|
Швы сварных стыковых соединений трубопроводов тепловых электростанций. Типы и основные размеры |
Указанием Министерства энергетического машиностроения от 12.08.85 № C4-002/6440 срок введения установлен
с 01.01.86 г.
Пункт 2 дополнить абзацем: «Сварка и термообработка сварных соединений производится в соответствии с требованиями ПК № 03ЦС-66»
Пункт 3. Таблица 1. В графе «Наружный диаметр DH» заменить величины: «св. 16 до 133 вкл.» на «св. 16 до 89 вкл.»; строку для сварного соединения «С2» дополнить:
|
Характер выполненного шва и форма подготовленных кромок |
Вид сварки |
Форма поперечного сечения выполненного шва и подготовленных кромок |
Размеры свариваемых труб, мм |
||
|
наружный диаметр DH |
толщина стенки S |
||||
|
С2 |
Односторонний со скосом двух кромок и расточкой |
Автоматическая или ручная дуговая и аргонодуговая корня шва |
|
св. 89 до 133 вкл. |
до 6 вкл. |
Пункт 3 дополнить абзацем: «Допускается применение не указанных в настоящем стандарте типов сварных соединений и подготовки кромок патрубков арматуры и оборудования под сварку с трубопроводами при соблюдении dp по табл. 3 и остальных требований ОП № 02ЦС-66».
Пункт 6 изложить в новой редакции:
«В зависимости от марки стали основного металла или их сочетания в конструкторской документации независимо от вида сварки рекомендуются применять типы электродов в соответствии с табл. 2. Допускается указывать другие сварочные материалы в соответствии с ОП № 02ЦС-66».
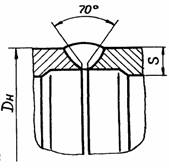
Пункт 7. Чертёж 2. Дополнить графикой:

Заголовок черт. 2 изложить в новой редакции:
«Шов С2 односторонний со скосом двух кромок».
Пункт 7. Таблица 3. Параметры P = 13,73 МПа (140 кгс/см2), t = 515 °С.
В графе «Проход условный Dу», заключить в круглые скобки: 65, 100, 125, 150, 175, 225, 250, 350;
параметры Р = 18,14 МПа (185 кгс/см2), t = 215 °С.
В графе «DH´S» для Ду 225 заменить значения: 273´19 на 273´20;
параметры Р = 4,31 МПа (44 кГс/см2), t = 340 °С.
В графе «DH´S» для Ду 400 заменить значения: 426´15 на 426´14;
В графе «dp номин.» заменить значение: 399 на 401;
Примечания дополнить пунктом 5:
«5. Трубы, условные проходы которых указаны в скобках, применять по согласованию с предприятием-изготовителем».
Пункт 13. В конце предложения заменить слова: «на длине менее 10 мм» на «на длине не менее 10 мм».
Пункт 7. Черт. 4 дополнить примечанием. Допускается применять угол разделки кромок 15° + 2° вместо 7° + 1°.
Пункт 10. дополнить в следующей редакции:
«Длина цилиндрической части внутренней расточки подготовленных под сварку кромок арматуры должна быть не менее 20 мм».
Начальник технического
управления Министерства
энергетического
машиностроения В.П. Головизнин
Начальник отдела опытно-
конструкторских и научно-
исследовательских работ
и стандартизации А.Н. Полтарецкий
Начальник управления
атомного машиностроения В.Г. Соценко
Генеральный директор
научно-производственного
объединения по исследованию
и проектированию
энергетического оборудования
им. И.И. Ползунова Н.М. Марков
Заведующий отраслевым
отделом стандартизации Н.Д. Маркозов
Руководитель темы,
заведующий сектором З.П. Шулятьева
Исполнитель,
ведущий инженер Л.Н. Жылюк
СОИСПОЛНИТЕЛИ:
Главный инженер
Белгородского завода
энергетического
машиностроения И.В. Горбатенко
Начальник конструкторского-
технологического отдела
стандартизации Г.А. Авдеев
Руководитель темы,
заместитель главного
конструктора по
трубопроводам В.Ф. Логвиненко
Начальник бюро разработки
новых конструкций
конструкторского отдела
трубопроводов Ф.А. Гловач
СОГЛАСОВАНО:
Главный инженер ВГНИПИИ
«Атомтеплоэлектропроект» В.Н. Охотин
Главный инженер ЧЗЭМ- А.И. Щепакин
Начальник ГлавНИИпроекта
Минэнерго СССР Л.М. Воронин