ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
НАУЧНО-ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ СРЕДСТВ ИЗМЕРЕНИЙ
В МАШИНОСТРОЕНИИ
(НПО «ВНИИизмерения»)
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
ГОСУДАРСТВЕННАЯ СИСТЕМА ОБЕСПЕЧЕНИЯ
ЕДИНСТВА ИЗМЕРЕНИЙ
ГОЛОВКИ ИЗМЕРИТЕЛЬНЫЕ ПРУЖИННЫЕ
МЕТОДИКА ПОВЕРКИ
МИ 1813-87
Москва
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
1988
СОДЕРЖАНИЕ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
|
Государственная
система обеспечения единства Головки измерительные пружинные Методика поверки |
МИ 1813-87 |
Дата введения 01.07.88
Настоящие методические указания распространяются на головки измерительные пружинные (далее - головки) по ГОСТ 6933-81 и устанавливают методику их поверок.
1. ОПЕРАЦИИ И СРЕДСТВА ПОВЕРКИ
При проведении поверки должны быть выполнены следующие операции и применены средства поверки с характеристиками, указанными в табл. 1.
Таблица 1
|
Наименование операции |
Номер пункта МИ |
Средства поверки и их нормативно-технические характеристики |
Обязательность проведения операции при |
||
|
выпуске из производства |
выпуске после ремонта |
эксплуатации |
|||
|
Внешний осмотр |
|
Да |
Да |
Да |
|
|
Опробование |
Стойка типа С-I или С-II по ГОСТ 10197-70 |
Да |
Да |
Да |
|
|
Определение метрологических характеристик |
|
|
|
|
|
|
Определение присоединительного диаметра головки и посадочного диаметра под измерительный наконечник |
Рычажные микрометры с диапазоном измерения 0 - 25 мм и 25 - 50 мм по ГОСТ 4381-80; скоба с отсчетным устройством с диапазоном измерения 0 - 25 мм и 25 - 50 мм по ГОСТ 11098-75; плоскопараллельные концевые меры длины (далее - концевые меры длины) 6, 8 и 20 мм по ГОСТ 9038-83, 3-го класса точности |
Да |
Нет |
Нет |
|
|
Проверка измерительных наконечников |
По ГОСТ 11007-66; лупа 2,5× |
Да* |
Да |
Нет |
|
|
Определение шероховатости наружной поверхности гильзы |
Образцы шероховатости поверхности по ГОСТ 9378-75 или образцовые детали с параметром шероховатости Ra = 0,63 мкм |
Да |
Нет |
Нет |
|
|
Определение измерительного усилия, колебания измерительного усилия, а также нижнего и верхнего пределов регулирования и колебания регулируемых усилий |
Весы для статического взвешивания с ценой деления 2 г и верхним пределом взвешивания 1 кг по ГОСТ 23676-79; стойка С-II по ГОСТ 10197-70 |
Да |
Да |
Нет |
|
|
Определение изменения показаний головки при нажатии на измерительный стержень в направлении перпендикулярном к его оси |
Граммометр 25-150 по ТУ 25-02.021301-78; стойка С-II по ГОСТ 10197-70; концевые меры длины 8 - 10 мм 3-го класса точности по ГОСТ 9038-83 |
Да |
Да |
Нет |
|
|
Определение погрешности и размаха показаний головки |
Интерферометр долемикрометровый типа ИДГ-1 по ТУ 50-496-85 (приложение 1); прибор для поверки измерительных головок ППГ-2А по ТУ 50-417-84 (приложение 2); стойка С-I или С-II по ГОСТ 10197-70; установка для поверки погрешности (приложение 4); образцовые концевые меры длины 1 - 4 разрядов по МИ 1604-87; круглый ребристый стол со сферической вставкой |
Да |
Да |
Да |
|
________
* Означает, что данная операция производится выборочно в порядке, установленном предприятием-изготовителем.
Примечание. Допускается использовать вновь разработанные или находящиеся в применении средства поверки, не приведенные в перечне, но имеющие аналогичные характеристики.
2. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
2.1. При подготовке к проведению поверки следует соблюдать правила пожарной безопасности, установленные для работы с легковоспламеняющимися жидкостями, к которым относится бензин, используемый для промывки.
2.2. Бензин хранят в металлической посуде, плотно закрытой металлической крышкой, в количестве не более однодневной нормы, требуемой для промывки.
2.3. Промывку производят в резиновых технических перчатках типа II по ГОСТ 20010-74.
3. УСЛОВИЯ ПОВЕРКИ И ПОДГОТОВКА К НЕЙ
3.1. При поверке должны быть соблюдены следующие условия:
температура окружающего воздуха в помещении (20 ± 4) °С;
изменение температуры окружающего воздуха в течение 0,5 ч
не должно превышать 0,5 °С;
относительная влажность (60 ± 20) %;
атмосферное давление (101,3 ± 4) кПа.
3.2. Перед проведением поверки смазанные внешние части головок и концевые меры длины должны быть промыты бензином по ГОСТ 1012-72 или бензином-растворителем по ГОСТ 443-76, протерты чистой фланелевой салфеткой по ГОСТ 7259-77 и выдержаны на рабочем месте не менее 3 ч.
4. ПРОВЕДЕНИЕ ПОВЕРКИ
4.1. При внешнем осмотре должно быть установлено соответствие головок требованиям ГОСТ 6933-81 в части комплектности (наличие наконечника, арретира, передвижных указателей пределов поля допуска, паспорта) и внешнего вида.
При внешнем осмотре должны быть так же проверены: четкость и правильность нанесения штрихов и цифр на шкале, цвет шкалы, отсутствие дефектов на стекле и на наружных поверхностях головок, препятствующих отсчету или ухудшающих внешний вид, антикоррозионное покрытие и правильность нанесения маркировки.
4.2. При опробовании проверяют плавность перемещения стрелки, высоту расположения стрелки над шкалой, перекрытие стрелкой коротких штрихов, передвижные стрелки по всей шкале и предел регулирования нулевой установки.
4.2.1. Высоту расположения стрелки над шкалой проверяют, наблюдая за параллаксом стрелки. С этой целью головку закрепляют в стойке С-II и стрелку головки устанавливают на нулевое деление. Далее поворотом головы изменяют угол зрения примерно на 45° и трехкратно определяют изменения показаний нулевого деления.
4.3. Определение метрологических характеристик
4.3.1. Присоединительный диаметр гильзы и посадочный диаметр под измерительный наконечник определяют скобой с отсчетным устройством или рычажным микрометром в средней части гильзы и измерительного стержня в двух взаимно перпендикулярных сечениях.
4.3.2. Типоразмеры и классы точности измерительных наконечников должны соответствовать ГОСТ 6933-81, а требования к наконечникам - ГОСТ 11007-66.
После ремонта при периодической поверке проверяют отсутствие дефектов на измерительных поверхностях наконечников.
4.3.3. Шероховатость поверхности (наружной) гильзы определяют визуально сравнением с образцами шероховатости поверхности по ГОСТ 9378-75 или аттестованными деталями.
Шероховатость поверхности гильзы не должна превышать значений, установленных ГОСТ 6933-81.
4.3.4. Наибольшее измерительное усилие головок определяют на весах для статического взвешивания при контакте измерительного наконечника с верхней поверхностью площадки весов. Опуская при помощи гайки головку, закрепленную в стойке, по шкале весов определяют измерительное усилие при наибольшем минусовом отклонении головки и при наибольшем плюсовом отклонении головки при прямом ходе измерительного стержня.
Наибольшее из показаний измерительного усилия принимают за наибольшее измерительное усилие головки.
Разность между наибольшим и наименьшим измерительным усилием характеризует колебание измерительного усилия.
Наибольшее измерительное усилие и колебание измерительного усилия должны соответствовать значениям, указанным в ГОСТ 6933-81.
4.3.4.1. Определение нижнего и верхнего пределов регулирования и колебания измерительного усилия у головок типа ИГПР производят на весах для статического взвешивания. Для определения колебания измерительного усилия головки предварительно настраивают с помощью гайки со стороны задней крышки головки на усилие 20 сН, а затем - на 150 сН и определяют при этих усилиях колебание измерительных усилий на всем пределе головки методом, приведенным выше.
Пределы регулирования измерительного усилия и колебания измерительного усилия должны соответствовать ГОСТ 6933-81.
4.3.5. Изменение показаний головки при боковом нажатии на измерительный стержень в направлении, перпендикулярном к его оси, определяют граммометром.
Головку закрепляют в стойку и наконечник головки приводят в контакт с концевой мерой длины. Далее, нажимая наконечником граммометра последовательно с четырех взаимно перпендикулярных сторон на измерительный стержень головки с усилием в соответствии с ГОСТ 6933-81 и наблюдая за стрелкой, предварительно установленной на нулевое деление, отсчитывают изменение показаний головки по каждому из четырех положений.
За изменение показаний микрокатора при боковом нажатии принимают наибольшее значение из четырех измерений.
Изменение показаний не должно превышать значений, предусмотренных ГОСТ 6933-81.
4.3.6. Определение погрешности и размаха показаний головок
4.3.6.1. Погрешность головок с ценой деления 0,1; 0,2; 0,5 и 1 мкм должна проверяться в вертикальном положении (наконечником вниз), а головок с ценой деления 2; 5; 10 мкм - в вертикальном положении (наконечником вниз) и в горизонтальном положении, (шкалой вверх).
Головки, изготовляемые по заказу потребителя для работы в любом положении из предусмотренных ГОСТ 6933-81, должны проверяться в вертикальном положении (наконечником вниз), в тех случаях, если они предназначены для работы под углом не более 45° (относительно вертикального положения) или в горизонтальном положении (шкалой вверх) для работы под углом более 45° (относительно вертикального положения).
4.3.6.2. Погрешность головок определяют любым из следующих методов: головки с ценой деления 0,1; 0,2; 0,5 мкм - на интерферометре ИДГ-1, головки с ценой деления 2; 5; 10 мкм - на приборе ППГ-2А, головки с ценой деления 0,1; 0,2; 0,5; 1 и 2 мкм - по образцовым концевым мерам длины парным методом и головки с ценой деления 1; 2; 5 и 10 мкм - по отдельным образцовым концевым мерам длины.
4.3.6.3. Погрешность головок определяют в числовых отметках, указанных в табл. 2.
4.3.6.4. При проверке головок с ценой деления 0,1; 0,2 и 0,5 мкм на интерферометре ИДГ-1 головки устанавливают и закрепляют в вертикальном или горизонтальном положении. Наконечник головки вводят в соприкосновение с плоским наконечником интерферометра и настраивают головку на нулевое деление, а показания интерферометра приводят к нулю. Перемещая каретку интерферометра до соответствующей поверяемой отметки головки, снимают показания интерферометра.
|
Цена деления головок, мкм |
Проверяемые отметки шкалы, мкм |
||||||
|
0,1 |
- |
-4 |
-2 |
0 |
+2 |
+4 |
- |
|
0,2 |
- |
-6 |
-4 |
0 |
+4 |
+6 |
- |
|
0,5 |
- |
-15 |
-10 |
0 |
+10 |
+15 |
- |
|
1 |
-30 |
-20 |
-10 |
0 |
+40 |
+20 |
+30 |
|
2 |
-60 |
-40 |
-20 |
0 |
+20 |
+40 |
+60 |
|
5 |
-150 |
-100 |
-50 |
0 |
+50 |
+100 |
+150 |
|
10 |
-300 |
-200 |
-100 |
0 |
+100 |
+200 |
+300 |
Результаты проверки заносят в протокол (см. приложение 3).
Погрешность головки не должна превышать значений, указанных в ГОСТ 6933-81.
4.3.6.5. Метод определения погрешности на приборе ППГ-2А (см. приложение 2) состоит в сравнении показаний поверяемой головки с перемещениями измерительного винта прибора ППГ-2А; при этом значения интервалов устанавливают по шкале лимба прибора в указанных в табл. 2 отметках, а по шкале поверяемой головки отсчитывают соответствующие показания (см. приложение 3).
Погрешность измерительных головок можно определить другим способом, устанавливая показания по шкале головки, а погрешность отсчитывать по лимбу измерительного винта прибора.
Изменение рабочего положения головки производят выдвижной и откидной скобами, закрепленными на корпусе прибора.
4.3.6.6. Для определения погрешности головок с ценой деления 0,1; 0,2 и 0,5 мкм по образцовым концевым мерам длины в вертикальном положении головку закрепляют в стойку типа С-I, а с ценой деления 1; 2; 5 и 10 мкм - в стойке типа С-II.
Для определения погрешности головок в горизонтальном положении головки закрепляют в кронштейне установки для поверки погрешности (см. приложение 4).
4.3.6.7. При определении погрешности головок по образцовым концевым мерам длины парным методом и по отдельным образцовым концевым мерам длины разряды и количество пар мер указаны в табл. 3.
4.3.6.8. При определении погрешности головок в вертикальном положении по образцовым концевым мерам длины парным методом головки закрепляют в стойку С-I или С-II. На ребристый круглый стол с выступающей сферической вставкой помещают приспособление для установки и передвижения одной пары концевых мер длины.
Концевые меры длины, из которых составляют пары, должны иметь разность размеров, равную значению проверяемой отметки.
|
Цена деления головок, мкм |
Проверка парным методом |
Проверка по отдельным образцовым концевым мерам длины разрядов |
|
|
Разряд концевых мер длины |
Количество пар концевых мер длины |
||
|
0,1 |
2 |
4 |
- |
|
0,2 |
2 |
3 |
- |
|
0,5 |
3 |
4 |
- |
|
1 |
3 |
3 |
2 |
|
2 |
4 |
3 |
3 |
|
5 |
- |
- |
4 |
|
10 |
- |
- |
4 |
При проверке головок с ценой деления 0,5 мкм на отметке ±15 мкм используют дополнительные отметки ±5 мкм и составляют пары концевых мер с разностью размеров в 10 мкм (см. приложение 6).
Пары составляют так, чтобы вторая концевая мера длины предыдущей пары являлась первой концевой мерой длины последующей пары. Под измерительный наконечник головки подводят первую концевую меру длины и устанавливают стрелку головки на нулевую или на дополнительную отметку шкалы. После трехкратного арретирования среднее значение из трех отсчетов принимают за исходный отсчет при измерении первой концевой меры длины. После этого производят измерение по второй концевой мере длины и снимают отсчет. Далее повторяют измерение на последующих парах концевых мер длины, каждый раз настраивая на начальное деление по второй концевой мере длины предыдущей пары мер и снимая отсчет по второй концевой мере длины своей пары.
Погрешность головок на проверяемой отметке шкалы вычисляют по формуле; результаты измерений заносят в протокол, поверки (см. приложение 5 и 6).
|
|
где Δi - погрешность головки на проверяемой отметке шкалы, мкм;
Ln и L1 - действительные размеры (по свидетельству) крайних образцовых концевых мер длины, мм;
ri - разность показаний головки для каждой пары мер, мкм;
n - число образцовых мер.
4.3.6.9. При определении погрешности головок по образцовым концевым мерам длины поверку осуществляют аналогично проверке головок по образцовым концевым мерам парным методом.
Под измерительный наконечник головки помещают концевую меру длины (например, 1,30 мм для головки с ценой деления 10 мкм), на которой устанавливают головку на нуль. Затем, последовательно заменяя ее концевыми мерами длины 1,00; 1,10 и 1,20 мм, проверяют левую часть шкалы. Потом настраивают головку на нуль по концевой мере длины 1 мм и, заменяя ее концевыми мерами длины 1,1; 1,2 и 1,3 мм, проверяют правую часть шкалы. Погрешность показаний определяют по разности показаний на проверяемых отметках шкалы и нулевого показания с учетом действительной разности концевых мер длины.
Пример записи и обработки результатов измерений см. в приложении 7.
4.3.6.10. Размах показаний определяют одновременно с определением погрешности головок.
Размах показаний определяют на нулевой и двух крайних числовых отметках шкалы. На каждой отметке шкалы производится по десять арретирований по одной и той же точке концевой меры длины.
За размах показаний на одной отметке принимают разность между наибольшим и наименьшим показаниями при аррегировании на данной отметке, а за размах показаний головки - наибольший размах на трех отметках шкалы.
Погрешность и размах показаний головок не должны превышать значений, указанных в ГОСТ 6933-81.
5. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ
5.1. Положительные результаты первичной поверки головок оформляют отметкой в паспорте, удостоверенной подписью поверителя.
5.2. На головки, признанные годными при государственной периодической поверке, выдают свидетельство установленной формы.
5.3. Положительные результаты периодической ведомственной поверки оформляют в порядке, установленном ведомственной метрологической службой.
5.4. Головки, не удовлетворяющие требованиям ГОСТ 6933-81, к применению не допускают и на них выдают извещение о непригодности с указанием причин.
ПРИЛОЖЕНИЕ 1
ТЕХНИЧЕСКИЕ ДАННЫЕ
интерферометра для поверки погрешности
долемикрометровых головок ИДГ-1
Диапазон измерения интерферометра 100 мкм.
Общий ход измерительной каретки 50 мм.
Предел допускаемой погрешности ±0,007 мкм на участке 100 мкм.
Дискретность отсчета 0,01 мкм.
Присоединительные диаметры головок 8Н8 и 28Н8.
Изменение положения линии измерения до 360°.
ПРИЛОЖЕНИЕ 2
ПРИБОР ТИПА ППГ-2А ДЛЯ ОПРЕДЕЛЕНИЯ
ПОГРЕШНОСТИ ПРУЖИННЫХ ГОЛОВОК
В основу прибора положен измерительный винт и рычажная передача с фиксированными передаточными отношениями. При вращении измерительного винта 1 (см. черт. 1) рычаг 2 с шариковыми контактами 3 поворачивается около оси 4 и перемещает один из плоскопараллельных элементов 5 наконечника измерительной головки 6, закрепленной в основании 7.
Технические данные прибора
Диаметр посадочных мест (присоединительные размеры) 8 и 28 мм.
Диапазон измерений 0 - 1 и 0 - 2 мм.
Цена деления 0,1 и 0,2 мкм.
Предел допускаемой погрешности при прямом или обратном направлении перемещения измерительной системы при цене деления 0,1 мкм на всем диапазоне измерения - 1,0 мм ±0,5 мкм; на любом участке - 0,2 мм ±0,25 мкм; на участке ±0,06 мм от среднего положения наконечника - 0,06 мм ±0,15 мкм; при цене деления 0,2 мкм на всем диапазоне измерения - 2,0 мм ±1,0 мкм; на любом участке - 0,5 мм ±0,7 мкм.
Предел допускаемой вариации показаний при цене деления 0,1 мкм - 0,1 мкм, при цене деления 0,2 мкм - 0,2 мкм.
СХЕМА РАБОТЫ ПРИБОРА
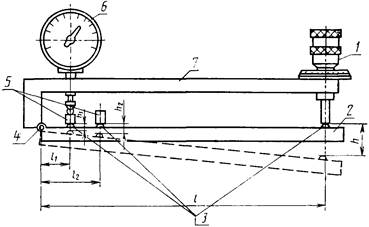
1 - винт измерительный; 2 - рычаг; 3 - шариковые
контакты; 4 - беззазорный шарнир (пружина);
5 - промежуточные плоскопараллельные элементы; 6 - измерительная
головка; 7 - основание
Черт. 1
ПРИЛОЖЕНИЕ 3
|
головки 0,2 ИГП ___________ предел измерения ____ мм, изготовитель ЛИЗ _________ _________________________ Определение
погрешности показаний на интерферометре ИДГ-1 с дискретностью
Наибольшая погрешность в пределах всей шкалы от нулевой отметки - +0,08 мкм. Размах показаний равен 1/4 цены деления и не превышает допустимой 1/3 цены деления. Заключение: головка годна. Подпись ________________________ |
ПРИЛОЖЕНИЕ 4
УСТАНОВКА ДЛЯ ПОВЕРКИ ПОГРЕШНОСТИ
ГОЛОВКИ В ГОРИЗОНТАЛЬНОМ ПОЛОЖЕНИИ
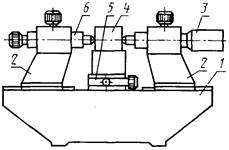
1 - основание с направляющей; 2 - кронштейн с
посадочным диаметром 28Н7;
3 - поверяемая головка; 4 - концевые меры длины; 5 - стол;
6 - пиноль
Черт. 2
ПРИЛОЖЕНИЕ 5
ФОРМА
И ПРИМЕР ЗАПИСИ ПРОТОКОЛА
ПОВЕРКИ
ПРОТОКОЛ ПОВЕРКИ
Головка 02ИГПВ, предел измерения ±0,006 мм, изготовитель ЛИЗ
Определение погрешности показаний по концевым мерам длины парным методом
|
Начальная настройка, мкм |
Проверяемая отметка шкалы, мкм |
Номинальная длина рекомендуемых концевых мер длины Ln и L1, мм |
Отклонение от номинальной длины наименьшей и наибольшей меры, мкм |
Отсчет при установке первой меры, мкм |
Отсчет при установке второй меры, мкм |
Разность отсчетов, мкм Ʃri |
Погрешность головки на проверяемой отметке шкалы, мкм
|
|
0 |
+4 |
0,996 - 1,000 |
-0,20 |
+0,01 |
+4,03 |
+4,02 |
|
|
1,000 - 1,004 |
|
-0,01 |
+4,00 |
+4,01 |
|||
|
1,004 - 1,008 |
-0,26 |
-0,02 |
+4,05 |
+4,07 |
|||
|
(Ln - L1)·1000 = (1,00774 - 0,9958)·1000 = +11,94 |
Ʃri = +12,10 |
|
|||||
|
0 |
-4 |
1,008 - 1,004 |
-0,26 |
+0,02 |
-4,05 |
-4,07 |
|
|
1,004 - 1,000 |
|
+0,01 |
-4,00 |
-4,01 |
|||
|
1,000 - 0,996 |
-0,20 |
-0,01 |
-4,03 |
-4,02 |
|||
|
(Ln - L1)·1000 = (0,0958 - 1,00774)·1000 = -11,94 |
Ʃri = -12,10 |
|
|||||
|
0 |
+6 |
0,990 - 0,996 |
-0,10 |
+0,01 |
+6,02 |
+6,01 |
|
|
0,996 - 1,002 |
|
-0,01 |
+0,03 |
+6,04 |
|||
|
1,002 - 1,008 |
-0,26 |
-0,03 |
+6,04 |
+6,07 |
|||
|
(Ln - L1)·1000 = (1,00774 - 0,9899)·1000 = +17,84 |
Ʃri = +18,12 |
|
|||||
|
0 |
-6 |
1,008 - 1,002 |
-0,26 |
-0,02 |
-6,04 |
-6,02 |
|
|
1,002 - 0,996 |
|
+0,01 |
-6,02 |
-6,03 |
|||
|
0,996 - 0,990 |
-0,10 |
+0,01 |
-6,04 |
-6,05 |
|||
|
(Ln - L1)·1000 = (0,9899 - 1,00774)·1000 = -17,84 |
Ʃri = -18,10 |
|
|||||
Погрешность на участке от 0 до +6 мкм равна +0,09 мкм; погрешность на участке от 0 до -6 мкм равна -0,09 мкм; погрешность на участке ±6 мкм равна ±0,09 мкм, т.е. не превышает допускаемой ±0,10 мкм. Размах показаний равен 1/4 цены деления и не превышает допускаемой 1/3 цены деления.
Заключение: головка годна
ПРИЛОЖЕНИЕ 6
ФОРМА И ПРИМЕР ЗАПИСИ ПРОТОКОЛА ПОВЕРКИ
Головка 05ИГПВ, предел измерения ±0,015 мм, изготовитель ЛИЗ
Определение погрешности показаний по концевым мерам длины парным методом
|
Начальная настройка, мкм |
Проверяемая отметка шкалы, мкм |
Номинальная длина рекомендуемых концевых мер длины Ln и L1, мм |
Отклонение от номинальной длины наименьшей и наибольшей меры, мкм |
Отсчет при установке первой меры, мкм |
Отсчет при установке второй меры, мкм |
Разность отсчетов, мкм Ʃri |
Погрешность головки на проверяемой отметке шкалы, мкм
|
|
0 |
+10 |
1,000 - 1,010 |
-0,15 |
+0,02 |
+10,03 |
+10,01 |
|
|
1,010 - 1,020 |
|
0 |
+10,02 |
+10,02 |
|||
|
1,020 - 1,030 |
|
-0,01 |
+10,05 |
+10,06 |
|||
|
1,030 - 1,040 |
-0,20 |
+0,01 |
+10,04 |
+10,03 |
|||
|
(Ln - L1)·1000 = (1,0398 - 0,99985)·1000 = +39,95 |
Ʃri = +40,12 |
|
|||||
|
0 |
-10 |
1,040 - 1,030 |
-0,20 |
+0,02 |
-10,04 |
-10,06 |
|
|
1,030 - 1,020 |
|
-0,01 |
-10,05 |
-10,04 |
|||
|
1,020 - 1,010 |
|
0 |
-10,06 |
-10,06 |
|||
|
1,010 - 1,000 |
-0,15 |
+0,01 |
-10,10 |
-10,09 |
|||
|
(Ln - L1)·1000 = (0,99985 - 1,0398)·1000 = -39,95 |
Ʃri = -40,25 |
|
|||||
|
0 |
+5 |
0,990 - 0,995 |
-0,10 |
-0,02 |
+5,05 |
+5,07 |
|
|
0,995 - 1,000 |
|
+0,01 |
+5,03 |
+5,02 |
|||
|
1,000 - 1,005 |
|
0,03 |
+5,05 |
+5,08 |
|||
|
1,005 - 1,010 |
+0,08 |
-0,02 |
+5,04 |
+5,06 |
|||
|
(Ln - L1)·1000 = (1,01008 - 0,9899)·1000 = +20,18 |
Ʃri = +20,23 |
|
|||||
|
0 |
-5 |
1,010 - 1,005 |
+0,08 |
+0,03 |
-5,08 |
-5,11 |
|
|
1,005 - 1,000 |
|
+0,02 |
-5,07 |
-5,09 |
|||
|
1,000 - 0,995 |
|
+0,01 |
-5,11 |
-5,12 |
|||
|
0,995 - 0,990 |
-0,10 |
+0,02 |
-5,10 |
-5,12 |
|||
|
(Ln - L1)·1000 = (0,9899 - 1,01008)·1000 = -20,18 |
Ʃri = -20,44 |
|
|||||
|
+5 |
+15 |
1,000 - 1,010 |
-0,15 |
-0,04 |
+10,12 |
+40,16 |
|
|
1,010 - 1,020 |
|
+0,01 |
+10,11 |
+10,10 |
|||
|
1,020 - 1,030 |
|
-0,03 |
+10,07 |
+10,10 |
|||
|
1,030 - 1,040 |
-0,20 |
-0,02 |
+10,08 |
+10,10 |
|||
|
(Ln - L1)·1000 = (1,0398 - 0,99985)·1000 = +39,95 |
Ʃri = +40,46 |
|
|||||
|
|
|
1,040 - 1,030 |
-0,20 |
-0,02 |
-10,06 |
-10,04 |
|
|
|
|
1,030 - 1,020 |
|
-0,03 |
-10,05 |
-10,02 |
|
|
|
|
1,020 - 1,010 |
|
+0,01 |
-10,09 |
-10,10 |
|
|
|
|
1,010 - 1,000 |
-0,15 |
-0,03 |
-10,10 |
-10,07 |
|
|
(Ln - L1)·1000 = (0,99985 - 1,0398)·1000 = -39,95 |
Ʃri = -40,23 |
|
|||||
Погрешность на участке от 0 до +15 мкм равна (+0,01 + 0,13) = +0,14 мкм; погрешность на участке от 0 до -15 мкм равна -(0,03 + 0,07) = -0,10 мкм; максимальная погрешность на участках от 0 до ±15 мкм равна + 0,14 мкм, т.е. не превышает ±0,15 мкм.
Размах показаний равен 1/4 цены деления н не превышает допустимой 1/3 цены деления.
Заключение: головка годна.
ПРИЛОЖЕНИЕ 7
|
Поверяемые отметки шкалы |
Номинальная длина образцовых концевых мер длины, мм |
Показания головки |
Показания, приведенные к нулю |
Действительная разность концевых мер длины |
Погрешность, мкм |
|
мкм |
|||||
|
0 |
1,3 |
+0,2 |
- |
- |
- |
|
-300 |
1,0 |
-302,0 |
-302,2 |
-300,1 |
-2,1 |
|
-200 |
1,1 |
-201,5 |
-201,7 |
-199,8 |
-1,9 |
|
-100 |
1,2 |
-100,5 |
-100,7 |
-99,2 |
-1,5 |
|
0 |
1,0 |
+0,1 |
- |
- |
- |
|
+100 |
1,1 |
+101,0 |
+100,9 |
+99,6 |
+1,3 |
|
+200 |
1,2 |
+201,5 |
+201,4 |
+199,2 |
+2,2 |
|
+300 |
1,3 |
+302,0 |
+301,9 |
+299,6 |
+2,3 |
Погрешность головки, равная ±2,3 мкм, не превышает допустимой ±2,5 мкм.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАНЫ НПО «ВНИИизмерения» Министерства станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
А.М. Смогоржевский (руководитель темы), В. А. Богданова
2. ПОДГОТОВЛЕНЫ К УТВЕРЖДЕНИЮ НПО «ВНИИМ им. Д.И. Менделеева»
Начальник сектора М. Н. Селиванов
3. УТВЕРЖДЕНЫ «НПО ВНИИМ им. Д.И. Менделеева» 31.07.87
4. ВЗАМЕН ГОСТ 8.248-77
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта |
|
ГОСТ 4381-80 |
|
|
ГОСТ 6933-81 |
Вводная часть, 4.1, 4.3.2, 4.3.3, 4.3.4, 4.3.4.1, 4.3.5, 4.3.6.1, 4.3.6.4, 4.3.6.10 |
|
ГОСТ 7259-77 |
|
|
ГОСТ 9038-83 |
|
|
ГОСТ 9378-75 |
|
|
ГОСТ 20010-74 |
|
|
ГОСТ 23676-79 |
|
|
ТУ 25-02.021301-78 |
|
|
ТУ 50-417-84 |
|
|
ТУ 50-496-85 |
|