ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
ХАРЬКОВСКИЙ ОРДЕНА «ЗНАК ПОЧЕТА» ГОСУДАРСТВЕННЫЙ
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ МЕТРОЛОГИИ
(ХГНИИМ)
МЕТОДИКА ПОВЕРКИ
ОПТИЧЕСКИХ ЗУБОМЕРОВ
МИ 181-79
Москва
РАЗРАБОТАНА Харьковским ордена «Знак Почета» Государственным научно-исследовательским институтом метрологии (ХГНИИМ)
Директор Данияьчеико В.П.
Руководитель темы Абросимова А.В.
Исполнитель Симкнна Ф.Г.
ПОДГОТОВЛЕНА К УТВЕРЖДЕНИЮ научно-исследовательским сектором стандартизации и управления качеством труда
Начальник сектора Егошин Р.А.
Исполнитель Павлова Е.В.
УТВЕРЖДЕНА научно-техническим советом ХГНИИМ 25 января 1979 года (протокол № 1).
Содержание
|
1. Операции и средства поверки. 1 2. Условия поверки и подготовка к ней. 3 4. Оформление результатов поверки. 5 Техническая характеристика оптического зубомера Н/П К. ЦЕЙСС (каталог № 24-375е-8) 6 |
МЕТОДИКА
ПОВЕРКИ ОПТИЧЕСКИХ ЗУБОМЕРОВ
МИ 181-79
Настоящая методика распространяется на оптические зубомеры* и устанавливает методы и средства их первичной и периодической поверок.
___________________
*Техническая характеристика оптического зубомера дана в справочном приложении.
1. ОПЕРАЦИИ И СРЕДСТВА ПОВЕРКИ
1.1. При проведении поверки следует выполнять операции и применять средства поверки, указанные в таблице.
|
Операция |
Номер пункта методики |
Средства поверки» и их нормативно-техническая характеристика |
Обязательность проведения операций при |
|
|
вводе в эксплуатацию к ремонте |
эксплуатации и хранении |
|||
|
Внешний осмотр |
- |
Да |
Да |
|
|
Опробование Определение метрологических параметров |
- |
Да |
Да |
|
|
Проверка правильности установки шкал |
Плита поверочная класса I по ГОСТ 10905-75 или плоскопараллельная пластина по ГОСТ 1121-75; плоскопараллельная концевая мера длины класса 3 (разряда 5), размер 2 - 3 мм по ГОСТ 9038-73; инструментальный микроскоп по ГОСТ 8074-71 |
Да |
Да |
|
|
Определение измерительного усилия подвижной губки и высотной линейки |
Весы настольные циферблатные с ценой деления 2 г |
Да |
Да |
|
|
Определение неплоскостности и непараллельности рабочих поверхностей губок |
Пластина плоскопараллельная стеклянная ПМ15, размер 16 мм по ГОСТ 1121-75 |
Да |
Да |
|
|
Определение непрямолинейности рабочей поверхности высотной линейки |
Линейка поверочная ЛД-0-80 по ГОСТ 8026-75 |
Да |
Да |
|
|
Определение шероховатости рабочих поверхностей губок и высотной линейки |
Образцы шероховатости поверхности Rа ≤ 0,05; 0,10; 0,20 мкм по ГОСТ 9378-75; микроннтер- ферометр МИИ-4 по ГОСТ 5.425-70 |
Да |
Нет |
|
|
Определение основной погрешности зубомера |
Проволочки типа II-В класса 1, диаметром 3 - 5 мм и ролики типа III класса 1, диаметром 18 - 20 мм по ГОСТ 2475-62 или гладкие калибры-пробки по ГОСТ 2015-69, класса 2 |
Да |
Да |
|
|
Определение вариации показаний зубомера |
То же |
Да |
Да |
|
1.2. Допускается применять отдельные вновь разработанные или находящиеся в применении средства и методы поверки, прошедшие метрологическую аттестацию в органах государственной метрологической службы и удовлетворяющие по точности требованиям данной методики.
2. УСЛОВИЯ ПОВЕРКИ И ПОДГОТОВКА К НЕЙ
2.1. Температура помещения, в котором проводят поверку, должна быть в пределах 20 ± 5 °С.
2.2. Относительная влажность воздуха в помещении, где проводят поверку, не должна превышать 58 ± 20 %.
2.3. Поверяемые приборы и все средства их поверки должны быть выдержаны на рабочем месте не менее 2 ч.
3. ПРОВЕДЕНИЕ ПОВЕРКИ
3.1. Внешний осмотр. При внешнем осмотре необходимо убедиться в том, что на наружных поверхностях зубомера при его введении в эксплуатацию не должно быть дефектов (забоин, заусениц, царапин, раковин, следов коррозии), ухудшающих его эксплуатационные качества или портящих внешний вид. Измерительные кромки губок зубомера должны быть ровными, без следов износа или повреждений.
У приборов, находящихся в эксплуатации, допускаются внешние дефекты, не влияющие на их эксплуатационные качества.
Штрихи и цифры обеих шкал должны быть окрашены и четко видны на всем их протяжении. Видимое поле шкал должно быть чистым. При визировании шкал с одновременным покачиванием прибора вокруг горизонтальной и вертикальной осей не должно быть заметного на глаз смещения шкалы относительно визирных линий (параллакса).
3.2. Опробование. Взаимодействие подвижных частей прибора проверяют опробованием. Ходовые винты зубомера должны плавно, без задержек (проскальзывания трещоток) и явно ощутимого люфта перемещать подвижную губку и высотную линейку на всем протяжении их рабочего хода. Стопорное устройство винта подачи высотной линейки должно надежно крепить его в заданном положении, не допуская изменения отсчетов и перемещения вертикальной шкалы при вращении головки трещотки.
3.3. Определение метрологических параметров.
3.3.1. Правильность установки горизонтальной шкалы проверяют при полностью сдвинутых губках. Вертикальная визирная линия должна совпадать с нулем горизонтальной шкалы. Смещение не должно превосходить 1/4 деления шкалы.
Правильность установки вертикальной шкалы в случае отсутствия на измерительных губках специальных фасок, предохраняющих губки от преждевременного износа, контролируют на поверочной плите или плоскопараллельной стеклянной пластине с помощью плоскопараллельной концевой меры длины номинального размера 2 - 3 мм.
Зубомер устанавливают торцами измерительных губок на плиту или на плоскопараллельную стеклянную пластину, а под рабочее ребро высотной линейки подводят концевую меру, опускают линейку до контакта с поверхностью концевой меры и снимают отсчет по вертикальной шкале при зажатом и отпущенном стопоре.
Смещение деления шкалы, соответствующее номинальному размеру концевой меры, по отношению к визирной линии не должно превышать 1/4 деления шкалы.
Если на рабочих ребрах измерительных губок имеются специальные фаски, то правильность установки вертикальной шкалы проверяют также, но предварительно с помощью инструментального микроскопа определяют расстояние от линии рабочих вершин фасок измерительных губок до их торцов (рис. 1).
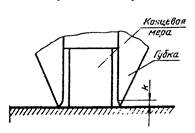
Рис. 1
Величина, отсчитанная по вертикальной шкале зубомера, не должна отличаться от величины l = N + k {где N - номинальный размер меры, k - расстояние от линии рабочих вершин фасок до торцов измерительных губок) более -чем на 1/4 деления шкалы.
3.3.2. Измерительное усилие подвижной губки и высотной линейки зубомера определяют на настольных циферблатных весах. Сначала подвижную губку, а затем высотную линейку через бумажную прокладку вводят в контакт с площадкой весов и, вращая трещотку до тех пор, пока она не начнет проскальзывать, по шкале весов определяют значение измерительного усилия.
Измерительное усилие подвижной губки и высотной линейки зубомера должно быть в пределах 8 - 10 Н (0,8 - 1 кгс).
3.3.3. Неплоскостность и непараллельность рабочих поверхностей губок зубомера определяют при помощи плоскопараллельной пластины.
Неплоскостность рабочих поверхностей губок зубомера определяют интерференционным методом. Плоскопараллельную пластину ПМ15 накладывают на рабочую поверхность губок и добиваются такого контакта, при котором наблюдают наименьшее число интерференционных полос.
Неплоскостность рабочих поверхностей губок должна быть не более 0,9 мкм (три интерференционные полосы).
Непараллельность рабочих поверхностей губок определяют следующим образом. Плоскопараллельную стеклянную пластину вводят между губками зубомера. При полном соприкосновении их с поверхностями пластины добиваются такого взаимного расположения губок, при котором наблюдается наименьшая сумма интерференционных полос на обеих измерительных поверхностях губок.
Непараллельность рабочих поверхностей губок должна быть не более 3 мкм (десять интерференционных полос).
3.3.4. Непрямолинейность измерительной поверхности высотной линейки зубомера определяют при помощи поверочной линейки.
Видимый невооруженным глазом просвет между измерительной поверхностью высотной линейки зубомера и рабочей гранью поверочной линейки не допускается.
3.3.5. Шероховатость рабочих поверхностей губок и высотной линейки определяют методом сравнения с образцами шероховатости поверхности.
При возникновении спорных вопросов шероховатость губок и высотной линейки определяют на микроинтерферометре, измеряя высоту неровностей по интерференционной картине.
Шероховатость измерительных поверхностей губок и высотной линейки должна составлять Ra ≤ 0,08 мкм (класс шероховатости поверхности II по ГОСТ 2789-73).
3.3.6. Основную погрешность зубомера определяют при помощи цилиндрических калибров-пробок (рис. 2).
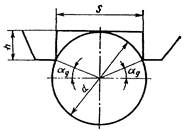
Рис. 2
Для определения основной погрешности оптического зубомера рекомендуется применять одну проволочку и один ролик или два калибра, имеющих диаметры в пределах 3 - 5 и 18 - 20 мм.
Определение основной погрешности зубомера заключается в сравнении результатов измерения значения хорды ролика при помощи зубомера с ее расчетным значением. Для этого вертикальную шкалу зубомера устанавливают на размер, подсчитанный по формуле
|
|
а расчетное значение хорды ролика определяют по формуле
|
S = d cosaд, |
где S - длина хорды, мм; h - высота дуги, стягивающей хорду, мм; d - диаметр ролика, мм; aд - угол исходного контура, угл. град.
При aд = 20° S = 0,9397d; h = 0,3290d.
Примечание. Зубомер устанавливают на ролик так, чтобы измерительные кромки губок соприкасались с поверхностью ролика без просвета.
Основную погрешность зубомера определяют как наибольшую разность между значением, полученным при измерении на каждом из роликов, и расчетным значением хорды S. Эта разность не должна превышать ±0,02 мм.
3.3.7. Вариацию показаний зубомера определяют одновременно с определением основной погрешности прибора путем многократных (не менее пяти) измерений одного и того же значения хорды ролика. Перед каждым измерением прибор перенастраивают.
За вариацию показаний прибора принимают наибольшую разность между каждым из измерений и расчетным значением хорды ролика.
Вариация показаний оптического зубомера не должна превышать ±0,01 мм.
4. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ
4.1. На оптические зубомеры, признанные годными при поверке органами Государственного комитета СССР по стандартам, выдают свидетельство установленной формы.
4.2. Результаты периодической ведомственной поверки оформляют записью в соответствующем документе, составленном органами ведомственной метрологической службы.
4.3. Оптические зубомеры, не удовлетворяющие требованиям настоящей методики, к выпуску и применению не допускаются.
ПРИЛОЖЕНИЕ
Справочное
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ОПТИЧЕСКОГО ЗУБОМЕРА Н/П К. ЦЕЙСС (каталог № 24-375е-8)
Оптические зубомеры предназначены для измерения толщины зубьев цилиндрических зубчатых колес с прямыми и косыми зубьями по постоянной хорде или по хорде делительной окружности.
Пределы измерения по модулю 1,5 - 18 мм
Цена деления шкал 0,02 мм
Диапазон измерения по горизонтальной шкале 0 - 29 мм
Диапазон установки вертикальной шкалы 1,4 - 20 мм
Угол наклона косого зуба 0 - 30°
Размер основания вертикальной линейки 12 мм
Увеличение лупы 34х