СССР
АЛЬБОМ ТИПОВЫХ ИНСТРУКЦИЙ
ОПОРЫ - СТОЙКИ ВЕРТИКАЛЬНЫХ АППАРАТОВ
Типы, конструкция и размеры
АТК 24.200.03-90
АЛЬБОМ ТИПОВЫХ КОНСТРУКЦИЙ
|
ОПОРЫ-СТОЙКИ ВЕРТИКАЛЬНЫХ АППАРАТОВ Типы, конструкция и размеры |
АТК 24.200.03-90 |
Дата введения 01.01.91
1. Настоящий альбом типовых конструкций (АТК) распространяется на опоры-стойки (далее опоры) для стационарных вертикальных стальных сосудов и аппаратов (далее аппаратов) при допускаемых нагрузках на одну опору 4, 10, 25, 40, 63, 100, 160, 250 кН.
АТК не распространяется на опоры для эмалированных аппаратов в случае непосредственной установки на днищах или обечайках, имеющих покрытия.
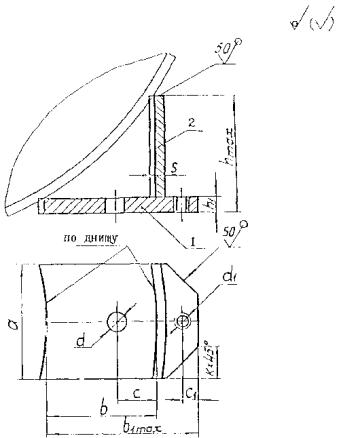
2. АТК устанавливает четыре типа опор:
1 - опоры из листового проката для аппаратов с эллипсоидными и коническими днищами с нагрузкой на опору от 4 до 250 кН;
2 - опоры из труб для аппаратов с эллипсоидными днищами с нагрузкой на опору от 10 до 160 кН;
3 - опоры из уголков для аппаратов с эллипсоидными и коническими днищами с нагрузкой на опору от 25 до 100 кН;
4 - опоры облегченные для аппаратов с эллипсоидными и коническими (с углом при вершине 90°) днищами с нагрузкой на опору от 4 до 100 кН.
3. Опоры типа 1 имеют два исполнения:
1 - сварные;
2 - штампованные.
4. Конструкция и размеры опор должны соответствовать:
для опор типа 1 исполнения 1 - черт. 1 и табл. 1;
то же 1 исполнения 2 - черт. 2 и табл. 2;
Масса опор указана в табл. 6.
5. Число опор определяется расчетом по ГОСТ 26202 и конструктивными соображениями.
6. Резьбовое отверстие d1 принято для регулировочных винтов по ATK 24.200.01.
Примечание: При выборе опоры нагрузка на одну опору от массы аппарата в монтажном состоянии не должна превышать допускаемой нагрузки на регулировочный винт.
8. Материал деталей опор: листовой и угловой прокат - Ст3сп, трубы - сталь 10. Допускается применение других марок сталей с механическими характеристиками не ниже указанных марок. Материал опор должен соответствовать условиям эксплуатации аппарата в соответствии с требованием ОСТ 26-291.
9. Опоры привариваются непосредственно к днищу аппарата или через подкладные листы. Необходимость установки подкладных листов определяется расчетом по ГОСТ 26202.
Опора типа 1 исполнения 1
Черт. 1
Таблица 1
Размеры в мм
|
a |
a1 |
b |
b1max |
С |
С1 |
hmax |
h1 |
S |
d |
d1 |
|
|
4 |
75 |
100 |
85 |
120 |
22 |
50 |
220 |
10 |
6 |
19 |
М12 |
|
10 |
100 |
130 |
110 |
160 |
60 |
295 |
14 |
8 |
М16 |
||
|
25 |
125 |
160 |
130 |
200 |
80 |
365 |
16 |
24 |
М20 |
||
|
40 |
150 |
200 |
160 |
240 |
40 |
100 |
440 |
20 |
10 |
35 |
М24 |
|
63 |
175 |
230 |
200 |
280 |
120 |
515 |
25 |
12 |
М30 |
||
|
100 |
225 |
290 |
250 |
350 |
160 |
660 |
30 |
16 |
42 |
М36 |
|
|
160 |
300 |
390 |
340 |
480 |
60 |
- |
875 |
20 |
- |
||
|
250 |
400 |
500 |
450 |
680 |
- |
1240 |
25 |
- |
Опора типа 1 исполнения 2
1. Опора 2. Лист опорный
Черт. 2
Размеры в мм
|
a |
a1 |
b |
b1max |
b2 |
b3 |
C |
C1 |
hmax |
h1 |
R |
S |
d |
d1 |
|
|
4 |
100 |
60 |
85 |
120 |
65 |
5 |
22 |
50 |
220 |
10 |
10 |
6 |
19 |
M1 |
|
10 |
110 |
80 |
110 |
160 |
80 |
60 |
295 |
14 |
12 |
8 |
M1 |
|||
|
25 |
130 |
100 |
130 |
200 |
115 |
80 |
365 |
16 |
15 |
10 |
24 |
M2 |
||
|
40 |
160 |
120 |
160 |
240 |
140 |
10 |
40 |
100 |
440 |
20 |
18 |
12 |
35 |
М2 |
|
63 |
200 |
150 |
200 |
280 |
160 |
120 |
515 |
25 |
20 |
14 |
М3 |
Опора типа 2
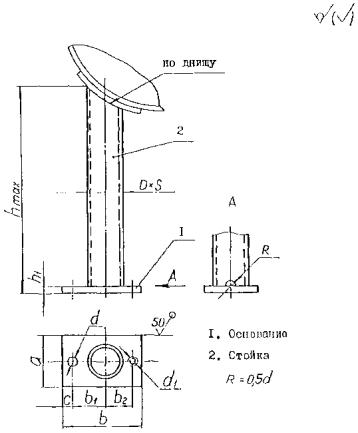
Черт. 3
Таблица 3
Размеры в мм
|
D´S |
a |
b |
b1 |
b2 |
С |
hmax |
h1 |
d |
d1 |
|
|
10 |
57´3,5 |
110 |
170 |
70 |
50 |
25 |
1200 |
14 |
19 |
М16 |
|
25 |
76´3,5 |
130 |
200 |
90 |
60 |
1300 |
16 |
24 |
М20 |
|
|
40 |
89´4,0 |
150 |
250 |
100 |
70 |
40 |
1400 |
20 |
35 |
М24 |
|
63 |
108´4,5 |
170 |
280 |
110 |
90 |
1600 |
25 |
М30 |
||
|
100 |
133´5,0 |
200 |
340 |
130 |
110 |
50 |
30 |
42 |
М36 |
|
|
160 |
159´6,0 |
230 |
310 |
140 |
- |
- |
Опора типа 3
Черт. 4
Таблица 4
Размеры в мм
|
b2´b2´S |
a |
b |
b1 |
С |
hmax |
h1 |
l |
d |
d1 |
|
|
25 |
63´63´6 |
130 |
150 |
90 |
25 |
900 |
16 |
200 |
24 |
M20 |
|
40 |
80´80´8 |
150 |
210 |
120 |
40 |
1100 |
20 |
35 |
M24 |
|
|
63 |
100´100´10 |
170 |
230 |
140 |
1500 |
25 |
250 |
M30 |
||
|
100 |
125´125´12 |
200 |
230 |
170 |
50 |
1500 |
42 |
M36 |
Опора типа 4
Черт. 5
Таблица 5
Размеры в мм
|
a |
b |
b1max |
hmax |
h1 |
S |
С |
C1 |
d |
d1 |
K |
|
|
4 |
110 |
100 |
140 |
130 |
10 |
4 |
30 |
12 |
19 |
М12 |
30 |
|
10 |
125 |
110 |
160 |
145 |
14 |
6 |
16 |
М16 |
40 |
||
|
25 |
155 |
140 |
200 |
165 |
16 |
8 |
50 |
20 |
24 |
M20 |
45 |
|
40 |
190 |
170 |
245 |
190 |
20 |
10 |
70 |
24 |
35 |
М24 |
60 |
|
63 |
230 |
210 |
300 |
235 |
25 |
12 |
30 |
M30 |
70 |
||
|
100 |
310 |
280 |
385 |
310 |
30 |
16 |
80 |
36 |
43 |
M36 |
80 |
Таблица 6
Масса опор
Масса, кг, не более
|
Тип опор |
|||||
|
1 |
2 |
3 |
4 |
||
|
исполнение |
|||||
|
1 |
2 |
||||
|
4 |
2,5 |
2,5 |
- |
- |
1,6 |
|
10 |
5,8 |
5,8 |
7,6 |
- |
2,9 |
|
25 |
9,2 |
11,0 |
11,5 |
8,0 |
5,2 |
|
40 |
17,0 |
19,2 |
17,5 |
16,0 |
9,3 |
|
63 |
29,0 |
32,0 |
27,5 |
31,0 |
17,5 |
|
100 |
62,0 |
- |
41,0 |
48,0 |
37,5 |
|
160 |
130,0 |
- |
52,0 |
- |
- |
|
250 |
300,0 |
- |
- |
- |
- |
Примечание: Масса указана при высоте опор hmax и плотности стали 7,85 г/см3.
10. Для приварки опор к аппарату из коррозионно-стойкой стали с целью исключения контактной коррозии необходимо применять подкладные листы из коррозионно-стойкой стали толщиной равной или более толщины днища или обечайки аппарата.
11. Сварку опор типа 1 исполнения 1, типа 3 и 4 производить сплошным двухсторонним швом. Сварку опор типа 2 производить сплошным односторонним швом. Сварку опор типа 1 исполнения 2 производить прерывистым швом.
Приварку опор типа 1 к днищу или подкладному листу производить сплошным двухсторонним швом. Приварку опор типа 2 и 4 к днищу или подкладному листу, а также опор типа 3 к обечайке или подкладному листу производить сплошным односторонним швом.
12. Предельные
отклонения отверстия Н 14, остальных ![]() . Поле допуска резьбы 6Н по ГОСТ 16093.
. Поле допуска резьбы 6Н по ГОСТ 16093.
13. Шероховатость поверхности отверстия d должна соответствовать 25, резьбы d1 - 63.
14. Опоры, поставляемые по кооперации, маркировать. В маркировке указывать условное обозначение опоры (без слова "опора-сточка"), марку материала и товарный знак завода-изготовителя. Способ и место маркировки указывается в технической документации.
15. Опоры должны быть окрашены.
16. Привязка опор типа 1 к аппарату приведена в обязательном приложении.
Пример условного обозначения опоры типа I, исполнения 1 с нагрузкой на опору 160 кН:
Опора-стойка 1-160-1 АТК 24.200.03-90
То-же опоры типа 2 с нагрузкой на опору 10 кН:
Опора-стойка 2-10 АТК 24.200.03-90
Черт. 6
Размеры в мм
|
Dн |
D |
D1 |
d |
D |
D1 |
d |
|
219 |
- |
160 |
1500 |
1360 |
||
|
273 |
- |
215 |
1600 |
1410 |
||
|
325 |
- |
265 |
1700 |
1510 |
||
|
377 |
- |
320 |
1800 |
1610 |
||
|
- |
400 |
340 |
1900 |
1710 |
||
|
- |
450 |
390 |
2000 |
1810 |
||
|
- |
500 |
430 |
2200 |
2010 |
||
|
- |
550 |
480 |
2400 |
2210 |
||
|
- |
600 |
520 |
2600 |
2410 |
||
|
- |
650 |
570 |
2800 |
2610 |
||
|
- |
700 |
620 |
3000 |
2810 |
||
|
- |
800 |
720 |
3200 |
2960 |
||
|
- |
900 |
820 |
3400 |
3160 |
||
|
- |
1000 |
920 |
3600 |
3360 |
||
|
- |
1100 |
1000 |
3800 |
3560 |
||
|
- |
1200 |
1100 |
4000 |
3760 |
||
|
- |
1300 |
1200 |
4500 |
4260 |
||
|
- |
1400 |
1260 |
5000 |
4760 |
Примечание: Черт. 6 не регламентирует число опор
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН УкрНИИхиммаш
РАЗРАБОТЧИКИ Г.В. Почтарев, Л.В. Чащина. В.В. Проголаев, С.А. Белов
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ УКАЗАНИЕМ Министерства тяжелого машиностроения СССР от 19.06.90 № ВА-002-1-6288
3. ЗАРЕГИСТРИРОВАН НИИхиммашем за №24.200.03-90 от 13.06.90
4. СВЕДЕНИЯ О СРОКАХ И ПЕРИОДИЧНОСТИ ПРОВЕРКИ ДОКУМЕНТА
Срок первой проверки 1996 г.
Периодичность проверки 5 лет.
5. ВЗАМЕН ОСТ 26-665-7
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на которые дана ссылка |
Номер пункта, подпункта, перечисления приложения |
|
ГОСТ 16093-81 |
|
|
ГОСТ 26202-84 |
|
|
ОСТ 26-291-87 |
|
|
АТК 24.200.01-90 |