межгосударственный совет по стандартизации, метрологии и
сертификации
(МГС)
INTERSTATE
COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
|
МЕЖГОСУДАРСТВЕННЫЙ |
ГОСТ |
листы хризотилцементные плоские
Технические условия
|
|
Москва |
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом «Научно-исследовательский и проектно-конструкторский институт асбестовой промышленности» (ОАО «НИИпроектасбест»), Некоммерческой организацией «Хризотиловая ассоциация»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 «Строительство»
3 ПРИНЯТ Межгосударственной научно-технической комиссией по стандартизации, техническому нормированию и оценке соответствия в строительстве (приложение В к протоколу № 40 от 4 июня 2012 г.).
За принятие стандарта проголосовали:
|
Краткое наименование страны по MK (ИСО 3166) 004-97 |
Код страны по MK (ИСО 3166) 004-97 |
Сокращенное наименование национального органа государственного управления строительством |
|
Беларусь |
BY |
Министерство архитектуры и строительства |
|
Казахстан |
KZ |
Агентство по делам строительства и жилищно-коммунального хозяйства |
|
Кыргызстан |
KG |
Госстрой |
|
Молдова |
MD |
Министерство строительства и регионального развития |
|
Российская Федерация |
RU |
Министерство регионального развития |
|
Таджикистан |
TJ |
Агентство по строительству и архитектуре при Правительстве |
|
Узбекистан |
UZ |
Госархитектстрой |
|
Украина |
UA |
Министерство регионального развития, строительства и жилищно-коммунального хозяйства |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 12 марта 2013 г. № 12-ст межгосударственный стандарт ГОСТ 18124-2012 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2013 г.
5 ВЗАМЕН ГОСТ 18124-95, ГОСТ 8747-88 в части методов испытаний плоских листов, ГОСТ 30301-95 в части правил приемки плоских листов
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемом информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующая информация будет опубликована в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
СОДЕРЖАНИЕ
ГОСТ 18124-2012
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЛИСТЫ ХРИЗОТИЛЦЕМЕНТНЫЕ ПЛОСКИЕ
Технические условия
Flat chrysotile cement sheets. Specifications
Дата введения - 2013-07-01
1 Область применения
Настоящий стандарт распространяется на плоские хризотилцементные листы (далее - листы), предназначенные:
- для наружной и внутренней облицовки стен жилых, общественных, административных и промышленных зданий и сооружений;
- в качестве фасадных плит в системах навесных вентилируемых фасадов;
- для устройства ограждающих конструкций;
- для стеновых панелей типа «сэндвич» при строительстве домов и различных строений;
- в качестве несъемной опалубки при возведении стен и фундаментов в малоэтажном строительстве;
- для устройства сборных стяжек при монтаже плоских кровель из рулонных материалов;
- в качестве кровельного материала при устройстве скатных кровель;
- для устройства ограждений территорий, балконов и лоджий;
- в качестве щитов оросительных устройств для градирен (кроме вентиляторных);
- для сооружения различных строительных конструкций (санитарно-технические кабины, междуэтажные перекрытия, основания для покрытий полов в качестве сухой стяжки, черновых полов, чистовых полов, фальшполов, подвесные потолки, подоконники и оконные откосы, короба и др.);
- для обустройства птицефабрик, животноводческих комплексов и хозяйственных построек.
Настоящий стандарт устанавливает технические требования к листам по внешнему виду, геометрическим размерам и физико-механическим характеристикам, правила приемки и методы испытаний листов.
Примечание - В настоящем стандарте приведены методы определения водонепроницаемости (см. приложение А) и водопоглощения (см. приложение Б), применяемых как дополнительные характеристики листовых хризотил цементных материалов (листы, плиты, доски и др.) в зависимости от области их применения.
(Измененная редакция, Изм. № 1).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 2405-88 Манометры, вакуумметры, мановакуумметры, напоромеры, тягомеры и тягонапоромеры. Общие технические условия
ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 6139-2003 Песок для испытаний цемента. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 11358-89 Толщиномеры и стенкомеры индикаторные с ценой деления 0,01 и 0,1 мм. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15846-2002 Продукция, отправляемая в районы Крайнего Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение
ГОСТ 24104-2001* Весы лабораторные. Общие технические требования
_______
* В Российской Федерации действует ГОСТ Р 53228-2008.
ГОСТ 25336-82 Посуда и оборудование лабораторные стеклянные. Типы, основные параметры и размеры
ГОСТ 28498-90 Термометры жидкостные стеклянные. Общие технические требования. Методы испытаний
ГОСТ 30108-94 Материалы и изделия строительные. Определение удельной эффективной активности естественных радионуклидов
ГОСТ 30244-94 Материалы строительные. Методы испытаний на горючесть
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов по указателю «Национальные стандарты», составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 хризотил: Волокнистый минерал класса силикатов, группы серпентина, щелочестойкий, нерастворимый в воде и химически инертный.
3.2 хризотилцемент: Композиционный материал, полученный на основе цемента и хризотила.
3.3 лист плоский хризотилцементный: Плоское монолитное прямоугольное изделие толщиной от 4 до 40 мм.
3.4 лист плоский хризотилцементный прессованный: Лист, изготовленный с применением дополнительного уплотнения полуфабриката давлением после снятия с форматного барабана.
3.5 лист плоский хризотилцементный непрессованный: Лист, не подвергшийся дополнительному уплотнению давлением после снятия с форматного барабана.
3.6 лицевая поверхность листа: Поверхность листа, не имеющая отпечатков технического сукна.
3.7 обратная (нелицевая) поверхность листа: Поверхность листа, имеющая отпечатки технического сукна или сетки.
3.8 кромка листа: Линия пересечения поверхности листа с одной из смежных поверхностей.
3.9 морозостойкость листа: Способность листа выдерживать в насыщенном водой состоянии нормативное число циклов попеременного замораживания и оттаивания без признаков разрушения.
3.10 сдир: Дефект, характеризующийся отсутствием части наружного слоя со стороны лицевой поверхности листа.
3.11 расслоение: Разделение листа на слои параллельно поверхности.
3.12 трещина: Щель, узкое углубление на поверхности листа.
3.13 пробоина: Пробитое насквозь место, пролом, дыра.
3.14 откол: Дефект, образовавшийся из-за отламывания или откалывания кромки листа.
3.15 объем партии: Число единиц продукции, составляющих партию.
3.16 выборка: Единицы продукции, отобранные из контролируемой партии или потока продукции для контроля и принятия решения о соответствии установленным требованиям.
3.17 объем выборки: Число единиц продукции, составляющих выборку.
3.18 выборочный контроль: Контроль, при котором решение о контролируемой партии принимают по результатам проверки одной или нескольких выборок.
3.19 браковочное число: Минимальное число дефектных единиц продукции в выборке или число дефектов, приходящихся на сто единиц продукции, являющих критерием для забракования партии продукции.
3.20 дефект: Каждое отдельное несоответствие листов установленным требованиям.
3.21 дефектное изделие: Изделие, имеющее хотя бы один дефект.
3.22 малозначительный дефект: Дефект, который существенно не влияет на использование продукции по назначению и ее долговечность.
3.23 приемо-сдаточные испытания: Контрольные испытания продукции при приемочном контроле.
3.24 периодические испытания: Контрольные испытания продукции, проводимые в объемах и в сроки, установленные нормативными или техническими документами, с целью контроля стабильности качества продукции и возможности продолжения ее выпуска.
3.25 приемочный контроль: Контроль продукции, по результатам которого принимается решение о ее пригодности к поставкам и (или) использованию.
3.26 инспекционный контроль: Контроль, проводимый специально уполномоченными лицами с целью проверки эффективности ранее выполненного контроля.
4 Типы, основные параметры и размеры
4.1 Листы выпускают двух типов: непрессованные и прессованные.
Листы могут выпускаться неокрашенными, с защитно-декоративным покрытием (в т.ч. окрашенные или декорированные), с гладкой или рельефной поверхностью.
4.3 Кромки листов должны быть прямолинейными. Отклонение от прямолинейности не должно превышать 5 мм.
4.4 Листы должны быть плоскими. Отклонение от плоскостности не должно превышать 4 мм для прессованных листов и 8 мм - для непрессованных листов.
4.5 Размеры листов приведены в таблице 1. Предельные отклонения от размеров не должны превышать значений, указанных в таблице 1.
Таблица 1 - Размеры листов
В миллиметрах
|
Длина L |
Ширина В |
Толщина t |
|||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
|
1200 1750 2500 3000 3600 |
±10 |
1120 1200 1500 1570 |
±6 |
6 7 |
+0,7 -0,2 |
|
8 10 12 |
+1,0 -0,6 |
||||
|
Примечание - По согласованию предприятия-изготовителя с потребителем могут быть изготовлены листы других размеров, при этом максимальная толщина листов должна быть не более 40 мм. Предельные отклонения должны соответствовать указанным в таблице. |
|||||
4.6 Справочная масса листов приведена в приложении Б.
4.7 Условное обозначение листа должно включать в себя буквенное обозначение ЛПН (лист плоский непрессованный) или ЛПП (лист плоский прессованный), размеры листа по длине, ширине, толщине в миллиметрах и обозначение настоящего стандарта.
Пример условного обозначения плоского хризотилцементного непрессованного листа длиной 2500 мм, шириной 1200 мм и толщиной 6 мм:
ЛПН 2500´1200´6 ГОСТ 18124-2012.
Тоже плоского хризотилцементного прессованного листа длиной 3000 мм, шириной 1500 мм и толщиной 10 мм:
ЛПП 3000´1500´10 ГОСТ 18124-2012.
5 Технические требования
5.1 Характеристики
Листы должны изготавливаться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному предприятием-изготовителем.
5.1.1.1 Листы не должны иметь сдиров, расслоений, отколов, сквозных трещин, а также других дефектов, нарушающих целостность изделия.
Допускаются малозначительные дефекты: шероховатость и отпечатки от технологических металлических прокладок; отдельные неровности (выпуклости, углубления) длиной и шириной не более 35 мм, высотой (глубиной) не более 1 мм.
5.1.1.2 Цвет и интенсивность окраски листов с защитно-декоративным покрытием должны соответствовать образцам-эталонам, утвержденным предприятием-изготовителем, или каталогам.
5.1.1.3 На поверхности листов с защитно-декоративным покрытием не должно быть высолов и пятен, видимых на расстоянии 10 м.
5.1.2 Физико-механические показатели
5.1.2.1 Физико-механические показатели листов должны соответствовать указанным в таблице 2.
Таблица 2 - Физико-механические показатели листов
|
Значение для листов |
||
|
прессованных |
непрессованных |
|
|
Предел прочности при изгибе, МПа, не менее |
23 |
18 |
|
Плотность, кг/м3 (г/см3), не менее |
1800 (1,8) |
1600 (1,6) |
|
Ударная вязкость, кДж/м2, не менее |
2,5 |
2,0 |
|
Морозостойкость: - число циклов попеременного замораживания и оттаивания без видимых признаков расслоения, |
50 |
25 |
|
- остаточная прочность, %, не менее |
90 |
|
5.1.2.2 Требования к листам, применяемым в качестве фасадных плит в системах навесных вентилируемых фасадов, должны устанавливаться в стандартах или технических условиях на эти плиты.
5.2 Требования к сырью и материалам
5.2.1 Сырье и материалы, применяемые для изготовления листов, должны соответствовать требованиям действующих стандартов и технических условий на них.
5.2.2 При производстве листов применяют хризотил и портландцемент.
5.2.3 Лакокрасочные материалы, применяемые для защитно-декоративного покрытия листов, должны соответствовать требованиям нормативных документов на лакокрасочные материалы конкретных видов.
5.2.4 Удельная эффективная активность естественных радионуклидов в сырье и материалах, применяемых для изготовления листов, не должна превышать предельных значений, установленных в ГОСТ 30108.
5.3 Маркировка
Маркировка должна включать в себя:
- товарный знак или наименование предприятия-изготовителя;
- номер партии;
- символическое изображение типа листа с указанием толщины листа, мм.
(Измененная редакция, Изм. № 1).
5.3.2 Размеры символического изображения типа листа приведены в приложении Г.
Примеры символического изображения типа листа толщиной 10 мм приведены на рисунке 1.
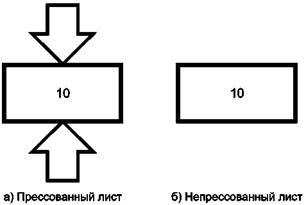
Рисунок 1 - Символическое изображение типа листа толщиной 10 мм
5.3.3 Качество маркировки должно быть таким, чтобы исключалась возможность оспорить ее содержание.
5.4 Упаковка
5.4.1 Листы могут поставляться в неупакованном и в упакованном виде (см. 9.1.2).
5.4.2 В труднодоступные районы, районы Крайнего Севера и приравненные к ним местности, а также по согласованию с потребителем листы должны поставляться в упакованном виде или в универсальных крупнотоннажных контейнерах. Тара и упаковка - по ГОСТ 15846.
6 Требования безопасности
6.1 Листы не пожаровзрывоопасны и относятся к группе негорючих строительных материалов по ГОСТ 30244.
6.2 Листы не токсичны и при непосредственном контакте не оказывают вредного воздействия на организм человека.
6.3 При механической обработке листов (при резке, пилении) возможно выделение хризотилцементной пыли, относящейся к классу опасности IV по ГОСТ 12.1.005. Предельно допустимая концентрация (ПДК) хризотилцементной пыли в воздухе рабочей зоны не должна превышать 6 мг/м3.
При механической обработке листов обязательно применение средств индивидуальной защиты органов дыхания. Стационарные участки обработки листов должны быть оборудованы средствами пылеулавливания с аппаратами для очистки воздуха.
Механическую обработку листов следует выполнять лезвийным режущим инструментом, образующим стружку. Обработка абразивным инструментом не допускается.
6.4 Измерение концентрации хризотилцементной пыли в воздухе рабочей зоны проводят по методикам, утвержденным органами санитарного надзора.
6.5 Утилизацию или ликвидацию отходов, образующихся в процессе производства и обработки листов, проводят в соответствии с действующими нормами.
7 Правила приемки
7.1 Общие положения
7.1.1 Приемку листов проводят партиями. Партия должна состоять из листов одного вида, изготовленных по одной технологии с применением одинаковых сырьевых материалов.
7.1.2 Объем партии листов устанавливают в количестве сменной выработки одной технологической линии.
7.1.3 Каждая партия листов должна быть принята службой технического контроля предприятия-изготовителя в соответствии с требованиями настоящего стандарта.
Штамп службы технического контроля должен быть нанесен не менее чем на 1 % листов в партии.
7.1.4 Приемо-сдаточные испытания каждой партии листов проводят по следующим показателям:
- внешний вид;
- линейные размеры и форма;
- предел прочности при изгибе;
- плотность;
- прочность на истирание цветного покрытия (для окрашенных изделий).
7.1.5 Периодические испытания листов проводят по следующим показателям:
- ударная вязкость - не реже одного раза в месяц;
- морозостойкость - не реже одного раза в квартал.
7.1.6 Перечень показателей, приведенных в 7.1.4 и 7.1.5, может быть изменен в соответствии с требованиями заказчика и областями применения листовых материалов.
Допускается отбирать листы в процессе их изготовления равномерно в течение всей смены.
Не следует включать в выборку два верхних и два нижних листа в стопе.
Отбор листов для контроля следует проводить независимо от их предполагаемого качества. Не допускается выбирать стопы или изделия с целью отбора «лучших» или «худших».
Если образец, предназначенный для физико-механических испытаний, вырезанный из отобранного листа, имеет видимые механические повреждения (трещины, отколы, пробоины и т.п.), он должен быть изъят и заменен другим образцом.
7.2 Маркировка образцов
7.2.1 Образцы, отобранные для контроля в виде целых изделий (образцы-листы), или вырезанные из них образцы-фрагменты должны быть промаркированы.
7.2.2 Маркировку следует наносить контрастным цветом, используя принятый у изготовителя способ, обеспечивающий ее сохранность.
7.2.3 Маркировка образцов-листов должна включать в себя обозначение партии и условное обозначение листа.
Маркировка образцов-фрагментов, вырезанных из образцов-листов, также должна содержать обозначение партии и обозначение образца-листа, из которого вырезан этот образец-фрагмент. Если для данного вида испытаний из одного образца-листа вырезают более одного образца-фрагмента, то маркировка должна содержать дополнительно обозначение этого образца-фрагмента.
На образцах-фрагментах должно быть указано, вдоль какой кромки вырезан образец.
7.3 Условия приемки партии
7.3.1 Партию листов считают соответствующей требованиям настоящего стандарта, если:
а) при контроле по показателям внешнего вида, формы и размеров каждый лист, отобранный для контроля, соответствует требованиям 4.2 - 4.5 и 5.1.1;
б) при контроле по показателям предела прочности при изгибе, ударной вязкости и плотности среднеарифметическое значение из полученных при испытаниях значений соответствует требованиям, приведенным в таблице 2;
в) при контроле по показателю морозостойкости каждый лист соответствует требованиям, приведенным в таблице 2, по отсутствию признаков расслоения и среднеарифметическое значение предела прочности при изгибе подвергавшихся испытанию образцов составляет не менее 90 % среднеарифметического значения предела прочности при изгибе контрольных образцов.
При получении неудовлетворительных результатов контроля хотя бы по одному из показателей, указанных в перечислениях а) и б), переходят на выборочный контроль по этому показателю по 7.3.2.
7.3.2 Оценку результатов выборочного контроля и принятие решения о приемке партии листов по внешнему виду, форме, пределу прочности при изгибе, ударной вязкости и плотности проводят в соответствии с таблицей 3.
Объем выборки определяют в зависимости от числа листов в партии.
Таблица 3 - Критерии оценки качества листов
|
Объем выборки, шт. |
Первоначальные испытания |
Первоначальные испытания плюс повторные |
|||
|
Ас1 |
Rе1 |
Ас2 |
Rе2 |
||
|
До 150 |
3 |
0 |
1 |
- |
- |
|
От 151 до 280 |
8 |
0 |
2 |
1 |
2 |
|
Св. 281 до 500 |
8 |
0 |
2 |
1 |
2 |
|
Св. 501 до 1200 |
8 |
0 |
2 |
1 |
2 |
|
Св. 1201 до 3200 |
8 |
0 |
2 |
1 |
2 |
|
Св. 3201 до 10000 |
13 |
0 |
3 |
3 |
4 |
|
Примечание - Аc - приемочное число; Re - браковочное число. |
|||||
Если число дефектных листов в выборке равно приемочному числу Aс1, то партию считают принятой.
Если число дефектных листов в выборке равно или больше браковочного числа Re1, то партия приемке не подлежит.
Если число дефектных листов по какому-либо показателю находится между Aс1 и Re1, то поэтому показателю проводят повторное испытание такого же числа листов, взятых из этой же партии. В этом случае число дефектных листов при первоначальных и повторных испытаниях суммируют. Если полученная сумма равна приемочному числу Ас2 или меньше, то партию считают принятой. Если полученная сумма равна браковочному числу Re2 или больше, то партия приемке не подлежит.
Оценку результатов контроля листов по показателям предела прочности при изгибе, ударной вязкости, плотности и морозостойкости проводят по 7.3.1, перечисления б) и в). Партия приемке не подлежит при получении неудовлетворительных результатов испытаний хотя бы по одному из перечисленных показателей.
7.3.3 Партию окрашенных листов принимают, если при проведении приемо-сдаточных испытаний по прочности на истирание цветного покрытия и состоянию окрашенной поверхности каждый лист, отобранный для контроля, соответствует требованиям настоящего стандарта.
7.3.4 В случае получения неудовлетворительных результатов периодических испытаний по определению ударной вязкости по 7.1.5 следует перейти на выборочный контроль по этому показателю каждой партии изделий.
При получении положительных результатов испытаний десяти следующих друг за другом партий вновь переходят к периодическим испытаниям.
7.3.5 При проведении испытаний листов потребителем и инспекционном контроле должны соблюдаться требования, установленные в 7.3.2.
7.3.6 В случае несоответствия партии листов требованиям настоящего стандарта допускается ее повторное предъявление для приемки после разбраковки или дополнительной выдержки. Сроки и условия выдержки должны быть установлены в технологической документации предприятия-изготовителя.
7.4 Оформление результатов испытаний
7.4.1 Результаты приемо-сдаточных и периодических испытаний регистрируют в журналах.
Журналы должны содержать следующую информацию:
- номер партии;
- объем партии;
- дату изготовления;
- тип листов;
- дату испытания;
- наименование контролируемого показателя;
- результаты контроля;
- обозначение настоящего стандарта;
- запись о приемке партии и подпись руководителя службы технического контроля.
7.4.2 Журналы приемо-сдаточных и периодических испытаний должны быть пронумерованы и сброшюрованы.
Любые исправления в журналах должны быть заверены подписью лица, внесшего исправления.
7.4.3 Журналы приемо-сдаточных и периодических испытаний являются официальными документами предприятия-изготовителя, удостоверяющими качество листов.
7.4.4 Предприятие-изготовитель должно сопровождать каждую поставку листов документом о качестве, в котором указывают:
- наименование и адрес предприятия-изготовителя;
- условное обозначение листов;
- номера партий в поставке и даты их изготовления;
- количество листов в поставке;
- результаты испытаний каждой партии;
- обозначение настоящего стандарта.
8 Методы испытаний
Число листов, отбираемых для испытания, должно соответствовать приведенному в 7.1.7.
8.1 Контроль внешнего вида
8.1.1 Внешний вид листов проверяют визуально.
Неровности поверхности (выпуклости, углубления) измеряют штангенциркулем по ГОСТ 166.
8.1.2 Внешний вид листов с защитно-декоративным покрытием (цвет, интенсивность и равномерность окраски, рисунок, характер отделки и др.) проверяют визуально сравнением с утвержденным эталоном на расстоянии 10 м.
8.1.3 Соответствие маркировки требованиям настоящего стандарта проверяют визуально.
Маркировку считают соответствующей требованиям настоящего стандарта, если она включает всю информацию, предусмотренную в 5.3.1 и при этом исключена возможность оспорить ее содержание.
8.2 Контроль линейных размеров и формы
8.2.1 Средства контроля
Металлическая рулетка с ценой деления не более 1 мм по ГОСТ 7502.
Штангенциркуль по ГОСТ 166.
Толщиномер по ГОСТ 11358.
Угольники по ГОСТ 3749 или аналогичные.
Линейка по ГОСТ 427.
Допускается применять нестандартизованные средства измерений, прошедшие метрологическую аттестацию.
Погрешность средств измерений не должна превышать: ±0,1 мм - при измерении толщины листов, ±1,0 мм - при измерении других линейных размеров и значений отклонения изделий от заданной формы.
8.2.2 Проведение измерений
8.2.2.1 Измерения проводят на столе длиной не менее длины измеряемого листа, шириной, превышающей ширину листа не менее чем на 300 мм.
При всех измерениях (кроме измерения толщины) и вычислениях среднеарифметического значения получаемые результаты округляют до 1 мм, при измерении толщины - до 0,1 мм.
8.2.2.2 Длину листов измеряют рулеткой вдоль обеих продольных кромок листа на расстоянии 30 - 50 мм от кромки.
Результат каждого измерения должен быть в пределах допускаемых отклонений.
8.2.2.3 Ширину листов измеряют рулеткой вдоль обеих поперечных кромок листа на расстоянии 30 - 50 мм от кромки.
Результат каждого измерения должен быть в пределах допускаемых отклонений.
8.2.2.4 Толщину листов измеряют штангенциркулем или толщиномером посередине каждой из четырех сторон листа. Место измерения может быть смещено от середины стороны листа не более чем на 50 мм.
За толщину листа принимают среднеарифметическое значение результатов четырех измерений.
8.2.2.5 Отклонение от прямолинейности кромок измеряют линейкой, используя в качестве прямолинейной базы ребро металлической линейки длиной 1 м.
При измерении линейку длиной 1 м последовательно прикладывают ребром к кромке листа по всей длине и измеряют наибольший зазор между ребром линейки и кромкой листа.
За отклонение от прямолинейности листа принимают наибольшее из измеренных значений.
8.2.2.6 Отклонение от прямоугольности измеряют линейкой, используя в качестве прямоугольной базы металлический угольник, длина одной стороны которого равна 1 м, а другой - не менее 0,5 м.
Угольник последовательно прикладывают ко всем углам листа так, чтобы его короткая сторона плотно прилегала к кромке листа, и измеряют максимальный зазор между стороной угольника длиной 1 м и кромкой листа. При необходимости допускается зачистка кромок.
За отклонение от прямоугольности листа принимают наибольшее из измеренных значений.
8.2.2.7 Отклонение от плоскостности измеряют линейкой, используя в качестве прямолинейной базы ребро металлической линейки длиной 1 м.
При измерении линейку последовательно прикладывают ребром к лицевой поверхности листа в направлении его диагоналей по всей их длине, каждый раз измеряя максимальный зазор между поверхностью листа и ребром линейки.
За отклонение от плоскостности принимают наибольшее из измеренных значений.
8.3 Определение предела прочности при изгибе
Сущность метода заключается в разрушении образца сосредоточенной нагрузкой, прикладываемой посередине пролета, по однопролетной схеме.
8.3.1 Средства испытания
Устройство любой конструкции, обеспечивающее приложение нагрузки со скоростью не более 50 Н/с и имеющее прибор для измерения разрушающей нагрузки с погрешностью не более 5 Н в требуемом диапазоне нагрузок.
Опоры и деталь, передающая нагрузку, в месте соприкосновения с образцом должны иметь цилиндрическую форму радиусом от 5 до 10 мм; длина опор и детали должна быть не менее ширины образца.
Штангенциркуль по ГОСТ 166.
Толщиномер по ГОСТ 11358.
Линейка с ценой деления не более 1 мм по ГОСТ 427.
От каждого отобранного для испытания листа вырезают по два образца длиной (220 ± 5) мм и шириной (100 ± 5) мм: первый образец - вдоль продольной, второй - вдоль поперечной кромки листа на расстоянии не менее 50 мм от кромок.
Образцы испытывают в воздушно-сухом состоянии. Перед испытанием образцы выдерживают в помещении лаборатории или цеха не менее 24 ч, располагая их на расстоянии не менее 10 мм друг от друга.
8.3.3 Проведение испытания
Испытание образцов проводят по схеме, приведенной на рисунке 2. Размеры, указанные на рисунке 2, должны быть выдержаны с погрешностью не более ± 1 %.

Рисунок 2 - Схема испытания образцов при определении прочности на изгиб
Образец укладывают на опоры лицевой поверхностью в сторону детали, передающей нагрузку, и доводят его до разрушения, повышая нагрузку со скоростью не более 50 Н/с. После разрушения образца измеряют его толщину и ширину. Толщину измеряют в трех точках по линии излома. За толщину образца принимают среднеарифметическое значение результатов трех измерений. Ширину измеряют поперек образца вблизи линии излома.
8.3.4 Обработка результатов
Предел прочности при изгибе σi, МПа, вычисляют по формуле
![]() (1)
(1)
где F - разрушающая нагрузка, Н;
l - расстояние между осями опор, м;
b - ширина образца, измеренная вблизи линии излома, мм;
t - толщина образца, измеренная по линии излома, мм;
10-6 - коэффициент пересчета Па в МПа.
Результат вычисления округляют до 0,1 МПа.
За предел прочности при изгибе листа принимают среднеарифметическое значение результатов испытаний двух образцов, вырезанных из данного листа.
За предел прочности при изгибе листов партии принимают среднеарифметическое значение результатов испытаний всех образцов.
8.4 Определение ударной вязкости
Сущность метода заключается в разрушении образца падающим маятником.
8.4.1 Средства испытания
Маятниковый копер КМ-02 или аналогичная модель.
Толщиномер по ГОСТ 11358.
Штангенциркуль по ГОСТ 166.
Емкость для воды.
8.4.2 Подготовка образцов
От каждого отобранного для испытания листа вырезают по два образца размерами (70 ± 3)´(25 ± 2) мм на расстоянии не менее 50 мм от кромок: первый образец вдоль продольной, второй - вдоль поперечной кромки листа.
Образцы испытывают в водонасыщенном состоянии. Перед испытанием образцы помещают не менее чем на 24 ч в емкость с водой так, чтобы уровень воды был выше образцов не менее чем на 30 мм.
Для проведения испытаний следует использовать водопроводную воду температурой (20 ± 5) °С.
8.4.3 Проведение испытаний
В зависимости от толщины испытуемых листов выбирают маятник необходимой массы и металлические прокладки необходимой толщины по таблице 4.
Таблица 4 - Параметры оборудования для определения ударной вязкости
|
Номинальная толщина листа, мм |
Пояс шкалы копра |
Толщина металлических прокладок под опорами копра, мм |
Предельное отклонение толщины металлических прокладок, мм |
Масса маятника, г |
Предельное отклонение массы маятника, г |
|
|
Прессованные и непрессованные листы |
6 |
Б |
9 |
±0,3 |
291 |
±2 |
|
7 |
||||||
|
8 |
В |
7 |
613 |
|||
|
10 |
5 |
|||||
|
12 |
Маятник закрепляют на оси копра, под опоры устанавливают металлические прокладки.
Образец устанавливают лицевой поверхностью в сторону приложения нагрузки на опоры копра, расстояние между которыми должно быть (50 ± 1) мм.
Маятник копра поднимают в исходное положение (угол зарядки 160°) и удерживают защелкой предохранителя.
Затем маятник опускают и измеряют работу, затраченную на разрушение образца. В месте излома образца измеряют его толщину в двух точках и ширину по прямой вблизи линии излома. За толщину принимают среднеарифметическое значение результатов двух измерений.
8.4.4 Обработка результатов
Ударную вязкость Rуд, кДж/м2, вычисляют по формуле
![]() (2)
(2)
где А - работа, затраченная на разрушение образца, кДж;
b - ширина образца, измеренная вблизи линии излома, м;
t - толщина образца, измеренная по линии излома, м.
За ударную вязкость листа принимают среднеарифметическое значение результатов испытаний двух образцов, вырезанных из этого листа.
За ударную вязкость листов партии принимают среднеарифметическое значение результатов испытаний всех образцов.
8.5 Определение плотности
Сущность метода заключается в определении массы и объема сухого образца.
8.5.1 Средства испытания
Сушильный лабораторный вентилируемый шкаф с перфорированными полками, позволяющий автоматически поддерживать температуру в пределах от 105 °С до 110 °С, или электроплитка.
Лабораторные технические весы с погрешностью взвешивания не более ±0,08 г по ГОСТ 24104.
Термометр по ГОСТ 28498.
Эксикатор по ГОСТ 25336.
Из каждого отобранного для испытания листа вырезают по два образца размерами (50 ± 5)´(50 ± 5) мм.
При контроле качества листов на предприятии-изготовителе допускается проводить отбор образцов из поперечных обрезков, образующихся при раскрое полуфабриката. При этом образцы отбирают последовательно из первой и третьей четверти длины обрезка, считая от одного края.
Вырезку образцов следует проводить без изменения их плотности, например, вырубкой инструментом в виде полого цилиндра, заточенного с внешней стороны.
Отобранные образцы хранят в герметичной емкости или в полиэтиленовом пакете и испытывают одновременно с контролем данной партии листов по другим показателям.
Результаты испытаний образцов, вырезанных из обрезков, сравнивают не реже одного раза в месяц с результатами испытаний образцов, вырезанных из готовых листов той же партии, а полученную разность результатов учитывают при последующих испытаниях.
Испытание проводят в такой последовательности:
- сушка образцов;
- охлаждение образцов;
- взвешивание высушенных образцов;
- насыщение образцов водой;
- взвешивание насыщенных водой образцов на воздухе;
- взвешивание насыщенных водой образцов в воде.
Результаты всех взвешиваний округляют до 0,1 г.
Образцы для сушки помещают на полки сушильного шкафа плашмя в один ряд на расстоянии не менее 3 мм друг от друга и от стенок шкафа.
Образцы сушат при температуре от 105 °С до 110 °С не менее 24 ч, если толщина их не превышает 15 мм, и не менее 48 ч - при толщине более 15 мм.
Допускается сушка образцов на электроплитке. На одной плитке следует сушить одновременно не более шести образцов, располагая их плашмя в один ряд.
Продолжительность сушки образцов на электроплитке должна быть не менее 30 мин при толщине образцов до 15 мм включительно, не менее 60 мин - при толщине более 15 мм.
Образцы охлаждают в эксикаторе.
После охлаждения высушенные образцы взвешивают и помещают в воду не менее чем на 30 мин, при этом уровень воды должен быть выше образцов не менее чем на 30 мм.
Перед взвешиванием с поверхности насыщенных водой образцов мягкой тканью удаляют капли воды.
Взвешивание каждого образца должно быть закончено не позднее чем через 5 мин после извлечения его из воды.
Затем насыщенные водой образцы взвешивают в воде на лабораторных весах с приспособлением для гидростатического взвешивания. При взвешивании образец должен быть полностью погружен в воду и не должен касаться стенок сосуда.
8.5.4 Обработка результатов
Плотность ρ, кг/м3 (г/см3), вычисляют по формуле
![]() (3)
(3)
где т - масса высушенного образца, кг (г);
m1 - масса насыщенного водой образца, взвешенного на воздухе, кг (г);
т2 - масса насыщенного водой образца, взвешенного в воде, кг (г);
ρв - плотность воды, принимаемая равной 1000 кг/м3 (1 г/см3).
За плотность листа принимают среднеарифметическое значение результатов испытаний двух образцов, вырезанных из этого листа.
За плотность листов партии принимают среднеарифметическое значение результатов испытаний всех образцов.
8.6 Определение морозостойкости
Сущность метода заключается в многократном попеременном замораживании и оттаивании насыщенных водой образцов.
8.6.1 Средства испытания
Морозильная камера, обеспечивающая температуру воздуха не выше минус 15 °С.
Набор кассет для размещения в них образцов в вертикальном положении на расстоянии не менее 20 мм друг от друга, обеспечивающих перемещение и установку кассеты одна на другую без каких-либо повреждений образцов.
Штангенциркуль по ГОСТ 166.
Толщиномер по ГОСТ 11358.
Линейка по ГОСТ 427.
Термометр по ГОСТ 28498.
Емкость для воды.
8.6.2 Подготовка образцов
От каждого отобранного для испытания листа вырезают по две пары образцов по 8.3.2. Первая пара образцов предназначена для испытания на морозостойкость (основные образцы), вторая является контрольной.
8.6.3 Проведение испытания
Основные образцы, предназначенные для испытания на морозостойкость, помещают в кассеты и все перемещения образцов проводят в кассетах.
Кассеты с образцами погружают не менее чем на 48 ч в емкость с водой так, чтобы уровень воды был выше образцов не менее чем на 30 мм.
После насыщения водой проводят попеременное замораживание и оттаивание основных образцов по следующему циклу:
- замораживание не менее 4 ч при температуре не выше минус 15 °С;
- оттаивание не менее 4 ч в воде при температуре не ниже плюс 10 °С.
Число циклов испытаний принимают в зависимости от типа листов по таблице 2.
После проведения установленного числа циклов попеременного замораживания и оттаивания тщательно осматривают образцы и устанавливают наличие расслоений и других повреждений, сравнивая основные образцы с контрольными.
Затем основные и контрольные образцы насыщают водой не менее 48 ч и испытывают на прочность при изгибе в соответствии с 8.3.
За предел прочности при изгибе основных образцов, подвергавшихся замораживанию и оттаиванию, принимают среднеарифметическое значение результатов испытаний всех основных образцов.
За предел прочности при изгибе контрольных образцов принимают среднеарифметическое значение результатов испытаний всех контрольных образцов.
8.6.4 Обработка результатов
Вычисляют остаточную прочность в процентах как отношение предела прочности при изгибе основных образцов к пределу прочности при изгибе контрольных образцов.
8.7 Определение прочности цветного покрытия на истирание
Сущность метода заключается в воздействии на цветное покрытие листа нормированного количества песка (см. 5.1.1.4).
8.7.1 Средства испытания
Устройство, состоящее из стеклянной трубки длиной (1800 ± 1) мм и внутренним диаметром (22 ± 3) мм, прикрепленной к деревянному штативу, конусообразной воронки, наружный диаметр стержня которой должен быть меньше внутреннего диаметра трубки, и ящика для установки образца и сбора песка (см. рисунок 3).
Песок для испытаний цементов по ГОСТ 6139.
8.7.2 Подготовка образцов
От каждого отобранного для испытания окрашенного листа вырезают по два образца размерами (200 ± 5) мм по длине и не менее 150 мм по ширине листа.
Допускается испытывать половинки образцов, оставшиеся после испытания листов на прочность при изгибе.
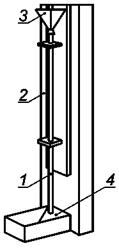
1 - стеклянная трубка; 2 - штатив; 3 - конусообразная воронка; 4 - ящик
Рисунок 3 - Устройство для определения прочности цветного покрытия на истирание
8.7.3 Проведение испытания
Испытуемый образец устанавливают в ящик под углом 45° ± 1° к трубке так, чтобы расстояние от центра выходного отверстия трубки до образца было (20 ± 3) мм.
В воронку, расположенную над трубкой, непрерывной струей насыпают (3 ± 0,1) кг песка, который, проходя через стеклянную трубку, попадает на образец.
После испытания на образце не должна быть видна неокрашенная поверхность.
9 Транспортирование и хранение
9.1 Транспортирование
9.1.1 Транспортирование листов проводят любым видом транспорта с соблюдением правил перевозки грузов, установленных для данного вида транспорта, и условий, предохраняющих изделия от механических повреждений.
Размещение и крепление листов должны проводиться в соответствии с действующими нормативными документами на погрузку и крепление грузов.
9.1.2 Листы транспортируют без упаковки и в пакетированном виде, в том числе:
- в транспортных пакетах, сформированных с использованием деревянных подкладок или поддонов. В качестве обвязок применяют проволоку по ГОСТ 3282, стальную ленту по ГОСТ 3560 или другие обвязочные средства, обеспечивающие сохранность листов. Количество обвязок, их сечение, размеры подкладок и поддонов устанавливаются предприятием-изготовителем или по согласованию потребителем;
- в специализированных кассетах.
Допускается по согласованию с потребителем отгрузка листов с использованием других средств пакетирования.
9.1.3 Габаритные размеры пакетов не должны превышать по длине 3900 мм, по ширине 1800 мм, по высоте 1500 мм; масса пакета не должна быть более 5000 кг.
9.1.4 Транспортные пакеты должны быть маркированы в соответствии с ГОСТ 14192 с указанием основных, дополнительных и информационных надписей, нанесенных на пакет или ярлык, надежно прикрепляемый к пакету.
9.1.5 Допускается транспортировать листы на поддонах в непакетированном виде в крытых железнодорожных вагонах, контейнерах или автомобильным транспортом.
При транспортировании листов в непакетированном виде они должны быть уложены в стопы и закреплены способом, исключающим их смещение.
Кромки непакетированных стоп при погрузке и разгрузке следует защищать уголками из досок.
9.1.6 Погрузка листов в железнодорожные вагоны и автомобильный транспорт и их разгрузка грузоподъемными механизмами должны проводиться двумя петлевыми текстильными стропами (с распоркой ветвей строп) или специальной траверсой.
Грузозахватные устройства должны иметь защитные приспособления, исключающие повреждение листов.
9.2 Хранение
9.2.1 Хранение листов у изготовителя должно осуществляться в соответствии с технологическим регламентом, утвержденным в установленном порядке, с соблюдением требований безопасности и сохранности листов.
9.2.2 Хранение листов у потребителя должно осуществляться на горизонтальных площадках в транспортных пакетах или на поддонах (подкладках) в стопах непакетированных листов.
Транспортные пакеты и стопы вместе с поддонами (подкладками) могут быть установлены друг на друга в штабели.
Установка транспортных пакетов или стоп с поддонами (подкладками) друг на друга должна проводиться в соответствии с требованиями безопасности. При этом общая высота штабеля из транспортных пакетов не должна превышать 3,5 м, а из стоп - 2,5 м.
9.2.3 Хранение листов с защитно-декоративным покрытием у потребителя должно осуществляться на горизонтальных площадках, защищенных от атмосферных осадков и прямых солнечных лучей.
Транспортные пакеты и непакетированные стопы листов с защитно-декоративным покрытием не допускается при хранении устанавливать друг на друга.
9.2.4 При погрузочно-разгрузочных, транспортно-складских и других работах не допускаются удары по листам и их сбрасывание с любой высоты.
10 Указания по применению
10.1 При применении листов следует руководствоваться нормативными документами и проектной документацией, утвержденными в установленном порядке, а также рекомендациями предприятия-изготовителя .
10.2 Потребитель листов должен обеспечиваться информацией по безопасному транспортированию, выполнению погрузочно-разгрузочных работ, хранению, обращению при монтаже и в процессе эксплуатации.
10.3 Для крепления листов рекомендуется применять крепежные элементы из коррозионно-стойкой стали.
Установку крепежных элементов на листах необходимо проводить в предварительно высверливаемые отверстия, диаметр которых на 2 - 3 мм больше диаметра стержня крепежного элемента.
10.4 При монтаже листов запрещается воздействие на них ударных нагрузок: пробивка отверстий, обрубка, разрубка и т.п.
11 Гарантии изготовителя
Изготовитель гарантирует соответствие листов требованиям настоящего стандарта при соблюдении потребителем установленных правил транспортирования, хранения и указаний по применению.
Приложение А
(рекомендуемое)
Метод определения водонепроницаемости
Сущность метода заключается в одностороннем воздействии воды на участок испытуемого образца в течение определенного времени.
Водонепроницаемость определяют для листов, применяемых в качестве кровельного материала. Водонепроницаемость листов должна быть не менее 24 ч.
Испытания проводят по просьбе потребителя или не более одного раза в квартал.
А.1 Средства испытания
Цилиндрическая трубка внутренним диаметром не менее 35 мм и длиной не менее 300 мм.
Штатив для закрепления трубки.
Герметизирующий материал (например, пластилин).
Опоры для установки образца.
А.2 Подготовка образцов
Водонепроницаемость определяют на образцах размером не менее 150 мм по длине листа.
Образцы перед испытанием выдерживают в помещении лаборатории или цеха в течение 24 ч.
А.3 Проведение испытания
Для проведения испытания образец укладывают на опоры лицевой поверхностью вверх.
Цилиндрическую трубку устанавливают на лицевой поверхности образца и закрепляют в штативе. Зазор между краями трубки и поверхностью образца герметизируют. Трубку заполняют водой на высоту (250 ± 2) мм от поверхности образца.
А.4 Оценка результатов
При проведении испытания по истечении 24 ч осматривают обратную (нелицевую) поверхность образца и устанавливают наличие или отсутствие на ней капель воды.
Отсутствие капель воды свидетельствует о водонепроницаемости листа.
Приложение Б
(рекомендуемое)
Метод определения водопоглощения
Сущность метода заключается в определении массы образца изделия в высушенном и водонасыщенном состояниях с последующим их сравнением.
Б.1 Средства испытания
Сушильный лабораторный вентилируемый шкаф с перфорированными полками, позволяющий автоматически поддерживать температуру в пределах от 105 °С до 110 °С, или электроплитка.
Лабораторные технические весы с погрешностью взвешивания не более ±0,08 г по ГОСТ 24104.
Термометр по ГОСТ 28498.
Эксикатор по ГОСТ 25336.
Вакуумметр по ГОСТ 2405.
Б.2 Подготовка образцов
Подготовка образцов - по 8.5.2.
Б.3 Проведение испытаний
Испытание образцов проводят в следующей последовательности:
- сушка образцов;
- охлаждение образцов;
- взвешивание высушенных образцов;
- насыщение образцов водой;
- взвешивание насыщенных водой образцов.
Сушку, охлаждение и взвешивание высушенных образцов проводят по 8.5.3.
Насыщение образцов водой проводят по 8.5.3 в течение 24 ч.
Допускается насыщение образцов в кипящей воде или методом вакуумирования.
При насыщении в кипящей воде образцы помещают в сосуд, заполненный водой и снабженный решеткой для обеспечения свободной циркуляции воды между образцами и дном сосуда.
Воду нагревают до кипения и выдерживают образцы в кипящей воде не менее 3 ч, после чего их охлаждают в той же воде до температуры помещения.
При насыщении вакуумированием образцы помещают в камеру, из которой откачивают воздух. Остаточное давление в камере не должно быть более 2 кПа. При этом давлении образцы выдерживают не менее 5 мин, после чего в камеру подают воду. Уровень воды должен быть выше образцов не менее чем на 30 мм. Насыщение образцов в условиях разрежения должно продолжаться не менее 5 мин.
После снятия разрежения до взвешивания образцы должны находиться в воде. После насыщения образцы взвешивают на лабораторных весах. Перед взвешиванием с поверхности каждого образца мягкой тканью удаляют капли воды.
Взвешивание каждого образца должно быть закончено не позднее чем через 5 мин после извлечения его из воды.
Б.4 Обработка результатов
Водопоглощение W, %, вычисляют по формуле
![]() (Б.1)
(Б.1)
где т - масса высушенного образца, кг;
m1 - масса образца, насыщенного водой, кг.
Результат вычисления округляют до 1 %.
За водопоглощение листа принимают среднеарифметическое значение результатов испытаний всех образцов, вырезанных из этого листа.
За водопоглощение партии листов (деталей) принимают среднеарифметическое значение результатов испытаний всех образцов партии.
Приложение В
(справочное)
Таблица В.1 - Справочная масса листов
|
Размер листа, мм |
Справочная масса листа, кг, при толщине, мм |
|||||||||
|
прессованного |
непрессованного |
|||||||||
|
6 |
7 |
8 |
10 |
12 |
6 |
7 |
8 |
10 |
12 |
|
|
3600´1570 |
72 |
84 |
93 |
116 |
135 |
66 |
76 |
86 |
105 |
122 |
|
3600´1500 |
70 |
75 |
92 |
115 |
128 |
64 |
68 |
85 |
104 |
117 |
|
3600´1200 |
56 |
60 |
74 |
92 |
103 |
51 |
54 |
67 |
84 |
93 |
|
3600´1120 |
50 |
56 |
64 |
80 |
96 |
43 |
51 |
58 |
72 |
87 |
|
3000´1570 |
60 |
65 |
75 |
93 |
112 |
55 |
63 |
65 |
85 |
102 |
|
3000´1500 |
59 |
62 |
78 |
96 |
107 |
53 |
56 |
70 |
87 |
97 |
|
3000´1200 |
47 |
50 |
57 |
71 |
86 |
43 |
45 |
57 |
70 |
78 |
|
3000´1120 |
40 |
47 |
53 |
67 |
80 |
36 |
42 |
48 |
60 |
73 |
|
2500´1570 |
47 |
54 |
62 |
77 |
93 |
46 |
53 |
57 |
71 |
85 |
|
2500´1500 |
44 |
52 |
59 |
74 |
89 |
44 |
50 |
54 |
68 |
81 |
|
2500´1200 |
38 |
42 |
51 |
64 |
71 |
35 |
38 |
46 |
58 |
65 |
|
2500´1120 |
33 |
39 |
44 |
55 |
67 |
30 |
35 |
40 |
50 |
60 |
|
2000´1570 |
37 |
44 |
50 |
62 |
75 |
37 |
42 |
46 |
57 |
68 |
|
2000´1500 |
36 |
42 |
48 |
59 |
71 |
35 |
40 |
44 |
54 |
65 |
|
2000´1200 |
28 |
33 |
38 |
48 |
57 |
30 |
32 |
35 |
43 |
52 |
|
2000´1120 |
27 |
31 |
35 |
44 |
53 |
26 |
30 |
33 |
41 |
48 |
|
1750´1570 |
33 |
38 |
44 |
54 |
65 |
30 |
34 |
39 |
49 |
59 |
|
1750´1500 |
31 |
33 |
42 |
52 |
62 |
28 |
33 |
38 |
47 |
57 |
|
1750´1200 |
25 |
29 |
33 |
42 |
50 |
23 |
26 |
30 |
38 |
45 |
|
1750´1120 |
23 |
27 |
31 |
39 |
47 |
21 |
25 |
28 |
35 |
42 |
|
1200´1570 |
22 |
26 |
30 |
37 |
45 |
20 |
24 |
27 |
34 |
41 |
|
1200´1500 |
21 |
25 |
29 |
36 |
43 |
19 |
23 |
26 |
32 |
39 |
|
1200´1200 |
17 |
20 |
23 |
29 |
34 |
15 |
18 |
21 |
26 |
31 |
|
1200´1120 |
16 |
19 |
21 |
27 |
32 |
14 |
17 |
19 |
24 |
29 |
|
Примечание - Значения массы листов получены расчетом с учетом влажности 10 % для прессованных листов и влажности 12 % - для непрессованных листов. Приведенные значения являются справочными и не могут быть использованы в качестве нормативных. |
||||||||||
Приложение Г
(обязательное)
Размеры символического изображения типа листов

Рисунок Г.1 - Размеры символического изображения типа листов
Ключевые слова: плоские хризотилцементные листы, основные параметры и размеры, правила приемки, методы испытаний