НАУЧНО-ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ
СРЕДСТВ ИЗМЕРЕНИЙ
В МАШИНОСТРОЕНИИ
(НПО «ВНИИИЗМЕРЕНИЯ»)
РЕКОМЕНДАЦИИ
ГОСУДАРСТВЕННАЯ СИСТЕМА
ОБЕСПЕЧЕНИЯ ЕДИНСТВА
ИЗМЕРЕНИЙ
ИНДИКАТОРЫ
МНОГООБОРОТНЫЕ
С ЦЕНОЙ ДЕЛЕНИЯ
0,001 И 0,002 ММ
МЕТОДИКА ПОВЕРКИ
МИ 1876-88
Москва
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
1989
РЕКОМЕНДАЦИИ
|
РЕКОМЕНДАЦИИ Государственная система обеспечения единства измерений ИНДИКАТОРЫ
МНОГООБОРОТНЫЕ С ЦЕНОЙ МЕТОДИКА ПОВЕРКИ |
МИ 1876-88 |
Настоящие рекомендации распространяются на многооборотные индикаторы с ценой деления 0,001 и 0,002 мм по ГОСТ 9696-82 и устанавливают методику их первичной и периодической (при эксплуатации) поверок.
(Измененная редакция, Изм. № 1).
1. ОПЕРАЦИИ И СРЕДСТВА ПОВЕРКИ
1.1. При проведении поверки должны выполняться операции и применяться средства поверки с характеристиками, указанными в таблице.
|
Наименование операции |
Номер пункта рекомендации |
Наименование образцового средства измерений или вспомогательного средства поверки; номер документа, регламентирующего технические требования к средству; разряд по государственной схеме и (или) метрологические и основные технические характеристики |
Проведение операции при: |
|
|
первичной поверке |
периодической поверке |
|||
|
Внешний осмотр |
- |
Да |
Да |
|
|
Опробование |
- |
Да |
Да |
|
|
Определение метрологических характеристик |
||||
|
Проверка измерительных наконечников |
Детали-образцы с параметром шероховатости Rz = 0,100 мкм; нижние стеклянные плоские пластины 60 мм 1-го класса по ГОСТ 2923 |
Да* |
Да |
|
|
Определение общего хода измерительного стержня |
Концевая плоскопараллельная мера длины 3-го класса точности, длиной 1,5 мм по ГОСТ 9038-83 (далее - концевые меры длины); стойка типа C-III по ГОСТ 10197-70 |
Да |
Нет |
|
|
Определение измерительного усилия и колебания измерительного усилия |
Весы циферблатные или цифровые ценой деления 2 г, с наибольшим пределом взвешивания 1 кг, (9,8 Н) среднего класса точности по ГОСТ 23676-79; стойка С-II по ГОСТ 10197-70 |
Да |
Нет |
|
|
Определение изменения показаний индикатора при нажиме на стержень в направлении, перпендикулярном к его оси |
Граммометр типа 15-150 по ТУ 25-02.021301-78 |
Да* |
Да* |
|
|
Определение параметра шероховатости наружной поверхности гильзы |
Образцы шероховатости поверхности по ГОСТ 9378-75 или детали-образцы параметром шероховатости Rа = 0,63 мкм |
Да |
Нет |
|
|
Определение наибольшей разности погрешностей, размаха и вариации показаний |
Прибор для поверки измерительных головок типа ППГ-2А (приложение I) ППГ-3 по ТУ 2-034-0221197-003-89; концевые меры длины 4-го разряда по МИ 1604-87 и концевые меры длины размером 5 - 10 мм 3-го класса по ГОСТ 9038-83; стойка типа С-Н по ГОСТ 10197-70; оптиметр горизонтальный с пределом измерения 500 мм и ценой деления по шкале 1 мкм; приспособление для закрепления индикатора (приложение 2) |
Да |
Да |
|
______________
* Операцию проводят выборочно в порядке, установленном предприятием-изготовителем.
Примечание. Допускается применение других средств, не приведенных в таблице, но обеспечивающих определение (контроль) метрологических характеристик поверяемых индикаторов с требуемой точностью.
(Новая редакция, Изм. № 1).
2. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
2.1. При подготовке к проведению поверки следует соблюдать правила пожарной безопасности, установленные для работы с легковоспламеняющимися жидкостями, к которым относится бензин, используемый для промывки.
2.2. Бензин хранят в металлической посуде, плотно закрытой металлической крышкой, в количестве не более однодневной нормы, требуемой для промывки.
2.3. Промывку проводят в резиновых технических перчатках типа II по ГОСТ 20010-74.
3. УСЛОВИЯ ПОВЕРКИ И ПОДГОТОВКА К НЕЙ
3.1. При поверке должны соблюдаться следующие условия:
температура окружающей среды, °С.................................... 20 ± 3
относительная влажность, %................................................. 58 ± 20
(Измененная редакция, Изм. № 1).
3.2. Перед проведением поверки смазанные наружные части многооборотных индикаторов и концевые меры должны быть промыты бензином по ГОСТ 443-76, вытерты чистой фланелевой салфеткой по ГОСТ 7259-77 и выдержаны на рабочем месте не менее 4 ч.
(Измененная редакция, Изм. № 1).
4. ПРОВЕДЕНИЕ ПОВЕРКИ
4.1.1. При внешнем осмотре должно быть установлено наличие товарного знака предприятия-изготовителя, порядкового номера, наконечника и паспорта.
(Новая редакция, Изм. № 1).
При опробовании проверяют плавность перемещения стрелки, высоту расположения стрелки над шкалой, перекрытие стрелкой коротких штрихов, передвижение стрелки по всей шкале и предел регулирования нулевой установки.
Стрелку совмещают с отметкой шкалы, соответствующей нерабочему положению индикатора; затем индикатор поворачивают вокруг стрелки приблизительно на 45° и одновременно, не меняя положения головы поверителя, наблюдают изменение показаний.
Изменение показаний индикатора не должно превышать 0,5 деления шкалы.
(Измененная редакция, Изм. № 1).
4.3. Определение метрологических характеристик
(Измененная редакция, Изм. № 1).
4.3.1. Параметр шероховатости измерительной поверхности наконечника проверяют визуально сравнением с деталями-образцами с параметром шероховатости Rz = 0,100 мкм. Для определения плоскостности плоских наконечников следует применять плоские стеклянные пластины. Допуск плоскостности 0,2 мкм. После ремонта и при периодической поверке на измерительных поверхностях наконечников проверяют отсутствие царапин, сколов и заметного на глаз износа.
(Измененная редакция, Изм. № 1).
4.3.2. Для определения общего хода измерительного стержня поверяемый индикатор устанавливают на стойке С-III на верхний предел диапазона измерения и закрепляют; затем между наконечником индикатора и столиком вводят концевую меру длиной 1,5 мм.
Концевая мера должна свободно проходить между наконечником индикатора и столиком.
4.3.3. Для определения измерительного усилия и его колебания индикатор закрепляют в стойке С-II и измерительный наконечник вводят в контакт с верхней поверхностью площадки весов, опуская индикатор или нагружая вторую площадку весов (при неподвижном индикаторе), определяют измерительное усилие в начале и конце шкалы индикатора.
Разность между двумя отсчетами характеризует колебание измерительного усилия.
Наибольшее измерительное усилие не должно превышать 2 Н, а колебание измерительного усилия для индикаторов 1 МИГ-0,5 Н, для индикаторов 2 МИГ-0,7 Н.
(Измененная редакция, Изм. № 1).
4.3.4. Изменение показаний индикатора при боковом нажатии на измерительный стержень в направлении, перпендикулярном к его оси, определяют граммометром. Индикатор закрепляют в стойке типа С-II; измерительный наконечник приводят в контакт с концевой мерой длины. Далее, нажимая концом граммометра с усилием 1 Н последовательно с четырех взаимно перпендикулярных сторон на измерительный стержень головки и наблюдая за стрелкой, предварительно установленной на нулевое деление, отсчитывают изменение показаний индикатора по каждому из четырех положений. За изменение показаний индикатора при боковом нажатии принимают наибольшее значение из четырех изменений. Изменение показаний не должно превышать 0,5 цены деления шкалы.
(Измененная редакция, Изм. № 1).
4.3.5. Параметр шероховатости наружной поверхности гильзы определяют визуально сравнением с образцами шероховатости поверхности по ГОСТ 9378-75 или деталями-образцами с параметром шероховатости Ra = 0,63 мкм.
Индикаторы, изготовляемые по заказу потребителя для работы в других положениях согласно ГОСТ 9696-82, следует проверять в вертикальном положении, в случаях, если они предназначены для работы под углом не более 45° (относительно вертикального положения) и при одном из горизонтальных положений при работе под углом более 45° (относительно вертикального положения).
Наибольшую разность погрешностей определяют на приборе для поверки измерительных головок типа ППГ-2А (см. приложение 1), ППГ-3 или при помощи концевых мер длины 4-го разряда по МИ 1604-87.
Для определения наибольшей разности погрешностей индикатора следует проводить измерения на отдельных отметках шкалы и определять погрешности на этих отметках или отклонения показаний (см. приложение 3), а затем по полученным значениям путем обработки определять наибольшую разность погрешностей на всем диапазоне измерения и в пределах 200 делений. При определении наибольшей разности погрешностей на всем диапазоне следует проводить измерения на отметках шкалы, расположенных одна от другой через 100 делений, а в пределах 200 делений на отметках шкалы, расположенных через 20 делений.
Для определения разности погрешностей индикаторов по концевым мерам длины используют стойку С-II по ГОСТ 10197-70 или горизонтальный оптиметр.
К столику стойки притирают концевую меру длины размером 5 - 10 мм. Образцовые меры устанавливают поперек на притертую к столику концевую меру длины.
При использовании горизонтального оптиметра взамен измерительного устройства применяют приспособление для закрепления индикатора (см. приложение 2), в которое вставляют и закрепляют поверяемый индикатор. На пиноль оптиметра надевают плоский наконечник.
По наименьшей концевой мере длины устанавливают стрелку индикатора на нулевую отметку шкалы. Затем, сняв меру, последовательно устанавливают на ее место остальные меры. Каждую меру измеряют три раза, арретируя измерительный стержень. Разность между средним значением из трех измерений и размерами последовательно установленных концевых мер длины принимают за погрешность на данной отметке шкалы.
Под наибольшей разностью погрешностей индикатора понимают наибольшую алгебраическую разность значений на проверяемых участках при прямом ходе измерительного стержня.
Наибольшая разность погрешностей на всем диапазоне измерения для индикаторов 0 и 1-го классов точности не должна превышать 2 и 2,5 цены деления, а на участке 200 делений для индикаторов 0 и 1-го классов точности 1,5 и 2 цены деления.
(Новая редакция, Изм. № 1).
4.3.6.1. Размах показаний определяют в начале, середине и конце диапазона измерений индикатора (наконечником вниз).
Для проверки индикатор закрепляют на приборе ППГ-2А, ППГ-3 или в стойке С-II. Наконечник индикатора устанавливают на измерительную поверхность прибора ППГ-2А, ППГ-3 или на концевую меру.
Арретируя по десять раз измерительный наконечник на измерительную поверхность прибора (ППГ-2А или ППГ-3) или на плоскость концевой меры в одной и той же точке, снимают показания.
Разность между наибольшим и наименьшим показаниями индикатора равна размаху показаний в данной точке диапазона измерений.
Размах показаний в каждой проверяемой отметке не должен превышать 1/2 цены деления шкалы индикаторов 0-го класса точности и 2/3 цены деления шкалы 1-го класса точности.
(Измененная редакция, Изм. № 1).
4.3.6.2. Вариацию показаний индикатора определяют на приборе ППГ-2А или ППГ-3 на отметке, находящейся на 20 делений от нулевой отметки, в середине диапазона измерений и на отметке, находящейся в 20 делениях от последней отметки диапазона измерений.
(Новая редакция, Изм. № 1).
В каждой отметке шкалы стрелку индикатора переводят вправо от проверяемой отметки на 20 делений, затем переводят на проверяемую отметку и снимают отсчет, после этого стрелку переводят влево от проверяемой отметки на 20 делений, возвращают на проверяемую отметку и снимают второй отсчет. Разность показаний прибора определяет вариацию показаний. Проверку повторяют 5 раз.
Средняя разность проведенных отсчетов определяет вариацию показаний в поверяемой отметке.
(Измененная редакция, Изм. № 1).
Вариация показаний в каждой отметке не должна превышать 1 цены деления шкалы индикаторов 0-го класса точности и 1,5 цены деления шкалы 1-го класса точности.
(Новая редакция, Изм. № 1).
5. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ
5.11. Положительные результаты первичной поверки индикаторов предприятие-изготовитель оформляет отметкой в паспорте, заверенной поверителем.
5.2. На индикаторы, признанные годными при государственной периодической поверке, выдают свидетельство по форме, установленной Госстандартом СССР.
5.3. Положительные результаты периодической ведомственной поверки оформляют отметкой в документе, составленном ведомственной метрологической службой.
5.4. Индикаторы, не соответствующие требованиям ГОСТ 9696-82, бракуют и к применению не допускают. Выдают извещение о непригодности и изъятии из обращения и применения индикаторов, не подлежащих ремонту, или о проведении повторной поверки после ремонта.
ПРИЛОЖЕНИЕ 1
Справочное
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ПРИБОРА ППГ-2А ДЛЯ ПОВЕРКИ ИЗМЕРИТЕЛЬНЫХ ГОЛОВОК И НУТРОМЕРОВ
Присоединительные размеры, мм 8 и 28
Диапазон измерения, мм 0 - 1 и 0 - 2
Цена деления, мкм 0,1 и 0,2
Предел допускаемой основной погрешности при прямом или обратном направлении перемещения измерительной системы, мкм:
при цене деления....................................................................................... 0,1 мкм
на всем диапазоне измерения 0 - 1 мм..................................................... ±0,5,
на любом участке в диапазоне 0 - 0,2 мм................................................ ±0,25,
на участке ±0,06 мм от среднего положения наконечника................... ±0,15;
при цене деления....................................................................................... 0,2 мкм
на всем диапазоне измерения 0 - 2 мм.................................................... ±1,0,
на любом участке в диапазоне 0 - 0,5 мм................................................ ±0,7.
Предел допускаемой вариации показаний, мкм:
при цене деления 0,1 мкм......................................................................... 0,1,
при цене деления 0,2 мкм......................................................................... 0,2.
Габаритные размеры, мм, не более.......................................................... 355´160´248.
Масса без принадлежностей, кг, не более - 9,6,
ПРИЛОЖЕНИЕ 2
Справочное
ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАКРЕПЛЕНИЯ ИНДИКАТОРА
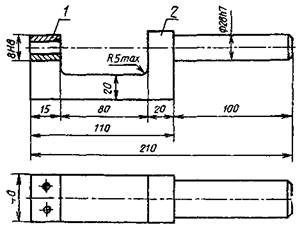
1 - крышка; 2 - корпус
ПРИЛОЖЕНИЕ 3
Справочное
Протокол. Определение наибольшей разности погрешностей по концевым мерам длины индикатора 1МИГ с ценой деления 0,001 мм, диапазоном измерений 0 - 1 мм, класса точности 0
(Новая редакция, Изм. № 1).
Изготовитель - ЛИЗ
|
Проверяемые отметки шкалы |
Номинальная длина образцовых концевых мер длины |
Отклонения от номинальной длины концевых мер |
Отклонение показаний индикатора на проверяемых отметках шкалы |
Отклонение показаний индикатора с поправкой на отклонения концевых мер |
Наибольшая разность погрешностей на всем диапазоне измерения |
Наибольшая разность погрешностей на участке 200 делений |
|
мм |
мкм |
|||||
|
0 |
1,0 |
+0,15 |
+0,3 |
+0,15 |
||
|
+0,1 |
1,1 |
+0,10 |
+1,2 |
+1,1 |
||
|
+0,2 |
1,2 |
-0,02 |
+0,1 |
+0,12 |
||
|
+0,3 |
1,3 |
-0,10 |
-0,5 |
-0,4 |
||
|
+0,4 |
1,4 |
0 |
+1,0 |
+1,0 |
||
|
+0,5 |
1,5 |
-0,08 |
-0,5 |
-0,42 |
1,83 |
- |
|
+0,6 |
1,6 |
-0,06 |
-0,2 |
-0,14 |
||
|
+0,7 |
1,7 |
-0,02 |
+0,8 |
+0,82 |
||
|
+0,8 |
1,8 |
+0,01 |
+1,0 |
+0,99 |
||
|
+0,9 |
1,9 |
+0,10 |
+1,2 |
+1,1 |
||
|
+1,0 |
2,0 |
+0,09 |
+1,5 |
+1,41 |
||
|
+0,2 |
1,2 |
-0,02 |
+1,0 |
+1,02 |
||
|
+0,22 |
1,22 |
+0,12 |
+0,3 |
+0,18 |
||
|
+0,24 |
1,24 |
+0,03 |
+0,6 |
+0,57 |
||
|
+0,26 |
1,26 |
-0,04 |
+0,7 |
+0,74 |
||
|
+0,28 |
1,28 |
-0,08 |
+1,2 |
+0,28 |
||
|
+0,30 |
1,3 |
-0,10 |
-0,5 |
-0,4 |
- |
1,40 |
|
+0,32 |
1,32 |
+0,03 |
+0,8 |
+0,73 |
||
|
+0,34 |
1,34 |
+0,11 |
-0,2 |
-0,31 |
||
|
+0,36 |
1,36 |
+0,16 |
+0,3 |
+0,12 |
||
|
+0,38 |
1,38 |
+0,01 |
+0,8 |
+0,79 |
||
|
+0,40 |
1,40 |
0 |
+1,0 |
+1,0 |
||
Наибольшая разность погрешностей индикатора на всем диапазоне измерения равна 1,83 мкм (допускаемое значение - 2 мкм), а на участке 200 делений равна 1,42 мкм (допускаемое значение - 1,5 мкм).
(Измененная редакция, Изм. № 1).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАНЫ И ВНЕСЕНЫ Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
А.М. Смогоржевский (руководитель темы); А.М. Ильина
2. УТВЕРЖДЕНЫ НПО «ВНИИМ им. Д.И. Менделеева» 11.02.88
3. ВЗАМЕН ГОСТ 8.208-76
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта |
|
ГОСТ 7259-77 |
|
|
ГОСТ 9038-83 |
|
|
ГОСТ 9378-75 |
|
|
ГОСТ 20010-74 |
|
|
ГОСТ 23676-79 |
|
|
МИ 1604-87 |
СОДЕРЖАНИЕ
|
1. Операции и средства поверки. 1 3. Условия поверки и подготовка к ней. 3 5. Оформление результатов поверки. 5 |