РЕКОМЕНДАЦИЯ
ГОСУДАРСТВЕННАЯ
СИСТЕМА ОБЕСПЕЧЕНИЯ
ЕДИНСТВА ИЗМЕРЕНИИ
ПРОВОЛОЧКИ И РОЛИКИ. МЕТОДИКА ПОВЕРКИ
МИ 2078-90
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО УПРАВЛЕНИЮ
КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
Москва
1991
СОДЕРЖАНИЕ
РЕКОМЕНДАЦИИ
|
РЕКОМЕНДАЦИЯ Государственная система обеспечения единства ПРОВОЛОЧКИ И РОЛИКИ. МЕТОДИКА ПОВЕРКИ |
МИ 2078-90 |
Дата введения 01.07.91
Настоящая рекомендация распространяется на проволочки и ролики по ГОСТ 2475 для измерения среднего диаметра наружной резьбы, а также толщины зубьев и ширины впадин шлицевых валов и втулок с эвольвентным профилем и устанавливает методику их первичной и периодической поверок.
1. ОПЕРАЦИИ И СРЕДСТВА ПОВЕРКИ
1.1. При проведении поверки проволочек и роликов должны быть выполнены операции и применены средства поверки с характеристиками, указанными в табл. 1.
|
Наименование операции |
Номер пункта |
Наименование образцового средства измерений и вспомогательного средства поверки; номер документа, регламентирующего технические требования |
Проведение операции при |
|
|
первичной поверке |
периодической поверке |
|||
|
Внешний осмотр |
- |
Да |
Да |
|
|
Проверка размагниченности |
Частицы из низкоуглеродистой стали массой не более 0,1 г |
Да |
Нет |
|
|
Определение метрологических характеристик |
- |
- |
- |
|
|
Определение шероховатости рабочих поверхностей проволочек и роликов |
Средства поверки шероховатости в соответствии с табл. 2; микроскоп интерференционный измерительный типа МИИ по ГОСТ 9847; |
Да |
Нет |
|
|
Определение огранки проволочек и роликов |
профилограф-профилометр по ГОСТ 19300 Средства поверки в соответствии с табл. 3; стойка типа С-1 по ГОСТ 10197; наконечники измерительные типов НГП-8; НГЛ-1; НГЛ-1,6 0 класса точности по ГОСТ 11007; специальная переходная втулка (приложение 1); вставки призматические специальные № 3 - 9 (приложение 2); призмы специальные № 10, 11, 12 (приложение 3); диск центрирующий (приложение 4); подставка специальная (приложение 5); вставки призматические к микрометрам по ГОСТ 4380; приспособление для установки призм (приложение 6) |
Да |
Да |
|
|
Определение рабочего диаметра и отклонения формы проволочек и роликов |
Средства поверки в соответствии с табл. 4; стойка типа С-1 по ГОСТ 10197; наконечники измерительные типов НГЛ-1; НГЛ-1,6 по ГОСТ 11007 (0-го класса точности) ; плоскопараллельные образцовые концевые меры длины 4-го разряда по МИ 1604 или класса точности 1 по ГОСТ 9038; плоскопараллельные концевые меры длины размером 4 - 5 мм класса точности 2 по ГОСТ 9038 |
Да |
Да |
|
Примечание. Допускается применение других средств поверки, аттестованных в установленном порядке и обеспечивающих поверку с требуемой точностью.
2. УСЛОВИЯ ПОВЕРКИ И ПОДГОТОВКА К НЕЙ
2.1. Температура окружающего воздуха в помещении, где проводят поверку, должна быть:
(20 ± 5) °С - при поверке проволочек;
(20 ± 3) °С - при поверке роликов.
Относительная влажность воздуха в помещении, где проводят поверку, не должна превышать 80 %.
2.2. Перед проведением поверки должны быть выполнены следующие подготовительные работы:
проволочки и ролики очищают от смазки, промывают бензином по ГОСТ 1012 и высушивают (протирают чистой льняной салфеткой по ГОСТ 11680);
средства поверки подготавливают к работе в соответствии с их техническими описаниями и инструкциями по эксплуатации.
2.3. Приборы и принадлежности к ним, применяемые в ходе поверки проволочек и роликов, должны находиться в помещении, подготовленном для проведения поверки, не менее суток, а концевые меры и подготовленные для поверки проволочки и ролики - не менее двух суток.
3. ПРОВЕДЕНИЕ ПОВЕРКИ
При внешнем осмотре проверяют соответствие внешнего вида, комплектности проволочек и роликов, а также их маркировки требованиям ГОСТ 2475.
Комплектность проволочек и роликов, находящихся в эксплуатации, не устанавливают.
3.2. Проверка размагниченности проволочек и роликов
Размагниченность проволочек и роликов проверяют опробованием на частицах из низкоуглеродистой стали массой до 0,1 г.
Размагниченность проволочек допускается проверять соприкосновением двух подвешенных проволочек. Если проволочки не притягиваются и не отталкиваются друг от друга, сохраняя состояние покоя, то они размагничены.
3.3. Определение метрологических характеристик
3.3.1. Шероховатость рабочих поверхностей проволочек и роликов определяют методом сравнения с цилиндрическими образцами шероховатости с использованием средств поверки шероховатости в соответствии с табл. 2.
|
Интервалы номинальных диаметров проволочек и роликов, мм |
Средства поверки |
||
|
Приборы |
Образцы для сравнения шероховатости |
||
|
Наименование |
Увеличение |
||
|
От 0,101 до 0,183 |
Микроскоп стереоскопический типа МБС |
56× |
Аттестованная проволочка с
шероховатостью поверхности |
|
» 0,202 » 1,000 |
То же |
32× |
То же |
|
» 1,010 » 2,933 |
Лупа по ГОСТ 25706 |
10× |
» |
|
» 3,000 » 4,980 |
То же |
7× |
» |
|
» 5,000 » 35,000 |
» |
4× |
Цилиндрические образцы шероховатости
поверхности (сравнения) по ГОСТ
9378 с отклонением среднего значения Ra от номинального Аттестованные ролики с шероховатостью
поверхности |
Примечание. В качестве образца для сравнения шероховатости применяют аттестованную проволочку (ролик) любого диаметра из данного интервала.
При отсутствии аттестованных проволочек (роликов) и цилиндрических образцов шероховатости шероховатость рабочих поверхностей проволочек и роликов определяют на измерительных интерференционных микроскопах типа МИИ, при этом шероховатость поверхности должна быть не более Rz ≤ 0,2 мкм.
Для определения шероховатости роликов допускается применять профилометр.
3.3.2. Огранку проволочек и роликов определяют на контактных измерительных приборах в призматической канавке, используя при этом специальные призматические вставки или специальные призмы.
Измерительные приборы, а также призматические вставки (№ 3 - 9) и специальные призмы (№ 10 - 12) выбирают в соответствии с табл. 3.
3.3.2.1. При определении огранки на контактных приборах с горизонтальным расположением измерительной оси на стержень пинольной трубки устанавливают и закрепляют втулку (приложение 1) с призматической вставкой (приложение 2) так, чтобы призматический паз вставки располагался вертикально или горизонтально.
|
Интервалы номинальных диаметров проволочек и роликов, мм |
Номер специальной вставки или призмы |
Средства поверки |
Измерительное усилие, Н, не более |
|
Приборы |
|||
|
Наименование |
|||
|
От 0,101 до 0,115 |
3 |
Интерферометр контактный горизонтальный ИКПГ или вертикальный типа ИКПВ (приложение 7); головки измерительные пружинные типов 01ИГПР, 02ИГПР по ГОСТ 6933 |
0,7 - 0,8 |
|
» 0,130 » 0,204 |
4 |
||
|
» 0,229 » 0,346 |
5 |
||
|
» 0,367 » 0,596 |
6 |
||
|
» 0,611 » 1,000 |
7 |
||
|
От 1,010 до 1,155 |
7 |
Интерферометр контактный горизонтальный типа ИКПГ или вертикальный типа ИКПВ (приложение 7); длиномер горизонтальный типа ИКУ-2 или вертикальный типа ИЗВ-5 (приложение 7); оптиметр горизонтальный типа ОГ-500-1 или вертикальный типа ОВ-200-1 (приложение 7); головки измерительные пружинные типов 01ИГПР, 02ИГПР по ГОСТ 6933; головки измерительные пружинно-оптические типов 01П, 02П по ГОСТ 10593. |
1,5 - 2,0 |
|
» 1,193 » 2,309 |
8 |
||
|
» 2,387 » 4,980 |
9 |
||
|
|
|
||
|
От 5,000 до 10,000 |
10 |
Оптиметр вертикальный типа ОВ-200-1 (приложение 7); головки измерительные пружинные типов 01ИГПР, 02ИГПР по ГОСТ 6933; головки измерительные пружинно-оптические типов 01П, 02П по ГОСТ 10593. |
1,5 - 2,0 |
|
» 10,353 » 20,000 |
11 |
||
|
» 20,706 » 35,000 |
12 |
Примечание. Допускается при поверке проволочек диаметром свыше 0,204 мм применять призматические вставки к микрометрам по ГОСТ 4380 с параметром шероховатости их рабочих поверхностей Rа = 0,04 мкм.
На стержень измерительной головки устанавливают ленточный наконечник типа НГЛ-1 или НГЛ-1,6, ориентируя его так, чтобы его «ленточка» располагалась перпендикулярно к пазу призматической вставки (черт. 1).
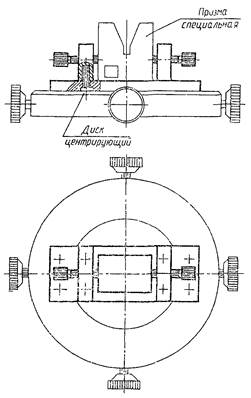
При определении огранки на приборах с вертикальным расположением оси на стержень измерительной головки устанавливают ленточный наконечник (типа НГЛ-8 или НГЛ-1,6), а на предметном столике при помощи центрирующего диска (приложение 4) и специальных приспособлений (приложения 5 и 6) устанавливают либо специальную втулку (приложение 1) с призматической вставкой (приложение 2), либо специальную призму (приложение 3), в зависимости от номинального размера поверяемой проволочки (ролика).
3.3.2.2. Определение огранки проволочек и роликов производят в следующей последовательности: проверяемую проволочку (ролик) помещают во впадину призматической канавки соответствующей вставки или призмы так, чтобы середина рабочей части проволочки (ролика) располагалась под измерительным наконечником. Измерительный наконечник прибора приводят в контакт с рабочей поверхностью проволочки (ролика) и устанавливают показания прибора приблизительно на нуль. Затем, равномерно поворачивая проволочку (ролик) вокруг своей оси, фиксируют 6 - 8 показаний по шкале прибора (поворот проволочки (ролика) - при отведенном наконечнике).
За значение огранки проволочки (ролика) принимают наибольшую разность отсчетов, зафиксированную при полном обороте проволочки (ролика) вокруг своей оси. Эта разность не должна превышать значение допуска на диаметр, указанное в ГОСТ 2475.
3.3.3. Определение рабочего диаметра и отклонения формы проволочек и роликов проводят при помощи средств поверки, выбираемых в соответствии с табл. 4.
Измерение рабочего диаметра каждой проволочки (ролика) производят в трех сечениях: в среднем и двух крайних, расположенных на расстоянии 1/3 длины рабочей части от ее границы, а в каждом сечении - в двух взаимно перпендикулярных направлениях.
|
Интервалы номинальных диаметров проволочек и роликов, мм |
Средства поверки |
|
|
Наименование |
Измерительное усилие, Н, не более |
|
|
От 0,101 до 1,000 |
Интерферометр контактный горизонтальный типа ИКПГ (приложение 7) |
0,7 - 0,8 |
|
От 1,010 до 4,980 |
Интерферометр контактный горизонтальный типа ИКПГ или вертикальный типа ИКПВ (приложение 7); головки измерительные пружинные типа 01ИГПР, 02ИГПР, 05ИГПР по ГОСТ 6933 |
1,5 - 2,0 |
|
От 1,010 до 4,980 |
Головки измерительные пружинно-оптические типа 01П, 02П, 05П по ГОСТ 10593; оптиметр горизонтальный типа ОГ-500-1 или вертикальный типа ОВ-200-1 (приложение 7); длиномер горизонтальный типа ИКУ- 2 или вертикальный типа ИЗВ-5 (приложение 7) |
1,5 - 2,0 |
|
От 5,0001 до 35,000 |
Оптиметр вертикальный типа ИКПВ (приложение 7); головки измерительные пружинно-оптические типа 01П, 02П, 05П по ГОСТ 10593 |
1,5 - 2,0 |
Результаты этих измерений используются при оценке отклонения рабочего диаметра проволочки (ролика) от номинального значения, а также при оценке отклонения формы их рабочей поверхности.
3.3.3.1. При измерении рабочего диаметра проволочек диаметрами до 3 мм на приборах с горизонтальным расположением оси следует применять пару ленточных наконечников с рабочей поверхностью одинаковой ширины НГЛ-1 или НГЛ-1,6.
Наконечники устанавливают так, чтобы их «ленточки» располагались горизонтально, а рабочие плоскости наконечников были бы параллельны друг другу (отклонение от параллельности не более 0,1 мкм).
Измеряемую проволочку подвешивают на кронштейне или помещают вертикально между наконечниками.
При применении контактных интерферометров следует установить цену деления шкалы 0,1 или 0,2 мкм.
Проволочки рабочим диаметром до 0,917 мм измеряют в паре с плоскопараллельной концевой мерой длины, при этом подбор концевых мер длины l и l1 осуществляют по формуле
|
[l - (l1 + dпр)] ≤ 0,005, |
где l - плоскопараллельная концевая мера длины, по которой настраивают прибор на нуль, мм;
l1 - плоскопараллельная концевая мера длины, в паре с которой измеряется проволочка, мм;
dпр - номинальный диаметр проволочки, мм.
При измерении проволочек в паре с плоскопараллельной концевой мерой последнюю устанавливают так, чтобы ее длинное ребро располагалось горизонтально.
При измерении проволочек с рабочим диаметром 1,000 мм и более прибор настраивают по плоскопараллельной концевой мере (или блоку плоскопараллельных концевых мер), размер которой подбирают близким (в пределах 0,005 мм) к номинальному диаметру измеряемой проволочки.
Допускается определение рабочего диаметра производить методом сравнения с проволочкой, действительный размер которой определен на интерферометре с ценой деления 0,1 мкм путем сравнения с образцовыми плоскопараллельными концевыми мерами 2-го разряда.
3.3.3.2. При измерении проволочек с рабочими диаметрами свыше 3 мм и роликов на приборах с вертикальным расположением измерительной оси на предметный столик притирают плоскую подкладку (концевую меру размером 4 - 5 мм).
Ленточный наконечник измерительного прибора устанавливают так, чтобы его «ленточка» располагалась вдоль длинного ребра подкладки, а рабочая плоскость наконечника была параллельна плоскости подкладки (отклонение от параллельности не более 0,1 мкм).
Измерения выполняют в следующей последовательности.
Первоначально подбирают меру или блок из концевых мер, близких (в пределах 0,005 мм) по размеру к номинальному диаметру поверяемой проволочки (ролика) и по нему устанавливают показание прибора на нуль. Затем на плоскую подкладку предметного столика помещают поверяемую проволочку (ролик), располагая последнюю так, чтобы «ленточка» наконечника была перпендикулярна к оси проволочки (ролика), и фиксируют показания прибора.
3.3.3.3. При определении действительного значения рабочего диаметра проволочки (в каждом из шести сечений) к результату измерения следует прибавить поправку, учитывающую упругие деформации, в соответствии с табл. 5 и 6.
|
Интервалы номинальных диаметров проволочек, мм |
Поправка, мкм |
|
1,010 |
0,20 |
|
От 1,023 до 3,106 |
0,15 |
|
» 3,175 » 4,980 |
0,10 |
Примечание. Поправки даны с учетом упругих деформаций при использовании приборов с измерительным усилием 0,4 - 0,5 H, а также с учетом использования измерительного наконечника типа НГЛ-1; при использовании наконечника типа НГЛ-1,6 поправка не учитывается
|
Интервалы номинальных диаметров проволочек, мм |
Поправка, мкм |
|
От 0,101 до 0,115 |
0,08 |
|
» 0,130 »0,183 |
0,07 |
|
» 0,202 »0,289 |
0,06 |
Примечание. Поправки даны с учетом упругих деформаций при использовании приборов с измерительным усилием 0,4 - 0,5 Н, а также с учетом использования измерительного наконечника типа НГЛ-1; при использовании наконечника типа НГЛ-1,6 поправка не учитывается.
Наибольшая разность между измеренным значением рабочего диаметра проволочки (с учетом поправки) или ролика в любой точке и номинальным ее значением определяет отклонение рабочего диаметра проволочки или ролика от номинального.
Отклонение любого из шести диаметров проволочки или ролика от номинального значения не должно выходить за пределы, указанные в ГОСТ 2475.
3.3.4. Действительный размер проволочки (ролика), необходимый для вычисления поправки, учитывающей действительное отклонение рабочих диаметров проволочек (роликов) при определении номинального размера резьбы, определяют как среднее арифметическое из двух измерений, проведенных в среднем сечении в двух взаимно перпендикулярных направлениях рабочей части проволочки (ролика).
Для проволочек и роликов, находящихся в эксплуатации, допускается отклонение их рабочих диаметров от номинального в пределах удвоенного допуска на диаметр. При этом отклонения формы рабочей поверхности не должны превышать значений, установленных для проволочек и роликов, выпускаемых из производства. В документе о поверке проволочек и роликов, находящихся в эксплуатации следует указывать действительную поправку к номинальному размеру (разность между действительным и номинальным размерами) или действительный размер проволочки (ролика), определенный в среднем сечении рабочей части.
Форма протокола и пример его заполнения приведены в приложении 8.
4. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ
4.1. Положительные результаты первичной поверки проволочек и роликов предприятие-изготовитель оформляет отметкой в этикетке, заверенной поверителем.
4.2. На проволочки и ролики, признанные годными при государственной периодической поверке, выдают свидетельство по форме, установленной Госстандартом СССР.
4.3. Положительные результаты периодической ведомственной поверки оформляют отметкой в документе, составленном ведомственной метрологической службой.
4.4. Проволочки и ролики, не соответствующие требованиям ГОСТ 2475, бракуют, к применению не допускают и на них выдают извещение о непригодности с указанием причин.
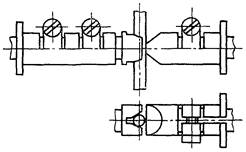
ПРИЛОЖЕНИЕ 1
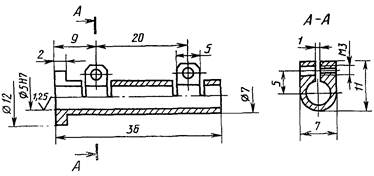
Черт. 2
1. Материал - сталь марки 45 по ГОСТ 1050.
2. Твердость не менее 56 - 60 HRCэ.
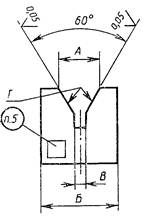
ПРИЛОЖЕНИЕ 2
СПЕЦИАЛЬНЫЕ ПРИЗМАТИЧЕСКИЕ ВСТАВКИ
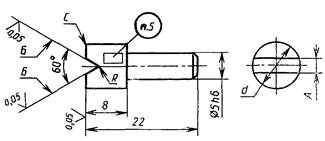
Черт. 3
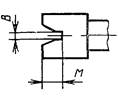
Черт. 4
|
Номер вставки |
А |
d |
R |
B |
M |
|
|
Номин. |
Пред. откл. |
|||||
|
3 4 |
0,13 0,20 |
±0,008 |
6 |
0,05 |
- |
- |
|
5 6 |
0,36 0,60 |
±0,01 |
- |
0,2 |
0,5 |
|
|
7 8 |
1,20 2,20 |
±0,02 ±0,03 |
- |
0,3 0,5 |
1,2 2,5 |
|
|
9 |
4,40 |
±0,05 |
9 |
- |
1,0 |
5,0 |
1. Материал - сталь марки ШХ15 по ГОСТ 801.
2. Твердость поверхностей Б не менее - 62 - 65 HRCэ.
3. Допуск плоскостности поверхностей Б и С - 0,001 мм.
4. Допуск перпендикулярности поверхности С относительно оси симметрии - 0,02 мм.
5. Маркируется номер вставки.
ПРИЛОЖЕНИЕ 3
Черт. 5
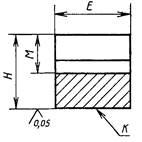
Черт. 6
|
Номер призмы |
Ном ин. |
А |
Б |
В |
М |
Н |
Е |
|
Пред. откл. |
|||||||
|
10 |
8,6 |
±0,1 |
15 |
2,5 |
8 |
15 |
15 |
|
11 |
17,5 |
±0,3 |
30 |
3,0 |
16 |
30 |
|
|
12 |
34,5 |
±0,5 |
45 |
32 |
50 |
1. Материал - сталь марки ШХ15 по ГОСТ 801.
2. Твердость поверхностей Г не менее 62 - 65 HRCэ.
3. Допуск плоскостности поверхностей Г 0,001 мм.
4. Допуск плоскостности поверхности К 0,0005 мм.
5. Маркируется номер призмы.
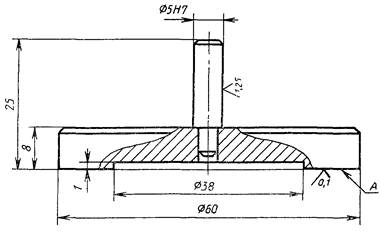
ПРИЛОЖЕНИЕ 4
Черт. 7
1. Материал - латунь ЛС-59-1 по ГОСТ 15527.
ПРИЛОЖЕНИЕ 5
Черт. 8
1. Материал - сталь марки ШХ15 по ГОСТ 801.
2. Твердость не менее 56 - 60 HRCэ.
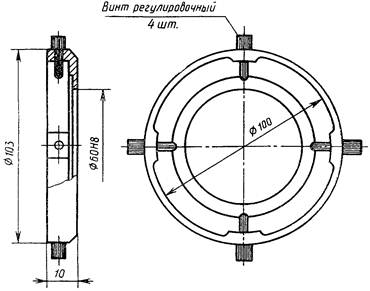
ПРИЛОЖЕНИЕ 6
ПРИСПОСОБЛЕНИЕ ДЛЯ УСТАНОВКИ ПРИЗМ
Черт. 9
ПРИЛОЖЕНИЕ 7
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ
|
Горизонтальный интерферометр типа ИКПГ |
|
|
Диапазон измерения, мм |
до 250 |
|
Цена деления переменная, мкм |
0,05; 0,01 и 0,2 |
|
Диапазон измерения по шкале соответственно, мкм |
±5; ±10 и ±20 |
|
Предел допускаемой погрешности на любом участке шкалы, мкм |
±(0,03 + 0,006 ni) (где ni - используемый участок шкалы, изменяемый в пределах от 0 до 10 мкм) |
|
Размах показаний, мкм |
не более 0,05 |
|
Измерительное усилие, сН |
200 ± 10 |
|
Вертикальный интерферометр типа ИКПВ |
|
|
Диапазон измерения, мм |
до 150 |
|
Цена деления переменная, мкм |
0,05; 0,1 и 0,2 |
|
Диапазон измерения по шкале соответственно, мкм |
±5; ±10 и ±20 |
|
Предел допускаемой погрешности на любом участке шкалы, мкм |
±(0,03 + 0,006 ni) (где ni - используемый участок шкалы, изменяемый в пределах от 0 до 10 мкм) |
|
Размах показаний, мкм |
не более 0,02 |
|
Измерительное усилие, сН |
150 ± 10 |
|
Горизонтальный оптиметр |
|
|
Диапазон измерения наружных размеров, мм |
до 500 |
|
Цена деления, мкм |
1,0 |
|
Диапазон измерения по шкале, мм |
0,2 |
|
Предел допускаемой погрешности, мкм: |
|
|
на участке шкалы от 0 до ±0,06 мм |
±0,2 |
|
на участке свыше ±0,06 мм |
±0,3 |
|
Размах показаний не более, мкм |
0,1 |
|
Измерительное усилие при наружных измерениях не более, сН |
200,0 |
|
Вертикальный оптиметр |
|
|
Диапазон измерения наружных размеров, мм |
до 200 |
|
Цена деления, мкм |
1,0 |
|
Диапазон измерения по шкале, мм |
0,2 |
|
Предел допускаемой погрешности, мкм: |
|
|
на участке шкалы от 0 до ±0,06 мм |
±0,2 |
|
на участке свыше ±0,06 мм |
±0,3 |
|
Размах показаний не более, мкм |
0,1 |
|
Измерительное усилие при наружных измерениях не более, сН |
200,0 |
|
Горизонтальный длиномер модели ИКУ-2 |
|
|
Диапазон измерения наружных размеров, мм |
до 500 |
|
Цена деления, мкм |
1,0 |
|
Предел допускаемой погрешности при наружных измерениях, мкм |
|
|
где L - измеряемый размер |
|
|
Размах показаний не более, мкм |
0,4 |
|
Измерительное усилие не более, сН |
200,0 |
|
Вертикальный длиномер модели ИЗВ-5 |
|
|
Диапазон измерения наружных размеров, мм |
до 160 |
|
Дискретность отсчета, мкм |
0,1 |
|
Предел допускаемой погрешности при наружных измерениях, мкм |
|
|
где L - измеряемый размер, мм |
|
|
Размах показаний не более, мкм |
0,4 |
|
Измерительное усилие не более, сН |
200,0 |
ПРОТОКОЛ ПОВЕРКИ ПРОВОЛОЧЕК ДЛЯ ОПРЕДЕЛЕНИЯ
Дата _______________________ Поверитель _____________________ подпись |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
ПРИЛОЖЕНИЕ 8
СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ, ПРИНАДЛЕЖАЩИХ
|
Отклонение меры от номинального значения, мкм |
Поправка на деформацию, мкм (+) |
Отклонение диаметров проволочек от номинального значения, мкм |
Огранка, мкм |
Отклонение диаметра проволочки от номинального в среднем сечении (поправка), мкм |
Отметка о годности |
|||||
|
Верхний край |
Середина |
Нижний край |
||||||||
|
+0,1 |
0,07 |
+0,07 |
+,017 |
+0,07 |
+,017 |
-0,03 |
-0,03 |
0,4 |
+0,12 |
|
|
-0,53 |
-0,43 |
-0,53 |
-0,33 |
-0,53 |
-0,53 |
0,3 |
-0,43 |
|
||
|
-0,23 |
+0,07 |
-0,13 |
+0,07 |
-0,13 |
-0,23 |
0,3 |
-0,03 |
|
||
_________________
Ф. И. О.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАНА И ВНЕСЕНА Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
И.А. Медовой, Г.С. Кудинова, Е.В. Незабытовская
2. Утверждены НПО «ВНИИМ им. Д.И. Менделеева»
3. Зарегистрирована ВНИИМС 26.06.90
4. ВЗАМЕН ГОСТ 8.297-78
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения, таблицы |
|
Приложение 2, 3, 5 |
|
|
2.2 |
|
|
Приложение 1 |
|
|
Вводная часть; 3.1; 3.3; 4.4 |
|
|
ГОСТ 4380-86 |
Табл. 1; 3.3.2 |
|
ГОСТ 6933-81 |
Табл. 3; 4 |
|
Табл. 1 |
|
|
ГОСТ 9378-75 |
Табл. 2 |
|
Табл. 1 |
|
|
Табл. 1 |
|
|
Табл. 3; 4 |
|
|
Табл. 1 |
|
|
ГОСТ 11680-76 |
2.2 |
|
Приложение 4 |
|
|
Табл. 1 |
|
|
Табл. 1 |