|
ФЕДЕРАЛЬНОЕ АГЕНТСТВО |
||
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р ИСО |

ВИНТЫ САМОНАРЕЗАЮЩИЕ СТАЛЬНЫЕ ТЕРМООБРАБОТАННЫЕ
Механические свойства
ISO 2702:1992
Heat-treated steel tapping screws -
Mechanical properties
(IDT)
|
|
МоскваСтандартинформ 2010 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием «Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении» (ФГУП «ВНИИНМАШ») на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 4.
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 229 «Крепежные изделия»
3
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 10 декабря
4 Настоящий стандарт идентичен международному стандарту ИСО 2702:1992 «Винты самонарезающие стальные термообработанные. Механические свойства» (ISO 2702:1992 «Heat-treated steel tapping screws - Mechanical properties», IDT).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации, сведения о которых приведены в дополнительном приложении ДА.
5 ВЗАМЕН ГОСТ Р ИСО 2702-93
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Содержание
|
4.1 Металлургические требования 6.1 Методы испытаний для металлургических требований 6.2 Методы испытаний для механических требований
|
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
|
ВИНТЫ САМОНАРЕЗАЮЩИЕ СТАЛЬНЫЕ ТЕРМООБРАБОТАННЫЕ Механические свойства Heat-treated steel tapping screws. Mechanical properties |
Дата введения - 2011-01-01
1 Область применения
Настоящий стандарт устанавливает механические свойства термообработанных стальных самонарезающих винтов с резьбой от ST2,2 до ST8 включительно в соответствии с ИСО 1478, а также соответствующие методы испытаний.
2 Нормативные ссылки
Нижеприведенные нормативные документы содержат положения, которые посредством ссылок в данном тексте составляют положения настоящего стандарта. Для нормативных документов с указанием даты публикации, на которые имеются ссылки, не распространяется действие последующих изменений или пересмотров этих документов.
ИСО 1478:1983 Резьба самонарезающих винтов (ISO 1478:1983, Tapping screws thread)
ИСО 6507-1:1982 Материалы металлические. Испытания на твердость. Определение твердости по Виккерсу. Часть 1. От HV 5 до HV 100 (ISO 6507-1:1982, Metallic materials - Hardness test - Vickers test - Pat 1: HV 5 to HV 100)
ИСО 6507-2:1983 Материалы металлические. Испытания на твердость. Определение твердости по Виккерсу. Часть 2. От HV 0,2 до HV 5 (ISO 6507-2:1983, Metallic materials - Hardness test - Vickers test - Part 2: HV 0,2 to less than HV 5)
3 Материал
Самонарезающие винты следует изготовлять холодной высадкой из цементируемой, качественной стали.
4 Технические требования
4.1 Металлургические требования
4.1.1 Твердость поверхности
Твердость поверхности после термообработки должна быть не менее 450 НV 0,3 (см. ИСО 6507-2).
4.1.2 Глубина цементированного слоя
Глубина цементированного слоя должна соответствовать значениям, приведенным в таблице 1.
Таблица 1 - Глубина цементированного слоя
Размеры в миллиметрах
|
Резьба |
Глубина цементированного слоя |
|
|
не менее |
не более |
|
|
ST2,2; ST2,6 |
0,04 |
0.10 |
|
ST2,9; ST3.3; ST3,5 |
0,05 |
0,18 |
|
ST3,9; ST4,2; ST4.8; ST5,5 |
0,10 |
0,23 |
|
ST6,3; ST8 |
0.15 |
0,28 |
4.1.3 Твердость сердцевины
Твердость сердцевины после термообработки должна быть:
- 270-390 HV 5 для резьбы ≤ ST3,9;
- 270-390 HV 10 для резьбы ≥ ST4,2.
4.1.4 Микроструктура
Микроструктура не должна иметь зоны свободного феррита между цементированным слоем и сердцевиной.
4.2 Механические требования
4.2.1 Резьбообразующая способность
При ввинчивании в испытательную пластину самонарезающие винты должны образовывать сопрягаемую резьбу без деформирования собственной резьбы в соответствии с 6.2.1.
4.2.2 Сопротивление скручиванию
При испытании на сопротивление скручиванию по 6.2.2 самонарезающие винты должны выдерживать без разрушения крутящий момент, не менее минимальных значений, указанных в таблице 3 для соответствующих размеров винтов.
5 Приемка
Для приемочных испытаний могут быть использованы испытание на ввинчивание, испытание на скручивание и определение твердости сердцевины, однако в спорных случаях должны быть выполнены все требования, установленные в настоящем стандарте.
6 Методы испытаний
6.1 Методы испытаний для металлургических требований
6.1.1 Испытание твердости поверхности
Испытание твердости по Виккерсу должно быть выполнено в соответствии с ИСО 6507-2. Вдавливание пирамиды следует проводить на гладкой поверхности предпочтительно на головке винта.
6.1.2 Глубина цементированного слоя (микроскопическое исследование)
Глубина цементированного слоя должна быть измерена на боковой поверхности резьбы (на профиле резьбы) на средней линии между вершиной и впадиной или во впадине резьбы для мелких самонарезающих винтов до ST 3,9.
При проверочных испытаниях необходимо составить диаграмму микротвердости, полученной с помощью индентора Виккерса и 300-граммовой нагрузки на профиль резьбы соответствующим образом подготовленного металлографического образца. Глубина цементированного слоя должна определяться точкой, в которой значение твердости на 30 HV выше фактической твердости сердцевины.
6.1.3 Испытание твердости сердцевины
Испытание твердости сердцевины по Виккерсу должно быть проведено в соответствии с ИСО 6507-1 на середине радиуса поперечного сечения винта на достаточном расстоянии от внутреннего диаметра резьбы,
6.1.4 Исследование микроструктуры
Исследование микроструктуры проводят с помощью металлографического анализа.
6.2 Методы испытаний для механических требований
6.2.1 Испытание на ввинчивание
Образец винта (с покрытием или без) следует ввинчивать в испытательную пластину до тех пор, пока резьба с полным наружным диаметром полностью не войдет в испытательную пластину.
Испытательную пластину следует изготовлять из низкоуглеродистой стали с содержанием углерода не более 0,23 %, Твердость пластины, измеренная в соответствии с ИСО 6507-1 и ИСО 6507-2, должна быть 130-170 HV. Толщина пластины должна соответствовать значениям, приведенным в таблице 2.
Отверстие для испытаний сверлят или пробивают и рассверливают или развертывают до диаметра, значение которого приведено в таблице 2 для соответствующего размера проверяемого винта.
Таблица 2 - Стандартные толщины пластин и диаметры отверстий для испытаний на ввинчивание
В миллиметрах
|
Резьба |
Толщина пластины |
Диаметр отверстия |
||
|
не менее |
не более |
не менее |
не более |
|
|
ST2,2 |
1,17 |
1,30 |
1,905 |
1,955 |
|
ST2,6 |
1,17 |
1,30 |
2,185 |
2,235 |
|
ST2,9 |
1,17 |
1,30 |
2,415 |
2,465 |
|
ST3,3 |
1,17 |
1,30 |
2,68 |
2,73 |
|
ST3,5 |
1,85 |
2,06 |
2,92 |
2,97 |
|
ST3,9 |
1,85 |
2,06 |
3,24 |
3,29 |
|
ST4,2 |
1,85 |
2,06 |
3,43 |
3,48 |
|
ST4,8 |
3,10 |
3,23 |
4,015 |
4,065 |
|
ST5,5 |
3,10 |
3,23 |
4,735 |
4,785 |
|
ST6,3 |
4,67 |
5,05 |
5,475 |
5.525 |
|
ST8 |
4,67 |
5,05 |
6,885 |
6,935 |
Изготовитель не несет ответственности за качество винтов, если покрытие винтов выполнено заказчиком (или под его контролем) после поставки. Изготовитель несет ответственность за разрушение резьбы, если доказано, что оно не вызвано какой-либо последующей обработкой. Винты, с которых был удален слой металлического покрытия, не могут использоваться в качестве образцов для испытаний.
6.2.2 Испытание сопротивления скручиванию
Стержень образца винта (с покрытием или без) зажимают в составной матрице с резьбой или другом устройстве таким образом, чтобы зажатая часть винта не была повреждена и не менее двух полных витков резьбы выступали над зажимным устройством, и не менее двух полных витков резьбы (выше заходного конуса) находились в зажимном устройстве. Матрицу с резьбой и глухим отверстием допускается использовать вместо зажимного устройства (см. рисунок 1), если глубина отверстия обеспечивает разрушение выше линии зажима.
С помощью тарированного устройства для измерения крутящего момента к винту должен быть приложен крутящий момент до появления разрушения винта. Сопротивление винта скручиванию должно быть не менее значений, указанных в таблице 3.
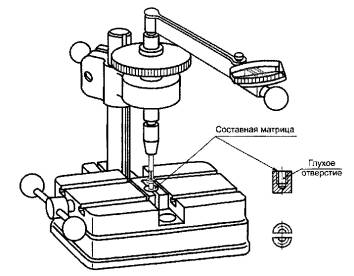
Рисунок 1 - Устройство для испытаний
Таблица 3 - Сопротивление скручиванию
|
Резьба винта |
Минимальное сопротивление скручиванию, Н·м |
|
ST2,2 |
0,45 |
|
ST2,6 |
0,9 |
|
ST2,9 |
1,5 |
|
ST3,3 |
2 |
|
ST3,5 |
2,7 |
|
ST3,9 |
3,4 |
|
ST4,2 |
4,4 |
|
ST4,8 |
6,3 |
|
ST5,5 |
10 |
|
ST6,3 |
13,6 |
|
ST8 |
30,5 |
Приложение ДА (обязательное)
Сведения о соответствии ссылочных международных стандартов ссылочным национальным стандартам Российской Федерации и действующим в этом качестве межгосударственным стандартам
|
Обозначение ссылочного международного стандарта |
Степень соответствия |
Обозначение и наименование соответствующего национального стандарта |
|
ИСО 1478:1983 |
IDT |
ГОСТ Р ИСО 1478-93 «Резьба самонарезающих винтов» |
|
ИСО 6507-1:1982 |
|
ГОСТ 2999-75 «Металлы и сплавы. Метод измерения твердости по Виккерсу» |
|
ИСО 6507-2:1983 |
|
ГОСТ 2999-75 «Металлы и сплавы. Метод измерения твердости по Виккерсу» |
|
Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичные стандарты. |
||
Ключевые слова: винты самонарезающие, требования, приемочный контроль, методы испытания