ЦЕНТРАЛЬНЫЙ
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ
И ПРОЕКТНО-ЭКСПЕРИМЕНТАЛЬНЫЙ ИНСТИТУТ
ОРГАНИЗАЦИИ, МЕХАНИЗАЦИИ И ТЕХНИЧЕСКОЙ ПОМОЩИ
СТРОИТЕЛЬСТВУ
(ЦНИИОМТП) ГОССТРОЯ СССР
РЕКОМЕНДАЦИИ
по приготовлению и применению
отделочных выравнивающих составов
пастовой консистенции
![]()
Москва Стройиздат 1986
Рассмотрены технология приготовления и применения шпатлевочных составов, их рецептура. Приведены технические характеристики шпатлевочных агрегатов и рекомендации по их эксплуатации и техническому обслуживанию.
Изложены требования безопасности при приготовлении и применении шпатлевок.
Для инженерно-технических работников строительных организаций.
ПРЕДИСЛОВИЕ
Шпатлевание поверхностей относится к наиболее трудоемким операциям в отделочных работах. Увеличение производительности труда в этом виде работ является актуальной задачей, для решения которой ЦНИИОМТП разработал механизированную технологию выполнения шпатлевочных работ, заключающуюся в нанесении пастообразного материала на обрабатываемую поверхность с использованием шпатлевочных агрегатов СО-150, СО-169 или «Универсал-2» и его разравнивании штапелями-гладилками с длиной лезвия до 70 см. Эта технология по сравнению с широко распространенным ручным способом шпатлевания поверхности дает экономический эффект 8 - 12 руб., а снижение трудозатрат - 1,4 - 1,5 чел.-дня на 100 м2 обрабатываемой поверхности.
В Рекомендациях учтены результаты опытно-производственных работ по выполнению выравнивающих покрытий в тресте «Вильнюс-строй» (Вильнюс), СМТ-1 (Москва), в тресте № 38 Главзапстроя (Ленинград), а также опыт работ по нанесению декоративных покрытий типа «шагрень» с применением агрегатов «Универсал-2», выполненных институтом «Укроргтехстрой» (Киев).
Рекомендации разработаны ЦНИИОМТП Госстроя СССР (канд. техн. наук Г.А. Захарченко и канд. хим. наук. А.Л. Прохода).
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Рекомендации распространяются на механизированную технологию выполнения выравнивающих покрытий шпатлевочными составами пастовой консистенции внутри помещений при подготовке бетонных, гипсовых и оштукатуренных поверхностей к улучшенной и высококачественной окраске и оклейке обоями.
1.2. Рекомендации учитывают выполнение однослойного покрытия под улучшенную окраску и оклейку обоями и двухслойного - под высококачественную окраску.
1.3. Помимо настоящих Рекомендаций следует пользоваться СНиП III-21-73*, ГОСТ 22753-77 и СНиП III-4-80.
2. ШПАТЛЕВОЧНЫЕ СОСТАВЫ
2.1. Разработанные в ЦНИИОМТП шпатлевочные составы «Тиксокол» предназначены для механизированного выполнения шпатлевочных работ.
2.2. Материалы, применяемые для приготовления шпатлевочных составов, должны соответствовать требованиям действующих стандартов и технических условий. Перечень материалов, используемых для приготовления шпатлевок «Тиксокол», приведен в табл. 1.
|
Материалы |
Номер государственного стандарта или технических условий |
|
Карбоксиметилцеллюлоза (КМЦ) |
ОСТ 6-05-383-80 |
|
Поливиниловый спирт (ПВС) |
ТУ 6-05-05-156-78 |
|
Латекс СКС-65-ГП марки Б |
|
|
Мел молотый |
ОСТ 21-10-74 |
|
Известняковая или мраморная мука |
|
|
Перлит |
ГОСТ 10832-83 |
|
Мыло хозяйственное |
ГОСТ 790-69 |
|
Скрубберная паста |
ТУ 38-107-101-76 |
|
Каучук СКИ-3 |
|
|
Уайт-спирит |
2.3. Транспортирование и хранение перечисленных в табл. 1 материалов осуществляют в соответствии с действующими правилами их перевозки и хранения, предусмотренными соответствующими техническими условиями или государственными стандартами.
2.4. Шпатлевочные составы должны удовлетворять следующим техническим требованиям:
цвет шпатлевки, определяемый выбором наполнителя, должен быть белым, слегка желтоватым или светло-серым;
шпатлевка должна представлять собой однородную пастообразную массу без комков и посторонних включений;
шпатлевка должна легко разравниваться на поверхности и не тянуться за шпателем;
консистенция шпатлевки должна составлять 7 - 8 см по стандартному конусу СтройЦНИЛа;
продолжительность высыхания слоя шпатлевки толщиной до 1,5 мм должна быть не более 24 ч при температуре 18 °С и относительной влажности воздуха 60 %;
при высыхании шпатлевки не допускается появление трещин в слое до 1,5 мм;
зашпатлеванные поверхности должны легко поддаваться шлифованию наждачной бумагой или пемзой. Высохший слой шпатлевки не должен отслаиваться от поверхности и прилипать к наждачной бумаге или пемзе; шпатлевка должна иметь прочное сцепление с обрабатываемой поверхностью; адгезия к бетону должна составлять не менее 0,2 МПа спустя трое суток со времени нанесения материала на поверхность;
шпатлевка должна сохранять свои вязкопластичные свойства на поверхности в слое толщиной 1 мм не менее 20 мин, а в герметичной таре - в течение 30 сут.;
шпатлевка, предназначенная для выполнения однослойных покрытий, должна бить мало усадочной, т.е. после ее нанесения на цементно-песчаную плитку с калиброванными углублениями до 3 мм высохший слой не должен иметь заметных искажений рельефа поверхности.
2.5. Рецептура шпатлевочных составов «Тиксокол», удовлетворяющих перечисленным в п. 2.4 требованиям, приведена в табл. 2.
|
Компоненты |
Состав шпатлевки, %, по массе |
|
|
«Тиксокол-К» |
«Тиксокол-П» |
|
|
Известняковая или мраморная мука |
66 |
65 |
|
КМЦ (10 %-ный раствор) |
15 |
- |
|
ПВС (15 %-ный раствор) |
- |
10 |
|
Латекс СКС-65-ГП марки Б |
4 |
- |
|
Мыло хозяйственное (6 %-ный раствор) |
2 |
8 |
|
12 %-ный раствор СКИ-3 в уайт-спирите |
1 |
3 |
|
Скруберная паста (25 %-ная) |
1 |
0,2 |
|
Вода |
До рабочей консистенции - 8 см по стандартному конусу СтройЦНИЛа |
|
Примечания: 1. Рецептура составов требует корректировки в зависимости от используемого наполнителя (его влажности и содержания примесей).
2. В шпатлевочных составах, предназначенных для выполнения второго слоя при подготовке поверхности к высококачественной окраске, в качестве наполнителя можно использовать вместо известняковой или мраморной муки мел с добавкой перлита (до 3 % по массе).
3. Широко распространенные в строительстве меловые шпатлевочные составы на основе КМЦ (например, КЛМ, ОКС, БНШ), предназначенные для шпатлевания поверхностей вручную, удовлетворяют не всем перечисленным в п. 2.4 требованиям, в частности, они усадочны и сравнительно быстро теряют подвижность в нанесенном на поверхность слое. Эти составы без дополнительной корректировки не могут быть рекомендованы для механизированной технологии выполнения шпатлевочных работ.
4. Использование составов, не включенных в таблицу, допускается лишь в том случае, если они отвечают техническим требованиям, перечисленным в п. 2.4
2.6. Физико-механические характеристики составов «Тиксокол-К» и «Тиксокол-П» даны в табл. 3.
|
Параметры |
Значение параметров или качественная характеристика |
|
|
«Тиксокол-К» |
«Тиксокол-П » |
|
|
Время сохранения вязкопластичных свойств в слое толщиной 1 мм (18 °С, относительная влажность воздуха 60 %), мин |
30 |
30 |
|
Адгезия к бетонной поверхности, МПа |
0,4 |
0,6 |
|
Трещины в слое 3 мм |
Трещин нет |
|
2.7. Известняковая или мраморная мука, используемая в качестве наполнителя в шпатлевочных составах «Тиксокол», должна удовлетворять требованиям ГОСТ 16557-78 и дополнительным условиям:
содержание глинистых примесей в наполнителе не должно превышать 5 %;
гранулометрический состав наполнителя должен соответствовать данным табл. 4.
|
Фракции наполнителя, мм |
Содержание фракций в наполнителе, % по массе |
|
0,315 - 0,14 |
25 - 45 |
|
0,14 - 0,071 |
45 - 25 |
|
0 - 0,071 |
10 - 30 |
Для обеспечения требуемого гранулометрического состава наполнителя известняковую или мраморную крошку сушат, размалывают на шаровой мельнице и просеивают через сито с размерами отверстий 0,315 мм. Режим работы шаровой мельницы выбирают таким, чтобы просеянный наполнитель отвечал требованиям табл. 4. Наполнитель с заданным зерновым составом можно получить также и с помощью дезинтегратора, исключив стадию просеивания материала. Техническая характеристика помольного оборудования дана в табл. 5. Наполнитель, отвечающий перечисленным выше требованиям, поставляется в колерный цех в герметичных контейнерах.
|
Оборудование |
Область применения |
Техническая характеристика |
Завод-изготовитель или калькодержатель |
|
|
Мельница шаровая СМ-6008 |
Сухой помол материалов средней твердости |
Загрузочная емкость, м3 |
0,9 |
Куйбышевский завод «Строммашина» |
|
Барабан: |
|
|||
|
диаметр, мм |
900 |
|||
|
длина, мм |
1800 |
|||
|
Мощность двигателя, кВт |
22 |
|||
|
Масса мелющих тел, кг |
1700 |
|||
|
Масса (без электрооборудования, мелющих тел и средств борьбы с шумом), кг |
5200 |
|||
|
Оптовая цена, руб. |
5130 |
|||
|
Дезинтегратор корзинчатый СМ-937-А |
Измельчение минеральной крошки крупностью до 30 мм |
Производительность, т/ч |
2 |
Могилевский завод «Строммаш» |
|
Мощность электродвигателя, кВт |
4 |
|||
|
Максимальная крупность загружаемых кусков, мм |
30 |
|||
|
Стоимость, руб. |
400 |
|||
2.8. Шпатлевочные составы готовят централизованно в колерном цехе с применением стандартного оборудования. Перечень оборудования, применяемого для компоновки технологических линий по приготовлению шпатлевок, приведен в табл. 6.
|
Оборудование |
Область применения |
Техническая характеристика |
Завод-изготовитель |
|
|
Растворосмеситель СБ-97 |
Перемешивание составов |
Загрузочная емкость, л |
325 |
Новосибирский завод строительных машин |
|
Частота вращения смесительного вала, об/мин |
34,2 |
|||
|
Электродвигатель типа 4А112М, мощность, кВт |
5,5 |
|||
|
Габариты, мм |
1845×2245×2130 |
|||
|
Масса, кг |
1230 |
|||
|
Растворосмеситель турбулентный СБ-81 |
То же |
Загрузочная емкость, л |
1000 |
То же |
|
Объем готового замеса, л |
800 |
|||
|
Продожительность перемешивания, с |
10 - 30 |
|||
|
Мощность электродвигателя, кВт |
40 |
|||
|
Габариты, мм |
2535×1630×1860 |
|||
|
Масса, кг |
1900 |
|||
|
Диспергатор вихревой ВД-100 |
Приготовление эмульсий |
Рабочая емкость, л. |
100 |
Одесский ремонтно-механический завод Главстроймеханизация |
|
Частота вращения ротора, об/мин |
2600 |
|||
|
Производительность, кг/ч |
600 - 900 |
|||
|
Мощность двигателя, кВт |
10 |
|||
|
Габариты, мм |
1066×770×1480 |
|||
|
Масса, кг |
390 |
|||
|
Дозатор жидкости |
Объемное дозирование воды и водных растворов |
Вместимость дозатора (полезная), л |
200 |
Калькодержатель - СКБ «Строймеханизация», г. Владимир |
|
Уровень налива, мм |
700 |
|||
|
Минимальная отмеряемая доза, л |
5 |
|||
|
Масса, кг |
154 |
|||
|
Дозатор жидкости АВДЖ-425/ 1200Д |
Отвешивание жидкостей |
Максимальная отвешиваемая доза, кг |
200 |
Всесоюзное объединение Машиноэкспорт |
|
Минимальная отвешиваемая доза, кг |
10 |
|||
|
Цена деления, кг |
0,2 |
|||
|
Цикл взвешивания, с |
45 |
|||
|
Габариты, мм |
1290×960×1945 |
|||
|
Дозатор жидкости |
Отмер доз жидких добавок к шпатлевке |
Масса, кг |
290 |
Калькодержатель - СКБ «Строймеханизация», г. Владимир |
|
Объем дозатора, л |
140 |
|||
|
Объем мерного стакана, л |
7,5 |
|||
|
Ход штока, мм |
20 |
|||
|
Давление в дозаторе, МПа |
0,03 |
|||
|
Давление в паровой рубашке, МПа |
0,3 |
|||
|
Габариты, мм |
400×400×1430 |
|||
|
Масса, кг |
100 |
|||
|
Насос шестеренный Ш-25 |
Насос общего назначения |
Производительность, м3/ч |
1,5 |
Харьковский завод «Гидропривод» |
|
Давление нагнетания, МПа |
1,3 |
|||
|
Мощность электродвигателя, кВт |
1 |
|||
|
Механизм затаривания |
Затаривание готовой шпатлевки в малую тару (мешки по 20 кг) |
Производительность, кг/ч |
1000 |
Действующая линия Московского комбината «Стройдеталь» |
|
Частота вращения шнека, об/мин |
300 |
|||
|
Частота вращения вала электродвигателя, об/мин |
1500 |
|||
|
Мощность электродвигателя, кВт |
1,7 |
|||
|
Передаточное число редукторов |
1:5 |
|||
|
Краскотерка пятивалковая |
Тонкий перетир малярных составов |
Производительность, кг/ч |
1000 |
Воронежский механический завод |
|
Тонкость перетира, мкм |
15 - 25 |
|||
|
Диаметр вальца, мм |
250 |
|||
|
Мощность электродвигателя, кВт |
10 |
|||
|
Габариты, мм |
1910×2290×1595 |
|||
|
Масса, кг |
3331 |
|||
2.9. Приготовление шпатлевок «Тиксокол» включает следующие стадии:
приготовление растворов клея и мыла в воде;
приготовление эмульсии из жидких компонентов;
смешивание эмульсии с наполнителем;
перетир материала на валковой или жерновой краскотерке;
расфасовку готовой шпатлевки.
2.10. Для приготовления раствора КМЦ или ПВС используют емкости, снабженные электрической мешалкой и нагревателем (клееварки) . Загрузив клееварку вяжущим, заливают воду и оставляют для набухания на 8 - 15 ч, по истечении которых включают обогрев и начинают интенсивное перемешивание набухшей массы, которое продолжают при температуре 60 - 90 °С до полного растворения полимера. Готовый раствор должен быть прозрачным, без комков и посторонних включений.
2.11. Хозяйственное мыло растворяют в воде при температуре 80 °С, используя для этого емкость, снабженную мешалкой и нагревателем.
2.12. Эмульсию из жидких компонентов готовят в диспергаторе путем интенсивного перемешивания смеси водных растворов вяжущего и мыла и раствора каучука СКИ-3 в уайт-спирите. Раствор каучука СКИ-3 в уайт-спирите поставляют в колерный цех в готовом к употреблению виде в бочках вместимостью 200 л.
2.13. Эмульсию и наполнитель, удовлетворяющие требованиям п. 2.7, загружают в растворосмеситель турбулентного типа, смесь тщательно перемешивают и получают готовую шпатлевку.
При использовании в качестве наполнителя смеси мела с перлитом (см примеч. 2 к табл. 2) массу, полученную в результате смешивания эмульсии с наполнителем, пропускают через валковую или жерновую краскотерку
2.14. Готовую шпатлевку затаривают в мешки массой по 20 кг. Каждый мешок снабжается этикеткой, на которой указываются: наименование предприятия-изготовителя, наименование материала, его марка; масса нетто; дата изготовления; обозначение технических условий.
2.15. Готовые шпатлевки должны быть приняты отделом технического контроля предприятия на основании проведенных приемочных испытаний, результаты которых фиксируют в журнале ОТК
или заводской лаборатории.
2.16. Прием шпатлевок осуществляют партиями. За партию шпатлевки принимают соответствующее дневной выработке количество однородного по своим свойствам материала, не превышающее 5 т.
Для производства приемочных испытаний отбирают три пробы шпатлевок в процессе их изготовления (в начале, в середине и в конце). Масса пробы должна быть че менее 0,5 кг. Перед проведением испытаний три пробы перемешивают и получают усредненную пробу, которую делят на две равные части. Одну часть подвергают испытаниям, другую - сохраняют в герметичной таре на случай проведения повторных испытаний.
2.17. Цвет, разравниваемость, время высыхания, шлифуемость, трещиностойкость, время сохранения вязкопластичных свойств в слое определяют в каждой партии материала. Если при проверке шпатлевка не будет соответствовать требованиям технических условий хотя бы по одному показателю, то производятся повторные испытания, результаты которых являются окончательными и распространяются на всю партию.
2.18. Транспортирование шпатлевочных составов допускается любым видом транспорта с соблюдением правил перевозки грузов. Готовые шпатлевочные составы следует хранить в герметически закрытой таре при температуре не ниже 0 °С.
3. НАЗНАЧЕНИЕ, СХЕМАТИЧЕСКОЕ УСТРОЙСТВО, ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА И ЭКСПЛУАТАЦИОННОЕ ОБСЛУЖИВАНИЕ ШПАТЛЕВОЧНЫХ АГРЕГАТОВ СО-150 И СО-169
3.1. Шпатлевочные агрегаты СО-150 и СО-169 предназначены для нанесения жидких шпатлевочных и окрасочных составов на обрабатываемую поверхность. Шпатлевочные агрегаты могут использоваться на объектах промышленного и гражданского строительства.
3.2. Схематическое устройство агрегатов СО-150 и СО-169 показано на рис. 1.
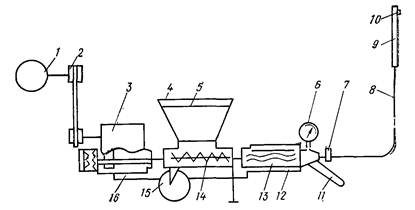
Рис. 1. Схематическое устройство винтовых
шпатлевочных агрегатов СО-150 и СО-169
1 -
электродвигатель; 2 - клиноременная передача; 3 - редуктор; 4
- приемный бункер;
5 - решетка; 6 - манометр; 7 - быстроразъемное соединение;
8 - напорный рукав;
9 - удочка; 10 - форсунка; 11 - ручка для
транспортирования; 12 - наконечник;
13 - винтовой насос; 14 - шнековый питатель; 15 -
обрезиненные колеса; 16 - опорная рама
Бункер установлен на опорной раме с обрезиненными колесами, а на наконечнике подвижно крепится ручка для транспортирования установки. Винтовой насос содержит винт, обойму и обжимной хомут, с помощью которого устанавливаются его производительность и уровень создаваемого им давления.
Шпатлевочный состав, загруженный в бункер, шнековым питателем подается на вход винтового насоса, который, развивая давление до 2 МПа, подает материал через напорный рукав к удочке. На выходе из удочки, под действием сжатого воздуха, поступающего от компрессора, происходит распыление состава в виде факела. Равномерное перемещение факела вдоль обрабатываемой поверхности дает возможность нанести слой шпатлевки. Параметры факела можно менять, изменяя диаметр выходного сопла.
3.3. Техническая характеристика винтовых шпатлевочных агрегатов СО-150 и СО-169 представлена в табл. 7.
|
Параметры |
Единица измерения |
Значение параметров |
|
|
СО-150 |
СО-169 |
||
|
Производительность |
л/мин |
6 и 12 |
4 |
|
Номинальное рабочее давление: |
|
|
|
|
для низковязких составов |
МПа |
1,2 |
1,2 |
|
для шпатлевок |
» |
2 |
2 |
|
Мощность двигателя |
кВт |
1,5 |
0,55 |
|
Частота вращения ротора |
1/мин |
|
130 - 160 |
|
Емкость бункера |
л |
50 |
20 |
|
Расход сжатого воздуха |
м3/мин |
0,15 |
0,15 |
|
Масса |
кг |
120 |
40 |
|
Габариты |
мм |
1280×580×940 |
830×455×510 |
3.4. При подготовке к работе шпатлевочный агрегат необходимо осмотреть, проверить натяжение ремней клиноременной передачи (прогиб ремня при усилии 20 Н не должен превышать 10 мм), произвести смазку всех точек согласно карте смазки, проверить наличие масла в редукторе (при необходимости долить), подключить агрегат к сети с помощью гибкого кабеля и штепсельного разъема, с четырьмя контактами (длинный контакт служит для заземления агрегата), подготовить к работе компрессор, пользуясь соответствующей инструкцией или паспортом.
При подаче шпатлевочных составов на этажи, расположенные выше или ниже местонахождения агрегата, необходимо выполнить разводку материальных и воздушных шлангов. При этом должны быть исключены изгибы материального шланга с радиусом менее 1,5 м. Материальные и воздушные шланги и электрокабели не должны пересекать пути внутриобъектного транспорта, должны быть защищены от случайного повреждения, вертикальные участки должны быть закреплены.
3.5. Выполнив подготовительные работы, перечисленные в п. 3.4, необходимо проверить работоспособность агрегата, для чего следует залить 0,5 ведра воды в бункер агрегата, нажать кнопку «Вкл.» на электрошкафе, открыть кран подачи материала на удочке, включить агрегат, нажав кнопку «Пуск» на его пакетнике, и выработать все количество залитой в бункер воды, после чего выключить агрегат и закрыть кран подачи материала на удочке.
Для пуска агрегата в работу следует загрузить его бункер шпатлевочным составом, включить компрессор, открыть воздушный кран и кран подачи материала на удочке, включить агрегат, отрегулировать факел и направить его на обрабатываемую поверхность. В процессе работы оператор, перемещая факел вдоль поверхности, равномерно наносит на нее слой шпатлевки, машинист следит за правильной прокладкой материальных шлангов (по мере удаления оператора подсоединяет новые звенья, а по мере приближения укорачивает шланг) и своевременно заполняет бункер агрегата шпатлевочным составом, не допуская его полной выработки.
Закончив набрызг, оператор должен перекрыть сначала кран подачи материала на удочке, а затем - воздушный кран, машинист должен выключить агрегат и компрессор.
3.6. В конце смены необходимо перекачать оставшийся материал из бункера в емкость, залить в опорожнившийся бункер воду и выкачать оставшийся в трубопроводе материал; затем промыть водой агрегат, удочку и шланги, отключить агрегат от сети, осмотреть .его и убрать воздушные и материальные шланги.
При работе в зимнее время следует обратить особое внимание на то, чтобы в агрегате и трубопроводах не осталась вода во избежание поломки агрегата и разрывов трубопроводов.
3.7. Характерные неисправности винтовых агрегатов и методы их устранения приведены в табл. 8.
|
Признаки неисправности |
Вероятная причина |
Методы устранения |
|
При включении агрегата двигатель не работает |
Нет тока в одной из фаз статора электродвигателя |
Вызвать дежурного электромонтера для устранения неисправности |
|
Греется хомут обоймы винтового насоса |
Чрезмерно затянуты болты на хомуте |
Ослабить затяжку болтов на хомуте |
|
Двигатель и насос работают, но давление не развивается |
Слабо затянуты болты на хомуте |
Подтянуть болты на хомуте |
4. НАЗНАЧЕНИЕ, СХЕМАТИЧЕСКОЕ УСТРОЙСТВО, ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА И ЭКСПЛУАТАЦИОННОЕ ОБСЛУЖИВАНИЕ АГРЕГАТА «УНИВЕРСАЛ-2»
4.1. Шпатлевочный агрегат «Универсал-2», так же как и винтовые агрегаты СО-150 и СО-169, предназначен для нанесения шпатлевочных и окрасочных составов на обрабатываемую поверхность на объектах промышленного и гражданского строительства. Принцип действия агрегата - пневматический.
4.2. Основными частями агрегата «Универсал-2» (см. рис. 2) являются поршневой насос и пневмопривод. Последний состоит из двух пневмоцилиндров со штоками, связанными между собой через зубчатое зацепление, и золотникового механизма управления с пробковым краном.
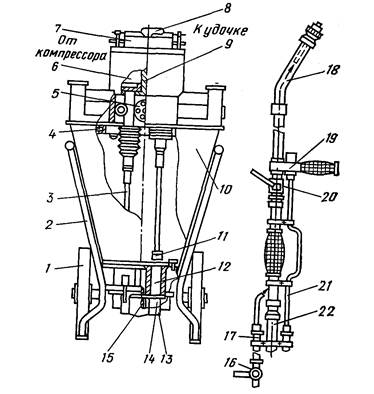
Рис. 2. Схематическое устройство агрегата «Универсал-2»
1 - колеса; 2
- рама; 3 - шток; 4 - рама; 5 - зубчатое зацепление; 6
- пневмоцилиндры;
7 - золотниковый механизм; 8 - кран пробковый; 9 - поршень
пневмоцилиндра;
10 - бункер; 11 - поршень резиновый; 12 - блок цилиндров; 13
- клапаны с резиновым
уплотнением; 14 - пружина пластинчатая; 15 - клапанная коробка; 16
- кран подачи
воздуха; 17 - рукав подачи воздуха от компрессора (0,15 - 0,3 МПа); 18
- удочка;
19 - воздушный кран управления подачей состава; 20 - кран подачи
состава;
21 - трубопровод подачи воздуха от пневмоблока (0,5 МПа); 22 -
шланг подачи
состава от клапанной коробки
Поршневой насос состоит из блока рабочих цилиндров, чашеобразных резиновых поршней, закрепленных на штоках пневмоцилиндров, клапанной коробки, плоской пластинчатой пружины, на концах которой крепятся клапаны со сменными резиновыми уплотнениями.
Клапаны в нерабочем состоянии агрегата одновременно закрывают отверстия в обеих гильзах блока цилиндров, обеспечивая герметизацию днища бункера. Пространство под клапанами закрыто клапанной коробкой (приемной камерой), соединяемой с помощью материального шланга с удочкой.
При работе агрегата сжатый воздух от компрессора через открытый пробковый кран поступает в золотниковый механизм управления и через него - в один из пневмоцилиндров, поршень которого движется вниз. Синхронно с ним вверх движется поршень второго пневмоцилиндра, рабочая полость которого соединена с атмосферой через золотниковый механизм. Синхронное движение поршней обеспечивается зубчатым зацеплением, состоящим из рейки и шестерни. Когда первый поршень достигает крайнего нижнего положения, в нижней части гильзы пневмоцилиндра открывается отверстие, через которое сжатый воздух устремляется по отводной трубе в золотниковый механизм, давит на конец золотника и перебрасывает его на подачу воздуха во второй пневмоцилиндр, поршень которого начинает двигаться вниз, нагнетая шпатлевочный состав из бункера в приемную камеру. Одновременно первый поршень возвращается в свое верхнее положение. Далее циклы повторяются, обеспечивая равномерную подачу шпатлевочного состава к форсунке, куда по рукаву от компрессора поступает воздух, распыляющий состав. Дистанционное управление агрегатом осуществляется с помощью расположенного на удочке воздушного крана управления подачей материала.
4.3. Техническая характеристика агрегата «Универсал-2» приведена в табл. 9.
|
Параметры |
Единица измерения |
Значения параметров или качественная характеристика |
|
Производительность |
л/мин |
6 |
|
Вместимость бункера |
л |
70 |
|
Консистенция составов (по стандартному конусу СтройЦНИЛ), не менее |
см |
6 |
|
Насос |
- |
Двухцилиндровый с возвратно-поступательным ходом поршня |
|
Привод насоса |
- |
Пневматический |
|
Рабочее давление в пневмоцилиндрах |
МПа |
0,5 |
|
Расчетное рабочее давление в приемной камере |
» |
1,8 |
|
Давление воздуха, подаваемого к форсунке |
» |
0,15 - 0,30 |
|
Габариты |
мм |
880×534×1040 |
|
Масса |
кг |
77 |
4.4. При подготовке к работе необходимо осмотреть агрегат и компрессор, убедиться в отсутствии внешних дефектов и надежном креплении узлов, при необходимости следует прочистить отверстия золотникового механизма, затем подключить компрессор к источнику электропитания, включить и произвести регулировку давления на обеих ступенях отбора (рабочее давление, подводимое к пневмоблоку агрегата, - 0,5 МПа, регулируемое давление, подводимое к форсунке, - 0,15 - 0,3 МПа).
Отрегулировав давление и отключив компрессор, Следует присоединить воздушные рукава и соединить клапанную коробку агрегата с удочкой материальным шлангом.
4.5. Для пуска агрегата в работу необходимо загрузить бункер шпатлевочным составом, включить компрессор, открыть кран подачи состава на удочке, направив ее форсункой в бункер, затем открыв кран золотникового механизма, отрегулировать расход шпатлевочного состава; после этого следует произвести регулировку факела, для чего нужно открыть кран подачи воздуха и установить необходимое давление на компрессоре (после регулировки кран подачи воздуха следует закрыть); открыв воздушный кран управления подачей состава, остановить работу пневмонасоса (при открытом кране прекращается подача шпатлевочного состава), направить удочку в сторону обрабатываемой поверхности, открыть кран подачи воздуха и, закрыв поворотом рукоятки кран управления подачей материала, нанести шпатлевочный состав на обрабатываемую поверхность.
Примечание. Прекращение работы пневмонасоса и включение его в работу с помощью воздушного крана управления подачей материала обусловлено тем, что при открытом кране воздух от компрессора, минуя пневмоцилиндры, устремляется по линии наименьшего сопротивления через кран в атмосферу, а при закрытом кране управления подачей материала воздух идет через золотниковый механизм в пневмоцилиндры, приводя насос в действие.
4.6. По окончании работы необходимо закрыть краны подачи состава и воздуха на удочке и кран золотникового механизма, затем, перенеся удочку к бункеру и открыв кран подачи состава, сбросить давление и выключить компрессор.
В конце смены следует промыть агрегат водой, освободить от шпатлевочного состава материальные шланги, промыть удочку, очистить агрегат и компрессор от возможных набрызгов раствора.
5. ОРГАНИЗАЦИЯ РАБОТ ПО УСТРОЙСТВУ ВЫРАВНИВАЮЩИХ ПОКРЫТИИ МЕХАНИЗИРОВАННЫМ СПОСОБОМ
5.1. До начала отделочных работ, в частности работ по устройству выравнивающих покрытий, необходимо закончить монтаж стен, перекрытий, перегородок, устройство кровли; выполнить цементную стяжку на балконах и козырьках; заделать и отштукатурить стыки и зазоры сопряжений стен, перегородок, перекрытий, а также места пропуска стояков санитарно-технических трубопроводов; установить ограждения лестниц и балконов; установить дверные и антресольные блоки и вставные шкафы; смонтировать и опрессовать стояки трубопроводов и приборов; установить закладные детали для монтажа электротехнической арматуры; провести сборку и проверку электросхем; очистить помещения от строительного мусора и остатков материалов; установить инвентарные электростояки для подключения механизированного инструмента и сети временного освещения с пониженным безопасным напряжением и установить подъемники вертикального транспорта материалов.
5.2. Здание передается под отделку полностью или отдельными частями-захватками (секциями-блоками) в соответствии с графиком производства работ. Результаты сдачи-приемки здания или его части для производства отделочных работ оформляются актом, который составляется специальной комиссией в составе главного инженера, прораба (мастера), бригадира, работника строительной лаборатории, представляющих как генподрядную, так и субподрядную организацию, выполняющие электромонтажные, санитарно-технические, отделочные работы, а также в случае необходимости представителя завода-изготовителя конструкций.
5.3. К началу производства отделочных работ на объекте должна находиться следующая техническая документация: график производства отделочных работ; комплектовочная ведомость на поставку материалов; журнал по технике безопасности; акты приемки объекта или захватки для производства работ; журнал производства работ. Указанные документы готовит производственно-технический отдел строительного управления и передает производителю работ отделочного участка за три дня до начала работ.
5.4. Для обеспечения производства работ в зимнее время необходимо принять меры против замерзания шпатлевочных составов и увлажнения материалов длительного хранения (шпатлевочные составы доставляют на место работ в утепленной таре, материалы укрывают от увлажнения и т.п.). Кроме того, необходимо обеспечить подачу тепла в систему центрального отопления и на склады шпатлевочных составов и материалов, установить дополнительные средства обогрева зданий - теплогенераторы, на жидком или газообразном топливе и горелки ИК-излучения.
5.5. До начала отделочных работ в помещениях, подлежащих отделке, в течение двух суток должна поддерживаться температура не ниже +10 °С, а относительная влажность воздуха - не выше 70 %. По окончании отделочных работ в помещениях должна поддерживаться температура +10 °С в течение 12 сут.
5.6. Работы по устройству выравнивающих покрытий механизированным способом выполняют звенья из состава бригад маляров. Звено состоит из трех человек - двух маляров 4-го и 3-го разр. и машиниста, обслуживающего шпатлевочный агрегат и компрессор. Звено должно быть обеспечено средствами механизации, инструментами и приспособлениями, указанными в табл. 10.
|
Оборудование, инструменты и приспособления |
Марка, завод-изготовитель или калькодержатель или ГОСТ |
Количество |
|
Шпатлевочный агрегат |
СО-150, СО-169 (ВНИИСМИ Минстройдормаша); «Универсал-3» (Укроргтехстрой) |
1 шт. |
|
Компрессор |
СО-7А (Вильнюсский завод строительно-отделочных машин) |
1 шт. |
|
Шпатели с длиной лезвия 300 , 400 , 500 , 600 и 700 мм |
ЦНИИОМТП |
1 комп. |
|
Шпатель шарнирный потолочный |
» |
1 шт. |
|
Шпатели малярные |
ШМ-45, ШМ-95 и ШМ-180 |
Компл. 3 шт. |
|
Терка-зачистка с удлиненной ручкой |
ВНИИСМИ Минстройдормаша |
1 шт. |
|
Терка с полукруглой ручкой |
То же |
2 шт. |
|
Ящик штукатурный |
Московский завод строительного инструмента |
1 шт. |
|
Правило контрольное |
Трест «Московский» |
1 шт. |
|
Кельма штукатурная |
ГОСТ 9533-71 |
2 шт. |
|
Отвес |
ГОСТ 7948-71 |
1 шт. |
|
Уровень строительный |
ГОСТ 9416-76 |
1 шт. |
|
Респиратор |
РПП-57 |
2 шт. |
|
Защитные очки |
2 шт. |
|
|
Столик двухвысотный |
ЦНИИОМТП |
1 шт. |
|
Ведра металлические |
МРТУ Минторга СССР |
4 шт. |
|
Шпатель резиновый |
То же |
2 шт. |
5.7. Шпатлевочные составы доставляют на место работ в количестве, достаточном для работы звена в течение смены.
Перед началом работ необходимо ознакомить рабочих с приемами безопасного выполнения работ и правилами содержания рабочего места; произвести проверку механизированного и электрифицированного инструмента и оборудования, работающего под давлением, в соответствии с требованиями СНиП III-4-80.
Механизмы и инвентарь, необходимые для выполнения выравнивающих покрытий, шпатлевочный агрегат, компрессор и емкости для хранения шпатлевок доставляют на место работ и размещают в центральной части отделываемого помещения с тем, чтобы обеспечить свободный доступ к обрабатываемым поверхностям.
6. ПРОИЗВОДСТВО РАБОТ ПО УСТРОЙСТВУ ВЫРАВНИВАЮЩИХ ПОКРЫТИЙ МЕХАНИЗИРОВАННЫМ СПОСОБОМ
6.1. Поверхности, на которые наносят выравнивающие покрытия, должны удовлетворять следующим требованиям:
на поверхностях изделий заводской готовности (панелей наружных и внутренних стен, плит перекрытия и гипсобетонных панелей) не допускаются: раковины и поры диаметром и глубиной более 2 мм, околы ребер глубиной более 5 мм и общей длиной более 20 мм на 1 м длины панели, искривление лицевых поверхностей и ребер более 3 мм на 2 м длины панели, местные наплывы раствора, жировые пятна, а также трещины (за исключением местных усадочных) шириной более 0,2 мм;
оштукатуренные поверхности должны быть ровными, гладкими с четко отделанными гранями углов пересекающихся плоскостей без подтеков раствора, пятен и высолов; не допускаются трещины, раковины, бугорки и отслоения штукатурного слоя.
6.2. При производстве работ следует соблюдать технологические перерывы между отдельными вспомогательными и основными операциями, необходимые для просушки мокрой поверхности. Каждое последующее покрытие можно наносить только после того, как просохло и отвердело предыдущее.
6.3. Выполнение выравнивающих покрытий механизированным способом включает следующие этапы: подготовку поверхностей к устройству выравнивающего покрытия; механизированное нанесение шпатлевочного состава на поверхность; разравнивание слоя шпатлевки шпателями с длиной лезвия до 700 мм; удаление следов инструмента с помощью узкого резинового шпателя; шлифование отдельных мест высохшей поверхности, сохранившей следы разравнивающего инструмента.
6.4. При подготовке поверхностей к устройству выравнивающих покрытий производят их очистку от пыли, грязи, брызг и подтеков раствора, от масляных пятен, ржавчины и высолов, выполняют расшивку и подмазку трещин, а также частичную подмазку крупных пор и раковин. Для подмазки местных дефектов поверхности используют малоусадочную шпатлевку «Тиксокол-П».
Для удаления масляных пятен и копоти рекомендуется 5 %-ный раствор технической соды и 2 - 3 %-ный раствор соляной кислоты. После обработки этими растворами поверхность промывают водой.
Для удаления ржавчины можно рекомендовать 2 - 3 %-ный раствор соляной кислоты. После обработки пятна кислотой поверхность промывают водой. Места, очищенные от ржавчины, окрашивают нитроэмалевой или эмалевой краской.
Пятна, не поддающиеся удалению содой или кислотой, обрабатывают силикатной грунтовкой.
Масляные и битумные пятна на железобетонной поверхности можно удалять методом выжигания паяльной лампой, предварительно смочив их уайт-спиритом.
6.5. После выполнения подготовительных работ загружают бункер агрегата шпатлевкой и равномерно наносят ее на поверхность стены или потолка слоем толщиной 1 - 1,5 мм. Факел направляют под углом 90° к обрабатываемой поверхности, удерживая форсунку на расстоянии 50 - 60 см от нее.
6.6. Нанесенный на поверхность стены слой шпатлевки разравнивают широкими шпателями-гладилками. Следы, оставшиеся от инструмента, удаляют с помощью узкого резинового шпателя. После высыхания слоя шпатлевки отдельные места поверхности, сохранившие незначительные дефекты, например следы от инструмента, шлифуют наждачной шкуркой (ГОСТ 6465-82).
Слой шпатлевки, нанесенный на верхнюю часть стен и потолки в помещениях высотой 3 м, разравнивают шарнирными шпателями-гладилками с удлиненной ручкой, подмости при этом не используют. Применение подмостей необходимо при производстве работ по подготовке поверхностей к выполнению выравнивающих покрытий, при удалении следов от инструмента и при шлифовании поверхности.
6.7. Для подготовки поверхности к улучшенной окраске и оклейке обоями достаточно выполнения однослойного выравнивающего покрытия и его последующего частичного шлифования, а для подготовки поверхности к высококачественной окраске требуется выполнение двухслойного выравнивающего покрытия и частичного шлифования последнего слоя.
Поверхность, пригодную под высококачественную окраску, можно получить и путем полного шлифования однослойного покрытия затирочными машинками.
6.8. Нанесение шпатлевки на обрабатываемую поверхность осуществляет маляр 4-го разр. (оператор), а маляр 3-го разр. разравнивает ее широким шпателем, а затем удаляет следы от инструмента узким резиновым шпателем.
В процессе нанесения шпатлевочного состава машинист обслуживает агрегат, заполняет бункер по мере расходования материала, следит за работой компрессора, переносит шланги. Во время работы маляры периодически меняются местами.
6.9. Приемка работ производится после высыхания выравнивающего покрытия, его частичного шлифования и обеспыливания. При приемке работ необходимо руководствоваться требованиями СНиП III-21-73*.
Покрытие должно иметь прочное сцепление с поверхностью (через 24 ч после его нанесения адгезия к бетону должна быть не менее 0,1 МПа), его качество должно удовлетворять требованиям СНиП III-21-73*, - предъявляемым к поверхностям, готовым под улучшенную окраску или оклейку обоями, а после повторного шпатлевания - под высококачественную окраску.
7. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ ШПАТЛЕВОЧНЫХ АГРЕГАТОВ
7.1. Техническое обслуживание шпатлевочных агрегатов разделяется на ежесменное и периодическое.
Ежесменное техническое обслуживание включает операции по подготовке агрегата к работе, изложенные выше. При осмотре агрегата проверяется крепление его узлов и деталей, наличие ограждения клиноременной передачи и предохранительной решетки бункера, надежность соединения рукавов, изоляция силового кабеля. Замеченные при осмотре агрегата неисправности должны быть устранены.
7.2. При периодическом техническом обслуживании, которое следует проводить не реже, чем через каждые 200 ч работы агрегата, проверяют наличие масла в редукторе и в полости над мембраной манометра, степень износа винтовой пары, состояние уплотнений редуктора и обоймы, герметичность соединения обоймы с бункером.
7.3. Степень износа винтовой пары проверяется по ее производительности, которая регулируется затяжкой хомута обоймы. Если при полностью затянутом хомуте заданная производительность не достигается, винтовую пару следует разобрать и при обнаружении износа или повреждений следует заменить винт или обойму.
7.4. Проверка уплотнений редуктора и обоймы сводится к осмотру резиновых манжет, которые не должны иметь разрывов и признаков износа кромок. При обнаружении повреждений манжеты следует заменить.
7.5. Для проверки герметичности соединений обоймы с бункером в него заливают воду, перекрывают кран подачи материала на удочке и включают агрегат. В местах соединений при достижении давления 1,5 - 2 МПа в течение 2 мин не должна наблюдаться утечка воды.
7.6. Текущий ремонт шпатлевочных агрегатов должен проводиться через каждые 600 ч работы, а капитальный - через 1500 ч.
7.7. В период длительного хранения шпатлевочный агрегат подлежит консервации, для осуществления которой необходимо покрыть металлические поверхности шпатлевочного агрегата консистентной смазкой УС (ГОСТ 1033-73), а резиновые детали, за исключением шлангов подачи шпатлевки и воздуха, - графитовой смазкой.
8. ТЕХНИКА БЕЗОПАСНОСТИ
8.1. При приготовлении шпатлевочных составов и при работе со шпатлевочными агрегатами необходимо руководствоваться положениями соответствующих разделов СНиП III-4-80 и Инструкцией по технике безопасности при эксплуатации отделочных машин и механизированного инструмента.
8.2. В помещениях, где ведутся работы по приготовлению шпатлевочных составов с применением органических растворителей типа уайт-спирита, должна быть установлена принудительная вентиляция с четырехкратным обменом воздуха в 1 ч.
8.3. В колерном цехе не допускается хранение органических растворителей в количестве, превышающем их расход за одну смену. В колерном цехе запрещается курить и пользоваться открытым огнем.
8.4. Рабочие, занятые приготовлением шпатлевки, должны быть обеспечены комплектом спецодежды.
8.5. К работе со шпатлевочными агрегатами допускаются лица не моложе 18 лет, прошедшие курс обучения и имеющие удостоверение на право управления агрегатами и компрессорами.
8.6. При работе со шпатлевочными агрегатами необходимо надежно защитить от возможных повреждений силовую и осветительную сеть, трубопроводы подачи воздуха и шпатлевочного состава, заземлить винтовые агрегаты (агрегат «Универсал-2» в заземлении не нуждается), надежно закрепить шланги инвентарными хомутами (применение проволоки запрещается).
8.7. При работе со шпатлевочными агрегатами запрещается направлять форсунку в сторону людей даже тогда, когда агрегат остановлен, отсоединять разъемные соединения пневматических и материальных шлангов при наличии в них давления, работать оператору без защитных очков, перегибать шланги во время работы, пускать винтовой агрегат в работу без предварительного смачивания насосной пары водой, производить устранение каких-либо неисправностей на работающем агрегате, оставлять работающий агрегат или компрессор без присмотра.
8.8. При возникновении аварийных ситуаций или обнаружении неисправностей во время работы необходимо немедленно остановить агрегат и компрессор, отключить их от электросети и вызвать дежурного механика или электрика для устранения аварийных причин или неисправностей.
8.9. Лица, нарушившие правила эксплуатации техники безопасности при обслуживании шпатлевочных агрегатов, отстраняются от работы. Им разрешается приступить к работе после сдачи внеочередного экзамена по технике безопасности и правилам эксплуатации агрегатов и компрессоров.
СОДЕРЖАНИЕ