МИНИСТЕРСТВО ТРАНСПОРТНОГО
СТРОИТЕЛЬСТВА
ВСЕСОЮЗНЫЙ ПРОЕКТНО-ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ
ТРАНСПОРТНОГО СТРОИТЕЛЬСТВА «ВПТИТРАНССТРОЙ»
ТЕХНОЛОГИЧЕСКИЕ КАРТЫ
УСТРОЙСТВО ЦЕМЕНТОБЕТОННЫХ ПОКРЫТИЙ АВТОМОБИЛЬНЫХ ДОРОГ
МОСКВА 1984
Технологические карты разработаны отделом проектирования к внедрения технологии строительства автомобильных дорог и аэродромов и предназначены для применения при разработке проектов производства работ, а также дня организации труда на объектах строительства (исполнители А.Л. Холодкова, Л.С Королева, Л.Л. Мелешкина, В.Ф. Левченкова).
Издание третье, переработанное, дополненное (исполнители Н.И. Осипова, Е.Ю. Яркина).
Главный инженер института В.И. ШТЕЙН
Зам. зав. отделом автодорог и аэродромов Т.П. БАГИРОВА
Исполнители: Н.И. ОСИПОВА, Е.Ю. ЯРКИНА
Содержание
ВВЕДЕНИЕ
Технологические карты разработаны взамен технологических карт «Устройство цементобетонных покрытий автомобильных дорог», М., Оргтрансстрой, 1977 с учетом изменений и дополнений в связи с выходом новых СНиПов, ВСН, а также накопленного опыта строительства и выпуска новых машин и механизмов.
Сборник имеет целью объединить технологические карты, охватывающие весь комплекс работ по устройству цементобетонных покрытий, привести к единому показателю и увязать выработку бригад, выполняющих разные виды работ.
Сборник состоит из шести технологических карт:
Карта № 1. Перестановка рельс-форм.
Карта № 2. Устройство цементобетонного покрытия.
Карта № 3. Нарезка контрольных швов сжатия в свежеуложенном бетоне машиной ДНШС-60-3М.
Карта № 4. Уход за свежеуложенным бетоном.
Карта № 5. Нарезка температурных швов в затвердевшем цементобетонном покрытии нарезчиками швов с алмазными дисками ДС-112 и ДС-115.
Карта № 6. Заполнение температурных швов битумными мастиками.
При производстве работ по устройству цементобетонных покрытий следует руководствоваться следующей нормативно-технической литературой:
СНиП III-40-78 «Правила производства и приемки работ. Автомобильные дороги», М., Стройиздат, 1979;
«Инструкцией по строительству цементобетонных покрытий автомобильных дорог» ВСН 139-80, М., 1980.
При выполнении работ рабочие должны строго соблюдать правила и указания по технике безопасности, изложенные в СНиП III-4-80 «Техника безопасности в строительстве», М., Стройиздат, 1980 и «Правилах техники безопасности при строительстве, ремонте и содержании автомобильных дорог», М., Транспорт, 1978.
Основные положения указаний по технике безопасности приведены в каждой технологической карте.
При производстве работ мастер должен руководствоваться требованиями, изложенными в картах операционного контроля качества, приведенных в соответствующих разделах каждой технологической карты.
В каждой технологической карте сборника предусмотрен состав звеньев рабочих и перечень технических средств (машин, оборудования и пр.), необходимых для выполнения работ на участке.
Рабочие и машины, занятые доставкой строительных и горюче-смазочных материалов (автомобили-самосвалы, поливомоечные машины и пр.), в состав рабочих звеньев не включены; их потребность определяется по расчету в зависимости от дальности возки материалов и объемов работ.
При привязке технологических карт к местным условиям необходимо учитывать конструкцию покрытия и основания, способы нарезки и заполнения температурных швов и способы ухода за свежеуложенным бетоном.
Технико-экономические показатели на 1000 м2 составляют по затратам труда 28,63 чел.-дней, по затратам машинного времени-6,06 маш.-смен.
Экономическая эффективность на 1 км цементобетонного покрытия составляет 3441,8 руб., снижение затрат труда- 33,3 чел.-дней.
Экономическая эффективность на годовой объем внедрения (25 км) составит 86,05 тыс. руб., снижение затрат труда- 833 чел.-дней.
ТЕХНОЛОГИЧЕСКАЯ КАРТА №
1
ПЕРЕСТАНОВКА РЕЛЬС-ФОРМ
1. ОБЛАСТЬ ПРИМЕНЕНИЯ.
1.1. Технологическая карта разработана на установку рельс-форм на готовое цементогрунтовое основание по краям будущего покрытия с последующей разборкой их на готовом цементобетонном покрытии с применением автокранов КС-1562А.
Высота рельс-форм-22 см, длина одного звена-4 м.
1.2. В состав работ, рассматриваемых технологической картой входят: установка рельс-форм; снятие рельс-форм.
1.3. Работы ведут в две смены. Устанавливают рельс-формы только в дневное время. Сменная производительность составляет 310 м одной нитки рельс-формы.
1.4. При привязке технологической карты к местным условиям уточняют объем работ, калькуляцию затрат труда, потребность в материалах и машинах.
2. ТЕХНОЛОГИЯ И ОРГАНИЗАЦИЯ СТРОИТЕЛЬНОГО ПРОЦЕССА
2.1. Указания по подготовке объекта и требования к готовности работ
2.1.1. До начала работ по установке рельс-форм земляное полотно и цементогрунтовое основание должны быть приняты на участке не менее 500 м, подготовлены подъездные пути, проверена готовность и исправность машин.
2.1.2. Перед установкой рельс-форм должна быть проверена правильность геометрических размеров рельс-форм. Рельс-формы должны быть очищены от бетона, а неисправные - заменены и пронумерованы.
2.2. Схема организации строительной площадки (рис. 1, см. стр. 6)
2.3. Указания по технологии работ
2.3.1. Последовательность выполнения и описание методов производства работ
2.3.1.1. После устройства цементогрунтового основания шириной не менее 8,5 м, через 7-10 суток устраивают песчаный выравнивающий слой.
Песок доставляют автомобилями-самосвалами и выгружают на основание согласно расчету, а затем разравнивают автогрейдером ДЗ-31-1 слоем толщиной 5 см.
Для выравнивающего слоя можно употреблять песок, использованный для ухода за цементогрунтовым основанием.
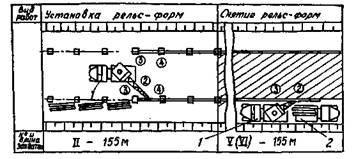
Рис. 1. Технологическая схема установки и снятия рельс-форм:
1 - автокран грузоподъемностью до 5 т; 2 - бортовой автомобиль грузоподъемностью 3,5 т Кружками с цифрами обозначены расстановка и разряд рабочих
2.3.1.2. Вначале разбивают линию установки рельс-форм в плане. По одной стороне разбивку производят при помощи теодолита, по другой - по шаблону. Линии обеих ниток провешивают и обозначают на прямых участках штырями через 40-50 м, на криволинейных участках трассы через 5 - 8 м. Затем по этой линии намечают места установки стыков рельс-форм. В местах расположения стыков в створе со штырями разбивки также забивают штыри под нивелир так, чтобы внешний край каждого штыря лежал на грани, а верх - на проектной отметке будущего покрытия.
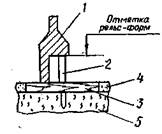
Рис. 2. Шаблон для установки подкладок под рельс-формы:
1 - шаблон; 2 - штырь, выставленный по нивелиру; 3 - подкладка; 4 – выравнивающий слой; 5-цементогрунтовое основание
2.3.1.3. Рядом с контрольными штырями по шаблону (рис. 2) устанавливают деревянные подкладки. На них устанавливают рейку, выравнивают песчаный слой заподлицо с верхом подкладок и уплотняют его на ширину не менее 0,5 м площадочным вибратором (рис. 3).
2.3.1.4. В случае применения для работы бункерного распределителя ДС-503А (Д-375А) с перегрузочным ковшом особенно тщательно выравнивают и уплотняют песчаный выравнивающий слой под ту нитку рельс-форм, со стороны которой установлен ковш. Под стыки этой нитки необходимо укладывать уширенные деревянные подкладки.
2.3.1.5. Автокраном, установленным в середине основания, укладывают рельс-формы с обеих сторон на подкладки и выправляют их положение в плане и по высоте по разбивочным штырям. Для подъема рельс-форм при выправке по высоте применяют специальное приспособление (рис. 4), которое устанавливают около рельс-формы и, заведя крюк за скобу ее замкового соединения, с помощью рычага поднимают на требуемую высоту.
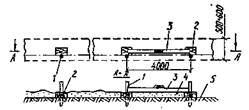
Рис. 3. Подготовка основания для установки рельс-форм:
1 - штыри, выставленные по линии установки рельс-форм; 2-подкладки под стыки рельс-форм; 3 - контрольная рейка; 4 - песчаный выравнивающий слой; 5 - цементогрунтовое основание
2.3.1.6. Смежные звенья рельс-форм соединяют замками и каждую крепят четырьмя штырями, входящими в состав комплекта рельс-форм.
2.3.1.7. С одной стоянки автокрана (без установки аутригеров) устанавливают по два-три звена каждой нитки.
2.3.1.8. Возможные просадки и надежность крепления рельс-форм выявляют двумя контрольными проходами профилировщика ДС-502А (Д-345А) с включенными вибраторами. Отдельные неровности в рельс-формах и их стыках не должны превышать ±2 мм в вертикальной и ±5 мм в горизонтальной плоскостях. Отклонения положения рельс-форм от проектных отметок проверяют нивелированием. В местах просадок рельс-формы основание подштопывают песком. Отклонения отметок рельс-форм после обкатки и выверки не должны превышать 5 мм.
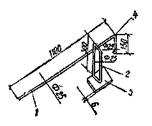
Рис. 4. Приспособление для подъема рельс-форм при рихтовке:
1 - рычаг; 2 - рамка; 3 - плита; 4 - крюк
2.3.1.9. Для ускорения процесса установки рекомендуется пронумеровать рельс-формы, чтобы при их перестановках сохранялся постоянный порядок их расположения.
2.3.1.10. Для производительной работы бетоноукладочного комплекта длина участка с установленными рельс-формами должна быть не менее 170 м.
2.3.1.11. Рельс-формы снимают не ранее, чем через 24 ч после укладки бетона.
Перед снятием рельс-форм извлекают все штыри крепления их к основанию и выбивают все клинья из замковых соединений. Штыри извлекают при помощи специального приспособления (рис. 5). Для этого на штырь надевают насадку и поворачивают на 45°, после чего при помощи рычажного устройства штырь извлекают.
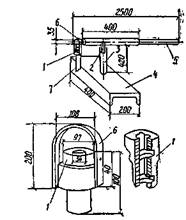
Рис. 5. Приспособление для выдергивания штырей рельс-форм:
1 - насадка; 2 - вилка; 3 - стойка; 4 - отрезок швеллера; 5 - рычаг; 6 - хомутик; 7 - штырь рельс-формы
2.3.1.12. Каждое звено рельс-форм осторожно отделяют от бетона, постукивая кувалдой по рельсу. Нельзя забивать ломы или стальные клинья между бетоном и рельс-формой.
Автокраном при помощи цанговых захватов звено рельс-форм поднимают за головку рельса и отводят в сторону, одновременно раздвигая ломом замковые соединения. Очищенные от песка и бетона рельс-формы грузят автокраном в кузов автомобиля.
2.3.1.13. На автомобиль следует укладывать не более 12-15 звеньев, избегая при этом механических повреждений; одновременно с рельс-формами грузят штыри, предварительно собранные в ящики.
2.3.1.14. Немедленно после снятия рельс-форм грани бетонного покрытия смазывают пленкообразующими материалами и присыпают песком.
2.3.2. При производстве работ руководствуются картой операционного контроля качества работ (разд. 5)
2.4. Указания по организации труда
2.4.1. Работы по перестановке рельс-форм выполняют звеном в составе девяти человек:
|
Машинисты автокранов |
4 разр.-2 |
|
Такелажники |
2 » -2 |
|
Дорожные рабочие |
4 » -2 |
|
|
3 » -3 |
Для выполнения кратковременной работы по планировке песчаного выравнивающего слоя привлекают машиниста автогрейдера 6 разр.
2.4.2. Для снятия рельс-форм на участке, где бетон уже затвердел (захватка V или IV), звено выделяет такелажника 2 разр., дорожного рабочего 3 разр. и машиниста автокрана 4 разр.
На этом участке дорожный рабочий и такелажник при помощи приспособления извлекают штыри, закрепляющие рельс-формы, отделяют и очищают рельс-формы от бетона и грузят автокраном в кузов автомобиля. Дорожный рабочий смазывает грани бетонного покрытия пленкообразующим материалом и присыпает песком.
Машинист 4 разр. и такелажник 2 разр. устанавливают рельс-формы на второй захватке.
Дорожные рабочие 4 и 3 разр., работая по два на каждой нитке рельс-форм, выполняют совместно с мастером разбивочные работы, готовят основание под рельс-формы, устанавливают и крепят их к основанию.
Машинист автокрана и такелажник подают рельс-формы к месту установки.
Работу организуют таким образом, что установку рельс-форм и их рихтовку производят в светлое время суток.
Снимают и перевозят рельс-формы в основном во второй половине первой смены и во вторую смену. Снятые рельс-формы перевозят и раскладывают вдоль места установки и готовят основание под рельс-формы.
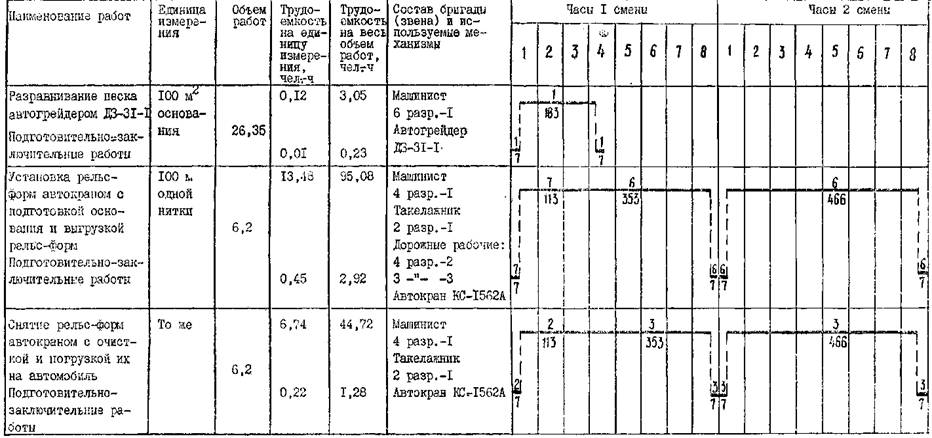
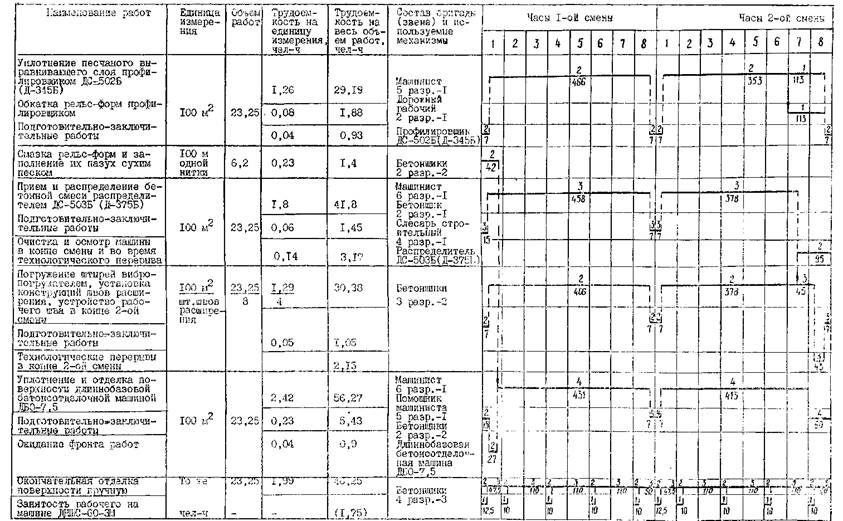
2.5. График выполнения работ но перестановке рельс-форм на двух захватках длиной 310 м (2325 м2 покрытия)
Итого на две захватки - 147,28
на 1000 м2 покрытия - 63,35
Примечания:
1. Цифры над линией - количество рабочих, занятых в операции, цифры под линией - продолжительность операции в минутах.
2. Время на отдых машинистов включено в трудоемкость работ (по 8 глин, на каждый час).
2.6. Калькуляция затрат труда на перестановку рельс-форм на две захватки длиной 310 м
Таблица 1.1
|
Шифр норм и числовые значения поправочных коэффициентов |
Содержание работ |
Состав звена |
Единица измерения |
На единицу |
Объем работ |
На конечную продукцию |
||||
|
норма затрат труда, чел.-ч |
расценка, руб.-коп. |
норма времени использования машин, маш.-ч |
нормативная трудоемкость, чел.-ч |
сумма заработной платы, руб.-коп. |
нормативное время использования машин, маш.-ч |
|||||
|
ЕНиР-17, § 17-1, табл. 2, № 1 (применительно) |
Разравнивание песка автогрейдером ДЗ-31-1 |
Машинист 6 разр.- 1 |
100 м2 |
0,125 |
0-09,9 |
0,125 |
26,35 |
3,29 |
2-61 |
3,29 |
|
ЕНиР-17, § 17-14, № 2 |
Установка рельс-форм |
Машинист 4 разр.-1 Такелажник 2 разр.-1 Дорожные рабочие: 4 разр,-2 3 » -2 2 » -1 |
100 м нитки |
18,2 |
10-32 |
2,6 |
6,2 |
112,84 |
63-98 |
16,12 |
|
ЕНиР-17, § 17-14, № 3 |
Снятие рельс-форм |
Машинист 4 разр,-1 Такелажник 2 разр.-1 Дорожный рабочий 3 разр.-1 |
То же |
7,5 |
4-18 |
2,5 |
6,2 |
46,5 |
25-92 |
15,5 |
|
Итого:на две захватки длиной 310 м (2325 м2) на 100 м2 маш.-смен |
162,63 69,95 8,74 |
92-51 39-79 |
34,91 15,02 1,88 |
|||||||
2.7. Указания по технике безопасности
При выполнении комплекса работ по перестановке рельс-форм необходимо строго соблюдать требования «Правил техники безопасности при строительстве, ремонте и содержании автомобильных дорог», М., Транспорт, 1978; «Типовой инструкции по охране труда для дорожных рабочих», М., Оргтрансстрой, 1979; «Типовой инструкции по охране труда для водителя грузового автомобиля», М., Оргтрансстрой, 1978; «Типовой инструкции по охране труда для машинистов грейдеров, автогрейдеров и грейдер-элеваторов», М., Оргтрансстрой, 1975; «Инструкции по безопасному ведению работ для машинистов (крановщиков) стреловых самоходных кранов», М., Транспорт, 1975.
2.7.1. Перестановку рельс-форм производят только в дневное время.
2.7.2. Перевозить рельс-формы необходимо на бортовых автомобилях или тракторных тележках с одноосными прицепами.
2.7.3. При разгрузке и погрузке рельс-форм кранами необходимо соблюдать общие требования безопасности при погрузочно-разгрузочных работах.
2.7.4. Запрещается перемещать рельс-формы волоком.
3. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
Таблица 1.2
|
Наименование показателей |
Количество |
|
Затраты труда на 1000 м2 однослойного покрытия, чел.-дней |
8,74 |
|
Затраты машинного времени на 1000 м2 однослойного покрытия, маш.-смен |
1,88 |
|
Выработка на одного рабочего в смену, м рельс-форм |
30.5 |
4. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ
Таблица 1.3
4.1. Потребность в материалах на 1000 м2
|
Наименование |
Марка, ГОСТ |
Количество |
|
Песок, м3 |
ГОСТ 8736-77 |
63,3 |
|
Подкладки деревянные, шт |
|
66,0 |
4.2. Потребность в машинах, оборудовании, инструменте, инвентаре, приспособлениях
Таблица 1.4
|
Наименование |
Марка, ГОСТ |
Количество, шт. |
|
Автогрейдер |
Д3-31-1 |
1 |
|
Автокраны |
КС-1562А |
2 |
|
Автомобиль бортовой |
|
1 |
|
Рельс-формы |
|
200 |
|
Рулетка измерительная металлическая |
ГОСТ 7502-80 |
1 |
|
Ломы стальные строительные |
ГОСТ 1405-72 |
3 |
|
Ломы лапчатые |
ГОСТ 1405-72 |
2 |
|
Приспособление для выдергивания штырей |
Изготовляется в мастерских |
1 |
|
Приспособления для рихтовки рельс-форм |
То же |
2 |
|
Шаблоны для установки подкладок |
То же |
2 |
|
Вибраторы поверхностные |
ИВ-2А, ГОСТ 7429-73* |
2 |
|
Кувалды |
ГОСТ 11401-75* |
2 |
|
Молотки стальные строительные |
2 |
|
|
Лопаты стальные |
ГОСТ 3620-76 |
4 |
|
Подштопники деревянные |
|
2 |
5. КАРТА ОПЕРАЦИОННОГО КОНТРОЛЯ КАЧЕСТВА УСТАНОВКИ И СНЯТИЯ РЕЛЬС-ФОРМ ПРИ СТРОИТЕЛЬСТВЕ АВТОМОБИЛЬНЫХ ДОРОГ
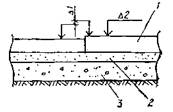
Схема установки рельс-форм с указанием предельных отклонений:
1 - рельс-формы; 2 - выравнивающий слой; 3 - цементогрунтовое основание
|
№ пп |
Контролируемые параметры |
Предельные отклонения, мм |
|
1 |
Отметки смежных рельс-форм |
Δ1 = ±2 |
|
2 |
Отметки рельс-форм |
Δ2= ±5 |
Примечания.
1. Состояние рельс-форм проверяется перед их установкой. Искривления звеньев рельс-форм не должны превышать в вертикальной плоскости 2 мм, в горизонтальной плоскости-5 мм.
2. После снятия рельс-форм боковые грани и кромки плит покрытия должны быть ровными, без дефектов.
СНиП III-40-78, ВСН 139-80
|
1 |
Основные операции, подлежащие контролю |
Установка рельс-форм |
Снятие рельс-форм |
|
2 |
Состав контроля (что проверяется) |
1. Правильность установки рельс-форм 2. Отметки на стыках рельс-форм и в местах просадок |
Целость боковых граней и кромок плит бетонного покрытия |
|
3 |
Метод и средства контроля (что и чем проверяется) |
Визуальный, измерительный 1. Визуально. 2. Нивелир |
Визуальный |
|
4 |
Сроки контроля |
1. Постоянно в течение смены. 2. На каждом стыке и в местах просадок |
Сразу же после снятия рельс-форм |
|
5 |
Должность лица, контролирующего операцию |
Мастер |
|
|
6 |
Наименование привлекаемой для контроля службы |
|
|
|
7 |
Должность лица, ответственного за организацию и обеспечение контроля |
Прораб |
|
|
8 |
Документ, в котором регистрируются результаты контроля |
Общий журнал |
работ |
Перечень скрытых работ, на которые составляются акты: на установку рельс-форм.
ТЕХНОЛОГИЧЕСКАЯ КАРТА № 2
УСТРОЙСТВО ЦЕМЕНТНОГО ПОКРЫТИЯ
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1. Технологическая карта разработана на устройство однослойного цементобетонного покрытия толщиной 22 см и шириной 7,5 м, уложенного по песчаному выравнивающему слою толщиной 5 см на цементогрунтовом основании комплектом бетоноукладочных машин.
Цементобетонную смесь приготавливают в двух установках СБ-37 и доставляют к месту укладки автомобилями-самосвалами.
1.2. Конструкция покрытия принята в соответствии с альбомом «Типовые проектные решения. Серия 503-0-11. Дорожные одежды автомобильных дорог общей сети Союза ССР», Минтрансстрой, 1976.
1.3. При устройстве цементобетонного покрытия выполняют следующие работы:
- окончательное профилирование и уплотнение песчаного выравнивающего слоя;
- установку закладных элементов швов расширения; распределение бетонной смеси машиной ДС-503Б (Д-375Б); установку штырей в швах сжатия и продольном шве; уплотнение бетонной смеси и отделку поверхности.
1.4. Работы по устройству цементобетонного покрытия выполняют в две смены. Длина сменной захватки составляет 155 м.
1.5. При привязке технологической карты к местным условиям уточняют объемы работ, калькуляцию затрат труда, конструктивные особенности покрытия, материал выравнивающего слоя, потребность в материалах и машинах.
2. ТЕХНОЛОГИЯ И ОРГАНИЗАЦИЯ СТРОИТЕЛЬНОГО ПРОЦЕССА
2.1. До начала работ по устройству цементобетонного покрытия должно быть подготовлено цементогрунтовое основание, подъездные пути для доставки смеси, проверена исправность и готовность машины. Рабочие должны быть обеспечены всеми необходимыми инструментами. Установленные рельс-формы должны быть обкатаны. Отклонения отметок рельс-форм от проектного положения после обкатки не должны превышать 5 мм.
2.2. Технологическая схема устройства цементобетонного покрытия (рис. 6)
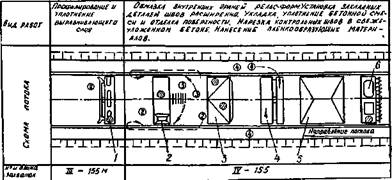
Рис. 6. Технологическая схема устройства цементобетонного покрытия:
1 - профилировщик ДС-502А (Д-345А); 2 - бункерный распределитель бетона; 3 - длиннобазовая бетоноотделочная машина ДБО-7,5; 4-нарезчик швов ДНШС-60-3М; 5 - тент; 6 машина ЭНЦ-3 для розлива пленкообразующих материалов
Заштрихованный кружок-машинист; цифры в кружках обозначают разряд рабочих; стрелками показаны перемещения рабочих
2.3. Указания по технологии работ
2.3.1. Последовательность выполнения работ Устройство покрытий из цементобетонной смеси выполняют в такой последовательности;
- окончательно профилируют и уплотняют песчаный выравнивающий слой;
- устанавливают закладные элементы швов расширения; распределяют цементобетонную смесь;
- устанавливают штыри в швы сжатия и в продольный шов; уплотняют смесь и отделывают поверхность бетона.
2.3.2. Описание методов производства работ
2.3.2.1. Окончательное профилирование и уплотнение песчаного выравнивающего слоя
Песчаный выравнивающий слой окончательно профилируют и одновременно уплотняют машиной ДС-502Б (Д-345Б). Перед началом работы рабочие органы машины устанавливают в рабочее положение и регулируют. Профилирующий отвал с помощью двух штурвалов подъемного механизма устанавливают на проектной отметке выравнивающего слоя с припуском 5 мм на уплотнение; уплотняющий вибробрус устанавливают с помощью двух специальных винтов так, чтобы задняя крышка поддона была на проектной отметке выравнивающего слоя, а передняя - на 5 мм выше.
Профилировщик ДС-502Б (Д-345Б) за один проход планирует и уплотняет песок выравнивающего слоя. Песок должен иметь оптимальную влажность, при недостаточной влажности его поливают поливомоечной машиной.
В процессе работы необходимо следить, чтобы перед отвалом профилировщика был песчаный валик высотой 7 - 10 см. Песчаные валики, оставшиеся у рельс-форм после прохода профилировщика, зачищают заподлицо с поверхностью выравнивающего слоя.
Для устройства выравнивающего слоя на участках дорог, не имеющих объездов, при выгрузке бетонной смеси на основание профилировщик ДС-502Б (Д-345Б) переоборудуют следующим образом: с одной стороны рамы устанавливают домкрат с поворотной площадкой, с другой стороны на раме, на расстоянии около 1 м от колес, укрепляют домкраты с поворотными осями, несущими на себе колесные пары.
Переоборудованный профилировщик без помощи крана поднимается над рельс-формами, опираясь с одной стороны на рельс-форму через домкрат с поворотной площадкой, а с другой на колесную пару. Затем при помощи колесной пары профилировщик разворачивают и устанавливают вдоль нитки рельс-форм, освобождая проезд по основанию автомобилей-самосвалов с бетонной смесью.
2.3.2.2. Установка закладных элементов швов расширения
В местах устройства швов расширения на окончательно спрофилированный и уплотненный выравнивающий слой устанавливают деревянные прокладки со штырями и поддерживающим каркасом из арматурной стали диаметром не менее б мм. Штыри изолируют на 2/3 длины слоем жидкого битума толщиной не более 0,3 мм. На изолированные концы штырей надевают в шахматном порядке картонные или резиновые колпачки, заполненные на длину 3 см опилками или войлоком.
Готовую прокладку, состоящую из двух частей длиной по 3,75 м устанавливают строго перпендикулярно к оси дороги и закрепляют штырями через 0,8-1 м. Стыкующиеся концы прокладок соединяют скобами из проволоки диаметром 6 мм. Для обеспечения плотного примыкания прокладок их стыкуют по косому срезу. Зазор между прокладками в стыке не допускается, а между краем прокладки и рельс-формой не должен превышать 10 мм.
Прокладки должны стоять вертикально, а штыри - горизонтально (перпендикулярно плоскости прокладок). В проектном положении штыри удерживают сварными каркасами.
При устройстве паза шва расширения в затвердевшем бетоне прокладку устанавливают так, чтобы ее верх после уплотнения бетона был ниже поверхности покрытия не более чем на 10 - 12 мм.
Расстояния между швами расширения назначают в соответствии с указаниями «Инструкции по устройству цементобетонных покрытий автомобильных дорог» ВСН 139-80, М., Транспорт, 1980.
В данной карте расстояние между швами расширения принято равным 50 м.
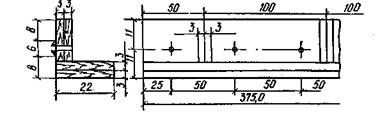
Рис. 7. Угольник-шаблон при толщине покрытия 22 см (размеры даны в см)
В конце рабочей смены или при перерывах в бетонировании более чем на 3 ч устраивают рабочий шов с использованием опалубки в виде угольника-шаблона из досок (рис. 7). Полки должны быть сбиты из двух досок толщиной по 30 мм, ширина полок должна равняться толщине покрытия. На вертикальной полке угольника-шаблона имеется доска-сегмент для образования в торце плиты паза сферической формы и отверстия для стальных штырей-анкеров. Для увеличения жесткости угольника-шаблона через 1 м ставят подкосы. Вертикальную полку покрывают битумной эмульсией слоем около 1 мм. Угольник-шаблон состоит из двух частей длиной по 3,75 м.
При устройстве рабочего шва выполняют следующие операции: у места шва удаляют бетонную смесь, устанавливают угольник-шаблон и крепят его костылями, которые забивают в основание вплотную к горизонтальной полке через 100-150 см.
Верхняя грань вертикальной полки должна совпадать с поверхностью покрытия.
Пазуху между покрытием и угольником-шаблоном заполняют бетонной смесью с некоторым избытком, уплотняют ее глубинным вибратором и забивают кувалдой стальные штыри диаметром 25 мм и длиной 50 см из арматуры периодического профиля или длиной 70 см из гладкой арматуры, отделывают поверхность покрытия и производят уход за бетоном.
2.3.2.3. Распределение бетонной смеси машиной ДС-503Б (Д-375Б)
До начала бетонирования внутренние грани рельс-форм смазывают отработанным маслом, а полости между рельсом и бортом рельс-форм заполняют сухим песком, убирают угольник-шаблон и обмазывают бетон с торца плиты битумной эмульсией или пленкообразующим материалом, который применяют для ухода за бетоном. При этом обмазка стержня-анкера на длине более 8 см от торца плиты запрещается.
Бетонную смесь укладывают двумя способами:
бетонную смесь доставляют автомобилями-самосвалами по> обочине и выгружают в бункер машины ДС-503Б (Д-375Б);
бетонную смесь из автомобилей-самосвалов выгружают на основание и разравнивают бункером модернизированной машины ДС-503Б (Д-375Б).
2.3.2.4. Укладка смеси бункерным распределителем ДС-503Б (Д-375Б)
При устройстве однослойного покрытия бетонную смесь распределяют сразу на полную толщину с перекрытием укладываемых поперечных полос на 1/3 ширины бункера.
Бункер распределителя устанавливают так, чтобы нижняя кромка бункера была выше рельс-форм на 2-3 см (с учетом уплотнения).
Конструкция бункерного распределителя рассчитана на доставку бетонной смеси автомобилями-самосвалами с боковой разгрузкой. Для использования автомобилей-самосвалов с задней разгрузкой на распределителе монтируется разгрузочный ковш.
В местах расположения швов расширения бетонную смесь распределяют осторожно во избежание смещения прокладки шва расширения. Бункер, заполненный бетонной смесью, располагают так, чтобы его ось была над швом, а затем равномерно распределяют смесь по обе стороны прокладки и осторожно уплотняют глубинными вибраторами.
При устройстве двухслойного покрытия или покрытия, армированного сеткой, смесь распределяют послойно. Для этого бункер распределителя ДС-503Б (Д-375Б) опускают в положение для укладки нижнего слоя и распределяют смесь на участке длиной 8-10 м, затем машину возвращают в первоначальное положение и поднимают бункер в положение для укладки верхнего слоя. Для быстрой установки бункера распределителя в рабочее положение устанавливаются фиксаторы, ограничивающие перемещение бункера по вертикали.
Перед распределением верхнего слоя бетонную смесь нижнего слоя уплотняют поверхностным вибратором и особенно тщательно у рельс-форм глубинным вибратором, а затем укладывают штыри в швах сжатия и в продольном шве и арматурные сетки в армированных покрытиях.
Для ускорения устройства двухслойного или армированного покрытий бетонную смесь можно укладывать двумя распределителями ДС-503Б (Д-375Б). Этот способ дает значительное повышение сменной выработки при организации движения автомобилей-самосвалов с бетонной смесью по обеим обочинам и выгрузкой смеси для нижнего слоя с одной стороны дороги, для верхнего с другой. Нижний слой в этом случае уплотняют бетоноотделочной машиной ДС-504Б (Д-376Б).
2.3.2.5. Укладка смеси модернизированным бункерным распределителем ДС-503Б (Д-375Б)
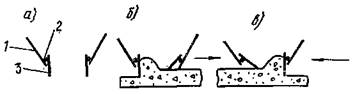
Рис. 8. Схема работы откидных щитков при разравнивании бетона, выгруженного на основание, модернизированным распределителем ДС-503А (Д-375А):
а - схематическая конструкция бункера; б - работа щитков при движении вправо; в - работа щитков при движении влево; 1 - стенки бункера; 2 - шарнир, соединяющий откидные щитки со стенками бункера; 3 - откидные щитки
Конструкция модернизированного бункерного распределителя ДС-503Б (Д-375Б) позволяет распределять смесь, выгруженную автомобилями-самосвалами на подготовленное основание, впереди распределителя.
Для проезда автомобиля-самосвала на основание снимают две рельс-формы.
Выгруженную бетонную смесь модернизированный распределитель (конструкция УС автодороги Москва-Рига) раздвигает смонтированными впереди на раме треугольными выступами, а затем разравнивает до заданной толщины поперечно-поступательными движениями бункера, оборудованного откидными щитками (рис. 8).
Оборудование бункерного распределителя может быть и несколько другим (конструкция СУ-848 треста «Киевдорстрой»). Переднюю балку рамы машины снимают, а вторую балку передней части усиливают швеллером.
В нижней части распределительного бункера устанавливав ют четыре отдельные заслонки, которые могут отклоняться под напором бетонной смеси только внутрь бункера. К передней части тележки бункера крепится на болтах кронштейн с лопастью.
Для предотвращения поднятия бункера при работе на кронштейн устанавливают груз массой 150 кг.
К передним секциям рамы распределителя с внутренней стороны привариваются кожухи, предотвращающие попадание смеси под колеса.
Для улучшения транспортабельности машины базовую длину рамы укорачивают на 2,1 м путем вырезки средней части боковых швеллеров, а длину бункера уменьшают до 1,4 м.
Модернизированный распределитель работает следующим образом: выгруженную на основание бетонную смесь распределяют лопастью по ширине будущего покрытия с постепенным перемещением смеси передней частью рамы вперед. Затем при движении машины бункером окончательно планируют бетонную смесь. При этом заслонки, открывающиеся внутрь, позволяют заполнить бункер излишками смеси и распределять ее затем в местах пропусков и углублений.
При устройстве двухслойного или армированного покрытия применяют два распределителя: модернизированный для устройства нижнего слоя и обычный для верхнего слоя. Смесь для нижнего слоя подают прямо на основание, а для верхнего слоя доставляют автомобилями-самосвалами по обочине и выгружают в бункер распределителя ДС-503Б (Д-375Б).
2.3.2.6. Установка штырей в швах сжатия и продольном шве
Штыри в швах сжатия в проектное положение устанавливают двумя способами:
погружением в бетон путем вибрации;
установкой на подставках из арматурной стали диаметром 8-10 мм до укладки цементобетонной смеси.
Оба способа установки должны обеспечивать проектное положение штырей в процессе бетонирования.
Штыревые соединения швов сжатия изготовляют из гладкой арматуры диаметром 20 мм. Длина штыревых соединений-45 см.
Для того чтобы предотвратить коррозию и исключить сцепление с бетоном, штыри на участке длиной 30 см покрывают слоем битума.
Крайние штыри располагают на расстоянии 0,25 м от рельс-форм, а остальные на расстоянии 1 м друг от друга. Для установки штырей применяют шаблон и вибропогружатель (рис. 9).
Шаблон укладывают на поверхность бетонной смеси так, чтобы его продольная ось совпала с линией шва, обозначенной на рельс-формах. Штыри укладывают в пазы шаблона и затем вибропогружателем погружают на проектную глубину, фиксируемую опорной плитой. С изменением толщины покрытия меняют длину вилок вибропогружателя.
Штыри продольного шва изготовляют из гладкой арматуры' диаметром 16 мм, длиной 75 см. Эти штыри не изолируют битумом, их раскладывают поперек шва на расстоянии 1 м друг от друга и заглубляют виброшаблоном.
2.3.2.7. Уплотнение бетонной смеси и отделка поверхности
Уплотняют бетонную смесь и отделывают поверхность длиннобазовой бетоноотделочной машиной ДБО-7,5.
В местах установки прокладок для швов расширения и в месте рабочего шва до подхода длиннобазовой бетоноотделочной машины ДБО-7,5 бетонную смесь уплотняют глубинным вибратором. При этом следят за тем, чтобы прокладки и штыри в процессе вибрирования смеси сохраняли проектное положение.
Перед началом работы настраивают рабочие органы бетоноотделочной машины - уплотняющий брус, диагональные и поперечные вибробрусья, выглаживающий брус.
При помощи двух задних гидроцилиндров устанавливают по двум шкалам заднюю кромку уплотняющего бруса на уровне поверхности бетонной смеси с припуском на уплотнение.
Виброорган состоит из двух диагональных и одного поперечного вибробруса. Диагональные вибробрусы устанавливают с помощью гидродомкратов на уровне головок рельс-форм. Поворотом эксцентриков подвески диагональных вибробрусьев регулируют угол атаки в пределах от 0 до 6°.
После установки угла атаки вибробрусьев регулируют положение выглаживающего вибробруса при помощи винтов его подвески. Нижнюю полость выглаживающего вибробруса для бетонной смеси с осадкой конуса до 1,5 см устанавливают на одном уровне с задней кромкой уплотняющего вибробруса, для более пластичной смеси на 2 - 3 мм ниже. Поворотом штурвала устанавливают необходимый угол атаки выглаживающего бруса и регулируют число поперечных качаний, оба параметра определяют опытным путем.
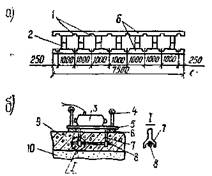
Рис. 9. Схема раскладки и погружения штырей в бетон:
а - шаблон для раскладки штырей; б - приспособление для погружения штырей; 1 - гнезда для штырей; 2 - метка осевой линии; 3 - поверхностный вибратор; 4 - резиновая ручка; 5 - опорная плита; 6 - шаблон для раскладки штырей; 7 - вилка вибропогружателя; 8 - штырь; 9 - свежеуложенный бетон; 10 - песчаный выравнивающий слой
Поперечный вибробрус включают в работу только у температурного шва. На расстоянии 5 м от шва поперечный вибробрус поднимают в транспортное положение.
В процессе работы постоянно следят за рабочими органами и регулируют их положение. Перед диагональными выравнивающими вибробрусьями должен быть образован непрерывный валик бетонной смеси высотой 1 - 3 см. При нарушении этого требования проверяют правильность установки бункера машины ДС-503Б (Д-375Б) и задней кромки уплотняющего бруса. Валик бетонной смеси перед уплотнительным брусом должен иметь высоту 8-10 см.
При превышении высоты необходимо несколько опустить виброорган; если перед диагональными брусьями после этого начнет появляться излишек бетонной смеси, необходимо опустить заднюю кромку уплотняющего вибробруса и бункер машины ДС-503Б (Д-375Б).
С обеих сторон бетоноотделочной машины закреплены два глубинных вибратора таким образом, чтобы уплотнять бетонную смесь у рельс-форм. Глубинные вибраторы должны быть снабжены ограничителями, исключающими заглубление вибраторов в основание.
При остановке или вторичной отделке поверхности вибраторы поднимают.
В тех случаях, когда укладка бетонной смеси ведется модернизированным бункерным распределителем с выгрузкой смеси прямо на основание, впереди на длиннобазовую бетоноотделочную машину ДБО-7,5 устанавливают лопастной вал, снятый с бетоноукладочной машины ДС-504Б (Д-376Б). В этом случае виброуплотняющими брусьями образуется равномерный валик цементобетонной смеси, обеспечивающий ровность покрытия.
При нормальном режиме работы длиннобазовая бетоноотделочная машина ДБО-7,5 обеспечивает равномерное уплотнение цементобетонной смеси за один проход на первой скорости (0,7 м/мин).
Уплотняют и отделывают бетонную смесь участками длиной не менее 12-15 м. Во время работы нельзя останавливать машину с работающими вибраторами, так как это ведет к образованию неровностей и волн на покрытии.
При образовании на поверхности покрытия раковин и волн бетонщики вручную добавляют смесь в заниженные места и впадины, после чего бетоноотделочную машину пропускают повторно. При этом не рекомендуется включать механизм вертикального качания уплотняющего вибробруса, а его переднюю кромку следует зафиксировать в приподнятом на 20- 30 мм положении.
После окончательного прохода длиннобазовой бетоноотделочной машины рабочие устраняют мелкие раковины и неровности гладилками с длинной ручкой, отделывают кромки покрытия и с помощью специальных щеток обрабатывают поверхность бетонного покрытия для обеспечения ее шероховатости.
Ровность готового покрытия проверяют рейкой длиной 3 м в продольном и поперечном направлениях с перекрытием предыдущих положений на 2 м. При ровной поверхности рейка прилегает к бетону всей плоскостью и после отрыва оставляет непрерывный равномерный след. Небольшие неровности устраняют вручную с помощью гладилок, а значительные дополнительным проходом длиннобазовой бетоноотделочной машины.
Кромки готового покрытия обрабатывают металлическими гладилками с закругленным ребром. Острым ребром гладилки прорезают мелкую бороздку по линии кромки, а затем закругляют и выравнивают ее гладилкой.
Ровные и закругленные кромки придают хороший вид покрытию и предотвращают разрушение его краев.
Для кратковременной защиты поверхности свежеуложенного бетона от прямого воздействия солнечных лучей, атмосферных осадков и ветра, немедленно после отделки покрытия его укрывают легкими инвентарными тентами.
Для обеспечения точности нарезки пазов швов сжатия в затвердевшем бетоне по месту их устройства после отделки покрытия на поверхности свежеуложенного бетона тонкой проволокой отбивают черту.
2.3.3. При производстве работ мастер руководствуется картой операционного контроля качества (разд. 5).
2.4. Указания по организации труда
2.4.1. Работу организуют в две смены и выполняют двумя звеньями.
Звено № 1 подготавливает песчаный выравнивающий слой в следующем составе:
Машинист профилировщика - 5 разр.-1
Дорожный рабочий - 2 » -1
Звено № 2 устраивает бетонное покрытие в следующем составе:
Машинист бункерного распределителя ДС-503Б
(Д-375Б) - 6 разр. - 1
Машинист длиннобазовой бетоноотделочной машины
ДБО-7,5 - 6 » - 1
Помощник машиниста машины
ДБО-7,5 - 5 » - 1
Слесарь строительный - 4 » - 1
Бетонщики: - 4 » - 3
3 » - 2
2 » - 3
2.4.2. Распределение операций между исполнителями
2.4.2.1. Работы по окончательному профилированию и уплотнению песчаного выравнивающего слоя ведут на третьей захватке, а работы по устройству цементобетонного покрытия на четвертой захватке.
2.4.2.2. Звена по окончательному профилированию выполняет следующие работы: машинист профилировщика управляет машиной, дорожный рабочий, находясь впереди профилировщика, поддерживает постоянное сечение песчаного валика по всей длине отвала, подбрасывает недостающее количество песка или удаляет его излишки.
После окончательного уплотнения выравнивающего слоя дорожный рабочий заполняет внутренние полости рельс-форм сухим песком.
В это время машинист перемещает профилировщик вперед на захватку по установке рельс-форм для обкатки.
2.4.2.3. Машинисты всех машин в начале смены проверяют готовность машин к работе, устраняют мелкие неисправности, заправляют машину горючим и водой, в процессе работы управляют машиной, а в конце смены очищают машину и сообщают механику о неисправностях.
Помощник машиниста длиннобазовой бетоноотделочной машины ДБО-7,5 постоянно находится на мостике и следит за рабочими органами, а в начале и в конце смены помогает машинисту в подготовке и очистке машины.
2.4.2.4. Один бетонщик 2 разр. постоянно находится на мостике бункерного распределителя, он очищает кузова автомобилей-самосвалов от остатков бетонной смеси, пользуясь лопатой с удлиненной ручкой.
При выгрузке бетонной смеси на основание этот бетонщик постоянно находится перед бункерным распределителем, он показывает водителям автомобилей-самосвалов место выгрузки бетонной смеси, помогает открывать задний борт и очищает кузов от остатков смеси лопатой с удлиненной ручкой. После прохода автомобилей-самосвалов он заглаживает гладилкой с длинной ручкой следы протектора на песчаном выравнивающем слое.
2.4.2.5. Два бетонщика 2 разр., входящие в звено по устройству покрытия, в начале смены смазывают внутренние грани рельс-форм отработанным маслом, а затем переходят к длиннобазовой бетоноотделочной машине ДБО-7,5, где обеспечивают непрерывный валик бетонной смеси перед вибробрусьями, очищают рельс-формы от остатков смеси и по мере продвижения всего комплекса машин помогают бетонщикам 4 и 3 разр. передвигать тент.
2.4.2.6. После прохода распределителя ДС-503Б (Д-375Б) два бетонщика 3 разр. с помощью шаблона устанавливают штыри в швах сжатия и продольном шве, глубинным вибратором уплотняют бетонную смесь около прокладок швов расширения, устанавливают и крепят прокладки швов расширения, следят за работой двух глубинных вибраторов, укрепленных на раме длиннобазовой бетоноотделочной машины у рельс-форм.
2.4.2.7 Вслед за длиннобазовой бетоноотделочной машиной два бетонщика 4 разр. с обеих сторон покрытия устраняют мелкие дефекты (раковины, впадины) гладилками, удаляют цементное молоко капроновыми щетками, проверяют рейкой ровность покрытия и отделывают его кромки.
2.4.2.8. Третий бетонщик 4 разр. работает попеременно на отделке покрытия и на отделке швов.
В зависимости от расстояния и условий доставки цементно-бетонной смеси работа автомобилей-самосвалов и цементобетонного завода должна быть увязана с графиком доставки смеси.
Цементобетонная смесь должна доставляться по следующему графику:
Таблица 2.5
График доставки смеси
|
Тип и конструкция покрытия |
Часы смены |
Всего смеси, м3 |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
||
|
Количество доставляемой смеси, м3 |
|||||||||
|
Однослойное цементобетонное покрытие шириной 7,5 м, толщиной 22 см |
26 |
36 |
36 |
36 |
36 |
36 |
36 |
15 |
257 |
2.4.2.9. Количество автомобилей-самосвалов определяют по расчету с учетом дальности возки смеси и скорости движения, умноженной на коэффициент 1,1 - 1,15, учитывающий неравномерность движения. Окончательное количество автомобилей-самосвалов уточняют в процессе работы.
2.4.2.10. Автомобили-самосвалы должны быть оборудованы брезентовыми тентами. При устройстве двухслойного покрытия для доставки смесей разных марок за каждой должны быть закреплены определенные автомобили-самосвалы
2.5. График выполнения работ по устройству однослойного цементобетонного покрытия шириной 7,5 м и толщиной 22 см на двух захватках длиной 310 м (2325 м2)
Итого на две захватки - 222,25
на 1000 м2 – 95,56 (11,9 чел.-дн)
Примечание:
1. Цифра над линией - количество рабочих, запятых в операции,
- цифра под линией - продолжительность операции в минутах.
2. Время на отдых машинистов включено в трудоемкость работ (по 8 мин на каждый час).
2.6. Калькуляция затрат труда на устройство цементобетонного покрытия шириной 7,5 м и толщиной 22 см на двух захватках длиной 310 м
|
Шифр норм и числовые значения поправочных коэффициентов |
Содержание работ |
Состав звена |
Единица измерения |
На единицу |
Объем работ |
На конечную продукцию |
||||
|
норма затрат труда, чел.-ч |
расценка, руб.- коп. |
норма времени использования машин, маш.-ч |
нормативная трудоемкость, чел.-ч |
сумма заработной платы, руб.-коп. |
нормативное время использования машин, маш.-ч |
|||||
|
ЕНиР-17, § 17-15 |
Окончательное профилирование и уплотнение песчаного выравнивающего слоя профилировщиком Д-345 с обкаткой рельс-форм и заполнением песком внутренних полостей рельс-форм |
Машинист 5 разр.-1 Дорожные рабочие 2 разр.-2 |
100 м2 |
1,77 |
0-99,6 |
0,59 |
23,25 |
41,15 |
23-16 |
13,72 |
|
ЕНиР-17, § 17-17, табл. 2, № 46 (применительно) |
Устройство цементобетонного покрытия, смазка рельс-форм, установка прокладок швов расширения, распределение бетонной смеси машиной ДС-503А (Д-375А), установка штырей в швах сжатия и в продольном шве, уплотнение смеси у рельс-форм вибратором, уплотнение и отделка смеси длиннобазовой бетоноотделочной машиной, заделка раковин и удаление цементного молока с бетонной поверхности |
Машинисты 6 разр.-2 Помощник машиниста 5 разр.-1 Слесарь строительный 4 разр.-1 Бетонщики: 4 разр.-3 3 » - 4 2 » -4 Дорожный рабочий 1 разр.-1 |
» |
11,04 |
6-50 |
1,38 |
23,25 |
256,68 |
151 - 13 |
32,09 |
|
Итого: на две захватки (2325 м2) на 1000 м2 |
297,83 128,1 16,01 ч |
174-29 74-96 чел.-дня |
45,81 19,70 (2,46 маш.-смен) |
|||||||
2.7. Указания по технике безопасности
2.7.1. При пуске машин необходимо соблюдать правила очередности включения узлов общей трансмиссии и отдельных агрегатов. Запрещается передвигать машины без сигнала. Сигнал для работы бункерного распределителя подается после ухода автомобиля-самосвала.
2.7.2. Выгружать бетонную смесь из автомобиля-самосвала в бункер распределителя разрешается только после установки автомобиля-самосвала на ручной тормоз и подачи звукового сигнала.
2.7.3. Запрещается очищать стенки бункера во время его перемещения или движения машины.
2.7.4. При совместной работе бетоноукладочной и бетоноотделочной машины расстояние между ними должно быть не менее 10 м.
2.7.5. Во время работы машин запрещается становиться на вибробрус и отделочный брус. Нужно следить за тем, чтобы на верхней площадке вибробруса (вибродоски) не было бетонной смеси и посторонних предметов.
2.7.6. На участках с продольным уклоном необходимо устанавливать на рельс-формы тормозные башмаки для предупреждения самопроизвольного движения машин.
3. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
Таблица 2.7
|
Наименование показателей |
Количество |
|
|
Затраты труда на 1000 м2 цементобетонного покрытия, чел.-дней |
16,01 |
|
|
Затраты машинного времени на 1000 м2 цементобетонного покрытия |
1,06 |
|
|
Выработка на одного рабочего в смену, м2 покрытия |
62,45 |
|
4. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ
4.1. Потребность в материалах на 1000 м2 покрытия
Таблица 2.8
|
Наименование |
ГОСТ |
Количество |
|
Цементобетонная смесь марки 350, м3 |
ГОСТ 8424-72** |
221 |
|
Прокладки для швов расширения, м3 |
- |
0,146 |
|
Колпачки штыревого соединения, шт. |
- |
100 |
|
Арматура для штырей (гладкая), т . |
0.3 |
4.2. Потребность в машинах, оборудовании, инструменте, инвентаре, приспособлениях
Таблица 2.9
|
Наименование |
Марка, ГОСТ |
Количество, шт. |
|
Профилировщик основания |
ДС-502Б (Д-345Б) |
1 |
|
Распределитель бетонной смеси |
ДС-503Б (Д-375Б) |
1 |
|
Длиннобазовая бетоноотделочная |
ДБО-7,5 типа ИВ-67 |
1 |
|
Вибраторы глубинные (два из них укреплены на ДБО-7,5) |
ГОСТ 10826-75 |
3 |
|
Рейки металлические контрольные |
Изготовляются в мастерских СУ |
2 |
|
Шаблоны для раскладки штырей при вибропогружении |
То же |
2 |
|
Угольники-шаблоны для устройства рабочего шва длиной 3,75 м |
» |
2: |
|
Приспособление для погружения штырей |
» |
1 |
|
Лопаты стальные строительные (совковые) |
ГОСТ 3620-76 |
4 |
|
Лопаты (штыревые) |
То же |
4 |
|
Лопаты на длинной ручке |
» |
2 |
|
Гладилки с ручками длиной 3-3,5 м |
Изготовляются в мастерских СУ |
3 |
|
Гладилки разные |
ГОСТ 10403-80 |
6 |
|
Кельмы |
2 |
|
|
Кисти для смазки рельс-форм и торцов покрытия |
2 |
|
|
Ведра |
- |
2 |
|
Набор слесарных инструментов на каждую машину |
- |
3 |
5. КАРТА ОПЕРАЦИОННОГО КОНТРОЛЯ КАЧЕСТВА УСТРОЙСТВА ЦЕМЕНТОБЕТОННОГО ПОКРЫТИЯ АВТОМОБИЛЬНЫХ ДОРОГ
|
№ пп |
Контролируемые параметры |
Предельные отклонения |
|
1 |
Ширина выравнивающего слоя из песка, см |
Δ1 = ±10 |
|
2 |
Толщина выравнивающего слоя, см |
Δ2=±0,10 В |
|
3 |
Отметки по оси выравнивающего слоя, мм |
Δ3=±50 |
|
4 |
Поперечный уклон |
Δ4=±0,010 |
|
5 |
Ровность поверхности выравнивающего слоя при проверке трехметровой рейкой, мм |
Δ5=±7 |
|
6 |
Ширина покрытия, см |
Δ6=±5 |
|
7 |
Толщина слоя покрытия, мм |
Δ7=±15 |
|
8 |
Отметки по оси покрытия, мм |
Δ8=±50 |
|
9 |
Поперечный уклон |
Δ9=±0,010 |
|
10 |
Ровность поверхности покрытия при проверке трехметровой рейкой, мм |
Δ11=±5 |
|
11 |
Уровень смежных поверхностей швов монолит |
Δ12=±3 |
Примечания. 1. В процессе профилирования выравнивающего слоя необходимо следить, чтобы перед отвалом профилировщика был песчаный валик высотой 7-10 см.
2. Конструкции швов расширения устанавливают друг от друга на различных расстояниях в зависимости от типа основания и температуры воздуха во время укладки бетонной смеси.
3. Крайние штыри в швах сжатия устанавливают на расстоянии 0,25 м от рельс-форм, а остальные и штыри, устанавливаемые в продольном шве, на расстоянии 1 м друг от друга. Штыри погружают вибропогружателем на проектную глубину.
4. Удаление воды и цементного молока с поверхности покрытия должно производиться сразу же после уплотнения бетонной смеси до начала схватывания бетона.
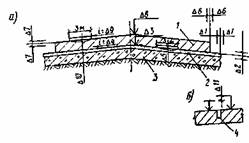
Схема устройства цементобетонного покрытия с указанием предельных отклонений: а - поперечный разрез покрытия; б - вид покрытия сбоку; 1 - цементобетонное покрытие; 2 - выравнивающий песчаный слой; 3 - цементогрунтовое основание; 4 - контрольный шов
СНиП III-40-78, ВСН 139-80
|
1 |
Основные операции, подлежащие контролю |
Профилирование и уплотнение песчаного выравнивающего слоя |
Установка конструкций швов расширения |
Распределение бетонной смеси |
Установка штырей в швах сжатия и продольном шве |
Уплотнение бетонной смеси и отделка поверхности |
|
2 |
Состав контроля (что проверяется) |
1. Толщина слоя. 2. Отметка по оси. 3. Поперечный уклон. 4. Ровность поверхности выравнивающего слоя |
Установка штырей и закладных прокладок конструкции швов расширения |
Толщина слоя |
Расположение штырей |
1. Ровность поверхности покрытия. 2. Своевременное удаление воды и цементного молока с поверхности покрытия. 3. Отметки по оси |
|
3 |
Метод и средства контроля (как и чем проверяется) |
Измерительный. 1. Мерник толщины слоя. 2. Нивелир. 3. Шаблон 4. Рейка трехметровая |
Визуальный |
Измерительный. Мерник толщины слоя |
Измерительный. Шаблон |
Измерительный, визуальный. 1. Рейка трехметровая. 2. Визуальный. 3. Нивелир |
|
4 |
Сроки контроля |
1. На 400 м2 не менее двух раз. 2, 3. Через 40 м. 4. Через 100 м |
Каждый шов расширения |
Через каждые 100 м |
Каждый третий шов |
1. В трех створах на 2. Сплошной 3. Через 40 м |
|
5 |
Должность лица, контролирующего операцию |
Мастер, лаборант |
Мастер |
Мастер, лаборант |
||
|
6 |
Наименование привлекаемой для контроля службы |
Лаборатория |
|
Лаборатория |
||
|
7 |
Должность лица, ответственного за организацию и проведение контроля |
|
Прораб |
|
||
|
8 |
Документ, в котором регистрируются результаты контроля |
Общий журнал работ. Акт на скрытые работы |
Общий журнал работ |
Общий журнал работ. Журнал лабораторных работ |
||
Перечень скрытых работ, на которые составляются акты: на устройство выравнивающего песчаного слоя.
ТЕХНОЛОГИЧЕСКАЯ КАРТА № 3
НАРЕЗКА КОНТРОЛЬНЫХ ШВОВ СЖАТИЯ В СВЕЖЕУЛОЖЕННОМ БЕТОНЕ МАШИНОЙ ДНШС-60-3М
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
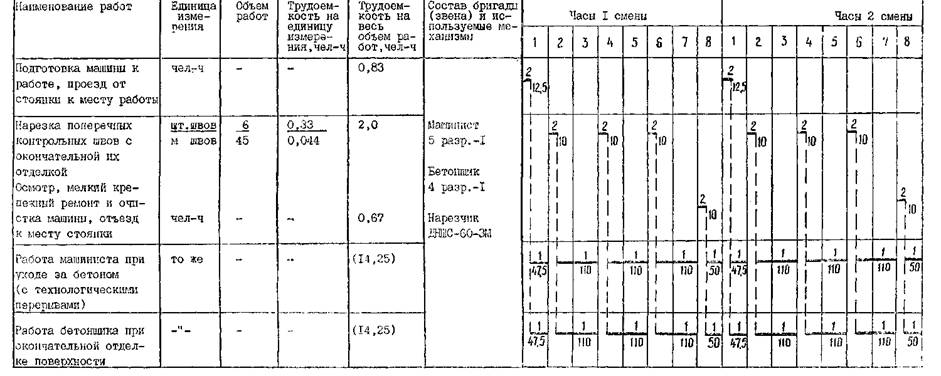
1.1. Технологическая карта составлена на устройство контрольных швов с одновременным введением полиэтиленовой прокладки в незатвердевшее цементобетонное покрытие. Контрольные швы нарезают машиной ДНШС-60-3М посередине плиты длиной 50 м при ширине покрытия 7,5 м.
Нарезчик работает в комплекте бетоноукладочных машин и двигается по рельс-формам вслед за длиннобазовой бетоноотделочной машиной ДБО-7,5 на расстоянии 15-20 м. Электроэнергию нарезчик получает от бетоноотделочной машины или от машины для нанесения пленкообразующих материалов.
Сменная производительность ДНШС-60-3М-155 м покрытия, или 23 м шва.
1.2. При применении карты необходима привязка ее к местным условиям работы с учетом конструктивных особенностей покрытия, потребности в материалах, погодных условий.
2. ТЕХНОЛОГИЯ И ОРГАНИЗАЦИЯ СТРОИТЕЛЬНОГО ПРОЦЕССА
2.1. Указания по подготовке объекта и требования к готовности предшествующих работ
2.1.1. До начала устройства швов размечают поперечные контрольные швы и отмечают деревянными колышками на обочине их положение.
2.1.2. К устройству швов в свежеуложенном бетоне приступают немедленно после отделки бетонного покрытия бетоноотделочной машиной. Все работы должны быть закончены до начала схватывания бетонной смеси.
2.1.3. Рабочие органы нарезчика должны быть в исправном состоянии.
2.2. Указания по технологии работ
2.2.1. Нарезчик ДНШС-60-3М имеет два рабочих органа: один для нарезки продольного шва, расположенный в средней части передней рамы машины и закрепленный неподвижно, второй для нарезки поперечных швов, перемещающийся по направляющим вдоль рамы нарезчиков.
При нарезке поперечных контрольных швов рабочий орган подводят к рельс-формам и устанавливают так, чтобы хвостовик вибропластины был обращен к рельс-форме (рис. 10).
2.2.2. В качестве прокладки для швов используют полиэтиленовую пленку шириной, большей глубины шва на 10 мм, а длиной, равной ширине покрытия.
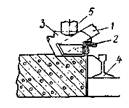
Рис. 10. Положение рабочего органа перед нарезкой поперечного шва:
1 - полиэтиленовая прокладка; 2 - головка фиксатора; 3 - вибропластина; 4 - рельс-форма; 5 - наконечник вибратора
Ленты нарезают на специальном станке, одновременно скатывая их в бухты. Отклонения линии реза ленты от прямой должны быть в пределах ±2 мм.
На месте работ бухты полиэтиленовой ленты укладывают в специальные ящики, установленные на раме нарезчика швов.
Перед установкой в шов лента должна иметь температуру в пределах +10- (-25) СС.
Бухту ленты надевают на стержень держателя так, чтобы она разматывалась по часовой стрелке (рис. 11).
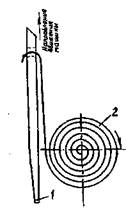
Рис. 11. Заправка полиэтиленовой ленты:
1 - вибропластина; 2 - бухта полиэтиленовой ленты
2.2.3. Для установки ленты в шов ее заправляют в прорезь вибропластины и несколько протягивают. Конец ленты на участке длиной 1,5 см обрезают, складывают вдвое и сложенный конец заводят снизу вверх в прорезь фиксатора.
Фиксатор с заправленной лентой устанавливают вплотную с рельс-формой и нажатием руки погружают до соприкосновения нижней грани ленты с поверхностью бетона.
Вибропластину подводят к фиксатору, выправляют ленту, выбирая ее слабину на бухту.
Включают вибратор и погружают фиксатор и вибропластину с лентой в бетон до упора головки фиксатора в поверхность рельс-формы. Затем включают механизм передвижения каретки и продолжают нарезку шва.
Фиксатор придерживают рукой, пока не прорежут 1,5-2 м шва, затем ленту у рельс-формы обрезают ножницами, конец ленты выпрямляют и поверхность бетона в зоне сопряжения отделывают гладилкой.
2.2.4. В конце шва при упоре вибропластины в рельс-форму муфта предельного момента срабатывает и каретка рабочего органа останавливается. После этого выключают привод лебедки, а затем вибратор; ленту обрезают и вытягивают из прорези вибропластины крючком. Вибропластину поднимают, очищают от бетонной смеси и поворотом на 180° вокруг вертикальной оси устанавливают для нарезки следующего поперечного шва.
Сопряжение ленты с рельс-формой тщательно заделывают гладилкой. Затем включают механизм передвижения машины для выхода нарезчика на линию следующего поперечного шва.
2.2.5. При нарезке всех видов швов нарезчиком ДНШС-60-3М необходимо выполнять следующие требования:
рабочие органы нарезчика должны быть в исправном состоянии;
вибропластину периодически, особенно при перерывах в работе и в конце смены, промывать водой, а по мере износа заменять;
резиновая гладилка должна быть эластичной. В процессе работы ее необходимо периодически очищать и промывать водой, а изношенную заменять новой, изготовленной из диэлектрического коврика толщиной 6-10 мм.
вибратор рабочего органа должен питаться постоянным током напряжением 36 В. Работа на пониженном напряжении не допускается;
при работе в холодную погоду полиэтиленовую ленту нужно подогревать до температуры + 10°С.
2.2.6. К качеству нарезки предъявляют следующие требования:
- шов должен быть прямолинейным; для этого нижнюю направляющую для передвижения рабочего органа ДНШС-60-ЗМ опускают несколько ниже, уменьшая тем самым длину свободного конца штанги, на которой крепится рабочий орган;
- лента должна быть установлена вертикально и омоноличена бетоном на всю глубину; наплывы бетона у ленты, отклонения ленты от вертикального положения, зазоры и щели между бетоном и лентой не допускаются;
- на пересечениях поперечных швов с продольным перерезают ленту продольного шва, лента поперечного шва должна быть цельной; концы ленты продольного шва должны быть уложены под прямым углом к ленте поперечного шва и соприкасаться с ней; не разрешается оставлять концы ленты загнутыми;
- поверхность бетона у шва должна быть тщательно отделана и не иметь возвышений и впадин, превышение одной кромки шва над другой должна составлять не более 3 мм.
- глубина заложения полиэтиленовой ленты при устройстве поперечных швов должна быть не менее 1/4 толщины покрытия (5,5 см). Лента должна выступать из шва над поверхностью бетона на 0,5 - 1 см.
Таблица 3.10
2.2.7. Дефекты, возникающие при работе рабочего органа нарезчика, и способы их устранения
|
Наименование |
Возможные причины |
Способы устранения |
|
Лента рвется при закладке в бетон |
Прорезь вибропластины имеет заусеницы или забита бетоном |
Очистить прорезь, устранить заусеницы |
|
2. Ширина ленты больше прорези |
Заправить пластину лентой требуемой ширины |
|
|
3. Лента неправильно заправлена в прорезь вибропластины |
Ленту заправить с правой стороны; разматывание ленты с катушки должно проходить по часовой стрелке |
|
|
Плохое сцепление ленты с бетоном |
Недостаточная вибрация вибропластины вследствие неисправности вибратора, обрыва гибкого шланга, недостаточного напряжения тока, неправильной установки резиновых амортизаторов на валу колонки |
Устранить неисправности в моторе или гибком шланге; отрегулировать напряжение, исправить установку резиновых амортизаторов |
|
Высокая скорость перемещения рабочего органа |
Снизить скорость перемещения рабочего органа |
|
|
Скалывание и разрушение бетона, при этом лента не омоноличивается |
Упущено время нарезки швов, началось схватывание бетона |
На участке, на котором началось схватывание бетона, нарезку швов прекратить, а нарезчик ДНШС-60-ЗМ переместить на участок со свежеуложенным бетоном |
|
Вибропластина перекошена или загрязнена затвердевшим бетоном |
Пластину установить так, чтобы ее плоскость совпадала с вертикальной плоскостью шва и очистить |
|
|
При включении электродвигатель не работает |
Загрязнились или истерлись щетки кольца |
Зачистить щетки и притереть их к поверхности кольца, а при необходимости - заменить |
|
При включении электродвигатель гудит, а вал ротора не вращается или вращается медленно |
Нет напряжения в одной из фаз, ослаб контакт в выключателе |
Проверить сеть и контактные соединения |
|
Сильно греется рубильник вибратора |
Изношены шарикоподшипники, отсутствует или загрязнена смазка вибратора |
Сменить подшипники проверить и обновить смазку |
|
Корпус вибратора находится под напряжением |
Замыкание токоведущих частей на корпус |
Найти и устранить замыкание |
|
Гибкий вал скручивается |
Нарушена центровка между электродвигателем и вибратором |
Исправить центровку |
2.2.8. Если в условиях континентального климата или в условиях резкого суточного перепада температур швы в свежеуложенном бетоне предварительно не нарезали, то для предохранения бетона от температурных трещин применяют следующий способ.
На ранней стадии твердения, когда прочность бетона достигнет 50-70 кг/см2, в бетонном покрытии делают прорези на глубину 1/4 - 1/3 толщины покрытия. Для этого применяют самоходный нарезчик конструкции ПКБ Главстроймеханизации, в конструкцию которого внесены следующие усовершенствования:
- установлены вариатор, позволяющий увеличивать скорость вращения режущих дисков с 3260 до 4500 об/мин, а также вариатор в цепи привода кареток, позволяющий увеличивать скорость подачи кареток с режущими дисками в пределах от 0,3 до 1,2 м/мин.
Для нарезки прорезей на шпиндели режущих головок нарезчика ставят по одному алмазному диску и увеличивают скорость вращения режущих дисков и скорость подачи кареток.
После того как бетон наберет прочность не менее 100 кг/см2, в обычном порядке нарезают пазы швов сжатия, в том числе и на прорезях.
2.3. Указания по организации труда
2.3.1. Работы по нарезке контрольных поперечных швов в свежеуложенном бетоне нарезчиком ДНШС-60-3М выполняют:
Машинист - 5 разр.- 1
Бетонщик - 4 » -1,
которые привлекаются по мере необходимости.
2.3.2. Машинист является старшим в звене и ответственным за качество устройства и отделки швов. Во время нарезки швов он управляет машиной, наблюдает за правильной работой рабочих органов, следит за тем, чтобы лента хорошо сцеплялась с бетоном. Он заправляет ленту в прорезь вибропластины и выполняет другие операции, связанные с нарезкой швов. В начале смены машинист готовит машину к работе, а в конце смены очищает ее.
Бетонщик заправляет ленту в фиксатор и придерживает его рукой при нарезке в начале шва, обрезает ленту, извлекает фиксатор, очищает его от бетонной смеси, обрабатывает поверхность покрытия у шва и в местах сопряжения. Бетонщик периодически очищает и промывает водой вибропластину и резиновую гладилку, а в начале и в конце смены помогает машинисту в подготовке машины к работе, уборке рабочего места, а также нарезает рулонный полиэтилен на ленты и сращивает концы лент для продольных швов.
В свободное время машинист нарезчика ДНШС-60-3М управляет машиной ЭНЦ-3 для розлива пленкообразующих материалов при уходе за бетоном, а бетонщик 4 разр. помогает бетонщикам в окончательной отделке поверхности и кромок бетонного покрытия.
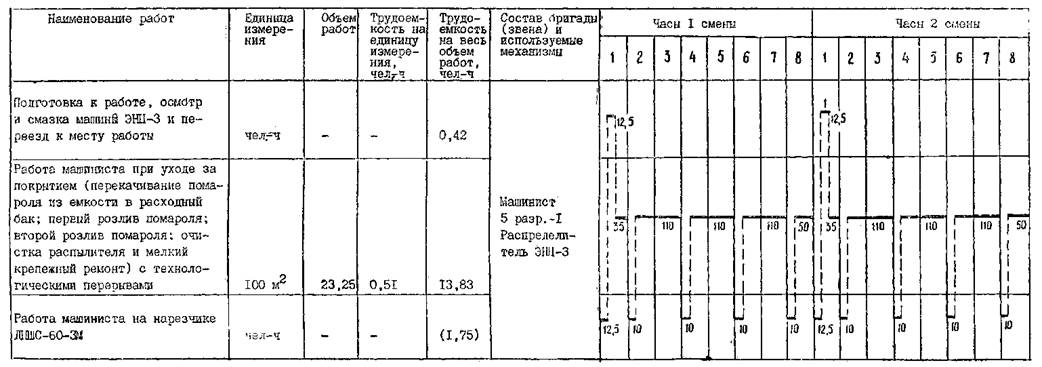
2.4. График выполнения работ по устройству контрольных швов с эластичной прокладкой нарезчиком ДНШС-60-3М в цементобетонном покрытии шириной 7,5 м на двух сменных захватках длиной 310 м (45 м швов)
Итого на две захватки (2325 м2) 3,5
Примечания: 1. Цифры над линией - количество рабочих, занятых в операции, цифры под линией - продолжительность операции в минутах.
2. Затраты труда машиниста и бетонщика по уходу за бетоном (показанные в скобках) учтены в карте № 4.
Сопряжения прокладок с рельс-формами должны быть под углом 90°. Зазор между рельс-формой и концом ленты не должен превышать 15 мм.
Таблица 3.11
2.5. Калькуляций затрат труда на устройство швов в свежеуложенном бетоне с эластичной прокладкой нарезчиком ДНШС-60-3М на двух захватках длиной 310 м
|
Шифр норм и числовые значения поправочных коэффициентов |
Содержание работ |
Состав звена |
Единица измерения |
На единицу |
Объем работ |
На конечную продукцию |
||||
|
норма затрат труда, чел.-ч |
расценка, руб.-коп. |
норма времени использования машин, маш.-ч |
нормативная трудоемкость, чел.-ч |
сумма заработной платы, руб.-коп. |
нормативное время использования машин, маш.-ч |
|||||
|
ЕНиР-17, § 17-19, № 1 |
Нарезка поперечных швов сжатия |
Машинист 4 разр.-1 Бетонщик 4 разр.- 1 |
100 м шва |
6,8 |
4-25 |
3,4 |
0,45 |
3,06 |
1-91 |
1,53 |
|
ЕНиР, общая часть, п. 4 |
Нарезка полиэтиленовой ленты на специальном станке для резки изола |
Бетонщики: 4 разр.- 1 3 » -1 |
100 м шва |
0,97 |
0-60 |
- |
0,45 |
0,44 |
0-27 |
- |
|
Итого: на две захватки длиной 310 м (2325 м2) на 1000 м2 покрытия |
3,5 |
2-18 |
1,53 |
|||||||
|
1,5 |
0-94 |
0,66 |
||||||||
|
0,19 чел.-дня |
0,08 маш.-ч. |
|||||||||
2.6. Указания по технике безопасности
2.6.1. При работе с нарезчиком ДНШС-60-3М необходимо соблюдать следующие правила техники безопасности:
- рабочие-бетонщики при отделке швов вручную должны, пользоваться резиновыми перчатками;
- запрещается заправлять ленту в прорезь вибропластины при включенном электродвигателе вибратора, а также производить смазку, регулировку или какие-либо другие исправления на ходу машины;
- машинисту нарезчика запрещается резко погружать рабочий орган в обрабатываемый бетон, оставлять без надзора машину при включенном вибраторе. Запрещается пригружать вибронож для его вдавливания;
- необходимо постоянно следить за исправным состоянием кабеля, соединяющего нарезчик с источником питания электроэнергией, не допускать натяжения, скручивания и попадания кабеля на рельс-формы;
- при перерывах в работе и после окончания работ на участках с большим продольным уклоном необходимо застопорить ходовую часть.
Машинист нарезчика должен постоянно обеспечивать надежное заземление понижающего трансформатора машины.
Таблица 3.12
3. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
|
Наименование показателей |
Количество |
|
Затраты труда на 1000 м2, чел.-дней |
0,19 |
|
Затраты машинного времени на 1000 м2, маш.-смен |
0,08 |
|
Выработка на одного рабочего в смену, м шва |
102,86 |
4. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ
Таблица 3.13
4.1. Потребность в материалах на 100 м шва
|
Наименование |
ГОСТ |
Количество |
|
|
На две смены |
На 1000 м2 |
||
|
Лента полиэтиленовая (шириной 6,5 см) |
3,100 47,7 |
1,33 0,52 |
|
Таблица 3.14
4.2. Потребность в машинах, оборудовании, инструменте, инвентаре, приспособлениях
|
Наименование |
Марка, ГОСТ |
Количество, шт. |
|
Нарезчик швов |
ДНШС-60-3М |
1 |
|
Станок для резания рулонного полиэтилена |
- |
1 |
|
Скалка (труба диаметром 51 мм, длиной 40-50 см) |
1 |
|
|
Нож для резания полиэтилена |
ГОСТ 18975-73 |
1 |
|
Гладилка с прорезью |
Изготовляется в мастерских СУ |
1 |
|
Гладилка удлиненная |
То же |
1 |
|
Крючок |
» |
1 |
|
Лопаточка металлическая |
1 |
5. КАРТА ОПЕРАЦИОННОГО КОНТРОЛЯ КАЧЕСТВА НАРЕЗКИ КОНТРОЛЬНЫХ ПОПЕРЕЧНЫХ ШВОВ СЖАТИЯ В СВЕЖЕУЛОЖЕННОМ БЕТОНЕ ПОКРЫТИЙ АВТОДОРОГ МОДЕРНИЗИРОВАННЫМ НАРЕЗЧИКОМ ШВОВ ДНШС-60-3М
|
№ пп |
Контролируемые параметры |
Предельные отклонения, мм |
|
1 |
Прямолинейность шва |
±3 |
|
2 |
Отметки кромок шва |
3 |
|
3 |
Высота выступающей над покрытием части пленки |
±5 |
Примечания. 1. Глубина нарезаемых швов должна быть не менее 1/4 толщины покрытия.
2. Полиэтиленовая лента должна быть омоноличена бетоном по всей глубине шва.
3. Не допускаются наплывы бетона у ленты и отклонения ленты от вертикального положения.
СНиП III-40-78, ВСН 139-80
|
1 |
Основные операции, подлежащие контролю |
Нарезка контрольных швов в свежеуложенном бетоне |
|
2 |
Состав контроля (что проверяется) |
Прямолинейность швов. Глубина шва и вертикальность заложения ленты. Отметки кромок шва. Омоноличивание ленты с бетоном |
|
3 |
Метод и средства контроля (как и чем проверяется) |
Измерительный, визуальный. Шнур капроновый длиной 8 м, угольник и лента мерная с делениями |
|
4 |
Сроки контроля |
Каждый шов |
|
5 |
Должность лица, контролирующего операцию |
Мастер |
|
6 |
Наименование привлекаемой для контроля службы |
- |
|
7 |
Должность лица, ответственного за организацию и обеспечение контроля |
Прораб |
|
8 |
Документ, в котором регистрируются результаты контроля |
Общий журнал работ |
Перечень скрытых работ, на которые составляются акты: не составляются.
ТЕХНОЛОГИЧЕСКАЯ КАРТА № 4
УХОД ЗА СВЕЖЕУЛОЖЕННЫМ БЕТОНОМ
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1.Технологическая карта предусматривает уход за свежеуложенным цементобетонным покрытием (толщиной 22 см,, шириной 7,5 м), пленкообразующим материалом ПМ-100АМ (помароль) за два прохода распределителя машины ЭНЦ-3 с общей нормой розлива 0,4 кг на 1 м2 поверхности при температуре воздуха не выше +25°С.
1.2.Состав и свойства пленкообразующего материала «помароль» должны соответствовать требованиям «Инструкции по строительству цементобетонных покрытий автомобильных дорог», ВСН 139-80, М., ВПТИтрансстрой, 1980.
Помароль выпускается промышленностью и доставляется в металлических бочках.
1.3. Уход за покрытием пленкообразующим материалом выполняют в две смены. Для успешного выполнения работ на участок заранее доставляют бочки с помаролем. Длина сменной захватки определена производительностью комплекта бетоноукладочных машин и составляет 155 м (1162 м2 покрытия).
1.4. При привязке технологической карты к местным условиям должны быть учтены конструктивные особенности покрытия, длина сменной захватки и способ ухода за бетоном.
2. ТЕХНОЛОГИЯ И ОРГАНИЗАЦИЯ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
2.1. Помароль наносят на свежеуложенный бетон после окончательной отделки покрытия, удаления с его поверхности цементного молока и воды, выделившихся в процессе вибрирования бетонной смеси и устройства швов в свежеуложенном бетоне.
До нанесения пленкообразующего материала покрытие укрывают влажной мешковиной, тентами или полиэтиленовой пленкой.
2.2. Указания по технологии работ
2.2.1. Последовательность выполнения и описание методов производства работ
2.2.1.1. Помароль наносят на поверхность свежеуложенного покрытия в сухую погоду при температуре воздуха не ниже + 5°С через 5-30 мин после отделки покрытия (определяется по отсутствию влаги на ладони от прикосновения к бетону).
2.2.1.2. Помароль наносят на свежеуложенный бетон распределителем пленкообразующих материалов машиной ЭНЦ-3, технологически связанной с комплектом бетоноукладочных машин.
Бак для хранения пленкообразующих материалов емкостью 1200 л установлен на платформе ЭНЦ-3. Из этого бака помароль насосом перекачивается в расходный бак емкостью 200 л.
Рабочая скорость передвижения машины (1,5 м/мин) и скорость перемещения каретки с распылителем (0,8 м/с) постоянные.
2.2.1.3. Чтобы обеспечить норму розлива помароля, машинист подбирает распылительное сопло (по диаметру выходного отверстия распылителя) из набора распылителей, а также давление в системе нагнетания (от 2,5 до 5 кгс/см2).
Ширина полосы распределения помароля после прохода каретки с распылителем составляет 45-50 см при высоте подвески распылителя над покрытием 25-30 см.
Для получения более качественной и прочной пленки на поверхности бетона помароль наносят за два раза по норме розлива 0,2 кг/м2 за один раз.
2.2.1.4. Перед нанесением первого слоя помароля машину перемещают от места стоянки к началу участка свежеуложенного бетона, включают механизм передвижения каретки с распылителем и компрессор, который нагнетает пленкообразующую жидкость из расходного бака через шланг к соплу распылителя. Движением машины по рельс-формам вдоль обрабатываемого участка и движением каретки с распылителем по раме машины осуществляется распыление пленкообразующей жидкости, так как рабочая скорость машины ЭНЦ-3 выше, чем скорость бетоноукладочного комплекта, розлив помароля производят по мере готовности покрытия небольшими участками длиной в среднем 14 м.
2.2.1.5. По окончании распределения помароля на участке, машину останавливают, перекрывая при этом краник сопла. Как только бетоноукладочный комплект создаст достаточный фронт работ для распылителя, обрабатывают следующий участок. Обработав второй участок, перемещают машину к началу первого и наносят второй слой пленкообразующего материала.
2.2.1.6. После распределения второго слоя помароля на первом участке машину подают на третий участок, а после обработки его возвращают на предыдущий участок для нанесения второго слоя, который наносят через 30-60 мин после первого. Дефектные места (пропуски, сухие полосы) устраняют повторным проходом машины ЭНЦ-3.
2.2.1.7. При необходимости, во время ожидания готовности очередного участка свежеуложенного бетонного покрытия, помароль из емкости, находящейся на платформе машины, перекачивают в расходный бак распределителя ЭНЦ-3.
2.2.1.8. Закончив нанесение пленкообразующего материала на сменной захватке, машинист возвращает машину ЭНЦ-3 назад на расстояние 25-30 м, чтобы в промежуток между краем сменной захватки и машиной ЭНЦ-3 мог разместиться комплект бетоноукладочных машин для того, чтобы в начале следующей смены бетоноукладчик мог сразу приступить к распределению бетонной смеси, начиная от края предыдущей сменной захватки.
2.3. Указания по организации труда
2.3.1. Распределение пленкообразующих материалов осуществляет машинист ЭНЦ-3 5 разр., который во время технологических перерывов управляет нарезчиком ДНШС-60-3М (см. технологическую карту № 3).
2.3.2. В начале смены он проверяет готовность машины к работе, устраняет мелкие неисправности, производит заправку горючим и водой; занимается подбором основных регулируемых параметров распылительного сопла, давления; проверяет фактический расход помароля и его наличие в расходном баке машины. При наполнении расходной емкости машинист тщательно перемешивает помароль вручную в емкости, находящейся на платформе, а затем перекачивает его в расходную емкость. В промежутках между распылением он прочищает сопло распылителя.
Отдых машинисту следует совмещать по времени с технологическими перерывами, связанными с ожиданием готовности следующего участка работ. Технический уход за машиной, заправку емкости, установленной на машине, производят по мере необходимости во время технологических перерывов.
К уходу за свежеуложенным бетоном следует приступать после того, как комплектом бетоноукладочных машин будет отделан участок покрытия длиной не менее 12-16 м.
За 50 мин до окончания смены машинист бетоноукладочных машин должен прекратить укладку и уплотнение бетонной смеси с таким расчетом, чтобы к концу смены можно было обработать покрытие помаролем.
2.4. График выполнения работ по уходу за свежеуложенным покрытием путем розлива пленкообразующего материала «помароль» распределителем ЭНЦ-3 на двух сменных захватках длиной 310 м цементобетонного покрытия (2325 м2)
Итого на 2325 м2 - 14,15
на 1000 м2 - 6,1; - 0,76 чел.-дн
Примечания. 1. Цифры под линией - продолжительность операции в минутах.
2. Время на отдых машиниста включено в трудоемкость работ (по 8 мин на каждый час).
3. Затраты труда машиниста на нарезчике ДНШС-60-3М учтены в карте № 3.
Таблица 4.15
2.5. Калькуляция затрат труда на уход за свежеуложенным цементобетонным покрытием пленкообразующим материалом «помароль» распределителем ЭНЦ-3 на двух захватках длиной 310 м цементобетонного покрытия (или 2325 м2)
|
Шифр норм. Шифр и числовые значения поправочных коэффициентов |
Содержание работ |
Состав звена |
Единица измерения |
На единицу |
Объем работ |
На конечную продукцию |
||||
|
норма затрат труда, чел.-ч |
расценка, руб.- коп. |
норма времени использования машин, маш.-ч |
Нормативная трудоемкость, чел.-ч |
сумма заработной платы, руб,-коп. |
нормативное время использования машин, маш.-ч |
|||||
|
ТНиР 92-3, § Т92-3-2, № 4 |
Нанесение помароля на поверхность свежеуложенного цементобетошюго покрытия машиной ЭНЦ-3 за два раза |
Машинист 5 разр.-1 |
100 м2 покрытия |
0,17 |
0-11,9 |
0,17 |
23,25 |
3,95 |
2-77 |
3,95 |
|
Итого: на две захватки длиной 310 м (2325 м2) на 1000 м2 |
3,95 |
2-77 |
3,95 |
|||||||
|
1,7 |
1 - 19 |
1,7 |
||||||||
|
0,2 чел.-дня |
0,2 маш.-смен |
|||||||||
2.6. Указания по технике безопасности
2.6.1. Во время нанесения помароля машиной ЭНЦ-3 на поверхность свежеуложенного бетона необходимо соблюдать следующие указания:
- во время работы машинист обязан быть в комбинезоне, брезентовых рукавицах, головном уборе и защитных очках;
- при попадании пленкообразующей жидкости на кожу рук и лица следует немедленно вымыть их керосином, а затем теплой водой с мылом и насухо протереть;
- вблизи емкостей и расходного бака с помаролем нельзя курить и зажигать огонь вблизи распределителя;
- во время нанесения помароля или во время перемещения машины ЭНЦ-3 вдоль полосы машинист должен постоянно находиться на рабочем мостике у пульта управления механизма;
- машину ЭНЦ-3 необходимо заправлять только механизированным способом (специальной насосной установкой, вакуумным устройством); следить за целостью шлангов и надежностью их крепления; работать следует с установленным над распылителем защитным кожухом; без искрогасителя на выхлопной трубе двигателя электростанции, при неисправности и искрящемся электрооборудовании работа категорически запрещается.
Таблица 4.16
3. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
|
Наименование показателей |
Количество |
|
Затраты труда на 1000 м2 цементобетонного покрытия, |
0,2 |
|
Затраты машинного времени на 1000 м2 цементобетонного |
0,2 |
4. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ
Таблица 4.17
4.1. Потребность в материалах
|
Наименование |
Марка |
Количество, кг |
|
|
На 1000 м2 |
На две захватки (2325 м2) |
||
|
Помароль |
ПМ-100АМ |
400,4 |
930,9 |
Примечание. Потребность пленкообразующего материала определена для нормы розлива 400 г/м2.
Таблица 4.18
4.2. Потребность в машинах, оборудовании, инструменте, инвентаре, приспособлениях
5. КАРТА ОПЕРАЦИОННОГО КОНТРОЛЯ КАЧЕСТВА УХОДА ЗА СВЕЖЕУЛОЖЕННЫМ БЕТОНОМ
Примечания. 1. Пленкообразующий материал должен покрывать ровным слоем всю поверхность свежеуложенного бетона.
2. Равномерность распределения слоя контролируют розливом по пленке на площади 20×20 см раствора фенолфталеина или соляной кислоты; на площади 100 см2 должно быть не более двух точек вспенивания или покраснения.
СНиП III-40-78; ВСН 139-80
|
1 |
Основные операции, подлежащие контролю |
Уход за бетоном |
|
2 |
Состав контроля (что проверяется) |
Равномерность распределения пленкообразующего материала |
|
3 |
Метод и средства контроля (как и чем проверяется) |
Измерительный. Розлив по пленке химического реактива |
|
4 |
Сроки контроля |
Одно испытание в смену |
|
5 |
Должность лица, контролирующего операцию |
Мастер, лаборант |
|
6 |
Наименование привлекаемой для контроля службы |
Лаборатория |
|
7 |
Должность лица, ответственного за организацию и обеспечение контроля |
Прораб |
|
8 |
Документ, в котором регистрируются результаты контроля |
Общий журнал работ |
Перечень скрытых работ, на которые составляются акты: не составляются.
ТЕХНОЛОГИЧЕСКАЯ КАРТА № 5
НАРЕЗКА ТЕМПЕРАТУРНЫХ ШВОВ В ЗАТВЕРДЕВШЕМ ЦЕМЕНТОБЕТОННОМ ПОКРЫТИИ НАРЕЗЧИКАМИ
ШВОВ С АЛМАЗНЫМИ ДИСКАМИ ДС-112 И ДС-П5
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1. Технологическая карта предусматривает нарезку поперечных деформационных швов нарезчиком ДС-112 и продольных швов нарезчиком ДС-115 в затвердевшем цементобетонном покрытии шириной 7,5 м, толщиной 22 см. Нарезка поперечных швов сжатия предусмотрена через 5 м, швов расширения через 50 м, контрольных швов через 25 м, глубина поперечных швов сжатия-5,5 см, глубина верхней части паза шва сжатия-3 см, ширина 0,8-1,0 см, глубина паза продольного шва-до 3 см.
Контрольные швы нарезают по заложенной в свежеуложенный бетон изоловой ленте (комбинированный способ).
1.2. В состав работ, рассматриваемых технологической картой, входят:
- разметка швов;
- подготовка нарезчика швов к работе;
- нарезка швов;
- заключительные работы.
1.3. Нарезку поперечных деформационных швов нарезчиком ДС-112 производят в одну смену ежедневно на захватке, равной длине двух сменных захваток потока по устройству покрытия, что составляет 310 м.
Нарезку продольного шва нарезчиком ДС-115 производят на захватке длиной 465 м.
Работы ведутся в одну смену два дня подряд с пропуском на третий день.
1.4. При привязке технологической карты к местным условиям должны быть учтены ширина и толщина покрытия, способы устройства контрольных швов' и швов расширения.
2. ТЕХНОЛОГИЯ И ОРГАНИЗАЦИЯ СТРОИТЕЛЬНОГО ПРОЦЕССА
2.1. Указания по подготовке и требования к готовности предшествующих работ
2.1.1. До начала нарезки швов бетонное покрытие должно набрать необходимую прочность на участке длиной не менее 310 м при нарезке поперечных швов и не менее 465 м при нарезке продольного шва, рельс-формы должны быть сняты; и выполнена первая стадия нарезки контрольных швов.
2.1.2. Нарезать швы в затвердевшем бетоне следует при достижении бетоном прочности 80-100 кг/см2, что совпадает с допустимым временем снятия рельс-форм. Время для набора' бетоном прочности зависит от температуры воздуха; (табл. 5.19).
Таблица 5.19
|
Средняя температура воздуха, °С |
25-30 |
15-25 |
5-15 |
5 |
|
Время, ч |
6-8 |
10-12 |
15-20 |
24-30 |
Во всех случаях начало нарезки швов определяет строительная лаборатория.
2.2. Схема организации рабочей зоны в период производства работ (рис. 12)
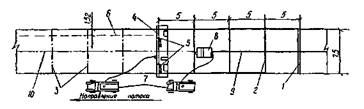
Рис. 12. Технологическая схема нарезки швов нарезчиками ДС-112 и ДС-115:
1 - шов расширения; 2 - шов сжатия; 3 - разметка поперечных швов- 4 - нарезчик швов ДС-112; 5 - каретки с режущими кругами; 6 - линия движения колес нарезчика швов ДС-112; 7 - поливомоечные машины; 8 - нарезчик швов ДС-115; 9 - продольный шов; 10 - разметка продольного шва
2.3. Указания по технологии работ
2.3.1. Последовательность выполнения операций
Нарезку швов в затвердевшем бетоне выполняют в следующем порядке:
размечают линии швов;
устанавливают нарезчик на линию шва с наведением рабочего органа на шов;
заглубляют режущие круги и нарезают шов;
извлекают режущие круги и перемещают каретки; заменяют режущие круги; переводят нарезчик к следующему шву; подключают и отключают шланги для подачи воды.
2.3.2. Описание методов производства работ
2.3.2.1. Разметка швов и подготовка нарезчиков к работе
Для нарезки поперечных швов на одной стороне покрытия (правой или левой) на расстоянии 1,52 м от кромки покрытия намечают линию движения колес нарезчика швов ДС-112.
Размечают поперечные швы, для этого вдоль одной стороны покрытия забивают через каждые 5 м штыри и прочерчивают по угольнику линию шва под углом 90° к кромке покрытия (к оси покрытия).
Направляющий брус для кареток устанавливают по поперечному профилю покрытия двускатному или односкатному.
На каждый шпиндель нарезчика ДС-112 ставят пакет алмазных кругов разных диаметров (внутренний круг диаметром 320 мм, наружные круги-250 мм) для нарезки поперечных швов ступенчатого сечения, два-три режущих круга одного диаметра для нарезки верхней части контрольного шва, один или два круга (в зависимости от способа нарезки) - для устройства паза шва расширения.
На покрытии намечают линию продольного шва (натягивают шнур и закрепляют его дюбелем или отбивают линию шнуром, натертым мелом).
Для нарезки продольного шва на шпиндели нарезчика ДС-115 ставят режущие алмазные круги разных диаметров (на первый шпиндель-пакет из двух-трех кругов диаметром 250 мм, на второй шпиндель один круг диаметром 320 мм).
Каретки нарезчиков регулируют так, чтобы режущие круги на шпинделях находились точно на одной прямой линии.
На обочине около нарезчиков располагают поливомоечную машину, заправленную водой, и соединяют ее шлангом с нарезчиками.
При наличии на покрытии песчаного термоизолирующего слоя до нарезки шва песок очищают по линии шва на ширину 15-20 см, по обеим линиям движения колес нарезчиков швов на ширину 0,5-0,6 м.
В тех случаях, когда на поверхность нанесены пленкообразующие материалы и колеса нарезчика пробуксовывают, по линии движения колес рассыпают песок.
2.3.2.2. Нарезка швов
Поперечные деформационные швы нарезают в затвердевшем бетоне нарезчиком ДС-112 алмазно-сегментными кругами в односкатных или двускатных покрытиях шириной до 7,5 м, имеющих продольный уклон не более 2%.
Нарезчик устанавливают так, чтобы режущие круги разместились точно над линией шва. Для этого каретки центрируют над швом поочередно: под левые колеса нарезчика швов ставят подкладки и передвижением правых колес наводят правую каретку на линию шва. Затем подкладки ставят под правые колеса и движением колес левой стороны устанавливают на линию шва левую каретку.
После наводки режущих кругов на шов нарезчик устанавливают на аутригеры, а затем с помощью механизма наводки окончательно выправляют положение кареток с режущими дисками над швом и опускают их к поверхности бетонного покрытия. Включают механизм вращения кругов, и, когда просвет между режущими кругами и бетонным покрытием достигнет 50 - 70 мм, включают насос подачи воды (у модернизированных нарезчиков подача воды или охлаждающей жидкости включается автоматически).
Подачу кареток (скорость резания) устанавливают в зависимости от прочности бетона и глубины шва, ориентировочно она составляет 0,8 - 1 м/мин, при этом на режущих кромках кругов не должно появляться искрение.
Швы нарезают в автоматическом режиме. Каждой кареткой нарезают шов на половине ширины покрытия: правой кареткой от правой кромки до середины покрытия; левой от середины покрытия до левой кромки. Заглубление режущих кругов контролируют визуально. Когда алмазные круги заглубятся до крайнего нижнего положения, срабатывает выключатель конечный нижний и каретки изменяют движение на рабочий ход. После нарезки шва при извлечении кругов срабатывает выключатель конечный верхний и каретки изменяют движение на обратный ход, автоматически переключается подача воды. Поднимают аутригеры, и нарезчик швов перемещается к следующему шву.
Не рекомендуется длительная (более 5 мин) работа нарезчика с закрытым клапаном подачи охлаждающей жидкости, т.е. с поднятым в транспортное положение и вращающимися вхолостую режущими кругами. В этом случае необходимо выключить сцепление двигателя, приводящего центробежный насос.
Первый нарезанный шов осматривают, делают промеры глубины и ширины шва и по этим данным окончательно регулируют положение режущих кругов. Уширение шва на стыках участков каждой пары кругов указывает на отклонение положения кругов от прямой линии.
Верхнюю уширенную часть контрольных швов, ранее нарезанных в свежеуложенном бетоне, нарезают пакетом из 2 - 3 алмазных кругов одного диаметра.
Паз шва расширения нарезают нарезчиком ДС-112 точно над заложенной в бетоне доской. Ориентиром служит ровная трещина, образовавшаяся в результате усадки бетона над деревянной прокладкой. При этом ширину паза делают на 3 - 5 мм больше закладной доски.
Нарезают шов одним из следующих способов:
над доской делают две параллельные прорези двумя алмазными кругами, между которыми ставят металлическую прокладку (на каждом шпинделе нарезчика);
прорези делают одним кругом на каждом шпинделе поочередно с одной стороны доски, потом с другой стороны.
В обоих случаях бетонный гребень между прорезями выкалывают зубилом.
Продольный шов нарезают в затвердевшем бетоне нарезчиком ДС-115 с алмазными сегментными кругами. Нарезчик ДС-115 устанавливают так, чтобы режущие круги и указатель курса разместились точно над линией шва.
После этого подключают шланг поливомоечной машины и приступают к нарезке шва: пускают воду (СОЖ), включают в работу режущие круги и заглубляют их в бетон. Подачу машины регулируют в зависимости от прочности бетона и глубины шва, ориентировочно она составляет 1,2 - 1,5 м/мин. Резание алмазными кругами должно происходить при отсутствии искрения.
Первый отрезок нарезанного шва осматривают, промеряют глубину и ширину шва и по этим данным регулируют положение режущих кругов. Уширение шва показывает на отклонение положения режущих кругов от вертикальной плоскости.
Если на кромках швов образуются сколы более 2 - 3 мм, причиной образования которых может быть малая прочность бетона, работу по нарезке швов временно прекращают до набора бетоном достаточной прочности.
При нарезке швов режущие круги непрерывно охлаждают водой. В целях повышения скорости резания и сохранения алмазных кругов рекомендуется вместо воды применять смазывающе-охлаждающую жидкость (СОЖ) следующего состава: гудрон от хлопкового масла-10 кг, каустическая сода - 0,35 кг, вода - 1000 л.
2.3.2.3. Заключительные работы
В конце работы рабочие органы нарезчиков очищают и моют водой. Алмазные круги снимают, смазывают и сдают в кладовую на хранение.
Если шов заполняют мастиками не сразу после нарезки шва, а со значительным разрывом по времени, принимают меры от загрязнения шва и по защите его от выветривания. Для этого шов покрывают пергамином и засыпают песком. На участках с песчаным термоизоляционным слоем проверяют качество засыпки и исправляют дефектные места.
2.3.3. Во время нарезки швов мастер должен руководствоваться картой операционного контроля качества (разд. 5).
2.4. Указания по организации труда
2.4.1. Для работы по нарезке поперечных швов организуют звено следующего состава:
Машинист нарезчика ДС-112 - 4 разр.- 1
Помощник машиниста - 3 » -1
Для работы по нарезке продольного шва организуют звено следующего состава:
Машинист нарезчика ДС-115 - 4 разр.- 1
Помощник машиниста - 3 » -1
При наличии на покрытии песчаного термоизоляционного слоя в состав звена включают 1 - 2 дорожных рабочих.
2.4.2 При выполнении операций по нарезке шва машинист управляет нарезчиком, а помощник машиниста подключает и переносит шланги, промывает шов водой, посыпает песком линии движения колес нарезчика, помогает машинисту в установке нарезчика и в уходе за ним.
Отдых рабочим в течение смены предоставляют поочередно. Во время отдыха машиниста его подменяет помощник. Для этого помощник должен уметь управлять машиной и иметь на это соответствующие права.
Участок работ обеспечивают вагончиком для мастера и кладовой, бачком с питьевой водой, умывальником и медицинской аптечкой, а также средствами ограждения участка работ шлагбаумами и дорожными знаками.
2.5. График выполнения работ по нарезке швов в затвердевшем бетоне
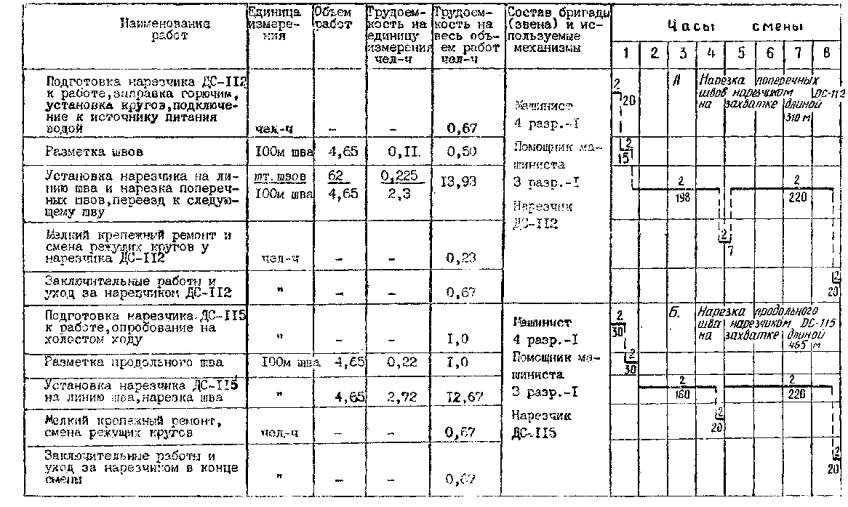
Примечания. 1. Цифры над линией - количестве рабочих, занятые а операции, цифры под линией - продолжительность операции в мин.
2. Затраты труда на доставку соды, очистку от песка полос под колесами назрезчиков (в случае засыпки поверхности песком) с последующей засыпкой песком в график не включены.
3. Отдых рабочим предусмотрен в размере 10% продолжительности смены.
Таблица 5.20
2.6. Калькуляция затрат труда на нарезку швов в затвердевшем бетоне
|
Шифр норм я числовые значения поправочных коэффициентов |
Содержание работ |
Состав звена |
Единица измерения |
На единицу |
Объем работ |
На конечную продукцию |
||||
|
норма затрат труда, чел.-ч |
расценка, руб.-коп. |
норма времени использования машин, маш.-ч |
нормативная трудоемкость, чел.-ч |
сумма заработной платы, руб.-коп. |
нормативное время использования машин, маш.-ч |
|||||
|
А. Нарезка поперечных швов нарезчиком ДС-112 на захватке длиной 310 м |
||||||||||
|
ТНиР-92, выпуск 3, § Т92-3-4 |
Нарезка поперечных швов в затвердевшем бетоне нарезчиком ДС-112: разметка швов, заглубление режущих кругов и нарезка швов, переезд к следующему шву, подключение и отключение шлангов для подачи воды |
Машинист нарезчика ДС-112 4 разр.- 1 Помощник машиниста 3 разр,-1 |
100 м шва |
3,4 |
2-01 |
1,7 |
4,65 |
15,81 |
9-35 |
7,91 |
|
Итого: на захватку длиной 310 м (465 м швов) на 1000 м швов на 1000 м2 покрытия |
15,81 |
9-35 |
7,91 |
|||||||
|
34 чел.-ч |
20-10 |
17 маш.-ч |
||||||||
|
4,25 чел.-дня |
2,125 маш.-смен |
|||||||||
|
6,8 чел.-ч |
4-02 |
3,4 маш.-ч |
||||||||
|
0,85 чел.-дней |
- 0,425 маш.-смен |
|||||||||
|
Шифр норм и числовые значения поправочных коэффициентов |
Содержание работ |
Состав звена |
Единица измерения |
На единицу |
Объем работ |
На конечную продукцию |
||||
|
норма затрат труда, чел.-ч |
расценка, руб.- коп. |
норма времени использования машин, маш.-ч |
нормативная трудоемкость, чел.-ч |
сумма заработной платы, руб.-коп. |
нормативное время использования машин, маш.-ч |
|||||
|
Б. Нарезка продольного шва нарезчиком ДС-115 на захватке длиной 465 м |
||||||||||
|
ТНиР-92, выпуск 3, § Т92-3-5 |
Нарезка продольного шва на глубину до60 мм нарезчиком ДС-115 |
Машинист нарезчика ДС-115 4 разр – 1 Помошник машиниста 3 раз - 1 |
100 м шва |
4,6 |
2-71 |
2,3 |
4,65 |
21,39 |
12-60 |
10,70 |
|
Итого: на захватку длиной 465 м (465 м швов) на 1000 м швов на 1000 м2 покрытия |
21,39 46 чел.-ч |
12-60 27-10 |
10,70 23 маш.-ч |
|||||||
|
5,75 чел.-дней |
2,875 маш.-смен |
|||||||||
|
6,13 чел.-ч |
3-61 |
3,07 маш.-ч |
||||||||
|
0,77 чел.-дня |
0,38 маш.-смен |
|||||||||
2.7. Указания по технике безопасности
2.7.1 К управлению нарезчиком допускаются лица, прошедшие специальный курс обучения и имеющие удостоверение на право управления машиной.
2.7.2 Запрещается производить какой-либо ремонт, устранение неисправностей в машине, замену кругов, натяжение ремней, снятие или установку щитков, ограждающих режущие круги, при работающем двигателе.
2.7.3 Машинист и помощник машиниста должны работать в спецодежде и защитных очках.
2.7.4 При заправке двигателя горючим нельзя зажигать огонь или курить. После заправки двигателя поверхность заправочного бака необходимо насухо вытереть.
2.7.5 Во время работы генератора электросистемы запрещается прикасаться к токоведущим частям электрооборудования. При обнаружении неисправности электросистемы работа машины должна быть прекращена. Возобновление работы возможно только после устранения неисправности.
2.7.6 Запрещается находиться у нарезчика во время его работы посторонним лицам.
Таблица 5.21
3. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
|
Наименование показателей |
Количество |
|
Затраты труда на: |
|
|
1000 м поперечных швов, чел.-дней |
4,25 |
|
1000 м продольного шва, чел.-дней |
5,75 |
|
Затраты машинного времени на: |
|
|
1000 м поперечных швов, маш.-смен |
2,125 |
|
1000 м продольного шва, маш.-смен |
2,875 |
|
Выработка на одного рабочего в смену, м шва: |
|
|
при нарезке поперечных швов |
235,3 |
|
При нарезке продольного шва |
173,9 |
4. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ
Таблица 5.22
4.1. Потребность в материалах
|
Наименование |
ГОСТ |
Количество |
|||
|
На 1000 м шва |
На смену |
||||
|
продольного |
поперечного |
продольного |
поперечного |
||
|
Режущие алмазные круги диаметром 250 мм, шт |
ГОСТ 16115-78 |
3,7 |
2,5 |
1,72 |
1,16 |
|
Режущие алмазные круги диаметром 320 мм, шт |
ГОСТ 16115-78 |
2,5 |
2,5 |
1,16 |
1,16 |
|
Вода, м3 |
- |
41 |
27 |
19,1 |
12,6 |
Примечание. При необходимости укрытия швов пергамином или пленкой потребность этих материалов определяют отдельно.
Таблица 5.23
4.2. Потребность в машинах
|
Наименование |
Марка, ГОСТ |
Количество, шт. |
|
Нарезчик швов |
ДС-112 |
1 |
|
То же |
ДС-115 |
1 |
|
Шланг резиновый диаметром 50 мм и длиной 20 м |
- |
9 |
|
Рулетка металлическая измерительная |
ГОСТ 7502-80 |
2 |
|
Шнур льнопеньковый диаметром 5 мм и длиной 80 м |
ГОСТ 5107-70 |
2 |
|
Шаблон для замера глубины и ширины шва |
Изготовляется на месте без чертежей |
2 |
|
Средства для ограждения участка работ (шлагбаумы, знаки дорожные) |
1 |
|
|
Шнур капроновый диаметром 5 мм и длиной 20 м |
- |
1 |
|
Угольник-шаблон для разметки поперечных |
- |
1 |
|
Штыри металлические для разметки попе |
Изготовляются из отходов арматуры |
140 |
5. КАРТА ОПЕРАЦИОННОГО КОНТРОЛЯ КАЧЕСТВА НАРЕЗКИ ШВОВ В ЗАТВЕРДЕВШЕМ БЕТОНЕ
|
№ пп |
Контролируемые параметры |
Предельные отклонения, мм |
|
1 |
Глубина верхней уширенной части шва. |
Δ1= ±5 |
|
2 |
Ширина верхней уширенной части шва |
Δ2=±1 |
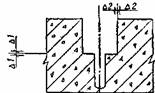
Схема поперечного разреза шва с указанием предельных отклонений
Примечания. 1. Общая глубина шва должна быть не менее 1/4 толщины покрытия, уменьшение глубины не допускается, увеличение глубины не нормируется.
2. Нарезанные швы должны быть прямолинейными и перпендикулярными к оси покрытия. Предельные отклонения не нормируются.
СНиП III-40-78; ВСН 139-80
|
1 |
Основные операции, подлежащие контролю |
Нарезка шва |
|
2 |
Состав контроля (что проверяется) |
Глубина и ширина шва, прямолинейность шва |
|
3 |
Методы и средства контроля (как и чем проверяется) |
Измерительный. Мерник глубины и ширины шва, шнур длиной 8 м |
|
4 |
Сроки контроля |
Периодически |
|
5 |
Должность лица, контролирующего операцию |
Мастер |
|
6 |
Наименование привлекаемой для контроля службы |
- |
|
7 |
Должность лица, ответственного за организацию и обеспечение контроля |
Прораб |
|
8 |
Документ, в котором регистрируются результаты контроля |
Общий журнал работ |
Перечень скрытых работ, на которые составляются акты: не составляются.
ТЕХНОЛОГИЧЕСКАЯ КАРТА № 6
ЗАПОЛНЕНИЕ ТЕМПЕРАТУРНЫХ ШВОВ БИТУМНЫМИ МАСТИКАМИ
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1. Технологическая карта разработана на заполнение резинобитумными и битумнобутилкаучуковыми мастиками пазов продольного и поперечных деформационных швов, нарезанных в однослойном покрытии толщиной 22 см и шириной 7,5 м; поперечные швы сжатия нарезаны через 5 м, швы расширения через 50 м.
Пазы швов сжатия ступенчатого сечения имеют глубину 55 мм, глубина верхней уширенной части-30 мм, ширина 8 - 10 мм; паз продольного шва имеет глубину 60 мм.
1.2. Для заполнения швов используют резинобитумное вяжущее (РБВ), мастики МББГ-70 и МББГ-80 по ТУ 21-27-40-78 и пластифицированные битумнобутилкаучуковые мастики «Лило» по ТУ 21-27-87-80.
Заполнение пазов деформационных швов мастиками выполняют с помощью заливщика ДС-67 или модернизированного заливщика ДС-67А, состоящих из базовой машины УАЗ-452Д и оборудования, смонтированного в кузове автомобиля.
1.3. В состав работ, рассматриваемых технологической картой, входят:
подготовка пазов швов; подгрунтовка пазов швов; заполнение пазов швов мастиками.
1.4. Заполнение деформационных швов мастикой выполняют в дневное время. Длина сменной захватки 250 м покрытия, пли 625 м швов.
1.5. Во всех случаях применения технологической карты ее привязывают к конкретным условиям производства работ, уточняют вид применяемой мастики, оборудования, е помощью которого будет проводиться заполнение пазов швов, и глубину швов.
2. ТЕХНОЛОГИЯ И ОРГАНИЗАЦИЯ СТРОИТЕЛЬНОГО ПРОЦЕССА
2.1. До начала работ по заполнению пазов деформационных швов пазы должны быть нарезаны, а участок работ следует оградить и расставить соответствующие переносные дорожные знаки.
2.2. Схема организации рабочей зоны в период производства работ (рис. 13)

Рис. 13. Схема организации рабочей зоны в период производства работ:
I-III - очередность выполнения работ заливщиком швов: 1 - заливщик швов ДС-67; 2 - рабочий орган заливщика швов; 3 - продольный шов; 4 - поперечные швы
2.3. Указания по технологии работ
2.3.1. Последовательность выполнения работ
В процессе заполнения пазов деформационных швов битумными мастиками выполняют следующие операции: подготовка заливщика к работе; подготовка швов; подгрунтовка стенок и дна швов; заполнение швов мастикой.
2.3.2. Описание методов производства работ
2.3.2.1. Подготовка пазов швов
Нарезанные в затвердевшем бетоне швы необходимо заполнить изоляционными материалами не позднее 30 суток после их нарезки.
Сразу после нарезки швы промывают водой для удаления пульпы, просушивают и содержат в чистом состоянии до заполнения мастикой.
Если швы заполняют через несколько суток после нарезки, то их прочищают стальным крючком и ершом, а затем при помощи удочки и специального наконечника продувают сжатым воздухом. При продувке необходимо использовать полную мощность компрессора (0,6 МПа).
Продувают швы в такой последовательности: вначале участок продольного шва между поперечными швами, а затем поперечные швы от очищенного продольного шва к противоположной кромке покрытия.
На дно паза по всей длине шва необходимо уложить и уплотнить хлопчатобумажный шнур (рис. 14) с помощью диска на рукоятке (удобно использовать изношенный круг для нарезки швов от нарезчиков ДС-112 или ДС-115), чтобы предотвратить заплывание мастики в трещину под пазом шва.
Для предотвращения вытекания мастики из паза у торцов шва вплотную к покрытию забивают колышки (нащельники).
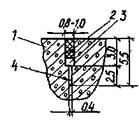
Рис. 14. Схема заполнения паза деформационного шва мастиками на основе битума:
1 - покрытие; 2 - мастика; 3 - хлопчатобумажный шнур; 4 - нижняя прорезь ступенчатого шва
Над пазом укладывают хлопчатобумажный шнур диаметром в 1,5 - 2 раза больше ширины паза, чтобы исключить попадание в паз минерального порошка при выполнении следующих операций.
Над шнуром вручную тонким слоем рассыпают на покрытии минеральный порошок шириной 7-10 см с каждой стороны паза, чтобы облегчить удаление излишков мастики около шва, после чего осторожно убирают шнур.
2.3.2.2. Подгрунтовка пазов швов
Для подгрунтовки пазов швов используют битум, разжиженный бензином в соотношении 1:1 до вязкости не более 60 сек, который заливают в красконагнетательный бак, и с помощью удочки с наконечником-распылителем производят подгрунтовку.
Для нанесения грунтовки сжатым воздухом через трехходовой кран разжиженный битум нагнетается в удочку. Давление в баке регулируют с помощью манометра на редукторе в пределах от 0,5 до 4 кгс/см2.
Для распыления разжиженного битума к удочке подводится воздух под давлением 6 кгс/см2. Нанесение подгрунтовки на стенки паза шва регулируется воздушным и битумным кранами, расположенными на удочке.
Вначале грунтуют продольный шов, а затем - поперечные, начиная от загрунтованного продольного шва.
Подгрунтовку пазов швов выполняют не позже, чем за 2-3 ч до заполнения их мастикой и с таким расчетом, чтобы образовался задел и не было задержки в последующих работах.
2.3.2.3. Заполнение пазов швов мастиками
Работу по заполнению пазов швов мастикой производят только в сухую погоду при температуре окружающего воздуха не ниже +5°С.
Мастику, как правило, готовят на заводе или на строительной базе. Разогретую на базе до рабочей температуры (160 - 180°) мастику загружают в специальную емкость заливщика и доставляют к месту работ, поддерживая температуру в процессе транспортирования при помощи системы подогрева выхлопными газами. В процессе работы рабочую температуру мастики поддерживают жидкостно-топливной горелкой.
Топливо (керосин) к топливной горелке подается сжатым воздухом от компрессора, рабочее давление в топливном баке не должно превышать 3 кгс/см2. Давление контролируют по манометру.
Горелку разжигают следующим образом:
проверяют наличие топлива в баке - его должно быть не более 7,5 л;
воздушным насосом поднимают давление в баке до 3 кгс/см2;
через окно корпуса закладывают ветошь внутрь горелки и открывают вентиль тройника бака до тех пор, пока через сопло горелки не пойдет горючее;
закрывают вентиль, поджигают ветошь и нагревают змеевик горелки;
открывают вентиль и поджигают керосин;
регулируют полноту сгорания керосина вентилем, обеспечив длинный и стабильный факел без копоти.
Контроль за работой системы подогрева осуществляют по приборам, установленным в кабине автомобиля УАЗ-452Д.
При достижении мастикой необходимой температуры вентиль тройника бака закрывают, перекрывая доступ керосина к горелке.
Температуру мастики в емкости для мастики объемом 150 л проверяют по температурным датчикам, температура не должна превышать 180°С.
Заполняют шов горячей мастикой при помощи рабочего органа.
Вначале выхлопными газами автомобиля или лампой разогревают масло в масляной рубашке рабочего органа, затем из основной емкости для мастики битумным насосом в рабочий орган закачивают горячую мастику. Для этого ставят кран управления битумным насосом в положение «выдача», затем из кабины автомобиля включают привод насоса и заполняют рабочий орган сливным шлангом через заливную горловину.
Горловину в рабочем органе закрывают, и во время заполнения швов поддерживают температуру масла в масляной рубашке в пределах 130 - 160°С. В момент заполнения швов температура мастики должна быть 160 - 180°С. Сопло рабочего органа устанавливают над пазом шва, нажимом рукоятки на клапан открывают выходное отверстие сопла и, перемещая рабочий орган, заполняют шов мастикой выше уровня покрытия на 2 - 3 мм.
После остывания мастики ее излишки, выступившие над. пазом шва, срезают острым скребком.
Перед каждой заправкой рабочего органа обязательно надо включать битумный насос заливщика на режим «циркуляция» для перемешивания мастики.
Для обеспечения нормальной работы системы подогрева заливщика необходимо своевременно очищать сопло горелки, при помощи загнутой под углом 90° проволочной иглы, своевременно очищать змеевик горелки, для чего легким постукиванием по змеевику сбить нагар, промыть змеевик керосином, отвинтить сопло горелки и продуть змеевик сжатым воздухом.
Зажигать горелку надо только во время стоянки, подогревать мастику в емкости только с циркуляцией.
В конце смены оставшуюся мастику сливают в другую емкость, а емкость для мастики заливщика, битумный насос мастикопровод и рабочий орган не позже, чем через 3 мин после окончания работы промывают керосином.
Для промывки емкости для мастики 20 - 30 л керосина прокачивают насосом не менее 10 - 20 мин. Для хранения и перевозки керосина на заливщике швов смонтирована промывочная емкость объемом 50 л.
Подачу керосина в емкость для мастики осуществляют под давлением 0,5 кгс/см2.
В случае дождя, а также, если по участку происходит движение автомобилей, заполненные швы укрывают битуминизированной бумагой или полиэтиленовой пленкой.
Снимать укрытие со швов разрешается после начала вулканизации мастики, но не ранее, чем через 6 ч после заполнения шва.
2.3.3. При производстве работ мастер должен руководствоваться картой операционного контроля качества.
2.4. Указания по организации труда
2.4.1. Заполнение пазов швов мастикой выполняют в следующем составе:
Машинист заливщика швов - 4 разр.-1
Дорожные рабочие - 3 » -2
2.4.2. Машинист заливщика швов выполняет обязанности водителя машины, следит за работой систем подогрева, смонтированных на автомобиле УАЗ-452Д, обеспечивает подачу сжатого воздуха.
Один дорожный рабочий 3 разр. подгрунтовывает стенки пазов швов, заливает швы мастикой с помощью рабочего органа заливщика, следит за подогревом масла в масляной рубашке, заполняет рабочий орган горячей мастикой.
Второй дорожный рабочий 3 разр. очищает пазы швов и готовит их к заполнению мастикой, укладывает в паз шва хлопчатобумажный шнур, помогает первому дорожному рабочему в подгрунтовке стенок пазов швов, забивает по краям покрытия колышки (нащельники), накладывает и снимает второй хлопчатобумажный шнур, посыпает покрытие около швов минеральным порошком, помогает при заполнении швов мастикой, срезает излишки и наплывы около швов.
Отдыхают рабочие поочередно, не прекращая заполнения пазов швов мастикой.
2.5. График выполнения работ по заполнению пазов швов мастикой при помощи заливщика ЛС-67 на сменную захватку длиной 250 м (625 м швов)
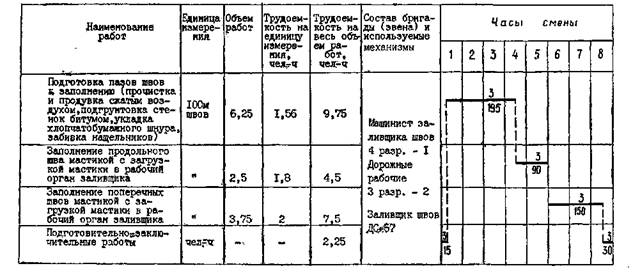
Примечания. 1.Цифры над, линией - количество рабочих, занятых в операции, цифры под линией - продолжительность операции в минутах,
2. Время на отдых включено в продолжительность операций (по 8 мин, на каждый час).
Таблица 6.24
2.6. Калькуляция затрат труда на заполнение пазов деформационных швов цементобетонных покрытий автодорог на захватке длиной 250 м (625 м швов)
|
Шифр норм и числовые значения поправочных коэффициентов |
Содержание работ |
Состав звена |
Единица измерения |
На единицу |
Объем работ |
На конечную продукцию |
||||
|
норма затрат труда, чел.-ч |
расценка, руб.-коп. |
норма времени использования машин, маш.-ч |
нормативная трудоемкость, чел.-ч |
сумма заработной платы, руб.-коп. |
нормативное время использования машин, маш.-ч |
|||||
|
ТНиР-92, выпуск 3, § Т92-3-6, № 2а |
Заполнение мастикой пазов поперечных швов с разогреванием мастики, прочисткой и продувкой пазов швов, подгрунтовкой, удалением излишней мастики скребками |
Машинист заливщика 4 разр.-1 Дорожные рабочие 3 разр.-2 |
100м шва |
4,9 |
2-83 |
1,63 |
3,75 |
18,38 |
20-61 |
6,11 |
|
ТНиР-92, выпуск 3, § Т92-3-6, № 26 |
Заполнение мастикой продольного паза шва с разогреванием мастики в заливщике ДС-67, с прочисткой и продувкой шва, его подгрунтовкой, удалением излишков мастики скребками |
То же |
То же |
4,1 |
2-37 |
1,37 |
2,50 |
10,25 |
5-93 |
3,43 |
|
Итого: |
на
сменную захватку длиной |
28,63 |
16-54 26-46 |
9,54 |
||||||
|
45,81 |
15,26 |
|||||||||
|
5,73 чел.-дня |
1,91 маш.-смен |
|||||||||
|
|
15,27 |
8-82 |
5,09 |
|||||||
|
1,91 чел.-дня |
0,64 маш.-смен |
|||||||||
2.7. Указания по технике безопасности
2.7.1. Перед началом работ рабочие должны быть проинструктированы мастером или прорабом о требованиях безопасности труда.
2.7.2. К работам по заполнению пазов швов допускаются лица не моложе 18 лет, ознакомленные с требованиями техники безопасности и сдавшие экзамены квалификационной комиссии в установленном порядке.
2.7.3. Лица, занятые на приготовлении, разогревании и транспортировании горячих мастик на основе битума, должны быть предварительно проинструктированы о безопасных способах работы.
2.7.4. Все работающие с мастиками на основе битума должны быть ознакомлены со специальными требованиями противопожарной безопасности при работе с горючими и взрывчатыми веществами.
2.7.5. Все работающие с мастиками должны быть обеспечены средствами индивидуальной защиты в соответствии с типовыми отраслевыми нормами.
2.7.6. В случае попадания мастики на открытую поверхность кожи необходимо срочно удалить ее чистой ветошью, смоченной бензином или керосином, а затем промыть теплой водой с мылом.
2.7.7. Для приготовления, транспортирования и использования мастик для заливки швов разрешается пользоваться только исправными инструментом и посудой.
2.7.8. При работе заливщика швов необходимо постоянно следить за состоянием предохранительных клапанов в системе подачи сжатого воздуха. Работа при неисправных клапанах запрещается.
2.7.9. Ремонтировать или регулировать узлы заливщика швов или компрессора при работающем двигателе запрещается.
2.7.10. Перед запуском двигателя автомобиля приводы битумного насоса и компрессора должны быть отключены.
2.7.11. Запрещается включать привод битумного насоса до перевода крана битумного насоса на режим работы «циркуляция» или «выдача».
2.7.12. Запрещается подогревать сливные краны котлов и емкостей для мастики паяльной лампой.
2.7.13. При работе с горячими мастиками необходимо соблюдать максимальную осторожность и следить за тем, чтобы в зоне, где производится заливка швов, не было посторонних лиц.
2.7.14. К выполнению работ разрешается приступать после обустройства места работ всеми необходимыми временными дорожными знаками и ограждениями.
Таблица 6.25
3. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
|
Наименование показателей |
Количество |
|
Затраты труда
на |
5,73 |
|
Затраты
машинного времени на |
1,91 |
|
Выработка на одного рабочего и смену, м шва |
174,7 |
4 МАТЕРИАЛЬНО ТЕХНИЧЕСКИЕ РЕСУРСЫ
Таблица 6.26
4.1. Потребность в материалах
|
Наименование |
Марка, ГОСТ |
Количество |
|
|
На
|
На смену |
||
|
Мастика, приготовленная на основе битума для заполнения швов, кг: |
МББГ-70, МББГ-80, «Лило», РБВ |
|
214 |
|
продольный |
|
23,3 |
|
|
сжатия |
|
29,7 |
|
|
расширения |
|
148 |
|
|
Грунтовка (битум вязкий БНД 60/90 или БНД 40/60, разжиженный бензином), кг |
0.21 |
1,4 |
|
|
Порошок минеральный, кг |
6,65 |
41,6 |
|
|
Шнур хлопчатобумажный диаметром 0,8- |
ГОСТ 18403-73* |
103 |
645 |
Таблицa 6.27
4.2. Потребность в машинах, оборудовании, инструменте, инвентаре, приспособлениях
|
Наименование |
Тип, марка, ГОСТ |
Количество |
|
Заливщик швов на автомобиле УАЗ-452Д, шт |
ДС-67 или ДС-67А |
1 |
|
Крючок стальной, шт |
Индивидуального изготовления |
1 |
|
Щетка (ерш) стальная, шт |
То же |
1 |
|
Шпатели (скребки), им |
ГОСТ 10778-76 |
2 |
|
Колышки (нательники), шт |
Индивидуального изготовления |
100-120 |
|
Шнур хлопчатобумажный диаметром; 1,5- |
ГОСТ 18403-73* |
50 |
|
Знаки дорожные, компл. |
1 |
|
|
Ограждения инвентарные, компл. |
1 |
5. КАРТА ОПЕРАЦИОННОГО КОНТРОЛЯ КАЧЕСТВА ЗАПОЛНЕНИЯ ПАЗОВ ДЕФОРМАЦИОННЫХ ШВОВ ЦЕМЕНТОБЕТОННЫХ ПОКРЫТИЙ МАСТИКАМИ
|
Контролируемые параметры |
Предельные отклонения |
|
Температура мастики на основе битумного вяжущего, Сº |
±20 |
Примечания. 1. Пазы должны быть без наплывов мастики, аккуратными, полностью заполненными мастикой.
2. Грунтовка разжиженным битумом на стенки и дно паза шва должна быть нанесена равномерно без сгустков и пропусков.
3. Мастика должна иметь сцепление с боковыми гранями шва па всем протяжении.
4. Пазы швов перед заполнением мастикой должны быть очищены от грязи и пыли.
СНиП III-40-78; ВСН 139-80
|
1 |
Основные операции, подлежащие контролю |
Продувка и прочистка пазов швов |
Грунтовка пазов швов |
Заполнение пазов шпон мастикой |
|
2 |
Состав контроля (что проверяется) |
Чистота пазов швов после продувки и прочистки |
Равномерность нанесения разжиженного битума |
1. Наличие грунтовки в пазе шва. 2. Температура нагрева мастики. 3. Полнота заполнения паза шва |
|
3 |
.Метод и средства контроля (как и чем проверяется) |
Визуальный |
Визуальный, измерительный. 1. 3. Внешний осмотр. 2. Термометр |
|
|
4 |
Сроки контроля |
Выборочный |
||
|
5 |
Должность лица, контролирующего операцию |
Мастер |
||
|
6 |
Наименование привлекаемой для контроля службы |
- |
||
|
7 |
Должность липа, ответственного за организацию и обеспечение контроля |
Прораб |
||
|
Н |
Документ, в котором регистрируются результаты контроля |
Общий журнал работ |
||
Перечень скрытых работ, на которые составляются акты: не составляются.