ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р |

Система оценки соответствия в области
использования атомной энергии
ОЦЕНКА СООТВЕТСТВИЯ В ФОРМЕ КОНТРОЛЯ
Унифицированные методики.
Ультразвуковой контроль основных материалов
(полуфабрикатов)
|
|
Москва |
Предисловие
1 РАЗРАБОТАН Государственной корпорацией по атомной энергии «Росатом»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 322 «Атомная техника»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 27 февраля 2018 г. № 101-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок - в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Содержание
Введение
Настоящий стандарт взаимосвязан со стандартами, входящими в систему стандартов «Система оценки соответствия в области использования атомной энергии».
ГОСТ Р 50.05.05-2018
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Система оценки соответствия в области использования
атомной энергии
ОЦЕНКА СООТВЕТСТВИЯ В ФОРМЕ КОНТРОЛЯ
Унифицированные
методики. Ультразвуковой контроль основных материалов
(полуфабрикатов)
Conformity assessment system for the
use of nuclear energy.
Conformity assessment in the form of examination.
Unified procedures. Ultrasonic examination of base materials (semi-products)
Дата введения - 2018-03-01
1 Область применения
1.1 Настоящий стандарт распространяется на ультразвуковой контроль (далее - УЗК) основных материалов (полуфабрикатов), включая поковки, сортовой прокат, отливки, листы, трубы и штампованные заготовки, используемые для изготовления оборудования и трубопроводов атомных энергетических установок (далее - АЭУ) и других элементов атомных станций, выполненных в соответствии с требованиями федеральных норм и правил в области использования атомной энергии, устанавливающих:
- требования к устройству безопасной эксплуатации оборудования и трубопроводов АЭУ;
- требования к устройству и эксплуатации локализующих систем безопасности атомных станций;
- требования к сварке и наплавке оборудования и трубопроводов АЭУ;
- правила контроля металла оборудования и трубопроводов АЭУ при изготовлении и монтаже;
- правила контроля основного металла, сварных соединений и наплавленных покрытий при эксплуатации оборудования, трубопроводов и других элементов атомных станций.
1.2 Настоящий стандарт распространяется на УЗК состояния металла оборудования, трубопроводов и других элементов АЭУ и устанавливает требования к порядку проведения контроля, средствам контроля, персоналу, обработке и оформлению результатов контроля, а также требования безопасности.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 23829 Контроль неразрушающий акустический. Термины и определения
ГОСТ Р 50.04.07 Система оценки соответствия в области использования атомной энергии. Оценка соответствия в форме испытаний. Аттестационные испытания систем неразрушающего контроля
ГОСТ Р 50.05.02-2018 Система оценки соответствия в области использования атомной энергии. Оценка соответствия в форме контроля. Унифицированные методики. Ультразвуковой контроль сварных соединений и наплавленных покрытий
ГОСТ Р 50.05.11 Система оценки соответствия в области использования атомной энергии. Персонал, выполняющий неразрушающий и разрушающий контроль металла. Требования и порядок подтверждения компетентности
ГОСТ Р 50.05.15 Система оценки соответствия в области использования атомной энергии. Оценка соответствия в форме контроля. Неразрушающий контроль. Термины и определения
ГОСТ Р 50.05.16 Система оценки соответствия в области использования атомной энергии. Оценка соответствия в форме контроля. Неразрушающий контроль. Метрологическое обеспечение
ГОСТ Р ИСО 5577 Контроль неразрушающий. Ультразвуковой контроль. Словарь
ГОСТ Р 55724-2013 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ Р 50.05.15, ГОСТ Р ИСО 5577, ГОСТ Р 55724, ГОСТ 23829, а также следующие термины с соответствующими определениями:
3.1 браковочный уровень чувствительности: Уровень чувствительности, при превышении которого выявленная несплошность относится к дефекту (бракуется по амплитудному признаку).
3.2 дальняя зона: Зона ультразвукового пучка, начинающаяся за последним максимумом звукового давления на акустической оси пучка.
3.3 зеркально-теневой метод: Метод ультразвукового контроля, который основан на анализе акустических импульсов, прошедших через объект контроля, и регистрации несплошностей по изменению амплитуды сигнала, отраженного от донной поверхности (донного сигнала).
3.4 калибровочный образец: Аттестованный объект для калибровки оборудования неразрушающего контроля.
3.5 контрольный образец: Образец неразрушающего контроля в виде изделия (фрагмента изделия), свойства которого могут отличаться от свойств объекта контроля.
3.6 контрольный уровень чувствительности (уровень фиксации): Уровень чувствительности, при котором производят регистрацию несплошностей и оценку их допустимости по условным размерам и количеству.
3.7 излучатель: Преобразователь, работающий в режиме излучения ультразвуковых волн.
3.8 лучевая разрешающая способность: Минимальное расстояние между двумя несплошностями, расположенными на акустической оси преобразователя, благодаря которому обеспечивается их различение.
3.9 мертвая зона: Область, прилегающая к контактной и/или донной поверхности, в пределах которой не регистрируются эхо-сигналы от несплошностей, определяемая минимальным расстоянием от поверхности ввода до бокового отверстия, если эхо-сигнал от него разделяется с зондирующим импульсом на уровне не менее 6 дБ.
3.10 поисковый уровень чувствительности: Уровень чувствительности, устанавливаемый при поиске несплошностей.
3.11 приемник: Преобразователь, работающий в режиме приема ультразвуковых волн.
3.12 притирка пьезоэлектрического преобразователя: Придание поверхности излучения пьезоэлектрического преобразователя формы поверхности ввода объекта контроля.
3.13 структурные помехи при ультразвуковом контроле: Явление возникновения на экране дефектоскопа в зоне, выделенной стробом, трех импульсов и более, быстро изменяющих амплитуду и местоположение (отсутствие огибающей) в процессе перемещения пьезоэлектрического преобразователя на расстояние от 2 до 3 мм вдоль поверхности объекта контроля.
3.14 схема прозвучивания: Схема или описание применяемых методов ультразвукового контроля, поверхностей ввода, типов преобразователей, типов и направлений распространения ультразвуковых волн.
3.15 теневой метод: Метод ультразвукового контроля, который основан на анализе вызываемого несплошностями уменьшения сигнала, проходящего от излучателя к приемнику.
3.16 угол ввода: Угол между нормалью к поверхности, на которой установлен преобразователь, и линией, соединяющей центр цилиндрического отражателя сточкой выхода луча при установке преобразователя в положение, при котором амплитуда эхо-сигнала от отражателя наибольшая.
3.17 условный размер (протяженность, ширина, высота) дефекта: Размер, указанный в миллиметрах, соответствующий зоне между крайними положениями преобразователя, в пределах которой фиксируют сигнал от несплошности при заданном уровне чувствительности.
3.18 эквивалентная площадь несплошности: Площадь плоскодонного искусственного отражателя, ориентированного перпендикулярно акустической оси преобразователя и расположенного на том же расстоянии от поверхности ввода, что и несплошность, при которой значения сигнала акустического прибора от несплошности и отражателя равны.
3.19 эхо-метод: Метод ультразвукового контроля, который основан на анализе эхо-сигналов, отраженных от несплошностей.
3.20 эхо-сквозной метод: Метод ультразвукового контроля, который основан на анализе амплитуды акустических импульсов, отраженных от несплошности и одной из поверхностей изделия при установке излучателя и приемника с разных сторон изделия.
4 Сокращения
В настоящем стандарте использованы следующие сокращения:
АЭУ - атомные энергетические установки;
КО - калибровочный образец;
НО - настроечный образец;
НК - неразрушающий контроль;
ОК - объект контроля;
ПЭП - пьезоэлектрический преобразователь;
PC - раздельно-совмещенный;
ТКК - технологическая карта контроля;
УЗК - ультразвуковой контроль;
УЗ - ультразвук (ультразвуковой).
5 Общие положения
5.1 Настоящий стандарт устанавливает методы проведения УЗК основных материалов (полуфабрикатов) для выявления несплошностей типа трещин, раковин, рыхлот, флокенов, расслоений, неметаллических включений и других несплошностей, вызывающих появление эхо-сигналов с амплитудой более значения, называемого контрольным уровнем, или уменьшение прошедшего сигнала до значения менее контрольного уровня.
5.2 Настоящий стандарт не регламентирует методики определения реальных размеров, типа и формы выявленных несплошностей.
5.3 При УЗК не обеспечивается выявление несплошностей:
- амплитуда эхо-сигнала от которых превышает эхо-сигнал от структурных помех менее чем на 6 дБ;
- уменьшение которыми прошедшего сигнала менее чем на 6 дБ отличается от уменьшения сигнала, вызываемого изменением затухания;
- вблизи поверхностей ввода и отражающих поверхностей (при УЗК эхо-методом).
5.4 В соответствии с настоящим стандартом должны быть определены следующие характеристики несплошностей:
- эквивалентная площадь (эквивалентный диаметр);
- условная протяженность;
- разделение на протяженные и непротяженные;
- условная высота несплошностей (при УЗК наклонным преобразователем);
- расстояние между несплошностями;
- количество несплошностей в заданном объеме или на заданном участке поверхности;
- другие показатели, доступные определению при УЗК, установленные документами по стандартизации.
5.5 Необходимость проведения и объем УЗК, типы и размеры несплошностей, подлежащих обнаружению, должны быть установлены в документах по стандартизации или в конструкторской документации на ОК.
5.6 Для каждого вида ОК должны быть составлены ТКК, которыми должен руководствоваться специалист НК и которые должны быть составлены на основании требований настоящего стандарта, действующих документов по стандартизации и данных об ОК.
5.7 ТКК должна содержать:
- наименование организации-разработчика;
- наименование ОК;
- эскиз OK;
- обозначение чертежа OK;
- наименование (марка) материала ОК;
- схему прозвучивания;
- схему сканирования;
- наименование средств контроля;
- способ настройки чувствительности;
- характеристики уровней чувствительности;
- наименование НО и КО;
- параметры несплошностей, подлежащие определению;
- ссылку на методическую документацию, в соответствии с которой проводят контроль;
- нормы оценки качества;
- фамилию, инициалы, сведения о сертификате (аттестационном удостоверении) и подпись разработчика ТКК;
- фамилию, инициалы и подпись лица, утвердившего ТКК.
ТКК может дополняться другими сведениями, предусмотренными на предприятии.
5.8 Средства механизации и автоматизации УЗК с автоматической фиксацией результатов контроля (дефектоскопические установки) следует применять при реализации с их помощью методов проведения УЗК, установленных настоящим стандартом.
5.9 При выполнении УЗК с применением средств механизации и автоматизации необходимо разработать инструкцию по контролю, в которой должны быть указаны:
- требования к кривизне, овальности и состоянию поверхности ОК;
- объем и периодичность определения параметров средств механизации и автоматизации УЗК;
- технология УЗК;
- ТКК УЗК;
- порядок регистрации и оформления результатов УЗК.
5.10 Объем УЗК определяют полнотой проверки металла каждого ОК. Объем УЗК является полным, если весь металл ОК подвергают УЗК по заданной в 7.3.4 (с учетом 7.3.5) схеме прозвучивания. Объем УЗК выражается в процентах от общей длины, или площади, или объема ОК, либо в штучном отношении количества ОК ко всей партии (также в процентах).
5.11 УЗК необходимо проводить после исправления дефектов, обнаруженных при визуальном и измерительном контроле, а также после капиллярного и магнитопорошкового контроля, если последние предусмотрены технологической документацией.
5.12 УЗК необходимо проводить при температуре окружающего воздуха и поверхности ОК от 5 до 40 °С. Для обеспечения указанного требования допускается применение тепляков и подогрев металла. Допускается проведение УЗК при температурах, отличающихся от указанных при обеспечении чувствительности заданного уровня, в течение всего времени УЗК.
5.13 Приемо-сдаточный УЗК (УЗК готовой продукции) необходимо проводить после термической обработки изделий, если она предусмотрена технологической документацией. Если ОК перед термической обработкой проходит механическую обработку, не обеспечивающую его прозвучивание в полном объеме, то УЗК проводят дважды: до механической и термической обработки в полном объеме и после термической обработки в объеме, допускаемом конфигурацией ОК.
5.14 Проведение ручного УЗК в ночную смену в период с 0 до 6 ч не допускается.
5.15 При невозможности из-за конструктивных особенностей ОК провести НК в соответствии с требованиями настоящего стандарта или использования новых методических решений должна быть применена методика контроля, удовлетворяющая требованиям ГОСТ Р 50.04.07.
5.16 Операции УЗК
При УЗК следует применять следующие схемы прозвучивания:
а) продольными волнами с углом ввода 0° (прямым ПЭП) (см. рисунок 1а);
б) поперечными волнами с углом ввода более третьего критического угла (33,5°) (см. рисунок 1б) [1];
в) головными волнами (см. рисунок 1в);
г) поперечными волнами методом тандем, или корневой тандем, или тандем с трансформацией типа волны (см. рисунок 1г);
д) поверхностными волнами (Рэлея) (см. рисунок 1д);
е) нормальными волнами (Лэмба) (см. рисунок 1е);
ж) поперечными волнами с углом ввода более третьего критического угла двумя УЗ-пучками с одинаковыми и/или различными углами ввода (см. рисунок 1ж);
и) продольными волнами с углом ввода более 10° (с одновременным возбуждением поперечных волн с углом ввода менее третьего критического угла) (см. рисунок 1и);
к) дифракционно-временным способом прозвучивания (TOFD) (см. рисунок 1к);
л) продольными и/или поперечными волнами со сканированием луча [метод антенных (фазированных) решеток] (см. рисунок 1л);
м) дельта-методом продольными и/или поперечными волнами (см. рисунок 1м);
н) тандем-дуэт или СТРЭДЛ-метод (см. рисунок 1н).
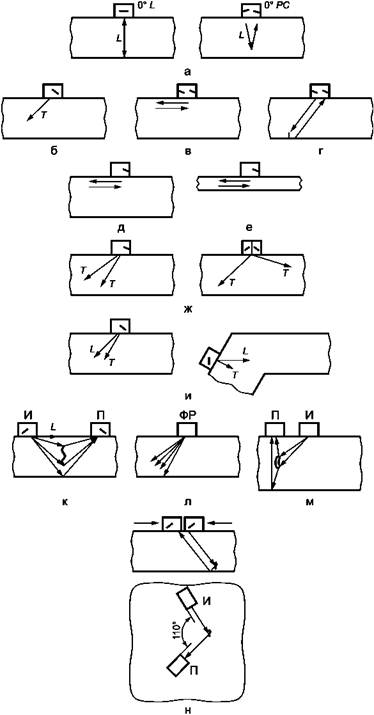
Рисунок 1 - Операции прозвучивания
5.17 Методы УЗК
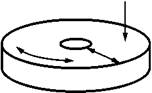
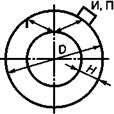
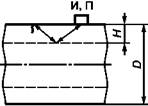
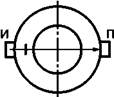
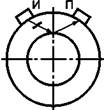
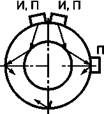
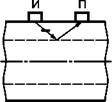
5.17.1 УЗК проводят следующими методами: эхо-импульсным, теневым, зеркально-теневым и эхо-сквозным, в контактном, щелевом или иммерсионном вариантах в зависимости от типоразмеров ОК (см. рисунок 2), а также их сочетаниями, реализуемыми вариантами методов, схемами прозвучивания, регламентированными настоящим стандартом.
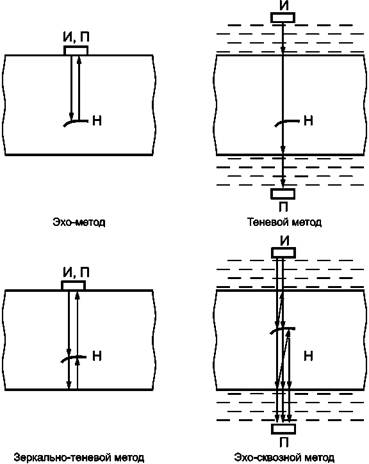
И - излучатель; П - приемник; Н - несплошность
Рисунок 2 - Методы УЗК продольными волнами
5.17.2 Схема прозвучивания должна быть выбрана таким образом, чтобы обеспечить УЗК максимально возможного объема ОК. В частности, для уменьшения мертвой зоны применяют PC ПЭП.
5.17.3 Для эхо-метода амплитуду эхо-сигнала, соответствующего контрольному уровню чувствительности, задают с помощью искусственных отражателей, формы и размеры которых указаны в ТКК.
5.17.4 Для эхо-сквозного метода амплитуда эхо-сквозного сигнала, соответствующего контрольному уровню чувствительности, задается в децибелах от уровня сквозного сигнала на участке ОК, не содержащем несплошностей.
5.17.5 Для теневого и зеркально-теневого методов ослабление сквозного или донного сигнала, соответствующее контрольному уровню чувствительности, задается в децибелах или процентах от уровня сквозного или донного сигнала на участке изделия, не содержащем несплошностей. При совмещенном УЗК эхо- и зеркально-теневым методами контрольный уровень последнего допускается задавать по соотношению с контрольным уровнем эхо-метода.
5.17.6 Для повышения вероятности обнаружения несплошностей в ОК, превосходящих контрольный уровень, ручной УЗК необходимо проводить на поисковом уровне чувствительности, который отличается от контрольного уровня не менее чем на 6 дБ в сторону, соответствующую повышению чувствительности.
6 Требования к проведению ультразвукового контроля
6.1 Требования к объектам ультразвукового контроля
6.1.1 Перед проведением УЗК поверхность ОК в зоне сканирования ПЭП должна быть очищена от пыли, грязи, окалины, неровностей, краски, масляных пятен, брызг от расплавленного металла и других загрязнений.
6.1.2 Для проведения ручного УЗК поверхность ввода должна быть обработана до шероховатости Rа не более 6,3 мкм, волнистость (отношение максимальной стрелы прогиба к периоду волнистости) поверхности ввода - не более 15 мкм. Допускается проведение УЗК по поверхности с большей шероховатостью или по необработанной поверхности проката при условии достижения заданной чувствительности (контрольного уровня) и стабильности акустического контакта.
6.1.3 Донные поверхности ОК, параллельные или концентричные поверхности ввода, должны иметь параметры шероховатости Rа не более 40 мкм, если они доступны механической обработке.
6.1.4 Пригодность поверхности для УЗК прямым ПЭП необходимо проверять по стабильности амплитуды донного сигнала. При перемещении ПЭП изменение амплитуды допускается в пределах ±2 дБ.
6.1.5 ОК должен иметь припуск не меньший, чем величина мертвой зоны применяемой аппаратуры.
6.1.6 Для удобства ручного УЗК крупногабаритных ОК поверхность ввода следует размечать на участки с помощью быстросохнущей краски или маркера.
6.2 Требования к средствам ультразвукового контроля
6.2.1 При проведении УЗК следует использовать:
- ультразвуковые дефектоскопы с ПЭП и кабелями;
- калибровочные и настроечные образцы;
- средства механизации и автоматизации УЗК с автоматической фиксацией результатов контроля;
- вспомогательные устройства, приспособления (согласующие прокладки, опоры и т.п.) и материалы.
6.2.2 Средства УЗК должны удовлетворять требованиям соответствующих документов национальной системы стандартизации.
6.2.3 Дефектоскоп должен иметь аттенюатор с ценой деления не более 2 дБ и диапазоном не менее 80 дБ.
6.2.4 Рабочую частоту УЗ следует выбирать 0,5 МГц и выше в зависимости от толщины ОК и затухания в нем УЗ. При этом частота должна быть такой, чтобы половина длины волны УЗ была менее линейных размеров отражающей поверхности искусственного отражателя, подлежащего фиксации. При выборе частоты ПЭП для проведения УЗК ОК цилиндрической формы в направлении, перпендикулярном образующей (хордовое прозвучивание), необходимо учитывать эквивалентную толщину ОК, рассчитанную согласно 7.1.22. Коэффициент затухания ультразвука в ОК следует определять в соответствии с приложением А.
6.2.5 УЗК следует проводить с помощью прямых совмещенных, прямых PC и наклонных ПЭП с углом ввода от 35° до 70°. При возможности выбора предпочтителен угол ввода 45°.
6.2.6 Для УЗК допускается применять также угловые призмы-насадки к прямым ПЭП с углами скоса от 3° до 15°.
6.2.7 УЗК ОК из нелегированной стали, не прошедших высокотемпературную термообработку, толщиной 200 мм и более следует проводить на частоте от 1,8 до 2,5 МГц или менее. УЗК ОК, прошедших термообработку или имеющих меньшую толщину, следует проводить на частоте от 2,5 до 5 МГц и более.
6.2.8 УЗК следует проводить на частоте от 1 до 2,5 МГц или менее.
6.2.9 При УЗК цилиндрических ОК с радиусом кривизны RОК менее 250 мм по выпуклым поверхностям для обеспечения стабильного акустического контакта и требуемой чувствительности следует проводить притирание поверхности ПЭП (призмы) или применять согласующие прокладки или опоры, фиксирующие положение ПЭП (см. рисунок Б.2 приложения Б ГОСТ Р 50.05.02-2018).
6.2.10 При УЗК цилиндрических ОК по вогнутой поверхности ввода размер ПЭП D, мм, в направлении кривизны поверхности выбирают таким образом, чтобы набег фазы лучей в центре и на краю ПЭП не превышал длины волны УЗ λ, мм, в ОК и удовлетворял условию
(D2/4RОК) < λ/(Cn/Ck) - 1,
где RОК - радиус кривизны OK, мм;
Cn и Ck - скорость УЗ в ОК и контактной среде.
Для сред «вода - сталь» - D2/RОК < 1,35 λ.
Для сред «масло - сталь» - D2/RОК < 1,7 λ.
Для частоты 2 МГц при УЗК стальной поковки через слой контактной среды условие на размер преобразователя имеет вид D2/(4RОК) < 1. При невыполнении данного условия следует использовать притертый ПЭП.
6.2.11 При УЗК цилиндрических ОК с радиусом кривизны R менее 250 мм по выпуклым и менее 500 мм по вогнутым поверхностям радиус кривизны поверхности НО должен удовлетворять условию
0,9RОК ≤ RНО ≤ 1,2RОК,
где RОК - радиус кривизны OK, RНО - радиус кривизны НО.
При этом подготовка ПЭП в соответствии с 6.2.9 должна быть выполнена по большему из двух радиусов RОК или RНО для контроля по выпуклой поверхности и по меньшему из двух радиусов RОК или RНО для контроля по вогнутой поверхности.
6.2.12 Допускается применять НО с плоскими поверхностями для ОК с меньшими радиусами кривизны, если экспериментально подтверждено, что кривизна вызывает изменение амплитуды сигналов от искусственных отражателей не более ±1 дБ.
6.2.13 Для обеспечения акустического контакта ПЭП, имеющих криволинейную поверхность, с плоской поверхностью ввода НО или КО следует использовать ванну с контактной жидкостью, уровень которой превышает максимальный зазор между поверхностями ПЭП и НО или КО.
6.2.14 При проведении УЗК следует применять контактную среду, обладающую достаточными смачивающими свойствами. Также контактная среда должна обладать вязкостью и однородностью, легко удаляться с поверхности, быть безвредной для специалиста НК, удовлетворять требованиям пожарной безопасности и не вызывать коррозии ОК.
6.2.15 При настройке средств контроля следует использовать контактную среду, применяемую для проведения УЗК.
6.3 Требования к персоналу, выполняющему ультразвуковой контроль
6.3.1 УЗК должен выполнять персонал, компетентность которого подтверждена в соответствии с требованиями ГОСТ Р 50.05.11.
6.3.2 ТКК должен разрабатывать персонал, компетентность которого подтверждена в соответствии с требованиями ГОСТ Р 50.05.11 и имеющий право выдачи заключений.
7 Проведение ультразвукового контроля
7.1 Подготовка к ультразвуковому контролю
7.1.1 К проведению УЗК допускают средства УЗК, удовлетворяющие требованиям 6.2.
7.1.2 Перед началом УЗК путем внешнего осмотра следует определить сплошность корпуса и износ рабочей поверхности ПЭП. В случае несплошности корпуса, явного перекоса или износа рабочей поверхности ПЭП к эксплуатации допускать не следует.
7.1.3 Перед проведением УЗК должны определить работоспособность дефектоскопа в соответствии с руководством по эксплуатации на дефектоскоп, соединительного кабеля и ПЭП.
7.1.4 Определение работоспособности дефектоскопа, соединительного кабеля и ПЭП следует осуществлять при их одновременной работе.
7.1.5 При определении работоспособности дефектоскопа с прямым совмещенным ПЭП необходимо определять:
- мертвую зону;
- отклонение акустической оси от нормали к рабочей поверхности.
7.1.6 При определении работоспособности дефектоскопа с прямым PC ПЭП необходимо определять:
- мертвую зону;
- глубину фокуса.
7.1.7 При определении работоспособности дефектоскопа с наклонным ПЭП необходимо определять:
- точку выхода преобразователя;
- угол ввода преобразователя;
- отклонение акустической оси от плоскости падения;
- мертвую зону.
7.1.8 Для определения параметров ПЭП следует применять калибровочные образцы СО-2, СО-3 по ГОСТ Р 55724-2013 или калибровочные образцы Международного института сварки V1 и V2.
7.1.9 Определение мертвой зоны следует осуществлять по боковому цилиндрическому отверстию диаметром 2 мм на расстоянии 3 и 8 мм от поверхностей по СО-2 или по боковым отверстиям диаметром 1,5 мм на расстоянии 15 мм и диаметром 50 мм на расстоянии 5 и 10 мм от поверхностей ввода V1. Для уточнения мертвой зоны должны использовать НО с плоскодонными отверстиями, расположенными на различных расстояниях от поверхности ввода, диаметр которых соответствует поисковому уровню.
7.1.10 Отклонение акустической оси прямого совмещенного ПЭП от нормали к рабочей поверхности следует определять с помощью контрольного образца (см. рисунок 3) следующим образом:
- устанавливают точку ввода УЗ-волн как геометрический центр ПЭП, для чего проводят две взаимно перпендикулярные линии на его рабочей поверхности (для ПЭП с круглой пластиной - диаметры, для преобразователя с прямоугольной пластиной - средние линии, параллельные большей и меньшей сторонам пьезопластины). Точка пересечения линий является геометрическим центром ПЭП. На боковой поверхности ПЭП отмечают рисками точки пересечения линий с боковой поверхностью.
Примечание - Если форма и положение пьезопластины в ПЭП неизвестны, то положение центра ПЭП следует определить по СО-3. В положении ПЭП, соответствующем максимуму эхо-сигнала, следует отметить линию на ПЭП, находящуюся над осью КО. Затем следует повернуть ПЭП на 90° вокруг оси, установить в положении, соответствующем максимуму эхо-сигнала, и отметить вторую линию на ПЭП;

Рисунок 3 - Контрольный образец для определения
отклонения акустической оси прямых и наклонных
преобразователей [на поверхностях A и B наносят риски
глубиной не более 0,05 мм, расстояние
между рисками - (2 ± 0,1) мм; на поверхности B против рисок
клеймят расстояние от риски 0 мм]
- ПЭП устанавливают на НО и определяют максимальное значение эхо-сигнала от бокового цилиндрического отверстия;
- ПЭП устанавливают таким образом, чтобы одна из линий, проходящих через геометрический центр, была перпендикулярна боковой поверхности образца;
- определяют отклонение угла ввода по делению шкалы L1, мм, расположенной под соответствующей риской на боковой поверхности ПЭП.
Угол отклонения Δα, град, вычисляют по формуле
|
(1) |
где r = 100 мм;
- определяют отклонение угла ввода при повороте ПЭП на 90°.
Отклонение акустической оси от нормали к поверхности должно составлять не более 2°.
7.1.11 Должны определить фокусное расстояние для прямого PC ПЭП с помощью КО (см. рисунок 4). Для этого ПЭП устанавливают на поверхность ввода КО и перемещают до получения максимального донного сигнала. Фокусное расстояние следует принять равным высоте соответствующей ступени.
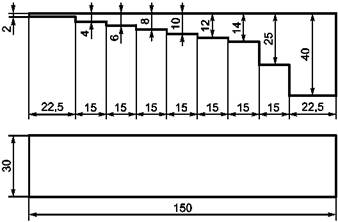
Рисунок 4 - Контрольный образец для определения
глубины фокуса
прямых PC-преобразователей (материал - Ст.3)
7.1.12 Точку выхода для наклонного ПЭП определяют по отражению от вогнутых цилиндрических поверхностей КО СО-2, V1 и V2. Радиус кривизны поверхностей R должен быть более длины ближней зоны ПЭП.
ПЭП, ориентированный параллельно боковым поверхностям КО, перемещают до получения максимума эхо-сигнала. Точка выхода расположена над отметкой, соответствующей оси радиуса кривизны КО.
Длину ближней зоны наклонного ПЭП вычисляют по формуле
|
|
(2) |
где S - площадь пьезопластины ПЭП, мм2;
f - частота распространения волн, МГц;
cos α - косинус угла ввода;
Ct - скорость распространения сдвиговой волны, м/с;
cos β - косинус угла призмы.
Длину ближней зоны прямого ПЭП вычисляют по формуле
|
N = S/(πλ), |
(3) |
где S - площадь пьезоэлемента;
λ - длина волны УЗ в металле НО/КО или ОК.
7.1.13 Определяют угол ввода для наклонного ПЭП по максимальному эхо-сигналу, полученному:
- от бокового цилиндрического отверстия диаметром 6 мм в СО-2;
- поверхности R50 мм либо от бокового цилиндрического отверстия диаметром 1,5 мм в V1;
- бокового цилиндрического отверстия диаметром 5 мм в V2.
Расстояние до отверстия должно быть более длины ближней зоны преобразователя. Угол ввода соответствует отметке на шкалах, нанесенных на боковых поверхностях КО. ПЭП должен быть ориентирован параллельно боковым поверхностям КО, а расстояние от отражателя до ПЭП - более длины его ближней зоны.
7.1.14 Определяют отклонение акустической оси для наклонного ПЭП с помощью КО (см. рисунок 3) по отражению от угла, образуемого отверстием диаметром 3 мм с боковой поверхностью образца. Следует использовать либо прямое, либо многократное отражение таким образом, чтобы путь УЗ в КО был более длины ближней зоны. ПЭП перемещают по поверхности, на которой нанесены риски, ориентируя его параллельно рискам. Вначале ПЭП перемещают вдоль риски 0 до достижения максимума эхо-сигнала, затем в стороны «+» и «-» до получения абсолютного максимума. Угол отклонения, град, вычисляют по формуле (1), где r - путь УЗ в образце.
Отклонение акустической оси наклонного преобразователя от плоскости падения не должно быть более 2°.
7.1.15 Перед началом УЗК необходимо проводить настройку средств контроля на контрольный уровень чувствительности с использованием НО (см. рисунок 5).
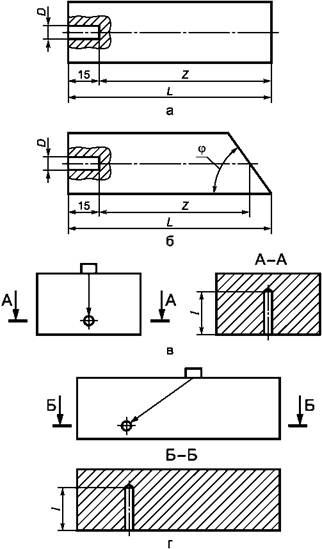
Рисунок 5 - Настроечные образцы
7.1.16 Основным типом искусственного отражателя в НО является отверстие с плоским дном, расположенным перпендикулярно направлению акустической оси УЗ-пучка. Вместо плоскодонного отверстия допускается использование других типов искусственных отражателей, предусмотренных документами по стандартизации и/или конструкторской документацией либо для которых расчетным (см. приложение Ж ГОСТ Р 50.05.02-2018) или экспериментальным путем установлено количественное соотношение амплитуд эхо-сигналов с амплитудами эхо-сигналов от плоскодонных отверстий при заданных условиях УЗК. Амплитуду сигнала от искусственного отражателя допускается определять расчетным методом с применением АРД-диаграмм (см. приложение Ж ГОСТ Р 50.05.02-2018). Границы применимости АРД-диаграмм представлены в таблице 1.
Таблица 1 - Границы применимости АРД-диаграмм
|
Условие применения |
АРД-диаграммы |
Настроечный образец |
||
|
Тип ПЭП |
Параметр |
Значение/характеристика |
||
|
Любой ПЭП |
Тип производства |
Крупносерийное |
Допускается |
Предпочтительно |
|
Мелкосерийное |
Предпочтительно |
Допускается |
||
|
Однородность затухания УЗ |
Размах амплитуд донных сигналов внутри изделия - более 4 дБ Размах амплитуд донных сигналов от изделия к изделию - более 6 дБ |
Обязательно |
Не допускается |
|
|
Размах менее вышеуказанного |
Предпочтительно |
Допускается |
||
|
Толщина изделия |
Толщина равна или более ближней зоны ПЭП |
Предпочтительно |
Допускается |
|
|
Толщина менее ближней зоны ПЭП |
Не допускается |
Обязательно |
||
|
Прямой совмещенный ПЭП |
Форма поверхности ввода УЗ |
Плоская; цилиндрическая выпуклая или вогнутая диаметром 500 мм и более |
Предпочтительно |
Допускается (для ПЭП с защитной пленкой допускаются плоские образцы) |
|
Цилиндрическая с диаметром менее 500 мм |
Допускается при условиях, оговоренных в примечании |
Предпочтительно (для ПЭП с защитной пленкой допускаются плоские образцы при наружном или внутреннем диаметрах не менее 300 мм) |
||
|
Прямой PC ПЭП |
Форма поверхности ввода УЗ |
Любая |
Допускается (экспериментальные АРД-диаграммы, согласованные с головной материаловедческой организацией) |
Предпочтительно (для цилиндрических ОК допускаются плоские образцы при наружном диаметре не менее 150 мм или внутреннем диаметре не менее 300 мм) |
|
Наклонный совмещенный |
Форма поверхности ввода УЗ |
Плоская; цилиндрическая вдоль образующей: выпуклая - любого диаметра, вогнутая - насколько позволяет размер ПЭП |
Предпочтительно |
Допускается (в том числе по плоским образцам) |
|
Наклонный совмещенный |
Форма поверхности ввода УЗ |
Цилиндрическая выпуклая при УЗК в хордовом направлении и при наружном диаметре не менее 150 мм; цилиндрическая вогнутая при УЗК перпендикулярно образующей и при внутреннем диаметре не менее 300 мм |
Предпочтительно |
Допускается (в том числе по плоским образцам) |
|
Цилиндрическая диаметром менее вышеуказанного при УЗК перпендикулярно образующей |
Не допускается |
Обязательно (с притертыми ПЭП) |
||
|
Примечания 1 Если при использовании АРД-диаграмм возникает необходимость в оценке отражателей на глубине, меньшей ближней зоны ПЭП, следует использовать НО. 2 При использовании прямых ПЭП с диаметром пьезоэлемента не более 12 мм и частотой не менее 2,5 МГц допускается использование АРД-диаграмм при УЗК цилиндрических ОК диаметром 150 мм и более по выпуклой поверхности и диаметром 300 мм и более по вогнутой поверхности. 3 При использовании прямых ПЭП с диаметром пьезоэлемента 18 и 25 мм и частотой 1,25 МГц допускается использование АРД-диаграмм при УЗК цилиндрических ОК по выпуклой поверхности диаметром 300 мм и более. |
||||
7.1.17 Чувствительность дефектоскопа следует определять, исходя из заданного контрольного уровня через эквивалентную площадь Sо (или диаметр dо) плоскодонного отверстия. Дефектоскоп следует настраивать таким образом, чтобы обеспечивался требуемый уровень чувствительности во всем объеме металла ОК. Сканирование следует проводить на поисковом уровне Sп, увеличивая чувствительность относительно контрольного уровня на 6 дБ.
7.1.18 Средняя квадратическая погрешность настройки чувствительности и оценки эквивалентной площади несплошности не превышает 30 %.
7.1.19 Для выравнивания чувствительности по всей толщине ОК на дефектоскопе следует:
- пользоваться временной регулировкой чувствительности;
- наносить на экран дефектоскопа линии, показывающие изменение чувствительности с глубиной;
- выполнять УЗК различных по глубине зон последовательно, с соответствующей корректировкой чувствительности (послойный УЗК).
7.1.20 Если при УЗК ОК или его части не удается обеспечить заданный уровень чувствительности, следует понизить частоту следования импульсов или проверить возможность достижения требуемой чувствительности при использовании следующих способов:
а) если при максимальном усилении дефектоскопа не удается добиться заданной чувствительности (сигналы в виде помех от неоднородностей металла заготовки отсутствуют), следует применять:
- другие типы ПЭП и другие частоты [в частности, при УЗК ОК толщиной 100 мм и более применять ПЭП большого диаметра и более низкие частоты, а при УЗК ОК толщиной менее 100 мм - ПЭП меньшего диаметра (ширины), PC ПЭП и более высокие частоты],
- схему прозвучивания с двух противоположных поверхностей ОК для сокращения пути УЗ,
- более чувствительные дефектоскопы;
б) если достижению заданной чувствительности препятствует высокий уровень помех от структурных неоднородностей металла заготовки, следует:
- понизить рабочую частоту,
- применять ПЭП большего диаметра (при УЗК «толстых» ОК) и PC ПЭП (при УЗК «тонких» ОК),
- уменьшить длительность зондирующего импульса,
- применять схему прозвучивания с двух противоположных поверхностей ОК для сокращения пути УЗ,
- применять способы выравнивания чувствительности, предназначенные для устранения структурных помех в начале развертки.
7.1.21 Если после выполнения указанных действий требуемая чувствительность по всему ОК не обеспечена, то необходимо выполнять УЗК на максимально возможной чувствительности с ее указанием в отчетной документации.
7.1.22 При выполнении УЗК ОК цилиндрической формы в направлении, перпендикулярном образующей (хордовое прозвучивание) (см. рисунок 6), настройку дефектоскопа следует проводить таким образом, чтобы реализовать заданный уровень чувствительности на глубине, равной эквивалентной толщине, вычисленной по следующим формулам:
|
|
(4) |
|
|
(5) |
где HЭ.Н - эквивалентная толщина при контроле с наружной поверхности;
НЭ.ВН - эквивалентная толщина при контроле с внутренней поверхности;
RН - радиус наружной поверхности;
RВН - радиус внутренней поверхности.
Для сплошных цилиндров эквивалентную толщину следует вычислять по формуле
|
HЭ =2R (cos α)2. |
(6) |
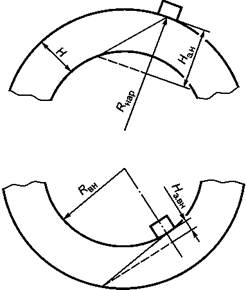
Рисунок 6 - Эквивалентная толщина ОК цилиндрической формы
7.2 Проведение ультразвукового контроля
7.2.1 Поиск несплошностей при ручном УЗК следует проводить построчным сканированием со скоростью не более 150 мм/с с шагом не более 50 % диаметра (ширины) пьезоэлемента ПЭП.
7.2.2 Шаг сканирования может быть уточнен экспериментально с помощью НО по смещению ПЭП до положения, где амплитуда эхо-сигнала уменьшается на 3 дБ относительно ее максимального значения.
7.2.3 В случаях, оговоренных в документах по стандартизации и/или конструкторской документации, следует проводить УЗК по линиям (или точкам пересечения линий) сетки, нанесенной с заданным шагом на поверхность ОК, что должно быть указано в технологической документации.
7.3 Проведение ультразвукового контроля поковок, сортового проката и отливок
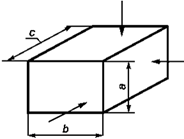
7.3.1 УЗК подлежат поковки, сортовой прокат и отливки, имеющие форму:
- параллелепипеда с размерами каждого из ребер более 8 мм;
- сплошного цилиндра диаметром более 8 мм;
- полого цилиндра наружным диаметром более 30 мм с толщиной стенки более 8 мм;
- сферы наружным диаметром более 100 мм с толщиной стенки более 8 мм;
- ОК сложной формы, включающей несколько вышеперечисленных простых форм.
7.3.2 УЗК OK простой формы (параллелепипед, цилиндр, шар и т.п.) с размерами менее указанных допускается выполнять с помощью вспомогательных устройств и приспособлений. ОК следует представлять на УЗК, когда они имеют наиболее простую форму.
7.3.3 УЗК осуществляют эхо-методом, а при использовании прямых совмещенных ПЭП - также зеркально-теневым методом, если конструкция ОК обеспечивает получение донного сигнала.
7.3.4 Схема прозвучивания, обеспечивающая наибольшую достоверность обнаружения несплошностей различной формы и ориентации, должна предусматривать прозвучивание каждого элементарного объема ОК в трех взаимно перпендикулярных или близких к ним направлениях.
7.3.5 Прозвучивание прямым ПЭП в каком-либо направлении может быть заменено прозвучиванием наклонным ПЭП в направлении, близком к требуемому.
7.3.6 Для сокращения мертвой зоны применяют прозвучивание PC ПЭП, высокочастотным ПЭП, УЗК с двух сторон ОК или отраженным лучом.
7.3.7 Схемы прозвучивания ОК простой формы приведены в таблице 2, где также показана возможность замены прямого ПЭП раздельно-совмещенным и наклонным (знак «или»). При этом УЗК наклонным ПЭП выполняют в двух противоположных направлениях с разворотом преобразователя на угол 180°.
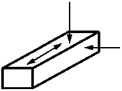
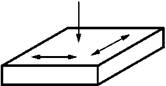
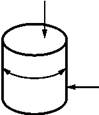
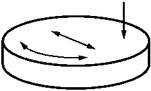
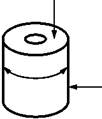
Таблица 2 - Направление и способы прозвучивания при УЗК поковок, отливок и сортового проката плоских (плит, брусков, дисков) и цилиндров (валов, колец, обечаек) ОК
|
п/п |
Обозначение позиций |
||
|
а |
б |
в |
|
|
1 |
b < 5a; c < 5a |
b < 5a; c ≥ 5a |
b ≥ 5a; c ≥ 5a |
|
2 |
H ≥ 5D |
0,2D < H < 5D |
H ≤ 0,2D |
|
3 |
H ≥ 5b |
0,2b < H < 5b |
H ≤ 2b |
|
Примечание - → - прямой ПЭП (совмещенный или PC); ↔ - наклонный с разворотом на 180°; a < b < c. |
|||

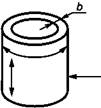
7.3.8 Полые цилиндрические OK (см. таблицу 2, позиции 3а и 3б) следует прозвучивать по хорде наклонным или прямым преобразователем с насадкой таким образом, чтобы угол ввода обеспечивал прохождение УЗ-пучка продольных или поперечных волн в направлении, близком к касательной к внутренней цилиндрической поверхности, или падение на нее под углом (45 ± 5)°.
7.3.9 ОК сложной формы следует прозвучивать с учетом требований 7.3.6 и таблицы 2.
7.3.10 Фиксации подлежат несплошности на участках ОК, в которых наблюдается эхо-сигнал, равный контрольному уровню или более, или на участках, в которых амплитуда донного сигнала равна или менее контрольного уровня или другого уровня, установленного документами по стандартизации и/или конструкторской документацией на изготовление заготовки.
7.3.11 Эквивалентную площадь или эквивалентный диаметр выявленной несплошности следует определять по амплитуде максимального эхо-сигнала как площадь или диаметр плоскодонного отверстия, расположенного на той же глубине и дающего ту же максимальную амплитуду эхо-сигнала.
7.3.12 Соответствие чувствительности заданному уровню должны определять периодически (не реже чем через каждый час) в процессе УЗК, в перерывах между УЗК и после его окончания. Если установлено, что чувствительность была меньше, УЗК необходимо повторить, начиная с момента определения последнего положительного соответствия.
7.3.13 Координаты обнаруженной несплошности должны определять с учетом направления акустической оси и расстояния от точки ввода до несплошности (по инструкции к дефектоскопу).
7.3.14 Условную протяженность несплошности следует определять по перемещению ПЭП относительно поверхности ОК и по максимальному расстоянию Ld между положениями точек ввода, при которых амплитуда эхо-сигнала от несплошности уменьшается на 6 дБ от своего максимального значения или до контрольного уровня. При этом из двух указанных значений необходимо выбрать значение, соответствующее более высокому уровню чувствительности.
7.3.15 При контроле по цилиндрической поверхности прямым ПЭП условную протяженность следует определять в двух направлениях: вдоль образующей и перпендикулярно ей. В последнем случае необходимо учесть поправку на кривизну поверхности ввода по формуле
|
|
(7) |
где H - глубина залегания отражателя, мм;
R - радиус кривизны поверхности ввода, мм.
7.3.16 Несплошности следует квалифицировать как протяженные, если значения условной протяженности для них больше, чем значение условной протяженности Lо для плоскодонного отражателя с эквивалентной площадью, соответствующей определяемому отражателю. Значение Lо определяют по НО или путем расчета.
7.3.17 Условную высоту несплошности следует находить с помощью только наклонного ПЭП путем перемещения ПЭП по прямой линии через точку, соответствующую максимуму эхо-сигнала, и определять координаты несплошности в точках, соответствующих уменьшению амплитуды эхо-сигнала на 6 дБ от максимального значения или до контрольного уровня. При этом из двух указанных значений необходимо выбрать значение, соответствующее более высокому уровню чувствительности.
7.3.18 Несплошность следует считать развитой по высоте, если разность координат по высоте больше, чем та же разность для плоскодонного отражателя соответствующего эквивалентного диаметра.
7.3.19 Расстояние между несплошностями необходимо определять как расстояние между границами протяженных и центрами непротяженных несплошностей.
7.3.20 Несплошности в количестве двух или более следует учитывать раздельно (разрешаются), если эхо-сигналы от них, наблюдаемые на экране одновременно или последовательно при перемещении преобразователя по поверхности изделия, разделены интервалом (на линии развертки или вдоль линии сканирования), где амплитуда уменьшается на 6 дБ или более относительно меньшего эхо-сигнала. Если это условие не выполняется, то несплошности рассматривают как одну.
7.3.21 При распространении УЗ-лучей вблизи боковой поверхности заготовки возникает зона неуверенного УЗК, где определения характеристик отражателей не проводят. Ширина зоны неуверенного УЗК должна быть не менее половины размера ПЭП и определяется наличием влияния отражения от боковой поверхности на эхо-сигнал от отражателя.
7.4 Проведение ультразвукового контроля труб
7.4.1 УЗК подлежат бесшовные монометаллические и биметаллические трубы, используемые для изготовления оборудования, трубопроводов и других элементов АЭУ, диаметром от 8 мм и более с толщиной стенки от 1 до 70 мм и отношением толщины стенки трубки к наружному диаметру не более 0,2.
7.4.2 При УЗК сплошности металла труб должны применять эхо-, теневой и зеркально-теневой методы в соответствии с таблицей 3.
7.4.3 УЗК обеспечивает обнаружение несплошностей металла труб (при этом учитывают ограничения 5.3):
- при УЗК эхо-методом - вызывающих эхо-сигнал амплитудой не менее амплитуды эхо-сигнала от искусственного отражателя в НО, заданного документами по стандартизации и/или конструкторской документацией на трубы;
- при УЗК теневым и зеркально-теневым методами - вызывающих ослабление сквозного или донного сигнала не меньшее, чем ослабление, заданное документами по стандартизации и/или конструкторской документацией на трубы.
7.4.4 УЗК труб следует проводить на частотах от 2,0 до 10 МГц. Для труб с крупной структурой материала и грубой поверхностью разрешается проводить УЗК на частотах от 1,0 до 2,0 МГц при условии обеспечения заданной чувствительности УЗК.
7.4.5 Рекомендуемое значение угла ввода ПЭП - 45°.
7.4.6 УЗК труб следует проводить на чувствительности, соответствующей контрольному уровню, указанной в документах по стандартизации и/или конструкторской документации на трубы. В случае отсутствия в документах по стандартизации и/или конструкторской документации на трубы браковочного уровня, контрольный уровень принимается как браковочный.
7.4.7 Настройку средств контроля на контрольный уровень чувствительности необходимо проводить с использованием НО.
7.4.8 НО труб должны соответствовать положениям, изложенным в документах национальной системы стандартизации, устанавливающих требования к средствам УЗК.
7.4.9 Основным типом искусственного отражателя в НО являются отражатели, предусмотренные документами по стандартизации и/или конструкторской документацией на трубы. Отражатели выполняются в виде рисок, зарубок, вертикальных и боковых сверлений, а также отверстий с плоским дном, перпендикулярным направлению акустической оси УЗ-пучка.
7.4.10 УЗК труб диаметром менее 50 мм при их серийном производстве следует выполнять с помощью средств механизации и автоматизации УЗК (дефектоскопических установок).
7.4.11 При УЗК труб с применением средств механизации и автоматизации технологию проведения УЗК и настройку чувствительности выбирают таким образом, чтобы амплитуда эхо-сигналов от искусственных отражателей на внутренней и наружной поверхностях трубы отличалась не более чем на 3 дБ.
7.4.12 Настройка чувствительности при УЗК с применением средств механизации и автоматизации закончена, если в установившемся режиме работы при не менее чем пятикратном пропускании через средства механизации и автоматизации НО происходит стопроцентная регистрация искусственного отражателя. Перед каждым пропусканием НО должен поворачиваться на 60° относительно предыдущего положения.
7.4.13 УЗК монометаллических труб
7.4.13.1 Допускается применение схем прозвучивания, отличных от приведенных в таблице 3, при условии сохранения направления УЗ-волн и обеспечения обнаружения заданных искусственных отражателей, определяющих контрольный уровень.
7.4.13.2 УЗК на несплошности, ориентированные по окружности трубы и имитируемые отверстием с плоским дном, просверленным вдоль радиуса трубы с ее внутренней поверхности, следует проводить для труб с толщиной стенки 8 мм и более УЗ-волнами, распространяющимися в радиальном направлении (см. таблицу 3, схемы 3, 4 и 7).
7.4.13.3 При отсутствии в документах по стандартизации и/или конструкторской документации на трубы указаний по схеме прозвучивания УЗК следует выполнять по схеме 1, приведенной в таблице 3, а для труб с толщиной стенки 8 мм и более - по схеме 3 прямым или PC ПЭП.
7.4.13.4 УЗК наклонными ПЭП необходимо проводить в двух противоположных направлениях.
Таблица 3 - Схемы прозвучивания труб
|
Номер схемы |
Схема прозвучивания |
Метод ультразвукового контроля и тип волн |
|
1 |
|
Эхо-метод, поперечные волны или волны Лэмба |
|
2 |
|
Эхо-метод, поперечные волны или волны Лэмба |
|
3 |
|
Эхо-метод, продольные волны |
|
4 |
|
Теневой метод, продольные волны |
|
5 |
|
Зеркально-теневой метод, поперечные волны или волны Лэмба |
|
6 |
|
Зеркально-теневой метод или теневой метод, поперечные волны или волны Лэмба |
|
7 |
|
Зеркально-теневой метод, поперечные волны или волны Лэмба |
|
Примечание - → - направление прозвучивания; D - наружный диаметр; H - толщина стенки трубы; И - излучатель; П - приемник. |
||

7.4.14 УЗК биметаллических труб
7.4.14.1 УЗК основного металла трубы до нанесения плакирующего слоя следует проводить как УЗК монометаллической трубы, если технология производства допускает такой УЗК. В этом случае после нанесения плакирующего слоя необходимо выполнять УЗК биметаллической трубы только на несплошности типа расслоений на границе и/или внутри плакировки по схемам 3 и 4, приведенным в таблице 3, с учетом требований 7.4.14.2.
7.4.14.2 УЗК биметаллической трубы следует проводить по той же методике, что и УЗК монометаллической трубы, если уровень структурных помех от плакирующего слоя и его границы с основным металлом не препятствуют УЗК при заданном контрольном уровне с учетом ограничений, отмеченных в 5.3.
7.4.14.3 УЗК биметаллической трубы, в которой уровень структурных помех от плакирующего слоя составляет 6 дБ или более от донного сигнала, необходимо проводить только на несплошности основного металла по схемам 1, 2 и 3, приведенным в таблице 3, прямым лучом (то есть без отражения луча от внутренней поверхности). Настройку следует выполнять по участку трубы без отражателей, со снятым плакирующим слоем.
7.4.14.4 При невыполнимости условий, изложенных в 7.4.14.2 и 7.4.14.3, допустимо выполнять УЗК на максимально возможной чувствительности с указанием в отчетной документации.
7.5 Проведение ультразвукового контроля листов и штампованных заготовок из листа
7.5.1 УЗК подлежат монометаллические и плакированные листы толщиной от 5 мм и более, а также штампованные заготовки из этих листов (далее - штамповки) с радиусом кривизны более 50 мм.
7.5.2 УЗК листов и штамповок проводят с использованием эхо-, теневого, эхо-сквозного и зеркально-теневого методов или их сочетаний, а УЗ-колебания в ОК возбуждают контактным, щелевым, иммерсионным или бесконтактным способом.
7.5.3 При УЗК теневым, эхо-сквозным и зеркально-теневым методами изменение амплитуды сквозного или донного сигналов на участке без отражателей должно быть как минимум в два раза менее изменения амплитуды, задаваемой контрольным уровнем.
7.5.4 УЗК штамповок эхо- и зеркально-теневым методами следует осуществлять по плоским и выпуклым поверхностям. При радиусе кривизны 500 мм и более допускается проводить УЗК по вогнутой поверхности.
7.5.5 В зависимости от требований документов по стандартизации и/или конструкторской документации листы и штамповки необходимо подвергать:
- сплошному УЗК всего металла с направлением УЗ-колебаний по нормали к плоскости листа и в четырех взаимно перпендикулярных направлениях под углом от 40° до 52° к нормали с использованием поперечных волн; предпочтителен угол ввода 45°;
- сплошному УЗК всего металла с направлением УЗ по нормали к его плоскости;
- УЗК вдоль линий с расстоянием между ними не более 100 мм с направлением УЗ перпендикулярно поверхности листа;
- УЗК в точках пересечения прямоугольной сетки с размером ячеек не более 100×100 мм.
7.5.6 При УЗК металла вдоль линий или в точках пересечения прямоугольной сетки следует проводить сплошной УЗК кромок листа под сварку и тех зон, где обнаружены отражатели. Ширину кромки следует принимать не менее 3H (где H - толщина листа), но не менее 50 мм.
7.5.7 Если в документах по стандартизации и/или конструкторской документации отсутствуют указания по объему проведения УЗК, листы и штамповки подвергаются сплошному УЗК всего металла в соответствии с требованиями технических условий с направлением УЗ по нормали к плоскости листа.
7.6 Анализ результатов
7.6.1 Нормы допустимых несплошностей по результатам УЗК указывают в документах по стандартизации в области использования атомной энергии и/или конструкторской документации. При этом используются характеристики несплошностей, доступные количественному определению и регистрации при УЗК.
7.6.2 При оценке несплошностей металла необходимо указывать фиксируемую и допустимую эквивалентную площадь (эквивалентный диаметр), допустимость протяженных несплошностей, допустимые условные размеры, количество несплошностей с учетом их координат.
7.6.3 Допустимые значения по количеству, эквивалентной площади и расстоянию между одиночными проекциями несплошностей в отливках приведены в нормативных документах, устанавливающих правила и нормы оценки качества стальных отливок для АЭУ.
7.6.4 При оценке несплошностей, выявленных при УЗК труб с применением средств механизации и автоматизации, для эхо-метода следует указывать размеры искусственных отражателей, амплитуды сигнала от которых не должны превосходить эхо-сигналы от несплошностей, для теневого метода - допустимое уменьшение сквозного сигнала. При ручном УЗК эхо-методом допускается указывать характеристики несплошностей, отмеченные в 7.6.2.
7.6.5 При оценке несплошностей, выявленных при УЗК листов и штамповок с применением средств механизации и автоматизации, в нормах для эхо-метода и эхо-сквозного метода следует указывать фиксируемую и допустимую эквивалентную площадь несплошности или допустимую амплитуду эхо-сигнала по отношению к сквозному или донному сигналу, а для теневого или зеркально-теневого метода - фиксируемое ослабление сквозного или донного сигнала. Для всех способов следует указывать допустимый максимальный условный размер несплошности, определяемый на контрольном уровне чувствительности. При ручном УЗК эхо-методом также могут указываться характеристики несплошностей, приведенные в 7.6.2.
7.6.6 При оценке качества допускается также использование других количественных характеристик несплошностей, помимо указанных в 7.6.2 - 7.6.4. Для них должны быть указаны способы количественного определения и предельно-допустимые значения.
8 Учетная и отчетная документация
8.1 Требования к учетной документации
8.1.1 Требования к учетной документации (журналам) по НК изложены в федеральных нормах и правилах в области использования атомной энергии, устанавливающих правила контроля металла оборудования и трубопроводов АЭУ при изготовлении и монтаже, и в правилах контроля основного металла, сварных соединений и наплавленных поверхностей при эксплуатации оборудования, трубопроводов и других элементов атомных станций.
8.1.2 Журнал результатов контроля должен иметь сквозную нумерацию страниц, быть сброшюрован и скреплен подписью руководителя службы НК.
8.1.3 Все исправления и изменения в журнале должны быть заверены подписью руководителя службы НК с указанием даты их внесения.
8.1.4 В журнал допускается вносить дополнительные данные.
8.1.5 Сокращенная форма описания несплошности приведена в приложении М ГОСТ Р 50.05.02-2018.
8.2 Требования к отчетной документации
8.2.1 На основании учетной документации должна быть оформлена отчетная документация в виде заключения (протокола).
8.2.2 Требования к отчетной документации, требования к форме и содержанию заключения (протокола) по НК изложены в федеральных нормах и правилах в области использования атомной энергии, устанавливающих правила контроля металла оборудования и трубопроводов АЭУ при изготовлении и монтаже, и в правилах контроля основного металла, сварных соединений и наплавленных поверхностей при эксплуатации оборудования, трубопроводов и других элементов атомных станций.
8.2.3 В заключение (протокол) допускается вносить дополнительные данные.
9 Требования к метрологическому обеспечению
9.1 Объектами метрологического обеспечения УЗК являются:
- средства измерений (УЗ-дефектоскопы, ПЭП, образуемые ими измерительные каналы и системы);
- выполняющие роль эталонов меры, аттестованные объекты (контрольные и настроечные образцы);
- программное обеспечение с измерительными функциями;
- методики (методы) измерений.
9.2 Метрологическое обеспечение УЗК должно соответствовать требованиям ГОСТ Р 50.05.16.
10 Требования безопасности
10.1 УЗ-дефектоскопы являются переносными электроприемниками, поэтому при их эксплуатации должны быть выполнены требования безопасности и производственной санитарии в соответствии с [2].
10.2 Организация лаборатории неразрушающих методов контроля должна соответствовать требованиям [3].
10.3 Перед допуском к проведению УЗК все лица, участвующие в его выполнении, должны проходить соответствующий инструктаж по охране труда с регистрацией в журнале.
10.4 Инструктаж следует проводить периодически в сроки, установленные приказом по предприятию (организации).
10.5 В случае выполнения УЗК на высоте, в стесненных условиях, а также внутри сосудов контролеры и обслуживающий персонал должны проходить дополнительный инструктаж по охране труда согласно положению, действующему на предприятии (организации).
10.6 Контролеры, участвующие в выполнении УЗК, должны знать и выполнять общие требования по охране труда, установленные для работников цехов и участков, в которых проводят УЗК.
10.7 Мероприятия по пожарной безопасности осуществляют в соответствии с требованиями [4].
10.8 Контролеры должны быть обеспечены специальной одеждой, не стесняющей движения, и касками при необходимости.
10.9 При проведении УЗК вблизи мест выполнения сварочных работ рабочее место контролера должно быть ограждено светозащитными экранами.
10.10 Требования к защите от вредного воздействия постоянных магнитных полей должны соответствовать требованиям [5].
Приложение А
(обязательное)
Методика определения коэффициента затухания ультразвука
А.1 Общие требования
Определение коэффициента затухания в металле ОК следует проводить в зоне, свободной от несплошностей. Поверхность ОК должна быть разграничена на участки, в которых первый донный сигнал изменяется не более чем на 4 дБ. Определение амплитуды донного сигнала на каждом участке следует проводить не менее пяти раз и вычислять среднюю арифметическую величину амплитуды донного сигнала. В месте выполнения исследований поверхность ввода должна иметь параметр шероховатости Ra 2,5 мкм, донная - Ra 10 мкм.
А.2 Определение коэффициента затухания продольных волн
А.2.1 Следует установить ПЭП на участок ОК с плоскими параллельными поверхностями таким образом, чтобы получить два донных сигнала, причем первый донный сигнал должен иметь возможно большую амплитуду. Необходимо определить в децибелах амплитуду второго донного сигнала A2.
А.2.2 Не меняя положения ПЭП, к донной поверхности ОК необходимо прижать второй, не присоединенный к дефектоскопу (балластный) ПЭП, идентичный присоединенному к дефектоскопу. Меняя положение и степень прижатия балластного ПЭП, следует добиться наибольшего ослабления первого донного сигнала. Следует определить его амплитуду A1 в децибелах.
А.2.3 Необходимо вычислить коэффициент затухания по формуле
|
|
(А.1) |
где r - толщина изделия, мм;
φ(r) - амплитуда донного сигнала, дБ;
φ(2r) - амплитуда второго донного сигнала (для удвоенной толщины), дБ.
φ(r) и φ(2r) определяют по АРД-диаграмме с коэффициентом затухания δ = 0. Если r равно или более трех ближних зон преобразователя, то φ(2r) - φ(r) = 6 дБ. Если величина в квадратных скобках менее 2 дБ, то затухание считается пренебрежимо малым и при контроле не учитывается.
Пример - Толщина изделия r = 100 мм. Используют ПЭП на частоту 2,5 МГц с диаметром пьезоэлемента D = 12 мм. Амплитуда второго донного сигнала A2 = 37 дБ. Амплитуда первого донного сигнала после нагрузки балластным ПЭП A1 = 27 дБ. Значения φ(r) и φ(2r) по АРД-диаграмме равны минус 12,5 дБ и минус 18,5 дБ.
Поскольку длину ближней зоны ПЭП rб вычисляют по формуле
|
|
(А.2) |
и величина r/rб = 100/15, 4 > 3, то φ(2r) - φ(r) = 6 дБ.
Расчет по формуле следующий:
![]()
Если переводить в децибелы, то это составит 8,686 · 0,0023 = 0,021 дБ/мм.
А.2.4 При наличии планшета с вращающимся диском для АРД-диаграмм вместо вычисления по формуле следует отметить на кривой «Донный сигнал» точки A и B, соответствующие расстояниям r и 2r (см. рисунок А.1 с коэффициентом затухания δ = 0), из точки A отложить вниз отрезок, равный A2 - A1 (получить точку C), повернуть диск планшета таким образом, чтобы одна из цветных линий проходила через точки B и C. Искомый коэффициент затухания указан на шкале «Затухание» планшета черной линией на диске.
Пример - Условия те же, что и в предыдущем примере. Построение изображено на рисунке А.1. Полученное значение δ = 0,0023 Нп/мм.
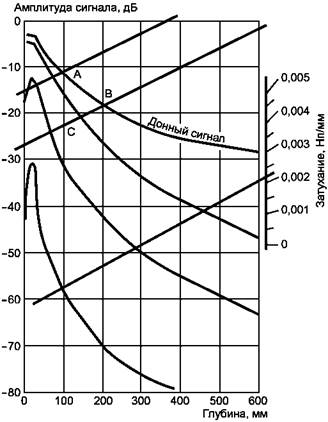
Рисунок
А.1 - Определение коэффициента затухания УЗ по двум донным сигналам
(диаметр пьезопластины - 12 мм, длина волны - 2,36 мм, частота - 2,5 МГц,
коэффициент затухания - 0)
А.2.5 Когда толщина ОК превосходит 500 мм, следует вычислять коэффициент затухания δ по номограмме, приведенной на рисунке А.2. В ней по оси ординат затухание выражено в неперах или децибелах на миллиметр, по горизонтальной оси - толщина изделия в месте определения затухания выражена в миллиметрах. Наклонные линии означают разницу в децибелах амплитуд первого донного сигнала при условии его демпфирования балластным преобразователем и второго донного сигнала ΔA = A2 - A1.
Номограммой следует пользоваться следующим образом: определяют ΔA, дБ, и толщину r. Находят точку пересечения вертикальной линии с соответствующим значением r и наклонной линии с соответствующим значением ΔA. Проводят горизонтальную линию до пересечения с осью ординат и фиксируют значение координаты затухания.

Рисунок А.2 - Номограмма для определения коэффициента затухания
Пример - Величина A2 - A1 = 14 дБ. Толщина изделия r = 500 мм. Построение, показанное толстыми линиями, дает δ = 0,0009 Нп/мм (0,008 дБ/мм).
А.3 Определение коэффициента затухания поперечных волн
А.3.1 Определение коэффициента затухания следует проводить путем сопоставления максимальных амплитуд сигналов, полученных при отражении от прямоугольного края плоскопараллельного изделия или образца (см. рисунок А.3). Необходимо использовать ПЭП с углами ввода от 45° до 52°.
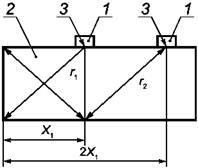
1 - ПЭП; 2 - изделие; 3 - точка ввода
Рисунок
А.3 - Определение коэффициента затухания совмещенным
наклонным преобразователем
При определении коэффициента затухания необходимо получить максимальные значения амплитуды A1 при отражении прямым лучом и определить расстояние X1 точки ввода ПЭП от края ОК. Далее следует сместить ПЭП в точку 2X1. При этом расстоянии следует определить амплитуду эхо-сигнала A2, соответствующего однократно отраженному лучу, и разность A2 - A1 = ΔA. По номограмме (см. рисунок А.2) следует определить коэффициент затухания. В этом случае вместо толщины необходимо использовать расстояние по лучу r1. При определении коэффициента затухания обязательно соблюдение условия r1 ≥ 3rб.
А.3.2 Если не имеется возможности получить отражение от двугранного угла, как, например, при УЗК роторов, то определение коэффициента затухания производят в соответствии с тем, как показано на рисунке А.4. Необходимо использовать ПЭП с углом ввода 45°. Дефектоскоп следует включить по раздельной схеме. Излучатель и приемник следует расположить на расстоянии r1, а затем увеличить его до расстояния r2 = r1. Затем необходимо определить соответствующие амплитуды сигналов A1 и A2 и найти разность A2 - A1 = ΔA, дБ, коэффициент затухания по номограмме, приведенной на рисунке А.2, и полученный результат умножить на 2, так как это определение коэффициента затухания выполнено по методу прохождения, а номограмма построена для эхо-метода.
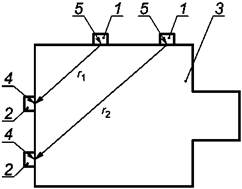
1 - излучатель; 2 - приемник; 3 - ОК; 4, 5 - точки ввода
Рисунок
А.4 - Определение коэффициента затухания в крупных изделиях
раздельными ПЭП методом прохождения
А.4 Определение коэффициента затухания продольных и поперечных волн с использованием компьютерной системы «АРД-универсал»
Данный способ определения коэффициента затухания следует использовать для изделий сложной формы, когда получить второй донный сигнал невозможно. Суть этого способа состоит в следующем. По системе «АРД-универсал» строят АРД-диаграммы для донной поверхности для заданных дискретных значений коэффициента затухания. Затем экспериментально определяют амплитуды донных эхо-сигналов в изделии или настроечном образце. При этом если экспериментальные точки укладываются на АРД-кривую, имеющую соответствующее значение коэффициента затухания с разбросом не более ±1,5 дБ, то это значение на АРД-кривой считают искомым.
Библиография
|
Федеральный закон от 26 июня 2008 г. № 102-ФЗ «Об обеспечении единства измерений» |
||
|
[2] |
СТО 1.1.1.02.001.0673-2006 |
Правила охраны труда при эксплуатации тепломеханического оборудования и тепловых сетей атомных станций ФГУП «Концерн «Росэнергоатом» |
|
Правила аттестации и основные требования к лабораториям неразрушающего контроля |
||
|
Правила пожарной безопасности для энергетических предприятий |
||
|
Санитарно-эпидемиологические требования к физическим факторам на рабочих местах |
||
Ключевые слова: ультразвуковой контроль, УЗК, оценка соответствия, основные материалы, полуфабрикаты