Технический
комитет по стандартизации
«Трубопроводная арматура и сильфоны» (ТК 259)
Закрытое
акционерное общество «Научно-производственная фирма
«Центральное конструкторское бюро арматуростроения»
|
|
|
СТАНДАРТ ЦКБА |

СТ ЦКБА 111-2014
Арматура трубопроводная
ПРОКЛАДКИ УПЛОТНИТЕЛЬНЫЕ
С ЛЕГКОПЛАВКИМ НАПОЛНИТЕЛЕМ
Конструкция, основные размеры,
технология изготовления
Санкт-Петербург
2014
Предисловие
1 РАЗРАБОТАН Закрытым акционерным обществом «Научно-производственная фирма «Центральное конструкторское бюро арматуростроения» (ЗАО «НПФ«ЦКБА»).
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом от «30» 01.2014 г. № 02.
3 СОГЛАСОВАН Техническим комитетом по стандартизации «Трубопроводная арматура и сильфоны» (ТК 259).
4 Стандарт разработан на основе РД РТМ 26-07-247-81 «Прокладки уплотнительные с легкоплавким наполнителем. Конструкция, основные размеры и технология изготовления».
СТАНДАРТ ЦКБА
|
Арматура трубопроводная ПРОКЛАДКИ
УПЛОТНИТЕЛЬНЫЕ Конструкция,
основные размеры, |
Дата введения - 01.07.2014
1 Область применения
Настоящий стандарт распространяется на уплотнительные прокладки с легкоплавким наполнителем. Уплотнения предназначены для герметизации фланцевых разъёмных соединений «корпус-крышка» в трубопроводной арматуре с номинальным диаметром от DN 150 до DN 800 с магистральными патрубками под приварку, применяемые для пароводяных сред или конденсата с температурой свыше 200 °С и номинальным давлением до PN 150 (15,0 МПа) и устанавливает конструкцию, основные размеры и технологию изготовления.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 21931-76 Припои оловянно-свинцовые в изделиях. Технические условия
3 Общие требования
3.1 Температура в зоне уплотнительных прокладок должна быть в рабочих условиях от 190 °С до 400 °С, что, при необходимости, должно обеспечиваться теплоизоляцией арматуры.
3.2 Скорость разогрева фланцевого разъёма не должна превышать 100 °С/ч, что должно обеспечиваться соответствующим режимом разогрева рабочей среды в системе.
3.3 Уплотнительная прокладка предназначена для однократного использовании.
3.4 При поставке арматуры с прокладками с легкоплавким наполнителем ЗИП должен быть укомплектован указанными прокладками в количестве трех штук.
4 Конструкция и основные размеры
4.1 Прокладка состоит из гребенчатой металлической основы (1) и легкоплавкого уплотняющего сплава (наполнителя (2), наплавленного в канавки между гребнями основы) и конструкция прокладок должна соответствовать рисунку 1.
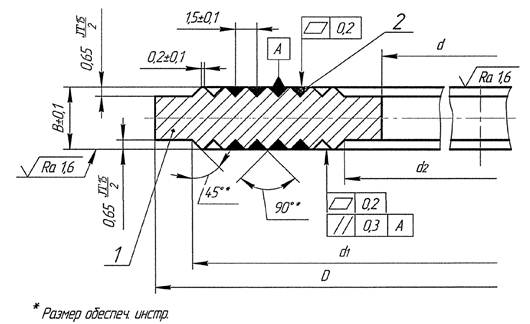
Рисунок 1 - Конструкция прокладки с легкоплавким наполнителем
4.2 Основные размеры прокладок выбираются в соответствии с таблицей 1.
Таблица 1 - Размеры прокладок с легкоплавким наполнителем
|
DN |
В, мм |
Количество заполненных впадин |
Количество незаполненных впадин |
|
От 150 до 250 вкпюч. |
3 |
4 |
1 |
|
Св. 250 до 500 вкпюч. |
5 |
5 |
2 |
|
Св. 500 |
5 |
7 |
2 |
5 Технические требования
5.1 Основу прокладки с легкоплавким наполнителем следует изготавливать из стали 08Х18Н10Т по ГОСТ 5632.
5.2 В качестве материала для выполнения наполнителя следует применять припой ПОС 61 по ГОСТ 21931.
5.3 С каждой стороны основы необходимо оставлять незаполненными крайние впадины в количестве, указанном в таблице 1.
5.4 Диаметры D, d, d1, d2 выбираются из конструктивных соображений.
5.5 Перед наплавкой наполнителя поверхность впадин и гребней основы необходимо протравливать ортофосфорной кислотой. Для прокладок на арматуру номинальным диаметром до DN 250 допускается протравливать методом окунания, на остальные DN - протиркой поверхностей гребешков.
5.6 Наплавка осуществляется методом заливки расплавленного припоя во впадины основы. Основа разогревается до температуры от 200 °С до 250 °С по технологии, принятой на предприятии-изготовителе.
5.7 Размер В ± 0,1 выдерживать для готовых прокладок путем механической обработки. При выборе размера основы по толщине исходить из расчёта получения окончательного размера ширины гребня не более 0,2 и не менее 0,1 с обеспечением этого размера инструментом. Замер шероховатости поверхности прокладки производить после окончательной обработки поверхности гребней и уплотнителя.
5.8 Перед сборкой прокладку и уплотнительные поверхности фланцевых разъёмов необходимо очистить и обезжирить.
5.9 Шероховатость посадочных поверхностей фланцев должна быть не более 1,6 мкм.
5.10 Обтяжку фланцев производить равномерно, затягивая попарно гайки шпилек, расположенных диаметрально противоположно.
5.11 Величина удельного давления на прокладку должна быть равной 80 МПа (800 кгс/см2) при давлении рабочей среды более 10 МПа (100 кгс/см2) и 50 МПа (500 кгс/см2) - при давлении рабочей среды менее 10 МПа (100 кгс/см2).
5.12 Прокладки относятся к классу неремонтируемых изделий.
Назначенный срок службы - не менее 25 лет;
Назначенный ресурс - не менее 60 000 часов;
Вероятность безотказной работы за период 60 000 часов - не менее 0,991.
5.13 При изготовлении прокладок с легкоплавким наполнителем соблюдать требования безопасности, изложенными в ГОСТ 21931.
6 Контроль качества
6.1 Готовые прокладки подвергаются 100 % контролю ОТК.
6.2 На прокладках на допускается наличие заусенцев, вмятин, забоин и поперечных рисок.
6.3 Контроль шероховатости уплотняющих поверхностей следует производить визуально, методом сравнения с эталоном или другими метрологическими методами.
6.4 Величину размера «В» следует измерять до и после наплавки наполнителя в четырех сечениях в средних и крайних точках по ширине диаметрально противоположных участков.
|
Генеральный директор |
____________ (подпись) |
В.П. Дыдычкин |
|
Заместитель генерального директора - главный конструктор |
____________ (подпись) |
В.А. Горелов |
|
Заместитель генерального директора - директор по научной и экспертной работе |
____________ (подпись) |
Ю.И Тарасьев |
|
Заместитель директора по научной работе |
____________ (подпись) |
С.Н. Дунаевский |
|
Заместитель начальника |
____________ (подпись) |
О.И. Федоров |
|
Исполнитель: |
|
|
|
Инженер технического отдела |
____________ (подпись) |
Е.А. Смирнова |
|
|
|
|
|
СОГЛАСОВАНО: |
|
|
|
Председатель ТК 259 |
____________ (подпись) |
М.И. Власов |
ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИЙ
|
Изм. |
Номера листов (страниц) |
Всего листов (страниц) в документе |
№ документа |
Вход. № сопроводит. документа и дата |
Подпись |
Дата |
|||
|
измененных |
замененных |
новых |
аннулированных |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Содержание