|
ФЕДЕРАЛЬНОЕ АГЕНТСТВО |
||
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р ИСО |

Сварка и родственные процессы.
Словарь
Часть 2
ПРОЦЕССЫ ПАЙКИ
Термины и определения
ISO 857-2:2005
Welding and allied processes - Vocabulary - Part 2:
Soldering and brazing processes and related terms
(IDT)
|
|
Москва Стандартинформ 2009 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным учреждением «Научно-учебный центр «Сварка и контроль» при МГТУ им. Н.Э. Баумана (ФГУ НУЦСК при МГТУ им. Н.Э. Баумана), Национальным агентством контроля и сварки (НАКС), Санкт-Петербургским государственным политехническим университетом (СПбГПУ) на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 «Сварка и родственные процессы»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 4 августа 2009 г. № 278-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 857-2:2005 «Сварка и родственные процессы. Словарь. Часть 2. Процессы пайки. Термины и определения» (ISO 857-2:2005 Welding and allied processes - Vocabulary - Part 2: Soldering and brazing processes and related terms)
При применении настоящего стандарта рекомендуется использовать вместо ссылочного международного стандарта соответствующий ему национальный стандарт, сведение о котором приведено в дополнительном приложении С
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
Международный стандарт ИСО 857-2:2005 разработан техническим комитетом ИСО/ТК 44 «Сварка и родственные процессы», подкомитетом ПК 7 «Термины и определения».
ИСО 857-1:1998 и ИСО 857-2:2005 отменяют и заменяют стандарт ИСО 857:1990, который подвергся техническому пересмотру.
ИСО 857 составлен в двух новых частях под общим названием «Сварка и родственные процессы. Словарь»:
- часть 1. Процессы сварки металлов. Термины и определения;
- часть 2. Процессы пайки. Термины и определения.
ИСО 857-1 ограничивается сварочными процессами металлических материалов, сварочные процессы структурированы в более систематическом виде, чем в ИСО 857:1990. Процессы классифицированы в соответствии с их физическими характеристиками, например сварка давлением или сварка плавлением, а также по типам источников энергии. Были добавлены несколько новых процессов, а также был удален ряд процессов, вышедших из употребления.
ИСО 857-2 ограничивается процессами пайки и организован также как и ИСО 857-1. Для лучшего понимания этих процессов были добавлены новые определения.
Номера в круглых скобках, идущие после названий процессов, относятся к нумерации, использованной в ИСО 4063. Большинство определений сопровождаются схематическими рисунками, приведенными в качестве примеров.
Запросы на официальное толкование любых аспектов данной части ИСО 857 необходимо направлять в Секретариат ИСО/ТК 44/ПК 7 через национальный орган по стандартизации. Полный перечень таких органов можно найти на сайте www.iso.org.
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Сварка и родственные
процессы.
Словарь
Часть 2
ПРОЦЕССЫ ПАЙКИ
Термины и определения
Welding and allied processes. Vocabulary. Part 2. Soldering and brazing processes. Terms and definitions
Дата введения - 2010-07-01
1 Область применения
Настоящий стандарт устанавливает термины и определения, употребляемые при пайке металлов.
2 Нормативные ссылки
В настоящем стандарте использована нормативная ссылка на следующий стандарт:
ИСО 4063 Сварка и родственные процессы. Перечень и условные обозначения процессов
3 Термины и определения
3.1 пайка: Процесс соединения деталей, при котором используют дополнительный расплавленный материал (припой) с температурой ликвидус ниже чем температура солидус основного(ых) материала(ов), который смачивает поверхности нагретого(ых) основного(ых) материала(ов) и заполняет узкий зазор между соединяемыми деталями.
Примечания
1 Этот процесс в основном относится к металлам, но может также относиться к неметаллическим материалам. Химический состав припоя всегда отличается от состава соединяемых деталей.
2 Если процесс осуществляется без капиллярного эффекта, то он часто описывается как пайкосварка.
3.1.1 низкотемпературная пайка: Процесс соединения с применением припоя с температурой ликвидус не выше 450 °С.
3.1.2 высокотемпературная пайка: Процесс соединения с применением припоя с температурой ликвидус свыше 450 °С.
3.1.3 покрытие: Нанесение слоя или слоев материала на поверхность с целью получения желаемых свойств и/или размеров.
3.1.4 растекание припоя и заполнение зазора
3.1.4.1 смачивание: Растекание и адгезия тонкого непрерывного слоя расплавленного припоя по поверхности соединяемых деталей.
3.1.4.2 отсутствие смачивания: Отделение твердого припоя, который, хотя и растекался по поверхности соединяемых деталей, но не образовывал связь с ним из-за, например, недостаточной очистки или флюсования.
3.1.4.3 путь потока припоя: Путь, по которому расплавленный припой течет в соединении.
3.1.4.4 капиллярное давление: Поверхностное натяжение, которое перемещает расплавленный припой в зазор между соединяемыми деталями с учетом гравитации.
3.1.4.5 процесс образования связи: Процесс, при котором в результате металлургического взаимодействия создается связь между жидкой фазой припоя и твердым основным металлом.
3.2 Материалы для пайки
3.2.1 припой: Добавляемый металл для получения паяных соединений, который может быть в виде проволоки, вставок, порошка, паст и др.
3.2.2 флюс: Неметаллический материал, который в расплавленном состоянии способствует смачиванию, удаляя оксиды или другие вредные пленки с соединяемых поверхностей, и предотвращает их повторное образование в процессе соединения.
3.2.3 связующее вещество: Вещество, с помощью которого припои и/или флюсы связываются в виде порошков или паст для последующего применения при изготовлении соединения или могут формоваться в виде присадки.
3.2.4 ограничительное покрытие при пайке: Вещество, используемое для предотвращения нежелательного растекания расплавленного припоя.
3.2.5 основной материал: Паяемый материал.
3.2.6 защитная газовая среда при пайке: Газовая среда или вакуум, применяемые для удаления оксидов и других вредных пленок на соединяемых поверхностях или для предотвращения повторного образования таких пленок на предварительно очищенных поверхностях.
3.2.6.1 активная газовая среда: Газ, уменьшающий количество оксидов благодаря его большому сродству с кислородом.
3.2.6.2 нейтральная газовая среда: Газ, препятствующий образованию оксидов во время пайки.
3.2.6.3 вакуум: Среда, в которой давление значительно ниже атмосферного, вследствие чего уменьшается образование оксидов до уровня, приемлемого для удовлетворительной пайки, благодаря низкому парциальному давлению окислителя.
Примечание - Подготовительная очистка смачиваемых поверхностей чрезвычайно важна, так как в вакууме может удалиться очень ограниченное количество оксидов.
3.3 Условия процесса
3.3.1 Характеристические температуры
3.3.1.1 температурный диапазон плавления припоя: Температурный диапазон от начала плавления (температуры солидус) до температуры конца плавления (температуры ликвидус).
Примечание - Для некоторых припоев более характерна точка плавления, чем диапазон плавления.
3.3.1.2 температура пайки: Температура соединения, при которой припой смачивает поверхность или образуется жидкая фаза за счет приграничной диффузии и имеется достаточный объем жидкой фазы.
Примечание - Для некоторых припоев эта температура ниже температуры ликвидус.
3.3.1.3 температура подогрева: Температура, при которой соединяемые детали выдерживаются до ее равномерного распределения.
Примечание - Эта температура ниже температуры солидус припоя.
3.3.1.4 температурный интервал активности: Температурный интервал, в котором флюс или защитная газовая среда эффективны.
3.3.2 Характеристики времени процесса
3.3.2.1 время пайки: Время цикла пайки.
3.3.2.2 время нагрева: Время, в течение которого достигается необходимая температура пайки.
Примечание - Время нагрева включает в себя время подогрева и может включать другие времена, например время дегазации.
3.3.2.3 время подогрева: Время, в течение которого паяемые детали выдерживают при температуре подогрева.
3.3.2.4 время выдержки: Время, в течение которого соединение выдерживают при температуре пайки.
3.3.2.5 время охлаждения: Время, в течение которого соединение охлаждают от температуры пайки до температуры окружающей среды.
Примечание - Время охлаждения может включать в себя время, необходимое для последующей термической обработки паяного соединения.
3.3.2.6 общее время пайки: Период, включающий время нагрева, время выдержки и время охлаждения.
3.3.2.7 эффективное время флюса: Время, в течение которого флюс остается эффективным при пайке.
Примечание - Эффективное время зависит от применяемой технологии.
3.4 Геометрические характеристики паяных соединений
3.4.1 соединение с малым зазором: Соединение, в котором зазор заполняется, главным образом, за счет капиллярного течения припоя, т.е. это либо стыковое соединение, либо нахлесточное соединение между параллельными паяемыми поверхностями деталей.
Примечания
1 См. рисунки 1 и 2.
2 Ширина и длина нахлестки определяют площадь, по которой детали соединяются.
3 Возможна пайка излучением и пайка электрической дугой стыкового соединения с отбортовкой кромок и нахлесточного соединения со стыковыми швами.
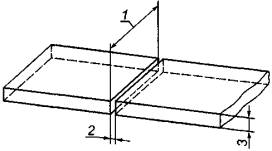
1 - длина соединения, 2 - сборочный зазор, 3 - толщина детали
Рисунок 1 - Стыковое соединение с малым зазором
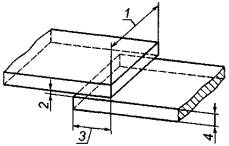
1 - длина соединения, 2 - сборочный зазор, 3 - длина нахлестки, 4 -
толщина детали
Рисунок 2 - Нахлесточное соединение с малым зазором
3.4.2 соединение с большим зазором: Соединение, в котором зазор заполняется припоем за счет гравитации.
Примечания
1 На рисунке 3 показаны две детали с параллельными кромками, подготовленными к пайке.
2 Этот процесс часто описывают как пайкосварку.
3 Возможны пайка излучением и пайка электрической дугой стыкового соединения с отбортовкой кромок и нахлесточного соединения со стыковыми швами.
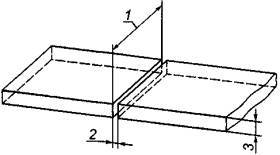
1 - длина соединения, 2 - сборочный зазор, 3 - толщина детали
Рисунок 3 - Стыковое соединение с большим зазором
3.4.3 паяльный зазор: Узкий зазор между паяемыми в основном параллельными поверхностями деталей, измеряемый при температуре пайки.
3.4.4 сборочный зазор: Узкий зазор между паяемыми в основном параллельными поверхностями деталей, измеряемый при комнатной температуре.
3.5 Паяные узлы
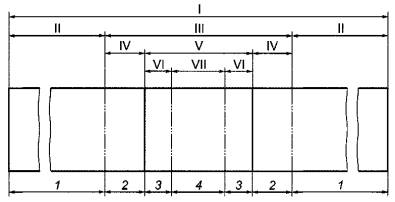
Термины, относящиеся к паяным узлам, приведены на рисунках 4 и 5.
|
Термины, относящиеся к деталям |
Паяный узел/деталь |
I |
|
Зона основного материала |
II |
|
|
Паяное соединение |
III |
|
|
Зона термического влияния |
IV |
|
|
Паяный шов |
V |
|
|
Диффузионная/переходная зона |
VI |
|
|
Зона металла припоя |
VII |
|
|
Термины, относящиеся к материалам |
Основной материал |
1 |
|
Основной материал, претерпевший изменения при пайке |
2 |
|
|
Диффузионная (переходная) зона |
3 |
|
|
Металл припоя |
4 |
Рисунок 4 - Термины, относящиеся к деталям и материалам паяных узлов
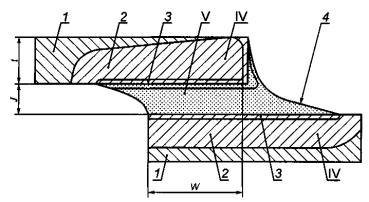
Материал
1 - основной материал;
2 - основной материал, претерпевший изменения при пайке;
3 - диффузионная (переходная) зона;
4 - металл припоя
Узел
IV - зона термического влияния,
V - паяный шов
Размеры
t - толщина детали,
J - эффективная ширина соединения,
W- длина нахлестки
Рисунок 5 - Схема паяного соединения
3.5.1 Узел
3.5.1.1 паяный узел: Узел, полученный с помощью пайки двух или более деталей.
Примечание - Паяный узел может впоследствии стать деталью другого, большего по размерам узла.
3.5.1.2 паяный шов: Область соединения, включающая металл припоя и диффузионные/переходные зоны.
3.5.1.3 зона термического влияния: Зона основного металла, претерпевшего изменения при пайке.
3.5.2 Материалы
3.5.2.1 основной материал, претерпевший изменения при пайке: Металл, свойства которого отличаются от свойств основного материала из-за влияния процесса пайки.
3.5.2.2 диффузионная зона (переходная зона): Слои, образованные во время пайки с химическим составом, отличным от состава основного(ых) материала(ов) и состава припоя.
3.5.2.3 металл припоя: Металл, образующийся при пайке.
Примечание - Так как припой расплавляется, то его химический состав может изменяться вследствие реакций с основным(и) металлом(ами).
3.6 Технология пайки
3.6.1 ручная пайка: Пайка, при которой все операции выполняют вручную.
3.6.2 механизированная пайка: Пайка, при которой все основные операции, за исключением загрузки-выгрузки заготовки, выполняют механически.
3.6.3 автоматическая пайка: Пайка, при которой все операции, включая все вспомогательные операции, такие как смена заготовки, выполняют автоматически.
3.6.4 пайка с добавлением припоя: Процесс, во время которого детали нагреваются в зоне соединения до температуры пайки и припой доводится до температуры плавления, главным образом, благодаря контакту с паяемыми деталями.
3.6.5 пайка с предварительной укладкой припоя: Процесс, во время которого припой помещают в область соединения до нагрева, а затем нагревают до температуры пайки вместе с паяемыми деталями.
3.6.6 пайка погружением: Процесс, во время которого паяемые детали погружают в ванну с расплавленной солью, расплавленным флюсом или расплавленным припоем.
3.6.7 пайка деталей с предварительным нанесением припоя: Процесс, во время которого припой наносят на паяемую поверхность до пайки (например, осаждением, электролизом или осаждением из газовой фазы).
3.6.8 В приложении А приведено описание процессов пайки в зависимости от источников энергии, в приложении В приведены перечень эквивалентных терминов процессов пайки на русском, английском и французском языках и алфавитный указатель терминов процессов пайки на русском языке.
Приложение А
(справочное)
Описание процессов в зависимости от источников энергии
(номера в скобках - по ИСО 4063)
А.1.1 Низкотемпературная пайка с использованием твердотельных источников нагрева
А.1.1.1 Пайка паяльником (952) (см. рисунок А.1).
Нагрев паяемых деталей и расплавление припоя осуществляют вручную или механически с использованием паяльника с теплоемкостью, формой и наконечником, подходящими для места пайки. Обе соединяемые детали и припой доводят до температуры пайки, флюс используют как отдельно, так и в виде присадочного прутка с флюсовым сердечником.
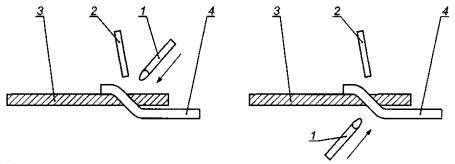
1 - наконечник паяльника, 2 - припой с флюсовым сердечником, 3 -
печатная плата, 4 – проводник
Рисунок А.1 - Примеры низкотемпературной пайки паяльником (печатная плата)
А.1.1.2 Низкотемпературная пайка нагретыми блоками (96)
Детали доводят до температуры пайки нагревом от металлического нагретого блока (например, пластины). Припой обычно вносят в виде прутка с флюсовым сердечником или сплошной проволоки. В последнем случае припой вносят на соединение заранее. Этот процесс важен при пайке толстых заготовок с более тонкими листовыми деталями.
А.1.1.3 Лужение валиком (96) (см. рисунок А.2)
Поверхность нагревают валиком, вращающимся в жидком припое, и смачивают припоем. Флюс наносят на поверхность заранее. Припой растекается по поверхности.
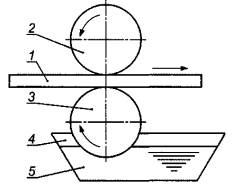
1 - плоская деталь (например, печатная плата), 2 - прижимной валик,
3 - валик для нанесения припоя, 4 - соляной слой для защиты припоя в ванне, 5 -
ванна с припоем
Рисунок А.2 - Лужение валиком
А.1.2 Низкотемпературная пайка с использованием жидкостей
А.1.2.1 Низкотемпературная пайка погружением в расплавленный припой (944) (см. рисунок А.3)
Пайку деталей осуществляют погружением в ванну с расплавленным припоем. Перед погружением они смачиваются флюсом. Скорость погружения выбирают такой, чтобы каждая деталь достигала температуры пайки во время погружения. Наглядным признаком этого является положительный мениск (вогнутая поверхность) в месте контакта поверхности расплавленного припоя и детали. Паяемая деталь может быть холодной или подогретой перед погружением.
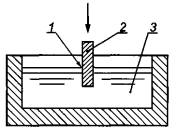
1 - вогнутый мениск, 2 - деталь, 3 - ванна с припоем
Рисунок А.3 - Низкотемпературная пайка погружением в расплавленный припой
А.1.2.2 Низкотемпературная пайка волной припоя (951) (см. рисунок А.4)
Жидкий припой наносится волной припоя, создаваемой насосом и соплом. Этот процесс, в основном, применяется для пайки печатных плат совместно с волновым или распылительным устройством нанесения флюса и сушилкой флюса. Желательно, чтобы угол подачи между поверхностью ванны и печатной платой составлял около 7°.
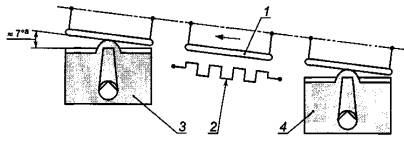
1 - печатная плата, 2 - сушилка, 3 - ванна с волной припоя, 4 -
волновое или распылительное устройство для нанесения флюса (флюс с вспененной
волной)
а Угол подачи.
Рисунок А.4 - Низкотемпературная пайка волной припоя
А.1.2.3 Низкотемпературная пайка протягиванием через расплавленный припой (956) (см. рисунок А.5)
Используемая ванна с припоем имеет большую поверхность, но малую глубину. Поверхности плоских паяемых деталей (печатных плат) сначала смачивают флюсом и сушат. Затем печатные платы погружают в ванну: углы входа и выхода могут быть одинаковыми или разными (например, от 8° до 10°), а глубина погружения составляет около половины толщины печатной платы. Жесткая планка, закрепленная непосредственно перед печатной платой, удаляет оксиды с поверхности ванны с припоем по мере прохождения печатной платы через ванну. Время пайки определяется скоростью движения печатной платы и длиной ванны с припоем.
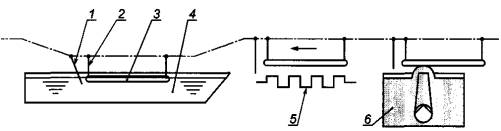
1 - жесткая планка, 2 - держатель, 3 - печатная плата, 4 - ванна с
припоем, 5 - сушилка, 6 - волновое или распылительное устройство нанесения
флюса (флюс с вспененной волной)
Рисунок А.5 - Низкотемпературная пайка протягиванием через расплавленный припой
А.1.2.4 Низкотемпературная ультразвуковая пайка (947) (см. рисунок А.6)
Паяемую поверхность детали погружают в нагретую ванну с расплавленным припоем. Затем поверхность освобождают от оксидов под действием ультразвука, причем разрушение и удаление оксидных слоев происходит за счет кавитации. Во избежание эффекта экранирования удобно использовать два трансформатора, расположенные напротив друг друга. Таким образом, очищенный металл (например, алюминий) можно лудить без применения флюса.
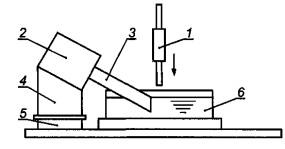
1 - деталь, 2 - генератор ультразвука, 3 - трансформатор упругих
колебаний, 4 - опорная конструкция с вентилятором охлаждения, 5 - основание, 6
- ванна с припоем
Рисунок А.6- Низкотемпературная ультразвуковая пайка
А.1.3 Низкотемпературная пайка с использованием газов
А.1.3.1 Низкотемпературная газопламенная пайка (942) (см. рисунок А.7)
Теплота создается за счет сгорания горючей смеси. Пламя не направляют непосредственно на офлюсованную поверхность, так как это могло бы повредить флюс. Зона соединения нагревается равномерно за счет перемещения газовой горелки. Припой либо помещают между деталями, либо подают при достижении температуры пайки.
1 - флюс и припой, 2 - детали, 3 – пламя
Рисунок А.7 - Низкотемпературная газопламенная пайка
А.1.3.2 Низкотемпературная пайка нагретым газом (96)
Воздух нагревается при прохождении через электронагреватель или пламя. Нагретый воздух или продукты сгорания подаются через сопло на паяемые детали. Припой помещают между деталями после нанесения флюса или подают после достижения температуры пайки. Вместо воздуха допускается использовать другие газы.
А.1.4 Низкотемпературная пайка инфракрасным излучением (941)
Используют источник инфракрасного излучения, расположенный в фокальной точке полуэллиптического зеркала. Лучи фокусируют во второй фокальной точке, в которой находятся паяемые детали, с предварительно нанесенными припоем и флюсом. Большинство металлических деталей отражают часть энергии излучения своей поверхностью, остальная энергия превращается в теплоту на глубине нескольких микрон.
А.1.5 Низкотемпературная пайка с использованием электрического тока
А.1.5.1 Низкотемпературная индукционная пайка на воздухе (946)
После нанесения флюса и припоя в соединяемых деталях генерируется теплота, необходимая для пайки, с помощью индуцированного переменного тока. Припой допускается подавать также после достижения температуры пайки. Пайку проводят на воздухе.
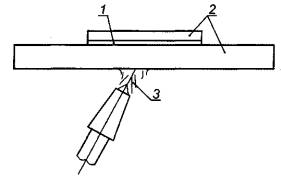
А.1.5.2 Низкотемпературная пайка электросопротивлением (948) (см. рисунок А.8)
После нанесения флюса и припоя паяемые детали сдавливаются двумя электродами, через которые протекает электрический ток. Теплота, необходимая для пайки, выделяется за счет сопротивления электрическому току. Определяющими факторами нагрева являются электрическое сопротивление поверхностей соединения и электрическое сопротивление электродов и деталей. Типичными материалами электродов являются уголь, вольфрамовые, молибденовые и медные сплавы.
1 - электроды, 2 - паяемое соединение, 3 - детали (например,
луженая медная полоса)
Рисунок А.8 - Низкотемпературная пайка электросопротивлением
А.1.6 Низкотемпературная пайка в печи (943)
А.1.6.1 Общие данные
Детали нагреваются в печи. Процесс подходит для массового производства деталей малых и средних размеров. Детали с нанесенным флюсом и припоем закрепляют в определенном положении. Допускается использовать предварительно формованные заготовки припоя.
Различают печи периодического действия, например камерные или шахтные печи, и печи непрерывного действия.
А.1.6.2 Низкотемпературная пайка горячим газом
После нанесения флюса и припоя детали (например, печатные платы) нагревают потоком горячего газа. Для большинства деталей применяют припой в виде пасты.
А.1.6.3 Низкотемпературная пайка инфракрасным или лазерным излучением
Детали (например, печатные платы) нагреваются инфракрасным или лазерным излучением. Инфракрасное излучение нагревает всю деталь. Лазерное излучение нагревает только зону соединения.
А.1.6.4 Низкотемпературная пайка паром
Пар используют для нагревания деталей (например, печатных плат) до температуры пайки. Температура не превышает точку кипения жидкости, используемой для получения пара.
А.2.1 Высокотемпературная пайка с использованием жидкостей для нагрева
А.2.1.1 Высокотемпературная пайка погружением в расплавленный припой (914)
Паяемые детали нагревают погружением в ванну с расплавленным припоем. Ванна должна быть изготовлена из подходящего материала (керамического материала или графита). Флюс наносят до погружения детали в ванну.
А.2.1.2 Высокотемпературная пайка погружением в расплавленную соль (915)
Детали нагревают погружением в ванну, содержащую смесь расплавленных солей. Ванну изготавливают из подходящего материала. Многие солевые смеси действуют как флюс. Состав соляной смеси зависит от природы основного металла и припоя. Предварительно формованные припои помещают в непосредственной близости к зоне соединения перед погружением.
А.2.1.3 Высокотемпературная пайка погружением во флюсовую ванну
Детали погружают в ванну с активным расплавленным флюсом. Перед погружением предварительно формованные припои помещают в непосредственной близости к зоне соединения.
А.2.2 Высокотемпературная газопламенная пайка (912)
В качестве источника теплоты используют газовую горелку. Горелку настраивают на нейтральное или слабо восстановительное пламя. Способ нагрева зависит от характера паяемого соединения и используемого припоя:
- при ручной пайке горелка обычно передвигается так, чтобы детали для пайки нагревались как можно равномернее в зоне соединения;
- при механизированной или автоматической пайке обычно передвигаются детали (см. рисунок А.9);
- в качестве горючих газов, сжигаемых в кислороде, сжатом воздухе или всасываемом воздухе, используют ацетилен, пропан, водород или природный газ.
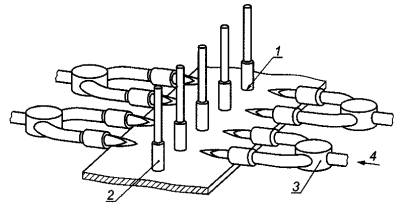
1 - припой, 2 - деталь, 3 - многопламенная горелка, 4 - горючая
смесь
Рисунок А.9 - Высокотемпературная газопламенная пайка закрепленными горелками
А.2.3 Высокотемпературная пайка электрической дугой (93)
Процессы дуговой пайки можно разделить на дуговую пайку плавящимся электродом в защитном газе и пайку неплавящимся электродом в защитном газе.
Принцип дуговой пайки практически идентичен принципу дуговой сварки в защитном газе. В качестве присадочных проволок в основном применяются медные сплавы. Температурный интервал плавления этих материалов ниже, чем у основных материалов.
Обычно процессы дуговой пайки применяют для тонколистовой стали с покрытием или без покрытия.
Из-за более низкого температурного интервала плавления присадочного материала снижается опасность повреждения покрытия и термического влияния на деталь. Дуговая пайка не приводит к значительному плавлению основного материала. Обычно флюс не требуется.
А.2.4 Высокотемпературная пайка излучением
А.2.4.1 Высокотемпературная пайка лазерным лучом (93) (см. рисунок А.10)
Пайку лазерным лучом выполняют СO2-лазерами или Nd:YAG-лазерами, работающими в непрерывном или импульсном режиме. Припой обычно вводят в виде присадочной проволоки или паяльной пасты.
Сравнительно новое применение нашла пайка лазерным лучом - соединение стальных листов, например в автомобильной промышленности. Низкотемпературную и высокотемпературную пайки лазерным лучом выполняют также в среде защитного газа или вакууме.
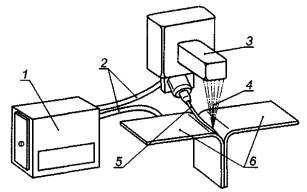
1 - источник питания, 2 - оптические волокна, 3 - фокусирующая оптика,
4 - лазерный луч, 5 - присадочная проволока, 6 – детали
Рисунок А.10 - Высокотемпературная пайка лазерным лучом
А.2.4.2 Высокотемпературная пайка электронным лучом (93) (см. рисунок А.11)
Теплота генерируется в детали паяемого соединения путем поглощения энергии сфокусированного электронного луча. Этот процесс обычно осуществляется в вакууме.
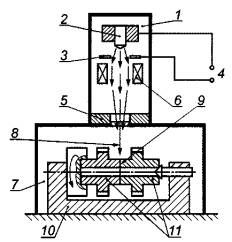
1 - вакуумная камера, 2 - катод, 3 - анод, 4 - источник питания, 5
- система отклонения луча, 6 - фокусирующая линза, 7 - паяльная камера, 8 -
электронный луч, 9 - соединение, 10 - устройство передвижения обрабатываемой
заготовки, например ее вращения, 11 – детали
Рисунок А.11 -Высокотемпературная пайка электронным лучом
А.2.5 Высокотемпературная пайка электрическим нагревом
А.2.5.1 Высокотемпературная индукционная пайка (916) (см. рисунок А.12)
Теплота генерируется переменным током, индуцированным в паяемых деталях. Как правило, этот вид пайки осуществляют на открытом воздухе с флюсом, однако применяют и защитную газовую среду.
Плотность энергии, индуцированной в деталях, быстро убывает с удалением от поверхности. Глубина проникания энергии зависит от частоты.
Средние частоты (1000-10000) Гц обеспечивают большую глубину проникания, чем высокие частоты (от 100 кГц до нескольких МГц).
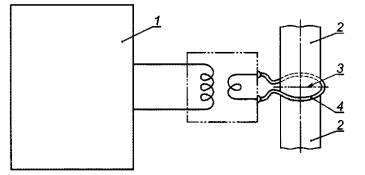
1 - генератор, 2 - деталь, 3 - соединение, 4 – индуктор
Рисунок А.12 - Высокотемпературная индукционная пайка
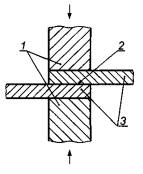
А.2.5.2 Высокотемпературная пайка электросопротивлением (918) (см. рисунок А.13)
Теплота выделяется в месте соединения деталей при прохождении электрического тока. Электрический нагрев может быть косвенным (см. рисунок А.13) или прямым (см. рисунок А.14).
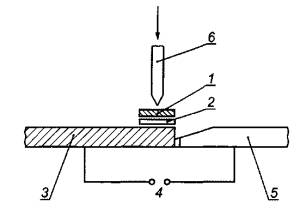
1 - первая деталь, 2 - твердый припой, флюс, 3 - вторая деталь
(например, стальная полоса), 4 - источник питания, 5 - медный электрод, 6 –
прижим
Рисунок А.13 - Высокотемпературная пайка косвенным электронагревом
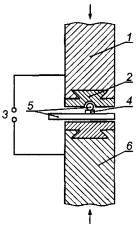
1 - подвижный электрод, 2 - профилированный наконечник электрода
(изготовлен, например, из угля, вольфрама, молибдена), 3 - источник питания, 4
- твердый припой, флюс, 5 - детали, 6 - неподвижный электрод
Рисунок А.14 - Высокотемпературная пайка прямым электронагревом
А.2.5.3 Высокотемпературная пайка в печи (913)
Паяемые детали нагревают излучаемой теплотой и/или конвекцией горячего газа в печи. Детали закрепляют относительно друг друга. Твердый припой помещают до начала нагрева. Обычно процесс осуществляется без флюса в активной газовой среде или вакууме. В некоторых случаях применяют инертный защитный газ и/или флюс, например для пайки алюминиевых сплавов.
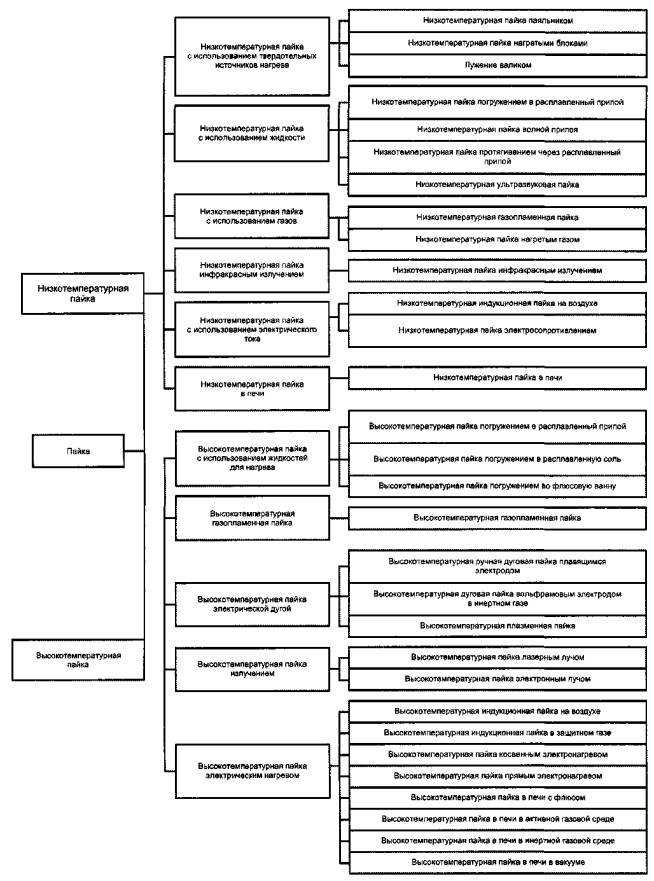
Рисунок А.15 - Классификация процессов пайки
Приложение В
(справочное)
Перечень эквивалентных терминов процессов пайки на русском, английском и французском языках
Таблица В.1
|
Номер раздела, подраздела, пункта настоящего стандарта |
Термины на русском языке |
Термины на английском языке |
Термины на французском языке |
Условное обозначение процесса в ИСО 4063 |
|
Низкотемпературная пайка |
Soldering |
Brasage tend re |
94 |
|
|
Низкотемпературная пайка паяльником |
Soldering with soldering iron |
Brasage tendre au fer |
952 |
|
|
Низкотемпературная пайка нагретыми блоками |
Soldering with preheated blocks |
Brasage tendre avec blocs prechauffes |
96 |
|
|
Лужение валиком |
Roller tinning |
Brasage tendre a la molette |
96 |
|
|
Низкотемпературная пайка погружением в расплавленный припой |
Dip soldering |
Brasage tendre au trempe |
944 |
|
|
Низкотемпературная пайка волной припоя |
Wave soldering |
Brasage tendre a la vague |
951 |
|
|
Низкотемпературная пайка протягиванием через расплавленный припой |
Drag soldering |
Brasage tendre a la traine |
956 |
|
|
Низкотемпературная ультразвуковая пайка |
Ultrasonic soldering |
Brasage tendre par ultra-sons |
947 |
|
|
Низкотемпературная газопламенная пайка |
Flame soldering |
Brasage tendre a la flamme |
942 |
|
|
Низкотемпературная пайка нагретым газом |
Hot gas soldering |
Brasage tendre au gaz chaud |
96 |
|
|
Низкотемпературная пайка инфракрасным излучением |
Infrared soldering |
Brasage tender par infra-rouge |
941 |
|
|
Низкотемпературная индукционная пайка на воздухе |
Induction soldering in air |
Brasage tendre par induction dans I'air |
946 |
|
|
Низкотемпературная пайка электросопротивлением |
Resistance soldering |
Brasage tendre par resistance |
948 |
|
|
Низкотемпературная пайка в печи |
Furnace soldering |
Brasage tendre au four |
943 |
|
|
Высокотемпературная пайка |
Brazing |
Brasage fort |
91 |
|
|
Высокотемпературная пайка погружением в расплавленный припой |
Dip brazing |
Brasage fort au trempe |
914 |
|
|
Высокотемпературная пайка погружением в расплавленную соль |
Salt-bath brazing |
Brasage fort au bain de sel |
915 |
|
|
Высокотемпературная пайка погружением во флюсовую ванну |
Flux-bath brazing |
Brasage fort au bain de flux |
- |
|
|
Высокотемпературная газопламенная пайка |
Flame brazing |
Brasage fort a la flamme |
912 |
|
|
Высокотемпературная пайка электрической дугой (дуговая пайка плавящимся электродом и вольфрамовым электродом в инертном газе, плазменная пайка) |
Brazing with an electric arc (MIG, TIG, plasma) |
Brasage fort a I'arc elect-rique(MIG, TIG, plasma) |
93 |
|
|
Высокотемпературная пайка лазерным лучом |
Laser beam brazing |
Brasage fort par faisceau laser |
93 |
|
|
Высокотемпературная пайка электронным лучом |
Electron beam brazing |
Brasage fort par faisceau d'electrons |
93 |
|
|
Высокотемпературная индукционная пайка |
Induction brazing |
Brasage fort par induction |
916 |
|
|
Высокотемпературная пайка электросопротивлением |
Resistance brazing |
Brasage fort par resistance |
918 |
|
|
Высокотемпературная пайка в печи |
Furnace brazing |
Brasage fort au four |
913 |
Алфавитный указатель терминов процессов пайки
Таблица В.2
|
Термин |
Условное обозначение процесса по ИСО 4063 |
Номер раздела, подраздела, пункта настоящего стандарта |
|
Высокотемпературная газопламенная пайка |
912 |
|
|
Высокотемпературная индукционная пайка |
916 |
|
|
Высокотемпературная пайка |
91 |
|
|
Высокотемпературная пайка в печи |
913 |
|
|
Высокотемпературная пайка лазерным лучом |
93 |
|
|
Высокотемпературная пайка погружением в расплавленную соль |
915 |
|
|
Высокотемпературная пайка погружением в расплавленный припой |
914 |
|
|
Высокотемпературная пайка погружением в флюсовую ванну |
- |
|
|
Высокотемпературная пайка электрической дугой |
93 |
|
|
Высокотемпературная пайка электронным лучом |
93 |
|
|
Высокотемпературная пайка электросопротивлением |
918 |
|
|
Лужение валиком |
96 |
|
|
Низкотемпературная газопламенная пайка |
942 |
|
|
Низкотемпературная индукционная пайка на воздухе |
946 |
|
|
Низкотемпературная пайка |
94 |
|
|
Низкотемпературная пайка волной припоя |
951 |
|
|
Низкотемпературная пайка в печи |
943 |
|
|
Низкотемпературная пайка инфракрасным излучением |
941 |
|
|
Низкотемпературная пайка нагретым газом |
96 |
|
|
Низкотемпературная пайка нагретыми блоками |
96 |
|
|
Низкотемпературная пайка паяльником |
952 |
|
|
Низкотемпературная пайка погружением в расплавленный припой |
944 |
|
|
Низкотемпературная пайка протягиванием через расплавленный припой |
956 |
|
|
Низкотемпературная пайка электросопротивлением |
948 |
|
|
Низкотемпературная ультразвуковая пайка |
947 |
АЛФАВИТНЫЙ УКАЗАТЕЛЬ
|
А |
|
|
автоматическая пайка |
|
|
активная газовая среда |
|
|
В |
|
|
вакуум |
|
|
время выдержки |
|
|
время нагрева |
|
|
время охлаждения |
|
|
время пайки |
|
|
время подогрева |
|
|
высокотемпературная пайка |
|
|
Д |
|
|
диффузионная зона |
|
|
З |
|
|
защитная газовая среда при пайке |
|
|
зона термического влияния |
|
|
К |
|
|
капиллярное давление |
|
|
М |
|
|
металл припоя |
|
|
механизированная пайка |
|
|
Н |
|
|
нейтральная газовая среда |
|
|
низкотемпературная пайка |
|
|
О |
|
|
общее время пайки |
|
|
ограниченное покрытие при пайке |
|
|
основной материал |
|
|
основной материал, претерпевший изменения при пайке |
|
|
отсутствие смачивания |
|
|
П |
|
|
пайка |
|
|
пайка деталей с предварительным нанесением припоя |
|
|
пайка погружением |
|
|
пайка с добавлением припоя |
|
|
пайка с предварительной укладкой припоя |
|
|
паяльный зазор |
|
|
паяный узел |
|
|
паяный шов |
|
|
переходная зона |
|
|
покрытие |
|
|
припой |
|
|
процесс образования связи |
|
|
путь потока припоя |
|
|
Р |
|
|
растекание припоя и заполнение зазора |
|
|
ручная пайка |
|
|
С |
|
|
сборочный зазор |
|
|
связующее вещество |
|
|
смачивание |
|
|
соединение с большим зазором |
|
|
соединение с малым зазором |
|
|
Т |
|
|
температура пайки |
|
|
температура подогрева |
|
|
температурный диапазон плавления припоя |
|
|
температурный интервал активности |
|
|
Ф |
|
|
флюс |
|
|
Э |
|
|
эффективное время флюса |
Приложение С
(справочное)
Сведения о соответствии национальных стандартов Российской Федерации ссылочным международным стандартам
Таблица С.1
|
Обозначение ссылочного международного стандарта |
Обозначение и наименование соответствующего национального стандарта |
|
ИСО 4063 |
* |
|
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном агентстве контроля и сварки (НАКС). |
|
Ключевые слова: пайка, соединение, технология, термины