от точки О' выхода в направлении, противоположном передней грани, откладывают отрезок, равный 3,0 мм, для призм с углом 30° и 1,0 мм - с углом 40°.
2.5. Перед обработкой преобразователь устанавливают так, чтобы контактная поверхность была горизонтальной, и точку соприкосновения сверла совмещают с поверхностью призмы в точке, найденной по п. 2.4.
2.6. При обработке на станке сверло углубляют в призму преобразователя на глубину δ = 2,0 мм при R от 120 до 200 мм включительно и δ =1,0 при R свыше 200 мм для призмы с углом 30°, δ =1,2 мм для призмы с углом 40° независимо от R.
2.7. После обработки контактной поверхности определяют точку выхода луча по ГОСТ 14782-86.
2.8. Проводят операции в соответствии с п. 5 настоящего НТД.
3. Для осуществления технологических операций контроля используют СОП, изготовленные по рис. П6.1. Параметры СОП рассчитывают по формулам:
|
|
(1) |
|
|
(2) |
Таблица П6.1
Параметры СОП для контроля сварных соединений корпусов задвижек
|
Параметр |
Угол ввода а, град |
|||||
|
40 |
50 |
|||||
|
Диаметр условного прохода |
||||||
|
Ду-100-150 |
Ду-175-200 |
ДУ-25 0 |
Ду-100-150 |
Ду-175-20 0 |
Ду-250 |
|
|
R, мм |
135 |
230 |
250 |
135 |
230 |
250 |
|
Н, мм |
30 |
45 |
72 |
30 |
45 |
72 |
|
фи, град |
30 |
33 |
25 |
14 |
22 |
7 |
|
гамма, град |
7 |
7 |
7 |
7 |
7 |
7 |
|
z_0, мм |
46 |
73 |
118 |
58 |
80 |
150 |
|
1, мм |
28 |
48 |
70 |
26 |
42 |
60 |
4. Для контроля сварных соединений корпусов задвижек рекомендуются параметры СОП, представленные в табл. П6.1.
Диаметр d плоскодонных отражателей выбирают в соответствии с требованиями действующих ПК.
5. После обработки контактной поверхности призм преобразователей определяют соответствие углов ввода (расстояние Z0) данным таблицы.
5.1. Устанавливают преобразователь на соответствующий образец (см. рис. П6.1) и находят максимальный эхо-сигнал от плоскодонного отверстия с наибольшим диаметром, расположенного на максимальной глубине.
5.2. Определяют расстояние (по сферической поверхности) Z0 от точки ввода преобразователя до торца (передней грани) образца (см. рис. П6.1).
5.3. Сравнивают измеренное значение Z0 с заданным в табл. П6.1. Преобразователь допускается к применению, если измеренное расстояние Z0 не отличается от значения Z0, данного в таблице, более чем на ± 3 мм. В противном случае преобразователь следует заменить.
6. В процессе контроля в начале и конце смены проверяют пригодность преобразователя в соответствии с п. 5. Если в конце смены обнаружена непригодность преобразователя в соответствии с п. 5, то все проконтролированные за смену корпуса задвижек должны быть проконтролированы заново.
7. В процессе контроля призмы преобразователей стачиваются и изменяется угол ввода, поэтому для его стабилизации рекомендуется использовать преобразователи со вставками (пьезоэлементами, разъемом и др.), имеющими возможность перемещаться по поверхности призмы.
8. Контроль проводят путем сканирования преобразователем по сферической поверхности, чистота обработки поверхности должна быть не хуже Rz 40 мкм по ГОСТ 2789-73.
Ширина подготовленной под контроль зоны с каждой стороны шва выполняется в соответствии с требованиями карт контроля.
Рис. П6.1. СОП для настройки дефектоскопа
9. Дефектоскопы типа ДУК-66П, ДУК-66ПМ рекомендуется снабжать координатными линейками со шкалами для определения глубины h дефекта и расстояния Z (по сфере) (см. рис. П6.1) значения h и Z рассчитывают по формуле (2) и наносят на шкалу.
10. Настройку глубиномера и скорости развертки дефектоскопов проводят в соответствии с инструкцией по эксплуатации по плоскодонным отражателям в СОП (см. рис. П6.1). Для дефектоскопов ДУК-66П, ДУК-66ПМ применяют координатные линейки, изготовленные по п. 9.
11. Не допускается использование преобразователей, если измеренные значения h и Z отличаются от истинных значений h и Z отражателей в СОП более чем на ± 2 мм.
12. Настройку чувствительности дефектоскопа проводят по плоскодонным отражателям в СОП. Браковочный уровень (максимально допустимую эквивалентную площадь) устанавливают по отражателям в СОП (см. рис. П6.1) с наибольшей площадью.
13. В процессе контроля некалиброванные регуляторы дефектоскопа должны оставаться в неизменных положениях, установленных при настройке. Измерение амплитуд проводят аттенюатором "Ослабление".
14. При обнаружении несплошности ее измеренные характеристики следует сравнивать с характеристиками от плоскодонного отражателя, расположенного на глубине, наиболее близкой к глубине обнаруженной несплошности.
15. Проведение контроля и определение характеристик несплошностей
15.1. Контроль проводят прямым лучом с двух сторон сварного соединения двумя преобразователями с углом ввода 40 и 50°.
15.2. Поверку и аттестацию преобразователей, настройку дефектоскопа, проведение контроля и определение характеристик несплошностей осуществляют в последовательности, изложенной в основной части настоящего НТД.
Приложение
7
(справочное)
Методика распознавания типа дефектов по коэффициенту формы
1. Общие требования
1.1. Настоящая методика определяет порядок и специальные нормы оценки типа (плоскостные или объемные) обнаруженных несплошностей. К плоскостным несплошностям относят трещины, несплавления по кромкам разделки, непровары. К объемным относят шлаковые и газовые включения, шлаковые трубки, поры и зоны пористости. Несплошности вблизи от поверхностей изделия по настоящей методике не распознаются.
1.2. Методика распространяется на стыковые сварные соединения деталей с эквидистантными поверхностями толщиной 60 - 300 мм.
Методика не распространяется на сварные соединения литых деталей, деталей с антикоррозионной наплавкой, а также из биметалла.
1.3. Распознавание плоскостных и объемных несплошностей проводится путем измерения коэффициента формы несплошности (КФ).
КФ измеряют при прозвучивании несплошностей по схеме "тандем" (эхо-зеркальный метод УЗД) двумя ПН, включенными по раздельно-совмещенной схеме (рис. П7.1). КФ определяют в виде отношения амплитуды сигнала, отраженного от несплошности обратно к преобразователю (Uд), к амплитуде сигнала, прошедшего от одного ПЭП к другому и испытавшего отражение от несплошностей и внутренней поверхности изделия (U3). Оценка типа несплошности по КФ обусловлена различием в направленности отраженного от объемных и плоскостных несплошностей ультразвукового поля.
1.4. Измерения проводят любым дефектоскопом.
1.5. Измерения проводят двумя однотипными наклонными ПЭП с углом ввода 50 или 40° на частоту 1,8 или 2,5 МГц. Рекомендуется использовать тот тип преобразователей, которым проводился поиск несплошностей.
1.6. Абсолютная разница в величине углов наклона ПЭП не должна превышать 1°.
1.7. ПЭП должны иметь одинаковую чувствительность. Преобразователи считают равночувствительными, если при прозвучивании каждым из них последовательно одного и того же отражателя в СО N 1 по ГОСТ 14782-86 амплитуды эхо-сигналов отличаются не более чем на 1 дБ.
Если из ПЭП, имеющихся в распоряжении оператора, не удается подобрать два равных по чувствительности и однотипных, то для выравнивания чувствительности следует включить последовательно в цепь одного из ПЭП переменное сопротивление 0,5-1,0 кОм.
1.8. При проведении измерений следует учитывать наличие зоны "непрозвучивания" (рис. П7.2) - слоя металла, несплошность в котором не может быть достоверно оценена по Кф. Величина hH этой зоны может быть уменьшена за счет использования ПЭП меньших габаритных размеров (например, применение ПЭП с углом ввода 50° на частоту 2,5 МГц вместо ПЭП с углом ввода 50° на частоту 1,8 МГц уменьшает зону "непрозвучивания" на 8 мм) за счет изменения конструкций ПЭП (уменьшения стрелы заднего и габаритов разъема переднего ПЭП).
Если при контроле обеспечен доступ к сварному шву с обеих поверхностей сварных элементов, ПЭП устанавливают на той поверхности, к которой несплошность ближе.
1.9. Если конструкция сварного соединения не обеспечивает возможности установки двух ПЭП, то Кф не измеряют.
Рис. П7.2. Зона непрозвучивания (hH) при измерении коэффициента
2. Технология измерений
2.1. ПЭП подключают к дефектоскопу по раздельно-совмещенной схеме (ГОСТ 14782-86, черт. 15).
2.2. Чувствительность дефектоскопа в момент измерений должна обеспечивать возможность наблюдения на экране хотя бы одного из двух сигналов.
2.3. Измерения проводят при скорости развертки, настроенной для контроля сварного соединения (см. п. 6.2 настоящего НТД).
2.4. Оба ПЭП устанавливают друг за другом на поверхности сварного элемента в одной вертикальной плоскости и перемещают их в этой плоскости в поисках максимума сигнала U3.
При измерениях рекомендуется использовать направляющую линейку по рис. П7.3. Линейка снабжена шкалами - указателями положения ПЭП, при котором обеспечивается получение максимального зеркального сигнала от дефекта. Шкалу "40°" используют при измерениях ПЭП с углом призмы "40°" а шкалу "50°" - с углом призмы "50°". ПЭП соединяются с линейкой через направляющий паз с помощью винтов МЗ, свободно скользящих в пазу. При измерениях ПЭП устанавливают так, чтобы точка ввода переднего ПЭП находилась под делением шкалы, равным толщине сварного соединения, а точка ввода заднего ПЭП - под делением, равным глубине залегания несплошности.
Рис. П7.3. Направляющий шаблон (материал – дюралюминий; поверхности А и Б полировать; ширина длинных рисок 0,8, коротких – 0,5; шрифт ПО-3 (ГОСТ 2930-62) гравировать; для сварных швов толщиной > 120 мм (для ПЭП 40°) и 180 мм (для ПЭП 30°) шкалу продолжить, увеличив соответственно длину шаблона).
Положение сигнала U3 на линии развертки не зависит от глубины залегания несплошности и соответствует положению эхо-сигнала от нижнего угла образца толщиной, равной толщине контролируемого сварного соединения, при прозвучивании одним ПЭП.
2.5. Коэффициент формы измеряют при фиксированном положении ПЭП, соответствующем максимуму сигнала U3. При этом чувствительность уменьшают так, чтобы на экране дефектоскопа стали видны вершины сигналов Uд и U3 или хотя бы одного из этих сигналов.
2.6. Коэффициент формы считают:
положительным, если высота сигнала Uд на экране дефектоскопа больше высоты сигнала U3;
равным 0 дБ, если Uд отличается от U3 не более чем на 1 дБ;
отрицательным, если Uд меньше U3.
2.7. Несплошность считают:
объемной, если коэффициент формы имеет положительное или равное 0 дБ значение;
плоскостной, если коэффициент формы имеет отрицательное значение.
2.8. Каждую несплошность оценивают по Кф прозвучиванием с двух сторон шва. Измерение Кф несплошности с условной протяженностью более 30 мм проводят не менее чем в трех сечениях несплошности.
Оценку типа несплошности проводят по наименьшему из измеренных значений Кф.
Приложение
8
(справочное)
Методика определения конфигурации и ориентации несплошностей при изменении угла наблюдения
1. Настоящая методика определяет порядок и критерии оценки конфигурации и ориентации обнаруженных несплошностей по результатам озвучивания их под разными углами.
2. По конфигурации несплошности разделяют на плоскостные и объемные. К плоскостным относят трещины, несплавления, непровары, для них определяется ориентация. К объемным относят шлаковые включения и поры, их цепочки и скопления.
3. Измерения проводят ПЭП с переменным углом ввода на частоте 1,8 МГц.
3.1. Положение ПЭП на поверхности изделия и угол ввода в любой момент сканирования должны обеспечивать прохождение центрального УЗ-луча через эпицентр отражения.
3.2. Рекомендуется использовать специальное устройство ЦНИИТМАШ "Парус", обеспечивающее автоматическое выполнение условия по п. 3.1 при ручном контроле.
3.3. Допускается проведение измерений комплектом из отдельных ПЭП с углами ввода от 40 до 65° и шагом ≤ 5°.
4. Измерения проводят в следующем порядке:
4.1. Устанавливают угол ввода ПЭП, равным углу, при котором в процессе штатного контроля была обнаружена оцениваемая несплошность. Находят максимум сигнала и определяют глубину залегания эпицентра отражения.
4.2. Настройку скорости развертки проводят по боковому сверлению, расположенному на глубине залегания несплошности, при максимальном угле ввода.
4.3. Чувствительность дефектоскопа должна обеспечивать возможность обнаружения несплошности во всем диапазоне углов.
4.4. Измеряют амплитуды эхо-сигналов от несплошности при различных углах ввода (рис. П8.1, а).
4.5. Измеряют амплитуду эхо-сигналов от бокового сверления, расположенного на глубине залегания несплошности (опорный сигнал) при тех же углах ввода (рис. П8.1, б).
4.6. По результатам измерений строят нормированную по ненаправленному отражателю (боковому сверлению) огибающую эхо-сигналов от несплошности (рис. П8.1, в):
![]()
где А - нормированная амплитуда эхо-сигнала от несплошности; Ад - амплитуда эхо-сигнала от несплошности; Аоп - амплитуда эхо-сигнала от бокового сверления.
4.7. При проведении измерений отдельными ПЭП определяют эквивалентные площади несплошности для каждого угла ввода.
5. По результатам измерения оценивают несплошности.
5.1. Каждая несплошность оценивается по результатам измерения с двух сторон шва.
5.2. Несплошность считают объемной, если нормированная амплитуда эхо-сигнала от нее изменяется во всем диапазоне углов не более чем на 12 дБ или ее эквивалентная площадь изменяется менее чем в 4 раза.
5.3. Несплошность считают плоскостной, если изменение амплитуды больше 12 дБ или эквивалентная площадь изменяется более чем в 4 раза.
5.4. Ориентация несплошности определяется углом ввода, при котором амплитуда А максимальна (см. рис. П8.1, в).
Рис.П8.1. Схемы определения ориентации несплошности
5.5. Если огибающая нормированной амплитуды сигнала А не имеет максимума, но увеличивается при увеличении угла ввода при измерении с двух сторон шва, считают, что несплошность плоскостная с вертикальной ориентацией. При этом для окончательной оценки рекомендуется оценить ее по схеме "тандем".
5.6. Если огибающая нормированной амплитуды сигнала от несплошности не имеет максимума, но увеличивается при уменьшении угла ввода, то для окончательной оценки рекомендуется провести контроль прямым или PC ПЭП при удаленной выпуклости.
Приложение
9
(справочное)
Особенности контроля сварных соединений различных конструкций
1. Стыковые сварные соединения
1.1. Особенностью стыковых сварных соединений с V-oбразной разделкой кромок без подкладных колец является наличие неровностей в корне шва - превышение проплава металла и смещений кромок. Отраженные от неровностей сигналы при контроле прямым лучом совпадают по времени с сигналами, отраженными от надкорневых несплошностей, обнаруженных однажды отраженным лучом.
На рис. П9.1 приведена схема обнаружения надкорневых несплошностей и неровностей корня шва. Участок развертки "а" является зоной появления эхо-сигналов от несплошностей, расположенных в корне шва. Участок "х" является зоной появления эхо-сигналов как от несплошностей, расположенных непосредственно над корнем шва, так и от превышения проплава (зона совпадения). Участок "б" является зоной появления эхо-сигналов, отраженных от несплошностей в верхней части шва.
Примечание. Корневой частью соединения считают слой толщиной 1/3 Н, но не более 5 мм, считая от внутренней поверхности сварного соединения.
1.2. Смещение кромок стыкуемых труб отличают от несплошности в корне шва по следующим признакам:
эхо-сигнал от смещения располагается на экране там же, где и корневые несплошности;
Рис. П9.1. Схема контроля сварных соединений труб толщиной < 15 мм: а – настройка скорости развертки: Д1 – сигнал от нижней зарубки, Д2 – от верхней; б – обнаружение сигнала от надкорневых несплошностей и провисаний: Д – сигнал от несплошности; П – сигнал от провисания, совпадающий с сигналом Д по координате; в – разметки экрана после скорости развертки.
Рис. П9.2. Определение кромок стыкуемых труб из-за несоосности: I – IV – номера искателей
смещение кромок из-за разной толщины стыкуемых труб характеризуется наличием сигнала при прозвучивании только с одной стороны шва по всему периметру или на большей части периметра. В этом случае следует измерить толщину стенок труб;
смещение кромок из-за несоосности стыкуемых труб характеризуется появлением сигналов при прозвучивании с разных сторон шва в диаметрально противоположных точках (рис. П9.2);
амплитуда эхо-сигнала при прозвучивании с одной стороны обычно выше первого браковочного уровня, а с другой - ниже контрольного.
1.3. Превышение проплава металла в корне шва отличают от несплошности по следующим признакам:
эхо-сигналы от превышения проплава имеют как различные координаты на экране, так и амплитуды при прозвучивании с разных сторон шва. Кроме того, для сварных соединений толщиной < 15 мм используют дополнительные признаки:
эхо-сигнал от превышения проплава располагается на экране в зоне "х";
превышение проплава обычно выявляют при меньшем расстоянии между преобразователем и швом, чем при выявлении надкорневых несплошностей.
Образование превышения проплава наиболее вероятно на участках, выполненных сваркой в нижнем положении.
В горизонтальных стыках провисания располагаются более равномерно и образуются реже, чем в вертикальных стыках. Величину превышения проплава определяют по методике, разработанной предприятием-изготовителем и согласованной с головной материаловедческой организацией.
Примечание. Если при пооперационном радиографическом контроле корневой части шва на радиограмме имеется изображение превышения проплава, то оценку качества соответствующих участков корневой части шва допускается проводить только по результатам радиографического контроля.
1.4. Размеры смещения кромок при УЗК не определяются.
2. Стыковые соединения с подкладными кольцами
2.1. Несплошности, располагающиеся над корневым слоем, могут быть выявлены или прямым, или однажды отраженным лучом (рис. П9.3). В последнем случае время прихода сигналов от подкладного кольца и несплошности может быть одинаковым.
Для того чтобы различить эти сигналы и избежать ошибки в оценке качества сварного соединения, необходимо измерить линейкой расстояния хк, х1, х2 от точки ввода луча (или от передней грани преобразователя) до середины усиления шва на испытательном образце. Сигнал от подкладного кольца появляется при меньшем расстоянии между швом и преобразователем, чем сигнал от несплошности, расположенной выше корня шва. В процессе контроля следует периодически сравнивать эти расстояния с измеренными на образце.
Контролируя сварные соединения элементов толщиной от 4,5 до 19,5 мм с углом разделки кромок 14° и менее, не следует приближать ПЭП к шву ближе чем на 6 мм от положения преобразователя, соответствующего максимуму сигнала от подкладного кольца, так как при этом возможно появление дополнительного сигнала от подкладного кольца, который может быть ошибочно принят за сигнал от корневой несплошности.
2.2. Чтобы определить, к какой из кромок стыкуемых труб ближе расположена несплошность в корне шва, руководствуются следующим:
если несплошность в корне шва расположена ближе к линии сплавления с трубой, со стороны которой ведется контроль, то при медленном приближении преобразователя к шву на экране дефектоскопа первым появляется сигнал от несплошности, а затем, когда УЗ-лучи пройдут над несплошностью, частично экранирующей кольцо, на экране появляется сигнал от кольца;
при контроле этого участка шва со стороны второй трубы на экране первым появляется сигнал от подкладного кольца, а затем - сигнал от несплошности. Возможно также одновременное появление сигналов.
Рис.П9.3. Схемы обнаружения подкладного кольца и надкорневой несплошности: 1 и 2 – положение сигналов от углевого отражателя; К – сигнал от подкладного кольца; Д1 и Д2 – сигналы от надкорневой несплошности, обнаруженные прямым или однажды отраженным лучом; хк, х1 и х2 – расстояние между серединой шва и точкой ввода преобразователя.
Рис. П9.4. Схема обнаружения трещины в корне шва: а- схема обнаружения трещины; б – осциллограмма при положении ПЭП I; в – осциллограмма при положении ПЭП II; Д – сигнал от несплошности; К – сигнал от подкладного кольца.
2.3. При проведении контроля следует учитывать качественные признаки, позволяющие судить о характере некоторых несплошностей.
2.4. Трещины в корне шва, как правило, начинаются от зазора, образованного кромкой стыкуемой трубы и подкладным кольцом. Распространяясь по наплавленному металлу, трещины выходят после первого или второго слоя на его середину. В связи с этим окончательным признаком трещин в корне шва является то, что они частично или полностью экранируют сигнал от подкладного кольца (рис. П9.4) только при контроле со стороны той из стыкуемых труб, у кромки которой они берут свое начало. При контроле шва с противоположной стороны трещина не экранирует подкладное кольцо и УЗ-лучи свободно проходят в него. На экране дефектоскопа возникают два сигнала - от подкладного кольца и трещины. Сигнал от подкладного кольца имеет примерно ту же амплитуду и пробег на экране, как и на участках, где несплошность отсутствует. Трещины с этой стороны выявляются значительно хуже, а при небольшой высоте могут совсем не выявляться. На рис. П9.4 показана схема выявления корневой трещины высотой 3 мм.
2.5. Непровар, расположенный выше корневых слоев сварного шва, мало или совсем не экранирует отражение от подкладного кольца. На экране при контроле с обеих сторон шва возникают сигналы от подкладного кольца и несплошности. Расстояние между этими сигналами несколько больше, чем в случае несплошностей, расположенных в корне шва. В некоторых случаях от несплошности и подкладного кольца на экране наблюдается несколько сигналов.
2.6. Для шлаковых включений или пор характерно наличие на экране дефектоскопа импульсов, быстро исчезающих или появляющихся вновь при незначительных перемещениях преобразователя в продольном или поперечном направлении. Скопление мелких шлаковых включений или пор в наплавленном металле дает на экране один сигнал или группу близко расположенных.
2.7. Прожог подкладного кольца характеризуется следующими признаками. На экране дефектоскопа левее сигнала от подкладного кольца появляется сигнал от прожога. При этом амплитуда эхо-сигнала от кольца с прожогом меньше, чем без прожога. При перемещении преобразователя вдоль образующей трубы на экране дефектоскопа в зоне расположения сигнала от подкладного кольца появляется один сигнал с двумя вершинами или два сигнала в непосредственной близости друг от друга. При контроле с разных сторон шва форма и характер изменения сигналов от прожога аналогичны. Если прожог переходит в непровар наплавленного металла, то он обнаруживается как непровар.
2.8. Зазор между подкладным кольцом и основным металлом трубы сопровождается появлением на экране дефектоскопа сигнала в том же месте, что и от несплошности в корне шва (непровар, трещина) и поэтому может оказаться причиной ложного забракования сварного шва. Отличительными признаками зазора являются следующие. При плавном перемещении преобразователя вдоль образующей трубы к шву сначала появляется сигнал от подкладного кольца, а затем от зазора. При этой сигнал от подкладного кольца имеет такую же амплитуду, как и в месте шва, где зазора нет. Следует также учитывать, что зазоры величиной до 0,5 мм, как правило, не обнаруживаются, а до 1 мм дают эхо-сигналы, меньше или примерно равные первому браковочному уровню.
3. Угловые соединения штуцеров (патрубков)
3.1. Перед началом контроля рекомендуется разметить сварное соединение согласно рис. П9.5.
3.2. Контроль сварного соединения в разных секторах проводят в соответствии со схемами, приведенными на рис. П9.6.
3.3. Контроль проводят перемещением преобразователя между краем усиления шва и границей зачищенной зоны штуцера. При сканировании преобразователь следует поворачивать вокруг точки ввода так, чтобы обеспечить перпендикулярность его относительно оси шва. Однако в процессе сканирования преобразователь не должен постоянно находиться в перпендикулярном к оси шва положении, так как при этом ухудшается контакт с поверхностью штуцера.
Рис. П9.5. Схема разметки углового кольцевого сварного соединения на секторы.
Рис. П9.6. Схемы контроля углового кольцевого сварного соединения: а - контроль в секторах Б и Г; б – контроль в секторах А и Б; в – контроль в промежуточных секторах 1 – 4.
В течение 2-3 циклов перемещения преобразователя прозвучивается весь объем шва в данном сечении, после чего преобразователь смещается вдоль шва и цикл сканирования повторяется.
3.4. При контроле угловых сварных соединений о наличии несплошностей в сварном шве судят по результатам измерения координат. При контроле сварных соединений с толщиной стенки штуцера < 20 мм точно измерить координаты не удается, поэтому о наличии несплошностей в шве судят по положению преобразователя относительно края усиления шва. Для этого при появлении эхо-сигнала в рабочей зоне развертки следует измерить расстояние от точки ввода преобразователя до ближайшей границы усиления шва х1 (рис. П9.6), если эхо-сигнал на экране расположен вблизи левой границы рабочей зоны развертки, или х2, если эхо-сигнал расположен вблизи правой границы. Измеренные значения х1 или х2 сравнивают с соответствующим данными табл. П9.1. Совпадение измеренных и табличных значений с точностью ± 5 мм свидетельствует о наличии несплошностй. При контроле сварных соединений с толщиной стенки штуцера 20 мм и более измеряют координаты h и х, действуя по п. 4.6.3.
Примечание. Сигналы от несплошностей, находящихся выше корня шва, могут быть получены прямым лучом при расстояниях, меньших х1, и однажды отраженным лучом при расстояниях, больших х1.
3.5. На внутренней поверхности штуцера после механической обработки могут оставаться мелкие неровности (риски, впадины, бугры) и давать ложные сигналы. Признаком неровностей внутренней поверхности штуцера является несоответствие положения эхо-сигнала на развертке положению преобразователя на поверхности штуцера. Так, если на экране появляется эхо-сигнал у левой рабочей зоны развертки, а преобразователь при этом находится в положении, при котором луч не может попасть в корень шва, то причиной появления эхо-сигнала являются неровности внутренней поверхности.
Таблица П9.1
Положения преобразователей при контроле угловых сварных соединений, мм
|
Толщина стенки штуцера |
х1 в секторах |
х2 в секторах |
||||
|
А, Б (Б, В) |
Б, Г |
1-4 |
А, Б |
Б, Г |
1-4 |
|
|
4,5 |
7 |
5 |
5 |
17-30 |
17-30 |
17-30 |
|
6 |
10 |
5 |
7 |
20-32 |
20-32 |
20-32 |
|
9 |
20 |
15 |
17 |
35-50 |
35-50 |
35-50 |
|
11-12 |
25 |
20 |
23 |
45-60 |
45-60 |
45-60 |
|
16 |
23 |
15 |
20 |
40-60 |
40-60 |
40-60 |
|
18 |
25 |
17 |
21 |
45-65 |
45-65 |
45-65 |
3.6. При контроле сварных соединений с толщиной стенки штуцера 40-50 мм в центре секторов Б и Г (см. рис. П9.6) может появляться эхо-сигнал от двугранного угла внутри трубы. Признаком принадлежности сигнала двугранному углу является то, что сигнал находится на экране у левой границы рабочей зоны развертки, преобразователь при этом вплотную придвинут к усилению.
4. Сварные соединения секторных отводов
4.1. Особенностью контроля секторных отводов является неперпендикулярность оси шва образующей трубы. При контроле сварных соединений отводов диаметром 160 мм следует перемещать преобразователь перпендикулярно к оси шва. Контролируя соединения секторных отводов меньших диаметров, следует перемещать преобразователь параллельно образующей трубе.
4.2. При оценке качества сварных соединений во избежание ложной браковки необходимо учитывать признаки смешения кромок и превышение проплава по пп. 1.3 и 1.4.
5. Сварные соединения сосудов
При проведении контроля следует учитывать качественные признаки, позволяющие судить о характере некоторых несплошностей. Для сварных швов сосудов характерны непровары (несплавления) в корне Х-образного шва и по кромкам сварного соединения, трещины, шлаковые включения в виде цепочек и скоплений.
5.1. Непровары по кромке характеризуются наличием эхо-сигнала при прозвучивании со стороны основного металла (рис. П9.7, а).
5.2. При контроле совмещенными преобразователями трещины дают небольшие эхо-сигналы или совсем не обнаруживаются (рис - П9.7, б). В этом случае рекомендуется проведение контроля по схеме "тандем".
Рис. П9.7 Выявление непроваров трещин в сварных соединениях: а – непровар (несплавление) по кромке; б – трещина; в – контроль по схеме "тандем"
Рис. П9.8. Выявление отдельных шлаковых включений и пор в сварных соединениях сосудов.
Рис. П.9.9. Выявление рыхлости в сварных соединениях сосудов.
5.3. Отдельные шлаковые включения и поры характеризуются тем, что при прозвучивании с разных направлений эхо-сигнала слабо изменяют свое расположение и величину на экране дефектоскопа (рис. П9.8). Рыхлость характеризуется появлением широкого эхо-сигнала неопределенной формы (рис. П9.9).
6. Особенностью контроля сварных соединений листовых конструкций является наличие систематически появляющихся эхо-сигналов от неровностей формирования внутреннего и наружного усилений шва. Для исключения возможной ошибки при оценке результатов контроля руководствуются следующими правилами:
6.1. При контроле прямым и однажды отраженным лучами наклонным преобразователем стыковых, а также угловых, тавровых и крестообразных соединений со стороны привариваемого элемента следует исключить из обзора сигналы, появляющиеся на экране дефектоскопа правее границы, соответствующей координате h, равной одной (прямой луч) или двойной (однажды отраженный луч) толщине элемента, как показано на рис. П9.10.
6.2. При контроле наклонными преобразователями стыковых, в также тавровых, угловых и крестообразных соединений однажды отраженным лучом со стороны привариваемого элемента зону перемещения преобразователя при его движении к шву следует ограничить положением, соответствующим отражению прямого луча от зоны, прилегающей к границе усиления шва, на поверхности, противоположной той, по которой перемещают преобразователь (рис. П9.11).
6.3. При контроле наклонными преобразователями угловых и тавровых соединений прямым лучом со стороны основного элемента зону перемещения преобразователя следует ограничивать положением, соответствующим координате X, равной расстоянию от точки ввода до дальней от преобразователя поверхности привариваемого элемента, как показано на рис. П9.11.
6.4. При контроле PC-преобразователем угловых и тавровых соединений со стороны основного элемента зону перемещения преобразователя ограничивают положением, соответствующим появлению эхо-сигнала от противоположной поверхности основного элемента (см. рис. П9.11).
Рис. П9.10. Схема обнаружения эхо-сигналов от неровностей формирования усиления шва при контроле стыковых (угловых, тавровых, крестообразных) сварных соединений при контроле со стороны привариваемого элемента: Д – зона появления эхо-сигналов от несплошностей шва; ВУ, НУ – зона появления эхо-сигналов от неровностей верхнего и нижнего усиления шва соответственно.
Рис. П9.11. Определение границ зон перемещения преобразователей при контроле сварных соединений листовых конструкций.
Приложение
10
(обязательное)
Методика классификации несплошностей по условной протяженности
1. Настоящая методика предназначена для классификации зафиксированных несплошностей на протяженные и непротяженные (точечные).
2. Классификацию проводят путем сравнения измеренной по п. 4.6.5 настоящего НТД условной протяженности ∆L несплошности с условной протяженностью ∆L0 плоскодонного отражателя площадью Sбр, равной наибольшей допустимой площади одиночной несплошности по ПК для данной толщины изделия, и расположенного на глубине залегания несплошности.
3. Условную протяженность ∆L0 определяют путем измерения условной протяженности соответствующего плоскодонного отражателя в образце.
4. Допускается определять ∆L0 по формуле:
![]()
где N - разность между браковочным и контрольным уровнями чувствительности по п. 4.4.2.2 основной части НТД, дб; r - расстояние от пьезоэлемента до несплошности вдоль УЗ-луча; r = rм + rпр, где rм и rпр - расстояние в металле и призме преобразователя, мм; а - радиус (полуширина) пьезоэлемента в плоскости, ортогональной плоскости прозвучивания; f - частота УЗ-колебаний, МГц.
Примечания: 1. При r ≤ 135 мм формулой не пользуются, а принимают ∆L0 = 10 мм.
2. При работе преобразователями типа ИЦ и ПНЦ на частоте 1,8 и 2,5 МГц можно принимать N = 3, af = 15,5 и расчет проводить по формуле ∆L0 = 0,075 г.
5. Несплошность считают протяженной, если ∆L > ∆L0, и компактной, если ∆L ≤ ∆L0 или ∆L ≤ 10 мм.
Приложение
11
(обязательное)
Сокращенная форма описания несплошностей
При описании несплошностей применяют следующие обозначения: А - несплошность с амплитудой эхо-сигнала, не превышающей браковочный уровень (допустимый по амплитуде); Д - несплошность с амплитудой эхо-сигнала, превышающей браковочный уровень (недопустимый по амплитуде); Г - непротяженная несплошность; Е - протяженная несплошность; У - несплошность, недопустимая по условной высоте; О - несплошность с измеренными признаками объемной несплошности; П - несплошность с измеренными признаками плоскостной несплошности; Н - несплошность с измеренной ориентацией (наклонная); Т - поперечная несплошность (типа "Т"):
При описании несплошностей применяют следующую последовательность записи:
значение глубины залегания, мм;
индекс амплитуды эхо-сигнала (А или Д);
индекс условной протяженности (Г или Е);
индекс условной высоты (У); для допустимой по условной высоте несплошности индекс не записывают;
индекс поперечной несплошности (Т);
индекс объемной и плоскостной несплошностей (О или П);
индекс ориентации (Н);
значение координаты несплошности вдоль шва (в часах для трубопроводов и миллиметрах для конструкций).
После каждой буквы (индекса) проставляют измеренное значение (в цифрах) соответствующей характеристики несплошности.
После индекса амплитуды сигнала записывают значение эквивалентной площади несплошности. Для непротяженной несплошности после индекса "Г" цифру не записывают.
Приложение
12
(справочное)
Реализуемая чувствительность
Реализуемая чувствительность S (мм2) при контроле швов тавровых сварных соединений со стороны основного элемента преобразователями с волновым размером Ка = 15 ± 1,5 (К – волновое число, а – радиус пьезоэлемента, при Ка ≠ 15 ± 1,5 возможность контроля следует определить экспериментально): а – схема контроля; б – график для расчета.
Приложение
13
(рекомендуемое)
Методика оценки шероховатости и волнистости поверхности объектов контроля и корректировки чувствительности дефектоскопа
1. Общие положения
1.1. Настоящая методика обеспечивает оперативную, непосредственно на объекте контроля, оценку высотных параметров неровностей (шероховатости и волнистости) подготовленной для проведения УЗК поверхности изделий и полуфабрикатов из любых металлов и сплавов на соответствие ее требованиям НТД и введение корректировки уровня чувствительности при различных значениях шероховатости поверхности изделия и образца, используемых для настройки чувствительности.
1.2. Основные положения методики могут быть использованы для измерения шероховатости поверхности изделии и полуфабрикатов, подготовленных для проведения другими методами неразрушающего контроля (капиллярным, магнитопорошковым и т.д.), а также для оперативной оценки качества механообработки в иных случаях.
1.3. Оценку высотных параметров неровностей поверхности объекта контроля проводят с помощью датчиков и компарирующих приборов путем сравнения определяемой величины с мерами шероховатости или волнистости в виде аттестованных образцов (эталонов).
Абсолютное значение величины шероховатости в параметрах Rz или Ra оценивают по тарировочным кривым.
1.4. Методика предусматривает проведение оценок шероховатости и волнистости как сухой поверхности, так и поверхности, покрытой контактной смазкой (жидкостью), путем одномоментного контакта датчика, подключенного к прибору с испытуемой поверхностью.
1.5. Перед проведением оценки шероховатости и волнистости намеченные участки поверхности должны быть очищены от грязи, абразивной пыли, краски и т.п. При измерениях по сухой поверхности ее протирают тампоном, смоченным растворителем (бензином, уайт-спиритом, денатуратом и т.п.)
2. Аппаратура. Методика оценки величины высотных параметров неровностей
2.1. Оценку величины высотных параметров неровностей проводят с помощью специальных ДШ и ДШВ конструкции ЦНИИТМАШ. ДШ и ДШВ обеспечивают интегральную оценку величины высотных параметров неровностей на базе чувствительного элемента датчика. Диаметр чувствительного элемента ДШ - 6 мм, ДШВ - 18 мм.
Для оценки шероховатости цилиндрических изделий диаметром до 300 мм ДШ фиксируются в кондукторах. Для оценки волнистости ДШ и ДШВ фиксируются в специальных насадках - имитаторах УЗ-преобразователя.
2.2. В качестве компарирующих приборов для оценки величины высотных параметров неровностей поверхности используют прибор - индикатор шероховатости поверхности типа ИШП-1 (ЦНИИТМАШ) или УЗ-дефектоскоп любого типа.
2.2.1. Прибор - индикатор шероховатости ИШП-1 является компаратором и обеспечивает оценку величины высотного параметра шероховатости поверхности металлических изделий в диапазоне значений Rz от 5 до 120 мкм по ГОСТ 2789-73 и волнистости поверхности в диапазоне отношения максимальной стрелы прогиба к периоду волнистости 0-0,025. Индикатор ИШП-1 работает с датчиком любого типа.
2.2.2. УЗ-дефектоскоп используют в качестве измерительного прибора только с ДШВ. В зависимости от конструкции ДШВ его электрическое подключение к дефектоскопу проводят по совмещенной или раздельной схеме.
2.2.2.1. При измерениях величина высотного параметра неровности обратно пропорциональна амплитуде опорного сигнала, фиксируемого на участках линии развертки экрана ЭЛТ дефектоскопа, соответствующих расстояниям по шкале продольных волн (по стали) 23 мм (4 мкс) для раздельной схемы и 34 мм (5,8 мкс) для совмещенной схемы.
2.2.2.2. При наличии контактной смазки на поверхности проведение измерений с дефектоскопом допускается только для изделий толщиной > 35 мм. При сухой контактной поверхности ограничения по толщине отсутствуют.
2.3. Оценку шероховатости поверхности объекта с помощью прибора ИШП-1 осуществляют в следующей последовательности:
2.3.1. Проводят настройку прибора ИШП-1 согласно инструкции по эксплуатации.
2.3.2. Устанавливают ДШ на выбранный участок изделия и считывают его показания. Для повышения точности оценки измерения проводят не менее чем в 3 точках на общей базе 10-15 мм. Фиксируют среднее значение.
2.3.3. По тарировочной кривой определяют значение Rz (Ra)
2.3.4. При необходимости качественного сравнения "лучше - хуже" ДШ устанавливают на рабочий образец с величиной шероховатости Rz 40 мкм, снимают показания и сравнивают их с полученными на изделии по п. 2.3.2. Меньшие значения показаний индикатора, полученные на изделии, указывают, что шероховатость его поверхности хуже, чем Rz 40 мкм.
ВНИМАНИЕ! Измерения с ДШ проводят только по сухой поверхности объекта.
2.4. Оценку волнистости поверхности с помощью прибора ИШП-1 проводят в следующей последовательности:
2.4.1. Выбирают датчик. В случае применения для последующего контроля наклонного ПЭП с частотой 2,5 - 5 МГц используют ДШ с насадкой или ДШВ без насадки. В случае применения наклонного ПЭП с частотой 1,25 - 2 МГц используют ДШВ с насадкой. При контроле прямым или PC ПЭП используют ДШВ без насадки. Длина насадки должна соответствовать длине выбранного ПЭП с допуском ± 3 мм. При отсутствии в комплекте насадки требуемой длины допускается использование насадки большего размера.
2.4.2. Насадку фиксируют на датчике так, чтобы рабочие поверхности чувствительного элемента и насадки лежали в одной плоскости при полностью выдвинутом из корпуса датчика чувствительном элементе.
2.4.3. Датчик с насадкой (или без нее) устанавливается на рабочий образец с волнистостью поверхности 0,015 в хордовом направлении, при этом измеряют величину показаний индикатора шероховатости. Затем датчик смещают по образцу на 2 - 3 мм и измерение повторяют. Среднее значение из 3 измерений фиксируется.
2.4.4. На контролируемом изделии выбирают участки с наибольшей волнистостью. На них проводят измерения аналогично п. 2.3.4, но с размещением датчика в двух ортогональных направлениях (на плоской или цилиндрической поверхности с радиусом кривизны > 500 мм) или только вдоль образующей (в случае цилиндрической поверхности с радиусом кривизны 500 мм и менее). Варьируя положение датчика, на каждом участке проводят не менее 3 измерений. Наименьшее значение показаний фиксируют и сравнивают их с показаниями, полученными на образце по п. 2.4.3. Меньшие, чем на образце, значения показаний индикатора ИШП-1 на изделии свидетельствуют о недопустимой величине волнистости.
2.5. Сравнительную оценку величины шероховатости или волнистости поверхностей изделия и образца с помощью УЗ-дефектоскопа проводят пооперационно аналогично пп. 2.3. и 2.4 с использованием ДШВ и измерением амплитуды опорного сигнала по п. 2.2.3.
2.6. Оценка величины шероховатости и волнистости поверхности должна проводиться не менее чем на 5 участках на каждом квадратном метре поверхности, подготовленной под контроль. При этом выбирают участки с наиболее грубо обработанной поверхностью.
2.7. Результаты оценки качества подготовки поверхности должны быть зарегистрированы в рабочем журнале.
3. Принятие решения о порядке проведения контроля
3.1. При проведении контроля сварных соединений (тепломеханического оборудования и трубопроводов атомных и тепловых энергетических установок, трубопроводов и сосудов высокого давления нефтехимических производств и других объектов ответственного назначения):
3.1.1. Если измеренные величины параметров шероховатости и волнистости поверхности ввода не превышают соответственно значений 40 мкм и 0,015, то УЗК проводится по действующим методикам.
3.1.2. Если измеренные величины параметров шероховатости и волнистости поверхности ввода превышают соответственно 80 мкм и 0,015, то приводится дополнительная зачистка поверхности с последующей повторной проверкой качества поверхности по п. 2.
3.1.3. Если измеренная величина параметра волнистости не превышает 0,015 и измеренная величина параметра шероховатости лежит в диапазоне 40-80 мкм, то УЗК может проводиться при условии корректировки уровня чувствительности УЗ-дефектоскопа по п. 4 настоящего НТД.
3.2. При проведении контроля основного металла изделий и полуфабрикатов:
3.2.1. Если измеренные величины параметров шероховатости и волнистости поверхности ввода не превышают соответсвенно значений 40 мкм и 0,015, то УЗК проводится по действующим методикам.
3.2.2. Если измеренные величины параметров волнистости или шероховатости превышают соответственно 0,015 и 120 мкм, то проводится дополнительная зачистка поверхности с последующей повторной проверкой качества поверхности по пп. 2.3 и 2.4.
3.2.3. Если измеренная величина параметра волнистости не превышает 0,015 и измеренная величина параметра шероховатости лежит в диапазоне 40-120 мкм, то УЗК может проводиться при условии корректировки уровня чувствительности УЗ-дефектоскопа по п. 4 настоящего НТД.
4. Корректировка уровня чувствительности УЗ-дефектоскопа
4.1. Корректировку уровня чувствительности УЗ-дефектоскопа проводят в случаях, указанных в пп. 3.1.3 и 3.2.3.
4.2. Уровень чувствительности УЗ-дефектоскопа корректируют введением поправки ΔA, приведенной в п. 5.
4.3. При работе с индикатором ИШП-1 величину поправки определяют в следующей последовательности.
Настраивают индикатор ИШП-1 для работы по тарировочной кривой с ДШ (согласно инструкции по эксплуатации прибора). Устанавливают подсоединенный к индикатору ДШ с насадкой, соответствующей выбранному для контроля ПЭП, на СОП или СО-2, по которому настраивают чувствительность УЗ-дефектоскопа. Снимают показания со шкалы индикатора ИШП-1. После этого устанавливают ДШ с насадкой на наиболее грубый участок поверхности, подготовленной под контроль, и снимают показания со шкалы прибора. Повторяют измерения при смещении датчика на 2-3 мм и среднее значение фиксируют. По таблице определяют величину поправки ΔA.
4.4. При работе с УЗ-дефектоскопом и ДШВ последовательно измеряют амплитуды опорных сигналов при установке датчика на СОП или СО-2 и изделие, определяют разницу между этими сигналами, которая соответствует величине поправки ΔA (см. таблицу).
4.5. Установленные по СОП уровни чувствительности УЗ-дефектоскопа (браковочный, контрольный и поисковый) увеличивают на величину ΔA. УЗК проводят при скорректированных значениях уровней чувствительности.
4.6. Если величина поправки ΔA не превышает 6 дБ при обнаружении в контролируемом изделии несплошности, превышающей браковочный уровень на 2 - 3 дБ, то рекомендуется определить численное значение поправки ΔA непосредственно на участке поверхности в месте фиксации максимальной амплитуды эхо-сигнала, после чего оценить допустимость дефекта на уточненном браковочном уровне.
4.7. Если величина поправки ΔA превышает 6 дБ, то при проведении контроля и обнаружении эхо-сигнала от несплошности, превышающей скорректированный контрольный уровень, должны быть проведены зачистка участка поверхности, соответствующего зоне озвучивания, до значений высотных параметров шероховатости не хуже 80 мкм и повторный контроль.
5. Величины поправок для корректировки уровня чувствительности УЗ-дефектоскопа
5.1. При измерении шероховатости поверхности прибором ИШП-1 и ДШ шероховатости поверхности величины поправок находят из приведенной таблицы.
Правила пользования таблицей:
1. Измерить шероховатость поверхности СОП в Rz и выбрать соответствующий столбец таблицы.
2. Измерить шероховатость поверхности, подготовленной под проведение УЗК, в Rz и выбрать соответствующую строку таблицы.
3. В пересечении выбранных столбца и строки находится значение поправки ΔA.
Настоящая таблица распространяется на наклонные ПЭП с номинальной частотой 1,8-4,0 МГц.
Поправочные значения ΔА для корректировки чувствительности дефектоскопа
|
А_z_изд |
z_обр |
|||||||||||
|
До 10 |
11-20 |
2l-30 |
31-40 |
41-50 |
51-60 |
61-70 |
71-80 |
81-90 |
91-100 |
101-110 |
111-120 |
|
|
До 10 |
0 |
-0,5 |
-1,0 |
-1,5 |
-2,0 |
-2,5 |
-3,5 |
-4,5 |
-5,5 |
-6 |
-6,5 |
7 |
|
11-20 |
0,5 |
0 |
-0,5 |
-1,0 |
-1,5 |
-2,0 |
-3,0 |
-4,0 |
-5,0 |
-6,5 |
-6 |
-6,5 |
|
31-30 |
1,0 |
0,5 |
0 |
-0,5 |
-1,0 |
-1,5 |
-2,5 |
-3,5 |
-4,5 |
-5 |
-5,5 |
-6 |
|
31-40 |
1,5 |
1,0 |
0,5 |
0 |
-0,5 |
-1,0 |
-2,0 |
-3,0 |
-4,0 |
-4,5 |
-5 |
-5,5 |
|
41-50 |
2,0 |
1,5 |
1,0 |
0,5 |
0 |
-0,5 |
-1,5 |
-2,5 |
-3,5 |
-4 |
-4,5 |
-5 |
|
51-60 |
2,5 |
2,0 |
1,5 |
1,0 |
0,5 |
0 |
-1,0 |
-2,0 |
-3,0 |
-3,5 |
-4 |
-4,5 |
|
61-70 |
3,5 |
3,0 |
2,5 |
2,0 |
1,5 |
1,0 |
0 |
-1,0 |
-2,0 |
-3 |
-3,5 |
-4 |
|
71-80 |
4,5 |
4,0 |
3,5 |
3,0 |
2,5 |
2,0 |
1,0 |
0 |
-1,0 |
-2 |
-3 |
-3,5 |
|
81-90 |
5,5 |
5,0 |
4,5 |
4,0 |
3,5 |
3,0 |
2,0 |
1,0 |
0 |
1 |
-2 |
-3 |
|
91-100 |
6 |
5,5 |
5 |
4,5 |
4 |
3,5 |
3 |
2 |
1 |
0 |
-1 |
-2 |
|
101-110 |
6,5 |
6 |
5,5 |
5 |
4,5 |
4 |
3,5 |
3 |
2 |
1 |
0 |
-1 |
|
111-l20 |
7 |
6,5 |
6 |
5,5 |
5 |
4,5 |
4 |
3,5 |
3 |
2 |
1 |
0 |
5.2. При оценке шероховатости с помощью датчика ДШВ и УЗ-дефектоскопа измеряют амплитуду опорных сигналов при установке датчика на контролируемое изделие и СО, по которому проводится настройка чувствительности, определяют разницу между полученными численными значениями, умножают на константу датчика К и округляют до целочисленного значения величины поправки ΔА.
Пример. При настройке чувствительности по СО N 2 выбранным УЗ-преобразователем уровень контрольной чувствительности Ак = 38 дБ. Амплитуда опорного сигнала, полученного датчиком ДШВ на этом же образце СО N 2, Ао = 61 дБ, а на изделии Аи = 67 дБ (среднее из нескольких измерений). Константа данного датчика К = 1,2.
![]() .
.
Скорректированный контрольный уровень чувствительности дефектоскопа Ак = Ак + ΔА = 38 + 7 = 45 дБ.
Аттенюатор дефектоскопа устанавливается на значение 46 дБ. Поисковый и браковочный уровни соответственно составляют 51 и 39 дБ.
Приложение
14
(справочное)
Методика ультразвуковой дефектоскопии методом "корневой тандем" сварных соединений ГЦК Ду-850 И ВВЭР-1000
1. Общие положения
1. Настоящая методика распространяется на УЗД сварных соединений трубопровода Ду-850: труба-труба, труба-оборудование (коллектор парогенератора, насос, корпус реактора) энергоблока ВВЭР-1000.
Методика призвана обеспечить обнаружение при УЗД сварных соединений трубопровода ГЦК Ду-850 вертикально-ориентированных трещин (в том числе усталостных, возникающих в процессе эксплуатации трубопроводов) под наплавленным антикоррозионным покрытием на сварные соединения (рис. П14.1).
Настоящая методика основана на использовании метода "корневой тандем", который позволяет обнаруживать вертикальные трещины при сканировании преобразователя по наружной поверхности трубопровода (рис. П14.2).
Настоящая методика контроля осуществляется при ручном сканировании преобразователя контактным методом.
2. Метод УЗД "корневой тандем"
Метод основан на использовании специализированных наклонных PC-преобразователей.
УЗ-волны распространяются в контролируемом изделии, как показано на рис. П14.2. Конструкция специализированного преобразователя позволяет минимизировать мертвую зону контроля методом "корневой тандем" и обеспечивает обнаружение вертикальных трещин высотой 3 мм и более, С помощью данной методики возможно обнаружение вертикальных трещин в зоне сплавления и над наплавкой на расстоянии 0-20 мм от зоны сплавления.
Рис.П14.1. Трещины под наплавленным аустенитным покрытием на сварное соединение
Рис. П14.2. способ ультразвуковой дефектоскопии методом "корневой тандем": 1 – преобразователь; 2, 3 – излучающий и приемный пьезоэлементы; 4 – направление хода ультразвуковых колебаний; 5 – трещин под наплавкой; 6 – антикоррозионное покрытие.
3. Средства контроля и образцы
3.1. При дефектоскопии применяют переносные дефектоскопы, позволяющие работать по раздельной схеме, и специализированные наклонные РС-преобразователи ''корневой тандем" типа ПЦ-45-1,2 КТ. Угол ввода УЗ поперечных волн 45°, частота УЗ 1,2 МГц.
3.2. Для настройки параметров контроля используется СОП (рис. П14.3). Ширина образца - 30 мм (минимальная), длина образца -140 мм (минимальная).
3.3. СОП изготавливают из отрезка трубы, идентичного контролируемому трубопроводу.
3.4. Контактная поверхность испытательного образца должна иметь шероховатость Rz 40 мкм.
3.5. Отверстие диаметром 6 мм должно иметь плоское дно. Клеймо с числовым значением диаметра располагается в непосредственной близости от отверстия.
4. Общие положения по контролю
4.1. Подключение преобразователя к дефектоскопу
4.1.1. Подключить правый кабель преобразователя (передняя призма) к дефектоскопу, работающему в совмещенном режиме. Увеличить усиление на 40 дБ и убедиться в наличии на экране собственных шумов преобразователя. Отключить правый кабель и подключить левый (заднюю призму) и также убедиться в присутствии на экране собственных шумов в призме.
Рис. П14.3. Стандартный образец предприятия: Н – номинальная толщина трубы; Нн – номинальная толщина антикоррозийного покрытия (наплавки).
4.1.2. При отсутствии собственных шумов необходимо найти неисправность кабеля или преобразователя и, устранив ее, вновь провести проверку работоспособности системы преобразователь-кабель-дефектоскоп.
4.1.3. Включить дефектоскоп в раздельный режим работы. Правый кабель преобразователя подключить к выходу генератора дефектоскопа, левый - к выходу усилителя.
4.1.4. Если в дефектоскопе имеется переключатель диапазона частот УЗ, то установить его в положение 1,2 (-1,25) МГц или ближайший диапазон к данному значению.
4.1.5. Включить полное усиление дефектоскопа и рассмотреть картину на экране дефектоскопа. При исправно работающей системе преобразователь-кабель-дефектоскоп после зондирующего импульса должен наблюдаться импульс, соответствующий прохождению УЗ от излучающего пьезоэлемента к приемнику через щель под акустическим экраном преобразователя.
Этот импульс изменяет свою амплитуду при прощупывании пальцем участка под экраном.
4.2. Настройка развертки дефектоскопа
4.2.1. Настройку скорости развертки проводят по отражению поперечной волны от прямого двугранного угла СОП, т.е. по донному сигналу (рис. П14.4).
4.2.2. Установить преобразователь перпендикулярно к грани образца и путем сканирования (ближе и дальше к грани) найти максимум донного сигнала (рис. П14.4,а). Прощупать донный сигнал на торцевой поверхности в зоне сплавления образца и убедиться в его идентичности по экрану дефектоскопа. Амплитуда сигнала при прикосновении пальца к образцу уменьшается.
4.2.3. Переместить, регулируя скорость развертки дефектоскопа, импульс донного сигнала "корневой тандем" на седьмое деление горизонтальной развертки, оставив положение зондирующего сигнала на нулевом делении.
Рис. П14.4. Схемы настройки дефектоскопа: а – настройка развертки; б – проверка и корректировка скорости развертки; в – настройка чувствительности.
4.2.4. Определить величину расстояния x0 (см. рис. П14.4. а).
4.2.5. Установить длину строб-импульса 5 ± 1 мм и переместить его на седьмое деление развертки. Импульс "корневой тандем" должен располагаться в середине строб-импульса.
4.2.6. Точность расположения импульса "корневой тандем" на контролируемой трубе может быть проверена с помощью прямого преобразователя по положению донных импульсов или при включении двух преобразователей "корневой тандем" ПЦ-45-1,2 КТ навстречу друг другу по зеркально-теневой схеме (рис. П14.4, б).
4.2.7. При отклонении толщины контролируемой трубы от толщины СОП на величину, большую ± 1,5 мм, необходимо провести корректировку положения строб импульса.
4.3. Настройка чувствительности
4.3.1. Настройку чувствительности проводят по амплитуде тандем-импульса от плоского дна отверстия в СОП (см. рис. П14.3).
4.3.2. При настройке чувствительности устанавливают следующие уровни:
4.3.2.1. Браковочный уровень, при котором проводится оценка допустимости обнаруженной несплошности по амплитуде сигнала.
Браковочный уровень чувствительности равен максимальной амплитуде сигнала "тандем" (корневой) от плоского дна отверстия в СОП.
4.3.2.2. Поисковый, при котором проводится поиск несплошностей.
Поисковый уровень чувствительности на 6 дБ ниже браковочного.
4.3.3. Настройку браковочного уровня чувствительности проводят следующим образом:
устанавливают преобразователь на рабочей (контактной) поверхности СОП перпендикулярно к оси отверстия и соосно с ним; сканированием преобразователя (ближе или дальше от эпицентра дна отверстия) находят максимальное значение амплитуды импульса;
регулятором усиления устанавливают высоту сигнала, равной половине (или 2/5) высоты экрана дефектоскопа - браковочный уровень чувствительности (рис. П14.4, в).
4.3.4. Поисковый уровень чувствительности устанавливают добавлением 6 дБ к браковочному уровню (см. рис. П14.4, в).
4.4. Сканирование
4.4.1. Контроль сварного соединения проводят с обеих сторон шва при сканировании преобразователя путем его перемещения по поверхности сварных элементов параллельно оси сварного шва с одновременным возвратно-поступательным перемещением перпендикулярно к его оси (рис. П14.5).
4.4.2. Размах и границы зоны сканирования должны обеспечить прозвучивание всей прикорневой и околошовной зон сварного соединения в соответствии с требованиями ПК, как показано на рис. П14.5.
4.4.3. В процессе сканирования необходимо обеспечивать постоянный акустический контакт преобразователя с поверхностью сварного элемента.
4.4.4. Скорость сканирования не должна превышать 150 мм/с, а шаг сканирования - 10 мм.
4.4.5. В процессе перемещения преобразователя проводят его повороты относительно собственной вертикальной оси на 10-15° (см. рис. П14.5):
4.5. Измерение характеристик несплошностей
4.5.1. При обнаружении несплошностей с амплитудой сигнала, равной поисковому уровню или большей, определяют:
координаты h, L;
Рис. П14.5. Схема сканирования.
амплитуду сигнала (эквивалентную площадь);
условную протяженность.
4.5.2. Координаты h и L определяют при появлении сигнала в рабочей зоне экрана дефектоскопа.
4.5.2.1. Глубину залегания отражателя h определяют по положению от него эхо-сигнала. Для получения эхо-сигнала необходимо отключить от дефектоскопа заднюю призму преобразователя и переключить дефектоскоп на работу в режим эхо-метода. Координату отражателя определяют по положению максимального эхо-сигнала от него, которое находят путем сканирования преобразователя по поверхности изделия.
4.5.2.2. Если эхо-сигнал не наблюдается, а такое возможно при обнаружении вертикальной трещины, то принимают глубину залегания отражателя равной 12 ± 3 мм от внутренней поверхности трубы, что соответствует фокусу преобразователя.
4.5.2.3. Координата L определяется как место расположения несплошности вдоль продольной оси шва.
4.5.3. При необходимости определения координаты (эпицентра) несплошности относительно оси сварного соединения поступают в следующей последовательности:
зафиксировать положение преобразователя в момент максимальной амплитуды сигнала;
отмерить расстояние, равное х0 (п. 4.2.4), перед преобразователем - в конечной точке располагается эпицентр несплошности;
протравить поверхность сварного соединения, установить положение границ сплавления и зафиксировать относительное положение эпицентра несплошности.
4.5.4. Амплитуду сигнала измеряют в децибелах по отношению к амплитуде сигнала от плоскодонного отверстия диаметром 6 мм (браковочный уровень по п. 4.3.2.1). Если амплитуда сигнала превосходит браковочный уровень на N децибел, то записывают Абр + N, если амплитуда сигнала меньше браковочного уровня на М децибел, то записывают Абр - М.
Рис. П14.6. Схема обнаружения объемных несплошностей.
4.6. Идентификация сигналов
4.6.1. Сигнал от вертикальной трещины в корне над наплавкой на экране дефектоскопа располагается в строб-импульсе (см. рис. П14.4).
4.6.2. Возможно обнаружение объемных несплошностей (шлаковых включений, пор и т.п.) в корне сварного соединения и под аустенитной наплавкой на сварное соединение. Такие несплошности обнаруживаются, как показано на рис. П14.6. Время распространения эхо-импульса при этом меньше, чем у сигнала "корневой тандем" и он располагается левее строб-импульса. В некоторых случаях на экране вместе с эхо-сигналом наблюдается сигнал "корневой тандем" и его амплитуда может быть больше эхо-сигнала.
Рис. П14.7. Схема измерения условной протяженности дефекта.
4.7. Измерение условной протяженности
4.7.1. Условную протяженность измеряют как расстояние между крайними положениями преобразователя при перемещении его вдоль несплошности (pиc. П14.7).
4.7.2. Крайними положениями преобразователя считают те, при которых амплитуда эхо-сигнала уменьшается до поискового уровня чувствительности.
4.8. Для облегчения обнаружения несплошностей рекомендуется использовать систему АСД-дефектоскопа со звуковой и световой сигнализацией.
5. Оценка несплошностей
5.1. Оценку несплошностей, обнаруженных по схеме "корневой тандем", проводят следующим образом:
5.1.1. Несплошность, амплитуда сигнала от которой равна или превышает амплитуду сигнала от плоскодонного отверстия диаметром 6 мм в СОП, является недопустимой (см. рис. П14.3).
5.1.2. Несплошность, амплитуда сигнала от которой равна или больше поискового уровня не меньше браковочного уровня, а ее условная протяженность больше условной протяженности плоскодонного отверстия диаметром 6 мм в СОП, является недопустимой.
5.1.3. Несплошность обнаружения по схеме "корневой тандем" с амплитудой ниже поискового уровня чувствительности на 6 дБ и менее должна быть обследована дополнительно прямым и наклонными преобразователями и оценена по совокупности полученных результатов контроля.