Министерство мелиорации и водного хозяйства СССР
Всесоюзный головной проектно-технологический институт
«Союзоргтехводстрой»
РЕКОМЕНДАЦИИ
по разработке технологических карт
на облицовку каналов монолитным бетоном
комплексно-механизированным способом
Москва 1986
Рекомендации для разработки технологических карт на облицовку каналов монолитным бетоном комплексно-механизированным способом подготовлены ОНИЛ «Технология строительства бетонных гидромелиоративных сооружений» МГМИ, отделом «Технология водохозяйственного строительства» ВГПТИ «Союзоргтехводстрой» и отделом «Организация и технология водохозяйственного строительства» ПТИ «Оргтехстрой» Главсредазирсовхозстроя в результате совместной работы по комплексной целевой программе Госстроя СССР, в соответствии с Госпланом развития науки и техники по организациям Минводхоза СССР на 1981-1985 гг.
В разработке рекомендаций принимали участие Синяков В.К., Приходько Ю.С., Зубков Е.И. (ОНИЛ МГМИ), Перевезенцев Л.Н. (ВГПТИ «Союзоргтехводстрой»), Стороженко В.Б. (ПТИ «Оргтехстрой» Главсредазирсовхозстроя),
Рекомендации одобрены кафедрами «Сельскохозяйственное строительство и архитектура» и «Организация и технология гидромелиоративных работ» МГМИ, рассмотрены научно-техническим советом ВГПТИ «Союзоргтехводстрой» и рекомендованы к использованию проектными и строительными организациями системы Минводхоза СССР.
Содержание
ВВЕДЕНИЕ
Проблема борьбы с потерями воды на фильтрацию из оросительных каналов - одна из важнейших в водохозяйственном строительстве. Эффективным решением этой проблемы является устройство различного рода противофильтрационных одежд, из которых наиболее распространены монолитные бетонные, железобетонные и бетонопленочные облицовки. Наиболее экономичными чаще всего оказываются монолитные бетонные облицовки, несмотря на сравнительно высокие затраты на их устройство и сложность производства работ.
Значительные объемы работ по устройству монолитных бетонных облицовок каналов, намечаемые на ближайшую перспективу, могут быть выполнены только при условии организации работ комплексно-механизированным способом с использованием специализированных бетоноукладочных машин и комплектов. Однако в настоящее время эффективность работы этих машин явно недостаточна по целому ряду причин - конструктивных, технологических и организационных.
Значительное, если не основное, место в ряду этих причин занимают вопросы организации работ, которые должны решаться заблаговременно при разработке проектно-технологической документации (технологических карт, проектов производства работ). Отсутствие такой документации на объектах вызывает необходимость рассмотрения этих вопросов в процессе производства работ, что, как правило, приводит к неудовлетворительному их решению, а также потере рабочего времени до 20 %.
Учитывая высокую эффективность применения проектно-технологической документации, большое значение приобретает полнота и качество ее разработки, отражающая специфику комплекса работ по укладке гидротехнического бетона в облицовку каналов с помощью сложных комплексов специализированных машин.
Настоящие рекомендации определяют необходимый состав, содержание и методику проектирования разделов технологических карт на устройство монолитных бетонных облицовок каналов комплексно-механизированным способом с использованием специализированных бетоноукладочных машин и комплектов и предназначены для использования в качестве руководства для трестов (институтов) «оргтехводстрой», проектных и строительных организаций системы Минводхоза СССР, выполняющих работы по разработке технологических карт и проектов производства работ.
Рекомендации разработаны в развитие «Руководства по разработке типовых технологических карт в строительстве» (М., Стройиздат, 1976) и на основе «Рекомендаций для разработки технологических карт по бетонным работам при возведении конструкций и сооружений из монолитного железобетона» (М, ЦНИИОМТП Госстроя СССР, 1982).
ОБЩИЕ ПОЛОЖЕНИЯ
Технологическая карта на устройство монолитной бетонной облицовки каналов комплексно-механизированным способом с использованием специализированных бетоноукладочных машин и комплектов должна охватывать весь комплекс технологических операций и организационных мероприятий, которые следует выполнять после подготовительных работ.
Нормативным документом для разработки технологических карт является «Руководство по разработке типовых технологических карт в строительстве» (М., Стройиздат, 1976). Настоящие методические рекомендации разработаны в развитие этого документа и отражают специфику производства указанного вида работ.
Основой для разработки технологических карт являются результаты научных и проектных исследований, подтвержденные производственным опытом, и передовой опыт строительства.
Технологические карты следует разрабатывать для основного и вспомогательного вариантов. Основной вариант предполагает использование передовой наиболее совершенной техники для обслуживающих процессов, вспомогательный - наиболее широко используемой. Проработка указанных вариантов позволяет выбрать оптимальный вариант технологического оборудования и более широко использовать технологические карты при наличии ограниченного парка средств механизации вспомогательных процессов.
В составе технологической карты должны быть освещены следующие основные разделы:
1. Область применения.
2. Организация и технология выполнения работ.
2.1. Подготовительные работы.
2.2. Схемы и чертежи производства работ.
2.3. Методы и последовательность проведения работ.
2.4. Организация и методы труда рабочих.
2.5. Требования к бетонной смеси и подбору ее состава.
2.6. График производства работ.
2.7. Калькуляция трудовых затрат.
2.8. Контроль качества бетонных работ и бетона облицовки.
2.9. Техника безопасности.
3. Технико-экономические показатели.
4. Материально-технические ресурсы.
При этом значения для обоих вариантов приводятся лишь в разделе «Технико-экономические показатели». В остальных разделах указываются только особенности использования, отличающиеся от основного варианта.
Все организационные и технологические вопросы в составе технологической карты должны решаться в соответствии с действующими нормативными документами по строительству.
СОДЕРЖАНИЕ ОСНОВНЫХ РАЗДЕЛОВ
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
Указания об области применения карты должны соответствовать ее названию. В них необходимо четко охарактеризовать основные технологические и производственные факторы, предусмотренные картой.
В данном разделе приводятся:
- назначение технологической карты, то есть на какой комплекс работ она разработана;
- номенклатура (состав) видов работ, охватываемых картой;
- марка бетоноукладочного комплекта машин, принятого в карте;
- характеристика конструкции канала и облицовки: параметры канала (глубина, ширина по дну, заложение откосов), тип поперечного сечения (в выемке, полувыемке-полунасыпи, насыпи), толщина облицовки на дне и откосах канала;
- конструкция и местоположение швов в облицовке;
- длина участка канала, на которую разработана карта (обычно 1000 п.м.);
- характеристика условий производства работ (природно-климатические, геологические, гидрогеологические и др.);
- принятый в карте режим работ (сменность);
- указания по привязке карты к конкретному объекту и условиям строительства.
2. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ
2.1. Подготовительные работы.
Указываются технологические операции, которые должны быть выполнены на данном участке канала до начала работ по устройству монолитной бетонной облицовки, в том числе:
- разработано земляное русло канала указанных параметров;
- построены подъездные дороги к месту производства работ;
- доставлены к месту работ необходимые материалы, приспособления, вспомогательные средства механизации;
- доставлены и установлены в русле канала основные бетоноукладочные машины (или комплекты);
- сооружен бетоносмесительный узел необходимой производительности;
- обозначены места нарезки поперечных деформационных швов.
2.2. Схемы и чертежи производства работ.
2.2.1. Приводятся в необходимом объеме планы и схемы выполнения работ при различных вариантах организации работ.
2.2.2. Дается общий план-схема организации работ на участке канала определенной длины (принятой в карте).
2.2.3. Приводятся технологические схемы выполнения отдельных операций: профилирование дна и откосов канала, укладка бетонной смеси, монтаж и демонтаж рельсового пути, нарезка деформационных швов, герметизация деформационных швов и т.д.
2.2.4. Дается схема организации работ поточным способом с указанием фронта работ, длин захваток, последовательность выполнения работ по захваткам. Приводится циклограмма потока.
2.3. Методы и последовательность проведения работ.
2.3.1. Дается описание состава и последовательности выполнения технологических операций, рассматриваемых в технологической карте.
В зависимости от параметров канала и применяемых бетоноукладочных машин или комплектов состав технологических операций может быть различным.
Основные операции:
- увлажнение дна и откосов канала;
- укладка бетонной смеси на дно и откосы канала;
- покрытие бетонной поверхности облицовки пленкообразующим материалом;
- нарезка деформационных швов;
- герметизация деформационных швов.
При использовании бетоноукладочных комплектов добавляются операции по монтажу и демонтажу рельсового пути, профилированию дна и откосов канала.
Следует отметить наличие средств и мероприятий, обеспечивающих сохранение требуемых свойств бетонной смеси при перегрузке и укладке, снижение ее потерь.
2.3.2. Подробно рассматривается каждая технологическая операция с указанием рекомендуемых средств механизации для ее выполнения. Приводятся технические характеристики специализированного оборудования по бетонированию канала (виброформ, комплектов машин), перегрузочных средств, оборудования по уходу за бетоном, герметизации швов. Технология и средства механизация подробно рассматриваются только для основного варианта. Для вспомогательного указываются только особенности использования, отличающиеся от основного варианта.
2.3.3. Определяется место приготовления бетонной смеси: на центральном бетонном заводе, приобъектной установке, с учетом допустимой дальности транспортировки на самосвалах, бетоновозах, автобетоносмесителях. Приводятся технические характеристики бетоносмесительного оборудования транспортного средства по доставке бетонной смеси к бетоноукладчику.
Приводятся сведения по обеспечению оперативной разгрузки транспортных средств, тщательной очистки кузова.
Определяется необходимое количество средств транспорта бетонной смеси, обеспечивающих заданную интенсивность бетонирования с учетом дальности возки бетонной смеси.
2.3.4. Подробно рассматривается устройство деформационных швов. Указывается состав технологических операций и последовательность их выполнения в зависимости от принятой конструкции шва в применяемых герметизирующих материалов. Даются технические характеристики применяемых средств механизации.
2.3.5. Приводятся указания по организации работ по устройству бетонной облицовки поточным методом с необходимыми расчетами и построением циклограммы потока.
2.4. Организация и методы труда рабочих.
2.4.1. При определении рациональных форм и методов производства работ по устройству монолитных бетонных облицовок каналов следует учитывать передовые метода организации труда, например, бригадный подряд.
2.4.2. Для основного и вспомогательного вариантов указывается:
- состав комплексной бригады с указанием количества специализированных звеньев и перечень выполняемых ими работ;
- состав каждого специализированного звена с отдельными показателями количества и квалификационных разрядов механизаторов, бетонщиков, изолировщиков и т.д.
- распределение работ в звене и приемы труда всех работников с указанием конкретно выполняемой ими работы;
- краткая характеристика правильных приемов труда каждого рабочего и рациональной организации рабочего места.
2.4.3. Работы по устройству монолитной бетонной облицовки каналов с помощью специализированных машин выполняется комплексной бригадой, состоящей из специализированных звеньев по обслуживанию бетоноукладочных машин, герметизации деформационных швов, уходу за бетоном (при использовании виброформ).
Количественный и квалификационный состав бригада и звеньев определяется по действующим производственным нормам.
2.5. Требования к бетонной смеси и подбору ее состава.
Приводятся основные требования к бетонной смеси с учетом конструкции облицовки, технологических параметров применяемых средств механизации, способа и продолжительности транспортирования.
2.6. График производства работ.
2.6.1. График производства работ составляется на принятый в технологической карте объем работ согласно рекомендуемой технологии по следующей форме:
|
Наименование работ |
Ед. изм. |
Объем работ |
Трудоемкость на ед. изм., чел.-ч |
Трудоемкость на весь объем работ, чел-дн. |
Состав бригады (звена), используемые механизмы |
Рабочие смены |
|||
|
1 |
2 |
3 |
4 |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
2.6.2. В графе «Наименование работ» в технологической последовательности приводится перечень всех работ по устройству монолитной бетонной облицовки канала.
2.6.3. В графе «Трудоемкость» указывается трудоемкость каждой технологической операции и всего процесса в целом, соответствующая передовым методам труда и организации работ, принятый в карте.
2.6.4. В графе «Состав бригады (звена), используемые механизмы» приводится численно-квалификационный и профессиональный состав звеньев для каждого вида работ, марка и количество используемых при этом средств механизации. Состав звеньев должен быть увязан с трудоемкостью, объемами и сроками выполнения работ.
2.6.5. В графике производства работ (графы 7, 8, 9 и т.д.) указывается последовательность выполнения работ, их продолжительность и взаимосвязь в работе отдельных звеньев.
2.7. Калькуляция трудовых затрат.
2.7.1. Калькуляция трудовых затрат составляется на принятый в технологической карте объем работ по следующей форме:
|
Шифр норм |
Наименование работ |
Ед. изм. |
Объем работ |
Норма времени на ед. изм. чел.-ч (маш.-ч) |
Затраты труда на весь объем работ, чел.-дн. (маш.-см.) |
Расценка на ед. изм. руб.-коп. |
Стоимость затрат труда на весь объем работ, руб.-коп. |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
2.7.2. В графе 1 указывается шифр нормативного документа, параграф, № таблица, графа и № строки принятой нормы. При отсутствии норм дается ссылка на соответствующие расчеты, которые должны быть приведены в технологической карте. Если норма взята «применительно», то об этом тоже должно быть указано.
2.7.3. В графе 2 приводится перечень технологически операций, соответствующий привитому в технологической карте, с увязкой по позициям, предусмотренным принятой нормой.
2.7.4. В графе 5 приводится норма времени на единицу измерения, а в графе 6 - затраты труда на весь объем работ (произведение данных граф 4 и 5). Нормы времени и затраты труда приводятся отдельно для машин (маш.-ч, маш.-см.) и рабочих (чел.-ч, чел.-дн.).
2.7.5. В графе 7 приводится расценка на единицу измерения, а в графе 9 - произведение данных граф 4 и 7.
2.7.6. В нижних строках калькуляции подводятся итоги по графам 6 и 8.
2.8. Контроль качества бетонных работ и бетона облицовки.
Приводится схема операционного контроля качества работ.
|
Наименование операций, подлежащих контролю |
Контроль качества выполнения операций |
||||
|
производителем |
мастером |
состав |
способы |
время |
привлекаемые службы |
|
1 |
2 |
3 |
4 |
5 |
6 |
Схема должна содержать перечень операций или процессов, подлежащих контролю, данные о составе, сроках и методах контроля с указанием конкретных исполнителей (мастер, прораб или специально привлекаемые службы), в соответствии с требованиями СНиП III-1-76, СНиП III-15-6, СНиП III-45-76, «Руководства по техническому и операционному контролю качества бетона и бетонных работ при строительстве противофильтрационных одежд каналов» (ВНИИГиМ, 1979), руководства «Методы испытаний бетона и бетонной смеси при подборе состава и контроле качества бетона при строительстве гидромелиоративных сооружений» (ВНИИГиМ, 1981) и других нормативных документов. На скрытые работы составляется акт.
2.9. Техника безопасности.
2.9.1. Указываются правила по технике безопасности, которые необходимо соблюдать при производстве работ, со ссылкой на соответствующие СНиП.
2.9.2. Упоминается, что рабочие должны быть обучены правилам безопасной эксплуатации соответствующих машин, инструментов, оборудования, должны пройти инструктаж по технике безопасности, что отмечается в соответствующем журнале.
2.9.3. Приводятся отдельные правила техники безопасности при работе с электроустановками, на работах по приготовлению герметизирующих мастик.
2.9.4. Указываются должностные лица, осуществляющие контроль за соблюдением правил техники безопасности.
3. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
Для основного и вспомогательного вариантов указываются следующие основные показатели:
Затраты труда на принятый объем работ (1000 п.м. канала) - чел.-ч.
Затраты времени работы машин - маш.-ч, в том числе:
- основных машин (виброформы, бетоноукладочные комплекты, заливщики швов);
- вспомогательных машин (бетоносмесительные установки, автобетоносмесители, перегружатели бетонной смеси, бульдозеры, краны и т.д.).
Срок выполнения принятого в карте объема работ - смены.
Удельные затраты труда на единицу объема работ (
Выработка рабочего в смену - м3 бетона, п.м. канала.
4. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ
4.1. Приводится потребность в материалах и технических ресурсах, необходимых для выполнения работ по устройству монолитной бетонной облицовки канала по принятой в карте технологии и на принятый объем работ.
4.2. Количество основных материалов определяется по объемам работ и нормам расхода материалов:
|
Наименование |
Марка |
Единица измерения |
Количество |
|
1 |
2 |
2 |
2 |
4.3. Количество машин, инструмента, инвентаря и приспособлений определяется по принятой в технологической карте схеме организации работ в соответствии с объемами работ, сроками их выполнения и количеством рабочих:
|
Наименование |
Тип |
Марка |
Количество |
Техническая характеристика |
|
1 |
2 |
3 |
4 |
5 |
4.4. Расход эксплуатационных и горюче-смазочных материалов для машин принимается в соответствии с «Нормами расхода нефтепродуктов на механизированных мелиоративных работах» Минводхоза СССР:
|
Наименование |
Уд. изм. |
Норма расхода на час работы машин |
Количество на принятый объем работ |
|
1 |
2 |
3 |
4 |
ПРИЛОЖЕНИЯ
Примеры разработки отдельных организационных и технологических вопросов в составе технологической карты
Приложение
1
ПРИМЕТ РАСЧЕТА ПОТРЕБНОСТИ СРЕДСТВ ТРАНСПОРТА БЕТОННОЙ СМЕСИ
Рассмотрим доставку бетонной смеси к бетоноукладчику МБ-5 в автобетоносмесителях СБ-92-1.
Количество автобетоносмесителей, необходимых для перевозки бетонной смеси, определяется по формуле («Руководство по производству бетонных работ», М., I982)
![]()
где
Р - объем укладываемой смеси (по нормам В-43), 82 м3/смену;
Т - время одной смены, 8,2 ч;
n - количество рабочих смен, I;
G - емкость смесительного барабана,
β - коэффициент использования по грузоподъемности, I.
где,
tоб - время одного оборота автобетоносмесителя, мин;
tn - время загрузки автобетоносмесителя, 10 мин;
tp - время разгрузки автобетоносмесителя, 10 мин;
tм - время маневрирования, 3 мин;
lпор - расстояние порожнего рейса, км;
Vгр - скорость машины с грузом,
Vпор - скорость машины без груза,
lпор - расстояние подвозки бетонной смеси, км.
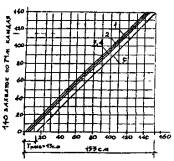
Потребное количество машин определено при дальности транспортировки 1, 3, 5, 10 и
Дальность
транспортировки -
tоб = 10 + 10 + 3 + 1000/250 + 1000/667 = 28,5 мин = 0,475 ч,
![]() автобетоносмеситель.
автобетоносмеситель.
Дальность
транспортировки -
toб = 10 + 10 + 3 + 3000/250 + 3000/667 = 39,5 мин = 0,66 ч,
![]() автобетоносмесителя.
автобетоносмесителя.
Дальность
транспортировки -
toб = 10 + 10 + 3 + 5000/250 + 5000/667 = 50,5 мин = 0,84 ч,
![]() автобетоносмесителя.
автобетоносмесителя.
С учетом коэффициента использования автотранспорта (К = 1,2) количество автобетоносмесителей будет равно:
N3 = 2,5·1,2 = 3 автобетоносмесителя.
Дальность
транспортировки -
toб = 10 + 10 + 3 + 10000/250 + 10000/667 = 78 мин = 1,3 ч,
![]() автобетоносмесителя.
автобетоносмесителя.
Дальность
транспортировки -
toб = 10 + 10 + 3 + 15000/250 + 15000/667 = 105,5 мин = 1,76 ч,
![]() автобетоносмесителей
автобетоносмесителей
Итак, сменная потребность в автобетоносмесителях составляет:
|
Дальность транспортировки, км |
1 |
3 |
5 |
10 |
15 |
|
Количество, шт. |
1 |
2 |
3 |
4 |
6 |
Приложение
2
ПРИМЕР РАСЧЕТОВ ОРГАНИЗАЦИИ РАБОТ ПОТОЧНЫМ МЕТОДОМ
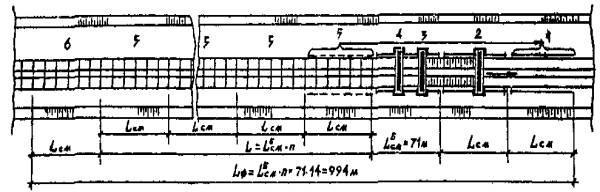
Рассмотрим пример расчета расстановки машин комплекта и построения циклограммы потока при организации работ поточным методом на участке канала длиной
Параметры канала приняты: ширина по дну -
Ведущей машиной в комплекте будет бетоноукладчик МБ-5 со сменной производительностью Псм - 82 м3/смену (по нормам В-43).
Длина сменной захватки по укладке бетонной смеси определяется по формуле
![]()
где
ω - площадь поперечного сечении облицовки
ω = р·δ = 9,6·0,12 = 1,15;
р - периметр облицовки канала,
δ - толщина облицовки,
При расстоянии между поперечными швами l =
![]()
общей длиной
L = рI·n = 9,2·17 = 156 п.м.,
где
рI - длина периметра облицовки без заплечиков.
Сменная производительность нарезчика швов МБ-6
![]()
где
tт - техническая производительность, п.м./ч;
tр - продолжительность смены, ч;
k1 - коэффициент перехода от технической к эксплуатационной производительности;
k2 - коэффициент перехода от эксплуатационной к среднечасовой производительности.
Коэффициент загрузки машины по нарезке швов
![]()
В свободное от основной работы время нарезчик швов будет использоваться для нанесении пленкообразующего состава на поверхность бетона.
На двух предшествующих укладке бетона захватках будет выполняться укладка рельсовых путей, снимаемых с участков после работы нарезчика швов, профилирование русла и увлажнение грунта.
Длина сменной захватки для экскаватора-профилировщика МБ-4 из условия его непрерывной работы должна быть
![]()
где
V - рабочая скорость перемещения, м/мин.
При наименьшей рабочей скорости передвижения коэффициент загрузки профилировщика
![]()
В связи с тем, что коэффициент загрузки профилировщика ниже 0,5, целесообразно выполнять им работы в одну смену, а укладку бетона - в две. Тогда загрузка профилировщика будет равна
![]()
где
С - число смен в сутках.
В свободное от основной работы время профилировщик используется для увлажнения грунта основания.
Процесс герметизации швов выделяется в независимый частный поток после набора бетоном 5-суточной прочности.
Производительность труда изолировщиков должна быть не менее 71 п.м готового канала в смену.
При разработке циклограммы потока принято:
длина сменной захватки ![]() = 71 п.м.;
= 71 п.м.;
количество сменных захваток nз = 1000/71 = 140;
ритм потока t = I смена;
герметизация швов - через 5 суток после укладки бетона в облицовку (то есть через 10 рабочих смен).
При этом продолжительность полного развертывания потока
Тразв. = (n - 1)·t =(14-1)·1 = 13 рабочих смен,
где
n = 14 - количество захваток, на которых выполняются строительные процессы (с учетом 10 захваток твердения бетона до заделки швов).
Полная продолжительность потока на рассматриваемом участке канала
Т = nз + Тразв. = 140 + 13 = 153 смены.
Длина рабочего фронта комплекта
Lф = ![]() ·n = 71·14 =
·n = 71·14 =
Приложение
3
ПРИМЕР ГРАФИКА ПРОИЗВОДСТВА РАБОТ
График производства
работ на устройство монолитной бетонной облицовки канала длиной

Примечание: (10)х и (140,5)х - соответственно маш.-ч и маш.-см
Приложение
4
ПРИМЕР КАЛЬКУЛЯЦИИ ТРУДОВЫХ ЗАТРАТ
Калькуляция трудовых
затрат на устройство монолитной бетонной облицовки канала длиной
|
Обоснование |
Наименование работ |
Единица измерения |
Объем работ |
Норма времени на ед. изм., чел.-ч |
Затраты труда на весь объем работ, чел.-дн. |
Расценка на единицу измерения, руб.-коп. |
Стоимость затрат труда на весь объем, руб.-коп. |
|
§ В 43-19а,
Дополнения и изменения к В 43 |
Облицовка оросительных каналов бетонной смесью комплектом бетоноукладочных машин МБ-4, МБ-5, МБ-6 |
|
115,2 |
(10)х |
(140,5)х |
112-52 |
12962-30 |
|
ЕНиР § 2-1- 15. Табл. 2, п. 9б К = 0,85 |
Перемещение
грунта отвалов бульдозером ДЗ-109 на расстояние до |
|
138,0 |
0,56 |
9,42 |
0-44,3 |
61-13 |
|
§ T-I55-1-49 |
Герметизация деформационных швов при помощи заливщика швов МБ-16 |
шва |
230,0 |
1,1 |
30,85 |
0-68,8 |
158-24 |
|
Тариф |
Обслуживание заливщика швов МБ-16 |
ч |
253,0 |
1 |
30,85 |
0-70,2 |
177-61 |
|
Итого |
|
|
|
|
2599,92 |
|
13359-28 |
Примечание: (10)х и (140,5)х - соответственно маш.-ч и маш.-см.
Приложение
5
ПРИМЕР РАСЧЕТА МАТЕРИАЛЬНО-ТЕХНИЧЕСКИХ РЕСУРСОВ
Материально-технические ресурсы на устройство монолитной бетонной облицовки канала длиной
1. Основные материалы
|
Наименование |
Марка |
Единица измерения |
Количество |
|
Бетон гидротехнический |
М-200 |
м3 |
11520 |
|
Пленкообразующая жидкость |
«Этиноль» |
кг |
38400 |
|
Резино-битумная мастика |
«Изол» Г-В |
м3 |
42,9 |
2. Машины, оборудование, инструменты, приспособления
|
Наименование |
Тип |
Марка |
Количество |
Техническая характеристика |
|
1 |
2 |
3 |
4 |
5 |
|
Профилировщик |
Самоходный |
МБ-4 |
1 |
Техническая производительность 90 м3/ч |
|
Бетоноукладчик |
Самоходный |
МБ-5 |
1 |
Техническая производительность 38 м3/ч |
|
Нарезчик швов |
Самоходный |
МБ-6 |
1 |
Техническая
производительность |
|
Бульдозер |
Гусеничный |
ДЗ-109 |
1 |
Мощность двигателя 118¸147 кВт |
|
Заливщик швов |
Самоходный |
МБ-16 |
1 |
Эксплуатационная производительность 70 м/ч |
|
Кран |
Автомобильный |
KC-2561K |
1 |
Грузоподъемность 6,3 т |
|
Автобетоносмеситель |
Самоходный на базе КамАЗ |
СБ-92-1 |
по |
Объем замеса до |
|
Перегружатель батона |
Прицепной |
МБ-27 |
1 |
Мощность 50 кВт |
|
|
|
|
|
|
|
Шаблон для контроля размера рельсовой колеи |
- |
- |
1 |
- |
|
Комплект рельс |
- |
- |
1 |
2×180 м |
|
Комплект гаечных ключей |
- |
- |
2 |
- |
|
Кувалда |
- |
1212-0201 |
4 |
- |
|
Рулетка стальная |
- |
РС-20 |
I |
|
|
Отвес |
- |
- |
2 |
- |
|
Лопаты разные |
- |
- |
6 |
- |
|
Лом монтажный |
- |
ЛМ-24 |
4 |
- |
|
Метр складной |
- |
- |
2 |
- |
|
Нивелир |
- |
HB-1 |
1 |
- |
|
Рейка нивелирная |
- |
- |
2 |
|
|
Вешка |
- |
- |
10 |
- |
|
Уровень |
- |
- |
2 |
- |
|
Трап |
- |
- |
7 |
Н = |
3. Эксплуатационные материалы
|
Наименование |
Единица намерения |
Норма на час работы машины |
Количество на принятый объем работ |
|
Дизельное топливо для: |
|
|
|
|
профилировщика МБ-4 |
кг |
9,3 |
10715 |
|
бетоноукладчика МБ-5 |
кг |
9,0 |
10370 |
|
нарезчика швов МБ-6 |
кг |
9,0 |
10370 |
|
бульдозера ДЗ-109 |
кг |
9,5 |
11685 |
|
Бензин для заливщика швов МБ-16 |
кг |
10,4 |
2631 |
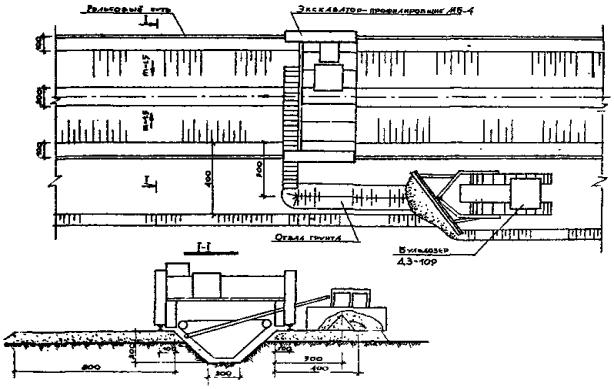
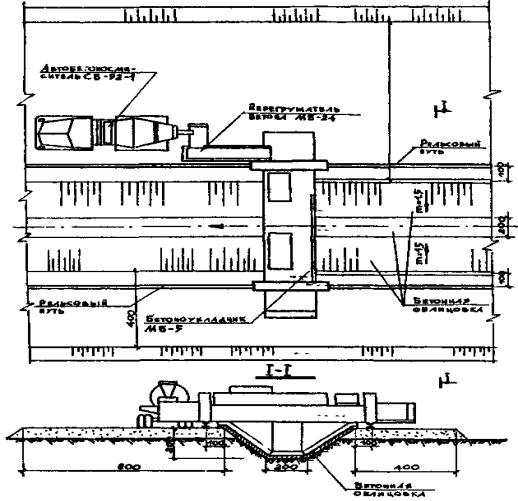
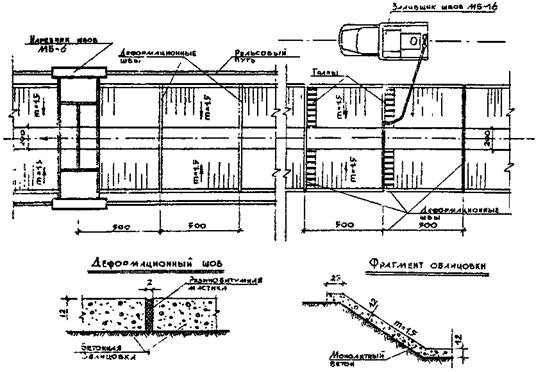
Приложение
6
Схема производства работ по облицовке канала комплектом машин МБ-4, МБ-5, МБ-6
поточным методом
|
СХЕМА РАЗВИТИЯ ЛИНЕЙНОГО ПОТОКА.
|
|
|
Циклограмма потока
|
Состав строительных операций 1. Перекладка рельсового пути. 2. Профилирование сечения канала. 3. Укладка бетонной смеси. 4. Нарезка швов и нанесение пленкообразующего состава. 5. Выдерживание бетона в течение 5 дней. 6. Герметизация швов. |
Приложение
7
Схема профилирования дна и откосов канала экскаватором-профилировщиком МБ-4
Приложение
8
Схема укладки бетонной смеси на дно и откосы канала бетоноукладчиком МБ-5
Приложение
9
Схема нарезки швов в бетонной
облицовке и их герметизации
Приложение
10
РЕКОМЕНДАЦИИ ПО НАЗНАЧЕНИЮ ТРЕБОВАНИЙ К БЕТОННОЙ СМЕСИ, ПОДБОРУ ЕЕ СОСТАВА
Требования к бетонной cмeси, укладываемой в облицовку каналов должны назначаться с учетом:
- конструктивных размеров облицовки, места расположения бетона в облицовке по отношению к водной среде при эксплуатации канала;
- степени агрессивности водной и грунтовой среды, в которой будет работать бетон и возможные вида его коррозии;
- особенностей технологии производства бетонных работ, например, вида уплотняющих механизмов и других технических и технологических параметров машин.
Бетонная смесь для укладки в монолитную облицовку оросительных каналов должна соответствовать требованиям ГОСТ 4795-68 - ГОСТ 4793-69 «Бетон гидротехнический».
В требованиях к бетонной смеси показатели подвижности, плотности, пористости и расслаиваемости должны быть определены в соответствии о ГОСТ 10181.0-81 - ГОСТ 10181.4-81 «Смеси бетонные. Методы испытаний». Величину подвижности бетонной смеси назначают в зависимости от технологии укладки. Объем вовлеченного в бетонную смесь воздуха должен быть не более 5 %.
При строительстве монолитных бетонных и железобетонных облицовок каналов механизированным способом следует применять подвижные бетонные смеси с осадкой конуса 4...12 см. Такую подвижность следует получать только за счет обязательного применения пластифицирующих и воздухововлекающих добавок. Использование добавок позволяет уменьшить расход цемента до 15 %, увеличить прочность бетона на 10-20 %, обеспечить бетону необходимую водостойкость при попеременном увлажнении и высыхании, трещиностойкость, морозостойкость за счет вовлечения и диспергирования воздуха, улучшить свойства бетонной смеси и структуру затвердевшего бетона.
Проектирование состава бетонной смеси расчетно-экспериментальными способами или по таблицам, графикам, номограммам должно выполняться в соответствии с требованиями ГОСТ 4795-68, 4797-69*, 4798-69, 4799-69, 18105-72, 473-61, «Руководства по производству бетонных работ» (М., Стройиздат, 1975), «Рекомендации по повышению долговечности железобетонных конструкций быстроточных ирригационных каналов», Р-9-76 (НИИЖБ, 1976), «Руководства по проектированию противофильтрационного бетона для строительства облицовок каналов бетоноукладочными комплексами» (ВНИИГиМ, 1982).
Подбор исходных материалов для бетона должен выполняться о соблюдением следующих основных требований.
Цементы, должны соответствовать требованиям ГОСТ 10178-76 и 22266-76. При сульфатной агрессии применяются сульфатостойкие портландцементы в соответствии с ГОСТ 22266-76. Марка цемента назначается в зависимости от требуемых прочностных показателей бетона облицовки.
Выбор вида цемента должен производиться с учетом климатических условий района строительства, периода года, условий эксплуатации сооружений и т.д. При агрессивном воздействии водной среды вид цемента выбирается по СНиП II-28-73* в зависимости от показателей и степени агрессивности.
Выбор мелкого заполнителя кварцевого песка определяется требованиями ГОСТ 10268, 8736-77, 4797-69*. С целью снижения водопотребности бетонной смеси желательно применять крупные и среднезернистые пески с модулем крупности не менее 2,0.
Применение мелких и очень мелких песков без обогащения допускается только при обеспечении заданных свойств бетона специальными мероприятиями и при соответствующем технико-экономическом обосновании. Содержание в песке глинистых и пылевидных частиц должно быть не более 1 %, в том числе глинистых частиц - не более 0,5 %. В песке не допускаются опал и другие аморфные видоизменения кремнезема.
Рекомендации по выбору крупного заполнителя должны даваться в соответствии с требованиями ГОСТ 10268-70, 8267-75, 10260-74, 8268-74, 4797-69. Для снижения водопотребности и повышения долговечности облицовки в крупном заполнителе содержание зерен слабых пород не должно быть более 5 %, а игловатых и лещадных зерен - 15 %. Щебень и гравий должны поступать от поставщиков в промытом и фракционированном виде с содержанием пылевидных, илистых и глинистых частиц не более 0,5 %. Показатель дробимости для крупного заполнителя должен быть не более Др-8.
Максимальная крупность зерен щебня и гравия выбирается с учетом размеров сечения облицовки (не более 1/3 толщины) в соответствии с указаниями СНиП III-13-76 во
всех случаях не более
Назначение вида добавок выполняется в соответствии с «Руководством по применению химических добавок в бетоне» (М.„ Стройиздат, 1981), «Руководством по применению химических добавок в бетоне для гидротехнических сооружений в мелиоративном строительстве» ВТР-С-2-78 (Киев, 1979) и «Рекомендацией до применению химических добавок в бетоне» (M., Стройиздат, 1977).
Определение состава бетона с химическими добавками следует производить в два этапа. В начале определяется состав бетона без добавок, удовлетворяющий проектным и технологическим требованиям, а затем на его основе подбирается состав бетона с химическими добавками, который должен удовлетворять тем же проектным и технологическим требованиям.
Для приготовления бетонной смеси допускается применять обычную воду, отвечающую требованиям ГОСТ 23732-79, имеющую водородный показатель рН не менее 4 и не более 12,5.
В процессе приготовления бетонной смеси требуется систематический контроль и корректировка ее состава в ходе производства работ, так как возможны колебания свойств составляющих компонентов бетона и других факторов, влияющих на его качество.
Приложение
11
РЕКОМЕНДАЦИИ ПО организации контроля
качества РАБОТ И БЕТОНА ОБЛИЦОВКИ
Для обеспечения требуемого уровня качества бетонных работ при неоднородности и изменчивости свойств материалов и условий производства работ необходима постоянная и достаточно оперативная корректировка режимов и параметров основных технологических процессов по результатам пооперационного технического и технологического контроля важнейших показателей качества бетона, которые осуществляются на основании схемы операционного контроля, приводимой в технологической карте.
При разработке проектов производства работ, охватывающих широкий круг вопросов организации и технологии строительства от подготовки производства до приемки готового сооружения, необходима разработка подробных карт производства и управления качеством работ с учетом конкретных условий объекта строительства. В этих картах должны быть учтены все непосредственные и многоступенчатые обратные связи технологических процессов и показана последовательность и форма воздействия на режим основных процессов.
Карты контроля отдельных стадий технологического процесса должны быть сведены в единую систему организации контроля качества всего комплекса процессов в соответствии с их технологической последовательностью.
При разработке таких карт на строительстве протяженных гидромелиоративных сооружений с большим объемом бетонных работ рекомендуется ориентироваться на следующий порядок организации контроля качества бетона.
- оптимизируется состав бетонной смеси и технологии производства бетонных работ с учетом свойств компонентов бетоне, особенностей сооружения, применяемого способа строительства, местных условий (климатических, географических и пр.) и наличия технических средств;
- одновременно с подбором и оптимизацией состава бетона и технологических режимов производства выявляются все возможные зависимости показателей качества от параметров процесса, которые в ходе работ могут быть использованы для регулирования режимов производства;
- исходя из номенклатуры заданных показателей качества, назначаются параметры бетонной смеси, которые необходимо контролировать в ходе производства работ для поддержания установленного уровня качества бетона, определяются методы и средства контроля, порядок осуществления и использования результатов.
2. В процессе производства работ осуществляют текущий контроль параметров бетонной смеси и производят необходимую подстройку режимов производства, обеспечивающую поддержание качества бетона на заданном уровне.
3. При приемке сооружения производят выборочное натурное обследование сооружения по основным показателям, дают оценку надежности сооружения и оценку качества выполненных работ.
В картах контроля качества должно быть указано распределение обязанностей и структур связи между исполнителями контроля качества - центральными и приобъектными лабораториями и производителями работ с учетом возможностей лабораторий, их состава, расположения и оснащенности. Рекомендуется следующее разделение функций лабораторий:
центральные лаборатории (ЦСЛ) - трестов и объединений:
- подбор и испытания компонентов бетона, проектирования состава бетона, отработка оптимальных режимов обработки бетона, организация текущего контроля, обследование готового сооружения, сбор и обработка сведений, поступающих с приобъектных лабораторий;
приобъектные лаборатории (ПСЛ) - СУ, СМУ, ПМК:
- проведение текущего (в т.ч. операционного и технологического контроля, осуществление связи с производителями работ (прорабом, машинистом бетоноукладчика, оператором бетоносмесительного узла), выполнение мероприятий по предупреждению и ликвидации дефектов производства, передача сведений в ЦСЛ.
Для определения всех контролируемых параметров бетона непосредственно на месте выполнения бетонных работ рекомендуется использовать передвижную комплексную лабораторию ВНИИГиМ. Состав, возможности и рекомендации по применению этой лаборатории приведены в «Рекомендациях по подготовке, организации и проведению контроля качества бетона на строительстве гидротехнических и мелиоративных сооружений» (при использовании передвижных комплексных лабораторий). ВНИИГиМ, 1980.
На стадии подготовки производства бетонных работ ЦСЛ производят определенные испытания бетона по контрольным образцам (определение основных качественных показателей и их изменчивости): назначают контрольные и допустимые границы их применения, устанавливают номенклатуру, порядок и способы определения контролируемых параметров бетона и процесса бетонирования, устанавливают план контроля, разрабатывают рекомендации по использованию результатов контроля дня стабилизации технологического процесса, а также мероприятия по предупреждению и ликвидации дефектов.
СХЕМА ОПЕРАЦИОННОГО КОНТРОЛЯ КАЧЕСТВА РАБОТ ПРИ ОБЛИЦОВКЕ ОРОСИТЕЛЬНЫХ КАНАЛОВ МОНОЛИТНЫМ БЕТОНОМ ПО ГРУНТОВОМУ ОСНОВАНИЮ С ПОМОЩЬЮ ВИБРОФОРМ МБ-15А и МБ-17
|
Операции, подлежащие контролю |
Контроль качества выполнения работ |
||||
|
производителем работ |
мастером |
состав |
способы |
время |
привлекаемые службы |
|
|
Качество откосов, дна |
Ровность, плотность в местах подсыпок особенно |
Визуально 2-х м рейкой |
До укладки бетона |
Строительная лаборатория |
|
Качество бетона, мастики |
|
Наличие паспортов на бетон, мастику, марка, Мрз, подвижность |
Регулярная проверка |
В процессе работы |
То же |
|
|
Укладка бетона |
Толщина слоя, качество вибрирования, гладкость поверхности бетона |
Визуально, 2-х м рейкой, стальным метром |
То же |
То же |
|
|
Уход за бетоном |
Качество покрытия бетонной поверхности пленкообразующим материалом, отсутствие пропусков, толщины пленки |
Визуально |
То же |
То же |
|
|
Устройство деформационных швов |
Соблюдение ширины, перпендикулярности, расстояния между швами, чистоты шва, качества заполнения шва мастикой, отсутствие пропусков, наплывов, высота заполнения шва, степень обжатия пороизолового жгута |
Визуально, стальным метром |
В процессе нарезки и заделки швов, последующее выборочное вскрытие отдельных загерметизированных участков |
То же |