Система нормативных документов в газовой промышленности
ВЕДОМСТВЕННЫЙ РУКОВОДЯЩИЙ ДОКУМЕНТ
Открытое акционерное
общество «Газпром»
ООО «Научно-исследовательский институт природных газов и газовых
технологий - ВНИИГАЗ»
МЕТОДИКА
ОПРЕДЕЛЕНИЯ КАЧЕСТВА ПОЛИМЕРНЫХ
АДГЕЗИОННЫХ ВНУТРЕННИХ
ПОКРЫТИЙ ПОСЛЕ ВОЗДЕЙСТВИЯ
КОРРОЗИОННО-АГРЕССИВНЫХ СРЕД
МЕТОДОМ АВТОКЛАВНОГО ИСПЫТАНИЯ
ВРД 39-1.10-030-2001
Разработан Управлением науки, новой техники и экологии ОАО «Газпром»; Обществом с ограниченной ответственностью «Научно-исследовательский институт природных газов и газовых технологий - ВНИИГАЗ» Антонов В.Г., Рябец Ю.С., Сорокина Н.В.; Акционерным обществом «Всероссийский научно-исследовательский институт по строительству трубопроводов» - АО ВНИИСТ Семенченко В.К., Ушанов С.М., Мосютина Е.У.
Внесен Управлением науки, новой техники и экологии ОАО «Газпром»
Утвержден Начальником Управления науки, новой техники и экологии ОАО «Газпром»
Дата введения: 01-07-2001 г.
Вводится впервые
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
Среди множества способов защиты трубопроводов от внутренней коррозии в агрессивных средах применение полимерных покрытий занимает одно из ведущих мест. Эксплуатация трубопроводов с внутренними защитными покрытиями позволяет существенно снизить прямые и косвенные потери, связанные с коррозией, за счет увеличения сроков службы трубопроводов, снижения затрат на их ремонт и очистку, уменьшения потребляемой мощности на перекачивание транспортируемых сред.
Методика подготовлена с целью сравнительной оценки защитных свойств различных типов полимерных адгезионных покрытий при воздействии агрессивных сред, а также для определения стойкости покрытий к образованию пузырей (блистеринг) вследствие быстрой декомпрессии.
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Методика определения стойкости полимерных адгезионных покрытий к действию коррозионно-агрессивных сред (далее - Методика), подготовлена с целью сравнительной оценки защитных свойств различных типов полимерных адгезионных покрытий после воздействия коррозионно-агрессивных сред, а также для определения стойкости покрытий к образованию пузырей (блистерингу) вследствие быстрой декомпрессии. Методика рекомендуется для сравнительной оценки различных полимерных покрытий, применяющихся для эксплуатации в агрессивных средах, характерных для газовой отрасли.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящей Методике использованы ссылки на следующие нормативные документы:
|
СПКП. Скреперы. Номенклатура показателей |
|
|
Покрытия лакокрасочные. Методы ускоренных испытаний на долговечность в жидких агрессивных средах |
|
|
ЕСЗКС. Покрытия лакокрасочные. Методы испытаний на стойкость к статическому воздействию жидкостей |
|
|
ЕСЗКС. Покрытия лакокрасочные. Методы ускоренных испытаний на стойкость к воздействию нефтепродуктов |
|
|
ССБТ. Очки защитные. Термины и определения |
|
|
ССБТ. Противогазы промышленные фильтрующие. Технические условия |
|
|
Кислота уксусная. Технические условия |
|
|
Натрий хлористый. Технические условия |
|
|
Газы горючие природные промышленного и коммунально-бытового назначения. Технические условия |
|
|
Вода дистиллированная. Технические условия |
|
|
Двуокись углерода газообразная и жидкая. Технические условия |
|
|
Материалы лакокрасочные. Методы получения лакокрасочного покрытия для испытания |
|
|
Азот газообразный и жидкий. Технические условия |
|
|
Толуол нефтяной. Технические условия |
|
|
Спирт этиловый ректификованный технический. Технические условия |
|
|
ИСО 2409:1992 |
Лаки и краски. Испытания методом решетчатых надрезов |
|
Лаки и краски. Определение адгезии методом отрыва |
|
|
Лаки и краски. Метод определения толщины пленки |
|
|
ИСО 4628:1982 |
Лаки и краски. Оценка лакокрасочных покрытий. Определение интенсивности, количества и размеров типовых дефектов |
|
Конденсат газовый стабильный. Технические условия |
|
|
ТУ 38.401-58-10-90 |
Керосин осветительный |
Методика определения диэлектрической проницаемости покрытия, ВНИИСТ, 2000 г.
Инструкция по охране труда при работе автоклавных установок № 82, ВНИИГАЗ, 1999 г.
Технологическая инструкция автоклавных установок № 107, ВНИИГАЗ, 1999 г.
Инструкция по технике безопасности при транспортировке и хранении емкости с жидким сероводородом, ВНИИГАЗ, 1999 г.
3 ОБЩИЕ ПОЛОЖЕНИЯ
3.1 Методика предназначена для лабораторных испытаний стойкости полимерных покрытий в агрессивной среде при определенных температурах и давлениях посредством применения автоклавной установки или другого аналогичного оборудования.
3.2 Критериями оценки качества покрытий являются изменения их внешнего вида, адгезионных, электрохимических свойств покрытий после выдержки в агрессивной среде в сравнении с исходными.
4. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Физико-механические и электрохимические параметры, которые участвуют в оценке материалов, представлены в таблице 1.
|
№ |
Наименование показателя |
Ед. изм. |
Метод испытания |
|
1 |
Толщина |
мм |
|
|
2 |
Внешний вид |
|
|
|
3 |
Коэффициент соотношения емкостей при частотах 2 и 20 кГц и тангенс угла диэлектрических потерь |
б/р |
|
|
4 |
Адгезия |
МПа |
ИСО 2409:1992 |
|
5 |
Блистеринг (образование пузырей) |
балл |
ИСО 4628-2:1982 |
5 ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПРОВЕДЕНИИ ИСПЫТАНИЙ
5.1 Работы проводят в специальном помещении, которое по расположению относительно других помещений, вентиляции и оснащению отвечает требованиям, предъявляемым к лаборатории для работы с сероводородом.
5.2 В помещении для испытаний должны находиться:
- средства пожаротушения, включающие огнетушители - по ГОСТ 4.121;
- средства индивидуальной защиты для каждого работающего: противогазы - по ГОСТ 12.4.121; защитные очки - по ГОСТ 12.4.001;
- средства оказания первой медицинской помощи при несчастных случаях, включающие раствор борной кислоты (С = 3 %), нашатырный спирт, запас нейтрализующего сероводород щелочного раствор.
5.3 Сероводород после использования пропускают через нейтрализующий раствор (щелочь).
5.4 Нейтрализованный раствор подлежит захоронению в разрешенном Санэпидстанцией месте.
6 ОБОРУДОВАНИЕ, СРЕДСТВА КОНТРОЛЯ И РЕАГЕНТЫ
6.1 Автоклавная установка (далее - автоклав) изображена на рисунке 1.
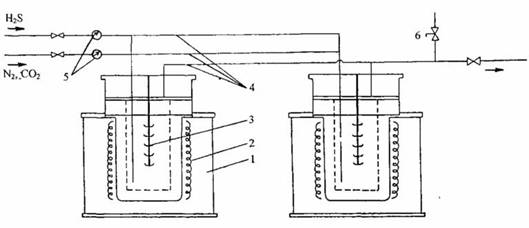
Рисунок 1 - Схема автоклавной установки
1 - автоклав; 2 - нагревательный элемент; 3 - приспособление для
установки образцов;
4 - трубопроводы для подвода и отвода газов; 5 - манометр; 6 -
предохранительный клапан
6.2 Допускают проведение испытаний в трубе с заглушками, заполненной испытательной агрессивной средой под давлением на специальном стенде, предусматривающем контроль давления и температуры.
6.3 Для удержания испытуемых образцов в зафиксированном состоянии используют приспособление для установки образцов, изготовленное из материала, инертного к испытательной среде.
- магнитный толщиномер - по ИСО 2808
- искровой дефектоскоп - по Методике определения диэлектрической проницаемости покрытия
- тераомметр типа МОМ 4- по ГОСТ 9.083
- мост переменного тока типа Р-571 - по ГОСТ 9.409
- прибор для определения разрывной нагрузки - по ИСО 4624.
6.5.1 Газы:
- сероводород;
- углекислый газ - по ГОСТ 8050;
- природный газ - по ГОСТ 5542;
- азот - по ГОСТ 9293.
6.5.2 Углеводородные жидкости:
- керосин - по ТУ 38.401-58-10;
- толуол - по ГОСТ 14710;
- стабильный газовый конденсат - по ОСТ 51.65.
6.5.3 Для приготовления водных растворов используют дистиллированную воду - по ГОСТ 6709.
7 ПОДГОТОВКА ОБРАЗЦОВ
7.1 Для каждого типа покрытия изготавливают по ГОСТ 8832 не менее семи образцов:
- три используют для определения исходных характеристик покрытия;
- три устанавливают на испытания;
- один контрольный образец.
7.2 Используемые в методике образцы могут быть двух видов:
- пластинки прямоугольные, которые должны иметь покрытие с обеих сторон и защищенные торцы;
- образцы в виде колец, вырезанные из трубчатых изделий с защищенными торцами.
7.3 Образцы для испытаний маркируют краской или карандашом таким образом, чтобы не нарушалась целостность покрытия и обеспечивалась возможность их идентификации по завершении испытаний.
7.4 В ходе одного и того же опыта допускают одновременное испытание нескольких типов покрытий при условии исключения влияния образцов друг на друга и сохранения всех параметров испытаний.
7.5 Образцы для испытаний подвергают внешнему контролю. Покрытие должно быть сплошным, равномерным, без пропусков, потеков и сорности, не должно иметь пузырей, пор. При обнаружении подобных дефектов образцы отбраковывают.
7.6 Толщину покрытия определяют магнитным толщиномером не менее, чем в трех точках поверхности образца. Допускается разнотолщинность в пределах 10 %.
7.7 Сплошность покрытия определяют с помощью искрового дефектоскопа постоянного тока. Покрытие считается сплошным, если при напряжении 4 - 8 В на 1 мкм покрытия не наблюдается пробоя.
Контроль сплошности покрытия может осуществляться также путем определения пористости покрытия с помощью тераоометра.
8 ИСПЫТАТЕЛЬНАЯ СРЕДА
8.1 Выбор испытательной среды проводят в соответствии с предполагаемыми условиями эксплуатации (давление, температура, агрессивные компоненты).
8.2 Типовая агрессивная среда содержит жидкую и газовую фазы.
8.2.1 Жидкую фазу представляют:
- смесь жидких углеводородов;
- водный раствор аминов;
- растворы солей, кислот и другие агрессивные среды.
8.2.1.1 Жидкие углеводороды представлены смесью керосина и толуола в объемном соотношении 1:1 или стабильным газовым конденсатом.
8.2.1.2 Для приготовления водных растворов солей и кислот используют: дистиллированную воду - по ГОСТ 6709, уксусную кислоты - по ГОСТ 61 и хлористый натрий - по ГОСТ 4233.
8.2.2 В качестве газовой фазы используют газ одного вида или смесь газов. При применении многокомпонентной системы подают либо предварительно приготовленную смесь ее компонентов, либо отдельные ее компоненты, поступающие под давлением и в соотношениях, которые соответствуют установленным для данного испытания условиям.
8.2.3 Рекомендуемые типовые испытательные среды на основе сероводорода (H2S) указаны в приложении А.
8.3 Допускается использование других испытательных сред, которые являются модельными для исследуемых материалов.
9 ТРЕБОВАНИЯ К ПРОВЕДЕНИЮ ИСПЫТАНИЙ
9.1 Минимальная площадь поверхности покрытия, подлежащего испытанию должна быть не менее 25 см2.
9.2 Количество образцов, испытываемых одновременно, выбирают так, чтобы на каждый 1 см2 испытываемой поверхности приходилось не менее 8 см3 среды.
9.3 Условия испытаний (температуру, давление, среду) в автоклавах выбирают в соответствии с программой испытаний. Допустимые отклонения давления - ±0,5 атм, температуры - ±2 °С.
9.4 Продолжительность испытаний составляет не менее 720 ч. При необходимости увеличивают продолжительность испытания.
9.5 Располагают образцы в испытательной среде с учетом требований ГОСТ 9.083 следующим образом:
- при определении стойкости в жидкой среде образцы должны быть погружены в нее полностью;
- при определении стойкости покрытий в газовой среде образцы помещают в сосуд автоклава над уровнем жидкости, заполняющей 10 % объема сосуда;
- при определении стойкости покрытий ко всем фазам одновременно (углеводородная, водная и газовая фазы) образцы располагают так, чтобы с каждой фазой контактировало не менее 25 % поверхности образца;
- при определении склонности покрытия к образованию пузырей вследствие быстрой декомпрессии (блистеринг) продолжительность испытаний составляет не менее 24 часов. По окончании испытаний в автоклаве производится быстрый сброс давления не менее (1 МПа в мин), температура понижается до комнатной (~ + 23 °C).
10 ПРОВЕДЕНИЕ ИСПЫТАНИЙ
10.1 Перед началом испытаний образцы контролируют с учетом 6.4, 7.5, 7.6 и 7.7.
10.2 Исходные характеристики определяют в соответствии с таблицей 1 (показатели 1 - 4).
10.3 Образцы помещают в автоклав и проводят испытания в соответствии с разделом 9.
10.4 По окончании испытаний образцы аккуратно промывают водой или этиловым спиртом - по ГОСТ 18300 и обсушивают неворсистой салфеткой.
10.5 Производят осмотр образцов на выявление заметных изменений внешнего вида и дефектов.
10.6 Проводят испытания покрытий для определения свойств после автоклавных испытаний.
10.7 Пример проведения автоклавных испытаний приведен в приложении Б.
11. ОБРАБОТКА И ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ
11.1 Оценку стойкости покрытий проводят по следующим параметрам:
- внешний вид;
- толщина;
- адгезия покрытия к металлу и/или межслойная;
- коэффициент соотношения емкостей при частотах 2 и 20 кГц и тангенс угла диэлектрических потерь;
- коррозия металлической поверхности под покрытием.
11.2 Оценку внешнего вида покрытия производят по ГОСТ 9.407. Образцы с покрытием после испытаний сравнивают с контрольным образцом. При этом фиксируют следующие параметры:
- изменение цвета покрытия;
- наличие пузырей;
- отслаивание;
- сморщивание;
- размягчение, набухание;
- пористость или вспенивание;
- коррозионные очаги на поверхности покрытия.
Изменение внешнего вида покрытия оценивают следующим образом:
- (а) без изменения;
- (б) слабое изменение;
- (в) среднее изменение;
- (г) сильное изменение.
11.3 Толщину покрытия определяют в соответствии с 7.6.
11.4 Для оценки адгезии используют качественные и количественные методы.
11.4.1 Для качественной оценки адгезии используют следующий экспресс-метод.
Покрытие прорезают лезвием ножа до металла, сделав V-образный разрез. Используя острую сторону ножа как клин, поднимают пленку покрытия в прорези. Оголенную сторону обследуют с помощью микроскопа с увеличением в 10 - 15 раз. Испытание проводят не менее трех раз на разных участках образца.
Приемлемый уровень адгезии: покрытие трудно удалить и может быть приподнята лишь очень малая часть покрытия размером 1 - 6 мм или менее. Покрытие невозможно снять в виде листа.
Неприемлемый уровень адгезии: покрытие можно легко отделить от металлической поверхности. Отделенная полоска легко принимает плоскую форму.
11.4.2 Для количественного определения величины адгезии покрытия к подложке существует три стандартных метода:
- метод решетчатых надрезов для покрытий толщиной менее 250 мкм согласно ИСO 2409 (приложение В);
- метод Х-образного надреза (приложение Г);
- метод отрыва или «pull-off test» для покрытий толщиной более 250 мкм согласно ИСO 4624 (приложение Д).
При оценке адгезии методом решетчатых надрезов и Х-образного надреза после испытаний покрытие должно иметь адгезию не ниже 1 балла.
При использовании метода отрыва величина адгезии в МПа не должна снижаться более, чем в два раза от исходной.
11.5 Для количественного определения состояния покрытия и его защитных свойств предусмотрено испытание по оценке изменения электрохимических параметров покрытия (коэффициент соотношения емкостей Кf при частотах 2 и 20 кГц и тангенс угла диэлектрических потерь по ГОСТ 9.409 (Приложение Е).
11.6 Состояние металла под покрытием оценивают визуально по двум степеням:
- (а) отсутствие видимой коррозии;
- (б) наличие коррозии.
11.7 Оценку пузырения (блистеринг) производят по ИСО 4628-2:1982 (приложение Ж).
Оценка качества покрытия основана на применении стандартных эталонных фотографий, которые служат для иллюстрации 2-х характеристик блистеринга - размеров пузырей и их частоты.
12 ОТЧЕТ ПО РЕЗУЛЬТАТАМ ИСПЫТАНИЙ
12.1 Результаты испытаний оформляют протоколом, который должен содержать:
- наименование испытуемого покрытия, вид испытуемых образцов, толщину покрытия и материал подложки;
- дату проведения испытания и обозначение настоящей методики;
- состав испытательной среды;
- температуру, давление и продолжительность экспозиции;
- наблюдаемые изменения по начальному и конечному визуальному осмотру внешнего вида покрытия;
- после испытания в автоклаве регистрируют результаты, полученные в соответствии с разделом 11.
ПРИЛОЖЕНИЕ А
(рекомендуемое)
Таблица А.1 - Рекомендуемые испытательные среды на основе H2S.
|
Компоненты |
Номера сред |
|||
|
1 |
2 |
3 |
4 |
|
|
H2S, г/л, не менее |
2,8 - 3,5 |
2,2 - 2,5 |
120 |
~3,0 |
|
NaCl, г/л |
50,0 |
50,0 |
- |
- |
|
ДЭГ, % от объема среды |
- |
70 |
- |
- |
|
ДЭА, % от объема среды |
- |
- |
40 |
- |
|
Н2О |
Остальное |
Остальное |
Остальное |
- |
|
СН3СООН |
5,0 |
5,0 |
- |
- |
|
Керосин, % от общего объема жидкой фазы |
- |
- |
- |
50 |
|
Толуол, % от общего объема жидкой фазы |
- |
- |
- |
50 |
|
pH среды |
3,0 - 4,0 |
4,0 - 4,5 |
10,5 |
- |
Примечания:
1 Для создания рабочего давления используют как инертные газы (N2 и т.п.), так и газы, входящие в многокомпонентную испытательную среду (H2S, CO2, природный газ и т.п.).
2 Давление и температура устанавливается в зависимости от целей исследования.
3 Состав сред 1 и 2 указан при атмосферном давлении.
4 Состав среды 3 возможен только при давлении больше 30 атм.
ПРИЛОЖЕНИЕ Б
(рекомендуемое)
Пример проведения испытаний в автоклаве
1 Образцы испытуемых покрытий готовят в соответствии с технологическими рекомендациями на каждый вид покрытий, а также в соответствии с разделом 7 настоящей методики.
2 Образцы располагают в испытательном сосуде на приспособлении таким образом, чтобы они были повернуты торцами к клапану подачи давления.
3 Испытательный сосуд заполняют жидкой или многокомпонентной средой так, чтобы часть каждого образца (не менее 25 см2 поверхности) находилась под воздействием среды.
4 Испытательный сосуд с образцами помещают в автоклав, продувают жидкую фазу азотом или аргоном. Продувку достигают заполнением сосуда под давлением (340 - 600 кПа) инертным газом с последующим выбросом в атмосферу из камеры до установления атмосферного давления в сосуде. Этот цикл совершают 3 раза для удаления кислорода из испытательного сосуда.
5 Сосуд заполняют смесью из сероводорода и углекислого газа, создавая избыточное давление до (5,0 ± 0,5) МПа.
6 Испытательный сосуд нагревают до требуемой температуры испытаний не менее, чем за 4 ч.
7 По завершении периода экспозиции давление снижают до атмосферного, затем автоклав охлаждают естественным путем.
8 Испытательный сосуд продувают азотом в течение 0,5 ч и только после этого образцы вынимаются из него.
9 Образцы промывают водой и обсушивают салфеткой.
10 Проводят визуальный осмотр образцов на выявление изменений в целостности покрытия (т.е. вздутий, размягчений, растрескиваний и т.д.).
11 В рабочем журнале регистрируют все параметры автоклавных испытаний (температура, время, давление), а также результаты осмотра образцов.
12 Свойства всех образцов покрытий оценивают не менее, чем через 2 ч после термостатирования при комнатной температуре.
13 Порядок проведения испытаний и оценка качества покрытий регламентируется разделом 10 и 11 методики.
ПРИЛОЖЕНИЕ В
(рекомендуемое)
Определение адгезии методом решетчатых надрезов
Метод используется для покрытий с суммарной толщиной до 250 мкм.
1 Требования к образцам и вспомогательные устройства
1.1 Образцы - металлические пластины с защитным покрытием размером 150×70 мм.
1.2 Режущий инструмент с острым лезвием с углом заточки режущей части 20 - 30°. Для покрытий толщиной до 120 мкм допускается применение многолезвиевого инструмента с лезвиями, расположенными друг от друга на расстоянии 1 или 2 мм.
1.3 Направляющие шаблоны с пазами.
1.4 Магнитнымй толщиномер.
1.5 Мягкая кисть.
1.6 Лупа с 3-х или 4-х кратным увеличением.
2 Подготовка к испытанию
2.1 Испытания проводят на двух образцах для каждого покрытия при температуре (23 ± 2) °С и относительной влажности воздуха (50 ± 5) %. При согласовании условия испытаний могут быть изменены.
2.2 Подготовка поверхности металлических образцов, нанесение покрытия, количество слоев, режим сушки, толщина пленки, время выдержки до испытания должны соответствовать НД на испытуемый материал.
2.3 Магнитным толщиномером измеряют толщину защитного покрытия в микронах не менее, чем на трех участках поверхности образца, по возможности в местах нанесения решетчатых надрезов.
3 Порядок проведения испытаний
3.1 Образец помещают на жесткую неподвижную плоскую поверхность, устанавливают на образец режущий инструмент, затем с одинаковым нажимом и скоростью, используя направляющий шаблон, делают разрезы до поверхности подложки в двух взаимно перпендикулярных направлениях. Количество надрезов в каждом направлении должно быть равно шести. Длина надреза не менее 20 мм. Расстояние между надрезами в каждом направлении в зависимости от толщины покрытия должно составлять:
- до 60 мкм - 1 мм;
- от 61 до 120 мкм - 2 мм;
- от 121 до 250 мкм - 3 мм.
Если покрытие невозможно прорезать до подложки, испытание считают недействительным.
3.3 Мягкой кистью проводят несколько раз по диагоналям полученной решетки в разных направлениях.
3.4 Надрезы наносят на трех различных участках образца с расстоянием между ними и от краев пластины не менее 10 мм.
4 Обработка результатов испытаний
С помощью лупы осматривают поверхность покрытия с надрезами при освещении 300 лк, вращая таким образом, чтобы изменять угол зрения и освещения.
Адгезию оценивают по шестибалльной шкале, приведенной в таблице В.1
|
Балл |
Состояние поверхности покрытия |
|
0 |
Края надрезов гладкие, отслоившихся кусочков покрытия нет |
|
1 |
Незначительное отслаивание покрытия в виде точек в местах пересечения линий надрезов (до 5 % поверхности решетки) |
|
2 |
Отслаивание покрытия вдоль линий надрезов и/или в местах их пересечения (значительно больше 5 %, но незначительно больше 15 % поверхности решетки) |
|
3 |
Отслаивание покрытия вдоль линий надрезов и полос и внутри квадратов (значительно больше 5 %, но незначительно больше 35 % поверхности решетки) |
|
4 |
Полное или частичное отслаивание покрытия полосами или квадратами (значительно больше 35 %, но незначительно больше 65 % решетки) |
|
5 |
Любая степень отслаивания, превышающая разрушения, квалифицируется по 4 баллу |
За результат испытания принимают значение адгезии в баллах, соответствующее большинству совпадающих значений на всех испытуемых участках поверхности двух образцов. При этом расхождение между значениями не должно превышать 1 балл.
При расхождении значений адгезии, превышающем 1 балл, испытание повторяют на том же количестве образцов и за окончательный результат принимают среднее значение, полученное по четырем образцам.
Покрытие считают удовлетворительным, если адгезия соответствует баллу 0 или 1.
5 Оформление результатов испытаний
Результаты испытаний заносят в журнал, в котором указывают:
- марку защитного покрытия;
- величину адгезии в баллах;
- должность, фамилия и подпись лица, проводившего испытания, дату испытаний.
ПРИЛОЖЕНИЕ Г
(рекомендуемое)
Методика определения адгезии покрытий методом Х-образного надреза
Метод применяют для покрытий с суммарной толщиной более 250 мкм.
1 Требования к образцам и вспомогательные устройства
1.1 Образцы - металлические пластины с защитным покрытием размером 150×70 мм.
1.2 Режущий инструмент - острое лезвие, скальпель, нож.
1.3 Липкая лента шириной 25 мм, полупрозрачная, сила адгезии отрыва которой, при необходимости, согласовывается поставщиком и потребителем. Так как клеящая способность ленты может меняться от партии к партии или со временем, важно для сопоставимости результатов использовать ленту одной партии.
1.4 Магнитный толщиномер.
2 Подготовка к испытанию
2.1 Испытания проводят на двух образцах для каждого покрытия при температуре (23 ± 2) °С и относительной влажности воздуха (50 ± 5) %. При согласовании условия испытаний могут быть изменены.
2.2 Подготовка поверхности металлических образцов, нанесение покрытия, количество слоев, режим сушки, толщина пленки, время выдержки до испытания должны соответствовать НД на испытуемый материал.
2.3 Магнитным толщиномером измеряют толщину защитного покрытия в микронах не менее, чем на трех участках поверхности образца, по возможности в местах нанесения Х-образного надрезов.
3 Порядок проведения испытаний
3.1 На трех различных участках поверхности образца делают два надреза в покрытии длиной приблизительно 40 мм с пересечением их в середине под углом 30 - 45 °. Надрез до металла следует делать одним прямым равномерным движением.
3.2 Удаляют два полных круга с рулона липкой ленты, после чего отрезают полоску длиной приблизительно 75 мм.
3.3 На пересечение надрезов в направлении острого угла помещают центр ленты. Приглаживают ее пальцем по всей длине надрезов. Цвет под пленкой ленты служит индикатором хорошего контакта.
3.4 По истечении (90 ± 30) с после нанесения ленты ее удаляют за свободный конец, потянув, по возможности, под углом 180 °.
3.5 Испытание проводят на всех местах нанесения надрезов.
4 Обработка результатов испытаний
Проводят визуальный осмотр поверхности покрытия с надрезами при освещении 300 лк и оценивают адгезию по шестибалльной шкале, приведенной в таблице Г.1.
За результат испытания принимают значение адгезии в баллах, соответствующее большинству совпадающих значений на всех испытуемых участках поверхности двух образцов. При этом расхождение между значениями не должно превышать 1 балл.
|
Балл |
Состояние поверхности покрытия |
|
0 |
Отсутствие отслоения |
|
1 |
Следы отслоения покрытия вдоль надрезов и в месте их пересечения |
|
2 |
Отслоение покрытия вдоль надрезов до 1,6 мм с каждой стороны |
|
3 |
Отслоение покрытия вдоль надрезов до 3,2 мм с каждой стороны |
|
4 |
Отслоение покрытия от большей части поверхности Х-образного надреза под липкой лентой |
|
5 |
Отслоение за пределами Х-образного надреза |
При расхождении значений адгезии, превышающем 1 балл, испытание повторяют на том же количестве образцов и за окончательный результат принимают среднее значение, полученное по четырем образцам.
Покрытие считают удовлетворительным, если адгезия соответствует баллу 0 или 1.
5 Оформление результатов испытаний
Результаты испытаний заносят в журнал, в котором должно быть указано:
- марка защитного покрытия;
- величина адгезии в баллах по таблице Г.1;
- должность, фамилия и подпись лица, проводившего испытания, дата испытаний.
ПРИЛОЖЕНИЕ Д (рекомендуемое) Определение адгезии покрытий методом отрыва
Метод отрыва применяют для количественного определения адгезии одно- и многослойных покрытий на основе жидких лакокрасочных и порошковых полимерных материалов.
1 Требования к образцам и вспомогательные устройства
1.1 Образцы - металлические с защитным покрытием
1.2 Разрывная машина со специальным устройством, обеспечивающим приложение растягивающего усилия перпендикулярно поверхности подложки
1.3 Испытательные «грибки» диаметром 20 мм длиной не менее половины диаметра. Рабочая поверхность «грибка» до испытания должна быть обработана таким образом, чтобы она была перпендикулярна его продольной оси
1.4 Режущее устройство (например, острый нож) для прорезания покрытия до металла вокруг «грибка».
1.5 Клей выбирают с учетом того, что он не должен вызывать значительных изменений в покрытии; адгезия клеевого соединения должна быть больше адгезии покрытия.
1.6 Магнитный толщиномер.
2 Подготовка к испытанию
2.1 Испытания проводят на трех образцах для каждого покрытия при температуре 23 ± 2) °С и относительной влажности воздуха (50 ± 5) %. При согласовании условия испытаний могут быть изменены.
2.2 Подготовка поверхности металлических образцов, нанесение покрытия, количество слоев, режим сушки, толщина пленки, время выдержки до испытания должны соответствовать НД на испытуемый материал.
2.3 Магнитным толщиномером измеряют толщину защитного покрытия в микронах.
2.4 Для повышения адгезии клеевого соединения поверхность покрытия в месте приклеивания грибка обрабатывают наждачной бумагой.
2.5 Нанесение клея производят согласно инструкции, прилагаемой к клею. Необходимо использовать минимальное количество клея для обеспечения связи между покрытием и «грибком». По возможности немедленно удалять избыток клея.
2.6 Клей наносят ровным слоем на свежеочищенную и обезжиренную поверхность «грибка», затем прижимают грибок к покрытию и выдерживают до отверждения клея, обеспечивая центровку склеиваемых поверхностей.
2.7 Режущим инструментом прорезают покрытие до металла вокруг «грибка».
3 Порядок проведения испытаний
3.1 Образец с «грибком» помещают в специальное устройство разрывной машины, при этом перекос не допускается. Испытание проводят при постоянной скорости нагружения не более 1 МПа/с, так, чтобы отрыв «грибка» происходил в течение 90 с с момента приложения нагрузки. Записывают значение разрывного усилия с момента отрыва «грибка» и осматривают поверхность разрыва.
4 Обработка результатов испытаний
4.1 Разрушающее напряжение Р (МПа) для каждого определения вычисляют по формуле:
![]()
где F - разрушающая нагрузка, Н;
S - площадь рабочей поверхности «грибка», мм2.
При использовании «грибков» диаметром 20 мм разрушающее напряжение Р, МПа вычисляют по формуле
![]()
4.2 Покрытие считают удовлетворительным, если величина разрушающего напряжения составляет более 4 МПа.
4.3 Одновременно фиксируют характер разрушения:
- адгезионный - при отрыве покрытия от подложки;
- когезионный - при разрушении покрытия;
- адгезионно-когезионный - при частичном разрушении покрытия с отрывом его от подложки.
Характер разрушения выражают в процентном отношении площади отрыва покрытия к площади поверхности грибка.
5 Оформление результатов испытаний
Результаты испытаний заносят в журнал, в котором указывают:
- марку защитного покрытия;
- величину разрушающего напряжения Р (МПа);
- характер разрушения;
- должность, фамилия и подпись лица, проводившего испытания, дату испытаний.
ПРИЛОЖЕНИЕ Е
(рекомендуемое)
Определение электрохимических свойств покрытий
Сущность метода состоит в измерении параметров образца (емкости и сопротивлении покрытия) при различных частотах переменного тока. Испытания проводятся по ГОСТ 9.409.
Электролитическую ячейку подключают в схему измерений. Уравновешивание моста переменного тока и снятие показаний проводят в соответствии с технической документацией на прибор. Перед проведением измерений электролитическую ячейку заливают 3 % раствором NaCl и выдерживают в течение 30 мин. Измеряют емкость и тангенс угла диэлектрических потерь при частоте переменного тока 2000 и 20000 Гц.
По результатам измерений вычисляют коэффициент соотношения емкостей при различных частотах Кf по формуле
![]()
где С2000 и С20000 - емкости образца с покрытием при частоте 20000 и 2000 Гц соответственно.
Покрытие считается пригодным к испытанию, если оно имеет следующие исходные показатели:
- Кf - не менее 0,8;
- tgδ - не более 0,2.
После проведения испытаний образцов в модельных средах проводят повторные измерения емкости и сопротивления покрытия по указанной методике.
Покрытие считается стойким к воздействию испытательных сред, если после испытания оно имеет следующие параметры:
- Кf - не менее 0,7;
- tgδ - не более 0,2.
ПРИЛОЖЕНИЕ Ж
(рекомендуемое)
Стандартный метод оценки степени блистеринга покрытий
Метод испытаний по ИСО 4628-2 основан на применении стандартных эталонных фотографий для оценки степени блистеринга, который может развиваться при выдержке образцов лакокрасочных покрытий в определенных условиях, вызывающих блистеринг.
Эталоны представляют собой глянцевые фотографии с градацией 2-х характеристик блистеринга: размеров и частоты.
Размеры пузырей определяют четырьмя степенями с цифровой шкалой от 10 до 0, где 0 - отсутствие пузырей, 8 - самые маленькие пузыри, легко видимые невооруженным глазом, 6, 4 и 2 - прогрессивно увеличивающиеся размеры пузырей.
Частоту также разделяют на 4 степени:
- плотная - D,
- средней плотности - MD,
- средняя - M,
- низкая - F.
Примечание - Количественное описание блистеринга должно включать следующие характеристики, определяемые подсчетом:
- размеры в измеряемых единицах;
- частота на единицу площади;
- характер распределения по поверхности;
- форма пузырей.
Образец покрытия испытывают в определенных условиях по методике или по требованию потребителя. Затем оценивают блистеринг путем сравнения с фото № 1 - 4 по ИСО 4628-2.
Номер эталона выбирают по наибольшему размеру пузырей, количество которых преобладает на поверхности образца.
В стандарте даны фотографии 4-х степеней блистеринга № 2, 4, 6, 8 (по размерам пузырей. На каждой фотографии для каждого номера даны 4 картинки по частоте скопления пузырей (F, M, MD, D).
Пример обозначения блистеринга: № 2D, № 2DM и т.д.