ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р |

ДЕФЕКТЫ В СВАРНЫХ
СОЕДИНЕНИЯХ
ТЕРМОПЛАСТОВ
Описание и оценка
|
|
Москва Стандартинформ 2012 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным учреждением «Научно-учебный центр «Сварка и контроль» при МГТУ им. Н.Э. Баумана (ФГУ «НУЦСК» при МГТУ им. Н.Э. Баумана), Национальным агентством контроля и сварки (НАКС), ЗАО «Полимергаз», ООО «ТЭП» на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 «Сварка и родственные процессы»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 13 декабря 2011 г. № 1036-ст
4 Настоящий стандарт является модифицированным по отношению к стандарту Немецкого союза по сварке и смежным технологиям ДВС 2202-1:1989 «Дефекты в соединениях термопластов: характеристики, описания, оценка» (DVS 2202-1:1989 «Imperfections in thermoplastic welding joints: features, descriptions, evaluation») путем внесения технических отклонений, объяснение которых приведено во введении к настоящему стандарту.
Наименование настоящего стандарта изменено относительно наименования ДВС 2202-1:1989 для приведения в соответствие с ГОСТ Р 1.5 (пункт 3.5)
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Содержание
|
2 Требования к сварным соединениям.. 3 Приложение А (справочное) Допустимая ширина шва при сварке встык нагретым инструментом для труб из полиэтилена (ПЭ) и полипропилена (ПП) 3
|
Введение
Настоящий стандарт разработан в рамках создания современной отечественной нормативной базы в области сварки термопластов, гармонизированной с международными региональными стандартами и стандартами технически передовых стран. Его введение будет способствовать повышению конкурентоспособности отечественной продукции.
Основными отличиями (техническими отклонениями) настоящего стандарта от стандарта Немецкого союза по сварке и смежным технологиям ДВС 2202-1:1989 являются следующие:
- установление единых наиболее высоких требований к сварным соединениям вместо их классификации по трем группам в зависимости от уровня предъявляемых требований, поскольку при этом возможно неоправданное снижение качества соединений из-за отсутствия четких критериев их классификации;
- ограничение области применения стандарта для свариваемых заготовок с толщиной стенки до 15 мм и труб с номинальным диаметром до 160 мм.
ГОСТ Р 54792-2011
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ДЕФЕКТЫ В СВАРНЫХ СОЕДИНЕНИЯХ ТЕРМОПЛАСТОВ
Описание и оценка
Imperfections in thermoplastic welding joints. Description and evaluation
Дата введения - 2013-01-01
1 Область применения
Настоящий стандарт описывает дефекты в сварных соединениях термопластов и классифицирует в зависимости от их характеристик. Стандарт распространяется на сварные соединения заготовок с толщиной стенки не более 15 мм и труб с номинальным диаметром не более 160 мм.
Описание дефектов основано на терминологии немецкого национального стандарта ДИН 32502 [1].
Классификация позволяет определять, находятся дефекты в допустимых пределах или их наличие недопустимо с точки зрения обеспечения качества сварного соединения.
1.1 Сварочные процессы
В настоящем стандарте описаны дефекты для следующих сварочных процессов:
|
|
Сокращенное
|
Таблица |
|
Сварка нагретым инструментом |
НИ |
|
|
Сварка с закладными нагревателями |
ЗН |
|
|
Сварка нагретым газом |
НГ |
|
|
Экструзионная сварка |
Э |
1.2 Материалы
Настоящий стандарт применяется к следующим термопластам, из которых изготовлены свариваемые трубы, узлы трубопроводов и листы:
|
Сокращенное обозначение |
|
|
Полиэтилен высокой плотности |
PE-HD (ПЭВП) |
|
Полипропилен гомополимер |
РР-Н (ПП-Г или ПП, тип 1) |
|
Полипропилен блоксополимер |
РР-В (ПП-Б или ПП, тип 2) |
|
Полипропилен рандомсополимер |
PP-R (ПП-Р или ПП, тип 3) |
|
Хлорированный поливинилхлорид |
PVC-C (ХПВХ) |
|
Ударопрочный поливинилхлорид |
PVC-HI (УПВХ) |
|
Непластифицированный поливинилхлорид |
PVC-U (НПВХ) |
|
Поливинилиденфторид |
PVDF (ПВДФ) |
2 Требования к сварным соединениям
Качество сварных соединений оценивают по внешним и внутренним дефектам сварного шва. В ряде случаев проводят доработку сварных соединений для:
- удаления повреждений, например надрезов, которые могут привести к разрушениям при воздействии динамических нагрузок;
- улучшения качества поверхностей сварных соединений (например, при футеровке и облицовке);
- уменьшения гидравлического сопротивления срезанием внутреннего грата. Следует проверять и оценивать сварное соединение как до, так и после доработки. Требования к сварным соединениям и их доработке при необходимости должны содержаться в
документации, обязательной для производителя работ (например рабочие чертежи, инструкция по сварке). Документация должна иметь ссылку на настоящий стандарт.
3 Испытания и оценка
3.1 Испытания
Для проверки соответствия сварных соединений настоящему стандарту проводят визуальный контроль и измерения, а при необходимости (где возможно) - неразрушающие или разрушающие испытания.
Испытания должны проводиться на сварных соединениях узла.
Характеристики сварного соединения проверяют при необходимости на контрольных образцах, сваренных в сравнимых условиях.
Содержание, объем и время испытаний необходимо согласовать между заказчиком и производителем сварочных работ. Результаты испытаний должны документироваться.
3.2 Оценка
Оценку качества сварного соединения проводят с помощью таблиц 1 - 5.
Сведения о недопустимых дефектах включают в отчет по испытаниям.
Дефектные сварные соединения могут быть исправлены, если это допускается нормативно-технической документацией. После исправления дефектов проводят повторные испытания.
Допустимость одновременного наличия в сварном соединении двух или более видов дефектов устанавливают в нормативно-технической документации.
4 Приемка
При положительных результатах испытаний сварных соединений узел считается принятым, и на него оформляют отдельный акт приемки.
Таблица 1 - Дефекты соединений, полученных методом сварки нагретым инструментом встык
|
Описание |
Оценка |
|
|
Наружные дефекты |
||
|
1 Трещины
|
Расположенные вдоль или поперек шва; могут находиться в: - шве; - основном материале; - нагреваемой зоне |
Не допускаются |
|
2 Впадина между валиками грата или надрез (линия сплавления наружных поверхностей валиков)
|
Непрерывные или локальные продольные надрезы в плоскости сварки с вершинами в основном материале, вызванные, например: - недостаточным усилием сжатия; - коротким временем нагрева или охлаждения |
То же |
|
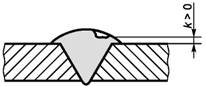
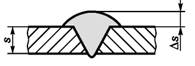
3 Впадины
|
Канавки на поверхности основного материала (продольные или поперечные относительно шва), вызванные, например: - действием зажимного устройства; - неправильным транспортированием; - дефектами при подготовке кромки |
Допускаются локальные впадины с неострыми вершинами глубиной Ds £ 0,1s, но не более 0,5 мм |
|
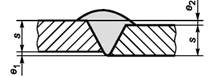
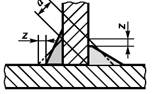
4 Несовпадение кромок заготовок
|
Смещение относительно друг друга или несовпадение свариваемых заготовок по толщине |
Допускается, если e £ 0,1s, но не более 2 мм |
|
5 Угловое смещение
|
Например, из-за: - неисправного оборудования; - неправильной центровки заготовок |
Допускается, если е £ 1 мм |
|
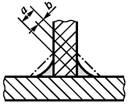
6 Высокий и узкий грат, как правило, не касающийся краями трубы
|
Чрезмерно расплавленный, с острыми краями шов либо по всей длине, либо локальный в результате ошибочных сварочных параметров |
Допускается при положительных результатах механических испытаний |
|
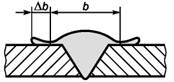
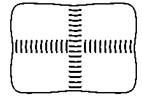
7 Неправильно сформированный сварной шов
|
Слишком широкий или слишком узкий локальный грат или по всей длине шва, обусловленный, например, неправильным: - временем нагрева; - режимом температуры нагретого инструмента; - усилием сжатия |
Диапазон рекомендуемых значений ширины валика (см. диаграмму 1 в приложении А) |
|
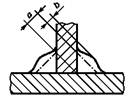
8 Несимметричный грат
|
Неодинаковые валики грата (частично или по всей длине шва) из-за, например: - дефектов при подготовке торцов к сварке; - неисправностей сварочного оборудования |
Допускается, если b1 ≥ 0,7b2 |
|
9 Термодеструкция |
Глянцевый (блестящий) грат, обычно сочетающийся с пустотами, утолщениями и заметными кавернами |
Не допускается |
|
Внутренние дефекты |
||
|
10 Несплавление
|
Несплавление свариваемых поверхностей частично или всего поперечного сечения, вызванное, например: - загрязнением свариваемых кромок; - окислением свариваемых кромок; - избыточным временем технологической паузы; - слишком низкой или высокой температурой нагретого инструмента |
То же |
|
11 Непровар (раковина)
|
Полое пространство в плоскости сварного соединения, вызванное, например, недостаточным: - усилием сжатия; - временем остывания |
- Не допускается |
|
12 Поры, включения инородных тел
|
Изолированные, многочисленно разбросанные или локально сконцентрированные поры или включения, вызванные, например: - газообразованием во время сварки; - загрязненным нагревательным инструментом |
Допускается наличие небольших изолированных пор, если Ds £ 0,05s |




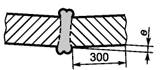

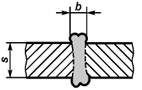
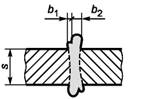

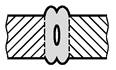
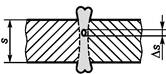
Таблица 2 - Дефекты соединений, полученных методом сварки нагретым инструментом в раструб
|
Описание |
Оценка |
|
|
Наружные дефекты |
||
|
1 Дефектная форма грата1) 1.1
|
Изменяющаяся форма грата или его отсутствие на одной или обеих сторонах (частично или по всей длине стыка) из-за: - повышенной температуры нагретого инструмента; - избыточного времени нагрева; - недопустимого отклонения размеров2) |
Не допускается |
|
1) Как правило, сочетается с внутренними дефектами из-за слишком короткого времени выдержки. 2) Во время сварки с помощью нагретой муфты у ее края обычно образуется валик, являющийся первичным показателем того, что процесс сварки выполнен правильно. |
||
|
1.2
|
Изменяющаяся форма грата или его отсутствие на одной или обеих сторонах (частично или по всей длине стыка) из-за: - недостаточного времени нагрева; - пониженной температуры нагретого инструмента; - недопустимого отклонения размеров |
То же |
|
1.3
|
Изменяющаяся форма грата или его отсутствие на одной или обеих сторонах (частично или по всей длине стыка) из-за: - неисправности оборудования; - неправильного расположения заготовок |
» |
|
2 Угловое смещение
|
Труба, сваренная с фитингом под углом с одной или обеих сторон или с незначительным дефектом охвата, вызванным, например: - неисправностью оборудования; - неправильным расположением заготовок |
Допускается, если е £ 1 мм |
|
3 Непровар и его причина 3.1 Деформация
|
Деформация (овальность конца трубы или фитинга) наряду с недостаточным сварочным усилием, вызванная, например: - овальностью заготовок; - неправильным хранением труб и/или фитингов; - неисправным зажимным устройством |
1,5 % среднего наружного диаметра трубы, но макс 1,5 мм |
|
3.2 Неполное введение трубы
|
Недостаточная длина зоны сварки, вызванная, например: - недостаточным временем нагрева; - введением концов труб в муфты под неправильными углами; - слишком низкой температурой нагретого инструмента; - перемещением в осевом направлении во время остывания; - слишком длительной технологической паузой |
Допускается в случаях незначительного уменьшения
длины зоны сварки от номинального значения и отсутствия надрезов внутреннего
шва |
|
Внутренние дефекты |
||
|
3.3 Неплотное смыкание полости
|
Локальное, протяженное, осевое, радиальное формирование каналов, вызванное, например: - выемками на поверхности трубы; - превышением допусков диаметров трубы или фитинга; - неправильной механической обработкой; - угловым смещением трубы в муфте |
Не допускается |
|
3.4 Неправильное плавление |
Локальная или протяженная зона непровара, вызванная, например: - термическим повреждением; - загрязненными свариваемыми поверхностями; - неправильным подбором пары свариваемых материалов; - загрязненностью нагревателя |
То же |
|
4 Сдавленное сечение трубы
|
Вставлена слишком далеко во время нагрева или сварки, что вызвано, например: - избыточным сварочным усилием; - сваркой тонкостенных труб; - избыточным временем нагрева; - повышенной температурой сварки |
» |
|
5 Поры, включения инородных тел
|
Изолированные, многочисленно разбросанные или локально сконцентрированные поры или включения, вызванные, например: - газообразованием во время сварки; - загрязненностью нагревательного инструмента |
Допускается наличие небольших изолированных пор, если Dх £ 0,05х |
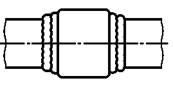
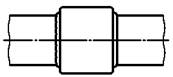
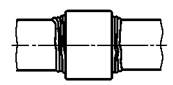
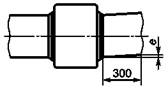
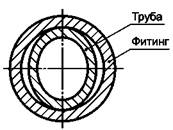
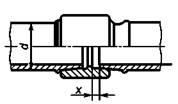

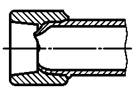
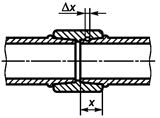
Таблица 3 - Дефекты сварных соединений, выполненных сваркой с закладными нагревателями
|
Описание |
Оценка |
|
|
Наружные и внутренние дефекты соединений труб и фитингов |
||
|
1 Угловое смещение
|
Труба сварена с фитингом под углом с одной или обеих сторон, что вызвано, например: - неправильным расположением заготовок; - изменением положения заготовок во время сварки |
Допускается, если е £ 1 мм |
|
2 Непровар и его причина |
||
|
2.1 Дефект подготовки
|
Поверхности труб, подлежащие сварке: - механически не обработаны; - из-за грубой обработки снято слишком много материала, что вызвало неполное прилегание трубы и фитинга; - местами из-за грубой обработки снято слишком много материала с образованием плоской поверхности |
Не допускается |
|
2.2 Следствие деформации
|
Деформация (или овальность конца трубы или фитинга) наряду с недостаточным сварочным давлением, вызванная, например: - использованием скругляющих хомутов; - неправильным хранением труб и/или фитингов |
Допускаются максимальные отклонения от среднего диаметра трубы 1,5 %, но макс 1,5 мм |
|
2.3 Неправильная центровка
|
Увеличенное угловое смещение со сдвигом нагревательных спиралей и расплавленной массы в результате изменения сварочного давления с расхождением или без него соединяемых поверхностей, вызванное, например: - угловым смещением концов труб; - слишком малыми радиусами изгиба бухт; - изгибом муфты |
Не допускается |
|
2.4 Не полностью вставленная труба
|
Концы смещены в муфте либо не касаются друг друга, либо остановлены с одной или обеих сторон, например, из-за: - недостаточного продвижения трубы; - срезания концов труб под углом |
То же |
|
Внутренние дефекты соединений труб и фитингов |
||
|
2.5 Неплотное прилегание
|
Локальное или протяженное осевое или радиальное формирование каналов, вызванное, например: - выемками на поверхности трубы; - овальностью или деформацией трубы или фитинга; - превышением допусков диаметра трубы или фитинга; - неправильной механической обработкой; - обрезанием концов труб под углом |
Не допускается |
|
2.6 Недостаточное сплавление
|
Локальное или протяженное несплавление с расхождением или без него свариваемых поверхностей, вызванное, например: - слишком глубокой заделкой нагревательных спиралей в фитинг с недостаточным прогревом поверхности трубы; - недостаточной для сварки мощностью импульса тока; - поврежденными нагревательными спиралями; - грязными свариваемыми поверхностями; - несоответствием материалов свариваемой пары нормам |
Не допускается |
|
3 Тепловое повреждение
|
Локально появляющееся выделение расплава, часто на торцах муфт или цилиндрических частях одной или обеих сторон фитинга (обычно с глянцевой или пузырчатой поверхностью), например из-за: - избыточного времени сварки; - немедленно повторенного процесса сварки; - неисправности аппарата |
То же |
|
4 Смещение нагревательной спирали |
||
|
4.1 Радиальное
|
Нагревательная спираль уложена волнами, неравномерно, с перехлестами или смещена относительно свариваемой поверхности, например из-за: - перегрева; - грязных свариваемых поверхностей; - неправильной центровки |
» |
|
4.2 Осевое
|
Спирали сгруппированы локально в осевом направлении, например из-за: - превышения допусков свариваемых деталей; - наклона введенной трубы |
» |
|
5 Включения инородных тел |
Концентрация инородных тел в свариваемой поверхности, нагревательные спирали разорваны или разделены, например из-за: - грязных поверхностей; - испарений воды или газа, образующихся во время сварки |
» |
|
Внутренние дефекты соединений прямых труб и седелок |
||
|
6 Непровар из-за недостаточно близкой формы свариваемых поверхностей |
||
|
6.1
|
Вызван: - неправильной геометрией вогнутой части; - неоптимальной конструкцией центратора (позиционера); |
Не допускается |
|
6.2
|
- недостаточно близкой формой поверхностей в осевом направлении; - неоптимальной конструкцией центратора (позиционера); |
|
|
6.3
|
- дефектом формы в радиальном направлении; - неоптимальной конструкцией центратора (позиционера); |
Не допускается |
|
6.4 В месте сверления
|
- формированием локального или протяженного канала или каверны; - неоптимальной конструкцией центратора (позиционера) |
|
|
7 Непровар из-за искривления трубы
|
Локальная или протяженная неполная сварка с расхождением свариваемых поверхностей или без него, вызванная, например: - неравномерным приложением давления; - использованием одностороннего зажима; - неправильной геометрией наружной части трубы |
» |
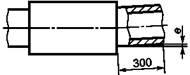
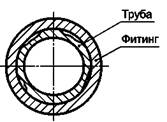
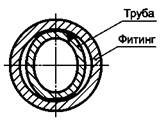
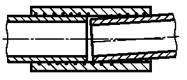

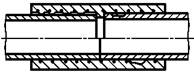
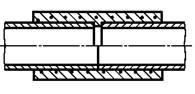
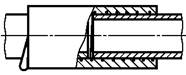
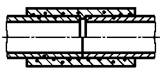
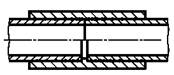
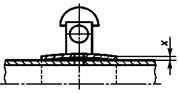
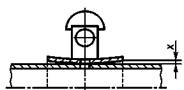
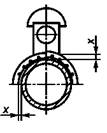
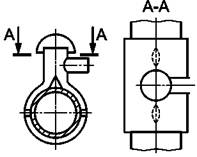
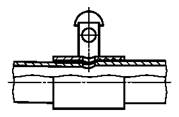
Таблица 4 - Дефекты при сварке нагретым газом
|
Описание |
Оценка |
|||||
|
Наружные дефекты сварных швов с V-образной разделкой кромок |
||||||
|
1 Трещины
|
Отдельные трещины или группы трещин с ответвлениями и без них, расположенные вдоль или поперек шва; могут находиться в: - шве; - основном материале; - нагреваемой зоне |
Не допускаются |
||||
|
2 Впадины на сварном шве
|
Глубокие впадины между присадочными валиками, вызванные, например: - дефектами присадочного прутка; - плохой укладкой присадочного прутка |
То же |
||||
|
3 Впадины на кромке
|
Впадины в основном материале вдоль шва, вызванные, например: - действием края сопла; - обработкой шва; - неудовлетворительным состоянием края зоны сварки |
Не допускаются |
||||
|
4 Непровар корня
|
Впадина, вызванная неполным заполнением расплавом корня шва, например из-за: - малого угла скоса кромки; - незначительного зазора у основания; - толстого присадочного прутка; - слабого сварочного усилия |
То же |
||||
|
5 Несплавление корневой зоны
|
Несоответствующая подготовка кромок |
» |
||||
|
6 Высокий корень
|
Слишком большой зазор у корня и сжатие расплава |
Допускается местами в ограниченных количествах, если
|
||||
|
7 Высокий шов
|
Неправильное число прутков или неправильная подготовка кромок |
Допускается постоянно, если |
||||
|
8 Незаполненный шов
|
Недостаточное заполнение шва |
Не допускается |
||||
|
9 Смещение соединяемых поверхностей
|
Нескомпенсированная разность толщин стенок или смещение равных по толщине стенок |
Допускается, если |
||||
|
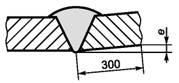
10 Угол излома
|
|
Допускается, если |
||||
|
11 Пересечение швов
|
|
Не допускается |
||||
|
12 Волнистая поверхность шва |
Волнистость, распространяющаяся вертикально относительно шва при заключительной проводке, вызванная, например, неравномерным сварочным усилием |
Допускается местами |
||||
|
13 Грубая поверхность сварки |
Мелкие открытые пузырьки, полосы или утолщения и т.п., например из-за: - загрязненности присадочного прутка; - слишком высокой температуры горячего газа |
Допускается в единичных случаях |
||||
|
14 Дефект пуска |
Неполная проварка в поперечном сечении при пуске или окончании сварки |
Не допускается |
||||
|
15 Тепловое повреждение |
Изменение цвета, формирование утолщений, сильный блеск и т. п. |
То же |
||||
|
Наружные дефекты поверхности угловых сварных швов |
||||||
|
16 Высокий шов
|
Больше стандартной толщины углового шва а = 0,7s |
Допускается, если |
||||
|
17 Низкий шов
|
Требуемое поперечное сечение не получено, например из-за: - недостатка или усадки расплава; - несоответствующей формы присадочного прутка |
Не допускается |
||||
|
18 Неравномерный шов
|
Геометрия шва не соответствует стандарту |
То же |
||||
|
Внутренние дефекты сварных швов с V- образной разделкой кромок и угловых швов |
||||||
|
19 Поры и включения инородных тел
|
Изолированные, дисперсные или локально сконцентрированные поры или включения, например из-за: - испарения во время сварки (вода, растворитель); - загрязнения нагревательного инструмента |
Допускается наличие небольших отдельных пор, |
||||
|
20 Непровар
|
В материале шва, вызванный, например: - слишком низкой температурой сварки; - загрязненностью свариваемых поверхностей |
Не допускается |
||||

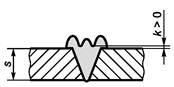






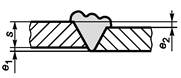
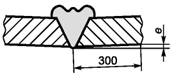
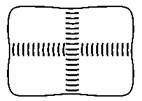
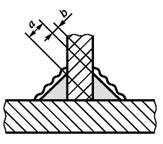
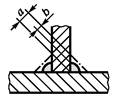
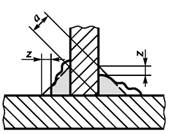


Таблица 5 - Дефекты экструзионной сварки
|
Наименование дефектов |
Описание |
Оценка |
|
Наружные дефекты V-образных и двойных V-образных швов |
||
|
1 Трещины
|
Отдельные трещины или группы трещин с ответвлениями и без них, распространяющиеся вдоль или поперек шва; могут находиться в: - шве; - основном материале; - нагреваемой зоне |
Не допускаются |
|
2 Внешние канавки на сварном шве
|
Протяженная или локальная лыска в продольном направлении относительно шва, вызванная, например: - дефектом сварочного башмака; - ошибочным управлением аппаратом |
То же |
|
3 Канавки на кромках
|
В основном материале вдоль шва, вызванные, например: - действием краев сварочных башмаков; - плохой обработкой зоны кромок |
Допускаются местами, если конечная глубина и Ds £ 0,1s, но макс 1 мм |
|
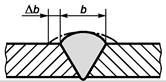
4 Не соответствующая требованиям сварка в зоне кромок
|
Неправильное наложение расплава на свариваемые кромки на одной или обеих сторонах шва: номинальный размер наложения расплава Db > 3 мм |
Не допускается |
|
5 Непровар в корне шва
|
Впадина, вызванная неправильным заполнением корня шва, например из-за: - загиба и непровара соединяемых поверхностей; - слишком малого раскрытия кромок; - слабого сварочного усилия; - проседания корня за счет усадки материала |
Не допускается |
|
6 Несплавление корневой зоны
|
Неправильная подготовка кромок |
То же |
|
7 Слишком высокий корень
|
Вызван, например: - слишком большим расхождением кромок; - значительным сварочным усилием |
Допускается, если Ds £ 0,15s, но макс 2 мм |
|
8 Слишком высокий сварочный валик
|
Вызван, например: - несоответствующей формой сварочного башмака; - слабым сварочным усилием |
Допускается постоянно, если 0,1s £ Ds £ 0,4s, но макс 6 мм |
|
9 Растекание расплава
|
Растекание расплава на одной или обеих сторонах шва. Расплав обычно плохо приварен к основному материалу |
Не допускается |
|
10 Незаполненный шов
|
Шов в поперечном сечении не получен, например из-за: - усадки присадочного материала; - несоответствующей формы сварочного башмака; - слишком высокой скорости сварки |
То же |
|
11 Смещение свариваемых кромок
|
Некомпенсированная разница толщин стенок и смещение при равных толщинах |
Допускается, если е1 £ 0,1s, е2 £ 0,15s, но макс 2 мм |
|
12 Угловое смещение
|
Длина L короткой стороны - определяющая для допустимого отклонения |
Допускается до е £ ±1 мм |
|
13 Пересечение швов
|
|
Не допускается |
|
14 Асимметричный шов
|
Перемещение сварочного башмака не по центру шва |
То же |
|
15 Волнистая поверхность шва |
Вызвана, например: - неравномерным приложением сварочного усилия; - неравномерностью скорости сварки |
Допускается местами |
|
16 Грубая поверхность шва |
Мелкие открытые пузырьки, полосы или утолщения и т. п., вызванные, например: - наличием влаги при формировании расплава; - слишком низкой температурой формируемого расплава |
Допускаются отдельные пятна |
|
17 Дефект пуска |
Не полностью проваренный шов в поперечном сечении в начале или конце сварки |
Не допускается |
|
18 Тепловое повреждение |
Изменение цвета, формирование утолщений, сильный блеск и т. п. |
То же |
|
Внешние дефекты угловых швов |
||
|
19 Высокий шов
|
Превышение стандартной толщины углового шва а = 0,7s |
Допускается, если b £ 0,4 а, но макс 6 мм |
|
20 Низкий шов
|
Требуемое поперечное сечение шва не получено, например из-за: - недостатка или усадки присадочного материала; - несоответствующей формы присадочного башмака |
Не допускается |
|
21 Неравномерный шов
|
Геометрия шва не соответствует стандарту |
То же |
|
Внутренние дефекты V-образных, двойных V-образных и угловых швов |
||
|
22 Поры и включения инородных тел
|
Отдельные, многочисленные дисперсные или локально сконцентрированные поры или включения, например из-за: - испарения во время сварки (вода, растворитель); - загрязненного нагревательного инструмента |
Допускаются небольшие отдельные поры, если Ds £ 0,05s |
|
23 Непровар
|
Вызван, например: - загрязнением свариваемых поверхностей; - слишком слабым сварочным усилием; - несоответствующим нагревом |
Не допускается |









Приложение А
(справочное)
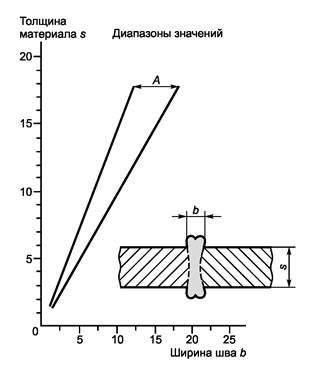
Рисунок 1 - Зависимость ширины сварного шва от толщины материала
Библиография
Ключевые слова: сварка, полиэтиленовые трубы, фитинги, оборудование для сварки, сварка встык, центраторы, нагреватели, торцеватели