МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ,
МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
(МГС)
INTERSTATE COUNCIL FOR
STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
|
МЕЖГОСУДАРСТВЕННЫЙ |
ГОСТ (ISO 286-1:2010) |
Основные нормы взаимозаменяемости
ХАРАКТЕРИСТИКИ ИЗДЕЛИЙ
ГЕОМЕТРИЧЕСКИЕ
Система допусков на линейные размеры.
Основные положения, допуски, отклонения и посадки
(ISO 286-1:2010, Geometrical product specifications (GPS) - ISO code
system for
tolerances on linear sizes - Part 1: Basis of tolerances, deviations and fits,
MOD)
|
|
Москва |
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом «Научно-исследовательский и конструкторский институт средств измерений в машиностроении» (ОАО «НИИизмерения») на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 242 «Допуски и средства контроля»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 14 ноября 2013 г. № 44)
За принятие проголосовали:
|
Краткое наименование страны по МК (ИСО 3166) 004-97 |
Код страны |
Сокращенное наименование национального органа по стандартизации |
|
Беларусь |
BY |
Госстандарт Республики Беларусь |
|
Казахстан |
KZ |
Госстандарт Республики Казахстан |
|
Киргизия |
KG |
Кыргызстандарт |
|
Россия |
RU |
Росстандарт |
|
Таджикистан |
TJ |
Таджикстандарт |
|
Украина |
UA |
Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 18 февраля 2014 г. № 28-ст межгосударственный стандарт ГОСТ 25346-2013 (ISO 286-1:2010) введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2015 г.
5 Настоящий стандарт является модифицированным по отношению к международному стандарту ISO 286-1:2010 «Геометрические характеристики изделий. Система допусков ИСО на линейные размеры. Часть 1. Основные положения, допуски, отклонения и посадки» («Geometrical product specifications (GPS) - ISO code system for tolerances on linear sizes - Part 1: Basis of tolerances, deviations and fits», MOD).
Ссылки на международные стандарты, которые приняты в качестве межгосударственных стандартов, заменены в разделе «Нормативные ссылки» и тексте стандарта ссылками на соответствующие модифицированные межгосударственные стандарты. Информация о замене ссылок приведена в приложении ДБ.
Элемент «Библиография» приведен в соответствие с содержанием настоящего стандарта и требованиями ГОСТ 1.3-2008 (пункт 8.2.8).
В основную часть стандарта не включено справочное приложение C «Связь с матричной моделью GPS» международного стандарта в связи с тем, что оно содержит сведения о матричной модели системы стандартов ИСО «Геометрические характеристики изделий (GPS)» и месте международного стандарта в ней, не относящиеся к объекту стандартизации. Содержание исключенного приложения приведено в дополнительном приложении ДА.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6)
6 ВЗАМЕН ГОСТ 25346-89
7 ПЕРЕИЗДАНИЕ. Октябрь 2019 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге «Межгосударственные стандарты»
Содержание
Международный стандарт ISO 286 состоит из объединенных общим наименованием «Геометрические характеристики изделий. Система допусков ISO на линейные размеры» следующих частей:
- Часть 1. Основные положения, допуски, отклонения и посадки;
- Часть 2. Таблицы стандартных классов допусков и предельных отклонений отверстий и валов.
Международный стандарт ISO 286-1:2010 является второй редакцией международного стандарта ISO 286-1 и разработан техническим комитетом ISO/TC 213 «Размерные и геометрические требования к изделиям и их проверка» взамен международных стандартов ISO 286-1:1988 и ISO 1829:1975.
Необходимость установления предельных размеров и посадок для деталей механической обработки была вызвана преимущественно требованием обеспечения взаимозаменяемости деталей массового производства, а также неточностью, присущей способам обработки, в совокупности с обнаружением того факта, что собственно точность выполнения размера не является необходимой для большинства элементов детали. Выяснилось, что для выполнения деталью своего назначения достаточно, чтобы ее размер находился между двумя допустимыми пределами (т.е. в допуске), которые гарантируют соответствие детали предъявляемым к ней функциональным требованиям.
Аналогично там, где конкретные требования предъявляются к посадке, образуемой двумя деталями, необходимо для размера каждой из деталей предусмотреть допустимые отклонения от номинального размера, обеспечивающие достижение требуемого зазора или натяга. Международный стандарт ISO 286-1:2010 устанавливает систему допусков и отклонений на линейные размеры, применимую к двум типам размерных элементов: цилиндр и две параллельные противолежащие плоскости. Основное назначение этой системы - обеспечение взаимозаменяемости деталей в сборочных единицах и изделиях.
Термины «отверстие» и «вал» применяют для описания следующих размерных элементов: цилиндр (например, при установлении допуска на диаметр отверстия или вала) и две параллельные противолежащие плоскости (например, для установления допуска на толщину шпонки или ширину шлицевого паза).
Применение системы допусков ISO на линейные размеры подразумевает, что номинальные размеры вала и отверстия, образующих посадку, одинаковы.
В предыдущей версии международного стандарта ISO 286-1 (опубликована в 1988 году) для интерпретации размера размерного элемента по умолчанию применялось требование прилегания (размер по сопряжению ограничен пределом максимума материала, а любой местный размер ограничен пределом минимума материала), однако положения стандарта [1] изменили эту интерпретацию на правило двухточечного измерения (любой местный размер ограничен верхним и нижним предельными размерами). Это означает, что, при задании допуска размера по умолчанию, на отклонения формы теперь не накладывается каких-либо ограничений.
В тех случаях, когда установления допуска на размер согласно международному стандарту ISO 286-1:2010 оказывается недостаточно для обеспечения выполнения посадкой своего функционального назначения, могут быть дополнительно установлены требование прилегания согласно стандарту [1], допуски геометрической формы, а также требования к шероховатости поверхности.
ГОСТ
25346-2013
(ISO 286-1:2010)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Основные нормы взаимозаменяемости
ХАРАКТЕРИСТИКИ ИЗДЕЛИЙ ГЕОМЕТРИЧЕСКИЕ
Система
допусков на линейные размеры.
Основные положения, допуски, отклонения и посадки
Basic norms of interchangeability.
Geometrical product specifications.
Code system for tolerances on linear sizes. General provisions, tolerances,
deviations and fits
Дата введения - 2015-07-01
1 Область применения
Настоящий стандарт устанавливает систему допусков ISO на линейные размеры следующих геометрических элементов:
a) цилиндр;
b) две параллельные противолежащие плоскости.
В стандарте изложены основные положения и терминология, относящиеся к этой системе допусков, и приведены классы допусков предпочтительного применения.
Стандарт также содержит термины и определения, относящиеся к посадкам, образуемым двумя размерными элементами, без ограничения ориентации и месторасположения этих элементов, и поясняет понятия «основной вал» и «основное отверстие».
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 25347-2013 (ISO 286-2:2010) Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Система допусков на линейные размеры. Ряды допусков, предельные отклонения отверстий и валов
ГОСТ 31254-2004 (ИСО 14660-1:1999, ИСО 14660-2:1999) Основные нормы взаимозаменяемости. Геометрические элементы. Общие термины и определения
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины и определения, установленные в ГОСТ 31254 и [5], а также нижеследующие термины и определения. При этом некоторые из терминов применяют в более узком смысле, чем в общем случае.
3.1 Основные термины
3.1.1
|
размерный элемент (feature of size): Геометрическая форма, определяемая линейным или угловым размером. [ГОСТ 31254-2004, статья 3.2] |
Примечание 1 - Размерными элементами могут быть цилиндр, сфера, две параллельные противолежащие плоскости.
Примечание 2 - В предыдущих версиях стандартов ISO 286-1 и [1] термины «гладкая деталь» и «гладкий элемент детали» применялись примерно в том же значении, что и термин «размерный элемент».
Примечание 3 - Положения настоящего стандарта распространяются только на такие определяемые линейным размером размерные элементы, как цилиндр и две параллельные противолежащие плоскости.
3.1.2
|
полный номинальный геометрический элемент (nominal integral feature): Точный, полный геометрический элемент, определенный чертежом или другими средствами. [ГОСТ 31254-2004, статья 3.3] |
3.1.3 отверстие (hole): Внутренний размерный элемент детали (включая внутренние размерные элементы, не являющиеся цилиндрическими).
Примечание - Также см. введение.
3.1.4 основное отверстие (basic hole): Отверстие, выбранное за базовое для посадок в системе отверстия.
Примечание 1-Также см. 3.4.1.1.
Примечание 2 - В системе допусков ISO на линейные размеры основным является отверстие, нижнее предельное отклонение которого равно нулю.
3.1.5 вал (shaft): Наружный размерный элемент детали (включая наружные размерные элементы, не являющиеся цилиндрическими).
Примечание - Также см. введение.
3.1.6 основной вал (basic shaft): Вал, выбранный за базовый для посадок в системе вала.
Примечание 1 - Также см. 3.4.1.2.
Примечание 2 - В системе допусков ISO на линейные размеры основным является вал, верхнее предельное отклонение которого равно нулю.
3.2 Термины, связанные с допусками и отклонениями
3.2.1 номинальный размер (nominal size): Размер геометрического элемента идеальной формы, определенной чертежом.
См. рисунок 1.
Примечание 1 - Номинальный размер используют для расчета предельных размеров путем его сложения с верхним и/или нижним предельным отклонением.
Примечание 2 - Ранее в международной практике термин «номинальный размер» (nominal size) обозначался как «основной размер» (basic size).
3.2.2 действительный размер (actual size): Размер присоединенного полного элемента.
Примечание 1 -
|
присоединенный полный элемент: Полный элемент правильной формы, присоединенный (совмещенный) к выявленному полному элементу при соблюдении согласованных условий. [ГОСТ 31254-2004, статья 3.6] |
Примечание 2 - Действительный размер получают путем измерения.
3.2.3 предельные размеры (limits of size): Предельно допустимые размеры размерного элемента.
Примечание - Удовлетворяющий допуску действительный размер находится между предельными размерами или равен им.
3.2.3.1 верхний предельный размер (upper limit of size; ULS): Наибольший допустимый размер размерного элемента.
См. рисунок 1.
3.2.3.2 нижний предельный размер (lower limit of size; LLS): Наименьший допустимый размер размерного элемента.
См. рисунок 1.
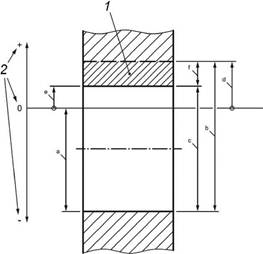
1 - интервал
допуска; 2- правило знаков для отклонений; a
- номинальный размер;
b -
верхний предельный размер; c -
нижний предельный размер; d -
верхнее предельное отклонение;
e -
нижнее предельное отклонение (в данном случае оно является и основным
отклонением); f -
допуск
Примечание - Непрерывная горизонтальная линия, ограничивающая интервал допуска, показывает основное отклонение, а штриховая - другое (не основное) предельное отклонение отверстия.
Рисунок 1 - Графическое пояснение терминов (на примере отверстия)
3.2.4 отклонение (deviation): Разность между значением и опорным значением.
Примечание - Для отклонений размеров опорным значением является номинальный размер, а значением - действительный размер.
3.2.5 предельное отклонение (limit deviation): Верхнее предельное отклонение или нижнее предельное отклонение от номинального размера.
3.2.5.1 верхнее предельное отклонение (upper limit deviation; ES; es): Алгебраическая разность между верхним предельным размером и номинальным размером (обозначение ES применяют для внутренних, а es - для наружных размерных элементов).
См. рисунок 1.
Примечание - Верхнее предельное отклонение - отрицательное, равное нулю или положительное число.
3.2.5.2 нижнее предельное отклонение (lower limit deviation; El; ei): Алгебраическая разность между нижним предельным размером и номинальным размером (обозначение El применяют для внутренних, а ei - для наружных размерных элементов).
См. рисунок 1.
Примечание - Нижнее предельное отклонение - отрицательное, равное нулю или положительное число.
3.2.6 основное отклонение (fundamental deviation): Предельное отклонение, определяющее расположение интервала допуска относительно номинального размера.
Примечание 1 - Основным отклонением является то из предельных отклонений, которое соответствует ближайшему к номинальному предельному размеру (см. рисунок 1 и 4.1.2.5).
Примечание 2 - Основное отклонение обозначают буквой латинского алфавита (например, B, d).
3.2.7 Δ поправка (Δ value): Поправка, прибавляемая к табличному значению отклонения для получения основного отклонения внутреннего размерного элемента.
См. таблицу 3.
3.2.8 допуск (tolerance): Разность между верхним и нижним предельными размерами.
Примечание 1 - Допуск - положительное число.
Примечание 2 - Допуск также может быть определен как разность между верхним и нижним предельными отклонениями.
3.2.8.1 пределы допуска (tolerance limits): Установленные значения, определяющие верхнюю и нижнюю границы допустимых значений.
3.2.8.2 стандартный допуск; IT (standard tolerance): Допуск, установленный системой допусков ISO на линейные размеры.
Примечание - Буквы в аббревиатуре IT являются сокращением от словосочетания «Международный допуск» («International Tolerance»).
3.2.8.3 квалитет (standard tolerance grade): Группа допусков на линейные размеры, характеризующаяся общим обозначением.
Примечание 1 - В системе допусков ISO на линейные размеры обозначение квалитета состоит из номера, следующего за аббревиатурой IT (например, IT7); см. 4.1.2.3.
Примечание 2 - Каждый конкретный квалитет соответствует одному уровню точности для любых номинальных размеров.
3.2.8.4 интервал допуска (tolerance interval): Совокупность значений размера между пределами допуска, включая эти пределы.
Примечание 1 - Прежний термин «поле допуска» (по ГОСТ 25346-89), применявшийся ранее для линейных размеров, изменен на термин «интервал допуска» в связи с тем, что термин «интервал допуска» указывает на диапазон чисел, в то время как термин «поле допуска» в отношении геометрических характеристик изделий указывает на область в плоскости или пространстве, например при установлении допусков согласно стандарту [2].
Примечание 2 - Согласно настоящему стандарту интервал допуска заключен между верхним и нижним предельными размерами. Он определяется значением допуска и его расположением относительно номинального размера (см. рисунок 1).
Примечание 3 - Номинальный размер необязательно находится внутри интервала допуска (см. рисунок 1). Пределы допуска могут располагаться как по обе стороны (двусторонние пределы), так и по одну сторону (односторонние пределы) относительно номинального размера.
3.2.8.5 класс допуска (tolerance class): Сочетание основного отклонения и квалитета.
Примечание - В системе допусков ISO на линейные размеры класс допуска указывают комбинацией символов, состоящей из обозначения основного отклонения и следующего за ним номера квалитета (например, D13; h9 и т.д), см. 4.2.1.
3.3 Термины, связанные с посадками
Приведенные в этом подразделе термины относятся только к номинальным размерным элементам (идеальной формы). Определение модели номинального размерного элемента приведено в стандарте [3].
3.3.1 зазор (clearance): Разность между размерами отверстия и вала, когда диаметр вала меньше диаметра отверстия.
Примечание - Зазор - положительное число (см. B.2, приложение B).
3.3.1.1 наименьший зазор (minimum clearance): Разность между нижним предельным размером отверстия и верхним предельным размером вала.
См. рисунок 2.
3.3.1.2 наибольший зазор (maximum clearance): Разность между верхним предельным размером отверстия и нижним предельным размером вала.
3.3.2 натяг (interference): Разность размеров отверстия и вала до сборки, когда диаметр вала больше диаметра отверстия.
Примечание - Натяг - отрицательное число (см. B.2, приложение B).
3.3.2.1 наименьший натяг (minimum interference): Разность между верхним предельным размером отверстия и нижним предельным размером вала.
См. рисунок 3.
3.3.2.2 наибольший натяг (maximum interference): Разность между нижним предельным размером отверстия и верхним предельным размером вала.
3.3.3 посадка (fit): Соединение наружного размерного элемента и внутреннего размерного элемента (отверстия и вала), участвующих в сборке.
3.3.3.1 посадка с зазором (clearance fit): Посадка, при которой в соединении отверстия и вала всегда образуется зазор, т.е. нижний предельный размер отверстия больше или равен верхнему предельному размеру вала.
См. рисунок 2.
3.3.3.2 посадка с натягом (interference fit): Посадка, при которой в соединении отверстия и вала всегда образуется натяг, т.е. верхний предельный размер отверстия меньше или равен нижнему предельному размеру вала.
См. рисунок 3.
3.3.3.3 переходная посадка (transition fit): Посадка, при которой в соединении отверстия и вала возможно получение как зазора, так и натяга.
См. рисунок 4.
Примечание - В переходной посадке интервал допуска отверстия и интервал допуска вала перекрываются частично или полностью, поэтому наличие зазора или натяга в соединении зависит от действительных размеров отверстия и вала.
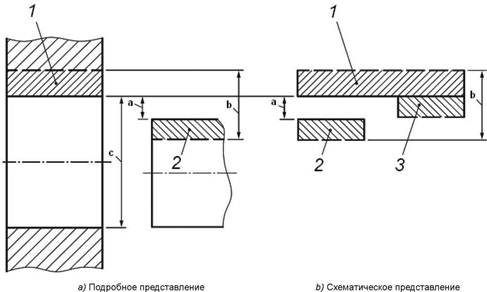
1 - интервал
допуска отверстия; 2 - интервал допуска вала, случай 1: верхний
предельный размер вала
ниже, чем нижний предельный размер отверстия, наименьший зазор больше нуля; 3
- интервал допуска
вала, случай 2: верхний предельный размер вала совпадает с нижним предельным
размером отверстия,
наименьший зазор равен нулю; a -
наименьший зазор; b -
наибольший зазор; c -
номинальный размер,
равный нижнему предельному размеру отверстия
Примечание - Сплошные горизонтальные линии, ограничивающие интервалы допусков, показывают основные отклонения, а штриховые - другие (не основные) предельные отклонения отверстия и вала.
Рисунок 2 - Графическое представление посадки с зазором
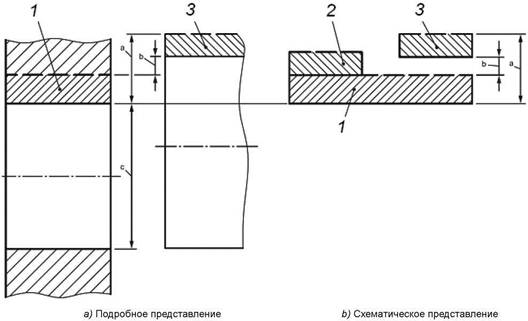
1 - интервал
допуска отверстия; 2 - интервал допуска вала, случай 1: нижний
предельный размер вала
совпадает с верхним предельным размером отверстия, наименьший натяг равен нулю;
3 - интервал
допуска вала, случай 2: нижний предельный размер вала больше, чем верхний
предельный размер
отверстия, наименьший натяг больше нуля; a
- наибольший натяг; b - наименьший
натяг;
c -
номинальный размер, равный нижнему предельному размеру отверстия
Примечание - Сплошные горизонтальные линии, ограничивающие интервалы допусков, показывают основные отклонения, а штриховые - другие (не основные) предельные отклонения отверстия и вала.
Рисунок 3 - Графическое представление посадки с натягом
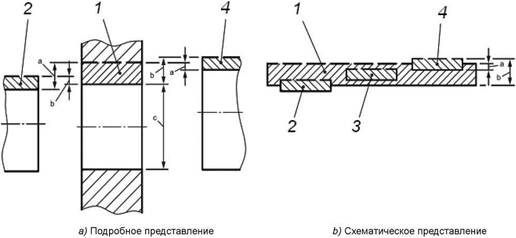
1 - интервал
допуска отверстия;
2 - 4 - интервал допуска вала (показано несколько возможных
расположений); a -
наибольший зазор;
b -
наибольший натяг; c -
номинальный размер, равный нижнему предельному размеру отверстия
Примечание - Сплошные горизонтальные линии, ограничивающие интервалы допусков, показывают основные отклонения, а штриховые - другие (не основные) предельные отклонения отверстия и вала.
Рисунок 4 - Графическое представление переходной посадки
3.3.4 диапазон посадки (span of a fit): Арифметическая сумма допусков размеров двух размерных элементов, образующих посадку.
См. рисунок B.1 (приложение B).
Примечание 1 - Диапазон посадки - положительное число.
Примечание 2 - Диапазон посадки с зазором также может быть определен как разность между наибольшим и наименьшим зазорами. Диапазон посадки с натягом также может быть определен как разность между наибольшим и наименьшим натягами. Диапазон переходной посадки также может быть определен как сумма наибольшего зазора и наибольшего натяга (см. приложение B).
3.4 Термины, связанные с системой посадок ISO
3.4.1 система посадок ISO (ISO fit system): Система посадок, образующихся при соединении валов и отверстий, допуски на линейные размеры которых установлены в соответствии с системой допусков ISO на линейные размеры.
Примечание - При применении системы допусков ISO на линейные размеры подразумевают, что номинальные размеры вала и отверстия, образующих посадку, одинаковы.
3.4.1.1 посадка в системе отверстия (hole-basis fit system): Посадка, в которой основное отклонение (нижнее предельное отклонение) отверстия равно нулю.
См. рисунок 5.
Примечание - Посадки в системе отверстия - посадки, в которых нижний предельный размер отверстия равен номинальному размеру. Требуемые зазоры или натяги образуются сочетанием валов, имеющих различные классы допуска, с основными отверстиями, класс допуска которых имеет нулевое основное отклонение.
3.4.1.2 посадка в системе вала (shaft-basis fit system): Посадка, в которой основное отклонение (верхнее предельное отклонение) вала равно нулю.
См. рисунок 6.
Примечание - Посадки в системе вала - посадки, в которых верхний предельный размер вала равен номинальному размеру. Требуемые зазоры или натяги образуются сочетанием отверстий, имеющих различные классы допуска, с основными валами, класс допуска которых имеет нулевое основное отклонение.
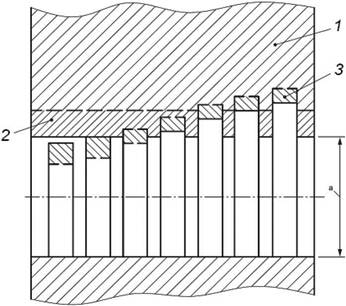
1 - деталь с
основным отверстием; 2 - интервал допуска основного отверстия;
3 - интервал допуска различных валов; a
- номинальный размер
Примечание 1 - Сплошные горизонтальные линии, ограничивающие интервалы допусков, показывают основные отклонения основного отверстия и различных валов.
Примечание 2 - Штриховые линии, ограничивающие интервалы допусков, показывают другие (не основные) предельные отклонения.
Примечание 3 - На рисунке показаны возможные сочетания основного отверстия с валами, соответствующими различным классам допуска.
Примечание 4 - Примеры посадок в системе отверстия: H7/h6, H6/k5, H6/p4.
Рисунок 5 - Посадки в системе отверстия
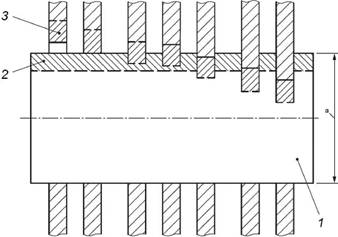
1 - основной
вал; 2 - интервал допуска основного вала;
3 - интервал допуска различных отверстий; a
- номинальный размер
Примечание 1 - Сплошные горизонтальные линии, ограничивающие интервалы допусков, показывают основные отклонения основного вала и различных отверстий.
Примечание 2 - Штриховые линии, ограничивающие интервалы допусков, показывают другие (не основные) предельные отклонения.
Примечание 3 - На рисунке показаны возможные сочетания основного вала с отверстиями, соответствующими различным классам допуска.
Примечание 4 - Примеры посадок в системе вала: G7/h6, H6/h6, M6/h6.
Рисунок 6 - Посадки в системе вала
4 Система допусков ISO на линейные размеры
4.1 Основные понятия и обозначения
4.1.1 Связь с [5]
Допуск на размерный элемент может быть установлен согласно описываемой в настоящем стандарте системе допусков ISO на линейные размеры или по [5] - указанием предельных отклонений. Оба варианта эквивалентны.
Пример 1 - Обозначение ![]() эквивалентно обозначению 32«class»,
эквивалентно обозначению 32«class»,
где 32 - номинальный размер;
x - верхнее предельное отклонение;
y - нижнее предельное отклонение;
«class» - класс допуска согласно 4.2.1.
В дополнение к допуску сопрягаемого размера может быть указано требование прилегания по [5] (см. A.2, приложение A).
Пример 2 - Обозначение ![]()
![]() эквивалентно
обозначению 32«class»
эквивалентно
обозначению 32«class» ![]() .
.
4.1.2 Класс допуска
4.1.2.1 Общее
Класс допуска содержит информацию о значении допуска и положении интервала допуска относительно номинального размера размерного элемента.
4.1.2.2 Значение допуска
Класс допуска определяет значение допуска. Значение допуска зависит от номера квалитета и номинального размера размерного элемента.
Обозначение квалитета состоит из номера квалитета, следующего за аббревиатурой международного допуска IT, например IT7.
Значения стандартных допусков приведены в таблице 1. Графы таблицы содержат значения допусков для квалитетов с IT01 до IT18 включительно. Каждая строка таблицы соответствует интервалу размеров, границы которого указаны в первой графе таблицы.
Примечание 1 - Если номер квалитета входит в обозначение класса допуска, т.е. связан с буквой (или буквами), обозначающей основное отклонение, то аббревиатуру IT опускают, например Н7.
Примечание 2 - В квалитетах, начиная с IT6, значения допусков увеличиваются в 10 раз при переходе с данного квалитета на пять квалитетов грубее. Это правило распространяется на все допуски системы и может быть применено для получения значений допусков квалитетов, отсутствующих в таблице 1.
Пример - Для интервала номинальных размеров свыше 120 до 180 мм включительно значение допуска квалитета IT20 вычисляют по формуле IT20 = IT15 × 10 = 1,6 мм × 10 = 16 мм.
Таблица 1 - Значения допусков для номинальных размеров до 3150 мм
|
Номинальный размер, мм |
Значение стандартного допуска |
||||||||||||||||||||
|
мкм |
мм |
||||||||||||||||||||
|
Св. |
До включ. |
для квалитета |
|||||||||||||||||||
|
IT01 |
IT0 |
IT1 |
IT2 |
IT3 |
IT4 |
IT5 |
IT6 |
IT7 |
IT8 |
IT9 |
IT10 |
IT11 |
IT12 |
IT13 |
IT14 |
IT15 |
IT16 |
IT17 |
IT18 |
||
|
- |
3 |
0,3 |
0,5 |
0,8 |
1,2 |
2 |
3 |
4 |
6 |
10 |
14 |
25 |
40 |
60 |
0,1 |
0,14 |
0,25 |
0,4 |
0,6 |
1 |
1,4 |
|
3 |
6 |
0,4 |
0,6 |
1 |
1,5 |
2,5 |
4 |
5 |
8 |
12 |
18 |
30 |
48 |
75 |
0,12 |
0,18 |
0,3 |
0,48 |
0,75 |
1,2 |
1,8 |
|
6 |
10 |
0,4 |
0,6 |
1 |
1,5 |
2,5 |
4 |
6 |
9 |
15 |
22 |
36 |
58 |
90 |
0,15 |
0,22 |
0,36 |
0,58 |
0,9 |
1,5 |
2,2 |
|
10 |
18 |
0,5 |
0,8 |
1,2 |
2 |
3 |
5 |
8 |
11 |
18 |
27 |
43 |
70 |
110 |
0,18 |
027 |
0,43 |
0,7 |
1,1 |
1,8 |
2,7 |
|
18 |
30 |
0,6 |
1 |
1,5 |
2,5 |
4 |
6 |
9 |
13 |
21 |
33 |
52 |
84 |
130 |
0,21 |
0,33 |
0,52 |
0,84 |
1,3 |
2,1 |
3,3 |
|
30 |
50 |
0,6 |
1 |
1,5 |
2,5 |
4 |
7 |
11 |
16 |
25 |
39 |
62 |
100 |
160 |
0,25 |
0,39 |
0,62 |
1 |
1,6 |
2,5 |
3,9 |
|
50 |
80 |
0,8 |
1,2 |
2 |
3 |
5 |
8 |
13 |
19 |
30 |
46 |
74 |
120 |
190 |
0,3 |
0,46 |
0,74 |
1,2 |
1,9 |
3 |
4,6 |
|
80 |
120 |
1 |
1,5 |
2,5 |
4 |
6 |
10 |
15 |
22 |
35 |
54 |
87 |
140 |
220 |
0,35 |
0,54 |
0,87 |
1,4 |
2,2 |
3,5 |
5,4 |
|
120 |
180 |
1,2 |
2 |
3,5 |
5 |
8 |
12 |
18 |
25 |
40 |
63 |
100 |
160 |
250 |
0,4 |
0,63 |
1 |
1,6 |
2,5 |
4 |
6,3 |
|
180 |
250 |
2 |
3 |
4,5 |
7 |
10 |
14 |
20 |
29 |
46 |
72 |
115 |
185 |
290 |
0,46 |
0,72 |
1,15 |
1,85 |
2,9 |
4,6 |
7,2 |
|
250 |
315 |
2,5 |
4 |
6 |
8 |
12 |
16 |
23 |
32 |
52 |
81 |
130 |
210 |
320 |
0,52 |
0,81 |
1,3 |
2,1 |
3,2 |
5,2 |
8,1 |
|
315 |
400 |
3 |
5 |
7 |
9 |
13 |
18 |
25 |
36 |
57 |
89 |
140 |
230 |
360 |
0,57 |
0,89 |
1,4 |
2,3 |
3,6 |
5,7 |
8,9 |
|
400 |
500 |
4 |
6 |
6 |
10 |
15 |
20 |
27 |
40 |
63 |
97 |
155 |
250 |
400 |
0,63 |
0,97 |
1,55 |
2,5 |
4 |
6,3 |
9,7 |
|
500 |
630 |
|
|
9 |
11 |
16 |
22 |
32 |
44 |
70 |
110 |
175 |
280 |
440 |
0,7 |
1,1 |
1,75 |
2,8 |
4,4 |
7 |
11 |
|
630 |
800 |
|
|
10 |
13 |
18 |
25 |
36 |
50 |
80 |
125 |
200 |
320 |
500 |
0,8 |
1,25 |
2 |
3,2 |
5 |
8 |
12,5 |
|
800 |
1000 |
|
|
11 |
15 |
21 |
28 |
40 |
56 |
90 |
140 |
230 |
360 |
560 |
0,9 |
1,4 |
2,3 |
3,6 |
5,6 |
9 |
14 |
|
1000 |
1250 |
|
|
13 |
18 |
24 |
33 |
47 |
66 |
105 |
165 |
260 |
420 |
660 |
1,05 |
1,65 |
2,6 |
4,2 |
6,6 |
10,5 |
16,5 |
|
1250 |
1600 |
|
|
15 |
21 |
29 |
39 |
55 |
78 |
125 |
195 |
310 |
500 |
780 |
1,25 |
1,95 |
3,1 |
5 |
7,8 |
12,5 |
19,5 |
|
1600 |
2000 |
|
|
18 |
25 |
35 |
46 |
65 |
92 |
150 |
230 |
370 |
600 |
920 |
1,5 |
2,3 |
3,7 |
6 |
9,2 |
15 |
23 |
|
2000 |
2500 |
|
|
22 |
30 |
41 |
55 |
78 |
110 |
175 |
280 |
440 |
700 |
1100 |
1,75 |
2,8 |
4,4 |
7 |
11 |
17,5 |
28 |
|
2500 |
3150 |
|
|
26 |
36 |
50 |
68 |
96 |
135 |
210 |
330 |
540 |
860 |
1350 |
2,1 |
3,3 |
5,4 |
8,6 |
13,5 |
21 |
33 |
4.1.2.4 Положение интервала допуска
Интервал допуска (прежний термин «поле допуска») - множество значений размера, ограниченное верхним и нижним предельными размерами. Класс допуска определяет положение интервала допуска относительно номинального размера посредством основного отклонения, входящего в обозначение класса допуска. Положение интервала допуска, т.е. основное отклонение, определяется одной или несколькими буквами, называемыми идентификаторами основного отклонения.
Возможные случаи расположения интервалов допуска относительно номинального размера и правило знаков [«+» (плюс) или «-» (минус)] для основных отклонений отверстий и валов приведены на рисунках 7 - 9.
Основным отклонением является то из предельных отклонений, которое устанавливает предельный размер, ближайший к номинальному (см. рисунок 7).
Основные отклонения обозначают:
- прописной буквой (буквами) латинского алфавита (A...ZC) для отверстий;
- строчной буквой (буквами) латинского алфавита (a...zc) для валов.
Примечание 1 - Для обозначения основных отклонений не применяют следующие буквы: I, i; L, l; О, о; Q, q; W, w.
Примечание 2 - Основное отклонение устанавливают для интервала номинальных размеров.
Значение основного отклонения определяется идентификатором основного отклонения (буквы или букв) и номинального размера элемента, в отношении которого устанавливают допуск.
Числовые значения основных отклонений отверстий приведены в таблицах 2 и 3, а числовые значения основных отклонений валов - в таблицах 4 и 5.
Основное отклонение считают положительным [знак «+» (плюс)], если определяемый им предел допуска располагается выше номинального размера, и считают отрицательным [знак «-» (минус)], если соответствующий предел допуска располагается ниже номинального размера.
Каждая графа таблиц 2 - 5 содержит числовые значения основных отклонений для одного буквенного идентификатора основного отклонения. Каждая строка в таблицах соответствует одному интервалу размеров, границы которого приведены в ее первой графе.
Другое (не основное) предельное отклонение (верхнее или нижнее) определяют по основному отклонению и допуску (IT) в соответствии с рисунками 8 и 9.
Примечание 3 - Понятие «основное отклонение» не распространяется на отклонения JS и js, т.к. пределы допуска в этом случае расположены симметрично относительно номинального размера (см. рисунки 8 и 9).
Примечание 4 - Интервалы размеров, указанные в таблице 1, в таблицах 2 - 5 в некоторых случаях (для отклонений a - c и r - zc или A - C и R - ZC) подразделяют на несколько интервалов.
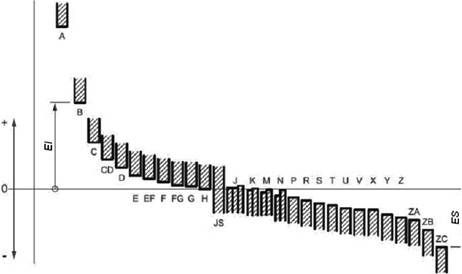
a) Отверстия (внутренние размерные элементы)
b) Валы (наружные размерные элементы)
EI,
ES -
основные отклонения отверстий (примеры); ei, es - основные
отклонения валов (примеры);
a -
номинальный размер
Примечание 1 - Основным отклонением является то из предельных отклонений, которое устанавливает предельный размер, ближайший к номинальному.
Примечание 2 - Подробности, касающиеся основных отклонений J/j, K/k, M/m и N/n, показаны на рисунках 8 и 9.
Рисунок 7 - Положения интервала допуска относительно номинального размера
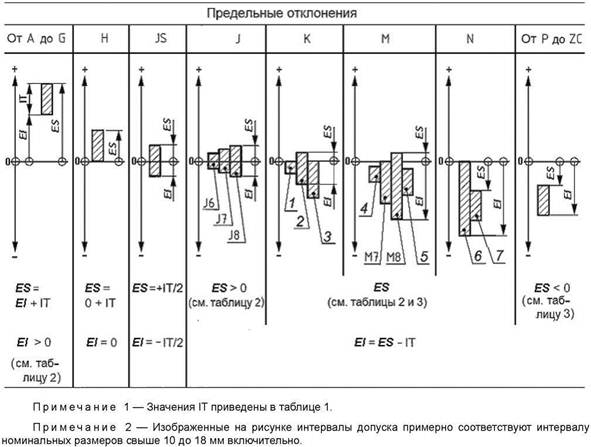
1 - от K1 до
K3 и от K4 до K8 для номинальных размеров в интервале до 3 мм
включительно;
2 - от K4 до K8 для номинальных размеров в интервале свыше 3 до 500
мм включительно;
3 - от K9 до K18 и от K4 до K8 для номинальных размеров свыше 500 мм; 4 - от
M1 до M6;
5 - от M9 до M18, M7 и M8 для номинальных размеров свыше 500 мм; 6 - от
N1 до N8 и от N9 до N18 для
номинальных размеров в интервалах свыше 1 до 3 мм включительно и свыше 500 мм;
7 - от N9 до N18 для номинальных размеров в интервале свыше 3 до 500
мм включительно
Рисунок 8 - Предельные отклонения отверстий
Последние шесть граф в правой части таблицы 3 содержат Δ-поправки. Δ-поправка зависит от квалитета и номинального размера элемента, в отношении которого устанавливается допуск. Это относится только к отклонениям K - ZC и квалитетам IT3 - IT7/IT8.
При вычислении значения основного отклонения во всех случаях, когда в таблице указано «+Δ», числовое значение Δ прибавляют к постоянному значению, указанному в основной таблице.
Таблица 2 - Значения основных отклонений отверстий от A до M
|
Номинальный размер, мм |
Значение основного отклонения, мкм |
|||||||||||||||||||
|
Нижнее предельное отклонение EI |
Верхнее предельное отклонение ES |
|||||||||||||||||||
|
Св. |
До включ. |
Для всех квалитетов |
IT6 |
IT7 |
IT8 |
До IT8 включ. |
Св. IT8 |
До IT8 включ. |
Св. IT8 |
|||||||||||
|
Aа) |
Ba) |
C |
CD |
D |
E |
EF |
F |
FG |
G |
H |
JS |
J |
Rc), d) |
Mb), c), d) |
||||||
|
- |
3 |
+270 |
+140 |
+60 |
+34 |
+20 |
+14 |
+10 |
+6 |
+4 |
+2 |
0 |
Отклонения - ±IT n/2, где n - номер квалитета |
+2 |
+4 |
+6 |
0 |
0 |
-2 |
-2 |
|
3 |
6 |
+270 |
+140 |
+70 |
+46 |
+30 |
+20 |
+14 |
+10 |
+6 |
+4 |
0 |
+5 |
+6 |
+10 |
-1+Δ |
|
-4+Δ |
-4 |
|
|
6 |
10 |
+280 |
+150 |
+80 |
+56 |
+40 |
+25 |
+18 |
+13 |
+8 |
+5 |
0 |
+5 |
+6 |
+12 |
-1+Δ |
|
-6+Δ |
-6 |
|
|
10 |
14 |
+290 |
+150 |
+95 |
+70 |
+50 |
+32 |
+23 |
+16 |
+10 |
+6 |
0 |
+6 |
+10 |
+15 |
-1+Δ |
|
-7+Δ |
-7 |
|
|
14 |
18 |
|||||||||||||||||||
|
18 |
24 |
+300 |
+160 |
+110 |
+85 |
+65 |
+40 |
+28 |
+20 |
+12 |
+7 |
0 |
+8 |
+12 |
+20 |
-2+Δ |
|
-8+Δ |
-8 |
|
|
24 |
30 |
|||||||||||||||||||
|
30 |
40 |
+310 |
+170 |
+120 |
+100 |
+80 |
+50 |
+35 |
+25 |
+15 |
+9 |
0 |
+10 |
+14 |
+24 |
-2+Δ |
|
-9+Δ |
-9 |
|
|
40 |
50 |
+320 |
+180 |
+130 |
||||||||||||||||
|
50 |
65 |
+340 |
+190 |
+140 |
|
+100 |
+60 |
|
+30 |
|
+10 |
0 |
+13 |
+18 |
+28 |
-2+Δ |
|
-11+Δ |
-11 |
|
|
65 |
80 |
+360 |
+200 |
+150 |
||||||||||||||||
|
80 |
100 |
+380 |
+220 |
+170 |
|
+120 |
+72 |
|
+36 |
|
+12 |
0 |
+16 |
+22 |
+34 |
-3+Δ |
|
-13+Δ |
-13 |
|
|
100 |
120 |
+410 |
+240 |
+180 |
||||||||||||||||
|
120 |
140 |
+460 |
+260 |
+200 |
|
+145 |
+85 |
|
+43 |
|
+14 |
0 |
+18 |
+26 |
+41 |
-3+Δ |
|
-15+Δ |
-15 |
|
|
140 |
160 |
+520 |
+280 |
+210 |
||||||||||||||||
|
160 |
180 |
+580 |
+310 |
+230 |
||||||||||||||||
|
180 |
200 |
+660 |
+340 |
+240 |
|
+170 |
+100 |
|
+50 |
|
+15 |
0 |
+22 |
+30 |
+47 |
-4+Δ |
|
-17+Δ |
-17 |
|
|
200 |
225 |
+740 |
+380 |
+260 |
||||||||||||||||
|
225 |
250 |
+820 |
+420 |
+280 |
||||||||||||||||
|
250 |
280 |
+920 |
+480 |
+300 |
|
+190 |
+110 |
|
+56 |
|
+17 |
0 |
+25 |
+36 |
+55 |
-4+Δ |
|
-20+Δ |
-20 |
|
|
280 |
315 |
+1050 |
+540 |
+330 |
||||||||||||||||
|
315 |
355 |
+1200 |
+600 |
+360 |
|
+210 |
+125 |
|
+62 |
|
+18 |
0 |
+29 |
+39 |
+60 |
-4+Δ |
|
-21+Δ |
-21 |
|
|
355 |
400 |
+1350 |
+680 |
+400 |
||||||||||||||||
|
400 |
450 |
+1500 |
+760 |
+440 |
|
+230 |
+135 |
|
+68 |
|
+20 |
0 |
+33 |
+43 |
+66 |
-5+Δ |
|
-23+Δ |
-23 |
|
|
450 |
500 |
+1650 |
+840 |
+480 |
||||||||||||||||
|
500 |
560 |
|
|
|
|
+260 |
+145 |
|
+76 |
|
+22 |
0 |
|
|
|
0 |
|
-26 |
||
|
560 |
630 |
|||||||||||||||||||
|
630 |
710 |
|
|
|
|
+290 |
+160 |
|
+80 |
|
+24 |
0 |
|
|
|
0 |
|
-30 |
||
|
710 |
800 |
|||||||||||||||||||
|
800 |
900 |
|
|
|
|
+320 |
+170 |
|
+86 |
|
+26 |
0 |
|
|
|
0 |
|
-34 |
||
|
900 |
1000 |
|||||||||||||||||||
|
1000 |
1120 |
|
|
|
|
+350 |
+195 |
|
+98 |
|
+28 |
0 |
|
|
|
0 |
|
-40 |
||
|
1120 |
1250 |
|||||||||||||||||||
|
1250 |
1400 |
|
|
|
|
+390 |
+220 |
|
+110 |
|
+30 |
0 |
|
|
|
0 |
|
-48 |
||
|
1400 |
1600 |
|||||||||||||||||||
|
1600 |
1800 |
|
|
|
|
+430 |
+240 |
|
+120 |
|
+32 |
0 |
|
|
|
0 |
|
-58 |
||
|
1800 |
2000 |
|||||||||||||||||||
|
2000 |
2240 |
|
|
|
|
+480 |
+260 |
|
+130 |
|
+34 |
0 |
|
|
|
0 |
|
-68 |
||
|
2240 |
2500 |
|||||||||||||||||||
|
2500 |
2800 |
|
|
|
|
+520 |
+290 |
|
+145 |
|
+38 |
0 |
|
|
|
0 |
|
-76 |
||
|
2800 |
3150 |
|||||||||||||||||||
|
a) Основные отклонения A и B не применяют для номинальных размеров до 1 мм включительно. b) Специальный случай: для класса допуска M6 в интервале размеров свыше 250 до 315 мм включительно, ES = -9 мкм (а не -11 мкм согласно вычислению). c) Для определения значений основных отклонений K и M см. 4.3.2.5. d) Значения поправок Δ приведены в таблице 3. |
||||||||||||||||||||
Таблица 3 - Значения основных отклонений отверстий от N до ZC и значения Δ
|
Номинальный размер, мм |
Значение основного отклонения, мкм |
Значение Δ, мкм, для квалитетов |
||||||||||||||||||||
|
Св. |
До включ. |
До IT8 включ. |
Св. IT8 |
До IT7 включ. |
Для квалитетов св. IT7 |
|||||||||||||||||
|
Na), b) |
от P до ZCa) |
P |
R |
S |
T |
U |
V |
X |
Y |
Z |
ZA |
ZB |
ZC |
IT3 |
IT4 |
IT5 |
IT6 |
IT7 |
IT8 |
|||
|
- |
3 |
-4 |
-4 |
Значения, как для квалитетов свыше IT7, увеличенные на Δ |
-6 |
-10 |
-14 |
|
-18 |
|
-20 |
|
-26 |
-32 |
-40 |
-60 |
0 |
0 |
0 |
0 |
0 |
0 |
|
3 |
6 |
-8+Δ |
0 |
-12 |
-15 |
-19 |
|
-23 |
|
-28 |
|
-35 |
-42 |
-50 |
-80 |
1 |
1,5 |
1 |
3 |
4 |
6 |
|
|
6 |
10 |
-10+Δ |
0 |
-15 |
-19 |
-23 |
|
-28 |
|
-34 |
|
-42 |
-52 |
-67 |
-97 |
1 |
1,5 |
2 |
3 |
6 |
7 |
|
|
10 |
14 |
-12+Δ |
0 |
-18 |
-23 |
-28 |
|
-33 |
|
-40 |
|
-50 |
-64 |
-90 |
-130 |
1 |
2 |
3 |
3 |
7 |
9 |
|
|
14 |
18 |
-39 |
-45 |
|
-60 |
-77 |
-108 |
-150 |
||||||||||||||
|
18 |
24 |
-15+Δ |
0 |
-22 |
-28 |
-35 |
|
-41 |
-47 |
-54 |
-63 |
-73 |
-98 |
-136 |
-188 |
1,5 |
2 |
3 |
4 |
8 |
12 |
|
|
24 |
30 |
-41 |
-48 |
-55 |
-64 |
-75 |
-88 |
-118 |
-160 |
-218 |
||||||||||||
|
30 |
40 |
-17+Δ |
0 |
-26 |
-34 |
-43 |
-48 |
-60 |
-68 |
-80 |
-94 |
-112 |
-148 |
-200 |
-274 |
1,5 |
3 |
4 |
5 |
9 |
14 |
|
|
40 |
50 |
-54 |
-70 |
-81 |
-97 |
-114 |
-136 |
-180 |
-242 |
-325 |
||||||||||||
|
50 |
65 |
-20+Δ |
0 |
-32 |
-41 |
-53 |
-66 |
-87 |
-102 |
-122 |
-144 |
-172 |
-226 |
-300 |
-405 |
2 |
3 |
5 |
6 |
11 |
16 |
|
|
65 |
80 |
-43 |
-59 |
-75 |
-102 |
-120 |
-146 |
-174 |
-210 |
-274 |
-360 |
-480 |
||||||||||
|
80 |
100 |
-23+Δ |
0 |
-37 |
-51 |
-71 |
-91 |
-124 |
-146 |
-178 |
-214 |
-258 |
-335 |
-445 |
-585 |
2 |
4 |
5 |
7 |
13 |
19 |
|
|
100 |
120 |
-54 |
-79 |
-104 |
-144 |
-172 |
-210 |
-254 |
-310 |
-400 |
-525 |
-690 |
||||||||||
|
120 |
140 |
-27+Δ |
0 |
-43 |
-63 |
-92 |
-122 |
-170 |
-202 |
-248 |
-300 |
-365 |
-470 |
-620 |
-800 |
3 |
4 |
6 |
7 |
15 |
23 |
|
|
140 |
160 |
-65 |
-100 |
-134 |
-190 |
-228 |
-280 |
-340 |
-415 |
-535 |
-700 |
-900 |
||||||||||
|
160 |
180 |
-68 |
-108 |
-146 |
-210 |
-252 |
-310 |
-380 |
-465 |
-600 |
-780 |
-1000 |
||||||||||
|
180 |
200 |
-31+Δ |
0 |
-50 |
-77 |
-122 |
-166 |
-236 |
-284 |
-350 |
-425 |
-520 |
-670 |
-880 |
-1150 |
3 |
4 |
6 |
9 |
17 |
26 |
|
|
200 |
225 |
-80 |
-130 |
-180 |
-258 |
-310 |
-385 |
-470 |
-575 |
-740 |
-960 |
-1250 |
||||||||||
|
225 |
250 |
-84 |
-140 |
-196 |
-284 |
-340 |
-425 |
-520 |
-640 |
-820 |
-1050 |
-1350 |
||||||||||
|
250 |
280 |
-34+Δ |
0 |
-56 |
-94 |
-158 |
-218 |
-315 |
-385 |
-475 |
-580 |
-710 |
-920 |
-1200 |
-1550 |
4 |
4 |
7 |
9 |
20 |
29 |
|
|
280 |
315 |
-98 |
-170 |
-240 |
-350 |
-425 |
-525 |
-650 |
-790 |
-1000 |
-1300 |
-1700 |
||||||||||
|
315 |
355 |
-37+Δ |
0 |
-62 |
-108 |
-190 |
-268 |
-390 |
-475 |
-590 |
-730 |
-900 |
-1150 |
-1500 |
-1900 |
4 |
5 |
7 |
11 |
21 |
32 |
|
|
355 |
400 |
-114 |
-208 |
-294 |
-435 |
-530 |
-660 |
-820 |
-1000 |
-1300 |
-1650 |
-2100 |
||||||||||
|
400 |
450 |
-40+Δ |
0 |
-68 |
-126 |
-232 |
-330 |
-490 |
-595 |
-740 |
-920 |
-1100 |
-1450 |
-1850 |
-2400 |
5 |
5 |
7 |
13 |
23 |
34 |
|
|
450 |
500 |
-132 |
-252 |
-360 |
-540 |
-660 |
-820 |
-1000 |
-1250 |
-1600 |
-2100 |
-2600 |
||||||||||
|
500 |
560 |
-44 |
-78 |
-150 |
-280 |
-400 |
-600 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
560 |
630 |
-155 |
-310 |
-450 |
-660 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
630 |
710 |
-50 |
-88 |
-175 |
-340 |
-500 |
-740 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
710 |
800 |
-185 |
-380 |
-560 |
-840 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
800 |
900 |
-56 |
-100 |
-210 |
-430 |
-620 |
-940 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
900 |
1000 |
-220 |
-470 |
-680 |
-1050 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
1000 |
1120 |
-66 |
-120 |
-250 |
-520 |
-780 |
-1150 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
1120 |
1250 |
-260 |
-580 |
-840 |
-1300 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
1250 |
1400 |
-78 |
-140 |
-300 |
-640 |
-960 |
-1450 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
1400 |
1600 |
-330 |
-720 |
-1050 |
-1600 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
1600 |
1800 |
-92 |
-170 |
-370 |
-820 |
-1200 |
-1850 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
1800 |
2000 |
-400 |
-920 |
-1350 |
-2000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
2000 |
2240 |
-110 |
-195 |
-440 |
-1000 |
-1500 |
-2300 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
2240 |
2500 |
-460 |
-1100 |
-1650 |
-2500 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
2500 |
2800 |
-135 |
-240 |
-550 |
-1250 |
-1900 |
-2900 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
2800 |
3150 |
-580 |
-1400 |
-2100 |
-3200 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
a) Для определения значений основных отклонений N и от P до ZC см. 4.3.2.5. b) Основные отклонения N для квалитетов свыше IT8 не применяются для номинальных размеров до 1 мм. |
||||||||||||||||||||||
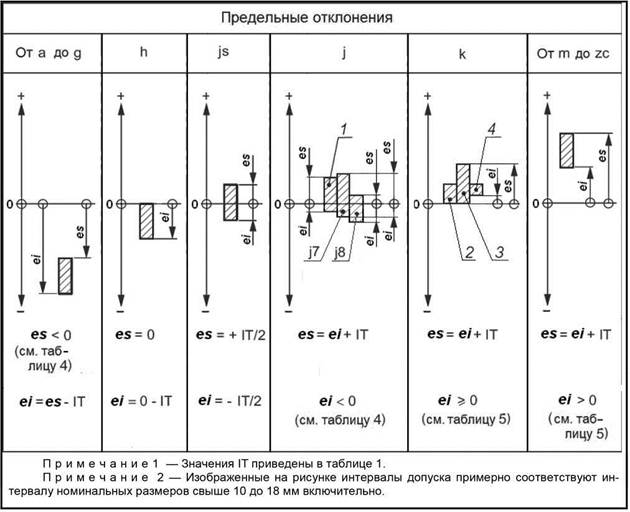
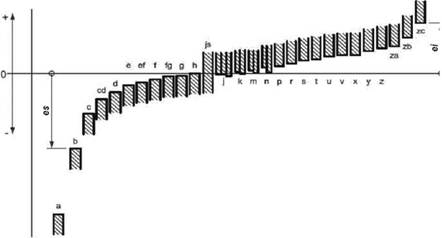
1 - j5, j6; 2 - от k1 до k3 и от k4 до k7 для номинальных размеров в
интервале свыше 1 до 3 мм
включительно; 3 - от k4 до k7 для номинальных размеров в интервале свыше 3 до 500
мм включительно;
4 - от k8 до k18 и от k4 до k7 для номинальных размеров свыше 500 мм
Рисунок 9 - Предельные отклонения валов
Таблица 4 - Значения основных отклонений валов от а до j
|
Номинальный размер, мм |
Значение основного отклонения, мкм |
|||||||||||||||
|
Верхнее предельное отклонение es |
Нижнее предельное отклонение ei |
|||||||||||||||
|
Св. |
До включ. |
Для всех квалитетов |
IT5 и IT6 |
IT7 |
IT8 |
|||||||||||
|
aa) |
ba) |
c |
cd |
d |
e |
ef |
f |
fg |
g |
h |
js |
j |
||||
|
- |
3 |
-270 |
-140 |
-60 |
-34 |
-20 |
-14 |
-10 |
-6 |
-4 |
-2 |
0 |
|
-2 |
-4 |
-6 |
|
3 |
6 |
-270 |
-140 |
-70 |
-46 |
-30 |
-20 |
-14 |
-10 |
-6 |
-4 |
0 |
Отклонения - ± IT n/2, где n - номер квалитета |
-2 |
-4 |
|
|
6 |
10 |
-280 |
-150 |
-80 |
-56 |
-40 |
-25 |
-18 |
-13 |
-8 |
-5 |
0 |
-2 |
-5 |
|
|
|
10 |
14 |
-290 |
-150 |
-95 |
-70 |
-50 |
-32 |
-23 |
-16 |
-10 |
-6 |
0 |
-3 |
-6 |
|
|
|
14 |
18 |
|||||||||||||||
|
18 |
24 |
-300 |
-160 |
-110 |
-85 |
-65 |
-40 |
-28 |
-20 |
-12 |
-7 |
0 |
-4 |
-8 |
|
|
|
24 |
30 |
|||||||||||||||
|
30 |
40 |
-310 |
-170 |
-120 |
-100 |
-80 |
-50 |
-35 |
-25 |
-15 |
-9 |
0 |
-5 |
-10 |
|
|
|
40 |
50 |
-320 |
-180 |
-130 |
||||||||||||
|
50 |
65 |
-340 |
-190 |
-140 |
|
-100 |
-60 |
|
-30 |
|
-10 |
0 |
-7 |
-12 |
|
|
|
65 |
80 |
-360 |
-200 |
-150 |
||||||||||||
|
80 |
100 |
-380 |
-220 |
-170 |
|
-120 |
-72 |
|
-36 |
|
-12 |
0 |
-9 |
-15 |
|
|
|
100 |
120 |
-410 |
-240 |
-180 |
||||||||||||
|
120 |
140 |
-460 |
-260 |
-200 |
|
-145 |
-85 |
|
-43 |
|
-14 |
0 |
-11 |
-18 |
|
|
|
140 |
160 |
-520 |
-280 |
-210 |
||||||||||||
|
160 |
180 |
-580 |
-310 |
-230 |
||||||||||||
|
180 |
200 |
-660 |
-340 |
-240 |
|
-170 |
-100 |
|
-50 |
|
-15 |
0 |
-13 |
-21 |
|
|
|
200 |
225 |
-740 |
-380 |
-260 |
||||||||||||
|
225 |
250 |
-820 |
-420 |
-280 |
||||||||||||
|
250 |
280 |
-920 |
-480 |
-300 |
|
-190 |
-110 |
|
-56 |
|
-17 |
0 |
-16 |
-26 |
|
|
|
280 |
315 |
-1050 |
-540 |
-330 |
||||||||||||
|
315 |
355 |
-1200 |
-600 |
-360 |
|
-210 |
-125 |
|
-62 |
|
-18 |
0 |
-18 |
-28 |
|
|
|
355 |
400 |
-1350 |
-680 |
-400 |
||||||||||||
|
400 |
450 |
-1500 |
-760 |
-440 |
|
-230 |
-135 |
|
-68 |
|
-20 |
0 |
-20 |
-32 |
|
|
|
450 |
500 |
-1650 |
-840 |
-480 |
||||||||||||
|
500 |
560 |
|
|
|
|
-260 |
-145 |
|
-76 |
|
-22 |
0 |
|
|
|
|
|
560 |
630 |
|||||||||||||||
|
630 |
710 |
|
|
|
|
-290 |
-160 |
|
-80 |
|
-24 |
0 |
|
|
|
|
|
710 |
800 |
|||||||||||||||
|
800 |
900 |
|
|
|
|
-320 |
-170 |
|
-86 |
|
-26 |
0 |
|
|
|
|
|
900 |
1000 |
|||||||||||||||
|
1000 |
1120 |
|
|
|
|
-350 |
-195 |
|
-98 |
|
-28 |
0 |
|
|
|
|
|
1120 |
1250 |
|||||||||||||||
|
1250 |
1400 |
|
|
|
|
-390 |
-220 |
|
-110 |
|
-30 |
0 |
|
|
|
|
|
1400 |
1600 |
|||||||||||||||
|
1600 |
1800 |
|
|
|
|
-430 |
-240 |
|
-120 |
|
-32 |
0 |
|
|
|
|
|
1800 |
2000 |
|||||||||||||||
|
2000 |
2240 |
|
|
|
|
-480 |
-260 |
|
-130 |
|
-34 |
0 |
|
|
|
|
|
2240 |
2500 |
|||||||||||||||
|
2500 |
2800 |
|
|
|
|
-520 |
-290 |
|
-145 |
|
-38 |
0 |
|
|
|
|
|
2800 |
3150 |
|||||||||||||||
|
a) Основные отклонения a и b не применяют для номинальных размеров до 1 мм включительно. |
||||||||||||||||
Таблица 5 - Значения основных отклонений валов от k до zc
|
Номинальный размер, мм |
Значение основного отклонения, мкм Нижнее предельное отклонение е/ |
||||||||||||||||
|
Св. |
До включ. |
Св. IT4 до IT7 включ. |
До IT3 включ. и св. IT7 |
Для всех квалитетов |
|||||||||||||
|
k |
m |
n |
p |
r |
s |
t |
u |
v |
x |
y |
z |
za |
zb |
zc |
|||
|
- |
3 |
0 |
0 |
+2 |
+4 |
+6 |
+10 |
+14 |
|
+18 |
|
+20 |
|
+26 |
+32 |
+40 |
+60 |
|
3 |
6 |
+1 |
0 |
+4 |
+8 |
+12 |
+15 |
+19 |
|
+23 |
|
+28 |
|
+35 |
+42 |
+50 |
+80 |
|
6 |
10 |
+1 |
0 |
+6 |
+10 |
+15 |
+19 |
+23 |
|
+28 |
|
+34 |
|
+42 |
+52 |
+67 |
+97 |
|
10 |
14 |
+1 |
0 |
+7 |
+12 |
+18 |
+23 |
+28 |
|
+33 |
|
+40 |
|
+50 |
+64 |
+90 |
+130 |
|
14 |
18 |
+39 |
+45 |
|
+60 |
+77 |
+108 |
+150 |
|||||||||
|
18 |
24 |
+2 |
0 |
+8 |
+15 |
+22 |
+28 |
+35 |
|
+41 |
+47 |
+54 |
+63 |
+73 |
+98 |
+136 |
+188 |
|
24 |
30 |
+41 |
+48 |
+55 |
+64 |
+75 |
+88 |
+118 |
+160 |
+218 |
|||||||
|
30 |
40 |
+2 |
0 |
+9 |
+17 |
+26 |
+34 |
+43 |
+48 |
+60 |
+68 |
+80 |
+94 |
+112 |
+148 |
+200 |
+274 |
|
40 |
50 |
+54 |
+70 |
+81 |
+97 |
+114 |
+136 |
+180 |
+242 |
+325 |
|||||||
|
50 |
65 |
+2 |
0 |
+11 |
+20 |
+32 |
+41 |
+53 |
+66 |
+87 |
+102 |
+122 |
+144 |
+172 |
+226 |
+300 |
+405 |
|
65 |
80 |
+43 |
+59 |
+75 |
+102 |
+120 |
+145 |
+174 |
+210 |
+274 |
+360 |
+480 |
|||||
|
80 |
100 |
+3 |
0 |
+13 |
+23 |
+37 |
+51 |
+71 |
+91 |
+124 |
+146 |
+178 |
+214 |
+258 |
+335 |
+445 |
+585 |
|
100 |
120 |
+54 |
+79 |
+104 |
+144 |
+172 |
+210 |
+254 |
+310 |
+400 |
+525 |
+690 |
|||||
|
120 |
140 |
+3 |
0 |
+15 |
+27 |
+43 |
+63 |
+92 |
+122 |
+170 |
+202 |
+248 |
+300 |
+365 |
+470 |
+620 |
+800 |
|
140 |
160 |
+65 |
+100 |
+134 |
+190 |
+228 |
+280 |
+340 |
+415 |
+535 |
+700 |
+900 |
|||||
|
160 |
180 |
+68 |
+108 |
+146 |
+210 |
+252 |
+310 |
+380 |
+465 |
+600 |
+780 |
+1000 |
|||||
|
180 |
200 |
+4 |
0 |
+17 |
+31 |
+50 |
+77 |
+122 |
+166 |
+236 |
+284 |
+350 |
+425 |
+520 |
+670 |
+880 |
+1150 |
|
200 |
225 |
+80 |
+130 |
+180 |
+258 |
+310 |
+385 |
+470 |
+575 |
+740 |
+960 |
+1250 |
|||||
|
225 |
250 |
+84 |
+140 |
+196 |
+284 |
+340 |
+425 |
+520 |
+640 |
+820 |
+1050 |
+1350 |
|||||
|
250 |
280 |
+4 |
0 |
+20 |
+34 |
+56 |
+94 |
+158 |
+218 |
+315 |
+385 |
+475 |
+580 |
+710 |
+920 |
+1200 |
+1550 |
|
280 |
315 |
+98 |
+170 |
+240 |
+350 |
+425 |
+525 |
+650 |
+790 |
+1000 |
+1300 |
+1700 |
|||||
|
315 |
355 |
+4 |
0 |
+21 |
+37 |
+62 |
+108 |
+190 |
+268 |
+390 |
+475 |
+590 |
+730 |
+900 |
+1150 |
+1500 |
+1900 |
|
355 |
400 |
+114 |
+208 |
+294 |
+435 |
+530 |
+660 |
+820 |
+1000 |
+1300 |
+1650 |
+2100 |
|||||
|
400 |
450 |
+5 |
0 |
+23 |
+40 |
+68 |
+126 |
+232 |
+330 |
+490 |
+595 |
+740 |
+920 |
+1100 |
+1450 |
+1850 |
+2400 |
|
450 |
500 |
+132 |
+252 |
+360 |
+540 |
+660 |
+820 |
+1000 |
+1250 |
+1600 |
+2100 |
+2600 |
|||||
|
500 |
560 |
0 |
0 |
+26 |
+44 |
+78 |
+150 |
+280 |
+400 |
+600 |
|
|
|
|
|
|
|
|
560 |
630 |
+155 |
+310 |
+450 |
+660 |
|
|
|
|
|
|
|
|||||
|
630 |
710 |
0 |
0 |
+30 |
+50 |
+88 |
+175 |
+340 |
+500 |
+740 |
|
|
|
|
|
|
|
|
710 |
800 |
+185 |
+380 |
+560 |
+840 |
|
|
|
|
|
|
|
|||||
|
800 |
900 |
0 |
0 |
+34 |
+56 |
+100 |
+210 |
+430 |
+620 |
+940 |
|
|
|
|
|
|
|
|
900 |
1000 |
+220 |
+470 |
+680 |
+1050 |
|
|
|
|
|
|
|
|||||
|
1000 |
1120 |
0 |
0 |
+40 |
+66 |
+120 |
+250 |
+520 |
+780 |
+1150 |
|
|
|
|
|
|
|
|
1120 |
1250 |
+260 |
+580 |
+840 |
+1300 |
|
|
|
|
|
|
|
|||||
|
1250 |
1400 |
0 |
0 |
+48 |
+78 |
+140 |
+300 |
+640 |
+960 |
+1450 |
|
|
|
|
|
|
|
|
1400 |
1600 |
+330 |
+720 |
+1050 |
+1600 |
|
|
|
|
|
|
|
|||||
|
1600 |
1800 |
0 |
0 |
+58 |
+92 |
+170 |
+370 |
+820 |
+1200 |
+1850 |
|
|
|
|
|
|
|
|
1800 |
2000 |
+400 |
+920 |
+1350 |
+2000 |
|
|
|
|
|
|
|
|||||
|
2000 |
2240 |
0 |
0 |
+68 |
+110 |
+195 |
+440 |
+1000 |
+1500 |
+2300 |
|
|
|
|
|
|
|
|
2240 |
2500 |
+460 |
+1100 |
+1650 |
+2500 |
|
|
|
|
|
|
|
|||||
|
2500 |
2800 |
0 |
0 |
+76 |
+135 |
+240 |
+550 |
+1250 |
+1900 |
+2900 |
|
|
|
|
|
|
|
|
2800 |
3150 |
+580 |
+1400 |
+2100 |
+3200 |
|
|
|
|
|
|
|
|||||
4.2 Обозначение класса допуска (правила написания)
Класс допуска обозначают сочетанием идентификатора основного отклонения [прописной буквы (букв) латинского алфавита для отверстий и строчной буквы (букв) для валов] и номера квалитета.
Пример - H7 (отверстия), h7 (валы).
4.2.2 Размер и его допуск
Размер и его допуск указывают сочетанием номинального размера и класса допуска или сочетанием номинального размера и предельных отклонений согласно [5].
Обозначение класса допуска и предельные отклонения указывают после номинального размера.
В приведенных ниже примерах указание предельных отклонений эквивалентно указанию класса допуска.
|
Пример 1 - |
|
|
|
ISO 286 |
|
ISO 14405-1 |
|
32 H7 |
эквивалентно |
|
|
80 js5 |
эквивалентно |
80 ± 0,6 |
|
100 g6 |
эквивалентно |
|
Примечание - Если предельные отклонения соответствуют классу допуска, разрешается дополнительно к предельным отклонениям указывать в скобках класс допуска, и наоборот, после обозначения класса допуска указывать в скобках предельные отклонения.
Пример 2 - ![]() или
или ![]() (Н7).
(Н7).
4.2.3 Назначение класса допуска
Класс допуска назначают, исходя из требований к посадке (зазоров, натягов), см. 5.3.4 настоящего стандарта.
4.3 Определение предельных отклонений (правила прочтения)
4.3.1 Общие положения
Определение предельных отклонений для заданного размера с допуском, например перевод класса допуска в предельные отклонения, выполняют с помощью:
- таблиц 1 - 5 (см. 4.3.2) или
- таблиц ГОСТ 25347-2013 (см. 4.3.3).
4.3.2 Определение предельных отклонений по таблицам настоящего стандарта
4.3.2.1 Общие положения
Обозначение класса допуска состоит из идентификатора основного отклонения и номера квалитета.
Пример - Размер отверстия с допуском: 90F7 ![]() , размер вала с
допуском: 90f7
, размер вала с
допуском: 90f7 ![]() ,
где 90 - номинальный размер;
,
где 90 - номинальный размер;
F - идентификатор основного отклонения для отверстия;
f - идентификатор основного отклонения для вала;
7 - номер квалитета;
![]() - требование прилегания по [5] (при необходимости).
- требование прилегания по [5] (при необходимости).
Обозначение квалитета формируют из номера квалитета (ITx, где x - номер квалитета).
Числовое значение стандартного допуска находят в таблице 1 по номинальному размеру и обозначению квалитета.
Пример 1 - Размер отверстия с допуском: 90F7 ![]() , размер вала с
допуском: 90f7
, размер вала с
допуском: 90f7 ![]() .
.
Номер квалитета - 7, следовательно, обозначение квалитета - IT7.
Числовое значение стандартного допуска находят в таблице 1 на пересечении строки с интервалом размеров свыше 80 до 120 мм включительно с колонкой квалитета IT7.
Следовательно, числовое значение стандартного допуска составляет 35 мкм.
Пример 2 - Размер отверстия с
допуском: 28P9 ![]() .
.
Номер квалитета - 9, следовательно, обозначение квалитета - IT9.
Числовое значение стандартного допуска находят в таблице 1 на пересечении строки с интервалом размеров свыше 18 до 30 мм включительно с колонкой квалитета IT9.
Следовательно, числовое значение стандартного допуска составляет 52 мкм.
4.3.2.3 Положение интервала допуска
Основное отклонение (верхнее или нижнее предельное отклонение) находят в таблицах 2 и 3 или в таблицах 4 и 5 по номинальному размеру и идентификатору основного отклонения.
Пример 1 - Размер отверстия с
допуском: 90F7 ![]() .
.
Идентификатор основного отклонения - F, следовательно, речь идет об отверстии и применении таблицы 2.
В таблице 2 на пересечении строки с интервалом размеров «свыше 80 до 100 мм» с графой «F» находят числовое значение нижнего предельного отклонения EI: +36 мкм.
Пример 2 - Размер вала с допуском: 90f7 ![]() .
.
Идентификатор основного отклонения - f, следовательно, речь идет о вале и применении таблицы 4.
В таблице 4 на пересечении строки с интервалом размеров «свыше 80 до 100 мм» с графой «f» находят числовое значение верхнего предельного отклонения es: -36 мкм.
Пример 3 - Размер отверстия с
допуском: 28P9 ![]() .
.
Идентификатор основного отклонения - P, следовательно, речь идет об отверстии и применении таблицы 3.
В таблице 3 на пересечении строки с интервалом размеров «свыше 24 до 30 мм» с графой «P» находят числовое значение верхнего предельного отклонения ES: -22 мкм.
4.3.2.4 Предельные отклонения
Одно из предельных отклонений (верхнее или нижнее) является основным и определяется согласно 4.3.2.3. Другое предельное отклонение (верхнее или нижнее) получают путем вычисления по формулам, приведенным на рисунках 8 и 9, применяя числовые значения стандартных допусков (см. таблицу 1).
Пример 1 - Размер отверстия с
допуском: 90F7 ![]() .
.
IT7 = 35 мкм (см. 4.3.2.2).
Нижнее предельное отклонение EI = + 36 мкм (см. 4.3.2.3).
Верхнее предельное отклонение ES = EI + IT = + 36 + 35 = + 71 мкм (по формуле на рисунке 8).
Следовательно, 90F7
![]() ≡
≡ ![]()
![]() .
.
Пример 2 - Размер вала с допуском: 90f7 ![]() .
.
IT7 = 35 мкм (см. 4.3.2.2).
Верхнее предельное отклонение es = - 36 мкм (см. 4.3.2.3).
Нижнее предельное отклонение ei = es - IT = - 36 - 35 = - 71 мкм (по формуле на рисунке 9).
Следовательно, 90F7
![]() ≡
≡ ![]()
![]() .
.
Пример 3 - Размер отверстия с допуском: 28P9 ![]() .
.
IT7 = 52 мкм (см. 4.3.2.2).
Верхнее предельное отклонение ES = - 22 мкм (см. 4.3.2.3).
Нижнее предельное отклонение EI = ES - IT = - 22 - 52 = - 74 мкм (по формуле на рисунке 8).
Следовательно, 28P9
![]() ≡
≡ ![]()
![]()
![]()
4.3.2.5 Определение предельных отклонений с применением Δ-поправок
При вычислении значений основных отклонений K, M и N для квалитетов до 8-го включительно и основных отклонений от P до ZC для квалитетов до 7-го включительно следует применять значения поправок Δ, приведенные в таблице 3.
Пример 1 - Размер отверстия с
допуском: 20K7 ![]() .
.
IT7 = 21 мкм (для интервала размеров свыше 18 до 30 мм включительно по таблице 1).
Δ = 8 мкм (для интервала размеров свыше 18 до 24 мм включительно для квалитета IT7 по таблице 3).
Для K (для интервала размеров свыше 18 до 24 мм включительно):
- верхнее предельное отклонение ES = - 2 + Δ= - 2 + 8 = + 6 мкм;
- нижнее предельное отклонение EI = ES - IT = + 6 - 21 = - 15 мкм.
Следовательно, 20K7 ![]() ≡
≡ ![]()
![]() .
.
Пример 2 - Размер отверстия с допуском: 40U6.
IT6 = 16 мкм (для интервала размеров свыше 30 до 50 мм включительно по таблице 1).
Δ = 5 мкм (для интервала размеров свыше 30 до 40 мм включительно для квалитета IT6 по таблице 3).
Для U (для интервала размеров свыше 30 до 40 мм включительно):
- верхнее предельное отклонение ES = - 60 + Δ = - 60 + 5 = - 55 мкм;
- нижнее предельное отклонение EI = ES - IT = - 55 - 16 = - 71 мкм.
Следовательно, 40U6
≡ ![]() .
.
Примечание - Требование прилегания в приведенной в примере 2 посадке с натягом не было указано намеренно. Для посадок с большим натягом это требование не является необходимым.
4.3.3 Определение предельных отклонений по ГОСТ 25347
Предельные отклонения для размера с допуском можно получить из таблиц ГОСТ 25347.
Пример - Указанный размер с
допуском: 60M6 ![]() .
.
Предельные отклонения находят в таблице 9 ГОСТ 25347 на пересечении строки с интервалом размеров свыше 50 до 80 мм включительно с графой, соответствующей квалитету 6.
Следовательно, предельные отклонения следующие:
- верхнее предельное отклонение ES = - 5 мкм;
- нижнее предельное отклонение ЕI = - 24 мкм.
Следовательно, 60M6
![]() ≡
≡ ![]()
![]() .
.
4.4 Выбор класса допуска
По возможности класс допуска выбирают из тех классов допусков отверстий и валов, которые изображены на рисунках 10 и 11 соответственно. В первую очередь следует применять предпочтительные классы допусков (их обозначение заключено в рамки).
Примечание 1 - Система допусков и посадок предоставляет возможность выбора из широкого набора классов допусков (см. таблицы 2 - 5), даже если этот выбор ограничен классами допусков, приведенными в ГОСТ 25347. Ограничение в выборе класса допуска позволяет избежать существования избыточного числа инструмента и калибров, применяемых при изготовлении изделий.
Примечание 2 - Классы допусков на рисунках 10 и 11 являются классами допусков общего применения, когда не требуется выбор из специальных классов допусков (например, для шпоночного паза).
Примечание 3 - В случае необходимости отклонения js и JS могут быть заменены на отклонения j и J соответственно.
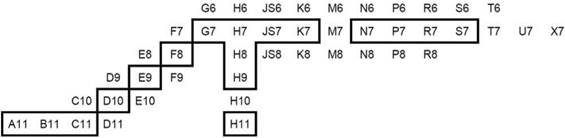
Рисунок 10 - Отверстия
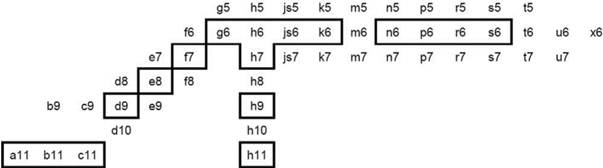
Рисунок 11 - Валы
5 Система посадок ISO
5.1 Общие положения
Система посадок базируется на системе допусков ISO на линейные размеры, согласно которой устанавливают допуск на размер размерного элемента. Классы допусков размеров двух сопрягаемых деталей, участвующих в посадке, предпочтительно выбирать в соответствии с рекомендациями 4.4 и 5.2.
5.2 Общие сведения о посадках
5.2.1 Обозначение посадок на чертежах (правила написания)
Обозначение посадки сопрягаемых элементов состоит из:
- общего номинального размера;
- класса допуска отверстия;
- класса допуска вала.
Пример - 52 H7/g6 ![]() или 52
или 52![]()
![]() .
.
5.2.2 Установление предельных отклонений (правила прочтения)
Для расшифровки обозначения посадки (например, 52 H7/g6![]() ) применяют правила,
изложенные в 4.3.
Примеры определения зазоров и натягов приведены в приложении B.
) применяют правила,
изложенные в 4.3.
Примеры определения зазоров и натягов приведены в приложении B.
5.3 Выбор посадки
5.3.1 Общие положения
Существуют два способа выбора посадки. Посадку назначают, ориентируясь на известные соединения с аналогичными условиями работы (см. 5.3.4), или определяют по результатам вычисления допустимых зазоров и/или натягов, исходя из функциональных требований к сопрягаемым деталям и возможности их изготовления (см. 5.3.5).
5.3.2 Практические рекомендации по выбору посадки
На функционирование посадки оказывают влияние не только размеры сопрягаемых деталей и их допуски, но и другие параметры. Для полной технической оценки посадки необходимо принимать во внимание и иные влияющие факторы. Такими факторами могут быть, например, отклонения формы, ориентации и месторасположения, шероховатость поверхности, плотность материала, термическая обработка и материал деталей, образующих посадку.
Для того чтобы посадка выполняла свое функциональное назначение, в дополнение к допускам размеров сопрягаемых размерных элементов могут потребоваться допуски формы, ориентации и месторасположения.
Дополнительные сведения о выборе посадки приведены в приложении B.
Сначала необходимо выбрать систему, в которой будет назначена посадка - «система отверстия» или «система вала». Так как технических отличий, касающихся выполнения деталями своих функций, при этом не существует, то выбор системы посадок должен быть сделан исходя из экономических соображений.
Для общего применения выбирают систему отверстия. Выбор системы отверстия позволяет избежать чрезмерного числа инструмента (например, протяжек) и калибров, применяемых при изготовлении изделия.
Систему вала следует применять в экономически обоснованных случаях (например, если на одном гладком валу необходимо установить несколько деталей с отверстиями, имеющими разные отклонения, то применение системы вала позволит упростить обработку вала).
5.3.4 Назначение посадки по аналогичным соединениям
В выбранной системе посадок квалитеты и основное отклонение (положение интервала допуска) отверстия и вала следует назначать таким образом, чтобы обеспечить минимальный и максимальный зазоры (или натяги), которые наилучшим образом удовлетворяют требуемым условиям эксплуатации.
Для предпочтительного применения из всей совокупности возможных посадок выделено небольшое их число. Посадки предпочтительного применения в системе отверстия и в системе вала приведены на рисунках 12 и 13 соответственно. По экономическим соображениям в первую очередь следует выбирать те из посадок, обозначение которых на этих рисунках заключено в рамки.

Рисунок 12 - Предпочтительные посадки в системе отверстия
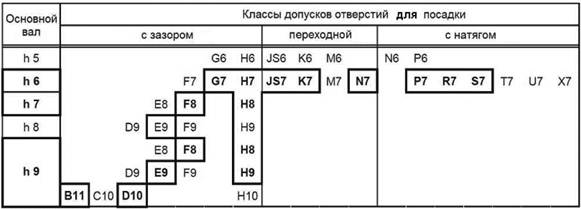
Рисунок 13 - Предпочтительные посадки в системе вала
5.3.5 Определение посадки путем расчета
В некоторых случаях существует необходимость вычисления допустимых зазоров и/или натягов (исходя из функциональных требований к сопрягаемым деталям). Зазоры и/или натяги в посадке и диапазон посадки получают путем таких вычислений, результаты которых затем преобразуют в предельные отклонения и (если это возможно) в классы допуска.
Дополнительные сведения об определении классов допуска приведены в B.4 (приложение B).
Приложение A
(справочное)
Дополнительные сведения о системе допусков и посадок ISO и
устаревшие правила
A.1 Линейный размер по умолчанию в прежней практике
В международном стандарте ISO 286-1:1998 определение диаметров с допуском, обозначение которого содержит класс допуска ISO (например, Ø30 H6), было по умолчанию основано на правиле Тейлора (размер по сопряжению ограничен пределом максимума материала, а любой местный диаметр ограничен пределом минимума материала), что соответствовало требованиям [1].
Это означает, что для любого размерного элемента с допуском, обозначение которого содержит класс допуска ISO, наличие требования прилегания подразумевалось по умолчанию без указания на чертеже, даже если элемент, в отношении размера которого установлен допуск, не образует посадку.
Пример - Для цилиндрической головки винта с указанным размером Ø24h13 требование прилегания предъявлялось автоматически.
A.2 Подробная интерпретация размера с допуском
Интерпретация размера с допуском по международным стандартам ISO 286-1:1998 и [1] в пределах заданной длины была следующая:
a) для отверстий
Диаметр вписанного цилиндра (наибольшего воображаемого цилиндра, который может быть вписан в отверстие так, чтобы плотно контактировать с наиболее выступающими точками поверхности) не должен быть меньше предела максимума материала.
Любой местный диаметр отверстия не должен быть больше предела минимума материала;
b) для валов
Диаметр описанного цилиндра (наименьшего воображаемого цилиндра, который может быть описан вокруг вала так, чтобы плотно контактировать с наиболее выступающими точками поверхности) не должен быть больше предела максимума материала.
Любой местный диаметр вала не должен быть меньше предела минимума материала.
Эти интерпретации означают, что если размер размерного элемента везде равен пределу максимума материала, то элемент должен иметь идеальную цилиндрическую форму.
Теперь подобная интерпретация имеет место только тогда,
когда на чертеже размер с допуском дополнен требованием прилегания (символ ![]() согласно
[5]).
согласно
[5]).
A.3 Изменение в определении линейного размера по умолчанию
Определение линейного размера по умолчанию изменено согласно [5] на местный размер между двумя противоположными точками. Определение местного размера выявленного элемента приведено в ГОСТ 31254.
Для указания на чертеже какого-либо иного требования установленный допуск должен быть дополнен (по [5]) модификатором сопрягаемого размера, например символом требования прилегания (правило Тейлора по стандарту [1]).
Пример - Ø30H6 ![]() .
.
Приложение B
(справочное)
Примеры определения посадок и классов допуска
B.1 Общие положения
Настоящее приложение содержит примеры применения системы допусков и посадок ISO при определении зазоров и/или натягов в посадке, а также примеры определения класса допуска безотносительно посадок.
B.2 Расчет посадок по предельным отклонениям
Исходя из определений зазора и натяга, вычисление наименьшего зазора и наибольшего натяга выполняют по одной и той же формуле
нижний предельный размер отверстия - верхний предельный размер вала.
Для вычисления наибольшего зазора и наименьшего натяга применяют формулу
верхний предельный размер отверстия - нижний предельный размер вала.
Результат вычисления имеет положительное или отрицательное значение. Из определений следует, что зазоры положительны, а натяги отрицательны.
После интерпретации результатов вычислений берут абсолютные значения и рассматривают их совместно в качестве характеристики зазоров и натягов.
Пример 1 - Расчет посадки: Ø36H8/f7.
Из таблиц ГОСТ 25347 для отверстия 36H8 получают:
ES = + 0,039 мм, следовательно, верхний предельный размер = 36,039 мм;
EI = 0, следовательно, нижний предельный размер = 36,000 мм.
Из таблиц ГОСТ 25347 для вала 36f7 получают:
es = - 0,025 мм, следовательно, верхний предельный размер = 35,975 мм;
ei = - 0,050 мм, следовательно, нижний предельный размер = 35,950 мм.
Следовательно:
нижний предельный размер отверстия - верхний предельный размер вала = 36,000 - 35,975 = 0,025 мм;
верхний предельный размер отверстия - нижний предельный размер вала = 36,039 - 35,950 = 0,089 мм.
Оба результата вычислений имеют положительные значения. Это означает, что посадка имеет наибольший зазор 0,089 мм, наименьший зазор 0,025 мм и является посадкой с зазором.
Пример 2 - Расчет посадки: Ø36H7/n6.
Из таблиц ГОСТ 25347 для отверстия 36H7 получают:
ES = + 0,025 мм, следовательно, верхний предельный размер = 36,025 мм;
EI = 0, следовательно, нижний предельный размер = 36,000 мм.
Из таблиц ГОСТ 25347 для вала 36n6 получают:
es = + 0,033 мм, следовательно, верхний предельный размер = 36,033 мм;
ei = + 0,017 мм, следовательно, нижний предельный размер = 36,017 мм.
Следовательно:
нижний предельный размер отверстия - верхний предельный размер вала = 36,000 - 36,033 = - 0,033 мм;
верхний предельный размер отверстия - нижний предельный размер вала = 36,025 - 36,017 = + 0,008 мм.
Результаты вычислений имеют положительное и отрицательное значения. Это означает, что посадка имеет наибольший зазор 0,008 мм, наибольший натяг 0,033 мм и является переходной посадкой.
Пример 3 - Расчет посадки: Ø36H7/s6.
Из таблиц ГОСТ 25347 для отверстия 36H7 получают:
ES = + 0,025 мм, следовательно, верхний предельный размер = 36,025 мм;
EI = 0, следовательно, нижний предельный размер = 36,000 мм.
Из таблиц ГОСТ 25347 для вала 36s6 получают:
es = + 0,059 мм, следовательно, верхний предельный размер = 36,059 мм;
ei = + 0,043 мм, следовательно, нижний предельный размер = 36,043 мм.
Следовательно:
нижний предельный размер отверстия - верхний предельный размер вала = 36,000 - 36,059 = - 0,059 мм;
верхний предельный размер отверстия - нижний предельный размер вала = 36,025 - 36,043 = - 0,018 мм.
Оба результата вычислений имеют отрицательные значения. Это означает, что посадка имеет наибольший натяг 0,059 мм, наименьший натяг 0,018 мм и является посадкой с натягом.
B.3 Расчет диапазона посадки
Диапазон посадки, исходя из интерпретации результатов вычислений, определяют по формулам (см. 3.3.4):
диапазон посадки с зазором = наибольший зазор - наименьший зазор;
диапазон переходной посадки = наибольший зазор + наибольший натяг;
диапазон посадки с натягом = наибольший натяг - наименьший натяг.
Для рассмотренных в примерах раздела B.2 посадок (см. рисунок B.1):
диапазон посадки с зазором (пример 1) = 0,089 мм - 0,025 мм = 0,064 мм;
диапазон переходной посадки (пример 2) = 0,008 мм + 0,033 мм = 0,041 мм;
диапазон посадки с натягом (пример 3) = 0,059 мм - 0,018 мм = 0,041 мм.
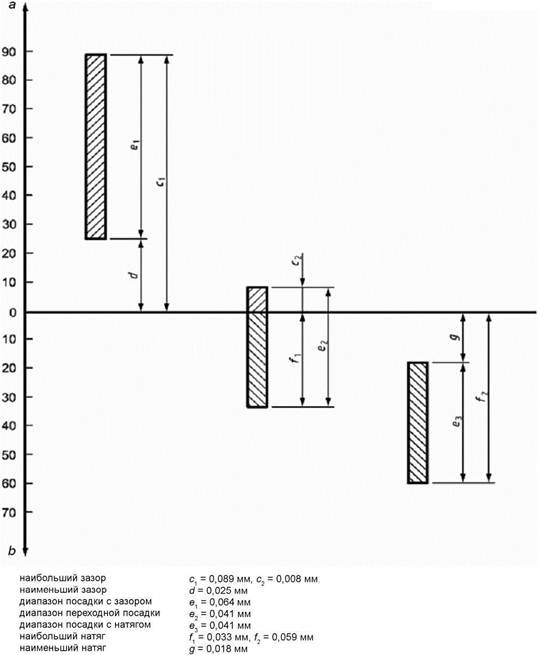
a - зазоры; b - натяги
Рисунок B.1 - Диапазон посадки
B.4 Определение класса допуска для рассчитанных посадок
Для перевода рассчитанной посадки в предельные отклонения и (если есть возможность) в класс допуска сначала определяют значения допусков по таблице 1 настоящего стандарта по следующему правилу - расчетный диапазон посадки должен быть больше или равен сумме значений допусков отверстия и вала.
Пример - Рассчитанная посадка:
- номинальный размер = 40 мм;
- расчетный наименьший зазор = 24 мкм;
- расчетный наибольший зазор = 92 мкм;
- расчетный диапазон посадки с зазором = 68 мкм.
Сумма двух выбранных значений допуска должна быть меньше или равна расчетному диапазону посадки.
Одна вторая расчетного диапазона посадки равна 34 мкм. По таблице 1 в строке с интервалом размеров свыше 30 до 50 мм включительно значение 34 мкм располагается между значениями 25 мкм и 39 мкм. Сумма табличных значений равна 64 мкм (меньше, чем 68 мкм).
Следовательно, один из допусков равен 25 мкм и соответствует квалитету IT7, второй из допусков равен 39 мкм и соответствует квалитету IT8.
B.4.2 Определение отклонений и класса допуска
После определения значений допусков размерных элементов принимают решение о выборе для посадки системы отверстия или системы вала или других сочетаний основных отклонений (см. 5.3.3).
В приведенном ниже примере выбрана система отверстия. Поэтому идентификатор основного отклонения отверстия - «H», и для определения класса допуска применяют таблицу 2.
Пример - Рассчитанная посадка (см. пример B.4.1):
- номинальный размер = 40 мм;
- выбранный квалитет отверстия - IT8 (IT = 39 мкм);
- выбранный квалитет вала - IT7 (IT = 25 мкм);
- расчетный наименьший зазор 24 мкм = 0,024 мм.
Выбранная система посадок - система отверстия (идентификатор основного отклонения отверстия - «H»).
a) Определение класса допуска отверстия
Нижнее предельное отклонение EI = 0 (графа «H» таблицы 2).
Верхнее предельное отклонение ES = EI + IT = 0 + 39 = + 39 мкм.
Следовательно:
- нижний предельный размер отверстия равен 40 мм;
- верхний предельный размер отверстия равен 40,039 мм;
- отверстие имеет класс допуска H8, размер элемента 40H8.
b) Определение класса допуска вала
По определению наименьшего зазора (см. 3.3.1.1): наименьший зазор = нижний предельный размер отверстия - верхний предельный размер вала. Следовательно, верхний предельный размер вала = нижний предельный размер отверстия - наименьший зазор.
Верхний предельный размер вала = 40 мм - 0,024 мм = 39,976 мм.
По определению верхнего предельного отклонения (см. 3.2.5.1): верхнее предельное отклонение = верхний предельный размер - номинальный размер.
Верхнее предельное отклонение es = 39,976 - 40 = - 0,024 мм = - 24 мкм.
В строке с интервалом размеров свыше 30 до 50 мм включительно таблицы 4 в графе «f» находят ближайшее к расчетному значение es, равное -25 мкм.
Следовательно:
- принятое верхнее предельное отклонение es = - 0,025 мм соответствует идентификатору основного отклонения «f»;
- нижнее предельное отклонение ei = es - IT7 = - 25 - 25 = - 50 мкм;
- вал имеет класс допуска f7, размер элемента 40f7.
c) Контроль посадки
Обозначение посадки 40H8/f7.
Из расчета, аналогичного проведенному в примере 1 раздела В.2, следует:
- наименьший зазор равен 25 мкм;
- наибольший зазор равен 89 мкм.
Вычисления, основанные на функциональных требованиях к посадке, дали следующие результаты:
- расчетный наименьший зазор равен 24 мкм;
- расчетный наибольший зазор равен 92 мкм.
Инженер-разработчик должен решить, допустимы ли отклонения от первоначальных расчетных значений зазоров в посадке или наибольший и наименьший зазоры должны быть соблюдены точно.
Для рассмотренной в примерах раздела В.4 посадки в первом случае размер вала указывают с
классом допуска [40f7 или ![]() ], во втором - с индивидуальными
отклонениями [
], во втором - с индивидуальными
отклонениями [![]() ]. Размер отверстия в любом случае
указывают с классом допуска [40H8 или 40H8 (+0,039)].
]. Размер отверстия в любом случае
указывают с классом допуска [40H8 или 40H8 (+0,039)].
Приложение ДА
(справочное)
Приложение C ISO 286-1:2010, не включенное в настоящий
стандарт
Связь с матричной моделью GPS
C.1 Общие сведения
Более подробно о матричной модели GPS см. стандарт [4].
C.2 Информация о стандарте и его применении
Настоящая часть международного стандарта ISO 286 устанавливает кодовую систему допусков, применяемую при указании размеров номинальных полных размерных элементов, а также определяет основные положения этой системы и связанные с ней термины и определения. Стандарт также содержит термины и определения посадок и поясняет понятия «основное отверстие» и «основной вал».
C.3 Положение в матричной модели GPS
Настоящий международный стандарт является общим стандартом GPS (см. [4]); его положения следует учитывать в связующих звеньях 1 и 2 цепочек стандартов на размеры в общей матрице GPS, как это показано на рисунке C.1.
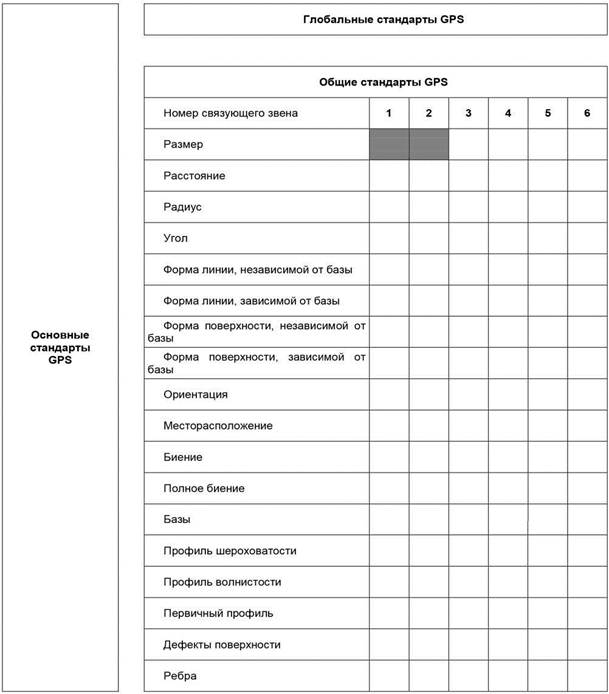
Рисунок C.1 - Положение в матричной модели GPS
C.4 Связанные стандарты
Связанные стандарты являются стандартами цепочек стандартов, выделенных на рисунке C.1.
Приложение ДБ
(справочное)
Перечень технических отклонений
|
Структурный элемент |
Модификация |
|
Раздел 2 Нормативные ссылки |
Ссылка на ISO 286-2:2010 «Геометрические характеристики изделий (GPS). Система допусков ИСО на линейные размеры. Часть 2. Таблицы стандартных классов допусков и предельных отклонений отверстий и валов» заменена ссылкой на ГОСТ 25347-2013 (ISO 286-2:2010)1) «Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Система допусков на линейные размеры. Ряды допусков, предельные отклонения отверстий и валов». Ссылки на ISO 14660-1:1999 «Геометрические характеристики изделий. Геометрические элементы. Часть 1. Общие термины и определения» и ISO 14660-2:1999 «Геометрические характеристики изделий. Геометрические элементы. Часть 2. Выявленная средняя линия цилиндра и конуса, выявленная средняя поверхность, местный размер выявленного элемента» заменены ссылкой на ГОСТ 31254-2004 (ИСО 14660-1:1999, ИСО 14660-1:1999)1) «Основные нормы взаимозаменяемости. Геометрические элементы. Общие термины и определения». |
|
1) Степень соответствия - MOD. |
|
Примечание - Остальные технические отклонения идентифицированы и разъяснены в предисловии к настоящему стандарту.
Библиография
|
ISO/R 1938:19711) |
ISO system of limits and fits - Part II: Inspection of plain workpieces |
|
|
ISO 1101:20122) |
Geometrical product specifications (GPS) - Geometrical tolerancing - Tolerances of form, orientation, location and run-out |
|
|
ISO 17450-1:2011 |
Geometrical product specifications (GPS) - General concepts - Part 1: Model for geometrical specification and verification |
|
|
ISO/TR 14638:19953) |
Geometrical product specifications (GPS) - Masterplan |
|
|
ISO 14405-1:20104) |
Geometrical product specifications (GPS) - Dimensional tolerancing - Part 1: Linear sizes |
__________
1) Заменен на ISO 1938-1:2015.
2) Заменен на ISO 1101:2017.
3) Заменен на ISO 14638:2015.
4) Заменен на ISO 14405-1:2016.
Ключевые слова: линейный размер, допуск, посадка, квалитет, отклонения, установление допусков, размерный элемент, зазор, натяг