ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО
ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р (ИСО 14577-1:2002) |

Государственная система обеспечения единства
измерений
МЕТАЛЛЫ И СПЛАВЫ.
ИЗМЕРЕНИЕ ТВЕРДОСТИ И ДРУГИХ
ХАРАКТЕРИСТИК
МАТЕРИАЛОВ
ПРИ
ИНСТРУМЕНТАЛЬНОМ ИНДЕНТИРОВАНИИ
Часть 1
Метод испытаний
ISO
14577-1:2002
Metallic materials -
Instrumented indentation test for hardness and materials
parameters
- Part 1: Test method
(MOD)
|
|
Москва Стандартинформ 2013 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Всероссийским научно-исследовательским институтом физико-технических и радиотехнических измерений Федерального агентства по техническому регулированию и метрологии на основе собственного аутентичного перевода на русский язык международного стандарта, указанного в пункте 4
2 ВНЕСЕН Управлением метрологии Федерального агентства по техническому регулированию и метрологии
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 13 декабря 2011 г. № 1071-ст
4 Настоящий стандарт модифицирован по отношению к международному стандарту ИСО 14577-1:2002 «Материалы металлические. Определение твердости и других параметров материалов инструментальным методом вдавливания. Часть 1. Метод определения» (ISO 141577-1:2002 «Metallic materials - Instrumented indentation test for hardness and materials parameters - Part 1: Test method»). При этом дополнительные слова (фразы, показатели, их значения), включенные в текст стандарта для учета потребностей экономики Российской Федерации и/или особенностей российской национальной стандартизации, выделены подчеркиванием сплошной горизонтальной линией.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (подраздел 3.5)
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемом информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
СОДЕРЖАНИЕ
Введение
Под инструментальным индентированием понимается процесс, управляемый специальной испытательной установкой, при котором происходит непрерывное внедрение наконечника (алмазная пирамида Берковича, Виккерса, твердосплавный шарик и т.д.) в испытуемый образец под действием плавно возрастающей нагрузки с последующим ее снятием и регистрацией зависимости перемещения наконечника от нагрузки.
Твердость обычно определяют как сопротивление материала вдавливанию другого более твердого материала. Результаты, полученные при определении твердости по Роквеллу, Виккерсу и Бринеллю, определяют после снятия испытательной нагрузки. Поэтому влияние упругой деформации материала под воздействием наконечника (индентора) не учитывается.
Настоящий стандарт подготовлен для обеспечения возможности определения твердости и других механических характеристик материала путем совместного измерения нагрузки и перемещения наконечника во время индентирования. Прослеживая полный цикл нагружения и снятия испытательной нагрузки, можно определить значения твердости, эквивалентные значениям, измеренным классическими методами измерения твердости. Также этот метод позволяет определить дополнительные свойства материала, такие как его модуль упругости индентирования и упругопластическую твердость. Эти значения можно вычислить без оптического измерения отпечатка.
Стандарт разработан для обеспечения возможности получения многих характеристик путем проведения анализа данных после испытаний.
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Государственная система обеспечения единства измерений
МЕТАЛЛЫ И СПЛАВЫ.
ИЗМЕРЕНИЕ ТВЕРДОСТИ И ДРУГИХ ХАРАКТЕРИСТИК МАТЕРИАЛОВ
ПРИ
ИНСТРУМЕНТАЛЬНОМ ИНДЕНТИРОВАНИИ
Часть 1
Метод испытаний
State system for ensuring the uniformity of
measurements.
Metallic materials. Instrumented indentation test for hardness and materials
parameters.
Part
1. Test
method
Дата введения - 2013-05-01
1 Область применения
Настоящий стандарт устанавливает метод испытаний инструментальным индентированием для определения твердости и других характеристик материалов для трех диапазонов, указанных в таблице 1
Таблица 1 - Диапазоны применения метода
|
Микродиапазон |
Нанодиапазонa |
|
|
2 Н £ F £ 30 кН |
2 Н > F; h > 0, 2 мкм |
h £ 0, 2 мкм |
|
а Для нанодиапазона механическая деформация сильно зависит от формы вершины наконечника, и на результаты вычислений параметров материалов значительное влияние оказывает функция площади контактирующей области наконечника, используемого в установке для испытаний. Поэтому требуется тщательная калибровка прибора и формы наконечника, чтобы достичь единства воспроизведения характеристик материалов, определенных на разных установках. |
||
Макро- и микродиапазоны отличаются как испытательными нагрузками, так и глубиной индентирования.
Отметим, что микродиапазон характеризуется верхним пределом испытательной нагрузки (2 Н) и нижним пределом глубины индентирования (0,2 мкм).
Справочные материалы для определения твердости и других характеристик даны в приложении А.
При использовании наконечника пирамидальной или конической формы в зоне контакта возникает высокая концентрация механических напряжений, вследствие чего возможно его повреждение, поэтому для макродиапазона часто используют шариковые наконечники.
Для испытуемых образцов с очень высокими твердостью и модулем упругости следует учитывать влияние деформации наконечника на результаты измерений.
Примечание - Инструментальный метод индентирования можно также применять для тонких металлических покрытий и неметаллических материалов. В этом случае следует учитывать особенности, указанные в соответствующих стандартах (см. также 6.3).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 9450-76 Измерение микротвердости вдавливанием алмазных наконечников
ГОСТ 25142-82 Шероховатость поверхности. Термины и определения
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Обозначения
В таблице 2 приводятся основные обозначения, применяемые в стандарте (см. также рисунки 1 и 2).
Таблица 2 - Обозначения
|
Наименование |
Единица измерения |
|
|
α |
Угол при вершине наконечника |
° |
|
r |
Радиус сферического наконечника |
мм |
|
F |
Испытательная нагрузка |
Н |
|
Fmax |
Максимальная испытательная нагрузка |
Н |
|
h |
Глубина индентирования под действием испытательной нагрузки |
мм |
|
hmax |
Максимальная глубина индентирования при Fmax |
мм |
|
hr |
Точка пересечения касательной к кривой 2 при Fmax с осью перемещений (см. рисунок 1) |
мм |
|
hp |
Остаточная глубина отпечатка после снятия испытательной нагрузки |
мм |
|
hс |
Глубина погружения наконечника в испытательный образец при Fmax |
мм |
|
As (h) |
Площадь поперечного сечения наконечника на расстоянии h от вершины |
мм2 |
|
Ap (hc) |
Площадь поперечного сечения наконечника на расстоянии hc от вершины |
мм2 |
|
нм |
Твердость по шкале Мартенса |
- |
|
EIT |
Модуль упругости при индентировании |
Н/мм2 |
|
СIT |
Ползучесть при индентировании |
% |
|
Rit |
Релаксация при индентировании |
% |
|
Wtotal |
Полная механическая работа при индентировании |
Н × м |
|
Welast |
Работа упругой деформации при индентировании |
Н × м |
|
ηIT |
Отношение Welast/Wtotal |
% |
|
HMS |
Твердость по шкале Мартенса, определяемая по наклону кривой нагружения на F-h-диаграмме |
- |
|
Hit |
Твердость индентирования |
- |
|
Примечания 1 Допускается использование кратных или дольных единиц. 2 1 Н/мм2 = 1 МПа. |
||

1 - кривая, соответствующая
увеличению испытательной
нагрузки (нагружение);
2 - кривая,
соответствующая уменьшению испытательной нагрузки
(разгрузка);
3 - касательная к кривой 2 при Fmax
Рисунок 1 - Методика испытаний (F-h-диаграмма - зависимость нагрузки от глубины индентирования)
4 Основные положения
Непрерывное измерение значений нагрузки и глубины индентирования позволяет определить твердость и свойства материала (см. рисунки 1 и 2). Необходимо использовать наконечник из материала, более твердого, чем испытуемый материал, имеющий следующие формы:
a) алмазный наконечник в форме правильной четырехгранной пирамиды с углом α = 136° между противоположными гранями при вершине (алмазный наконечник Виккерса, см. рисунок А.1),
b) алмазная пирамида с треугольным основанием (например, пирамида Берковича, см. рисунок А.1),
c) шарик из твердого сплава (особенно для исследования материалов в упругой области),
d) алмазный сферический наконечник.
Настоящий стандарт не исключает использования наконечников другой формы, однако эту форму необходимо учитывать при интерпретации результатов, полученных с помощью таких наконечников. Можно также использовать другие материалы наконечника, например, сапфир.
Примечание - В связи с кристаллической структурой алмаза сферические наконечники не обладают идеальной сферической формой и зачастую являются многогранниками.
Методика измерений может быть реализована двумя способами:
- задавая нагрузку, измеряют вызываемое ею перемещение наконечника, и
- задавая перемещение наконечника, измеряют вызывающую это перемещение нагрузку.
Значения испытательной нагрузки F и соответствующей глубины индентирования h фиксируют в течение всего измерения. В результате получают данные по прикладываемой нагрузке и соответствующей глубине индентирования как функции времени, F-h-диаграмму (см. рисунок 1 и приложение В).
Для достоверного определения нагрузки и соответствующей ей глубины индентирования, для каждого цикла испытаний важно установить нулевую точку индентирования для кривой F-h (см. 7.3). При измерении зависимых от времени эффектов:
a) с помощью метода контроля испытательной нагрузки прикладываемую нагрузку поддерживают постоянной в течение определенного периода времени, а изменение глубины индентирования измеряют как функцию времени выдержки под нагрузкой (см. рисунки А.3 и В.1).
b) с помощью метода контролируемой глубины глубину индентирования поддерживают постоянной в течение определенного периода времени, а изменение прикладываемой нагрузки измеряют как функцию времени удержания фиксированной глубины индентирования (см. рисунки А.4 и В.2).
Два вышеупомянутых метода дают различные результаты в сегментах (2) и (6) кривых на рисунках В.1а) и В.2b) или на рисунках В.1b) и В.2а).
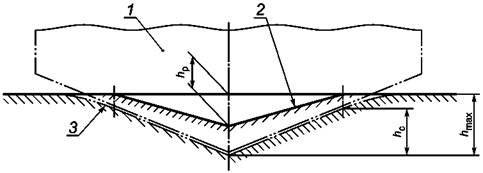
1 - наконечник; 2 - поверхность отпечатка в испытательном образце после полной разгрузки; 3 - поверхность соприкасания испытуемого образца с наконечником при максимальных глубине индентирования и испытательной нагрузке
Рисунок 2 - Схема продольного сечения зоны индентирования
5 Установка для испытаний
5.1 Конструкция установки для испытаний должна обеспечивать возможность приложения заданных испытательных нагрузок и удовлетворять требованиям [1].
5.2 Конструкция установки для испытаний должна обеспечивать возможность измерений и записи значений прикладываемой нагрузки, перемещения и времени на всем цикле испытаний.
5.3 Конструкция установки для испытаний должна обеспечивать возможность компенсации собственной податливости и использования соответствующей функции площади наконечника (см. приложение С настоящего стандарта и [1] (пункты 4.5 и 4.6)).
5.4 Наконечники, используемые в установке для испытаний, могут иметь формы, указанные в [1] и ГОСТ 9450. (Дополнительная информация об алмазных наконечниках приведена в приложении D).
5.5 Установка для испытаний должна быть откалибрована в рабочем диапазоне температур в соответствии с Руководством по эксплуатации.
Установка для испытаний должна работать в температурном диапазоне, указанном в 7.1, и быть откалибрована в соответствии с предписаниями [1] (пункт 4.4.3)
6 Испытуемый образец
6.1 Испытания должны выполняться в такой области поверхности образца, которая позволит определить F-h-диаграмму индентирования для соответствующего диапазона и с требуемой неопределенностью. В области контакта наконечника с испытуемым образцом не должно быть жидкостей или смазочных материалов, за исключением мест, где это необходимо для выполнения испытания, что должно быть зафиксировано в протоколе измерений. Не допускается попадание посторонних веществ (частиц пыли) в область контакта.
Влияние шероховатости поверхности испытуемого образца на неопределенность результатов измерений приведено в приложении Е. Финишная обработка поверхности образца может оказывать значительное влияние на результаты измерений.
Поверхность образца должна быть перпендикулярна коси приложения нагрузки.
При расчете неопределенности следует учитывать наклон поверхности образца. Обычно отклонение перпендикуляра к поверхности образца от оси приложения нагрузки составляет менее 1°.
6.2 Подготовка поверхности образца должна выполняться так, чтобы минимизировать любые изменения поверхностной твердости, например, связанные с холодной обработкой.
В связи с небольшой глубиной индентирования в микро- и нанодиапазоне во время подготовки поверхности образца следует предпринимать особые меры предосторожности. Необходимо использовать процесс полировки, подходящий для конкретных материалов (например, электрополировку).
6.3 Толщина испытуемого образца должна быть достаточно большой (или достаточно малой должна быть глубина индентирования), чтобы влияние подложки на результат измерения было малым. Толщина испытуемого образца должна превышать глубину индентирования минимум в 10 раз или в 3 раза превышать диаметр зоны индентирования (см. примечание в 7.7).
При испытании покрытий толщина покрытия должна рассматриваться как толщина испытуемого образца.
Примечание - Эти ограничения обоснованы эмпирически. Точные пределы влияния подложки на результаты измерения механических свойств испытуемого образца зависят от геометрии используемого наконечника и свойств материалов испытуемого образца и подложки.
7 Методика
7.1 Температуру при испытаниях следует регистрировать. Как правило, измерения проводятся в диапазоне температуры окружающей среды от 10 °С до 35 °С.
Нестабильность температуры оказывает большее влияние на точность измерений, чем само значение температуры в процессе измерений. Любая вносимая поправка должна протоколироваться вместе с соответствующей неопределенностью. Рекомендуется проводить измерения, в частности в нано- и микродиапазонах, в контролируемых климатических условиях: в температурном диапазоне (23 ± 5) °С и относительной влажности менее 50 %.
Из-за требований высокой точности измерения глубины отдельные испытания должны выполняться в моменты, когда температура стабильна. Это означает, что:
- испытуемые образцы должны приобрести температуру окружающей среды еще до проведения испытания;
- температура измерительной установки должна быть стабильной (следует свериться с руководством по эксплуатации);
- следует уменьшать воздействия внешних источников, которые могут вызывать температурные изменения во время отдельного измерения.
Чтобы минимизировать температурный дрейф, температуру измерительной установки нужно поддерживать постоянной в течение всего цикла измерений или ввести поправку на температурный дрейф (см. 7.5 и [1] (пункт 4.4.3).
Следует протоколировать неопределенность результатов измерений, вызванную температурным дрейфом.
7.2 Образец должен быть закреплен на опорной поверхности измерительной установки так, чтобы ее работа строго соответствовала заданным условиям. Образец устанавливают на опорной поверхности или закрепляют в держателе строго перпендикулярно к направлению индентирования. Контактные поверхности между образцом, опорной поверхностью или держателем не должны содержать посторонних веществ, которые могут снизить жесткость закрепления образца.
7.3 Нулевая точка при измерениях на кривой нагрузка/глубина индентирования устанавливается для каждого набора данных по результатам измерений. Она соответствует первому контакту наконечника с образцом. Неопределенность нахождения нулевой точки необходимо протоколировать. Эта неопределенность должна быть менее 1 % максимальной глубины индентирования для макро- и микродиапазона. Для нанодиапазона она может превышать 1 %, и в этом случае значение неопределенности должно быть внесено в протокол измерений.
Должно быть записано достаточное число данных при приближении наконечника к поверхности образца и на участке индентирования до 10 % максимальной глубины, чтобы нулевую точку можно было установить с требуемой неопределенностью. Рекомендуется один из следующих методов:
1) Нулевая точка вычисляется аппроксимацией зависимости нагрузки от перемещения на F-h-диаграмме, например, полиномом второй степени. Подбор коэффициентов полинома выполняется для глубин индентирования от нуля до глубин не более 10 % максимальной. Неопределенность вычисленной нулевой точки зависит от параметров подгонки аппроксимирующей функции и области аппроксимации.
На начальную часть кривой индентирования (например, до 5 %) могут влиять вибрации или другие помехи. В начале измерения наконечник надо подводить предельно близко к поверхности образца, не допуская появления трещин или пластической деформации его поверхности.
2) Нулевая точка - это точка касания, определяемая при первом регистрируемом значении увеличения или прикладываемой нагрузки, или контактной жесткости. В этой координате касания значение шага изменения прикладываемой нагрузки или смещения должны быть достаточно малы, чтобы неопределенность нулевой точки была меньше требуемого значения.
Примечание - Типовые значения минимальных шагов изменения прикладываемой нагрузки для макродиапазона составляют 10-4 Fmax, а для микро- и нанодиапазона - менее 5 мкН.
7.4 В испытательном цикле задается или прикладываемая нагрузка, или глубина индентирования. Контролируемые параметры могут меняться непрерывно или дискретно. Протокол должен содержать детальное описание всех особенностей испытательного цикла, в том числе:
a) задаваемое значение (нагрузки или перемещения наконечника, а также дискретного или непрерывного изменения задаваемого параметра);
b) максимальную нагрузку (или перемещение наконечника);
c) скорость нагружения (или скорость перемещения наконечника);
d) длительность и положение каждого шага нагружения;
e) частоту регистрации данных (или число точек).
Примечание - Обычные значения: время приложения нагрузки и ее снятия - 30 с; время удержания максимальной нагрузки - 30 с; интервал времени выдержки с постоянной нагрузкой, чтобы измерить тепловой дрейф, - 60 с (при контакте или после снятия 90 % максимальной нагрузки).
Для получения сравнимых результатов измерения следует учитывать время, затраченное на само измерение.
7.5 Испытательную нагрузку следует прикладывать без каких-либо ударов или вибраций, поскольку они могут заметно влиять на результаты измерений как нагрузки, так и перемещений при достижении точно определенных значений. Значения нагрузки и перемещения наконечника следует регистрировать через интервалы времени, установленные протоколом.
Во время определения координаты касания наконечника с образцом скорость подвода наконечника должна быть достаточно низкой, чтобы механические свойства поверхности не менялись под воздействием удара.
При индентировании в микродиапазоне скорость индентирования должна быть не более 2 мкм/с. Обычно скорость подвода наконечника перед касанием при измерениях в микро- и нанодиапазоне составляет 10 нм/с - 20 нм/с или менее.
Примечание - В настоящее время точные пределы допустимой скорости подвода наконечника для макродиапазона неизвестны. Пользователям рекомендуется вносить информацию о скорости подвода в протокол.
Значения нагрузки/глубины индентирования/времени могут сравниваться лишь в случае одинаковых испытательных циклов, имеющих один и тот же профиль. Испытательный цикл описывается или в значениях прикладываемых нагрузок, или в значениях перемещения наконечника как функции времени. Применяются два основных типа цикла:
a) с постоянной скоростью нагружения;
b) с постоянной скоростью перемещения наконечника.
Скорость снятия приложенной нагрузки может быть произвольной в зависимости от того, как должны регистрироваться наборы данных во время снятия нагрузки для последующего анализа.
Для каждого испытательного цикла должна быть определена скорость дрейфа результатов измерения. Это выполняется для микро- и нанодиапазона путем снятия данных за определенный интервал времени выдержки при внедренном наконечнике или во время снятия нагрузки (обычно от 10 % до 20 % максимальной нагрузки).
В макродиапазоне скорость дрейфа результатов измерения можно получить на основе данных измерений температуры и знаний о дрейфовых характеристиках прибора.
Данные по приложенной нагрузке и глубине индентирования следует корректировать с помощью измеренной скорости дрейфа.
Выдержку при максимальной нагрузке можно использовать для того, чтобы убедиться в завершении переходных деформационных процессов до начала снятия нагрузки.
7.6 Во время выполнения измерений установка для испытаний должна быть защищена от ударов и вибраций, воздушных потоков и температурных колебаний, которые могут значительно повлиять на результаты измерений.
7.7 Важно, чтобы на результаты измерений не влияло наличие в области контакта границ образца наплывов и впадин, вызванных предыдущими индентированиями в серии. Любой из упомянутых факторов влияет на геометрию отпечатка и на свойства материала образца. Отпечатки должны отстоять от границ образца на расстояние минимум трех их диаметров, и минимальное расстояние между отпечатками должно, как минимум, в пять раз превышать самый большой диаметр отпечатка.
Диаметром отпечатка является диаметр отпечатка круглой формы, образованный от индентирования сферическим наконечником на поверхности испытуемого образца. Для отпечатков некгруглой формы диаметром отпечатка является диаметр наименьшего круга, описывающего отпечаток. На углах отпечатка могут возникнуть трещины. В этом случае диаметр отпечатка должен описывать трещины.
Примечание - Указанные минимальные расстояния наиболее подходят для керамических материалов и металлов, таких как железо и его сплавы. Что касается других материалов, рекомендуется отдалять отпечатки один от другого на расстояние, по крайней мере, в десять диаметров отпечатка.
Если появляются сомнения в воспроизводимости результатов измерений, рекомендуется сравнивать результат измерения с результатами других индентирований в этой же серии. Если разница значительна, то, вероятно, отпечатки были слишком близки друг к другу и следует увеличить расстояние между ними в два раза.
8 Неопределенность результатов измерений
Полная оценка неопределенности результатов измерений выполняется в соответствии с [2] и [17].
Неопределенность результатов измерений является совокупностью неопределенностей ряда источников. Их можно разделить на два типа:
a) составляющими неопределенности типа А являются:
- неопределенность нулевой точки;
- неопределенность измерения прикладываемой нагрузки и перемещения наконечника (под влиянием вибраций и изменений магнитного поля);
- неопределенность аппроксимации кривых зависимости нагрузки от глубины индентирования на F-h-диаграмме;
- неопределенность, связанная с тепловым дрейфом;
- неопределенность площади контакта с учетом шероховатости поверхности;
- неопределенность, связанная с неоднородностью испытуемого образца.
b) составляющими неопределенности типа В являются:
- неопределенность, вызванная прикладываемой нагрузкой и перемещением наконечника;
- неопределенность, вызванная податливостью установки для испытаний;
- неопределенность, вызванная определением значения функции площади наконечника;
- неопределенность, вызванная дрейфом характеристик установки для испытаний после калибровки. Дрейф связан с отклонением температуры установки от номинальной и временем, прошедшим после последней калибровки;
- неопределенность, вызванная наклоном поверхности образца.
Примечание - Не всегда можно количественно определить вклад всех указанных значений в неопределенность. В этом случае оценка стандартной неопределенности типа А может быть получена с помощью статистического анализа при повторных индентированиях в испытуемый материал. Следует помнить, что если неопределенность типа В уже учтена при вычислении неопределенностей типа А, то ее не нужно учитывать второй раз (см. пункт 4 [2]).
9 Протокол измерений
Протокол измерений должен содержать следующую информацию:
a) ссылки на настоящий стандарт;
b) всю информацию, необходимую для идентификации образца;
c) материал и форму наконечника, а в случае необходимости - подробные данные о функции площади наконечника;
d) измерительный цикл (метод контроля и полное описание профиля цикла); это должно включать в себя следующее:
1) заданные значения величин;
2) скорость и время приложения нагрузки или смещение наконечника;
3) начало и длительность выдержки под определенной нагрузкой;
4) интервалы регистрации данных или число точек, регистрируемых в каждой части цикла;
e) полученные результаты, расширенная неопределенность и число испытаний;
f) метод, применяемый для определения нулевой точки;
g) все дополнительные операции, не указанные в настоящем стандарте или считающиеся необязательными;
h) любые детали, способные повлиять на результаты;
i) значение температуры при испытаниях;
j) дату и время проведения испытаний;
k) методы анализа;
l) в случае необходимости всю согласованную дополнительную информацию, включая определение значений величин по F-h-диаграмме, а также подробную информацию о бюджете неопределенностей.
Примечание - Рекомендуется указывать в протоколе измерений расположение отпечатков на образце.
Приложение А
(обязательное)
Параметры материалов, определяемые методом инструментального индентирования
А.1 Общая часть
Наборы значений данных (нагрузка - глубина индентирования), полученные с помощью приборов, можно использовать для вычисления ряда параметров материала.
А.2 Твердость по шкалам Мартенса НМ1)
______________
1) Предыдущее обозначение универсальной твердости - HU, см. [3].
А.2.1 Определение твердости по шкалам Мартенса, НМ
Твердость по шкалам Мартенса измеряют под приложенной испытательной нагрузкой. Числа твердости по шкалам Мартенса определяют по F-h-диаграмме во время роста испытательной нагрузки (желательно после достижения заданного испытательного усилия). При измерении твердости по шкалам Мартенса учитывают и пластическую, и упругую деформации, так что данное значение твердости можно вычислить для всех материалов.
Твердость по шкалам Мартенса определяют для обоих пирамидальных наконечников, показанных на рисунке А.1. Ее не определяют для наконечника Кнуппа или для шариковых наконечников.
При вычислении твердости по шкалам Мартенса приложенную нагрузку F делят на функцию площади поверхности As (h) рабочей части наконечника. Числа твердости по шкалам Мартенса обозначают НМ.
|
а) Алмазный наконечник Виккерса |
b) Алмазный наконечник Берковича |
|
|
|
|
(A.1) |
|
|
|
(A.2) |
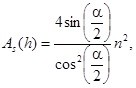
Для глубины индентирования менее 6 мкм нельзя использовать теоретическую функцию (А.2), определяющую площадь сечения наконечника, поскольку все упомянутые наконечники имеют некоторую закругленность вершины, а наконечники со сферическим концом (сферические и конические) имеют отклонение от сферичности. Знание точной функции, определяющей площадь поперечного сечения данного наконечника, особенно важно для глубин индентирования менее 6 мкм и подходит для всех глубин (см. 4.2.1 и 4.6 в [1]).
Для глубины индентирования менее 6 мкм необходимо использовать реальную функцию площади наконечника As (h), см. приложение Е и [4].
Примечания
1 Для обеспечения измерений значений твердости рекомендуется использовать испытательные нагрузки 1 Н; 2,5 Н; 5 Н и 10 Н и их десятичные кратные единицы.
2 В отдельных случаях может быть полезным удерживать заданную испытательную нагрузку дольше установленного временного интервала. Длительность выдержки под нагрузкой должна фиксироваться с точностью 0,5 с. На рисунке А.2 дана область применения шкал твердости Мартенса.

Рисунок А.1 - Форма наконечников для определения НМ

1 - макродиапазон; 2 - микродиапазон; 3 - нанодиапазон; 4 - резина; 5 - пластмасса; 6 - цветные металлы; 7 - сталь; 8 - твердые сплавы, керамика
Рисунок А.2 - Соотношение между твердостью по шкалам Мартенса, глубиной индентирования и испытательной нагрузкой
Обозначение твердости по шкалам Мартенса, НМ

А.3 Твердость по шкалам Мартенса, определенная по наклону кривой нагружения на F-h-диаграмме, HMS
А.3.1 Определение твердости по шкалам Мартенса, HMS
Метод определения твердости по шкалам Мартенса, вычисляемой по наклону кривой нагружения на F-h-диаграмме, не нуждается в определении «нулевой точки» в случае однородных материалов.
Для однородных материалов (размеры неоднородностей в районе поверхности невелики относительно глубины индентирования) следующее уравнение действительно (по крайней мере, на участке между 50 % - 90 % Fmax) для кривой нагружения на F-h-диаграмме
![]() (А.3)
(А.3)
Наклон т можно определить путем линейной регрессии результатов измерений в соответствии с уравнением А.3. В этом случае можно определить твердость с помощью следующей модификации метода, по наклону кривой нагружения на F-h-диаграмме
![]() (A.4)
(A.4)
где![]() 26,43 для наконечника Виккерса
26,43 для наконечника Виккерса
26,44 для наконечника Берковича.
А.3.2 Обозначение чисел твердости по шкалам Мартенса, HMS
Твердость по шкалам Мартенса, определяемая по наклону кривой нагружения на F-h-диаграмме, обозначается как HMS

Примечания
1 Преимущество определения твердости по шкалам Мартенса по наклону кривой возрастания нагрузки на F-h-диаграмме заключается в независимости полученного значения твердости от неопределенности, связанной с нахождением «нулевой точки» и шероховатости образца. Вибрации также мало влияют на результаты определения твердости по шкале HMS. Для образцов, обладающих разной твердостью на разных глубинах индентирования, значения твердости HMS будут отличаться от значений НМ, определенных по формуле (А.1).
2 В отличие от твердости по шкалам Бринелля, Роквелла, Виккерса и НМ, твердость HMS включает в себя не только сопротивление пластической деформации, но и сопротивление упругой деформации.
А.4 Твердость индентирования НIT, определяемая инструментальным методом индентирования
А.4.1 Определение твердости индентирования НIТ
Твердость индентирования НIT является характеристикой сопротивления постоянной деформации или разрушения образца.
![]() (A.5)
(A.5)
где Fmax - максимальная приложенная нагрузка;
Аp - площадь поперечного сечения контактной поверхности между наконечником и испытуемым образцом, определяемая по кривой возрастания нагрузки на f-h-диаграмме и функции площади наконечника (см. [1] 4.5.2).
Уравнение (А.5) определяет твердость как отношение максимальной приложенной нагрузки, разделенной на площадь поперечного сечения контактной поверхности между наконечником и испытуемым образцом. Это определение соответствует предложенному Мейером (см. [5]).
Для глубины индентирования менее 6 мкм нельзя использовать теоретическую функцию (А.2), определяющую площадь сечения наконечника, поскольку все упомянутые наконечники имеют некоторую закругленность вершины, а наконечники со сферическим концом (сферические и конические) имеют отклонение от сферичности. Знание точной функции, определяющей площадь поперечного сечения данного наконечника, особенно важно для глубин индентирования менее 6 мкм и подходит для всех глубин (см. [1] 4.2.1 и 4.6).
Примечание - Функция площади наконечника обычно выражается как математическая функция зависимости площади поперечного сечения наконечника от расстояния до его вершины. Если функцию площади невозможно выразить относительно простой (кубической или полиномной) функцией, то ее нужно определить графически или с помощью справочной таблицы. В качестве альтернативы можно использовать другую математическую функцию или принятую сплайновую функцию, чтобы описать различные части наконечника.
Для глубины индентирования более 6 мкм первое приближение площади Ар определяется из теоретической формы наконечника:
для идеального наконечника Виккерса и для модифицированного наконечника Берковича (см. [1] (4.2.3):
Aр = 24,5hc2,
для идеального наконечника Берковича:
Ар = 23,96hc2,
где hc - глубина контакта наконечника с испытуемым образцом, вычисленная следующим образом:
hc = hmax - ε(hmax - hr).
На рисунке 2 схематически показано продольное сечение зоны индентирования во время эксперимента. Теоретическая основа метода определения глубины контакта дана в [6]. Глубину контакта оценивают по кривой разгрузки на F-h-диаграмме с помощью касательной к кривой в точке hr и максимального смещения hmax, с поправкой на упругое смещение поверхности в соответствии с анализом Снеддона [7], где ε зависит от геометрии наконечника (см. таблицу А.1).
Таблица А.1 - Поправочный коэффициент ε для различных наконечников
|
Тип наконечника |
ε |
|
Цилиндрический с плоским торцом |
1 |
|
Конический |
2(π - 2)/π = 0,73 |
|
Параболоид вращения (включая сферический) |
3/4 |
|
Беркович, Виккерс |
3/4 |
hr получаем из F-h-диаграммы; это пересечение касательной к кривой разгрузки при Fmax с осью перемещений. Для определения hr могут использоваться различные методы, которые можно описать двумя способами:
a) метод на основе линейной экстраполяции (см. [8]): предполагается линейность начальной части кривой разгрузки на F-h-диаграмме и эта линейная часть просто экстраполируется до пересечения с осью перемещений.
Примечание - Этот метод может быть хорошей аппроксимацией для пластичных материалов (например, алюминий, вольфрам);
b) метод на основе степенной зависимости (см. [6]): в этом методе предполагается, что начальная часть кривой разгрузки нелинейна и может описываться простой степенной зависимостью
F = K(h - hp)m,
где К - постоянная, a m - это показатель степени, зависящий от геометрии наконечника.
Как правило, для регрессионной процедуры берут значения испытательной нагрузки больше 80 % максимального значения, доля от максимального значения нагрузки может меняться с учетом «качества» кривой разгрузки. Если нужно использовать для регрессии данные кривой снятия нагрузки до 50 % или меньше, то эксперимент с индентированием нужно рассматривать как неоднозначный и определиться с его интерпретацией. Касательную находят дифференцированием кривой разгрузки на F-h-диаграмме при Fmax. Пересечение этой касательной с осью перемещений дает hr. Информация относительно корреляции НIT с другими шкалами твердости приведена в приложении F.
Обозначение твердости индентирования НIТ

А.5 Модуль упругости EIT, определяемый инструментальным методом индентирования
А.5.1 Определение модуля EIT
Модуль EIT можно вычислить по наклону касательной к кривой разгрузки на F-h-диаграмме (см. А.4). Его значение близко к значению модуля Юнга материала (модуля продольной упругости). Однако, если на образце присутствуют наплывы или впадины, может возникнуть значительная разница между модулем EIT и модулем Юнга.
Значение модуля EIT следует вычислять по формуле
 (A.6)
(A.6)
где vs - коэффициент Пуассона материала испытуемого образца (значение vs предполагается известным);
vi - коэффициент Пуассона материала наконечника (для алмаза 0,07) (см. [9]);
Ei - модуль упругости наконечника (для алмаза 1,14 × 106 Н/мм2) (см. [9]);
 - приведенный модуль упругости в области индентирования;
- приведенный модуль упругости в области индентирования;
С - податливость в месте контакта, т.е., C = dh/dF, определенная по кривой снятия нагрузки при максимальной нагрузке (величина, обратная контактной жесткости);
Аp - площадь поперечного сечения контактной поверхности между наконечником и испытуемым образцом, определяемая по кривой нагружения на F-h-диаграмме и функции площади наконечника, см. [1] (пункт 4.5.2).
Для h > 6 мкм верно следующее:
![]() = 4,950hc - для наконечника Виккерса и модифицированного наконечника Берковича;
= 4,950hc - для наконечника Виккерса и модифицированного наконечника Берковича;
![]() = 4,896hc
- для наконечника Берковича.
= 4,896hc
- для наконечника Берковича.
Примечание - Соотношение для Er написано на основании предположения, что площадь контакта симметрична относительно оси наконечника. В [10] предлагается поправка для пирамидальных наконечников.
А.5.2 Обозначение модуля упругости EIT

Примечание - Для некоторых материалов имеется корреляция между EIT и табличными значениями модуля Юнга для металлов и металлических сплавов (см. [11], [12]).
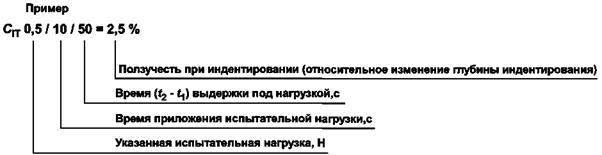
А.6 Ползучесть при индентировании СIТ
А.6.1 Определение ползучести при индентировании СIТ
Если глубина индентирования измеряется при постоянной испытательной нагрузке, можно вычислить относительное изменение глубины индентирования. Это значение называется ползучестью материала (см. рисунки В.1а), В.1b), и его вычисляют по формуле
![]() (A.8)
(A.8)
где h1 - глубина индентирования при достижении испытательной нагрузки, поддерживаемой постоянной с момента t1, мм;
h2 - глубина индентирования в момент t2 после выдержки под нагрузкой, мм.
Примечание - Тепловой дрейф может оказывать сильное влияние на полученное значение ползучести.
А.6.2 Обозначение ползучести при инструментальном индентировании CiT

1 - увеличение испытательной нагрузки; 2 - выдержка под нагрузкой от t1 до t2
Рисунок А.3 - Ползучесть при индентировании
А.7 Релаксация при инструментальном индентировании RIТ
А.7.1 Определение релаксации при инструментальном индентировании RIТ
Если изменение прикладываемой нагрузки измеряют при постоянной глубине индентирования, можно вычислить относительное изменение испытательной нагрузки. Это называется релаксацией материала (см. рисунки В.2а), В.2b) и вычисляется по формуле
![]() (A.9)
(A.9)
где F1 - нагрузка при достижении заданной и поддерживаемой постоянной глубины индентирования, Н;
F2 - нагрузка, при которой глубина индентирования поддерживается постоянной, Н.
А.7.2 Обозначение релаксации при инструментальном индентировании RIТ


1 - рост глубины индентирования от нуля до заданного значения; 2 - глубину индентирования поддерживают постоянной в интервале времени от t1 до t2
Рисунок А.4 - Динамика релаксации при индентировании
А.8 Пластическая и упругая составляющие работы при инструментальном индентировании
А.8.1 Определение пластической и упругой составляющих работы при инструментальном индентировании
Механическая работа Wtotal, совершенная при индентировании, лишь отчасти тратится на пластическую
деформацию
Wplast. При снятии приложенной нагрузки часть работы (работа упругой деформации Welast) освобождается. В соответствии с определением механической работы как W=![]() обе составляющие механической работы представлены разными областями на рисунке А.5. Соотношение (А.10) содержит информацию, характеризующую испытуемый образец
обе составляющие механической работы представлены разными областями на рисунке А.5. Соотношение (А.10) содержит информацию, характеризующую испытуемый образец
где Wtotal = Welast + Wplast.
Пластическая составляющая равна
(1 - ηIT)100 %. (А.11)
А.8.2 Обозначение упругой составляющей работы при инструментальном индентировании ηIT
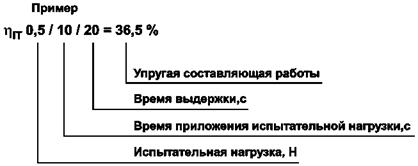

Рисунок А.5 - Пластическая и упругая составляющие работы по индентированию
Приложение В
(справочное)
Типы испытательных циклов инструментального индентирования

1 - приложение испытательной нагрузки; 2 - максимальная испытательная нагрузка; 3 - снятие испытательной нагрузки; 4 - испытательная нагрузка равна нулю; 8 - ползучесть при индентировании; 9 - восстановление при нулевой испытательной нагрузке
Рисунок В.1

5 - приложение глубины индентирования; 6 - максимальная глубина индентирования; 7 - уменьшение глубины индентирования 8; 10 - релаксация при максимальной глубине индентирования
Рисунок В.2
Приложение С
(обязательное)
Податливость установки и функция площади наконечника
С.1 Податливость установки
Приложенная испытательная нагрузка воздействует не только на поверхности испытуемого образца, но и на детали испытательной установки, которые при этом упруго деформируются.
Упругая деформация испытательной установки вызывает кажущееся увеличение измеряемой глубины индентирования, которое не проявляется при контакте во время индентирования, а возникает между контрольными плоскостями в установке для испытаний.
Обычно дополнительная кажущаяся глубина индентирования, связанная с деформацией установки для испытаний, пропорциональна прилагаемому усилию. Эта дополнительная податливость установки должна учитываться при всех нагрузках, поскольку она непосредственно влияет на увеличение hmax и уменьшение наклона касательной к кривой снятия испытательной нагрузки. Абсолютное увеличение измеряемого значения hmax особенно значительно при высоких прилагаемых нагрузках.
Процедуры определения податливости установки в соответствии с принятыми методами (см. [1] (пункт 4.5), [8], [13]) должны сообщаться производителем установки для испытаний. Податливость установки может оказывать особенно заметное влияние на результаты измерений тогда, когда перемещение наконечника отсчитывается от нижней точки. Производитель установки должен определять податливость установки до ее поставки.
С.2 Функция площади наконечника
Вычисление параметров, описанных в А.2, А.4 и А.5, основано на определении площади контакта (или площади поперечного сечения) наконечника. Однако в процессе индентирования измеряют глубину индентирования, а не площадь. Существенные различия можно обнаружить при сравнении действительной площади контакта с площадью, вычисленной в предположении идеальной геометрии наконечника, в частности, при небольшой глубине индентирования.
Эти различия связаны со скруглением вершины наконечника, в случае с пирамидой Виккерса, на перемычке, и отклонением от указанного угла наконечника, что относится к обычным производственным допускам. Кроме того, действительная площадь контакта изменяется в связи с изношенностью вершины наконечника.
Для достижения сопоставимости результатов необходимо определить действительную площадь контакта (или проектируемую площадь контакта) и использовать ее в вычислениях параметров материалов.
Возможны три метода определения функции площади наконечника:
- метод прямого измерения с помощью атомного силового микроскопа (AFM) (см. [14]);
- косвенно, используя индентирование в материал с известным модулем Юнга (см. [8]);
- косвенно, наблюдая отклонения от твердости, вычисленные с помощью измеренной испытательной нагрузки и соответствующей глубины индентирования (с твердостью, независимой от глубины индентирования). Этот метод нуждается в специальных контрольных материалах (например, кварцевом стекле, стекле ВК7) и применим для определения твердости индентирования НIT, а также твердости по Мартенсу (косвенно, путем использования индентирования в материал с известным модулем Юнга, (см. [15]). Если этот метод используется для определения твердости по шкалам Мартенса, функцию площади поверхности наконечника можно вычислить из кривой возрастания нагрузки на F-h-диаграмме.
Примечания
1 Для определения функции площади наконечника при определении твердости по шкалам Мартенса рекомендуется использовать контрольные материалы высокой пластичности.
2 Для всех косвенных методов сначала необходимо определить податливость установки и соответственным образом скорректировать данные по глубине индентирования. Также можно использовать итерационный подход.
Функция площади наконечника, как правило, выражается в виде математической функции, выражающей зависимость площади поперечного сечения наконечника от расстояния от вершины наконечника. Если функцию площади наконечника невозможно выразить относительно простой (кубической или полиномиальной) математической функцией, то оценку можно сделать графически или с помощью справочной таблицы. Различные части наконечника могут описываться различными математическими функциями или сплайнами.
Процедура проверки функции площади наконечника описана в [1] (приложение С).
3 Функцию площади наконечника и поправку на податливость установки можно определять одновременно, с помощью итерационной процедуры и набора эталонных мер [13].
Приложение D
(справочное)
Алмазные наконечники. Примечания
Опыт показывает, что многие из прошедших поверку наконечников при эксплуатации становятся дефектными за сравнительно короткий период времени. Это связано с небольшими трещинами, ямками или другими дефектами поверхности. Если такие дефекты обнаружить вовремя, то наконечник можно восстановить с помощью перешлифовки. Если же этого не сделать, то небольшие поверхностные дефекты снизят качество наконечника, и он быстро разрушится.
Поэтому:
- состояние наконечника следует регулярно проверять на наличие загрязнений или дефектов. Для макродиапазона форму наконечников проверяют путем индентирования в эталонную меру твердости так, как это указано в [1] (пункт 6.3);
- для наконечников нанодиапазона рекомендуется проведение оптической проверки с помощью 400´ микроскопа для определения наличия загрязнений и существенных дефектов;
- обнаружение субмикроскопических повреждений или загрязнений возможно путем проведения своевременных косвенной и контрольной проверок, как это сказано в [1] (пункты 6.2 и 6.3), или же с помощью сканирующей микроскопии отпечатков или самого наконечника;
- в случае обнаружения дефектов наконечника его сертификат калибровки считается недействительным;
- перешлифованные или каким-либо другим образом отремонтированные наконечники следует поверить заново.
Загрязнения поверхности наконечника могут исказить результаты испытаний. Источником загрязнения наконечника наиболее часто бывает грязь на испытуемых образцах.
Для наконечников микро- и нанодиапазонов процедура очистки изложена ниже:
- крепко удерживая наконечник рукой, несколько раз вдавить его в только что отколотую поверхность вспененного полистирола. Пластификаторы представляют собой хороший растворитель, а пена вряд ли повредит алмазный наконечник. Провести проверку с помощью оптического микроскопа (400´ или более) и индентировать в небольшой кусочек ваты, смоченный ацетоном или чистым спиртом (например, высокочистым этиловым или изопропановым спиртом), до тех пор, пока не останется видимых загрязнений;
- если после проведения этого процесса загрязнения все же остаются, то индентирование в алюминий, стекло или чистую деревянную дощечку поможет устранить загрязнение с помощью указанной выше процедуры;
- при индентировании необходимо предохранять наконечник от воздействия чрезмерных нагрузок, как нормальных, так и особенно поперечных, поскольку они могут вызвать повреждение наконечника. Один из безопасных способов - использование образца, вес которого меньше сил, обычно действующих на наконечник: медленно и плавно опуская испытуемый образец на перевернутый наконечник, ограничивают весом образца максимальную силу, действующую на наконечник.
Приложение Е
(обязательное)
Влияние шероховатости поверхности испытуемого образца на неопределенность результатов измерений
Приложение основано на испытаниях наконечников Виккерса.
Шероховатость поверхности - причина неопределенности зоны контакта при очень небольшой глубине индентирования. При более глубоком индентировании неопределенность зоны контакта снижается, по большей мере неопределенность глубины индентирования пропорциональна среднему арифметическому значению неровности профиля поверхности.
Для ограничения вклада шероховатости поверхности в неопределенность результата измерения глубины индентирования (не более 5 %), h должна соответственно быть больше, как минимум в 20 раз, средней арифметической шероховатости Ra (см. ГОСТ 25142):
h ³ 20Ra (E.1)
Таблица Е.1 содержит примеры шероховатости поверхности для различных материалов при разных приложенных нагрузках.
Таблица Е.1 - Примеры максимальной допустимой средней арифметической высоты шероховатости поверхности Ra для различных испытательных нагрузок F
|
Примеры материалов |
Допустимая средняя арифметическая высота неровностей поверхности Ra, мкм, для испытательных нагрузок |
Твердость по Мартенсу НМ |
||
|
0,1 Н |
2 Н |
100 Н |
||
|
Алюминий |
0,13 |
0,55 |
4,00 |
600 |
|
Сталь |
0,08 |
0,30 |
2,20 |
2000 |
|
Твердый сплав |
0,03 |
0,10 |
0,80 |
15000 |
Примечания
1 Испытания (см. [16]) показывают, что стандартное отклонение sh глубины индентирования примерно равно средней арифметической шероховатости Ra. Требование, чтобы неопределенность h была менее 5 %, позволяет оценить минимальную глубину индентирования.
2 Для испытаний на нано- и нижнем пределе микродиапазона может быть невозможно удовлетворить условия формулы (Е.1) для испытательных образцов высокой твердости. Для снижения неопределенности среднего значения результата измерения можно увеличить число измерений. Это следует указать в протоколе измерений.
3 В нано- и микродиапазонах рекомендуется измерять шероховатость поверхности в предполагаемой зоне контакта, или эта зона должна быть исследована любыми другими доступными средствами. Во многих случаях шероховатость поверхности может измеряться путем сравнения с мерами шероховатости. В макродиапазоне достаточно визуальной проверки, определяющей гладкость полированной или «зеркальной» обработки поверхности.
Приложение F
(справочное)
Корреляция твердости НIТ с твердостью по шкалам Виккерса
Твердость НIT можно коррелировать с твердостью по Виккерсу HV для широкого спектра материалов с помощью подходящего коэффициента.
ПРЕДУПРЕЖДЕНИЕ - Хотя НIТ и можно коррелировать с HV таким способом, эквивалентное значение HV, вычисленное так, как показано в данном приложении, нельзя использовать в качестве точной замены для HV.
Можно ввести простую функцию для наконечника Виккерса с идеальной геометрией или для наконечника Виккерса с обычной геометрией, когда его функция площади известна. В этом случае значения твердости НIT связаны со значениями твердости по Виккерсу HV масштабным коэффициентом. Отношение площади поперечного сечения к площади поверхности постоянно на любом расстоянии от вершины наконечника Виккерса с идеальной геометрией.
![]() (F.1)
(F.1)
Длина диагонали при измерениях твердости по Виккерсу связана с Ар соотношением:
![]() (F.2)
(F.2)
Таким образом,
![]() (F.3)
(F.3)
где g - гравитационная постоянная, обычно принимаемая равной 9,80665 м/с2.
Для наконечника Берковича существуют следующие соотношения:
 (F.4)
(F.4)
Для модифицированного наконечника Берковича существуют следующие соотношения:
 (F.5)
(F.5)
Отметим, что в общем случае при малых глубинах индентирования (< 6 мкм) нельзя считать, что наконечник имеет совершенную геометрию, поэтому простые корреляционные функции (F.2) - (F.5) могут быть неверными. В общем случае ошибка, вызванная таким допущением, будет наиболее существенной при небольших глубинах индентирования.
Для некоторых материалов корреляция между HIT 1/10/20/30 и НV 0,1 продемонстрирована в [6] и [11].
Библиография
|
[1] |
ISO 141577-2 «Metallic materials - instrumented indentation test for hardness and materials parameters. Part 2. Verification and calibration of testing machines» |
|
[2] |
GUM 1995: Guide to the Expression of Uncertainty in Measurement, 1995 |
|
[3] |
H.-R. Wilde, A. Wehrstedt «Martens hardness HM-an international accepted designation for «Hardness under test force», Zeitschrift Materialprüfung 42 (2000) 11 - 12 pp. 468 - 470 |
|
[4] |
W. Weiler, H.-H. Behncke «Anforderungen an den Eindringkörper für die Universälharteprüfung», Materialprüfung 32(1990), 10, pp. 301 - 303 |
|
[5] |
E. Meyer «Untersuchungen über Härteprüfung und Härte», Z. Ver. Deutsche Ing. 52 (1908), 645 - 654 |
|
[6] |
W.С. Oliver, G.M. Pharr «An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments», Journal Materials Research, Vol. 7, № 6, June 1992, pp. 1564 - 1583 |
|
I.N, Sneddon, «The relation between load and penetration in the axisymmetric Boussinesq problem for a punch of arbitary profile», Int. J. Engng. Sci., 3 (1965), pp. 47-5. |
|
|
[8] |
M.F. Doerner and W.D. Nix «A method for interpreting the data from depth sensing indentation instruments», J. Mater. Res., 1, (1986), pp. 601 - 609 |
|
J.E. Field and R.H. Telling «Research Note. The Young modulus and Poisson ratio of diamond», PCS Cavendish Laboratory, Dep. Of Physics, Madingly Road, Cambridge, СВЗ ОНЕ, UK, February 1999 |
|
|
R.B. King «Elastic analysis of some punch problems fora layered medium»; Int. J. Solids Structures 23 (1987) 12, pp. 1657 - 1664 |
|
|
С Heermant, D. Dengel «Zur Abschatzung klassischer» Werkstoffkennwerte mittels Universalhärteprüfung» Zeitschrift Materialprüfung 38 (1996) 9, pp. 374 - 378 |
|
|
H.-H. Behncke «Bestimmung der Universalhärte und anderer Kennwerte an dünnen Schichten, insbesondere Hartstoffschichten», Härterei-Technische Mitteilung HTM, 48 (1993) 5, pp. 3 - 10 |
|
|
K. Herrmann, N. M. Jennett, W. Wegener, J. Meneve, K. Hasche, R. Seemann «Progress in determination of the area function of indenters used for nanoindentation», Thin Solid Films 377 - 378 (2000) pp. 394 - 400 |
|
|
M. Petzold, С. Hagendorf, M. Füting and J.M. Olaf «Scanning force microscopy of indenter tips and hardness indentations», VDI Bericht 1194, 1995 |
|
|
A.C. Trindade, A. Cavaleiro and J.V. Fernandes «Estimation of Young modulus and of hardness by ultra-law load hardness tests with Vickers indenter», J. Testing and Evaluation, v. 22 (1994) № 4, pp. 365 - 369 |
|
|
P. Grau, Ch. Ullner, H.-H. Behncke «Uncertainty of depth sensing hardness», Tagung «Werkstoffprüfung’96» and Zeitschrift Materialprüfung 39 (1997) 9, pp. 362 - 367 |
|
|
[17] РМГ 43-2001 |
Государственная система обеспечения единства измерений. Применение «Руководства по выражению неопределенности измерений» |
Ключевые слова: металлы, сплавы, твердость, микротвердость, нанотвердость, индентирование, метод вдавливания, твердость по шкале Мартенса, твердость индентирования