КОМИТЕТ
ПО ДЕЛАМ МЕР И ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ
при СОВЕТЕ МИНИСТРОВ СССР
ИНСТРУКЦИЯ
16-51
ДЛЯ ПОВЕРКИ РАВНОПЛЕЧИХ ВЕСОВ
МОСКВА
1951
|
Инструкция утверждена Приказом Комитета |
ИНСТРУКЦИЯ 16-51
ДЛЯ ПОВЕРКИ РАВНОПЛЕЧИХ ВЕСОВ
Инструкция заключает в себе следующие разделы:
A. Устройство основных типов равноплечих весов.
Б. Классификация и обозначения.
B. Технические требования.
Г. Поверка правильности показаний весов.
Д. Оформление поверки.
А. УСТРОЙСТВО ОСНОВНЫХ ТИПОВ РАВНОПЛЕЧИХ ВЕСОВ
Равноплечие весы представляют собой равноплечий рычаг 1-го рода (коромысло), к которому подвешены две чашки. В зависимости от требуемой точности и назначения весов, они имеют различные дополнительные приспособления.
В настоящей инструкции дается краткое описание устройства следующих весов:
а) Весов аналитической группы (рис. 1, 2, 3, 4).
б) Весов технических 1-го класса (рис. 5).
в) Весов технических 2-го класса (рис. 6 и 7).
г) Весов технических 3-го класса (рис. 8 и 9).
Деление весов на классы обусловлено величинами допустимых погрешностей.
Весы аналитической группы
К весам этой группы относятся весы аналитические 1-го и 2-го классов (рис. 1 и 2), весы микроаналитические (рис. 3) и весы пробирные (рис. 4).
Весы (рис. 1) состоят из коромысла 1, к которому посредством серег подвешены чашки 2. К коромыслу прикреплена стрелка (направленная вниз или вверх), заостренный конец которой передвигается вдоль отсчетной шкалы 3. На стрелках весов могут укрепляться микрошкалы, служащие для уточнения отсчета показаний весов. В этом случае весы снабжаются отсчетной трубкой или экраном для проектирования микрошкалы. Опорная призма коромысла покоится на подушке, укрепленной в колонке 4 (или в пластинке арретира). Для правильной установки весов они снабжаются отвесом или уровнем.
Коромысло может иметь рейтерную шкалу, нанесенную непосредственно на его верхней прямолинейной поверхности или на линейке, расположенной параллельно коромыслу.
Для ускорения затуханий колебаний коромысла весы снабжаются воздушными успокоителями 5, расположенными в верхней части подвесок чашек или под ними.
Весы аналитической группы могут иметь и иные дополнительные устройства, например, приспособление для механического накладывания гирь, приспособление с цепочкой взамен рейтерной шкалы, магнитные успокоители и т.п.
Для защиты от пыли, сырости, воздушных потоков и тепловых лучей весы заключаются в деревянную или металлическую витрину с дверцами.
В нерабочем состоянии весов колебания коромысла приостанавливаются посредством арретира 6, при действии которого производится также изолирование призм от подушек.
Аналитические весы 2-го класса отличаются от весов 1-го класса в основном меньшей точностью.
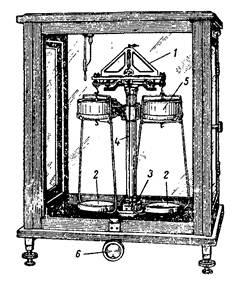
Рис. 1. Весы аналитические с успокоителями
Примечание. Весы аналитические типа АДВ-200, изображенные на рис. 2, имеют следующие особенности.
На стрелке весов укреплена прозрачная микрошкала, изображение которой (при освещении ее помещенным сзади весов осветителем), отразившись от двух зеркал, проектируется в увеличенном виде на стеклянный матовый экран, расположенный за передним стеклом витрины. Отсчет показаний весов производится по указателю на экране.
Весы снабжены воздушными успокоителями и специальным устройством для механического накладывания и снятия кольцеобразных миллиграммовых гирь (от 10 до 500 мг), управление которым производится при помощи двух концентрических дисков, расположенных снаружи витрины. На дисках нанесены шкалы, по которым отсчитывается масса накладываемых гирь.
Весы технические 1-го класса
Эти весы (рис. 5) по своему устройству мало отличаются от весов аналитической группы, но имеют меньшую точность и более расширенный предел наибольших нагрузок.
Весы технические 2-го класса
От вышеописанных эти весы отличаются в основном меньшей точностью и отсутствием витрины. Весы с наибольшей нагрузкой не свыше 100 г обычно устраиваются подвесными (ручные аптекарские весы) (рис. 6); весы с наибольшей нагрузкой свыше 100 г снабжаются колонкой (рис. 7), укрепленной на доске с установочными ножками.
Весы технические 3-го класса
Эти весы (рис. 8) устраиваются подвесными и состоят из коромысла 1, средняя (опорная) призма 2 которого опирается на подушку 3, укрепленную в обойме 4. Коромысло имеет стрелку 5, служащую для наблюдения положения равновесия весов. На грузоприемные призмы 6 опираются подушки 7 серег 8, к которым на цепях или прутьях подвешены чашки 9 или площадки. Точность этих весов меньше точности весов технических 2-го класса.
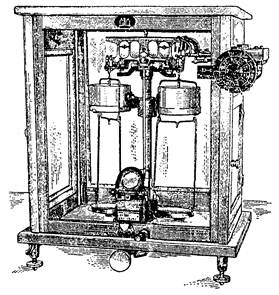
Рис. 2. Весы аналитические типа АДВ-200
Помимо описанных весов встречаются весы, представляющие собой сдвоенное коромысло, которое обычно не подвешивается, а устанавливается на неподвижных основаниях.
Такие весы удобны для взвешиваний при наполнении мешков и бочек (рис. 9).
В последнем случае мешок подвешивается к металлическому рукаву 1, в свою очередь подвешенному к равноплечему коромыслу 2. На другом плече коромысла подвешивается гиредержатель 3 с гирями 4.
Поступление продукта в рукав 1 и в мешок производится через воронку, находящуюся над рукавом (на рис. 9 не показана).
Б. КЛАССИФИКАЦИЯ И ОБОЗНАЧЕНИЯ
1. Допускается изготовление равноплечих весов следующих типов и нагрузок:
|
Наименование типа весов |
Применение |
Нагрузки |
|
|
наибольшая |
наименьшая |
||
|
I. Весы аналитической группы |
|
|
|
|
а) Весы аналитические 1-го и 2-го классов |
Для взвешиваний при точных химических анализах, а также для взвешивания драгоценных камней |
200 г |
Инструкцией не регламентируется |
|
б) Весы микроаналитические (микровесы) |
Для взвешиваний при точных химических микроанализах |
20 г |
То же |
|
в) Весы пробирные |
Для взвешиваний проб драгоценных металлов |
500 мг |
То же |
|
II. Весы технические 1-го класса |
Для взвешиваний при обыкновенных химических анализах и для взвешиваний: а) золота, платины, металлов платиновой группы и их сплавов - в слитках, ленте, проволоке, изделиях, монете, порошке, самородках и солях; б) серебра - в слитках, брызгах, прутках, ленте, кристаллах, проволоке и солях |
50 кг 20 « 5 « 1 « 200 г 20 « |
То же |
|
III. Весы технические 2-го класса |
Для взвешиваний медикаментов, ценных материалов, при производстве технических анализов, а также для взвешиваний: а) золота и платины - лома изделий; б) серебра - в изделиях, полуфабрикатах сплавов, ломе; в) полудрагоценных камней |
50 кг 20 « 5 « 1 « 100 г 20 « 5 « 1 « |
2 кг 1 « 200 г 50 « 5 « 1 « 100 мг 20 « |
|
IV. Весы технические 3-го класса |
Служат для взвешиваний различных материалов и продуктов |
200 кг 100 « 50 « 20 « 10 « 5 « 2 « |
10 кг 5 « 2 « 1 « 500 г 200 « 100 « |
Примечание. В государственную поверку могут приниматься также весы иных наибольших нагрузок, изготовленные до утверждения настоящей инструкции.
2. На коромысле весов на видном месте наносятся обозначения наибольшей и наименьшей допустимых нагрузок (п. 1), наименование или марка предприятия, изготовившего весы и порядковый номер.
В весах аналитической группы и технических 1-го класса указанные обозначения наносятся на отдельной пластинке, укрепляемой на спорной колонке весов, на постаменте возле колонки или на витрине.
Примечание. Весы, изготовленные до утверждения настоящей инструкции, могут не иметь обозначения наименьшей нагрузки.
3. На серьгах, подвесках, чашках и коромысле вновь изготовляемых весов аналитической группы и технических наносятся цифры: «1» на деталях левой стороны коромысла и «2» на деталях правой стороны.
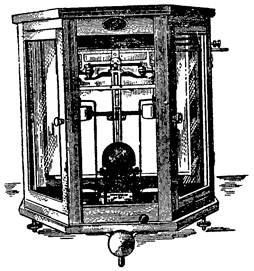
Рис. 3. Весы микроаналитические
В. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
4. Коромысло, серьги, подвески и чашки весов аналитической группы и технических 1-го класса до 200 г и менее могут изготовляться из сплавов меди, алюминия, магния и других сплавов, не уступающих им по прочности. Коромысло и серьги весов других типов могут изготовляться, помимо указанных здесь материалов, также из стали или чугуна.
Остальные детали весов изготовляются из материалов достаточной прочности.
5. Все металлические детали весов должны изготовляться из устойчивых против коррозии металлов и сплавов или быть защищенными посредством защитных покрытий: в весах аналитической группы и технических i-го класса для этого может применяться покрытие золотом, платиной, палладием, хромом и никелем. В остальных весах могут применяться также иные защитные покрытия. Толщина и качество гальванических покрытий устанавливаются техническими условиями завода-изготовителя.
6. Коромысло должно быть цельное, сплошное или с вырезами. Плечи его по форме должны быть симметричны.
В плоскости своих колебаний коромысло должно быть прямое. На поверхности его не должно быть трещин, следов спайки, раковин, ржавчины и т.п.
Коромысла весов аналитической группы и технических 1-го класса снабжаются регулятором для перемещения центра тяжести весов. Для регулирования положения равновесия весы аналитической группы и технические 1-го и 2-го классов снабжаются регуляторами тары. В весах ручных аптекарских и технических 3-го класса регуляторы тары не делаются; в коромысле этих весов не должно быть никаких съемных частей (за исключением стрелки в весах технических 3-го класса).
7. Призмы и подушки изготовляются из качественной инструментальной стали У8-У10, из агата или корунда.
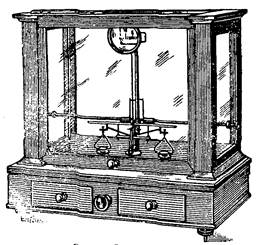
Рис. 4. Весы пробирные
Стальные призмы и подушки закаливаются. Рабочие места серег (если они не имеют вставных подушек) и щечки в местах касания с острием призмы закаливаются или цементируются.
8. Степень твердости закаленных и зацементированных деталей определяется посредством прибора для определения твердости алмазным конусом. При этом твердость призм по шкале «С» этого прибора не должна выходить за пределы 60 - 63, а подушек и щечек - за пределы 63 - 65.
Испытание твердости может быть произведено также при помощи мелкого личного напильника с ручкой, который при опробовании не должен оставлять царапин на поверхности деталей. Пробу призм напильником следует производить вблизи рабочего ребра их, не задевая последнего; затылки призм могут быть менее твердыми. Опробование призм ребром напильника не допускается.
9. В весах аналитической группы призмы закрепляются в каретках, прочно привинчиваемых к телу коромысла. В весах технических призмы и подушки заделываются посредством конусной прессовой посадки без просветов по плоскостям касания, без зарубов и чеканки, без клиньев и прокладок. Допускаются незначительные просветы только в углах гнезд указанных деталей. Призмы, работающие на сжатие, должны погружаться в тело коромысла не менее чем на 1/3 своей высоты.
10. Рабочие острия всех призм коромысла должны лежать в одной плоскости, должны быть параллельны между собой и направлены перпендикулярно к плоскости колебаний коромысла. Острия сквозных призм или призм, составляющих одну ось вращения, должны лежать на одной прямой.
Рабочее острие призмы должно соприкасаться с подушкой так, чтобы общая длина всех просветов между ними не превышала 25 % от длины подушки, причем просветы по концам призм не допускаются.
11. Призмы, не ограниченные щечками (рис. 10а), должны иметь в своей средней части или скосы (утолщения) или особые отдельные от призмы усики. Концы скосов или усиков должны ограничивать продольное перемещение призм по подушкам (разбег) в пределах не свыше 2 мм.
Призмы, ограниченные щечками (рис. 10б), должны иметь концы, скошенные таким образом, чтобы соприкосновение их со щечками происходило лишь в точке, находящейся на линии рабочего острия призмы. Угол скоса должен быть примерно 75°.
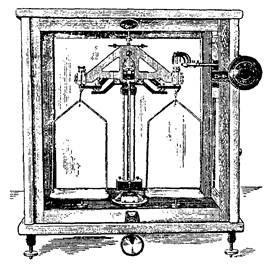
Рис. 5. Весы технические 1-го класса
12. Рабочие острия призм должны быть образованы плоскостями (гранями), сходящимися под углом от 20 до 60° для весов с наибольшей нагрузкой до 100 кг и от 60 до 90° для весов с наибольшей нагрузкой свыше 100 кг.
Поверхность подушек может быть или плоская, или вогнутая - цилиндрическая, или же образованная двумя плоскостями: в последнем случае угол, образованный этими плоскостями, должен быть не менее 120° и иметь закругленную вершину.
13. Рабочая поверхность призм, подушек, серег и щечек не должна иметь трещин, выкрошки и других дефектов. Грани, образующие рабочее ребро призмы в весах технических 3-го класса, шлифуются не менее чем на 1/2 их высоты. Подушки шлифуются не менее чем на 1/2 их ширины в каждую сторону от линии соприкосновения с призмой.
В щечках, имеющих вкладыш, шлифуется рабочая поверхность всего вкладыша, а в цельных щечках шлифуется рабочая поверхность щечки не менее чем на 5 мм во все стороны от точки соприкосновения с призмой.
Торцевые поверхности призм шлифуются на ту же величину, как и грани призмы.
14. В коромысле прочно закрепляется стрелка, направленная перпендикулярно к линии призм коромысла.
Стрелка должна быть такой длины, чтобы конец ее (в рабочем состоянии весов) перекрывал от 0,25 до 0,75 длины коротких штрихов шкалы.
Стрелка весов должна быть жесткой и покрыта прочным антикоррозийным слоем.
Примечание. Стрелки технических весов 2-го и 3-го классов не должны иметь съемных частей.
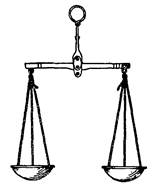
Рис. 6. Весы технические 2-го класса (ручные)
15. Отсчетная (обыкновенная) шкала весов прочно прикрепляется к колонке и разделяется на равные части прямыми отчетливыми штрихами. Каждый пятый штрих делается длиннее остальных и цифруется. Шкала весов должна иметь не менее 20 делений, причем нуль ставится или у среднего штриха или у крайнего штриха с правой стороны.
Примечание. При отсутствии цифр на шкале весов, бывших в обращении, нанесение указанных обозначений не обязательно.
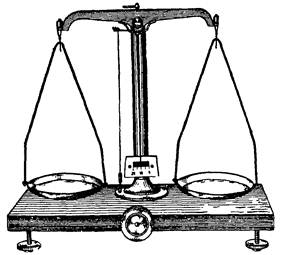
Рис. 7. Весы технические 2-го класса (на колонке).
16. Весы аналитической группы могут иметь микрошкалу, укрепленную на стрелке.
Для удобства отсчета по микрошкале она цифруется через каждые 10 делений, причем каждый пятый штрих удлиняется.
В рабочем положении весов визирная нить отсчетной трубки, установленная на среднем делении микрошкалы, должна соответствовать положению конца стрелки на среднем делении отсчетной шкалы на колонке.
Примечание. При наличии в весах микрошкалы и обыкновенной отсчетной шкалы последняя служит для вспомогательных целей, например для тарирования весов.
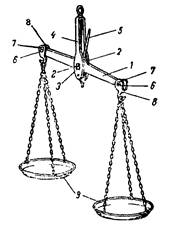
Рис. 8. Весы технические 3-го класса
17. Равноплечие весы, снабженные опорной колонкой, должны иметь уровень или отвес для правильной их установки. Длина нити или цепочки отвеса должна быть не менее 200 мм.
18. Чашки весов могут быть металлическими, роговыми или из пластмассы.
Чашки подвешиваются к коромыслу при помощи металлических цепей или прутьев, причем съемные чашки должны быть равны между собой по весу, но могут быть неодинаковы по форме. Поверхность чашек должна быть чистая и гладкая. Напайки на чашки свинца, олова и т.п. не допускаются. Скрепление отдельных звеньев цепей (или прутьев) между собой, а также с чашками должно быть таково, чтобы их нельзя было без помощи инструмента отделить друг от друга.
Примечания:
1. Чашки технических весов 2-го класса с наибольшей нагрузкой до 100 г включительно могут подвешиваться на шнурках.
2. В весах аналитической группы, выпускаемых из ремонта, допускаются напайки на чашки.
19. Грузики, служащие для регулировки равновесия весов, должны быть несъемными и перемещаться по своим винтам с некоторым трением во избежание самопроизвольного их смещения во время работы весов, а сами винты не должны вывинчиваться из тела коромысла без применения инструмента.
20. Успокоители, имеющиеся в весах, устраиваются так, чтобы обеспечивалось плавное, без толчков, затухание колебаний коромысла. Остановка колебаний коромысла должна происходить после не более 3 - 4 отклонений стрелки. Детали воздушного успокоителя должны быть строго центрированы во избежание излишнего трения.
21. Рейтерная шкала весов может быть двух типов: первого типа, когда нулевое деление ее расположено в вертикальной плоскости, проходящей через острие опорной призмы весов, или второго типа, когда нулевое деление расположено в вертикальной плоскости, проходящей через острие левой грузоприемной призмы.
22. Крайние деления рейтерной шкалы должны находиться в одной вертикальной плоскости с рабочими ребрами (остриями) концевых призм коромысла, а среднее деление шкалы должно совпадать с плоскостью, проходящей через рабочее ребро (острие) опорной призмы. Нулевое деление рейтерной шкалы должно быть расположено в вертикальной плоскости, проходящей через рабочее ребро (острие) опорной или левой грузоприемной призмы.
Деления рейтерной шкалы могут иметь нарезы для правильной посадки рейтера.
23. Приспособление для посадки рейтера устраивается так, чтобы оно не мешало свободному качанию коромысла и обеспечивало посадку рейтера и съемку его во всех точках шкалы коромысла, а сама посадка и снятие производились плавно, без толчков, исключая возможность ударов по коромыслу весов.
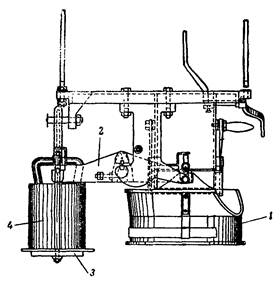
Рис. 9. Весы равноплечие для взвешивания сахарного песка
Движение поводка рейтера по всей длине шкалы должно происходить непосредственно над рейтерной шкалой, без смещения от горизонтальной и вертикальной его оси.
24. В весах аналитической группы или технических 1-го класса, не имеющих рейтерных шкал, но снабженных устройством для механического накладывания гирь и успокоителями, весовое значение наибольшего показания по отсчетной шкале не должно быть меньше значения наименьшей из механически накладываемых гирь.
25. Имеющиеся в весах отсчетные трубки должны быть закреплены так, чтобы при работе не происходило смещения визирной нити относительно микрошкалы.
Визирная нить отсчетной трубки должна быть ровная, без утолщений, темного цвета. Толщина ее не должна превышать толщины штрихов микрошкалы.
26. Изолир и все детали его (ось, эксцентрики, стержень, направляющие втулки и пр.) устраиваются и регулируются так, чтобы отделение опорной призмы от подушки и грузоприемных подушек от грузоприемных призм и обратная их посадка происходили легко, плавно, без толчков и без скольжения призм по подушкам. При изолированном коромысле просвет между призмами и подушками должен представлять на всем своем протяжении одинаковую ширину. Поднятый в свое высшее положение изолир должен надежно его сохранять и самостоятельно не спадать. Ручка изолира должна сниматься без усилия.
Стержни, предназначенные для арретирования чашек, должны касаться, но не упираться в чашки.
Все части изолира тщательно обрабатываются и покрываются антикоррозийным покрытием (никелировка, фосфатирование и т.п.).
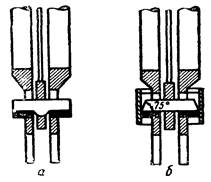
Рис. 10. Опорные призмы весов технических 3-го класса
27. Витрина весов должна иметь легко и плотно закрываемые дверцы. При подъемных передних дверцах последние снабжаются приспособлениями, обеспечивающими удерживание дверец на любой высоте без перекосов. Передние стекла витрины, через которые производятся наблюдения, должны быть бесцветными и не искажать изображения шкалы. Витрина весов должна опираться на ножки; количество их и устройство определяются техническими условиями завода-изготовителя, причем должна обеспечиваться возможность удобной установки весов по отвесу или уровню.
28. Установочные винты основания весов должны легко и плавно вращаться, не иметь шатаний и занимать отвесное положение.
29. Под установочные винты помещаются подставки с полусферическим углублением в центре, соответствующим нижнему концу установочных винтов.
30. Весы, изготовленные ранее введения в действие настоящей инструкции и имеющие старые доверительные клейма или снабженные старыми свидетельствами о поверке их, допускается принимать в поверку и клеймение, не требуя конструктивных изменений в соответствии с настоящей инструкцией.
Г. ПОВЕРКА ПРАВИЛЬНОСТИ ПОКАЗАНИЙ ВЕСОВ
Поверка
правильности показаний весов аналитической группы
и технических весов 1-го класса
31. Поверка весов производится лишь в специально для этого приспособленном помещении, которое предохраняется от сотрясений, воздушных потоков и неравномерного притока тепла.
Нельзя, например, ставить весы вблизи печки, радиатора, окна и т.п.
Для поверки весы устанавливаются на постоянном фундаменте (желательно, изолированном от пола) или на горизонтальной доске, покоящейся на кронштейнах, привернутых к стене. Если весы перенесены из холодного помещения в помещение для поверки, то сборка весов производится лишь на следующий день после их перенесения.
Перед поверкой правильности показаний производится осмотр деталей весов с целью установления их соответствия всем изложенным выше требованиям. Этот осмотр, а также сборка и регулировка весов производятся не менее чем за три часа до поверки правильности их показаний. Поверку вновь изготовленных весов следует производить не ранее чем на другой день после сборки и регулировки их.
32. До поверки все части весов протираются чистой замшей, кистью и т.п.
33. С помощью установочных винтов весы устанавливаются строго по отвесу или уровню.
34. Подняв арретир, устанавливают коромысло весов и, поворачивая несколько раз ручку арретира, убеждаются в плавном опускании опорной призмы на подушку, наблюдая за тем, чтобы призма опускалась на подушку всем своим рабочим ребром.
35. При арретированном коромысле стрелка весов должна устанавливаться против среднего штриха шкалы на колонке весов, а середина микрошкалы должна совпадать с нитью в отсчетной трубке.
36. Серьги, подвески и чашки весов подвешиваются так, чтобы отличительные знаки на них соответствовали сторонам коромысла и были обращены к наблюдателю (см. п. 3).
37. При помощи регулятора тары приводят весы в равновесие так, чтобы конец стрелки отклонялся приблизительно на одно и то же число делений от среднего штриха шкалы (в весах с успокоителем стрелка должна устанавливаться против среднего деления шкалы). При наличии микрошкалы (шкала на стрелке весов или в окуляре отсчетной трубки) она должна отклоняться приблизительно на одно и то же число делений от нити отсчетной трубки или от штриха на пластинке, укрепленной на стрелке.
В случае, если нулевое деление рейтерной шкалы находится с одного конца шкалы, то до регулировки равновесия собранных весов на нулевой штрих рейтерной шкалы помещают соответствующий рейтер.
38. При колебаниях коромысла конец стрелки должен перемещаться параллельно шкале на расстоянии от нее не больше чем 0,5 мм.
39. В весах без успокоителей наблюдения показаний весов производятся путем получения среднего положения равновесия, выводимого из трех следующих друг за другом отсчетов показании стрелки свободно колеблющихся весов.
Если l1, l2, l3 - отсчеты показаний стрелки, то среднее положение равновесия вычисляется по формуле:
|
|
(1) |
Пример 1.
l1 = 13,7
l2 = 6,4
l3 = 13,6
|
|
|
40. В весах с успокоителями положение равновесия L отсчитывается непосредственно по шкале после полной остановки стрелки. Каждый отсчет повторяется три раза и из полученных трех отсчетов берут среднее арифметическое, определяющее положение равновесия весов.
|
|
(2) |
Пример 2.
L' = 10,20
L'' = 10,05
L''' = 10,11
|
|
|
41. Если нулевой штрих отсчетной шкалы находится на ее середине и деления идут по обе стороны от этого штриха в возрастающем порядке, то при отсчете колебаний стрелки показания шкалы вправо от нулевого штриха записываются со знаком плюс, а влево со знаком минус.
Пример 3.
l1 = +5,7
l2 = -5,8
l3 = +5,6
|
|
|
42. При наблюдении показаний весов соблюдают следующие правила:
а) Все отсчеты колебаний стрелки весов, снабженных микрошкалой, производятся только по последней.
б) При отсчете колебаний стрелки надлежит обращать внимание на то, чтобы указательный конец стрелки не выходил из пределов шкалы и чтобы коромысло и чашки не касались арретировочного приспособления.
в) Амплитуда колебаний весов должна быть в пределах от 1/4 до 3/4 шкалы.
г) Затухание колебаний весов должно быть равномерным.
д) После каждого освобождения весов от арретира не меньше двух первых колебаний стрелки весов не учитываются, так как в каждом таком случае коромысло получает легкий толчок, влияющий на показания весов.
е) После каждого определения положения равновесия весы обязательно арретируются.
43. Затем поверяются колебания весов (без успокоителей) при помещении на чашки 0,1 части наибольшей нагрузки. Эта поверка производится путем наблюдения убыли размахов колебаний стрелки, которые должны быть одинаковы по обе стороны от среднего деления. Уменьшение размахов колебаний весов в пределах первой и четвертой четвертей отсчетной шкалы не должно превышать одного деления с каждой стороны; в пределах средней части шкалы (вторая и третья четверти) убыль размахов не должна превышать половины деления шкалы. У весов, снабженных микрошкалой, уменьшение размахов колебаний не должно превышать соответственно 5 делений для первой и четвертой четвертей и 2 делений для средней части шкалы.
44. После этих предварительных операций поверяется равноплечесть коромысла и определяется цена одного деления шкалы при 0,1 части наибольшей нагрузки в следующей последовательности:
а) Определяют положение равновесия ненагруженных весов L1 по вышеуказанной формуле 1 (или 2).
б) На обе чашки весов ставят гири, равные 1/10 части наибольшей нагрузки весов, и прибавлением, в случае надобности, на одну из чашек тарировочного груза приводят весы в равновесие и снова определяют положение равновесия L2.
в) После этого гири вместе с тарировочным грузом переставляют с правой чашки на левую, а с левой на правую, и если стрелка при колебании весов выйдет за пределы отсчетной шкалы (или микрошкала за нить отсчетной трубки), то добавлением соответствующих мелких гирь или перемещением рейтера приводят весы в равновесие (с точностью до одного деления обыкновенной отсчетной шкалы). Масса добавленных мелких гирь или весовое значение перемещения рейтера обозначаются далее буквой а. Произведя после этого отсчет, получают новое положение равновесия L3.
г) Затем на одну из чашек добавляется какая-либо мелкая гиря, отклоняющая конец стрелки на несколько делений шкалы, или производится соответствующее перемещение рейтера и, поступая как прежде, находят L4. Масса добавленных мелких гирь или весовое значение перемещения рейтера обозначается в этом случае буквой r.
д) Затем вновь определяют положение равновесия ненагруженных весов L5.
е) На основании данных поверки определяют цену одного деления шкалы по формуле:
|
|
(3) |
Величина неравноплечести весов в весовых единицах вычисляется по следующей формуле:
|
|
(4) |
Если грузик а добавлен на правую чашку, то перед скобками ставится знак минус, а если грузик а добавлен на левую чашку, то перед скобками ставится знак плюс.
Добавление грузика а на правую чашку показывает, что в весах длиннее левое плечо и наоборот.
Если при перемещении гирь (при третьем наблюдении) не понадобится добавлять грузик а, то применяется следующая формула:
|
|
(5) |
Если разность в скобках положительная, то это означает, что в весах длиннее правое плечо, а если разность в скобках отрицательная, то длиннее левое плечо.
Вышеприведенные указания относятся к весам со шкалой, имеющей нуль на правом конце ее и стрелку, направленную вниз, или нуль на левом конце и стрелку, направленную вверх.
Поверка весов при наибольшей нагрузке производится аналогично поверке при 1/10 части наибольшей нагрузки.
45. Цена одного деления шкалы, а также величина неравноплечести не должны превышать величин, указанных в таблице (см. приложение 2).
Примечание. Поверка весов аналитической группы и технических 1-го класса допускается и в обратном порядке, т.е. сперва при наибольшей нагрузке, а затем при 1/10 части ее.
46. Для определения постоянства показаний весов сравнивают между собой положения равновесия L1 и L5 и L5 и L9. Значения L не должны отличаться одно от другого более чем на половину деления обыкновенной отсчетной шкалы или два деления микрошкалы. В весах пробирных эти расхождения не должны отличаться более чем на одно деление обыкновенной отсчетной шкалы.
47. После этого производится поверка рейтерной шкалы.
Для поверки рейтерной шкалы первого типа необходимы два рейтера равной массы (поверенные с точностью, установленной для образцовых гирь 1-го разряда) соответственно рейтерам, применяемым на данных весах, и набор образцовых миллиграммовых гирь 1-го разряда. Для поверки рейтерной шкалы второго типа достаточно иметь один рейтер и набор образцовых миллиграммовых гирь 1-го разряда.
Примечания:
1. При отсутствии образцовых гирь 1-го разряда допускается применение аналитических гирь, поверенных с точностью, установленной для образцовых гирь 1-го разряда.
2. Разрешается вместо второго рейтера применять соответствующую образцовую гирю.
3. При поверке учитываются погрешности образцовых гирь.
48. Поверкой рейтерной шкалы устанавливают:
а) правильность нанесения среднего деления (зубца) шкалы - совпадение его с вертикальной плоскостью, проходящей через острие опорной призмы коромысла;
б) правильность нанесения крайних делений (зубцов) шкалы - совпадение их с вертикальными плоскостями, проходящими через острия грузоприемных призм;
в) правильность нанесения промежуточных делений (зубцов).
49. Поверка рейтерной шкалы первого типа (см. п. 21) производится в следующем порядке.
Уравновесив весы без нагрузки и определив положение равновесия ненагруженных весов R1, помещают рейтер на нулевое среднее деление (зубец) шкалы и определяют снова положение равновесия R2.
Затем один рейтер помещают на крайнее деление (зубец) шкалы, а второй - на противоположную чашку весов и определяют положение равновесия R3.
Таким же путем определяют положение равновесия с одним рейтером на другом крайнем делении (зубце) шкалы, а со вторым рейтером - на соответственно противоположной чашке R4.
После этого помещают рейтер последовательно, с каждой стороны от опорной призмы на одно из промежуточных делений, отвечающее значениям целых миллиграммов, а на противоположную чашку - соответствующее количество миллиграммовых гирь и определяют положения равновесия.
У всех полученных значений для положений равновесия R2, R3, R4, R5 и R6 разность между каждым из них и положением ненагруженных весов R1 не должна превосходить 0,5 деления обыкновенной отсчетной шкалы или двух делений микрошкалы.
Остальные промежуточные значения делений (зубцов) рейтерной шкалы признают нанесенными правильно, если равномерность их при внимательном просмотре не вызывает сомнения.
После каждого определения положения равновесия на весах и перед каждым помещением гирь на чашки или рейтера на шкалу весы арретируются.
50. Рейтерная шкала второго типа (см. п. 21) поверяется следующим образом.
Весы без нагрузки уравновешиваются при рейтере, помещенном на крайнем левом, нулевом, делении шкалы. Определив после этого равновесие ненагруженных весов R1, снимают рейтер с нулевого деления шкалы, помещают его на левую чашку весов и снова определяют положение равновесия весов R2. Если при этом равновесие весов сохранится, т.е. R1 будет равно R2, то это указывает на точное нахождение нулевого деления рейтерной шкалы в вертикальной плоскости, проходящей через острие грузоприемной призмы.
Затем рейтер переносят на среднее деление шкалы, а на левую чашку помещают соответствующие образцовые миллиграммовые гири 1-го разряда и определяют положение равновесия R3.
После этого рейтер переносят на крайнее правое деление шкалы, а на левую чашку помещают соответствующие образцовые миллиграммовые гири 1-го разряда и определяют положение равновесия R4.
У всех полученных значений равновесия R2, R3 и R4 разность между отдельными значениями равновесия и положением равновесия ненагруженных весов R1 не должна превосходить 0,5 наименьшего деления обыкновенной отсчетной шкалы или двух наименьших делений микрошкалы.
51. В весах пробирных поверка рейтерной шкалы производится двумя рейтерами массой по 10 мг, причем при поверке рейтеры помещаются последовательно на крайние и промежуточные (не менее двух) деления шкалы. Разность между положениями равновесия не должна превосходить трех наименьших делений отсчетной (обыкновенной) шкалы.
52. В весах с микрошкалой и успокоителем дополнительно производится следующая поверка микрошкалы: при помещении сначала на одну, а затем на другую чашку весов образцовой гири 1-го разряда с номинальной массой, в 100 раз превышающей номинальное значение одного наименьшего деления микрошкалы, последняя должна отклоняться от нулевого деления на 100 ± 2 - 3 деления.
53. Все данные о поверке весов записываются в журнал поверок по прилагаемой форме (см. приложение 1).
54. Поверка весов аналитической группы с механически накладывающимися гирями производится теми же приемами, как и поверка обычных весов этой группы, но дополнительно поверяется на образцовых весах 1-го разряда каждая из принадлежащих весам накладных гирь. Погрешности каждой из накладных миллиграммовых гирь не должны превосходить ±0,2 мг; погрешности каждой из накладных граммовых гирь не должны превышать половины допустимых погрешностей для соответствующих аналитических гирь.
55. Поверка аналитических весов с механически накладывающимися гирями и с одной чашкой производится в следующем порядке.
Поверка правильности показаний весов производится путем последовательного помещения в гнезда накладных гирь и уравновешивания их соответствующими образцовыми гирями 1-го разряда (погрешности образцовых гирь учитываются). Полученные расхождения между положением равновесия ненагруженных весов и положением равновесия нагруженных весов при всех возможных комбинациях накладываемых гирь не должны превышать половины допустимой погрешности на неравноплечесть для данного типа весов.
56. Весы аналитические и технические 1-го класса с «цепочкой», применяемой вместо рейтерной шкалы, поверяются так же, как и обычные весы, но дополнительно производится поверка правильности шкалы «цепочки» не менее чем в пяти точках.
Для этого поступают следующим образом.
Приведя весы в состояние равновесия, устанавливают указатель на каком-либо делении шкалы «цепочки», после чего на противоположную чашку помещают необходимое для восстановления равновесия количество образцовых гирь 1-го разряда.
Погрешность шкалы «цепочки» не должна превосходить допустимых погрешностей на соответствующие аналитические гири.
57. Поверка весов аналитических и технических 1-го класса, имеющих конструктивные особенности, не предусмотренные настоящей инструкцией, производится применительно к этим особенностям, причем погрешности таких весов не должны выходить за пределы допустимых погрешностей, указанных в настоящей инструкции.
Поверка
правильности показаний весов технических
2-го и 3-го классов
58. Поверка правильности показаний ненапруженных весов производится в следующем порядке:
а) Удостоверяются, что коромысло весов без чашек и серег (если они съемные) находится в равновесии, т.е. что конец стрелки не выходит за края обоймицы или что конец стрелки расположен против среднего штриха шкалы. Затем при выведении весов из состояния покоя равновесие должно восстанавливаться самостоятельно, после ряда затухающих колебаний. При колебаниях весов конец стрелки, отклоняясь вдоль шкалы весов, не должен отстоять от поверхности этой шкалы на расстоянии, большем 1 мм.
б) Равновесие весов должно сохраняться и при подвешенных сначала серьгах и затем чашках, причем серьги и чашки необходимо менять местами, если эти детали не имеют отметок о принадлежности к определенному плечу весов, а также и после намеренного передвижения призм по подушкам, по направлению оси призм, из одного крайнего положения в другое.
в) Если при указанных в подпункте «б» испытаниях равновесие сохраняться не будет, то оно должно восстанавливаться от прибавки, куда следует, грузика-допуска, не превосходящего величин, указанных в таблице (см. приложение 2).
Примечания:
1. При наличии в весах арретира испытания производят не менее трех раз, каждый раз закрывая и открывая арретир.
2. Весы на колонке должны быть предварительно установлены по имеющемуся у них отвесу или уровню.
59. После испытания ненагруженных весов надлежит произвести поверку весов при 1/10 части наибольшей нагрузки двумя равными грузами соответствующей массы.
Грузы помещаются на чашках или подвешиваются на крючках равной массы, причем масса крючков должна приблизительно соответствовать массе прилагаемых к испытуемым весам чашек. Если весы придут в состояние равновесия, то для определения их чувствительности допуск, прибавленный к одному из грузов, должен изменить равновесие весов настолько, чтобы стрелка, скрытая ранее стенками обоймицы, стала видима наблюдателю не менее чем на половину своей длины (за длину стрелки принимается расстояние от верхнего ее конца до опорной призмы).
Если весы со шкалой, то конец стрелки при указанном испытании должен отойти от среднего штриха шкалы не менее чем на 5 мм.
В случае если равновесие наблюдаться не будет, то допуск, положенный на соответствующий груз, должен привести весы в состояние равновесия или перекачнуть коромысло на противоположную сторону, причем чувствительность весов должна быть такова, чтобы отклонение стрелки от первоначального положения было не менее 5 мм.
Одновременно с этим производится испытание весов на залом т.е., прежде чем положить допуск на соответствующее плечо, необходимо отклонить коромысло до упора в противоположную сторону, затем осторожно довести коромысло до состояния покоя и после этого положить допуск. Если весы не придут в состояние равновесия, то такие весы бракуются.
Примечание. В весах с двойным коромыслом типа мешковых, для масла, сахарного песка и т.п. при поверке на 1/10 часть наибольшей нагрузки гири помещаются на гиредержателе последовательно, сначала на середине, а затем по углам гиредержателя.
60. Весы, удовлетворяющие требованиям при поверке на 1/10 часть наибольшей нагрузки, должны быть подвергнуты поверке при наибольшей нагрузке в том же порядке, как указано в п. 59.
Примечание. Поверка на залом при наибольшей нагрузке не производится.
Д. ОФОРМЛЕНИЕ ПОВЕРКИ
61. О поверке весов аналитической группы и технических весов 1-го класса выдается свидетельство установленного Комитетом образца, в котором указываются цена одного деления шкалы весов и погрешность от неравноплечести при наибольшей нагрузке и при 1/10 части ее. В случае обнаружения при поверке неудовлетворительных показаний весов, что отмечается в журнале поверки, свидетельство о поверке не выдается и владельцу весов выдается извещение о непригодности.
62. На коромыслах весов технических 2-го и 3-го классов,
удовлетворяющих требованиям настоящей инструкции, наносится поверительное
клеймо.![]()
Примечание. На весах ручных аптекарских для нагрузок до 100 г и менее клеймо выставляется на плоскости стрелки.
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЕ 1
|
ПРОТОКОЛ № __________ поверки весов ____________________ до _______________ г. завода ________________ ___________________________________________________________________________ (наименование предприятия, изготовившего весы) ___________________________________________________________________________ (кем представлены) Поверял ________________________________ «___» ______________________ 19___ г.
Р и P1 - гири, соответствующие 1/10 части (наблюдения 2 - 4) или наибольшей нагрузке (наблюдения 6 - 8); а и a1 - масса образцовых гирь, добавленных на правую или левую чашку для восстановления равновесия; r и r1 - масса образцовых гирь, добавленных для определения цены одного деления шкалы. 1. Цена одного деления ______________ шкалы: а) При 1/10 части наибольшей нагрузки:
б) При наибольшей
нагрузке: 2. Погрешность от неравноплечести: а) При 1/10 части наибольшей нагрузки:
б) При наибольшей нагрузке: Примечания: 1. Наблюдения 1, 5 и 9 служат для поверки постоянства показаний весов. 2. При наличии в весах успокоителей вместо l1, l2 и l3 в столбцы протокола записываются соответственно L' L" L'", а в последнем столбце записываются L, полученные как среднее арифметическое из трех отсчетов L', L" и L'". А. Поверка рейтерной шкалы первого типа
Б. Поверка рейтерной шкалы второго типа
Результаты
поверки: Результаты, вычислений проверил _____________ (подпись)
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
ПРИЛОЖЕНИЕ 2
СВОДНАЯ ТАБЛИЦА
ДОПУСТИМЫХ ПОГРЕШНОСТЕЙ ПРИ ГОСУДАРСТВЕННОЙ ПОВЕРКЕ
РАВНОПЛЕЧИХ ВЕСОВ
1. Пробирные, микроаналитические и аналитические весы
|
Наименование весов |
Наибольшая нагрузка весов |
При 1/10 части наибольшей нагрузки и при наибольшей нагрузке |
|||
|
В весах с микрошкалой |
В весах без микрошкалы |
||||
|
Цена одного деления шкалы (по микрошкале) |
Погрешность из-за неравноплечести |
Цена одного деления шкалы |
Погрешность из-за неравноплечести |
||
|
Пробирные |
500 мг |
0,01 мг |
0,01 мг |
0,1 мг |
0,1 мг |
|
Микроаналитические весы |
20 г |
0,03 « |
0,03 « |
0,1 « |
0,1 « |
|
Аналитические 1-го класса |
200 « |
0,1 « |
0,2 « |
0,4 « |
0,4 « |
|
Аналитические 2-го класса |
200 « |
- |
- |
1 « |
1 « |
Примечания:
1. Для весов пробирных предельной нагрузки 500 мг типа ПР-500 без микрошкалы цена одного деления шкалы и погрешность из-за неравноплечести не должны превышать 0,03 мг.
2. Для весов, предъявляемых в госповерку из обращения, допустимая погрешность на неравноплечесть удваивается.
2. Весы технические 1-го класса
|
Наибольшая нагрузка весов |
Цена одного деления шкалы и погрешность из-за неравноплечести при 1/10 части и при наибольшей нагрузке |
|
20 г |
0,4 мг |
|
200 « |
4 « |
|
1 кг |
20 « |
|
5 « |
50 « |
|
20 « |
200 « |
|
50 « |
250 « |
3. Весы технические 2-го класса
|
Наибольшая нагрузка весов |
При поверке ненагруженных весов |
При поверке на 1/10 часть наибольшей нагрузки |
При наибольшей нагрузке |
|
1 г |
2 мг |
3 мг |
5 мг |
|
5 « |
2 « |
4 « |
10 « |
|
10 « |
3 « |
5 « |
10 « |
|
20 « |
3 « |
6 « |
20 « |
|
50 « |
5 « |
10 « |
40 « |
|
100 « |
5 « |
10 « |
50 « |
|
200 « |
8 « |
20 « |
60 « |
|
500 « |
15 « |
40 « |
100 « |
|
1 кг |
20 « |
50 « |
200 « |
|
5 « |
50 « |
100 « |
500 « |
|
10 « |
100 « |
200 « |
1 г |
|
20 « |
200 « |
400 « |
2 « |
|
50 « |
400 « |
600 « |
5 « |
4. Весы технические 3-го класса
|
Наибольшая нагрузка весов |
При поверке ненагруженных весов |
При поверке на 1/10 часть наибольшей нагрузки |
При поверке при наибольшей нагрузке |
|
Для любой наибольшей нагрузки |
1/10000 часть наибольшей нагрузки |
1/5000 часть наибольшей нагрузки |
1/1000 часть наибольшей нагрузки |
Примечания:
1. При ревизиях, экспертизах и ведомственном контроле равноплечие весы всех типов, находящиеся в обращении, признаются правильными, если их погрешности не превышают удвоенных величин допустимых погрешностей, указанных в настоящей сводной таблице. (Это указание не распространяется на примечание 2 разд. 1 сводной таблицы).
2. Допустимые погрешности на
весы иных наибольших нагрузок, не предусмотренных настоящей сводной таблицей,
должны равняться полусумме из значений допустимых погрешностей на весы
соответствующей группы с предельной нагрузкой выше и ниже предельной нагрузки
данных весов (например, допустимая погрешность на весы технические 2-го класса
предельной нагрузки 15 кг равна полусумме из допустимых погрешностей на весы
предельной нагрузки 10 кг и 20 кг, т.е. ![]() .
.
СОДЕРЖАНИЕ