|
КОТЛЫ СТАЦИОНАРНЫЕ СТАЛЬНЫЕ КОНСТРУКЦИИ ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ |
Утверждено и введено в действие Указанием Министерства тяжелого, энергетического и транспортного машиностроения СССР от 29.08.89 № ВА-002-1/7579
Дата введения 01.11.89
Продлить срок действия стандарта до 01.01.96.
Пункт 2.5.2 изложить в новой редакции и ввести табл. 5а: «2.5.2. Кромки и торцы фасонного и листового проката после тепловой резки должны быть очищены от грата, шлака, натеков и брызг металла.
Поверхности реза должны быть обработаны в соответствии с требованиями табл. 5а».
|
Назначение кромки |
Климатическое исполнение изделия по ГОСТ 15850-69 |
Материал |
Механическая обработка |
Неровность, мм, не более |
|
|
Несущие элементы каркаса и потолочного перекрытия, ответственные расчетные элементы |
Свободная растянутых элементов, не полностью проплавляемая при сварке |
У; ХЛ |
Углеродистые, низколегированные, теплостойкие |
- |
0,5 |
|
Подготавливаемая под стыковую сварку |
ХЛ |
16Г2АФ, теплостойкие |
+ |
0,5 |
|
|
Углеродистые, 09Г2С, 10Г2С1, 14Г2АФ, 16ГС |
- |
1,0 |
|||
|
У |
углеродистые, низколегированные |
- |
1,0 |
||
|
теплостойкие |
+ |
0,5 |
|||
|
Свободные |
У, ХЛ |
Углеродистые, низколегированные, теплостойкие |
|
0,5 |
|
|
Другие расчетные элементы, второстепенные и нерасчетные элементы, фасонки ферм |
Свободная растянутых элементов, не полностью проплавляемая при сварке |
ХЛ |
Углеродистые, низколегированные, теплостойкие |
- |
0,5 |
|
У |
Теплостойкие |
- |
0,5 |
||
|
Низколегированные Углеродистые |
1,0 |
||||
|
Подготавливаемая под сварку |
У, ХЛ |
Углеродистые, низколегированные |
- |
1,0 |
|
|
Теплостойкие |
+ |
0,5 |
|||
|
Свободная |
У, ХЛ |
Углеродистые, низколегированные, теплостойкие |
- |
1,0 |
Примечания:
1. Под механической обработкой подразумевается строжка, фрезерование, обработка абразивным инструментом, зачистка и другие способы обработки, обеспечивающие удаление окисленного слоя и дефектов поверхности (до снятия черноты).
2. Знак «+» означает, что проведение механической обработки обязательно; знак «-» - механическая обработка не требуется.
Пункт 2.5.2а изложить в новой редакции:
«2.5.2а. Кромки и торцы деталей после механической резки не должны иметь трещин, острые кромки и заусенцы должны быть притуплены. Заусенцы и завалы не должны быть более 1 мм».
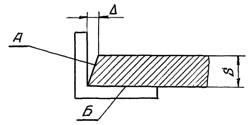
Пункт 2.5.2б изложить в новой редакции:
«2.5.2б. Торцы фасонного и листового проката должны быть обрезаны и обработаны в соответствии с требованиями чертежей. При отсутствии таких требований торцы должны быть обрезаны под прямым углом; отклонение от перпендикулярности D (см. чертеж) торца А относительно поверхности Б допускается не более 15 % от толщины проката, но не более 3 мм для толщин более 20 мм.
При несоответствии шероховатости поверхности реза требованиям п.п. 2.5.2 и 2.5.2а, допускается исправлять плавной зачисткой отдельные места и выхваты в количестве не более двух на 1 м длины реза.
Допускается исправлять кромки, имеющие выхваты, заваркой по специальной технологии предприятия-изготовителя с последующей зачисткой мест исправления и визуального контроля на отсутствие трещин.
При обработке абразивным кругом следы зачистки должны быть направлены вдоль кромок.»
Пункт 2.5.2в. Заменить значение 0,3 мм на 0,5 мм.
Пункт 2.6.4 исключить.
Пункт 2.6.5 исключить.
Пункт 2.6.10. Изложить в новой редакции:
«2.6.10. На сварные соединения расчетных элементов стальных конструкций должно наноситься личное клеймо сварщика на видном месте, на расстоянии 20 - 40 мм от шва. Сборочный элемент, сваренный одним сварщиком, клеймится один раз. При сварке элементов несколькими сварщиками швы клеймятся каждым сварщиком по границам участка его сварки.
Сварные швы, подлежащие контролю неразрушающими методами, клеймятся в начале и в конце шва, за исключением швов протяженностью до 1 м, которые клеймятся один раз в начале или в конце шва.»
Пункт 2.6.16. Первый абзац. После слов «... и автоматическую сварку конструкции» заменить слова: «из углеродистых и низколегированных сталей» на «из стали с временным сопротивлением до 540 МПа включительно»;
второй абзац исключить.
Пункт 2.6.17 изложить в новой редакции:
«2.6.17. Сварку конструкций из стали с временным сопротивлением свыше 540 до 590 МПа следует производить при температуре не ниже минус 15 °С при толщине стали до 16 мм и не ниже 0 °С при толщине стали свыше 16 до 25 мм. При более низких температурах сварку стали указанных толщин следует производить с предварительным подогревом до температуры 120 - 160 °С.
При толщине стали свыше 25 мм предварительный подогрев должен производиться во всех случаях независимо от температуры окружающей среды.»
Пункт 2.6.18. изложить в новой редакции.
«2.6.18. Механизированную сварку конструкции под флюсом разрешается производить без подогрева в следующих случаях:
- из углеродистых сталей толщиной до 30 мм при температуре не ниже минус 30 °С;
при толщинах свыше 30 мм - не ниже минус 20 °С;
- из низколегированной стали толщиной до 30 мм при температуре не ниже минус 20 °С;
при толщинах свыше 30 мм - не ниже минус 10 °С.»
Ввести новые пункты: 2.6.18а, 2.6.18б, 2.6.18в, 2.6.18г.
«Пункт 2.6.18а. Механизированную сварку при температурах ниже указанных в п. 2.6.18, производить только на режимах, обеспечивающих увеличение тепловложения и снижение скорости охлаждения.
Пункт 2.6.18б. При температуре стали ниже минус 5 °С сварку следует производить от начала до конца шва без перерыва, за исключением времени, необходимого на смену электрода или электронной проволоки и зачистку шва в месте возобновления сварки.
Прекращать сварку до выполнения шва требуемого размера и оставлять незаверенными отдельные участки шва не допускается. В случае вынужденного прекращения сварки процесс следует возобновить после подогрева стали в соответствии с технологическим процессом, разработанным для свариваемых конструкций.
Пункт 2.6.18в. Сварку конструкций из теплостойких сталей независимо от температуры окружающего воздуха следует производить с предварительным и сопутствующим подогревом в соответствии с требованиями табл. 6а.»
Таблицу 6а изложить в новой редакции.
|
Наименьшая толщина свариваемых деталей, мм |
Минимальная температура подогрева, °С |
|
|
12МХ, 12ХМ, 15ХМ |
Св. 10 до 30 |
150 |
|
св. 30 |
200 |
|
|
12Х1МФ |
Св. 6 до 30 |
200 |
|
св. 30 |
250 |
Пункт 2.6.18г. Сварные стыковые соединения из теплостойких сталей подлежат термической обработке (отпуску) в соответствии с требованиями табл. 6б.
Требования табл. 6б распространяются на угловые и тавровые сварные соединения при величине катета шва:
для сталей 12МХ, 12ХМ, 15ХМ - более 15 мм
для стали 12Х1МФ - более 10 мм.
Таблицу 6б наложить в новой редакции.
|
Наибольшая толщина сваренных деталей, мм |
Режим отпуска |
||
|
температура, °С |
минимальная продолжительность, ч |
||
|
12ХМ, 15ХМ |
Св. 16 до 20 |
710 ± 15 |
1,0 |
|
св. 20 до 40 |
2,0 |
||
|
св. 40 до 80 |
3,0 |
||
|
св. 80 |
4,0 |
||
|
12Х1МФ |
Св. 10 до 20 |
725 ± 15 |
2,0 |
|
св. 20 до 40 |
3,0 |
||
|
св. 40 до 80 |
4,0 |
||
|
св. 80 |
5,0 |
||
|
12МХ |
Св. 20 до 40 |
690 ± 15 |
2,0 |
|
св. 40 до 80 |
3,0 |
||
|
св. 80 |
4,0 |
||
Примечания:
1. При сварке различных марок сталей режим отпуска определяется наибольшими показателями по продолжительности и температуре.
2. Назначение режимов термической обработки в непредусмотренных настоящим стандартом случаях производится по технической документации на изделие.
Ввести новый пункт 2.6.19:
«2.6.19. По окончании сварки все технологические приспособления должны быть удалены с последующей заваркой и зачисткой мест прихваток; сварные швы конструкции подлежат очистке от шлака, брызг, натеков металла. Допускается не очищать от брызг металла поверхности, не подлежащие окраске при монтаже, невидовые поверхности конструкции и не влияющие на товарный вид, а также поверхности элементов упаковки и транспортировки».
Пункт 6.4.10 изложить в новой редакции:
«6.4.10. Сварные стыковые соединения растянутых, изгибаемых и растянуто-изгибаемых несущих элементов каркаса и потолочного перекрытия, а также ответственных расчетных элементов должны подвергаться контролю одним из неразрушающих методов:
сплошному - при поставке в районы с холодным климатом и на экспорт;
выборочному, но не менее 20 % протяженности швов - при поставке в районы с умеренным климатом; выборочный контроль преимущественно осуществляется в местах пересечения швов и в местах с признаками дефектов.
Примечания: 1. Необходимость и объем контроля неразрушающими методами устанавливаются чертежами.
2. Контроль качества сварных швов засверливанием не допускается.
3. В тех случаях, когда невозможно провести контроль неразрушающими методами, внутренние трещины и другие дефекты допускается определять по макрошлифам, изготовленным из выводных планок».
Пункт 6.4.12, шестой абзац. После слов «физическими методами контроля» добавить: «кроме УЗД».
Последний абзац, перед примечанием. Изложить в новой редакции:
«Эквивалентная площадь одиночного дефекта при УЗД принимается по табл. 6г» далее по тексту.
Пункт 6.5.8. Таблица 12, для показателя «неплоскостность» в графе «Допускаемые отклонения (±)» третий абзац изложить в новой редакции:
«... для свободной площади листа до 1 м включительно - 15 при толщине листа до 3 мм и 10 при толщине листа 3 мм и более; для свободной площади листа более 1 м соответственно 30 и 20».
Пункт 6.5.9. Таблица 14, для показателя «неплоскостность» в графе «эскиз» чертеж заменить новым.
|
Допускаемые отклонения |
Эскиз |
|
|
Неплоскостность (грибовидность) полок элементов тавровых и двутавровых сечений в местах примыкания к сопрягаемым элементам |
0,01в |
|
|
То же в остальных местах по длине элемента |
0,01в |

Пункт 6.5.10. «Таблица 17 для показателя «неплоскостность» в графе «Допускаемые отклонения (±)» абзацы четвертый и пятый изложить в новой редакции: «для свободной площади листа до 1 м2 включительно - 20 при толщине листа до 3 мм и 10 при толщине листа 3 мм и более; для свободной площади листа более 1 м2 - соответственно 30 и 20.»
Ввести новый пункт 6.5.11а:
«6.5.11а. Предельные отклонения размеров, формы и расположения поверхностей в элементах металлоконструкций не охваченных табл. 8 - 18, определяются требованиями чертежей».
Пункт 7.6.1. Дополнить третьим абзацем:
«По согласованию с заказчиком для внутрисоюзных поставок допускается не производить окраску монтажных деталей, поставляемых в упаковке, обеспечивающей их защиту от атмосферной коррозии за период транспортирования и хранения в течение 12 месяцев с момента отгрузки».
Первый заместитель начальника
Главного научно-технического
управления Министерства
тяжелого, энергетического и
транспортного машиностроения
СССР В.А. Мажукин
Начальник отдела экономики
качества, стандартизации,
аттестации и метрологии А.Н. Полтарецкий
Начальник отдела ОК и НИР
по энергетическому
машиностроению Г.В. Гребенщиков
Заместитель генерального
директора научно-
производственного объединения по
исследованию и проектированию
энергетического
оборудования им. И.И. Ползунова
(НПО ЦКТИ) Е.К. Чавчанидзе
Заведующий отраслевым
отделом стандартизации Н.Д. Маркозов
Заведующий котельным
отделом Е.Э. Гильде
Руководитель разработки
Главный конструктор проекта Л.С. Маркман
Исполнитель
Инженер-конструктор 2 кат. Г.Я. Соболева