Изменение № 3 ГОСТ 31.111.42-83 Детали и сборочные единицы универсально-сборочных приспособлений к металлорежущим станкам. Технические требования. Методы контроля. Маркировка, упаковка, транспортирование и хранение
Утверждено и введено в действие Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 05.03.91 № 213
Дата введения 01.09.91
Вводную часть дополнить абзацем: «Требования настоящего стандарта являются обязательными, за исключением требований пп. 1.6.5, 1.8.3 (второй абзац) 1.9.2, 1.9.3, 1.9.5, 1.10.1 (второй абзац), 1.11.1 (второй абзац), 1.12.6, 2.8, 3.4».
Пункт 1.3.1. Таблица 1. Графы «Материал» и «Твердость» для прижимных деталей, передвижных и откидных планок, установочных опор изложить в новой редакции:
|
Твердость |
||
|
Основной |
Допускаемая замена |
|
|
Сталь 40Х по ГОСТ 4543-71 |
Сталь 40ХН и 45Х по ГОСТ 4543-71 |
HRCэ 38 ... 44 |
заменить ссылку: ГОСТ 1050-74 на ГОСТ 1050-88.
Пункт 1.4. Заменить ссылку: ГОСТ 13764-68 - ГОСТ 13776-68 на ГОСТ 13764-86 - ГОСТ 13776-86.
Пункты 1.6.1, 2.1. Заменить ссылку: ГОСТ 977-75 на ГОСТ 977-88.
Пункт 1.6.2. Заменить ссылку: ГОСТ 2009-56 на ГОСТ 26645-85.
Пункт 1.8.3 изложить в новой редакции: «1.8.3. Микроструктура цементированного и закаленного слоя должна представлять собой безыгольчатый и среднеигольчатый мартенсит не более 6 баллов по ГОСТ 8233-56. Карбидная сетка не допускается. Резьбовые отверстия от цементации должны быть предохранены.
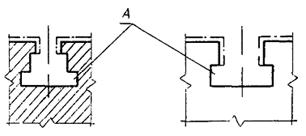
Допускается: иметь мелкие карбиды в виде отдельных включений; выполнять нецементированной поверхность технологических канавок в П-образных пазах; не цементировать полости Т-образного паза А (черт. 1) и выборки; при этом твердость поверхностей должна быть такой же, как и твердость сердцевины соответствующей детали».
Пункты 1.8.4, 1.8.5 исключить.
Пункт 1.9.12 дополнить словами: «Механические свойства болтов и шпилек с основной резьбой должны соответствовать классу прочности 12.9, винтов - 8.8 по ГОСТ 1759.4-87, гаек - классу прочности 12 по ГОСТ 1759.5-87».
Пункт 1.10.1 изложить в новой редакции: «1.10.1. Размеры канавок под уплотнительные резиновые кольца и заходных фасок, выполненных на деталях гидравлических устройств, должны соответствовать указанным в ГОСТ 9833-73. Номинальные размеры резьб под подсоединения гидравлических устройств должны соответствовать установленным в ГОСТ 12853-80.
Допускается по согласованию с потребителем применение других размеров канавок под уплотнительные кольца и заходных фасок, а также других размеров резьб».
Пункт 1.10.2 исключить.
Пункт 1.11.1 изложить в новой редакции: «1.11.1. Крепежные, прижимные детали, хомуты, наконечники, рукоятки должны иметь химическое окисное покрытие; нониусы и шкалы - хромированы. Виды покрытий должны быть указаны на рабочих чертежах.
Допускается по согласованию с потребителем наносить химическое окисное покрытие с промасливанием на поверхности всех деталей УСП».
Пункт 1.11.2. Заменить ссылку: ГОСТ 9.301-78 на ГОСТ 9.301-86.
Пункт 1.15. Заменить ссылку: ГОСТ 12.2.029-77 на ГОСТ 12.2.029-88.
Пункт 2.9. Таблица 6. Графа «Наименьшее разрывное усилие, кН». Заменить значения: 49 на 44,6; 100 на 112; 175 на 192.
Пункт 2.12. Заменить ссылку: ГОСТ 9.302-79 на ГОСТ 9.302-88.
Пункт 3.11 изложить в новой редакции: «3.11. В каждый ящик должно быть вложено «Свидетельство об упаковке» с указанием товарного знака предприятия-изготовителя, наименования изделия и его обозначения, количества упакованных изделий и даты упаковки».
(ИУС № 6 1991 г.)