|
ФЕДЕРАЛЬНОЕ
АГЕНТСТВО |
||
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р ИСО |

ТРУБЫ
СТАЛЬНЫЕ ДЛЯ ТРУБОПРОВОДОВ
НЕФТЯНОЙ И ГАЗОВОЙ ПРОМЫШЛЕННОСТИ
Общие технические условия
ISO
3183:2007
Petroleum and natural gas industries -
Steel pipes for pipeline transportation systems
(IDT)
|
|
Москва |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1. ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 357 «Стальные и чугунные трубы и баллоны» и Открытым акционерным обществом «Российский научно-исследовательский институт трубной промышленности» (ОАО «РосНИТИ») на основе аутентичного перевода на русский язык указанного в пункте 4 стандарта, который выполнен ООО «Специализированная переводческая фирма «Интерсервис»
2. ВНЕСЕН Техническим комитетом по стандартизации ТК 357 «Стальные и чугунные трубы и баллоны»
3. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 11 декабря 2009 г. № 727-ст
4. Настоящий стандарт идентичен международному стандарту ИСО 3183:2007 «Нефтяная и газовая промышленность. Трубы стальные для трубопроводных транспортных систем» (ISO 3183:2007 «Petroleum and natural gas industries - Steel pipes for pipeline transportation systems»).
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (подраздел 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации и межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
5. ВЗАМЕН ГОСТ Р ИСО 3183-1-2007, ГОСТ Р ИСО 3183-2-2007, ГОСТ Р ИСО 3183-3-2007
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
СОДЕРЖАНИЕ
Введение
Настоящий стандарт является идентичным по отношению к международному стандарту ИСО 3187:2007, который был разработан с целью гармонизации требований следующих стандартов:
- API Spec 5L:2000;
- ИСО 3183-1:1996;
- ИСО 3183-2:1996;
- ИСО 3183-3:1999.
Таблица сравнения ИСО 3183:2007 с предшествующим международным стандартом ИСО 3183 (все части) и стандартом API Spec 5L, которые применены для гармонизации ИСО 3183:2007, приведена для справки в приложении М к настоящему стандарту.
При подготовке ИСО 3183:2007 технический комитет ИСО ТК 67 принял за основу принцип разделения основных технических требований к трубам для трубопроводов по двум уровням - PSL-1 и PSL-2. PSL-1 устанавливает базовый уровень качества труб для трубопроводов. PSL-2 устанавливает более высокий уровень качества за счет дополнительных требований к химическому составу, ударной вязкости, прочностным свойствам и неразрушающему контролю. Требования, которые применимы только для PSL-1 или только для PSL-2, имеют в тексте соответствующее обозначение. Требования, не имеющие обозначения конкретного уровня, применимы и к PSL-1, и к PSL-2.
Для специальных областей применения в нефтяной и газовой промышленности ИСО 3183:2007 были предусмотрены следующие дополнительные требования:
- трубы PSL-2 могут быть заказаны с изготовлением по аттестованной технологии производства (приложение В);
- трубы PSL-2 для газопроводов могут быть заказаны со стойкостью к распространению вязкого разрушения (приложение G);
- трубы PSL-2 могут быть заказаны со свойствами для эксплуатации в кислых средах (приложение Н);
- трубы могут быть заказаны как трубы для напорных трубопроводов (приложение I);
- трубы PSL-2 могут быть заказаны со свойствами для эксплуатации в морских условиях (приложение J).
Если эти приложения указаны в заказе на поставку, применение их требований становится обязательным.
Если трубы заказывают для двух или более областей применения, могут быть указаны требования двух и более специальных приложений. Если в таких случаях технические требования различных приложений противоречат друг другу, то для предполагаемых условий эксплуатации должны быть применимы более строгие требования.
В ИСО 3183:2007 были приняты две эквивалентные системы обозначений сталей для трубопроводных труб:
- традиционная американская система обозначений групп прочности (обозначения А, В, А25 и обозначения, начинающиеся с буквы X);
- европейская система обозначений марок сталей, установленная в ЕН 10027-1:2005 (обозначения, начинающиеся с буквы L).
В части некоторых требований и применяемых методов испытаний в ИСО 3183:2007 одновременно приведены ссылки на международные стандарты и на региональные или национальные стандарты других стран, взаимозаменяемые по своим требованиям.
В тексте настоящего стандарта по сравнению с ИСО 3183:2007 изменены отдельные фразы, заменены некоторые термины и обозначения на их синонимы и эквиваленты с целью соблюдения норм русского языка и в соответствии с принятой национальной терминологией и системой обозначений. В том числе, в соответствии с традиционной национальной системой обозначения сталей для трубопроводных труб термин «марка стали (steel grade)» заменен термином «группа прочности (pipe grade)». Уточнены виды исходной заготовки, применяемой для изготовления бесшовных труб. В связи с этим исключены слова «слиток» и «блюм», обозначающие изделия, непосредственно не являющиеся исходной заготовкой для труб. Исключены значения единиц величин в американской системе единиц (USC) для приведения в соответствие с ГОСТ 8.417. Проведена замена некоторых обозначений в соответствие с обозначениями, принятыми в национальной стандартизации. Исключены пояснения, связанные с применением обозначений, принятых в американских стандартах, противоречащих обозначениям, принятым в международных стандартах.
Настоящий стандарт дополнен справочным приложением ДА, содержащим сведения о соответствии ссылочных международных стандартов ссылочным национальным стандартам Российской Федерации, и справочным приложением ДБ, представляющим собой сравнение механических свойств групп прочности по настоящему стандарту и традиционных групп прочности, применяемых в национальной промышленности, на примере ГОСТ Р 52079.
Настоящий стандарт, как и международный стандарт ИСО 3183:2007, не содержит рекомендаций по применению указанных выше дополнительных требований. Необходимость выполнения каких-либо требований при исполнении конкретного заказа на поставку устанавливает потребитель на основании предполагаемого назначения продукции и требований по проектированию.
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
|
ТРУБЫ СТАЛЬНЫЕ
ДЛЯ ТРУБОПРОВОДОВ Общие технические условия Steel pipes for pipelines of petroleum and natural gas industries. General specifications |
Дата введения - 2011-01-01
1. Область применения
Настоящий стандарт устанавливает требования к бесшовным и сварным стальным трубам по двум уровням требований к продукции (PSL-1 и PSL-2), предназначенным для трубопроводов нефтяной и газовой промышленности.
Настоящий стандарт не применим к литым трубам.
2. Соответствие
2.1. Единицы измерения
В настоящем стандарте применены единицы международной системы СИ.
2.2. Округление
Если для конкретного значения не указано иное, то в соответствии с ИСО 31-0 (приложение В, правило А) для определения соответствия установленным требованиям измеренные или рассчитанные значения, применяемые для выражения предельного значения, должны быть округлены до последнего значимого разряда.
Примечание - Для настоящего стандарта метод округления по стандарту [1] считается эквивалентным методу ИСО 31-0 (приложение В, правило А).
2.3. Соответствие настоящему стандарту
Для обеспечения соответствия требованиям настоящего стандарта должна быть применена система менеджмента качества.
Примечание - Рекомендации по отраслевым системам менеджмента качества приведены в стандарте [2].
Изготовитель должен обеспечивать соответствие продукции требованиям настоящего стандарта. Потребитель имеет право проверить выполнение изготовителем установленных требований и забраковать любое изделие, не соответствующее этим требованиям.
3. Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты1):
___________
1) Для датированных ссылок используют только указанное издание стандарта. В случае недатированных ссылок - последнее издание стандарта, включая все изменения и поправки.
ИСО 31-0:92 Величины и единицы. Часть 0. Общие принципы (ISO 31-0:1992, Quantities and units - Part 0: General principles)
ИСО 148-1 Материалы металлические. Испытание на удар по Шарпи на маятниковом копре. Часть 1. Метод испытания (ISO 148-1, Metallic materials - Charpy pendulum impact test - Part 1: Test method)
ИСО 377 Сталь и стальные изделия. Расположение и приготовление испытуемых образцов и образцов для конкретных механических испытаний (ISO 377, Steel and steel products - Location and preparation of samples and test pieces for mechanical testing)
ИСО 404 Сталь и стальные заготовки. Общие технические условия поставки (ISO 404, Steel and steel products - General technical delivery requirements)
ИСО 2566-1 Сталь. Таблицы перевода величин относительного удлинения. Часть 1. Сталь углеродистая и низколегированная (ISO 2566-1, Steel - Conversion of elongation values - Part 1: Carbon and low alloy steels)
ИСО 4885 Изделия из черных металлов. Виды термообработки. Словарь (ISO 4885, Ferrous products - Heat treatments - Vocabulary)
ИСО 6506 (все части) Материалы металлические. Определение твердости по Бринеллю (ISO 6506 (all parts), Metallic materials - Brinell hardness test)
ИСО 6507 (все части) Материалы металлические. Определение твердости по Виккерсу (ISO 6507 (all parts), Metallic materials - Vickers hardness test)
ИСО 6508 (все части) Материалы металлические. Определение твердости по Роквеллу (ISO 6508 (all parts), Metallic materials - Rockwell hardness test)
ИСО 6892 Материалы металлические. Испытания на растяжение при температуре окружающей среды (ISO 6892, Metallic materials - Tensile testing at ambient temperature)
ИСО 6929 Продукты из стали. Определение и классификация (ISO 6929, Steel products - Definitions and classification)
ИСО 7438 Материалы металлические. Испытание на загиб (ISO 7438, Metallic materials - Bend test)
ИСО 7539-2 Коррозия металлов и сплавов. Испытание на коррозию под напряжением. Часть 2. Приготовление и использование коромыслообразных образцов (ISO 7539-2, Corrosion of metals and alloys - Stress corrosion testing - Part 2: Preparation and use of bentbeam specimens)
ИСО 8491 Материалы металлические. Трубы (отрезки). Испытание на изгиб (ISO 8491, Metallic materials - Tube (in full section) - Bend test)
ИСО 8492 Материалы металлические. Трубы. Испытание на сплющивание (ISO 8492, Metallic materials - Tube - Fattening test)
ИСО 8501-1:19882) Подготовка стальной поверхности перед нанесением красок и относящихся к ним продуктов. Визуальная оценка чистоты поверхности. Часть 1. Степень ржавости и степени подготовки непокрытой стальной поверхности и стальной поверхности после полного удаления прежних покрытий (ISO 8501-1:1988, Preparation of steel substrates before application of paints and related products - Visual assessment of surface cleanliness - Part 1: Rust grades and preparation grades of uncoated steel substrates and of steel substrates after overall removal of previous coatings)
___________
2) Действует ИСО 8501-1:2007 «Подготовка стальной поверхности перед нанесением красок и относящихся к ним продуктов. Визуальная оценка чистоты поверхности. Часть 1. Степени ржавости и степени подготовки непокрытой стальной поверхности и стальной поверхности после полного удаления прежних покрытий».
ИСО 9303:1989 Трубы стальные бесшовные и сварные (кроме труб, полученных дуговой сваркой под флюсом) напорные. Ультразвуковой контроль всей периферийной поверхности для обнаружения продольных несовершенств (ISO 9303:1989, Seamless and welded (except submerged arc-welded) steel tubes for pressure purposes - Full peripheral ultrasonic testing for the detection of longitudinal imperfections)
ИСО 9304:1989 Трубы стальные бесшовные и сварные (кроме труб, полученных дуговой сваркой под флюсом) напорные. Контроль методом вихревых токов для обнаружения несовершенств (ISO 9304:1989, Seamless and welded (except submerged arc-welded) steel tubes for pressure purposes - Eddy current testing for the detection of imperfections)
ИСО 9305:1989 Трубы стальные бесшовные напорные. Ультразвуковой контроль всей периферийной поверхности для обнаружения поперечных несовершенств (ISO 9305:1989, Seamless steel tubes for pressure purposes - Full peripheral ultrasonic testing for the detection of transverse imperfections)
ИСО 9402:1989 Трубы стальные бесшовные и сварные (кроме труб, полученных дуговой сваркой под флюсом) напорные. Испытание труб из ферромагнитной стали методом рассеяния по всей окружности флюса с использованием магнитного преобразователя для обнаружения продольных дефектов (ISO 9402:1989, Seamless and welded (except submerged arc-welded) steel tubes for pressure purposes - Peripheral magnetic transducer/flux leakage testing of ferromagnetic steel tubes for the detection of longitudinal imperfections)
ИСО 9598:1989 Трубы стальные бесшовные напорные. Контроль всей периферийной поверхности труб из ферромагнитной стали путем исследования магнитных полей рассеяния для обнаружения поперечных несовершенств (ISO 9598:1989, Seamless steel tubes for pressure purposes - Full peripheral magnetic transducer/flux leakage testing of ferromagnetic steel tubes for the detection of transverse imperfections)
ИСО 9764:1989 Трубы стальные, полученные электрической контактной сваркой и индукционной сваркой, напорные. Ультразвуковой контроль сварного шва для обнаружения продольных несовершенств (ISO 9764:1989, Electric resistance and induction welded steel tubes for pressure purposes - Ultrasonic testing of the weld seam for the detection of longitudinal imperfections)
ИСО 9765:1990 Трубы стальные напорные, полученные дуговой сваркой под флюсом. Ультразвуковой контроль сварного шва для обнаружения продольных и/или поперечных несовершенств (ISO 9765:1990, Submerged arc-welded steel tubes for pressure purposes - Ultrasonic testing of the weld seam for the detection of longitudinal and/or transverse imperfections)
ИСО/ТО 9769 Сталь и чугун. Обзор существующих методов анализа (ISO/TR 9769, Steel and iron - Review of available methods of analysis)
ИСО 10124:1994 Трубы стальные напорные бесшовные и сварные (кроме труб, изготовленных дуговой сваркой под флюсом). Ультразвуковой метод контроля для обнаружения слоистых несовершенств (ISO 10124:1994, Seamless and welded (except submerged arc-welded) steel tubes for pressure purposes - Ultrasonic testing for the detection of laminar imperfections)
ИСО 10474:1991 Сталь и стальные изделия. Документы о контроле (ISO 10474:1991, Steel and steel products - Inspection documents)
ИСО 10543 Трубы стальные напорные бесшовные и сварные, обжатые при горячей вытяжке. Ультразвуковой контроль толщины по всей периферийной поверхности (ISO 10543, Seamless and hot-stretch-reduced welded steel tubes for pressure purposes - Full peripheral ultrasonic thickness testing)
ИСО 114841) Трубы стальные напорные. Квалификация и сертификация персонала по неразрушающему контролю (ISO 11484, Steel products - Employer's qualification system for nondestructive testing (NDT) personnel)
_________
1) Действует ИСО 11484:2009.
ИСО 11496 Трубы стальные бесшовные и сварные напорные. Ультразвуковой контроль концов труб для обнаружения слоистых несовершенств (ISO 11496, Seamless and welded steel tubes for pressure purposes - Ultrasonic testing of tube ends for the detection of laminar imperfections)
ИСО 11699-1:1998 Контроль неразрушающий. Рентгеновские пленки для технических целей. Часть 1. Классификация пленочных систем для технической рентгенографии (ISO 11699-1:1998, Non-destructive testing - Industrial radiographic films - Part 1: Classification of film systems for industrial radiography)
ИСО 12094:1994 Трубы стальные сварные напорные. Ультразвуковой контроль для обнаружения слоистых несовершенств в полосовом/листовом материале, используемом для изготовления сварных труб (ISO 12094:1994, Welded steel tubes for pressure purposes - Ultrasonic testing for the detection of laminar imperfections in strips/plates used in the manufacture of welded tubes)
ИСО 12095 Трубы стальные сварные и бесшовные напорные. Испытание методом проникающих жидкостей (ISO 12095, Seamless and welded steel tubes for pressure purposes - Liquid penetrant testing)
ИСО 12096 Трубы стальные напорные, полученные дуговой сваркой под флюсом. Радиографический контроль сварного шва для обнаружения несовершенств (ISO 12096, Submerged arc-welded steel tubes for pressure purposes - Radiographic testing of the weld seam for the detection of imperfections)
ИСО 12135 Материалы металлические. Унифицированный метод испытания на определение вязкости разрушения под действием квазистатической нагрузки (ISO 12135, Metallic materials - Unified method of test for the determination of quasistatic fracture toughness)
ИСО 13663:1995 Трубы стальные сварные напорные. Ультразвуковой контроль участка, смежного со сварным швом, для обнаружения слоистых несовершенств (ISO 13663:1995, Welded steel tubes for pressure purposes - Ultrasonic testing of the area adjacent to the weld seam for the detection of laminar imperfections)
ИСО 13664 Трубы стальные напорные бесшовные и сварные. Контроль концов труб магнитопорошковым методом для обнаружения слоистых несовершенств (ISO 13664, Seamless and welded steel tubes for pressure purposes - Magnetic particle inspection of th tube ends for the detection of laminar imperfections)
ИСО 13665 Трубы стальные напорные бесшовные и сварные. Контроль тела трубы магнитопорошковым методом для обнаружения поверхностных несовершенств (ISO 13665, Seamless and welded steel tubes for pressure purposes - Magnetic particle inspection of the tube body for the detection of surface imperfections)
ИСО 13678 Промышленность нефтяная и газовая. Оценка и испытания многопокомпонентных смазок для резьбы на обсадных, насосно-компрессорных трубах и трубопроводах (ISO 13678, Petroleum and natural gas industries - Evaluation and testing of thread compounds for use with casing, tubing and line pipe)
ИСО 14284 Сталь и чугун. Отбор и приготовление образцов для определения химического состава (ISO 14284, Steel and iron - Sampling and preparation of samples for the determination of chemical composition)
ИСО 15156-2:2003 Промышленность нефтяная и газовая. Материалы для применения в средах, содержащих сероводород, при нефте- и газодобыче. Часть 2. Трещиностойкие углеродистые и низколегированные стали и применение литейного чугуна (ISO 15156-2:2003, Petroleum and natural gas industries - Materials for use in H2S-containing environments in oil and gas production - Part 2: Cracking-resistant carbon and low alloy steels, and the use of cast irons)
ИСО 19232-1:2004 Контроль неразрушающий. Качество изображения на рентгеновских снимках. Часть 1. Показатели качества изображения (проволочный тип). Определение значения качества изображения (ISO 19232-1:2004, Non-destructive testing - Image quality of radiographs - Part 1: Image quality indicators (wire type) - Determination of image quality value)
EH 10204:20041) Изделия металлические. Типы приемочных документов (EN 10204:2004, Metallic products - Types of inspection documents)
___________
1) CEN, Европейский комитет по стандартизации, Центральный секретариат, Rue de Stassart 36, В-1050, Brussels, Belgium.
API Spec 5B2) Требования к нарезанию, калиброванию и контролю резьб обсадных, насосно-компрессорных и трубопроводных труб (в американских единицах) [API Spec 5B, Specification for threading, gauging, and thread inspection of casing, tubing, and line pipe threads (US customary units)]
___________
2) Американский нефтяной институт, 1220 L Street, N.W., Washington, DC 20005, USA.
API RP 5A3 Рекомендуемая практика по резьбовым многокомпонентным смазкам для обсадных, насосно-компрессорных и трубопроводных труб (API RP 5A3, Recommended practice on thread compounds for casing, tubing, and line pipe)
API RP 5L3 Рекомендуемая практика проведения испытаний на отрыв падающим грузом для трубопроводных труб (API RP 5L3, Recommended practice for conducting drop-weight tear tests on line pipe)
ASNT SNT-TC-1A3) Рекомендуемая практика № SNT-TC-1A. Неразрушающий контроль (ASNT SNT-TC-1A, Recommended practice №. SNT-TC-1A - Non-destructive testing)
___________
3) Американское общество специалистов по неразрушающим испытаниям, 1711 Arlingate Lane, Columbus, Ohio 43228-0518.
АСТМ А 3704) Стандартные методы испытаний и определения для механических испытаний стальных изделий (ASTM А 370, Standard test methods and definitions for mechanical testing of steel products)
___________
4) Американское общество по испытаниям и материалам - ASTM International, 100 Barr Harbor Drive, West Conshohocken, Pennsylvania 19428-2959, USA.
АСТМ А 435 Стандартные требования к ультразвуковому контролю толстолистовой стали прямым излучением (ASTM A 435, Standard specification for straight-beam ultrasonic examination of steel plates)
АСТМ А 578 Стандартные требования к ультразвуковому контролю прямым излучением толстолистовой стали специального назначения без покрытия и с плакировкой (ASTM A 578, Standard specification for straight-beam ultrasonic examination of plain and clad steel plates for special applications)
АСТМ А 751 Стандартные методы испытаний, практика и терминология для химического анализа стальных изделий (ASTM A 751, Standard test methods, practices, and terminology for chemical analysis of steel products)
АСТМ А 941 Терминология по сталям, нержавеющим сталям, родственным сплавам и ферросплавам (ASTM A 941, Terminology relating to steel, stainless steel, related alloys, and ferroalloys)
АСТМ А 956 Стандартные методы контроля твердости стальных изделий по Либу (ASTM A 956, Standard test method for Leeb hardness testing of steel products)
АСТМ А 1038 Стандартная практика контроля твердости переносными твердомерами методом ультразвукового контактного импеданса (ASTM А 1038, Standard practice for portable hardness testing by the ultrasonic contact impedance method)
АСТМ Е 8 Стандартные методы испытаний металлических материалов на растяжение (ASTM E 8, Standard test methods for tension testing of metallic materials)
АСТМ Е 18 Стандартные методы контроля твердости по Роквеллу и поверхностной твердости по Роквеллу металлических материалов (ASTM E 18, Standard test methods for Rockwell hardness and Rockwell superficial hardness of metallic materials)
АСТМ Е 92 Стандартный метод контроля твердости металлических материалов по Виккерсу (ASTM E 92, Standard test method for Vickers hardness of metallic materials)
АСТМ Е 94 Стандартное руководство по радиографическому контролю (ASTM E 94, Standard guide for radiographic examination)
АСТМ Е 110 Стандартный метод контроля твердости металлических материалов вдавливанием с применением переносных твердомеров (ASTM E 110, Standard test method for indentation hardness of metallic materials by portable hardness testers)
АСТМ Е 114 Стандартная практика применения контактного метода ультразвукового контроля с использованием прямолинейного эхо-импульсного ультразвукового излучения (ASTM E 114, Standard practice for ultrasonic pulse-echo straight-beam examination by the contact method)
АСТМ Е 165 Стандартный метод контроля для исследования проникающей жидкостью (ASTM E 165, Standard test method for liquid penetrant examination)
АСТМ Е 213 Стандартная практика ультразвукового исследования металлических труб и трубных изделий (ASTM E 213, Standard practice for ultrasonic examination of metal pipe and tubing)
АСТМ Е 273 Стандартная практика ультразвукового исследования зоны сварного соединения трубопроводных и насосно-компрессорных сварных труб (ASTM E 273, Standard practice for ultrasonic examination of the weld zone of welded pipe and tubing)
АСТМ Е 309 Стандартная практика вихретокового контроля стальных трубных изделий с применением эффекта магнитного насыщения (ASTM E 309, Standard practice for eddy-current examination of steel tubular products using magnetic saturation)
АСТМ Е 570 Стандартная практика контроля ферромагнитных стальных трубных изделий методом рассеяния магнитного потока (ASTM E 570, Standard practice for flux leakage examination of ferromagnetic steel tubular products)
АСТМ Е 709 Стандартное руководство по проведению магнитопорошковых испытаний (ASTM E 709, Standard guide for magnetic particle examination)
АСТМ Е 747-04 Стандартная практика проектирования, изготовления и классификации проволочных индикаторов качества для радиологического контроля (ASTM E 747-04, Standard practice for design, manufacture and material grouping classification of wire image quality indicators (IQI) used for radiology)
АСТМ Е 1290 Стандартный метод определения вязкости разрушения в вершине раскрытия трещины (CTOD) (ASTM E 1290, Standard test method for crack-tip opening displacement (CTOD) fracture toughness measurement)
АСТМ Е 1806 Стандартная практика отбора проб стали и чугуна для определения химического состава (ASTM E 1806, Standard practice for sampling steel and iron for determination of chemical composition)
АСТМ E 1815-06 Стандартный метод испытания для классификации пленок для промышленной рентгенографии (ASTM Е 1815-06, Standard test method for classification of film systems for industrial radiography)
АСТМ Ж 39 Стандартная практика подготовки и применения образцов в форме изогнутой балки для испытания на коррозию под напряжением (ASTM G 39, Standard practice for preparation and use of bent-beam stress-corrosion test specimens)
NACE TM 0177:20051) Лабораторные испытания стойкости металлов к сульфидному растрескиванию под напряжением и коррозионному растрескиванию под напряжением в Н2S-содержащих средах (NACE ТМ 0177:2005, Laboratory testing of metals for resistance to sulfide stress cracking and stress corrosion cracking in H2S environments)
___________
1) Национальная ассоциация специалистов по коррозии - NACE International, P.O. Box 201009, Houston, Texas, 77216-1009, USA.
NACE TM 0284:2003 Стандартный метод испытаний. Оценка стойкости к водородному растрескиванию сталей для трубопроводов и сосудов под давлением (NACE TM 0284:2003, Standard test method - Evaluation of pipeline and pressure vessel steels for resistance to hydrogen-induced cracking)
4. Термины и определения
В настоящем стандарте применены термины по:
- ИСО 6929 или АСТМ А 941 - стальные изделия;
- ИСО 4885 или АСТМ А 941 - термообработка;
- ИСО 377, ИСО 404 или ИСО 10474 (по применимости) - отбор проб, контроль и документы о приемочном контроле, а также следующие термины с соответствующими определениями:
4.1 анализ продукции (product analysis): Химический анализ труб, рулонного или листового проката.
4.2 бесшовная труба (seamless pipe): Труба без сварного шва, полученная деформацией в горячем состоянии, после которой может быть проведена холодная деформация или отделка в холодном состоянии для получения заданной формы, размеров и свойств.
4.3 в состоянии после прокатки (as-rolled): Состояние поставки без применения какого-либо специального вида прокатки и/или термообработки.
4.4 группа прочности трубы (pipe grade): Обозначение уровня прочности трубы.
4.5 дефект (defect): Несовершенство и/или плотность залегающих несовершенств, не соответствующие критериям приемки, установленным настоящим стандартом.
4.6 дуговая сварка металлическим электродом в среде защитного газа (gas metal-arc welding): Способ сварки, при котором плавление и соединение кромок металла происходит за счет нагрева электрической дугой или дугами между расходуемым стержнем электрода и основным металлом в среде подаваемого извне газа или газовой смеси, защищающей дугу и расплавленный металл.
Примечание - Давление не применяют, а присадочный металл поступает из электрода.
4.7 дуговая сварка под флюсом (submerged-arc welding): Способ сварки, при котором плавление и соединение кромок металла происходит за счет нагрева электрической дугой или дугами между расходуемым металлическим электродом или электродами и основным металлом, при котором дугу и расплавленный металл защищают слоем гранулообразного флюса.
Примечание - Давление не применяют, а часть присадочного металла или весь присадочный металл поступает из электродов.
4.8 если согласовано (if agreed): Требование, которое должно быть выполнено так, как указано, или более строго, если это согласовано между изготовителем и потребителем и указано в заказе на поставку.
Примечание - Например, требования, указанные в 7.2, перечисление c).
4.9 если не согласовано иное (unless otherwise agreed): Требование, которое должно быть выполнено так, как указано, если только между изготовителем и потребителем не согласовано и не указано в заказе на поставку иное требование.
Примечание - Например, требования, указанные в 7.2, перечисление b).
4.10 закалка и отпуск (quenching and tempering): Термообработка, включающая закалочное упрочнение с последующим отпуском.
4.11 изготовитель (manufacturer): Фирма, компания или корпорация, отвечающая за изготовление и маркировку продукции в соответствии с требованиями настоящего стандарта.
Примечания
1. Изготовителем может быть трубный завод, обрабатывающее предприятие, изготовитель муфт или предприятие, нарезающее резьбу.
2. Определение термина приведено в соответствии со стандартом [3].
4.12 калибровка прибора (instrument standardization): Настройка прибора для неразрушающего контроля по арбитражному эталонному значению.
4.13 контроль (inspection): Процессы измерения, исследования, калибрования, взвешивания и испытания одной или нескольких характеристик изделия и сравнение полученных результатов с установленными требованиями для определения соответствия.
Примечание - Контроль проводят в соответствии с ИСО 404.
4.14 контролируемая партия (test unit): Заданное количество труб одного заданного наружного диаметра и толщины стенки, изготовленных по одной технологии, из одной плавки, в одних условиях производства.
4.15 лазерная сварка (laser welding): Способ получения шва при применении сварки лазерным лучом, который плавит и соединяет свариваемые кромки, с предварительным нагревом или без предварительного нагрева кромок, с защитой зоны сварки подаваемым извне газом или газовой смесью.
4.16 непрерывная сварка (continuous welding): Способ получения шва при применении печного нагрева полосы и механического сжатия подготовленных кромок, при котором последующие участки полосы соединяются таким образом, чтобы обеспечить непрерывную подачу полосы в оборудование для сварки.
4.17 неразрушающий контроль (non-destructive inspection): Контроль труб для выявления несовершенств с использованием рентгенографического, ультразвукового или иного метода, указанного в настоящем стандарте, не приводящего к изменению, напряжению или разрушению материалов.
4.18 несовершенство (imperfection): Несплошность или неоднородность в стенке изделия или на его поверхности, выявляемая методами контроля, указанными в настоящем стандарте.
4.19 обработчик (processor): Фирма, компания или корпорация, эксплуатирующая оборудование, предназначенное для термообработки труб, изготовленных трубным заводом.
Примечание - Определение термина приведено в соответствии со стандартом [4].
4.20 окончательная холодная обработка (cold finishing): Операция холодной обработки (обычно холодная деформация) с остаточной деформацией более 1,5 %.
Примечание - Окончательная холодная обработка отличается от холодного экспандирования и калибрования в холодном состоянии по величине остаточной деформации.
4.21 подрез (undercut): Канавка, проплавленная в основном металле у кромки лицевой поверхности сварного шва и не заполненная наплавленным металлом.
4.22 показание (indication): Свидетельство, полученное при неразрушающем контроле.
4.23 после прокатки с нормализацией (normalizing rolled): Состояние поставки труб после процесса прокатки, при котором окончательную деформацию проводят в определенном интервале температур, что позволяет получить материал в состоянии, эквивалентном состоянию после отдельной нормализации, с заданными механическими свойствами, не изменяемыми последующей отдельной нормализацией.
4.24 после термомеханической прокатки (thermomechanical rolled): Состояние поставки труб, изготовленных из горячекатаного листового или рулонного проката, которое достигнуто при проведении окончательной деформации труб в определенном интервале температур, что позволяет получить материал с определенными свойствами, которые не могут быть получены или воспроизведены за счет отдельной термообработки; с последующим охлаждением (возможно с повышенной скоростью охлаждения), с отпуском или без отпуска, включая самоотпуск.
Примечание - Последующая термообработка при температуре свыше 580 °С может привести к снижению прочностных свойств материала.
4.25 после формоизменения с нормализацией (normalizing formed): Состояние поставки труб после процесса формоизменения, при котором окончательную деформацию проводят в определенном интервале температур, что позволяет получить состояние материала, эквивалентное состоянию после отдельной нормализации, с заданными механическими свойствами, не изменяемыми при последующей отдельной нормализации.
4.26 по согласованию (as agreed): Требование должно быть согласовано между изготовителем и потребителем и указано в заказе на поставку.
Примечание - Например, требования, указанные в 7.2, перечисление a).
4.27 потребитель (purchaser): Сторона, несущая ответственность за определение требований при заказе на изделие и оплату заказа.
4.28 расслоение (lamination): Внутреннее расслоение в металле, слои которого обычно параллельны поверхности трубы.
4.29 сварная труба (welded pipe): Труба CW, COW, COWH, COWL, EW, HFW, LFW, LW, SAW, SAWH или SAWL.
4.30 стыкованная труба (jointer): Труба, состоящая из двух отрезков, соединенных или сваренных вместе изготовителем труб.
4.31 стыковой шов рулонного или листового проката (strip/plate end weld): Сварной шов, соединяющий концевые кромки рулонного или листового проката.
4.32 тело трубы (pipe body): Для бесшовных труб - вся труба, для сварных труб - вся труба, за исключением сварного шва (швов) и зоны термического влияния.
4.33 термомеханическое формообразование (thermomechanical forming): Процесс формообразования труб в горячем состоянии, при котором окончательную деформацию проводят в определенном интервале температур, что позволяет получить материал с определенными свойствами, которые не могут быть получены или воспроизведены за счет отдельной термообработки; с последующим охлаждением (возможно с повышенной скоростью охлаждения), с отпуском или без отпуска, включая самоотпуск.
Примечание - Последующая термообработка при температуре свыше 580 °С может привести к снижению прочностных свойств материала.
4.34 технологический шов (tack weld): Прерывистый или непрерывный сварной шов, используемый для выравнивания соединяемых кромок до момента выполнения окончательного сварного соединения.
4.35 труба COW (COW pipe): Труба с одним или двумя продольными швами или одним спиральным швом, полученными способом сочетания дуговой сварки металлическим электродом в среде защитного газа и дуговой сварки под флюсом, имеющими валик металла, наплавленный при дуговой сварке металлическим электродом в среде защитного газа, полностью не удаляемый при проходах сварки под флюсом.
4.36 труба COWH (COWH pipe): Труба с одним спиральным швом, полученным способом сочетания дуговой сварки металлическим электродом в среде защитного газа и дуговой сварки под флюсом, имеющим валик металла, наплавленный при дуговой сварке металлическим электродом в среде защитного газа, полностью не удаляемый при проходах сварки под флюсом.
4.37 труба COWL (COWL pipe): Труба с одним или двумя продольными швами, изготовленная способом сочетания дуговой сварки металлическим электродом в среде защитного газа и дуговой сварки под флюсом, имеющими валик металла, наплавленный при дуговой сварке металлическим электродом в среде защитного газа, который при проходах сварки под флюсом полностью не удаляется.
4.38 труба CW (CW pipe): Труба с одним продольным швом, полученным способом непрерывной сварки.
4.39 труба EW (EW pipe): Труба с одним продольным швом, полученным способом низко- или высокочастотной электросварки.
4.40 труба HFW (HFW pipe): Электросварная труба, изготовленная способом высокочастотной сварки с частотой тока 70 кГц и более.
4.41 труба LFW (LFW pipe): Электросварная труба, изготовленная способом низкочастотной сварки с частотой тока менее 70 кГц.
4.42 труба LW (LW pipe): Труба с одним продольным швом, полученным способом лазерной сварки.
4.43 труба SAW (SAW pipe): Труба с одним или двумя продольными швами или одним спиральным швом, полученными способом дуговой сварки под флюсом.
4.44 труба SAWH (SAWH pipe): Труба с одним спиральным швом, полученным способом дуговой сварки под флюсом.
4.45 труба SAWL (SAWL pipe): Труба с одним или двумя продольными швами, полученными способом дуговой сварки под флюсом.
4.46 трубный завод (pipe mill): Фирма, компания или корпорация, которая эксплуатирует оборудование для производства труб.
Примечание - Определение термина приведено в соответствии со стандартом [4].
4.47 условия эксплуатации (service condition): Условия применения, указанные потребителем в заказе на поставку.
Примечание - Применяемые в настоящем стандарте термины «кислая среда» и «морские условия» обозначают условия эксплуатации.
4.48 холодноэкспандированная труба (cold-expanded pipe): Труба, наружный диаметр которой был увеличен по всей длине путем приложения внутреннего гидростатического давления в закрытых штампах или механическим устройством для внутреннего экспандирования при рабочей температуре оборудования.
4.49 холоднодеформированная труба (cold-sized pipe): Труба, наружный диаметр которой был увеличен или уменьшен на части ее длины или по всей длине в процессе окончательного изменения формы (в том числе, в процессе электросварки EW) при рабочей температуре оборудования.
4.50 холодное формообразование (cold forming): Процесс формообразования рулонного или листового проката в трубу без нагрева.
4.51 шов COW (COW seam): Продольный или спиральный шов, полученный способом сочетания дуговой сварки металлическим электродом в среде защитного газа и дуговой сварки под флюсом, имеющий валик металла, наплавленный при дуговой сварке металлическим электродом в среде защитного газа, полностью не удаляемый при проходах сварки под флюсом.
4.52 шов EW (EW seam): Продольный шов, полученный способом электросварки.
4.53 шов SAW (SAW seam): Продольный или спиральный шов, полученный способом дуговой сварки под флюсом.
4.54 электросварка (electric welding): Способ получения шва сваркой электросопротивлением, при которой свариваемые кромки прижимаются друг к другу под механическим воздействием, а тепло для сварки выделяется вследствие сопротивления приложенному или наведенному электрическому току.
5. Обозначения и сокращения
5.1. Обозначения
В настоящем стандарте применены следующие обозначения:
a - длина стыкового шва концов рулонного или листового проката, мм;
δ (Af) - относительное удлинение после разрыва, округленное до целого числа, %;
Аgb - размер оправки (пуансона) для испытания на направленный загиб, мм;
AL - площадь внутреннего поперечного сечения трубы, мм2;
Ар - площадь поперечного сечения стенки трубы, мм2;
AR - площадь поперечного сечения торцевого уплотнения, мм2;
АXC - площадь поперечного сечения применяемого образца для испытания на растяжение, мм2;
b - заданная ширина торцевой плоскости муфты, мм;
В - расстояние между стенками матрицы или опорами при испытании на направленный загиб;
С - константа;
CEIIW - углеродный эквивалент, рассчитываемый по формуле Международного института сварки;
CEPcm - углеродный эквивалент, рассчитываемый по химической составляющей формулы Ито-Бессио;
d - расчетный внутренний диаметр трубы, мм;
D - наружный диаметр трубы, мм;
Da - наружный диаметр трубы после деформации, задаваемый изготовителем, мм;
Db - наружный диаметр трубы до деформации, задаваемый изготовителем, мм;
f - частота, Гц (циклы в секунду);
Kv(KV) - работа удара при испытании образца с V-образным надрезом полного размера, Дж;
L - длина трубы, м;
Lc(N1) - заданная минимальная длина муфты, мм;
Р - гидростатическое испытательное давление, МПа;
PR - внутреннее давление на торцевое уплотнение, МПа;
Df(Q) - заданный диаметр фаски в плоскости торца муфты, мм;
r - радиус скругления кромок образца для испытания на направленный загиб, мм;
ra - радиус оправки (пуансона) для испытания на направленный загиб, мм;
rb - радиус матрицы для испытания на направленный загиб, мм;
sв(Rm) - предел прочности на растяжение, МПа;
sт0,2(Rp0,2) - предел текучести (непропорциональное удлинение 0,2 %), МПа;
sт0,5(Rt0,5) - предел текучести (общее удлинение 0,5 %), МПа;
sg - коэффициент деформации;
S - тангенциальное напряжение при гидростатическом испытании, МПа;
t - толщина стенки трубы, мм;
tmin - допустимая минимальная толщина стенки трубы, мм;
samin(U) - заданный минимальный предел прочности, МПа;
Vt - поперечная скорость распространения ультразвука, м/с;
Dc(W) - заданный наружный диаметр муфты;
e - коэффициент деформации;
λ - длина волны;
m1(ρ1) - масса на единицу длины трубы с гладкими концами, кг/м;
sh - расчетное тангенциальное напряжение для трубопровода, МПа.
5.2. Сокращения
В настоящем стандарте приняты следующие сокращения:
COWH - combination helical welding process for pipe during manufacturing - комбинированный способ сварки для изготовления труб со спиральным швом;
COWL - combination longitudinal welding process for pipe during manufacturing - комбинированный способ сварки для изготовления труб с продольным швом;
CTOD - crack tip opening displacement - раскрытие в вершине трещины;
CVN - Charpy V-notch - V-образный надрез;
CW - continuous welding process for pipe during manufacturing - непрерывный способ сварки для изготовления труб;
DWT - drop-weight tear - разрыв падающим грузом;
EDI - electronic data interchange - электронный обмен данными;
EW - electric resistance or electric induction welding process for pipe during manufacturing - способ электросварки сопротивлением или индукционной электросварки для изготовления труб;
HAZ - heat-affected zone - зона термического влияния;
HBW - Brinell hardness - твердость по Бринеллю;
HFW - high frequency electric welding process for pipe during manufacturing - способ высокочастотной электросварки для изготовления труб;
HIC - hydrogen-induced cracking - водородное растрескивание;
HRC - Rockwell hardness, С scale - твердость по шкале С Роквелла;
HV - Vickers hardness - твердость по Виккерсу;
IQI - image quality indicator - эталон качества изображения;
LFW - low frequency electric welding process for pipe during manufacturing - способ низкочастотной электросварки для изготовления труб;
LW - laser welding process for pipe during manufacturing - способ лазерной сварки для изготовления труб;
NDT - non-destructive testing - неразрушающий контроль;
PSL - product specification level - уровень требований к продукции;
SAWH - submerged arc helical welding process for pipe during manufacture - способ дуговой сварки под флюсом для изготовления труб со спиральным швом;
SAWL - submerged arc longitudinal welding process for pipe during manufacture - способ дуговой сварки под флюсом для изготовления труб с продольным швом;
SSC - sulphide stress cracking - сульфидное растрескивание под напряжением;
SWC - step-wise cracking - ступенчатое растрескивание;
TFL - through-the-flowline - напорный трубопровод;
Т2, Т3 - radiographic film classification - классификация ренгеновской пленки.
6. Группы прочности и состояние поставки
6.1. Группы прочности
6.1.1. Группы прочности труб уровня PSL-1 должны соответствовать таблице 1. Обозначение группы прочности представляет собой сочетание букв и цифр. Группа прочности идентифицирует уровень прочности труб и связана с химическим составом стали.
Примечание - Цифровая часть обозначения групп прочности соответствует заданному минимальному пределу текучести, кроме обозначения групп прочности А и В. Буква Р указывает, что для стали установлены пределы по массовой доле фосфора.
6.1.2. Группы прочности труб уровня PSL-2 должны соответствовать таблице 1. Обозначение группы прочности представляет собой сочетание букв и цифр. Группа прочности идентифицирует уровень прочности труб и связана с химическим составом стали.
Таблица 1 - Группы прочности и допустимые условия поставки
|
Состояние поставки |
Группа прочностиa, b |
|
|
PSL-1 |
В состоянии после прокатки, прокатки с нормализацией, нормализации или формообразования с нормализацией |
L175 или А25 |
|
L175P или А25Р |
||
|
L210 или А |
||
|
В состоянии после прокатки, прокатки с нормализацией, термомеханической прокатки, термомеханического формообразования, формообразования с нормализацией, нормализации, нормализации и отпуска или, если согласовано, закалки и отпуска - только для бесшовных труб (SMLS) |
L245 или В |
|
|
В состоянии после прокатки, прокатки с нормализацией, термомеханической прокатки, термомеханического формообразования, формообразования с нормализацией, нормализации, нормализации и отпуска или закалки и отпуска |
L290 или Х42 |
|
|
L320 или Х46 |
||
|
L360 или Х52 |
||
|
L390 или Х56 |
||
|
L415 или Х60 |
||
|
L450 или Х65 |
||
|
L485 или Х70 |
||
|
PSL-2 |
В состоянии после прокатки |
L245R или BR |
|
L290R или X42R |
||
|
В состоянии после прокатки с нормализацией, формообразования с нормализацией, нормализации или нормализации и отпуска |
L245N или BN |
|
|
L290N или X42N |
||
|
L320N или X46N |
||
|
L360N или X52N |
||
|
L390N или X56N |
||
|
L415N или X60N |
||
|
В состоянии после закалки и отпуска |
L245Q или BQ |
|
|
L290Q или X42Q |
||
|
L320Q или X46Q |
||
|
L360Q или X52Q |
||
|
L390Q или X56Q |
||
|
L415Q или Х60Q |
||
|
L450Q или X65Q |
||
|
L485Q или X70Q |
||
|
L555Q или X80Q |
||
|
В состоянии после термомеханической прокатки или термомеханического формообразования |
L245M или ВМ |
|
|
L290M или Х42М |
||
|
L320M или Х46М |
||
|
L360M или Х52М |
||
|
L390M или Х56М |
||
|
L415M или X60M |
||
|
L450M или Х65М |
||
|
L485M или Х70М |
||
|
L555M или Х80М |
||
|
В состоянии после термомеханической прокатки |
L625M или Х90М |
|
|
L690M или Х100М |
||
|
L830M или Х120М |
||
|
a Для промежуточных групп прочности обозначение должно устанавливаться по согласованию, но должно быть в приведенном выше формате. b Буквы R, N, Q, М у групп прочности труб PSL-2 относятся к состоянию поставки труб. |
||
Группа прочности трубы дополнительно содержит буквы R, N, Q или М, которые указывают на состояние поставки труб (таблица 3).
Примечания
1. Обозначения группы прочности В не содержат указания на заданный минимальный предел текучести, однако цифровая часть других обозначений групп прочности соответствует заданному минимальному пределу текучести.
2. Обозначения групп прочности при эксплуатации в кислой среде - в соответствии с Н.4.1.1.
3. Обозначения групп прочности при эксплуатации в морских условиях - в соответствии с J.4.1.1.
6.1.3. Обозначения марок стали (номера стали), применяемые в европейской нумерационной системе обозначений в дополнение к обозначению групп прочности стали, приведены в таблице L.1 для справки.
6.2. Состояние поставки
6.2.1. Если конкретное состояние поставки не указано в заказе на поставку, то состояние поставки труб PSL-1 по каждой заказанной позиции выбирает изготовитель. Состояние поставки должно соответствовать требованиям таблиц 1 и 3.
6.2.2. При поставке труб PSL-2 состояние поставки должно соответствовать требованиям заказа на поставку по указанному в нем обозначению группы прочности.
7. Информация, которая должна быть предоставлена потребителем
7.1. Обязательная информация
Заказ на поставку должен содержать следующую информацию:
a) количество (например, общая масса или общая длина труб);
b) PSL-1 или PSL-2;
c) тип труб (таблица 2);
d) обозначение настоящего стандарта;
e) группу прочности труб (6.1, Н.4.1.1 или J.4.1.1 соответственно);
f) наружный диаметр и толщину стенки (9.11.1.2);
g) длину и тип длины (немерная или приблизительная) (9.11.1.3, 9.11.3.3 и таблица 12);
h) подтверждение применимости отдельных приложений настоящего стандарта.
7.2. Дополнительная информация
В заказе на поставку должно быть указано, какие из следующих положений применяют к конкретной позиции заказа.
a) Положения, которые должны быть согласованы в обязательном порядке, если применимы:
1) обозначение для промежуточных групп прочности труб (таблица 1, сноска a);
2) химический состав для промежуточных групп прочности (9.2.1 и 9.2.2);
3) химический состав для труб толщиной стенки t > 25,0 мм (9.2.3);
4) предельные значения углеродных эквивалентов для труб уровня PSL-2 группы прочности L415N или X60N (таблица 5);
5) предельные значения углеродных эквивалентов для труб уровня PSL-2 группы прочности L555Q или X80Q (таблица 5);
6) предельные значения углеродных эквивалентов для бесшовных труб (SMLS) уровня PSL-2 толщиной стенки t > 20,0 мм (таблица 5, сноска a);
7) предельные отклонения диаметра и овальность для труб наружным диаметром D > 1422 мм (таблица 10);
8) предельные отклонения диаметра и овальность концов для бесшовных труб (SMLS) толщиной стенки t > 25,0 мм (таблица 10, сноска b);
9) правила или стандарт, применимые к швам стыкованных труб (А.1.2).
b) Положения, которые применимы в приведенной формулировке, если не согласовано иное:
1) интервал значений коэффициента деформации для холодноэкспандированных труб (8.9.2);
2) формула для определения коэффициента деформации (8.9.3);
3) предельные значения для химического состава труб уровня PSL-1 (таблица 4, сноски с, е и f);
4) предельные значения для химического состава труб уровня PSL-2 (таблица 5, сноски с, e, f, g, h и i);
5) отношение предела текучести к пределу прочности для групп прочности L690 или X100 и L830 или Х120 (таблица 7, сноска g);
6) оценка и документирование площади вязкого разрушения после испытаний на ударный изгиб (9.8.2.3);
7) предельные отклонения для труб немерной длины [9.11.3.3, перечисление а)];
8) тип резьбовой смазки (9.12.2.4);
9) вид торцевой поверхности (9.12.5.1 или 9.12.5.2);
10) стандарт на метод испытания на ударный изгиб (10.2.3.3, 10.2.4.3, D.2.3.4.2 и D.2.3.4.3);
11) смещение продольных сварных швов на сварном шве стыкованных труб (А.2.4);
12) ремонт холодноэкспандированных труб (С.4.2).
c) Положения, которые применимы, если согласованы:
1) состояние поставки (6.2 и таблица 1);
2) поставка бесшовных труб уровня PSL-1 из группы прочности В или L245 в состоянии после закалки и отпуска (таблица 1);
3) поставка труб промежуточных групп прочности (таблица 2, сноска а);
4) поставка труб SAWL с двумя швами (таблица 2, сноска d);
5) альтернатива заданной термообработке шва для труб уровня PSL-1 (8.8.1);
6) поставка труб SAWH со стыковыми сварными швами рулонного или листового проката на концах труб (8.10.3);
7) поставка стыкованных труб (8.11 и Н.3.3.3);
8) температура испытаний на ударный изгиб образцов с V-образным надрезом (CVN) ниже 0 °С (9.8.2.1, 9.8.2.2 и 9.8.3);
9) испытание на ударный изгиб тела труб на образцах с V-образным надрезом (CVN) для сварных труб уровня PSL-2 наружным диаметром D < 508 мм для определения площади вязкого разрушения (9.8.2.2 и таблица 18);
10) испытание на ударный изгиб продольных сварных швов на образцах с V-образным надрезом (CVN) для труб HFW уровня PSL-2 (9.8.3 и таблица 18);
11) испытание падающим грузом (DWT) тела сварных труб уровня PSL-2 наружным диаметром D ³ 508 мм (9.9.1 и таблица 18);
12) температура испытания падающим грузом (DWT) ниже 0 °С (9.9.1);
13) механическое свинчивание с муфтами (9.12.2.3 и 10.2.6.1);
14) специальная форма фаски (9.12.5.3);
15) удаление наружного валика сварного шва на концах труб SAW или COW (9.13.2.2, перечисление e);
16) данные о свариваемости или испытание свариваемости для труб уровня PSL-2 (9.15);
17) вид документа о приемочном контроле для труб уровня PSL-1 (10.1.2.1);
18) информация о производстве для труб уровня PSL-1 (10.1.2.2);
19) альтернативный вид документа о приемочном контроле для труб уровня PSL-2 (10.1.3.1);
20) применение поперечных образцов для испытаний на растяжение бесшовных труб (SMLS), не подвергавшихся холодному экспандированию (таблица 20, сноска c);
21) применение для определения предела текучести в поперечном направлении кольцевого образца для испытания на раздачу (10.2.3.2);
22) применение контроля, альтернативного макрографическому (10.2.5.2);
23) контроль твердости в процессе производства труб EW и LW (10.2.5.3);
24) специальные условия гидростатических испытаний труб с нарезанной резьбой и навинченной муфтой (10.2.6.1);
25) применение минимально допустимой толщины стенки для расчета гидростатического испытательного давления (10.2.6.7);
26) применение специального метода для определения диаметра трубы (10.2.8.1);
27) применение измерений внутреннего диаметра для определения диаметра и овальности экспандированных труб наружным диаметром D ³ 219,1 мм и неэкспандированных труб (10.2.8.3 и таблица 10, сноска c);
28) применение специального метода для определения других размеров труб (10.2.8.6);
29) маркировка муфт краской (11.1.2);
30) дополнительная маркировка, указанная потребителем (11.1.3);
31) специальная поверхность или участок для маркировки труб [11.2.2, перечисление b) или c) и 11.2.6, перечисление b)];
32) маркировка клеймением или вибротравлением (11.2.3);
33) альтернативное расположение маркировки труб (11.2.4);
34) альтернативный формат маркировки длины труб (11.2.6);
35) цветовая идентификация труб (11.2.7);
36) временное наружное покрытие (12.1.2);
37) специальное покрытие (12.1.3);
38) внутреннее покрытие (12.1.4);
39) записи по неразрушающему контролю [раздел 13, перечисление h)];
40) аттестация технологии производства для труб уровня PSL-2, применение приложения В;
41) неразрушающий контроль бесшовных труб (SMLS) уровня PSL-1 (Е.3.1.2);
42) ультразвуковой контроль сварных труб для выявления несовершенств типа расслоений на концах труб (Е.3.2.3);
43) ультразвуковой контроль бесшовных труб (SMLS) для выявления несовершенств типа расслоений на концах труб (Е.3.3.2);
44) рентгенографический контроль сварных швов SAW или стыковых швов рулонного или листового проката (таблица Е.1);
45) альтернативная практика повторного контроля швов COW (Е.5.5.4);
46) ультразвуковой контроль труб EW, SAW или COW для выявления несовершенств типа расслоений в теле трубы (Е.8);
47) ультразвуковой контроль для выявления несовершенств типа расслоений по кромкам рулонного или листового проката или в сварном шве труб EW, SAW или COW (Е.9);
48) поставка сварных муфт для труб наружным диаметром D ³ 355,6 мм (Е.1.3);
49) применение приложения G к трубам уровня PSL-2, стойким к распространению вязкого разрушения на газопроводах, когда потребитель должен указать применимое требование (разделы G.7 - G.11) и/или требуемую температуру испытания на ударный изгиб и работу удара;
50) трубы уровня PSL-2 для эксплуатации в кислой среде, применение приложения Н;
51) ультразвуковой контроль рулонного и листового проката для выявления расслоений или механических повреждений (Н.3.3.2.4);
52) поставка и неразрушающий контроль спирально-шовных сварных труб со стыковыми швами рулонного или листового проката (Н.3.3.2.5);
53) трубы для TFL, применение приложения I;
54) трубы, предназначенные для эксплуатации в морских условиях, применение приложения J;
55) любые другие дополнительные или более жесткие требования.
8. Производство
8.1. Способ производства
Трубы, поставляемые по настоящему стандарту, должны быть изготовлены в соответствии с требованиями и ограничениями, указанными в таблицах 2 и 3.
Таблица 2 - Допустимые процессы производства и уровни требований к продукции
|
Группа прочности труб уровня PSL-1a |
Группа прочности труб уровня PSL-2a |
||||||
|
L175 или А25b |
L175Р или А25Рb |
L210 или А |
L245 или В |
от L290 или Х42 до L485 или Х70 |
от L245 или В до L555 или Х80 |
от L555 или Х80 до L830 или Х120 |
|
|
Тип труб |
|||||||
|
SMLS |
X |
X |
X |
X |
X |
X |
- |
|
CW |
X |
X |
- |
- |
- |
- |
- |
|
LFW |
X |
- |
X |
X |
X |
- |
- |
|
HFW |
X |
- |
X |
X |
X |
X |
- |
|
LW |
- |
- |
- |
- |
X |
- |
- |
|
SAWL |
- |
- |
X |
X |
X |
X |
X |
|
SAWHc |
- |
- |
X |
X |
X |
X |
X |
|
COWL |
- |
- |
X |
X |
X |
X |
- |
|
COWHc |
- |
- |
X |
X |
X |
X |
- |
|
SAWL с двумя швамиd |
- |
- |
X |
X |
X |
X |
X |
|
COWL с двумя швами |
- |
- |
X |
X |
X |
X |
- |
|
Тип концов труб |
|||||||
|
Раструбные концыe |
X |
- |
X |
X |
X |
- |
- |
|
Гладкие концы |
X |
- |
X |
X |
X |
X |
X |
|
Гладкие концы для специальных муфт |
X |
- |
X |
X |
- |
- |
- |
|
Нарезные концыf |
X |
X |
X |
X |
- |
- |
- |
|
a Если согласовано, поставляют трубы промежуточных групп прочности выше L290 или Х42. b Трубы групп прочности L175, L175P, А25 и А25Р поставляют диаметром D < 141,3 мм. с Трубы со спиральным швом поставляют диаметром D > 114,3 мм. d Если согласовано, поставляют трубы с двумя швами, но диаметром D ³ 914 мм. е Трубы с раструбными концами поставляют диаметром D £ 219,1 мм и толщиной стенки t £ 3,6 мм. f Трубы с нарезными концами поставляют бесшовными (SMLS) и с продольным сварным швом диаметром D £ 508 мм. |
|||||||
Таблица 3 - Маршруты изготовления, допустимые для труб уровня PSL-2
|
Исходная заготовка |
Формообразование труб |
Термообработка труб |
Состояние поставки |
|
|
SMLS |
Трубная заготовка |
Прокатка |
- |
R |
|
Деформация с нормализацией |
- |
N |
||
|
Горячая деформация |
Нормализация |
N |
||
|
Закалка и отпуск |
Q |
|||
|
Горячая деформация и окончательная холодная обработка |
Нормализация |
N |
||
|
Закалка и отпуск |
Q |
|||
|
HFW |
Рулонный прокат, полученный прокаткой с нормализацией |
Холодное формообразование |
Термообработкаa только зоны сварного соединения |
N |
|
Рулонный прокат, полученный термомеханической прокаткой |
Холодное формообразование |
Термообработкаa только зоны сварного соединения |
М |
|
|
Термообработкаa зоны сварного соединения и снятие напряжений для всей трубы |
М |
|||
|
Горячекатаный рулонный прокат |
Холодное формообразование |
Нормализация |
N |
|
|
Закалка и отпуск |
Q |
|||
|
Холодное формообразование с последующим горячим редуцированием при контролируемой температуре, позволяющим обеспечить нормализованное состояние |
- |
N |
||
|
Холодное формообразование с последующим термомеханическим формообразованием трубы |
- |
М |
||
|
SAW или COW |
Рулонный или листовой прокат, подвергнутый нормализации или полученный прокаткой с нормализацией |
Холодное формообразование |
- |
N |
|
В состоянии после прокатки, термомеханической прокатки, прокатки с нормализацией или нормализации |
Холодное формообразование |
Нормализация |
N |
|
|
SAW или COW |
Рулонный или листовой прокат, полученный термомеханической прокаткой |
Холодное формообразование |
- |
М |
|
Закаленный и отпущенный листовой прокат |
Холодное формообразование |
- |
Q |
|
|
Рулонный или листовой прокат в состоянии после прокатки, термомеханической прокатки, прокатки с нормализацией или нормализации |
Холодное формообразование |
Закалка и отпуск |
Q |
|
|
Рулонный или листовой прокат в состоянии после прокатки, термомеханической прокатки, прокатки с нормализацией или нормализации |
Формообразование с нормализацией |
- |
N |
|
|
a Применяемая термообработка указана в 8.8. |
||||
8.2. Процессы, требующие валидации
Заключительные операции, выполняемые при изготовлении изделий, влияющие на их соответствие требованиям настоящего стандарта (кроме химического состава и размеров), должны пройти процедуру валидации.
Процессы, требующие валидации:
- для бесшовных изделий в состоянии после прокатки: операция заключительного подогрева и калибровка изделий в горячем состоянии или редуцирование; высадка и холодная окончательная обработка, при применении;
- для бесшовных термообработанных изделий: термообработка;
- для электросварных труб в состоянии после прокатки: калибровка и сварка шва; термообработка шва и высадка, при применении;
- для электросварных термообработанных труб: сварка шва и термообработка труб по всему объему.
8.3. Исходная заготовка
8.3.1. Трубная заготовка, рулонный или листовой прокат, применяемые в качестве исходной заготовки для производства труб, должны быть изготовлены из стали, полученной кислородно-конвертерным или электросталеплавильным процессом.
Примечание - К электросталеплавильному процессу может быть приравнено получение стали мартеновским процессом с последующим внепечным рафинированием (обработка в установке типа печь-ковш).
8.3.2. Для труб уровня PSL-2 сталь должна быть раскислена и произведена по технологии, обеспечивающей получение мелкого зерна.
8.3.3. На рулонном или листовом прокате, применяемом для изготовления труб уровня PSL-2, не должно быть ремонтных сварных швов.
8.3.4. Ширина рулонного или листового проката, применяемого для производства спирально-шовных труб, должна быть кратной не менее 0,8 и не более 3,0 наружного диаметра трубы.
8.3.5. Любые смазочно-охлаждающие вещества, которые загрязняют зону разделки шва или прилегающие участки, должны быть удалены до выполнения продольных сварных швов на трубах SAWL или COWL или спиральных сварных швов на трубах SAWH или COWH.
8.4. Технологические сварные швы
8.4.1. Технологические сварные швы должны быть выполнены с применением следующих способов сварки:
a) полуавтоматической дуговой сварки под флюсом;
b) электросварки;
c) дуговой сварки металлическим электродом в среде защитного газа;
d) дуговой сварки трубчатым электродом;
e) дуговой сварки покрытым металлическим электродом с низкой массовой долей водорода.
8.4.2. Технологические сварные швы должны быть:
a) расплавлены и слиты с конечным сварным швом;
b) удалены механической обработкой;
c) обработаны в соответствии с С.2.
8.5. Сварные швы на трубах COW
При сварке труб COW первый слой должен быть непрерывным и должен быть выполнен дуговой сваркой металлическим электродом в среде защитного газа, после чего выполняют дуговую сварку под флюсом, причем должен быть выполнен хотя бы один валик на внутренней поверхности трубы и хотя бы один валик на наружной поверхности трубы; при этом валик, выполненный дуговой сваркой металлическим электродом в среде защитного газа, при дуговой сварке под флюсом полностью не удаляют.
8.6. Сварные швы на трубах SAW
При сварке труб SAW дуговой сваркой под флюсом хотя бы один валик должен быть выполнен на внутренней поверхности трубы и хотя бы один валик на наружной поверхности трубы.
8.7. Сварные швы на трубах с двумя швами
На трубах с двумя швами сварные швы должны быть расположены примерно на 180° друг от друга.
8.8. Термообработка сварных швов труб EW и LW
8.8.1. Трубы EW уровня PSL-1
На трубах групп прочности выше Х42 или L290 сварной шов и зона термического влияния должны быть подвергнуты термообработке, моделирующей нормализацию, за исключением случаев, когда согласовано проведение альтернативной термообработки. В случае такой замены изготовитель должен продемонстрировать эффективность выбранной термообработки по согласованной процедуре подтверждения. Такая процедура должна включать, как минимум, контроль твердости, оценку микроструктуры или механические испытания. На трубах групп прочности Х42 или L290 и ниже сварной шов должен быть подвергнут термообработке, моделирующей нормализацию или термообработке, обеспечивающей отсутствие неотпущенного мартенсита.
8.8.2. Трубы LW и трубы HFW уровня PSL-2
Сварной шов и вся зона термического влияния труб всех групп прочности должны быть подвергнуты термообработке, моделирующей нормализацию.
8.9. Холодная деформация и холодное экспандирование
8.9.1. За исключением предусмотренного в 8.9.2, коэффициент деформации для холоднодеформированных труб не должен превышать 0,015, кроме случаев, когда:
a) трубы подвергают последующей нормализации или закалке и отпуску;
b) трубы, подвергнутые холодной деформации, подвергают последующей термообработке для снятия напряжений.
8.9.3. Если не согласовано иное, коэффициент деформации sg должен быть рассчитан по следующей формуле
![]()
где Da - наружный диаметр после деформации, задаваемый изготовителем, мм;
Db - наружный диаметр до деформации, задаваемый изготовителем, мм;
|Da - Db| - абсолютное значение разности наружных диаметров, мм.
8.10. Стыковые сварные швы концов рулонного или листового проката
8.10.1. На готовой трубе с продольным швом не допускаются стыковые сварные швы концов рулонного или листового проката.
8.10.2. На готовых спирально-шовных трубах допускается пересечение стыковых сварных швов рулонного или листового проката и спиральных сварных швов на расстоянии не менее 300 мм от торцов трубы.
8.10.4. Стыковые сварные швы рулонного или листового проката на готовых спирально-шовных трубах должны быть:
a) выполнены дуговой сваркой под флюсом или сочетанием дуговой сварки под флюсом и дуговой сварки металлическим электродом в среде защитного газа;
b) проконтролированы по тем же критериям приемки, которые установлены для спиральных сварных швов.
8.11. Стыкованные трубы
8.11.1. Если согласовано, допускается поставка стыкованных труб.
8.11.2. Сварные стыкованные трубы должны быть изготовлены в соответствии с требованиями приложения А.
8.11.3. Трубы, используемые для изготовления стыкованных труб, должны быть не короче 1,5 м.
8.12. Термообработка
Термообработка должна быть проведена в соответствии с документированными процедурами.
8.13. Прослеживаемость
8.13.1. Для труб уровня PSL-1 изготовитель должен разработать и выполнять документированные процедуры для сохранения следующих данных:
a) идентификационных данных плавки до того, пока не будут проведены все необходимые анализы для определения химического состава и продемонстрировано соответствие установленным требованиям;
b) идентификационных данных контролируемой партии до того, пока не будут проведены все необходимые механические испытания и продемонстрировано соответствие установленным требованиям.
8.13.2. Для труб уровня PSL-2 изготовитель должен разработать и выполнять документированные процедуры для сохранения идентификационных данных плавки и контролируемой партии. Такие процедуры должны предусматривать способы прослеживания любой отдельной трубы до соответствующей контролируемой партии и результатов химического анализа и механических испытаний.
9. Критерии приемки
9.1. Общие положения
9.1.1. Общие технические требования к поставке труб должны соответствовать требованиям ИСО 404.
9.1.2. Трубы групп прочности Х60 или L415 и выше должны поставляться вместо труб, заказанных как трубы групп прочности Х52 или L360 и ниже, только по согласованию с потребителем.
9.2. Химический состав
9.2.1. Химический состав стали труб стандартных групп прочности уровня PSL-1 толщиной стенки t £ 25,0 мм должен соответствовать требованиям таблицы 4, химический состав промежуточных групп прочности должен быть согласован, но должен соответствовать требованиям, указанным в таблице 4.
Таблица 4 - Химический состав стали труб уровня PSL-1 толщиной стенки t < 25,0 мм
|
Массовая доля элемента по анализу плавки и изделияа, % |
||||||||
|
C, не болееb |
Mn, не болееb |
Р |
S, не более |
V, не более |
Nb, не более |
Ti, не более |
||
|
не менее |
не более |
|||||||
|
Бесшовные трубы |
||||||||
|
L175 или А25 |
0,21 |
0,60 |
- |
0,030 |
0,030 |
- |
- |
- |
|
L175Р или А25Р |
0,21 |
0,60 |
0,045 |
0,080 |
0,030 |
- |
- |
- |
|
L210 или А |
0,22 |
0,90 |
- |
0,030 |
0,030 |
- |
- |
- |
|
L245 или В |
0,28 |
1,20 |
- |
0,030 |
0,030 |
с, d |
с, d |
d |
|
L290 или Х42 |
0,28 |
1,30 |
- |
0,030 |
0,030 |
d |
d |
d |
|
L320 или Х46 |
0,28 |
1,40 |
- |
0,030 |
0,030 |
d |
d |
d |
|
L360 или Х52 |
0,28 |
1,40 |
- |
0,030 |
0,030 |
d |
d |
d |
|
L390 или Х56 |
0,28 |
1,40 |
- |
0,030 |
0,030 |
d |
d |
d |
|
L415 или Х60 |
0,28c |
1,40c |
- |
0,030 |
0,030 |
f |
f |
f |
|
L450 или Х65 |
0,28е |
1,40е |
- |
0,030 |
0,030 |
f |
f |
f |
|
L485 или Х70 |
0,28е |
1,40е |
- |
0,030 |
0,030 |
f |
f |
f |
|
Сварные трубы |
||||||||
|
L175 или А25 |
0,21 |
0,60 |
- |
0,030 |
0,030 |
- |
- |
- |
|
L175Р или А25Р |
0,21 |
0,60 |
0,045 |
0,080 |
0,030 |
- |
- |
- |
|
L210 или А |
0,22 |
0,90 |
- |
0,030 |
0,030 |
- |
- |
- |
|
L245 или В |
0,26 |
1,20 |
- |
0,030 |
0,030 |
с, d |
с, d |
d |
|
L290 или Х42 |
0,26 |
1,30 |
- |
0,030 |
0,030 |
d |
d |
d |
|
L320 или Х46 |
0,26 |
1,40 |
- |
0,030 |
0,030 |
d |
d |
d |
|
L360 или Х52 |
0,26 |
1,40 |
- |
0,030 |
0,030 |
d |
d |
d |
|
L390 или Х56 |
0,26 |
1,40 |
- |
0,030 |
0,030 |
d |
d |
d |
|
L415 или Х60 |
0,26е |
1,40 |
- |
0,030 |
0,030 |
f |
f |
f |
|
L450 или Х65 |
0,26е |
1,45е |
- |
0,030 |
0,030 |
f |
f |
f |
|
L485 или Х70 |
0,26е |
1,65е |
- |
0,030 |
0,030 |
f |
f |
f |
|
а Не более: 0,50 % - для меди, никеля, хрома; 0,15 % - для молибдена. Для групп прочности до L360/X52 включительно медь, хром и никель не должны быть добавлены специально. b Для каждого уменьшения массовой доли углерода на 0,01 % ниже установленной максимальной массовой доли допускается увеличение массовой доли марганца на 0,05 % по сравнению с установленной максимальной массовой долей, но не более 1,65 % для групп прочности от L245 или В до L360 или Х52 включительно; не более 1,75 % для групп прочности от L360 или Х52 до L485 или Х70; и не более 2,00 % для группы прочности L485 или Х70. с Если не согласовано иное, сумма массовых долей ниобия и ванадия не должна превышать 0,06 %. d Сумма массовых долей ниобия, ванадия и титана не должна превышать 0,15 %. е Если не согласовано иное. f Если не согласовано иное, сумма массовых долей ниобия, ванадия и титана не должна превышать 0,15 %. |
||||||||
Примечание - Сталь групп прочности А25Р или L175P подвергают рефосфорированию, и она соответственно более подходит для нарезания резьбы, чем сталь групп прочности А25 или L175, однако хуже поддается загибу.
9.2.2. Химический состав труб стандартных групп прочности уровня PSL-2 толщиной стенки t £ 25,0 мм должен соответствовать требованиям таблицы 5, химический состав промежуточных групп прочности должен быть согласован, но должен соответствовать требованиям, указанным в таблице 5.
Таблица 5 - Химический состав стали труб уровня PSL-2 толщиной стенки t £ 25,0 мм
|
Массовая доля элементов по анализу плавки и изделия, %, не более |
Углеродный эквивалентa, %, не более |
||||||||||
|
Сb |
Si |
Mnb |
Р |
S |
V |
Nb |
Ti |
Другие |
CEIIW |
СЕPcm |
|
|
Бесшовные сварные трубы |
|||||||||||
|
L245R или BR |
0,24 |
0,40 |
1,20 |
0,025 |
0,015 |
с |
с |
0,04 |
е |
0,43 |
0,25 |
|
L290R или X42R |
0,24 |
0,40 |
1,20 |
0,025 |
0,015 |
0,06 |
0,05 |
0,04 |
е |
0,43 |
0,25 |
|
L245 или BN |
0,24 |
0,40 |
1,20 |
0,025 |
0,015 |
с |
с |
0,04 |
е |
0,43 |
0,25 |
|
Бесшовные сварные трубы |
|||||||||||
|
L290N или X42N |
0,24 |
0,40 |
1,20 |
0,025 |
0,015 |
0,06 |
0,05 |
0,04 |
e |
0,43 |
0,25 |
|
L320N или X46N |
0,24 |
0,40 |
1,40 |
0,025 |
0,015 |
0,07 |
0,05 |
0,04 |
d, e |
0,43 |
0,25 |
|
L360N или X52N |
0,24 |
0,45 |
1,40 |
0,025 |
0,015 |
0,10 |
0,05 |
0,04 |
d, e |
0,43 |
0,25 |
|
L390N или X56N |
0,24 |
0,45 |
1,40 |
0,025 |
0,015 |
0,10f |
0,05 |
0,04 |
d, e |
0,43 |
0,25 |
|
L415N или X60N |
0,24f |
0,45f |
1,40f |
0,025 |
0,015 |
0,10f |
0,05f |
0,04f |
g, h |
По согласованию |
|
|
L245Q или BQ |
0,18 |
0,45 |
1,40 |
0,025 |
0,015 |
0,05 |
0,05 |
0,04 |
e |
0,43 |
0,25 |
|
L290Q или X42Q |
0,18 |
0,45 |
1,40 |
0,025 |
0,015 |
0,05 |
0,05 |
0,04 |
e |
0,43 |
0,25 |
|
L320Q или X46Q |
0,18 |
0,45 |
1,40 |
0,025 |
0,015 |
0,05 |
0,05 |
0,04 |
e |
0,43 |
0,25 |
|
L360Q или X52Q |
0,18 |
0,45 |
1,50 |
0,025 |
0,015 |
0,05 |
0,05 |
0,04 |
e |
0,43 |
0,25 |
|
L390Q или X56Q |
0,18 |
0,45 |
1,50 |
0,025 |
0,015 |
0,07 |
0,05 |
0,04 |
d, e |
0,43 |
0,25 |
|
L415С или Х60С |
0,18f |
0,45f |
1,70f |
0,025 |
0,015 |
g |
g |
g |
h |
0,43 |
0,25 |
|
L450Q или X65Q |
0,18f |
0,45f |
1,70f |
0,025 |
0,015 |
g |
g |
g |
h |
0,43 |
0,25 |
|
L485Q или X70Q |
0,18f |
0,45f |
1,80f |
0,025 |
0,015 |
g |
g |
g |
h |
0,43 |
0,25 |
|
L555Q или X80Q |
0,18f |
0,45f |
1,90f |
0,025 |
0,015 |
g |
g |
g |
i, j |
По согласованиюf |
|
|
Сварные трубы |
|||||||||||
|
L245M или ВМ |
0,22 |
0,45 |
1,20 |
0,025 |
0,015 |
0,05 |
0,05 |
0,04 |
e |
0,43 |
0,25 |
|
L290M или Х42М |
0,22 |
0,45 |
1,30 |
0,025 |
0,015 |
0,05 |
0,05 |
0,04 |
e |
0,43 |
0,25 |
|
L320M или Х46М |
0,22 |
0,45 |
1,30 |
0,025 |
0,015 |
0,05 |
0,05 |
0,04 |
e |
0,43 |
0,25 |
|
L360M или Х52М |
0,22 |
0,45 |
1,40 |
0,025 |
0,015 |
d |
d |
d |
e |
0,43 |
0,25 |
|
L390M или Х56М |
0,22 |
0,45 |
1,40 |
0,025 |
0,015 |
d |
d |
d |
e |
0,43 |
0,25 |
|
L415M или X60M |
0,12f |
0,45f |
1,60f |
0,025 |
0,015 |
g |
g |
g |
h |
0,43 |
0,25 |
|
L450M или Х65М |
0,12f |
0,45f |
1,60f |
0,025 |
0,015 |
g |
g |
g |
h |
0,43 |
0,25 |
|
L485M или Х70М |
0,12f |
0,45f |
1,70f |
0,025 |
0,015 |
g |
g |
g |
h |
0,43 |
0,25 |
|
L555M или Х80М |
0,12f |
0,45f |
1,85f |
0,025 |
0,015 |
g |
g |
g |
i |
0,43f |
0,25 |
|
L625M или Х90М |
0,10 |
0,55f |
2,10f |
0,020 |
0,010 |
g |
g |
g |
i |
- |
0,25 |
|
L690М или Х100М |
0,10 |
0,55f |
2,10f |
0,020 |
0,010 |
g |
g |
g |
i, j |
0,25 |
|
|
L830М или Х120М |
0,10 |
0,55f |
2,10f |
0,020 |
0,010 |
g |
g |
g |
i, j |
0,25 |
|
|
a По анализу изделия. Для бесшовных труб толщиной стенки t > 20,0 мм предельные значения СЕIIW и СЕPcm должны быть согласованы. Предельное значение СЕIIW применяют, если массовая доля С > 0,12 %; предельное значение СЕPcm применяют, если массовая доля С £ 0,12 %. b Для каждого уменьшения массовой доли углерода на 0,01 % ниже установленной максимальной массовой доли допускается увеличение массовой доли марганца на 0,05 % по сравнению с установленной максимальной массовой долей, но не более 1,65 % для групп прочности от L245 или В, но до L360 или Х52 включительно; не более 1,75 % для групп прочности от L360 или Х52, но до L485 или Х70; не более 2,0 % для групп прочности от L485 или Х70, но до L555 или Х80 включительно; и не более 2,20 % для групп прочности выше L555 или Х80. с Если не согласовано иное, сумма массовых долей ниобия и ванадия не должна превышать 0,06 %. d Если не согласовано иное, сумма массовых долей ниобия, ванадия и титана не должна превышать 0,15 %. е Если не согласовано иное, массовая доля должна быть, не более: 0,50 % - для меди, 0,30 % - для никеля и хрома, 0,15 % - для молибдена. f Если не согласовано иное. g Если не согласовано иное, сумма массовых долей ниобия, ванадия и титана не должна превышать 0,15 %. h Если не согласовано иное, массовая доля должна быть, не более: 0,50 % - для меди, никеля, хрома и молибдена. i Если не согласовано иное, массовая доля должна быть, не более: 0,50 % - для меди, хрома и молибдена, 1,00 % - для никеля. j He более 0,0040 % для бора. |
|||||||||||
9.2.3. Требования к химическому составу, указанные в таблице 4 или 5 могут быть применимы для труб толщиной стенки t > 25,0 мм. В противном случае, химический состав должен быть согласован.
9.2.4. Для труб уровня PSL-2 с массовой долей углерода в стали по анализу изделия, не превышающей 0,12 %, углеродный эквивалент СЕPcm должен быть рассчитан по следующей формуле
![]()
![]() (2)
(2)
где обозначения химических элементов представляют собой массовую долю элемента в стали в процентах (таблица 5).
Если по анализу плавки массовая доля бора менее 0,0005 %, то допускается не определять содержание бора при анализе изделия, и для расчета CEPcm считать массовую долю бора равной нулю.
9.2.5. Для труб уровня PSL-2 с массовой долей углерода в стали по анализу изделия, превышающей 0,12 %, углеродный эквивалент СЕIIW должен быть рассчитан по следующей формуле
![]() (3)
(3)
где обозначения химических элементов представляют собой массовую долю элемента в стали в процентах (таблица 5).
Примечание - Формулы для расчета углеродных эквивалентов (2) и (3), отличающиеся от принятых по правилам ИСО, приведены с учетом многолетней практики применения в нефтяной и газовой промышленности.
9.3. Механические свойства при растяжении
9.3.1. Механические свойства труб уровня PSL-1 при испытаниях на растяжение должны соответствовать требованиям таблицы 6.
Таблица 6 - Требования к механическим свойствам труб уровня PSL-1 при испытаниях на растяжение
|
Тело бесшовной или сварной трубы |
Сварной шов труб EW, SAW и COW |
|||
|
Предел текучестиa sт0,5, МПа, не менее |
Предел прочностиa sв, МПа, не менее |
Относительное удлинение d, %, не менее |
Предел прочностиb sв, МПа, не менее |
|
|
L175 или А25 |
175 |
310 |
с |
310 |
|
L175P или А25Р |
175 |
310 |
с |
310 |
|
L210 или А |
210 |
335 |
с |
335 |
|
L245R или BR |
245 |
415 |
с |
415 |
|
L245 или В |
||||
|
L290R или X42R |
290 |
415 |
с |
415 |
|
L290 или Х42 |
||||
|
L320 или Х46 |
320 |
435 |
с |
435 |
|
L360 или Х52 |
360 |
460 |
с |
460 |
|
L390 или Х56 |
390 |
490 |
с |
490 |
|
L415 или X60 |
415 |
520 |
с |
520 |
|
L450 или Х65 |
450 |
535 |
с |
535 |
|
L485 или Х70 |
485 |
570 |
с |
570 |
|
a Для промежуточных групп прочности разность между заданным минимальным пределом прочности и заданным минимальным пределом текучести для тела трубы должна быть равна разности для следующей более высокой группы прочности, указанной в настоящей таблице. b Для промежуточных групп прочности заданный минимальный предел прочности для сварного шва должен быть равен минимальному пределу прочности для тела трубы, определенному в соответствии со сноской a. c Установленное минимальное относительное удлинение δ, %, (с округлением до целого числа) должно быть рассчитано по следующей формуле
где АXC - площадь поперечного сечения соответствующего образца для испытания на растяжение, мм2: - для цилиндрических образцов: 130 мм2 - для образцов диаметром 12,5 мм и 8,9 мм; 65 мм2 - для образцов диаметром 6,4 мм; - для образцов полного сечения: меньшее из следующих значений а) 485 мм2 или b) площади поперечного сечения образца, рассчитанной по наружному диаметру и толщине стенки трубы и округленной до 10 мм2; - для образцов в виде полосы: меньшее из следующих значений a) 485 мм2 или b) площади поперечного сечения образца, рассчитанной по ширине образца и толщине стенки трубы и округленной до 10 мм2; sвmin - установленный минимальный предел прочности, МПа. |
||||
9.3.2. Механические свойства труб уровня PSL-2 при испытаниях на растяжение должны соответствовать требованиям таблицы 7.
Таблица 7 - Требования к механическим свойствам труб уровня PSL-2 при испытаниях на растяжение
|
Тело бесшовной или сварной трубы |
Сварной шов труб HFW, SAW и COW |
||||||
|
Предел текучестиa sт0,5b, МПа |
Предел прочностиa, sв, МПа |
Отношениеa, b, c sт0,5b/sв |
Относительное удлинение δ, % |
Предел прочностиd sв, МПа |
|||
|
не менее |
не более |
не менее |
не более |
не более |
не менее |
не менее |
|
|
L245R или BR |
245 |
450е) |
415 |
760 |
0,93 |
f |
415 |
|
L245N или BN |
|||||||
|
L245Q или BQ |
|||||||
|
L245M или ВМ |
|||||||
|
L290R или X42R |
290 |
495 |
415 |
760 |
0,93 |
f |
415 |
|
L290N или X42N |
|||||||
|
L290Q или X42Q |
|||||||
|
L290M или Х42М |
|||||||
|
L320N или X46N |
320 |
525 |
435 |
760 |
0,93 |
f |
435 |
|
L320Q или X46Q |
|||||||
|
L320M или Х46М |
|||||||
|
L360N или X52N |
360 |
530 |
460 |
760 |
0,93 |
f |
460 |
|
L360Q или X52Q |
|||||||
|
L360M или Х52М |
|||||||
|
L390N или X56N |
390 |
545 |
490 |
760 |
0,93 |
f |
490 |
|
L390Q или X56Q |
|||||||
|
L390M или Х56М |
|||||||
|
L415N или X60N |
415 |
565 |
520 |
760 |
0,93 |
f |
520 |
|
L415С или Х60С |
|||||||
|
L415М или Х60М |
|||||||
|
L450Q или X65Q |
450 |
600 |
535 |
760 |
0,93 |
f |
535 |
|
L450M или Х65М |
|||||||
|
L485Q или X70Q |
485 |
635 |
570 |
760 |
0,93 |
f |
570 |
|
L485M или Х70М |
|||||||
|
L555Q или X80Q |
555 |
705 |
625 |
825 |
0,93 |
f |
625 |
|
L555M или Х80М |
|||||||
|
L625M или Х90М |
625 |
775 |
695 |
915 |
0,95 |
f |
695 |
|
L690М или Х100М |
690 |
840 |
760 |
990 |
0,97g |
f |
760 |
|
L830М или Х120М |
830 |
1050 |
915 |
1145 |
0,99g |
f |
915 |
|
a Для промежуточных групп прочности разность между заданным максимальным и заданным минимальным пределами текучести должна быть равна разности для следующей более высокой группы прочности, указанной в настоящей таблице, а разность между заданными минимальным пределом прочности и пределом текучести для тела трубы должна быть равна разности для следующей более высокой группы прочности, указанной в настоящей таблице. Для промежуточных групп прочности ниже L555 или Х80 предел прочности не должен превышать 760 МПа. Для промежуточных групп прочности выше L555 или Х80 максимальный допустимый предел прочности должен быть определен интерполяцией. Полученное расчетное значение должно быть округлено до 5 МПа. b Для групп прочности выше L625 или Х90 применяют sт0,2. с Настоящее предельное значение применимо для труб наружным диаметром D > 323,9 мм. d Для промежуточных групп прочности заданный минимальный предел прочности при растяжении для сварного шва должен быть равен заданному минимальному пределу прочности для тела трубы, определенному в соответствии со сноской а. е Для труб наружным диаметром D < 219,1 мм максимальный предел текучести не должен превышать 495 МПа. f Установленное минимальное относительное удлинение δ, %, должно быть рассчитано по следующей формуле
где AXC - площадь поперечного сечения соответствующего образца для испытания на растяжение, мм2: - для цилиндрических образцов: 130 мм2 - для образцов диаметром 12,5 мм и 8,9 мм; 65 мм2 - для образцов диаметром 6,4 мм; - для образцов полного сечения: меньшее из следующих значений a) 485 мм2 или b) площади поперечного сечения образца, рассчитанной по наружному диаметру и толщине стенки трубы и округленной до 10 мм2; - для образцов в виде полосы: меньшее из следующих значений a) 485 мм2 или b) площади поперечного сечения образца, рассчитанной по ширине образца и толщине стенки трубы и округленной до 10 мм2; sвmin - установленный минимальный предел прочности, МПа. g По согласованию, для труб Х100 или L690 и Х120 или L830 может быть установлено меньшее отношение sт0,5/sв. |
|||||||
9.4. Гидростатическое испытание
9.4.1. Труба должна выдерживать гидростатическое испытание без утечек через сварной шов или тело трубы, за исключением допускаемого в 9.4.2.
9.5. Испытание на загиб
Не допускается раскрытие сварного шва и образование трещин на любом участке образца для испытаний.
Примечание - При испытаниях на загиб к сварному шву относится расстояние 6,4 мм с каждой стороны от линии сплавления.
9.6. Испытание на сплющивание
При испытании на сплющивание применимы следующие критерии приемки:
a) для труб EW групп прочности L210 или А и выше и труб LW наружным диаметром D < 323,9 мм:
1) для труб групп прочности L415 или Х60 и выше толщиной стенки t ³ 12,7 мм - не допускается раскрытие сварного шва, пока расстояние между плитами не станет менее 66 % исходного наружного диаметра трубы. Для всех других сочетаний групп прочности труб и толщины стенки - не допускается раскрытие сварного шва, пока расстояние между плитами не станет менее 50 % исходного наружного диаметра трубы;
2) для труб с отношением D/t > 10 - не допускаются трещины или разрывы на любом участке образца, кроме сварного шва, пока расстояние между плитами не станет менее 33 % исходного наружного диаметра трубы;
b) трубы EW и CW групп прочности L175 или А25 и L175P или А25Р:
1) не допускается раскрытие сварного шва, пока расстояние между плитами не станет менее 75 % исходного наружного диаметра трубы;
2) не допускаются трещины или разрывы на любом участке образца, кроме сварного шва, пока расстояние между плитами не станет менее 60 % исходного наружного диаметра трубы.
Примечания
1. К сварному шву относится расстояние с каждой стороны от линии сплавления, равное 6,4 мм для труб наружным диаметром D < 60,3 мм и 13 мм для труб наружным диаметром D ³ 60,3 мм.
2. Если испытание на сплющивание труб EW, обрабатываемых на горячем редукционном стане, проводят до такой обработки, то исходным диаметром является диаметр, указанный изготовителем; во всех других случаях исходным наружным диаметром является заданный наружный диаметр.
9.7. Испытание на направленный загиб
9.7.1. За исключением допускаемого в 9.7.2, на образцах для испытаний не допускаются:
a) полное разрушение;
b) трещины или разрывы в металле сварного шва длиной более 3,2 мм, независимо от их глубины;
c) трещины или разрывы в основном металле, зоне термического влияния или на линии сплавления длиной более 3,2 мм или глубиной более 12,5 % толщины стенки.
9.8. Испытания на ударный изгиб образцов с V-образным надрезом (CVN) труб PSL-2
9.8.1. Общие положения
9.8.1.1. Если применимы образцы меньшего размера, требуемое минимальное среднее значение работы удара (для комплекта из трех образцов) должно быть равным требуемому значению для образцов полного размера, умноженному на отношение ширины образца меньшего размера к ширине образца полного размера, с округлением расчетного значения до целого джоуля.
9.8.1.2. Значение результата испытаний для отдельного образца должно быть не менее 75 % требуемого минимального среднего значения работы удара (для комплекта из трех образцов).
9.8.1.3. Допускается проведение испытаний при температуре ниже установленной температуры испытания при условии соответствия результатов испытания при такой температуре установленным требованиям к работе удара и содержанию вязкой составляющей.
9.8.2. Испытания тела трубы
9.8.2.1. Минимальное среднее значение работы удара (для комплекта из трех образцов) при испытании тела трубы должно соответствовать требованиям таблицы 8, указанным для образцов полного размера, и температуры испытания 0 °С или, если согласовано, более низкой температуре испытаний.
Таблица 8 - Требования к работе удара образцов с V-образным надрезом (CVN) для тела труб уровня PSL-2 при испытаниях на ударный изгиб
|
Наружный диаметр D, мм |
Работа удара образца с V-образным надрезом (CVN) полного размера Kv, Дж, не менее |
||||||
|
Группа прочности |
|||||||
|
до L415 включ. или Х60 |
св. L415 или Х60 до L450 включ. или Х65 |
св. L450 или Х65 до L485 включ. или Х70 |
св. L485 или Х70 до L555 включ. или Х80 |
св. L555 или Х80 до L625 включ. или Х90 |
св. L625 или Х90 до L690 включ. или Х100 |
св. L690 или Х100 до L830 включ. или Х120 |
|
|
До 508 включ. |
27 |
27 |
27 |
40 |
40 |
40 |
40 |
|
Св. 508 до 762 включ. |
27 |
27 |
27 |
40 |
40 |
40 |
40 |
|
Св. 762 до 914 включ. |
40 |
40 |
40 |
40 |
40 |
54 |
54 |
|
Св. 914 до 1219 включ. |
40 |
40 |
40 |
40 |
40 |
54 |
68 |
|
Св. 1219 до 1422 включ. |
40 |
54 |
54 |
54 |
54 |
68 |
81 |
|
Св. 1422 до 2134 включ. |
40 |
54 |
68 |
68 |
81 |
95 |
108 |
Примечание - Значения работы удара, указанные в таблице 8, обеспечивают достаточную стойкость к началу разрушения для большинства конструкций трубопроводов.
9.8.2.2. Для сварных труб наружным диаметром D £ 508 мм среднее содержание вязкой составляющей в изломе образцов после испытания (для комплекта из трех образцов) должно быть не менее 85 %, при проведении испытания при температуре 0 °С или, если согласовано, при более низкой температуре.
Примечание - Такое содержание вязкой составляющей обеспечивает достаточную стойкость к вязкому разрушению при температуре, равной или выше температуры испытания.
9.8.2.3. Если 9.8.2.2 не применим для какой-либо позиции заказа, то для сварных труб наружным диаметром D £ 508 мм содержание вязкой составляющей в изломе образцов после испытания все равно должно быть определено - для справки, если не согласовано иное.
9.8.3. Испытания сварных швов труб и зоны термического влияния
Для сварного шва и зоны термического влияния среднее значение работы удара (для комплекта из трех образцов) при испытании образцов полного размера и температуре испытания 0 °С или, если согласовано, при более низкой температуре, должно быть, не менее:
а) 27 Дж - для труб наружным диаметром D < 1422 мм групп прочности L555 или Х80 и ниже;
b) 40 Дж - для труб наружным диаметром D ³ 1422 мм;
с) 40 Дж - для труб групп прочности выше L555 или Х80.
Примечание - Зона термического влияния продольного сварного шва труб HFW обычно очень узкая и не позволяет точно отобрать пробу для изготовления образцов для испытаний на ударный изгиб с V-образным надрезом. Требование по проведению испытания зоны термического влияния сварного шва на ударный изгиб образца с V-образным надрезом применимо только для труб SAWL/SAWH и COWL/COWH.
9.9. Испытание падающим грузом (DWT) для сварных труб PSL-2
Примечания
1. Такое содержание вязкой составляющей обеспечивает достаточную стойкость к вязкому разрушению при температуре, равной или выше температуры испытания.
2. Достаточное содержание вязкой составляющей в изломе образцов после испытания в сочетании с достаточной работой удара при испытании образцов с V-образным надрезом (CVN) необходимо для предотвращения хрупкого разрушения и контроля вязкого разрушения в газопроводах (приложение G и таблица 20).
9.9.2. Допускается проведение испытания при температуре ниже установленной температуры испытания при условии соответствия результатов испытания при такой температуре установленным требованиям к работе удара и содержанию вязкой составляющей.
9.10. Состояние поверхности, несовершенства и дефекты
9.10.1. Общие положения
9.10.1.1. Трубы в готовом состоянии не должны иметь дефектов.
9.10.1.2. Трубы не должны иметь трещин, раковин и непроваров.
9.10.1.3. Критерии приемки для несовершенств, выявленных неразрушающим контролем, должны соответствовать требованиям приложения Е.
9.10.2. Подрезы
Подрезы на трубах SAW и COW, выявляемые при визуальном контроле, должны быть изучены, классифицированы и обработаны следующим образом:
a) подрезы глубиной менее 0,4 мм, допустимые независимо от их длины, должны быть обработаны в соответствии с С.1;
b) подрезы глубиной более 0,4, но не более 0,8 мм, допустимы при следующих условиях:
1) длина отдельных подрезов - не более 0,5t;
2) глубина отдельных подрезов - не более 0,1t;
3) на любом участке сварного шва длиной 300 мм - не более двух таких подрезов;
4) все такие подрезы обработаны в соответствии с С.2;
c) подрезы, превышающие ограничение, установленное в перечислении b), должны быть классифицированы как дефекты и обработаны в соответствии с С.3.
9.10.3. Прожоги
9.10.3.1. Прожоги должны быть классифицированы как дефекты.
Примечания
1. Прожоги представляют собой локализованные точки проплавления поверхности, возникающие вследствие образования дуги между электродом и поверхностью трубы.
2. Прижоги представляют собой прерывистые отметки вдоль линии сплавления труб EW, которые возникают вследствие электрического контакта между электродами, подающими сварочный ток, и поверхностью трубы, их обрабатывают в соответствии с 9.10.7.
9.10.3.2. Прожоги должны быть обработаны в соответствии с С.2 или С.3, перечисление b) или c), если они не могут быть удалены зачисткой или механической обработкой, после которых образующееся углубление должно быть тщательно зачищено и проверено на полноту удаления дефекта путем травления 10 %-ным раствором персульфата аммония или 5 %-ным раствором ниталя.
9.10.4. Расслоения
Выходящие на торец трубы или фаску расслоения или включения, длина которых по окружности при визуальном определении превышает 6,4 мм по окружности, должны быть классифицированы как дефекты. Трубы с такими дефектами должны быть забракованы или подрезаны до тех пор, пока на концах труб не останется следов расслоений или включений.
9.10.5. Геометрические отклонения
9.10.5.1. За исключением вмятин, геометрические отклонения от правильной цилиндрической формы трубы (такие как плоские вогнутости и выпуклости), которые возникают в процессе формообразования трубы или технологических операций, глубиной более 3,2 мм, измеряемой по расстоянию между крайней точкой отклонения и линией продления обычного контура трубы, должны считаться дефектами и быть обработаны в соответствии с С.3, перечисление b) или с).
9.10.5.2. Длина вмятин в любом направлении должна быть не более 0,5D, а глубина, измеряемая по расстоянию между крайней точкой отклонения и линией продления обычного контура трубы, не должна превышать следующих значений:
a) 3,2 мм - для вмятин с острым дном, образующихся при холодном формообразовании;
b) 6,4 мм - для остальных вмятин.
Вмятины, превышающие установленные ограничения, должны считаться дефектами и должны быть обработаны в соответствии с С.3, перечисление b) или с).
9.10.6. Участки повышенной твердости
Участки повышенной твердости размером более 50 мм в любом направлении должны считаться дефектами, если их твердость превышает 35 HRC, 345 HV10 или 327 HBW по отдельным отпечаткам. Трубы с такими дефектами должны быть обработаны в соответствии с С.3, перечисление b) или с).
9.10.7. Другие несовершенства поверхности
Другие несовершенства поверхности, обнаруженные при визуальном контроле, должны быть изучены, классифицированы и обработаны следующим образом:
a) несовершенства глубиной не более 0,125t, не уменьшающие толщину стенки ниже минимального допустимого значения, должны быть классифицированы как допустимые несовершенства и обработаны в соответствии с С.1;
b) несовершенства глубиной более 0,125t, не уменьшающие толщину стенки ниже минимального допустимого значения, должны быть классифицированы как дефекты и зачищены абразивным способом в соответствии с С.2 или обработаны в соответствии с С.3;
c) несовершенства, уменьшающие толщину стенки ниже минимального допустимого значения, должны быть классифицированы как дефекты и обработаны в соответствии с С.3.
Примечание - Под несовершенствами, уменьшающими толщину стенки ниже минимального допустимого значения, понимают несовершенства, толщина стенки под которыми менее минимального допустимого значения.
9.11. Размеры, масса и отклонения
9.11.1. Размеры
9.11.1.1. Трубы должны поставляться размерами, указанными в заказе на поставку, с учетом допустимых отклонений.
9.11.1.2. Наружный диаметр и толщина стенки должны быть в пределах допустимых ограничений, указанных в таблице 9.
Таблица 9 - Допустимые наружный диаметр и толщина стенки
В миллиметрах
|
Толщина стенки t |
||
|
Специальная труба с гладкими концамиa |
Обычная труба с гладкими концами |
|
|
От 10,3 до 13,7 |
- |
От 1,7 до 2,4 включ. |
|
От 13,7 до 17,1 |
- |
От 2,2 до 3,0 включ. |
|
От 17,1 до 21,3 |
- |
От 2,3 до 3,2 включ. |
|
От 21,3 до 26,7 |
- |
От 2,1 до 7,5 включ. |
|
От 26,7 до 33,4 |
- |
От 2,1 до 7,8 включ. |
|
От 33,4 до 48,3 |
- |
От 2,1 до 10,0 включ. |
|
От 48,3 до 60,3 |
- |
От 2,1 до 12,5 включ. |
|
От 60,3 до 73,0 |
От 2,1 до 3,6 включ. |
Св. 3,6 до 14,2 включ. |
|
От 73,0 до 88,9 |
От 2,1 до 3,6 включ. |
Св. 3,6 до 20,0 включ. |
|
От 88,9 до 101,6 |
От 2,1 до 4,0 включ. |
Св. 4,0 до 22,0 включ. |
|
От 101,6 до 168,3 |
От 2,1 до 4,0 включ. |
Св. 4,0 до 25,0 включ. |
|
От 168,3 до 219,1 |
От 2,1 до 4,0 включ. |
Св. 4,0 до 40,0 включ. |
|
От 219,1 до 273,1 |
От 3,2 до 4,0 включ. |
Св. 4,0 до 40,0 включ. |
|
От 273,1 до 323,9 |
От 3,6 до 5,2 включ. |
Св. 5,2 до 45,0 включ. |
|
От 323,9 до 355,6 |
От 4,0 до 5,6 включ. |
Св. 5,6 до 45,0 включ. |
|
От 355,6 до 457,0 |
От 4,5 до 7,1 включ. |
Св. 7,1 до 45,0 включ. |
|
От 457,0 до 559,0 |
От 4,8 до 7,1 включ. |
Св. 7,1 до 45,0 включ. |
|
От 559,0 до 711,0 |
От 5,6 до 7,1 включ. |
Св. 7,1 до 45,0 включ. |
|
От 711,0 до 864,0 |
От 5,6 до 7,1 включ. |
Св. 7,1 до 52,0 включ. |
|
От 864,0 до 965,0 |
- |
От 5,6 до 52,0 включ. |
|
От 965,0 до 1422,0 |
- |
От 6,4 до 52,0 включ. |
|
От 1422,0 до 1829,0 |
- |
От 9,5 до 52,0 включ. |
|
От 1829,0 до 2134,0 |
- |
От 10,3 до 52,0 включ. |
|
a Трубы, имеющие такое сочетание наружного диаметра и толщины стенки, называют специальными трубами с гладкими концами. Трубы, имеющие другие сочетания, указанные в настоящей таблице, называют обычными трубами с гладкими концами. Трубы с промежуточным сочетанием наружного диаметра и толщины стенки, по отношению к указанным в настоящей таблице, считаются специальными трубами с гладкими концами, если ближайшее меньшее сочетание, указанное в настоящей таблице, относится к специальным трубам с гладкими концами; трубы с другими промежуточными сочетаниями считаются обычными трубами с гладкими концами. Примечания 1. Стандартизованные значения наружного диаметра и толщины стенки труб приведены в стандартах [5] и [6]. 2. В национальной промышленности Российской Федерации стандартизованные значения наружного диаметра и толщины стенки труб приведены в соответствующих стандартах на сортамент труб в зависимости от способа их производства. |
||
9.11.2. Масса на единицу длины
Массу на единицу длины т1, кг/м, рассчитывают по следующей формуле
m1 = 0,02466t · (D - t), (5)
где t - толщина стенки, указанная в заказе, мм;
D - наружный диаметр, указанный в заказе, мм.
Примечания
1. Номинальная масса трубы представляет собой произведение ее длины на массу единицы длины.
2. Формула (5) не учитывает увеличение массы трубы за счет массы усиления сварного шва или швов. В национальной промышленности рекомендуется рассчитывать массу на единицу длины сварных труб по формуле (5) при умножении ее на поправочный коэффициент, равный 1,010 - для спирально-шовных и прямошовных труб с одним швом, 1,015 - для прямошовных труб с двумя швами.
9.11.3. Предельные отклонения диаметра, толщины стенки, длины и прямолинейности
9.11.3.1. За исключением допустимого в С.2.3, предельные отклонения диаметра и овальность не должны превышать указанные в таблице 10 (с учетом 10.2.8.2).
Таблица 10 - Предельные отклонения диаметра и овальность
В миллиметрах
|
Предельное отклонение диаметра |
Овальность |
|||||
|
труб, кроме концовa |
концов трубa, b, c |
труб, кроме концовa |
концов трубa, b, c |
|||
|
Бесшовные трубы (SMLS) |
Сварные трубы |
Бесшовные трубы (SMLS) |
Сварные трубы |
|||
|
До 60,3 |
+0,4 |
+1,6 |
d |
|||
|
-0,8 |
||||||
|
От 60,3 до 168,3 включ. |
± 0,0075D |
-0,4 |
0,020D |
0,015D |
||
|
Св. 168,3 до 610 включ. |
± 0,0075D |
± 0,0075D, но не более ± 3,2 |
± 0,005D, но не более ± 1,6 |
|||
|
Св. 610 до 1422 включ. |
±0,01D |
± 0,005D, но не более ± 4,0 |
± 2,0 |
± 1,6 |
0,015D, но не более 15 для D/t £ 75, по согласованию для D/t > 75 |
0,01D, но не более 13 для D/t £ 75, по согласованию для D/t > 75 |
|
Св. 1422 |
По согласованию |
|||||
|
а Конец трубы - это участок длиной 100 мм от каждого торца трубы. b Для бесшовных труб предельные отклонения применимы для толщины стенки t £ 25,0 мм, предельные отклонения для труб с большей толщиной стенки должны быть согласованы. c Для экспандированных труб наружным диаметром D ³ 219,1 мм и неэкспандированных труб предельные отклонения диаметра и овальность могут быть определены по расчетному внутреннему диаметру (наружный диаметр минус двойная толщина стенки) или по измеренному внутреннему диаметру вместо наружного диаметра (10.2.8.3). d В пределах отклонений диаметра. |
||||||
9.11.3.2. Предельные отклонения толщины стенки не должны превышать указанные в таблице 11.
Таблица 11 - Предельные отклонения толщины стенки
В миллиметрах
|
Предельное отклонениеa |
|
|
Бесшовные трубы (SMLS)b |
|
|
До 4,0 включ. |
+0,6 |
|
-0,5 |
|
|
Св. 4,0 до 25,0 включ. |
+0,150t |
|
-0,125t |
|
|
Св. 25,0 |
+3,7 или +0,1t, что более |
|
-3,0 или - 0,1t, что более |
|
|
Сварные трубы, с, d |
|
|
До 5,0 включ. |
± 0,5 |
|
Св. 5,0 до 15,0 включ. |
± 0,1t |
|
Св. 15,0 |
± 1,5 |
|
a Если в заказе на поставку указано минусовое предельное отклонение толщины стенки менее установленного в настоящей таблице, плюсовое предельное отклонение должно быть увеличено настолько, чтобы сохранить неизменным поле допустимых отклонений. b Для труб наружным диаметром D ³ 355,6 мм и толщиной стенки t ³ 25,0 мм допускается локальное превышение предельных отклонений толщины стенки сверх установленного плюсового предельного отклонения толщины стенки на 0,05t при условии, что не будет превышено плюсовое предельное отклонение массы (9.14). с Плюсовое отклонение толщины стенки не применимо к зоне сварного соединения. d Дополнительные ограничения приведены в 9.13.2. |
|
9.11.3.3. Предельные отклонения длины труб должны соответствовать следующим требованиям:
а) если не согласовано иное, трубы немерной длины должны поставляться в пределах отклонений, указанных в таблице 12.
Таблица 12 - Предельные отклонения длины немерных труб
В метрах
|
Минимальная длина |
Минимальная средняя длина для каждой позиции заказа |
Максимальная длина |
|
|
Трубы с резьбой и муфтами |
|||
|
6 |
4,88 |
5,33 |
6,86 |
|
9 |
4,11 |
8,00 |
10,29 |
|
12 |
6,71 |
10,67 |
13,72 |
|
Трубы с гладкими концами |
|||
|
6 |
2,74 |
5,33 |
6,86 |
|
9 |
4,11 |
8,00 |
10,29 |
|
12 |
4,27 |
10,67 |
13,72 |
|
15 |
5,33 |
13,35 |
16,76 |
|
18 |
6,40 |
16,00 |
19,81 |
|
24 |
8,53 |
21,34 |
25,91 |
b) трубы приблизительной длины должны поставляться в пределах отклонений ± 500 мм.
9.11.3.4. Допустимые отклонения от прямолинейности не должны превышать следующих значений:
a) отклонения от общей прямолинейности - 0,2 % общей длины трубы, как показано на рисунке 1;
b) отклонения от концевой прямолинейности - 4,0 мм на длине 1000 мм от каждого торца, как показано на рисунке 2.
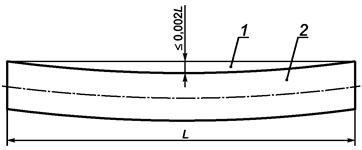
1 - натянутая струна или проволока; 2 - труба
Рисунок 1 - Измерение общей прямолинейности
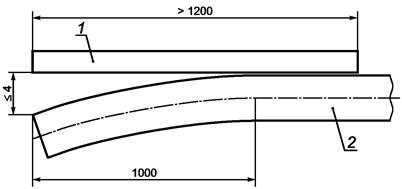
1 - линейка; 2 - труба
Рисунок 2 - Измерение концевой прямолинейности
9.12. Отделка концов труб
9.12.1. Общие положения
9.12.1.1. Трубы группы прочности L175P или А25Р уровня PSL-1 должны поставляться с нарезными концами; трубы других групп прочности уровня PSL-1 должны поставляться с гладкими концами, если в заказе на поставку не указана другая допустимая отделка концов (таблица 2).
9.12.1.2. Трубы уровня PSL-2 должны поставляться с гладкими концами.
9.12.1.3. На торцах труб не должно быть заусенцев.
9.12.1.4. Неперпендикулярность торцов труб, измеряемая как показано на рисунке 3, не должна превышать 1,6 мм.
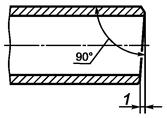
1 - отклонение от перпендикулярности
Рисунок 3 - Неперпендикулярность торца трубы
9.12.2. Нарезные концы труб (только уровень PSL-1)
9.12.2.1. Нарезные концы труб должны соответствовать требованиям API Spec 5B к нарезанию, контролю и калибровке резьбы.
Примечание - Сортамент нарезных труб, поставляемых по настоящему стандарту, приведен в приложении F.
9.12.2.2. На один из концов каждой нарезной трубы должна быть установлена муфта, соответствующая требованиям приложения F, резьба другого конца трубы должна быть защищена в соответствии с требованиями 12.2.
Примечание - Ручное свинчивание означает свинчивание с таким усилием, чтобы муфту нельзя было снять без применения ключа. Цель свинчивания муфт с таким усилием заключается в том, чтобы облегчить развинчивание муфт для очистки и контроля резьбы и нанесения свежей резьбовой смазки перед укладкой труб. Такая процедура была признана необходимой для предотвращения утечек через резьбу, особенно на газопроводах, поскольку механически навинченные муфты, установленные изготовителем, являются герметичными после свинчивания, но могут потерять герметичность в процессе транспортирования, операций погрузки-разгрузки и укладки.
9.12.2.4. Перед свинчиванием соединения на всю поверхность резьбы муфты или на соответствующую резьбу на конце трубы должна быть нанесена резьбовая смазка, соответствующая по характеристикам требованиям ИСО 13678 или API RP 5A3. Вся открытая резьба должна быть покрыта такой резьбовой смазкой или консервационной смазкой другого цвета. Если не согласовано иное, выбор резьбовой смазки остается за изготовителем. Какая бы смазка ни была использована, она должна быть нанесена на чистую и достаточно сухую поверхность резьбы (без следов влаги и смазочно-охлаждающих жидкостей).
9.12.3. Раструбные концы труб (только уровень PSL-1)
9.12.3.1. Раструбные трубы должны поставляться с одним раструбным концом, форма и размеры которого должны соответствовать указанным в заказе на поставку.
9.12.3.2. Должен быть проведен визуальный контроль раструбных концов труб в соответствии с требованиями 9.10.
9.12.4. Концы труб, подготовленные для свинчивания со специальными муфтами (только уровень PSL-1)
9.12.4.1. Если применимо, трубы должны поставляться с концами, подготовленными для свинчивания со специальными муфтами, форма и размеры концов должны соответствовать требованиям заказа на поставку.
9.12.4.2. На концах труб на расстоянии 200 мм от каждого торца трубы не должно быть отпечатков, выступов и следов от инструмента для того, чтобы надлежащим образом подготовить их для свинчивания с муфтами.
9.12.5. Гладкие концы труб
9.12.5.1. Если не согласовано иное, трубы с гладкими концами толщиной стенки t £ 3,2 мм должны поставляться с перпендикулярно обрезанными торцами.
9.12.5.2. Если не согласовано иное, на торцах труб с гладкими концами толщиной стенки t > 3,2 мм должна быть выполнена фаска под сварку. За исключением предусмотренного в 9.12.5.3, угол фаски, измеряемый от линии, перпендикулярной к оси трубы, должен быть равен 30° + 5°, ширина торцевого притупления - (1,6 ± 0,8) мм.
9.12.5.3. Если согласовано, допускается поставка труб с другой фаской, например соответствующей [7].
9.12.5.4. Если проводят механическую обработку внутренней поверхности трубы, то угол внутренней фаски, измеренный от продольной оси трубы, не должен превышать следующих значений:
а) для бесшовных труб (SMLS) - значений, указанных в таблице 13;
b) для сварного шва сварных труб - 7,0°.
Таблица 13 - Максимальный угол внутренней фаски для бесшовных труб (SMLS)
|
Толщина стенки t, мм |
Максимальный угол фаски |
|
До 10,5 |
7,0° |
|
От 10,5 до 14,0 |
9,5° |
|
От 14,0 до 17,0 |
11,0° |
|
От 17,0 |
14,0° |
9.13. Предельные отклонения для сварных швов
9.13.1. Радиальное смещение кромок рулонного или листового проката
Для труб EW и LW радиальное смещение кромок рулонного или листового проката (рисунок 4 а) не должно приводить к уменьшению оставшейся толщины стенки в сварном шве менее минимальной допустимой.
Для труб SAW и COW радиальное смещение кромок рулонного или листового проката (рисунок 4 b или рисунок 4 с, какой применим) не должно превышать допустимых значений, указанных в таблице 14.
|
|
|
|
1 - остаточная толщина стенки в сварном шве |
1 - наружное радиальное
смещение; |
|
а - Радиальное смещение кромок |
b - Радиальное смещение кромок
рулонного или листового |
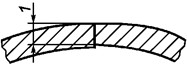
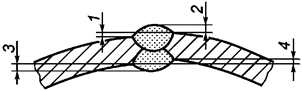
Рисунок 4 - Отклонения размеров сварного шва
|
1 - наружное радиальное смещение; 2 - высота наружного
валика сварного шва; с - Радиальное смещение кромок
рулонного или листового проката |
|
|
1 - смещение |
1 - смещение |
|
d - Смещение валиков
сварного шва на |
е - Смещение
валиков сварного шва на |
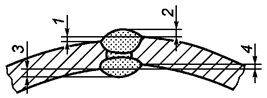
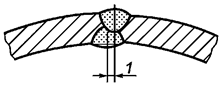
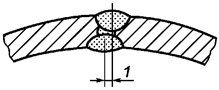
Рисунок 4, лист 2
Таблица 14 - Максимальное допустимое радиальное смещение кромок рулонного или листового проката для труб SAW и COW
В миллиметрах
|
Максимальное допустимое радиальное смещение кромокa |
|
|
До 15,0 включ. |
1,5 |
|
Св. 15,0 до 25,0 включ. |
0,1t |
|
Св. 25,0 |
2,5 |
|
а Настоящие ограничения применимы к стыковым сварным швам концов рулонного или листового проката. |
|
9.13.2. Высота грата или валика/усиления сварного шва
9.13.2.1. Для труб EW и LW должны применяться следующие требования:
a) наружный грат должен быть удален вровень с поверхностью трубы;
b) высота остатка внутреннего грата, выступающего над прилежащей поверхностью трубы, не должна превышать 1,5 мм;
c) толщина стенки в месте удаления грата не должна быть менее минимальной допустимой толщины стенки;
d) глубина углубления, образующегося после удаления внутреннего грата, не должна превышать допустимых значений, указанных в таблице 15.
Таблица 15 - Максимальная допустимая глубина углубления на трубах EW и LW
В миллиметрах
|
Максимальная допустимая глубина углубленияa |
|
|
До 4,0 включ. |
0,1t |
|
Св. 4,0 до 8,0 включ. |
0,4 |
|
Св. 8,0 |
0,05t |
|
а Глубину углубления определяют как разность между толщиной стенки на расстоянии примерно 25 мм от линии сварного шва и минимальной толщиной стенки в месте удаления грата. |
|
9.13.2.2. Для труб SAW и COW должны применяться следующие требования:
a) поверхности внутреннего и наружного валиков сварного шва, кроме участков ремонта, не должны находиться ниже прилежащей поверхности трубы;
b) валики сварного шва должны плавно переходить к прилежащей поверхности трубы;
c) высота внутреннего валика сварного шва, выступающего над прилежащей поверхностью трубы, на расстоянии не менее 100 мм от каждого торца трубы не должна превышать 0,5 мм. На остальной части трубы высота внутреннего валика сварного шва, выступающего над прилежащей поверхностью трубы, не должна превышать допустимых значений, указанных в таблице 16.
Таблица 16 - Максимальная допустимая высота валика сварного шва для труб SAW и COW (кроме концов трубы)
В миллиметрах
|
Высота валика сварного шваa, не более |
||
|
внутреннего |
наружного |
|
|
До 13,0 включ. |
3,5 |
3,5 |
|
Св. 13,0 |
3,5 |
4,5 |
|
a По своему выбору, изготовитель может уменьшить валики сварных швов высотой, превышающей допустимую, до допустимой высоты. |
||
d) высота наружного валика сварного шва, выступающего над прилежащей поверхностью трубы, не должна превышать допустимых значений, указанных в таблице 16;
e) если согласовано, высота наружного валика сварного шва, выступающего над прилежащей поверхностью трубы, на расстоянии не менее 150 мм от каждого торца трубы не должна превышать 0,5 мм.
9.13.3. Смещение валиков сварного шва на трубах SAW и COW
Для труб SAW (рисунок 4 d) и трубах COW (рисунок 4 е) смещение валиков сварного шва не является основанием для отбраковки, если оно находится в пределах следующих ограничений и было обеспечено полное проплавление и сплавление сварного шва, подтвержденное неразрушающим контролем: для труб толщиной стенки t £ 20 мм смещение валиков сварного шва не должно превышать 3,0 мм, для труб толщиной стенки t > 20 мм - 4,0 мм.
9.14. Отклонения массы
9.14.1. За исключением предусмотренного в 9.14.2, отклонение массы отдельной трубы от номинальной массы трубы, рассчитанной умножением ее длины на массу единицы длины трубы (9.11.2), не должно превышать:
a) ![]() - для
специальных труб с гладкими концами (таблица 9);
- для
специальных труб с гладкими концами (таблица 9);
b) ![]() - для труб
групп прочности L175 или А25, L175P или А25Р;
- для труб
групп прочности L175 или А25, L175P или А25Р;
c) ![]() - для
остальных труб.
- для
остальных труб.
9.14.2. Если в заказе на поставку указано минусовое отклонение толщины стенки менее соответствующего отклонения, приведенного в таблице 11, плюсовое отклонение массы должно быть увеличено на процент, эквивалентный соответствующему проценту уменьшения минусового отклонения толщины стенки.
9.14.3. Для каждой позиции заказа массой 18 т и более отклонение массы позиции заказа от номинальной массы, рассчитанной умножением общей длины труб по позиции заказа на массу единицы длины трубы (9.11.2), не должно превышать:
а) - 3,5 % - для групп прочности L175 или А25, L175P или А25Р;
b) - 1,75 % - для остальных групп прочности.
9.15. Свариваемость металла труб уровня PSL-2
Если согласовано, изготовитель должен предоставить потребителю данные о свариваемости для соответствующей стали или провести испытания свариваемости в соответствии с условиями испытаний и критериями приемки, указанными в заказе на поставку.
Требования к химическому составу стали и, в частности, предельные значения СЕPcm и СЕIIW (таблица 5, таблица Н.1 или таблица J.1, какая применима) были выбраны для улучшения свариваемости металла; однако необходимо учитывать, что поведение стали в процессе сварки и после нее зависит не только от химического состава стали, но и от применяемых расходных материалов, условий подготовки и выполнения самой сварки.
10. Контроль
10.1. Виды контроля и приемочные документы
10.1.1. Общие положения
10.1.1.1. Соответствие требованиям заказа на поставку должно быть проверено приемочным контролем в соответствии с ИСО 10474.
Примечания
1. В ИСО 10474 «приемочный контроль» называется «специальным контролем».
2. Для целей настоящего подраздела ЕН 10204 считается эквивалентным ИСО 10474.
10.1.1.2. Приемочные документы должны применяться в печатном или электронном виде в системе электронного обмена данными (EDI), соответствующем любому соглашению об электронном обмене данными между потребителем и изготовителем.
10.1.2. Приемочные документы для труб уровня PSL-1
a) наружный диаметр, толщина стенки, уровень PSL-1, тип трубы, группа прочности трубы и состояние поставки;
b) химический состав (плавки и изделия);
c) результаты испытаний на растяжение, тип, размер, расположение и ориентация образцов для испытаний;
d) минимальное гидростатическое испытательное давление и длительность испытания;
e) для сварных труб - применяемый метод неразрушающего контроля сварного шва (рентгеновский, ультразвуковой или электромагнитный), а также тип и размер применяемого искусственного дефекта или эталона качества изображения;
f) для бесшовных труб (SMLS) - применяемый метод неразрушающего контроля (ультразвуковой, электромагнитный или магнитопорошковый), а также тип и размер применяемого искусственного дефекта;
g) для труб EW и LW - минимальная температура термообработки сварного шва или слова «Без термообработки», если термообработка не проводилась;
h) результаты любых дополнительных испытаний, указанных в заказе на поставку.
10.1.3. Приемочные документы для труб уровня PSL-2
Примечание - В ГОСТ Р 53364 на виды приемочных документов, модифицированном по отношению к ИСО 10474, вид документа «акт приемки 3.2» заменен на «акт приемки».
10.1.3.2. Следующая информация, если применима, должна быть указана по каждой позиции заказа:
a) наружный диаметр, толщина стенки, уровень PSL-2, тип трубы, группа прочности и состояние поставки;
b) химический состав (плавки и изделия) и углеродный эквивалент (по анализу изделия и критерий приемки);
c) результаты испытаний на растяжение, тип, размер, расположение и ориентация образцов для испытаний;
d) результаты испытаний на ударный изгиб образцов с V-образным надрезом (CVN); размер, расположение и ориентация образцов; температура испытаний и критерии приемки для применяемых образцов специального размера;
e) для сварных труб - результаты испытания падающим грузом (DWT) (отдельные результаты и средний результат для каждого испытания);
f) минимальное гидростатическое испытательное давление и длительность испытания;
g) для сварных труб - применяемый метод неразрушающего контроля сварного шва (рентгеновский, ультразвуковой или электромагнитный), а также тип и размер применяемого искусственного дефекта или эталона качества изображения;
h) для бесшовных труб (SMLS) - применяемый метод неразрушающего контроля (ультразвуковой, электромагнитный или магнитопорошковый), а также тип и размер применяемого искусственного дефекта;
i) для труб HFW - минимальная температура термообработки сварного шва;
j) результаты любых дополнительных испытаний, указанных в заказе на поставку.
10.2. Приемочный контроль
10.2.1. Периодичность контроля
10.2.1.1. Периодичность контроля труб уровня PSL-1 должна соответствовать указанной в таблице 17.
Таблица 17 - Периодичность контроля труб уровня PSL-1
|
Тип трубы |
Периодичность контроля |
|
|
Анализ плавки |
Все трубы |
Один анализ на плавку стали |
|
Анализ изделия |
SMLS, CW, LFW, HFW, LW, SAWL, SAWH, COWL или COWH |
Два анализа на плавку стали (отобранные от разных изделий) |
|
Испытание на растяжение тела сварных труб диаметром D £ 48,3 мм группы прочности А25 или L175 |
CW, LFW или HFW |
Одно испытание на контролируемую партиюe труб массой не более 25 т |
|
Испытание на растяжение тела сварных труб диаметром D £ 48,3 мм группы прочности А25Р или L175P |
CW |
|
|
Испытание на растяжение тела сварных труб диаметром D > 48,3 мм группы прочности А25 или L175 |
CW, LFW или HFW |
Одно испытание на контролируемую партию труб массой не более 50 т |
|
Испытание на растяжение тела сварных труб диаметром D > 48,3 мм группы прочности А25Р или L175P |
CW |
|
|
Испытание на растяжение тела бесшовных труб |
SMLS |
Одно испытание на контролируемую партию труб с одинаковым коэффициентом холодного экспандированияa |
|
Испытание на растяжение тела сварных труб группы прочности А25 или L175 и выше |
LFW, HFW, LW, SAWL, SAWH, COWL или COWH |
|
|
Испытание на растяжение продольного или спирального сварного шва сварных труб диаметром D > 219,1 мм |
LFW, HFW, LW, SAWL, SAWH, COWL или COWH |
Одно испытание на контролируемую партию труб с одинаковым коэффициентом холодного экспандированияа, b, c |
|
Испытание на растяжение стыкового шва концов рулонного или листового проката для труб диаметром D ³ 219,1 мм |
SAWH или COWH |
Одно испытание на контролируемую партию не более 100 труб с одинаковым коэффициентом холодного экспандированияa, c, d |
|
Испытание на загиб продольного сварного шва сварных труб D £ 48,3 мм групп прочности А25 или L175 и А25Р или L175P |
CW, LFW, HFW или LW |
Одно испытание на контролируемую партию труб массой не более 25 т |
|
Испытание на загиб продольного сварного шва сварных труб диаметром 48,3 мм £ D £ 60,3 мм групп прочности А25 или L175 и А25Р или L175P |
CW, LFW, HFW или LW |
Одно испытание на контролируемую партию труб массой не более 50 т |
|
Испытание на направленный загиб продольного или спирального сварного шва сварных труб |
SAWL, SAWH, COWL или COWH |
Одно испытание на контролируемую партию не более 50 труб одной группы прочности |
|
Испытание на направленный загиб стыкового сварного шва концов рулонного или листового проката |
SAWH или COWH |
Одно испытание на контролируемую партию не более 50 труб одной группы прочностиd |
|
Испытание на направленный загиб продольного сварного шва сварных труб диаметром D ³ 323,9 мм |
LW |
Одно испытание на контролируемую партию не более 50 труб одной группы прочности |
|
Испытание сварных труб на сплющивание |
CW, LFW, HFW или LW |
Как показано на рисунке 6 |
|
Контроль твердости участков повышенной твердости сварных труб холодного формообразования |
LFW, HFW, LW, SAWL, SAWH, COWL или COWH |
Любой участок повышенной твердости размером более 50 мм в любом направлении |
|
Гидростатическое испытание |
SMLS, CW, LFW, HFW, LW, SAWL, SAWH, COWL или COWH |
Каждая труба |
|
Макрографический контроль продольного или спирального сварного шва сварных труб |
SAWL, SAWH, COWL или COWH |
Не менее одного испытания в смену плюс испытание при любом изменении размера труб в течение рабочей смены или, если применимы положения 10.2.5.3, в начале производства каждого сочетания наружного диаметра и толщины стенки |
|
Металлографический контроль продольного сварного шва сварных труб |
LFW или HFW |
Не менее одного испытания в смену плюс испытание при любом изменении группы прочности, наружного диаметра или толщины стенки, плюс одно испытание в случае значительных отклонений условий термообработки |
|
Визуальный контроль |
SMLS, CW, LFW, HFW, LW, SAWL, SAWH, COWL или COWH |
Каждая труба, кроме предусмотренного в 10.2.7.2 |
|
Измерение диаметра и овальности труб |
SMLS, CW, LFW, HFW, LW, SAWL, SAWH, COWL или COWH |
Не менее одного испытания каждые 4 ч рабочей смены плюс испытание при любом изменении размера труб в течение рабочей смены |
|
Измерение толщины стенки |
Все трубы |
Каждая труба (10.2.8.5) |
|
Контроль других размеров |
SMLS, CW, LFW, HFW, LW, SAWL, SAWH, COWL или COWH |
Контроль с условиями проведения по выбору изготовителя |
|
Взвешивание труб диаметром D < 141,3 мм |
SMLS, CW, LFW, HFW, LW, SAWL, SAWH, COWL или COWH |
Каждая труба или каждая партия, по выбору изготовителя |
|
Взвешивание труб диаметром D ³ 141,3 мм |
SMLS, CW, LFW, HFW, LW, SAWL, SAWH, COWL или COWH |
Каждая труба |
|
Неразрушающий контроль |
SMLS, CW, LFW, HFW, LW, SAWL, SAWH, COWL или COWH |
В соответствии с приложением Е |
|
a Коэффициент холодного экспандирования, установленный изготовителем и рассчитанный по указанному наружному диаметру или окружности до и после экспандирования. Увеличение или уменьшение коэффициента холодного экспандирования более чем на 0,002 требует формирования новой контролируемой партии. b На трубах с двумя продольными сварными швами подвергают контролю оба шва трубы, представляющей контролируемую партию. с Дополнительно, один раз в неделю должно быть проведено испытание не менее одной трубы с каждого сварочной установки. d Применимо только к готовым трубам со спиральным сварным швом, имеющим стыковые сварные швы концов рулонного или листового проката. е Определение термина «контролируемая партия» - см. 4.14. |
||
Таблица 18 - Периодичность контроля труб уровня PSL-2
|
Тип трубы |
Периодичность контроля |
|
|
Анализ плавки |
Все трубы |
Один анализ на плавку стали |
|
Анализ изделия |
SMLS, HFW, SAWL, SAWH, COWL или COWH |
Два анализа на плавку стали (отобранные от разных изделий) |
|
Испытание на растяжение тела трубы |
SMLS, HFW, SAWL, SAWH, COWL или COWH |
Одно испытание на контролируемую партиюe труб с одинаковым коэффициентом холодного экспандированияa |
|
Испытание на растяжение продольного или спирального сварного шва сварных труб диаметром D ³ 219,1 мм |
HFW, SAWL, SAWH, COWL или COWH |
Одно испытание на контролируемую партию труб с одинаковым коэффициентом холодного экспандированияа, b, c |
|
Испытание на растяжение стыкового шва концов рулонного или листового проката для труб диаметром D > 219,1 мм |
SAWH или COWH |
Одно испытание на контролируемую партию не более 100 труб с одинаковым коэффициентом холодного экспандированияа, b, d |
|
Испытание на ударный изгиб образца с V-образным надрезом (CVN) от тела труб наружным диаметром и толщиной стенки, указанными в таблице 22 |
SMLS, HFW, SAWL, SAWH, COWL или COWH |
Одно испытание на контролируемую партию труб с одинаковым коэффициентом холодного экспандированияа |
|
Если согласовано, испытание на ударный изгиб образца с V-образным надрезом (CVN) с продольным сварным швом от сварных труб наружным диаметром и толщиной стенки, указанными в таблице 22 |
HFW |
Одно испытание на контролируемую партию труб с одинаковым коэффициентом холодного экспандированияа, b |
|
Испытание на ударный изгиб образца с V-образным надрезом (CVN) с продольным или спиральным сварным швом от сварных труб наружным диаметром и толщиной стенки, указанными в таблице 22 |
SAWL, SAWH, COWL или COWH |
Одно испытание на контролируемую партию труб с одинаковым коэффициентом холодного экспандированияа, b, c |
|
Испытание на ударный изгиб образца с V-образным надрезом (CVN) со стыковым сварным швом концов рулонного или листового проката от сварных труб наружным диаметром и толщиной стенки, указанными в таблице 22 |
SAWH или COWH |
Одно испытание на контролируемую партию не более 100 труб с одинаковым коэффициентом холодного экспандированияа, b, d |
|
Если согласовано, испытание падающим грузом (DWT) тела сварных труб диаметром D > 508 мм |
HFW, SAWL, SAWH, COWL или COWH |
Одно испытание на контролируемую партию труб с одинаковым коэффициентом холодного экспандированияа |
|
Испытание на направленный загиб продольного или спирального сварного шва сварных труб |
SAWL, SAWH, COWL или COWH |
Одно испытание на контролируемую партию не более 50 труб с одинаковым коэффициентом холодного экспандированияа |
|
Испытание на направленный загиб стыкового сварного шва концов рулонного или листового проката |
SAWH или COWH |
Одно испытание на контролируемую партию не более 50 труб с одинаковым коэффициентом холодного экспандированияа, b, d |
|
Испытание сварной трубы на сплющивание |
HFW |
Как показано на рисунке 6 |
|
Контроль твердости участков повышенной твердости сварных труб холодного формообразования |
HFW, SAWL, SAWH, COWL или COWH |
Любой участок повышенной твердости размером более 50 мм в любом направлении |
|
Гидростатическое испытание |
SMLS, HFW, SAWL, SAWH, COWL или COWH |
Каждая труба |
|
Макрографический контроль продольного или спирального сварного шва сварной трубы |
SAWL, SAWH, COWL или COWH |
Не менее одного испытания в смену плюс испытание при любом изменении размера труб в течение рабочей смены или, если применимы положения 10.2.5.3, в начале производства каждого сочетания наружного диаметра и толщины стенки |
|
Металлографический контроль (или по выбору контроль твердости вместо металлографического контроля) продольного сварного шва сварной трубы |
HFW |
Не менее одного испытания в смену плюс испытание при любом изменении группы прочности, наружного диаметра или толщины стенки, плюс одно испытание в случае значительных отклонений условий термообработки |
|
Визуальный контроль |
SMLS, HFW, SAWL, SAWH, COWL или COWH |
Каждая труба, кроме предусмотренного в 10.2.7.2 |
|
Измерение диаметра и овальности труб |
SMLS, HFW, SAWL, SAWH, COWL или COWH |
Не менее одного испытания каждые 4 ч рабочей смены плюс испытание при любом изменении размера труб в течение рабочей смены |
|
Измерение толщины стенки |
Все трубы |
Каждая труба (10.2.8.5) |
|
Контроль других размеров |
SMLS, HFW, SAWL, SAWH, COWL или COWH |
Контроль с условиями проведения по выбору изготовителя |
|
Взвешивание труб диаметром D < 141,3 мм |
SMLS, HFW, SAWL, SAWH, COWL или COWH |
Каждая труба или каждая партия, по выбору изготовителя |
|
Взвешивание труб диаметром D ³ 141,3 мм |
SMLS, HFW, SAWL, SAWH, COWL или COWH |
Каждая труба |
|
Неразрушающий контроль |
SMLS, HFW, SAWL, SAWH, COWL или COWH |
В соответствии с приложением Е |
|
a Коэффициент холодного экспандирования, установленный изготовителем и рассчитанный по указанному наружному диаметру или окружности до и после экспандирования. Увеличение или уменьшение коэффициента холодного экспандирования более чем на 0,002 требует формирования новой контролируемой партии. b Дополнительно, не менее одного раза в неделю должно быть проведено испытание для труб, изготовляемых на каждой сварочной установке. с На трубах с двумя продольными швами должны быть испытаны оба шва трубы, представляющей контролируемую партию. d Применимо только к готовым трубам со спиральным сварным швом, имеющим стыковые сварные швы концов рулонного или листового проката. е Определение термина «контролируемая партия» - см. 4.14. |
||
10.2.2. Пробы и образцы для анализа изделия
Пробы должны быть отобраны, а образцы должны быть изготовлены в соответствии с ИСО 14284 или АСТМ Е 1806. Пробы должны быть отобраны от труб, рулонного или листового проката.
10.2.3. Пробы и образцы для механических испытаний
10.2.3.1. Общие положения
Пробы должны быть отобраны, а образцы должны быть изготовлены для испытаний на растяжение, ударный изгиб образцов с V-образным надрезом (CVN), падающим грузом (DWT), загиб, направленный загиб и сплющивание в соответствии с применимыми стандартами.
Пробы и образцы для разных видов испытаний должны быть отобраны из участков, показанных на рисунках 5 и 6, и в соответствии с таблицами 19 или 20, какая применима, а также с учетом дополнительных требований, приведенных в 10.2.3.2 - 10.2.3.7 и 10.2.4.
При проведении механических испытаний, указанных в разделе 9, образцы для испытаний с дефектами подготовки или несовершенствами, не связанными с целью конкретного механического испытания, независимо от того, выявлены они до испытания или после него, могут быть забракованы и заменены другими образцами от той же трубы.
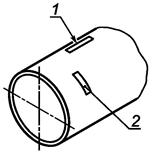
1 - L - продольная проба; 2 - Т - поперечная проба
а - бесшовная труба
Рисунок 5 - Ориентация и расположение проб и образцов для испытаний
|
1 - W - поперечная проба со сварным швом по оси пробы; 2 - Т180 - поперечная проба, расположенная приблизительно на 180° от продольного сварного шва; 3 - Т90 - поперечная проба, расположенная приблизительно на 90° от продольного сварного шва; 4 - L90 - продольная проба, расположенная приблизительно на 90° от продольного сварного шва Примечание - От двухшовной трубы поперечную пробу 2 отбирают от второго сварного шва. b - Трубы CW, LFW, HFW, LW, SAWL и COWL |
1 - W - поперечная проба со спиральным сварным швом по оси пробы; 2 - L - продольная проба, расположенная на расстоянии не менее а/4 в продольном направлении от спирального сварного шва; 3 - Т - поперечная проба, расположенная на расстоянии не менее а/4 в продольном направлении от спирального сварного шва; 4 - стыковой сварной шов концов рулонного или листового проката длиной а; 5 - WS - поперечная проба, расположенная на расстоянии не менее а/4 от пересечения спирального сварного шва и стыкового сварного шва концов рулонного или листового проката с - Трубы SAWH и COWH |
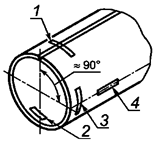
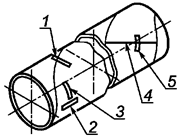
Рисунок 5, лист 2
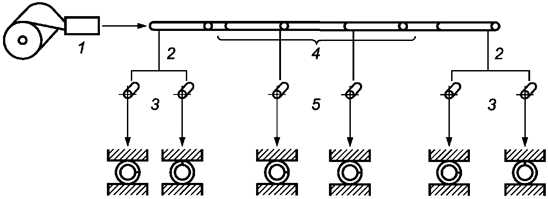
1 - сварка; 2 - конец рулона; 3 - два образца для
испытаний от каждого конца рулона; 4 - остановка сварного шва;
5 - два образца для испытаний с каждой стороны от остановки сварного шва
а - Трубы EW групп прочности от L245 или В и LW наружным диаметром D < 323,9 мм
неэкспандированные,
изготовляемые кратными длинами
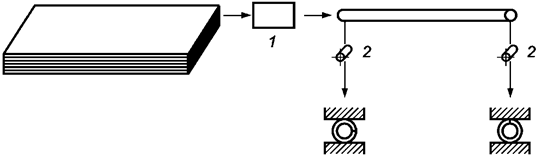
1 - сварка; 2 - два образца для испытаний от каждого конца трубы
b - Трубы EW групп прочности от L245 или В неэкспандированные, изготовляемые единичными длинами
Рисунок 6 - Испытания на сплющивание

1 - контролируемая партия труб массой не менее 50 т; 2 - один образец для испытаний от одного из концов трубы
с - Сварные трубы групп прочности L175 или А25 и L175P или А25Р наружным диаметром D ³ 73,0 мм

1 - контролируемая партия менее 100 труб; 2 - один образец для испытаний от одного из концов трубы
d - Трубы EW групп прочности от L245 или В и выше и трубы LW наружным диаметром D < 323,9 мм холодноэкспандированные
Рисунок 6, лист 2
Таблица 19 - Количество, ориентация и расположение образцов для механических испытаний труб уровня PSL-1
|
Расположение пробы |
Вид испытания |
Ориентация, расположение и количество образцов от пробыa |
||||
|
Наружный диаметр D, мм |
||||||
|
до 219,1 |
от 219,1 до 323,9 |
от 323,9 до 508,0 |
от 508,0 |
|||
|
SMLS нехолодноэкспандированные (рисунок 5 а) |
Тело трубы |
Растяжение |
1Lb |
1L |
1L |
1L |
|
SMLS холодноэкспондированные (рисунок 5 а) |
Тело трубы |
Растяжение |
1Lb |
1Тc |
1Тc |
1Тc |
|
CW (рисунок 5 b) |
Тело трубы |
Растяжение |
1L90b |
- |
- |
- |
|
Тело трубы и сварной шов |
Загиб |
1 |
- |
- |
- |
|
|
Тело трубы и сварной шов |
Сплющивание |
Как показано на рисунке 6 |
||||
|
LW (рисунок 5 b) |
Тело трубы |
Растяжение |
1L90b |
1Т180с |
1Т180с |
1Т180с |
|
Сварной шов |
Растяжение |
- |
1W |
1W |
1W |
|
|
Сварной шов |
Направленный загиб |
- |
- |
2W |
2W |
|
|
Тело трубы и сварной шов |
Сплющивание |
Как показано на рисунке 6 |
||||
|
LFW или HFW (рисунок 5 b) |
Тело трубы |
Растяжение |
1L90b |
1Т180с |
1Т180с |
1Т180с |
|
Сварной шов |
Растяжение |
- |
1W |
1W |
1W |
|
|
Тело трубы и сварной шов |
Сплющивание |
Как показано на рисунке 6 |
||||
|
SAWL или COWL (рисунок 5 b) |
Тело трубы |
Растяжение |
1L90b |
1Т180с |
1Т180с |
1Т180с |
|
Сварной шов |
Растяжение |
- |
1W |
1W |
1Wd |
|
|
Сварной шов |
Направленный загиб |
2W |
2W |
2W |
2Wd |
|
|
SAWH или COWH (рисунок 5 с) |
Тело трубы |
Растяжение |
1Lb |
1Тс |
1Тс |
1Тс |
|
Сварной шов |
Растяжение |
- |
1W |
1W |
1W |
|
|
Сварной шов |
Направленный загиб |
2W |
2W |
2W |
2WS |
|
|
SAWH или COWH (рисунок 5 c) |
Стыковой шов концов рулонного или листового проката |
Направленный загиб |
2WS |
2WS |
2WS |
2WS |
|
a Обозначения, применяемые для указания ориентации и расположения проб и образцов для испытаний - рисунок 5. b Изготовитель по своему выбору может применять продольные образцы полного сечения. с Если согласовано, для определения предела текучести в поперечном направлении допускается применять кольцевые образцы, подвергаемые испытанию на раздачу на гидравлической установке в соответствии с АСТМ А 370. d На трубах с двумя продольными сварными швами испытанию должны быть подвергнуты оба шва трубы, представляющей контролируемую партию. |
||||||
Таблица 20 - Количество, ориентация и расположение образцов для механических испытаний труб уровня PSL-2
|
Расположение пробы |
Вид испытания |
Ориентация, расположение и количество образцов от пробыa |
||||
|
Наружный диаметр D, мм |
||||||
|
до 219,1 |
от 219,1 до 323,9 |
от 323,9 до 508,0 |
от 508,0 |
|||
|
SMLS нехолодноэкспандированные (рисунок 5 а) |
Тело трубы |
Растяжение |
1Lb |
1Lc, d |
1Lc, d |
1Lc, d |
|
На ударный изгиб (CVN) |
3Т |
3Т |
3Т |
3Т |
||
|
SMLS холодноэкспондированные (рисунок 5 а) |
Тело трубы |
Растяжение |
1Lb |
1Td |
1Td |
1Td |
|
Ударный изгиб (CVN) |
3Т |
3Т |
3Т |
3Т |
||
|
HFW (рисунок 5 b) |
Тело трубы |
Растяжение |
1L90b |
1T180d |
1T180d |
1T180d |
|
Ударный изгиб (CVN) |
3Т90 |
3Т90 |
3Т90 |
3Т90 |
||
|
Падающим грузом (DWT) |
- |
- |
- |
2Т90 |
||
|
Сварной шов |
Растяжение |
- |
1W |
1W |
1W |
|
|
Ударный изгиб (CVN) |
3W |
3W |
3W |
3W |
||
|
Тело трубы и сварной шов |
Сплющивание |
Как показано на рисунке 6 |
||||
|
SAWL или COWL (рисунок 5 b) |
Тело трубы |
Растяжение |
1L90b |
1T180d |
1T180d |
1T180d |
|
Ударный изгиб (CVN) |
3Т90 |
3Т90 |
3Т90 |
3T90 |
||
|
Падающим грузом (DWT) |
- |
- |
- |
2T90 |
||
|
SAWH или COWH (рисунок 5 с) |
Сварной шов |
Растяжение |
- |
1W |
1W |
1We |
|
Ударный изгиб (CVN) |
3W и 3HAZ |
3W и 3HAZ |
3W и 3HAZ |
3We и 3HAZe |
||
|
Направленный загиб |
2Wf |
2Wf |
2Wf |
2We, f |
||
|
SAWH или COWH (рисунок 5 с) |
Тело трубы |
Растяжение |
1Lb |
1Td |
1Td |
1Td |
|
Ударный изгиб (CVN) |
3Т |
3T |
3T |
3T |
||
|
Падающим грузом (DWT) |
- |
- |
- |
2T |
||
|
Сварной шов |
Растяжение |
- |
1W |
1W |
1W |
|
|
Ударный изгиб (CVN) |
3W и 3HAZ |
3W и 3HAZ |
3W и 3HAZ |
3W и 3HAZ |
||
|
Направленный загиб |
2Wf |
2Wf |
2Wf |
2Wf |
||
|
Стыковой шов рулонного или листового проката |
Растяжение |
- |
1WS |
1WS |
1WS |
|
|
Ударный изгиб (CVN) |
3WS и 3HAZ |
3WS и 3HAZ |
3WS и 3HAZ |
3WS и 3HAZ |
||
|
Направленный загиб |
2WSf |
2WSf |
2WSf |
2WSf |
||
|
а Обозначения, применяемые для указания ориентации и расположения проб и образцов для испытаний, - рисунок 5. b Изготовитель по своему выбору может применять продольные образцы полного сечения. с Если согласовано, допускается применение поперечных образцов. d Если согласовано, для определения предела текучести в поперечном направлении допускается применять кольцевые образцы, подвергаемые испытанию на раздачу на гидравлической установке в соответствии с АСТМ А 370. е На трубах с двумя продольными сварными швами испытанию должны быть подвергнуты оба шва трубы, представляющей контролируемую партию. f Для труб толщиной стенки t > 19,0 мм образцы для испытаний могут быть подвергнуты механической обработке для получения прямоугольного поперечного сечения образцов толщиной 18,0 мм. |
||||||
10.2.3.2. Образцы для испытаний на растяжение
Прямоугольные образцы для испытаний, представляющие всю толщину стенки трубы, должны быть отобраны в соответствии с ИСО 6892 или АСТМ А 370 и как показано на рисунке 5; поперечные образцы должны быть выпрямлены.
Допускается применение цилиндрических образцов для испытаний, изготовленных из невыпрямленных проб. Для труб толщиной стенки t ³ 19,0 мм диаметр цилиндрических продольных образцов для испытаний должен быть равен 12,7 мм. Диаметр цилиндрических поперечных образцов для испытаний должен соответствовать указанному в таблице 21, однако изготовителем может быть выбран образец следующего большего диаметра.
Таблица 21 - Соотношение размеров труб и диаметров поперечных цилиндрических образцов для испытаний на растяжение
В миллиметрах
|
Толщина стенки t |
|||
|
Диаметр образца для испытаний в пределах расчетной длины |
|||
|
12,7 |
8,9 |
6,4а |
|
|
219,1 до 273,1 |
- |
От 28,1 |
До 28,1 |
|
273,1 до 323,9 |
От 36,1 |
25,5 до 36,1 |
До 25,5 |
|
323,9 до 355,6 |
От 33,5 |
23,9 до 33,5 |
До 23,9 |
|
355,6 до 406,4 |
От 32,3 |
23,2 до 32,3 |
До 23,2 |
|
406,4 до 457,0 |
От 30,9 |
22,2 до 30,9 |
До 22,2 |
|
457,0 до 508,0 |
От 29,7 |
21,5 до 29,7 |
До 21,5 |
|
508,0 до 559,0 |
От 28,8 |
21,0 до 28,8 |
До 21,0 |
|
559,0 до 610,0 |
От 28,1 |
20,5 до 28,1 |
До 20,5 |
|
610,0 до 660,0 |
От 27,5 |
20,1 до 27,5 |
До 20,1 |
|
660,0 до 711,0 |
От 27,0 |
19,8 до 27,0 |
До 19,8 |
|
711,0 до 762,0 |
От 26,5 |
19,5 до 26,5 |
До 19,5 |
|
762,0 до 813,0 |
От 26,2 |
19,3 до 26,2 |
До 19,3 |
|
813,0 до 864,0 |
От 25,8 |
19,1 до 25,8 |
До 19,1 |
|
864,0 до 914,0 |
От 25,5 |
18,9 до 25,5 |
До 18,9 |
|
914,0 до 965,0 |
От 25,3 |
18,7 до 25,3 |
До 18,7 |
|
965,0 до 1016,0 |
От 25,1 |
18,6 до 25,1 |
До 18,6 |
|
1016,0 до 1067,0 |
От 24,9 |
18,5 до 24,9 |
До 18,5 |
|
1067,0 до 1118,0 |
От 24,7 |
18,3 до 24,7 |
До 18,3 |
|
1118,0 до 1168,0 |
От 24,5 |
18,2 до 24,5 |
До 18,2 |
|
1168,0 до 1219,0 |
От 24,4 |
18,1 до 24,4 |
До 18,1 |
|
1219,0 до 1321,0 |
От 24,2 |
18,1 до 24,2 |
До 18,1 |
|
1321,0 до 1422,0 |
От 24,0 |
17,9 до 24,0 |
До 17,9 |
|
1422,0 до 1524,0 |
От 23,8 |
17,8 до 23,8 |
До 17,8 |
|
1524,0 до 1626,0 |
От 23,6 |
17,6 до 23,6 |
До 17,6 |
|
1626,0 до 1727,0 |
От 23,4 |
17,5 до 23,4 |
До 17,5 |
|
1727,0 до 1829,0 |
От 23,3 |
17,4 до 23,3 |
До 17,4 |
|
1829,0 до 1930,0 |
От 23,1 |
17,4 до 23,1 |
До 17,4 |
|
1930,0 до 2134,0 |
От 23,0 |
17,3 до 23,0 |
До 17,3 |
|
2134,0 |
От 22,9 |
17,2 до 22,9 |
До 17,2 |
|
a Для труб размерами, недостаточными для изготовления образцов, для испытаний диаметром 6,4 мм не должны быть применимы цилиндрические образцы для испытаний на растяжение. |
|||
Для испытаний труб диаметром D < 219,1 мм изготовителем могут быть выбраны продольные образцы полного сечения.
Если согласовано, для определения предела текучести в поперечном направлении допускается применять кольцевые образцы для испытаний на раздачу.
Валики сварных швов могут быть зачищены вровень с поверхностью, а местные несовершенства удалены.
10.2.3.3. Образцы для испытаний на ударный изгиб с V-образным надрезом (CVN)
Образцы должны быть изготовлены в соответствии с АСТМ А 370, если только в заказе на поставку не указаны образцы, изготовленные по ИСО 148-1, и требуемый радиус маятника (2 или 8 мм). Ось надреза образца должна быть перпендикулярна к поверхности трубы.
Каждый образец для испытаний сварного шва и зоны термического влияния перед выполнением надреза должен быть подвергнут травлению для того, чтобы выполнить надрез в требуемом месте.
Ось надреза на образцах для испытания сварного шва от труб SAW и COW должна быть расположена по оси наружного валика сварного шва или насколько возможно ближе к этой оси.
Ось надреза на образцах для испытания зоны термического влияния от труб SAW и COW должна быть расположена насколько возможно ближе к краю наружного валика сварного шва, как показано на рисунке 7.
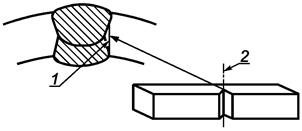
1 - проба, отбираемая для
изготовления образца для испытания на ударный изгиб зоны термического
влияния сварного шва (вблизи линии сплавления); 2 - ось надреза образца
для испытания на
ударный изгиб
Рисунок 7 -
Расположение образцов для испытания на ударный изгиб зоны
термического влияния
Ось надреза на образцах для испытания сварного шва от труб HFW должна быть расположена по линии сплавления или насколько возможно ближе к ней.
Размер и ориентация образцов для испытаний должны соответствовать требованиям таблицы 22, кроме образцов ближайшего меньшего размера, которые могут быть применимы, если ожидаемая работа удара превышает 80 % полной шкалы измерений установки для испытаний на ударный изгиб.
Примечание - Трубы с сочетанием наружного диаметра и толщины стенки, не указанным в таблице 22, допускается не подвергать испытаниям на ударный изгиб (CVN).
Таблица 22 - Соотношение размеров труб и требуемых образцов для испытаний на ударный изгиб для труб PSL-2
В миллиметрах
|
Толщина стенки t |
||||
|
Размер и ориентация образцов с V-образным надрезом (CVN) |
||||
|
полного размераa |
3/4b |
2/3с |
1/2d |
|
|
От 114,3 до 141,3 |
От 12,6 |
От 11,7 до 12,6 |
От 10,9 до 11,7 |
От 10,1 до 10,9 |
|
От 141,3 до 168,3 |
От 11,9 |
От 10,2 до 11,9 |
От 9,4 до 10,2 |
От 8,6 до 9,4 |
|
От 168,3 до 219,1 |
От 11,7 |
От 9,3 до 11,7 |
От 8,6 до 9,3 |
От 7,6 до 8,6 |
|
От 219,1 до 273,1 |
От 11,4 |
От 8,9 до 11,4 |
От 8,1 до 8,9 |
От 6,5 до 8,1 |
|
От 273,1 до 323,9 |
От 11,3 |
От 8,7 до 11,3 |
От 7,9 до 8,7 |
От 6,2 до 7,9 |
|
От 323,9 до 355,6 |
От 11,1 |
От 8,6 до 11,1 |
От 7,8 до 8,6 |
От 6,1 до 7,8 |
|
От 355,6 до 406,4 |
От 11,1 |
От 8,6 до 11,1 |
От 7,8 до 8,6 |
От 6,1 до 7,8 |
|
От 406,4 |
От 11,0 |
От 8,5 до 11,0 |
От 7,7 до 8,5 |
От 6,0 до 7,7 |
|
a Образцы полного размера из невыпрямленных проб, перпендикулярных к оси трубы или сварного шва, что применимо. b Образцы размером 3/4 из невыпрямленных проб, перпендикулярных к оси трубы или сварного шва, что применимо. с Образцы размером 2/3 из невыпрямленных проб, перпендикулярных к оси трубы или сварного шва, что применимо. d Образцы размером 1/2 из невыпрямленных проб, перпендикулярных к оси трубы или сварного шва, что применимо. |
||||
10.2.3.4. Образцы для испытаний падающим грузом (DWT)
Образцы должны быть подготовлены в соответствии с API RP 5L3.
10.2.3.5. Образцы для испытаний на загиб (полного сечения)
Образцы должны быть подготовлены в соответствии с ИСО 8491 или АСТМ А 370.
10.2.3.6. Образцы для испытаний на направленный загиб
Образцы должны быть подготовлены в соответствии с ИСО 7438 или АСТМ А 370 и рисунком 8.
Образцы от труб толщиной стенки t > 19,0 мм могут быть подвергнуты механической обработке для получения прямоугольного сечения с уменьшенной толщиной стенки 18,0 мм. Образцы от труб толщиной стенки t £ 19,0 мм должны представлять полную толщину стенки с изогнутым поперечным сечением.
Для труб SAW и COW усиление сварного шва должно быть удалено с обеих поверхностей образца.
10.2.3.7. Образцы для испытаний на сплющивание
Образцы должны быть подготовлены в соответствии с ИСО 8492 или АСТМ А 370, за исключением длины образца для испытаний, которая должна быть не менее 60 мм.
Небольшие поверхностные несовершенства могут быть удалены.
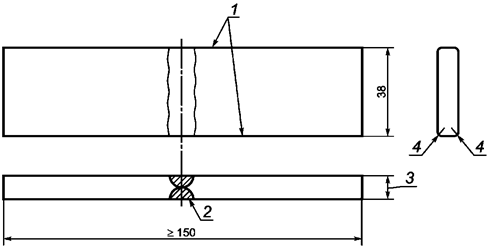
а - Трубы SAW и COW
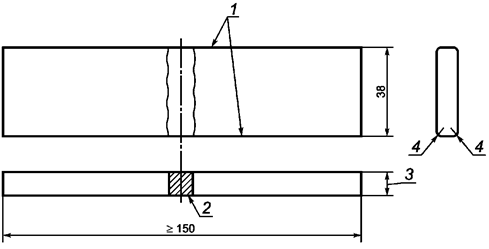
1 - длинные кромки, механически
обработанные и/или отрезанные кислородной резкой;
2 - сварной шов; 3 - толщина стенки; 4 - радиус скругления
кромок r (не более 1,6 мм)
b - Труба LW наружным диаметром D ³ 323,9 мм
Рисунок 8 - Образцы для испытаний на направленный загиб
|
c - Образцы уменьшенной толщиной
стенки (по |
1 - загнутый образец с внешней
стороны шва; Примечание - Применяют приспособление размером, предназначенным для труб толщиной стенки t = 19,0 мм d - Образцы уменьшенной толщиной
стенки (по |
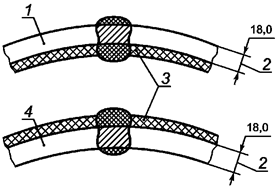
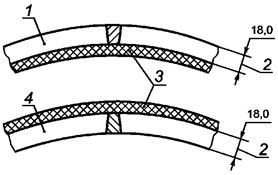
Рисунок 8, лист 2
10.2.4.1. Анализ изделия
Если при оформлении заказа не согласовано иное, физический или химический метод анализа изделия выбирает изготовитель. В случае разногласий анализ должен быть проведен лабораторией, одобренной обеими сторонами. В этих случаях применяемый метод анализа должен быть согласован, однако если возможно, он должен быть выбран из методов, предусмотренных ИСО/ТО 9769 или АСТМ А 751.
Примечание - ИСО/ТО 9769 содержит перечень существующих международных стандартов по химическому анализу и информацию о назначении и точности разных методов.
10.2.4.2. Испытание на растяжение
Испытание на растяжение должно быть проведено в соответствии с ИСО 6892 или АСТМ А 370.
При испытании тела трубы должны быть определены предел текучести, предел прочности и относительное удлинение после разрушения образца в процентах. При испытании сварного шва труб должен быть определен предел прочности.
Относительное удлинение после разрушения образца в процентах должно быть указано со ссылкой на расчетную длину образца 50 мм. Для образцов с расчетной длиной менее 50 мм измеренное относительное удлинение после разрушения образца должно быть приведено к относительному удлинению с расчетной длиной 50 мм в соответствии с ИСО 2566-1 или АСТМ А 370.
10.2.4.3. Испытание на ударный изгиб образца с V-образным надрезом (CVN)
Испытание должно быть проведено в соответствии с АСТМ А 370, если в заказе на поставку не указан стандарт ИСО 148-1 и требуемый радиус маятника (2 или 8 мм).
10.2.4.4. Испытание падающим грузом (DWT)
Испытание должно быть проведено в соответствии с API RP 5L3.
10.2.4.5. Испытание на загиб образцов с полным сечением
Испытание должно быть проведено в соответствии с ИСО 8491 или АСТМ А 370.
Для каждой контролируемой партии проводят испытание одного образца с полным сечением соответствующей длины на загиб до угла 90° в холодном состоянии вокруг оправки диаметром не более 12D.
10.2.4.6. Испытание на направленный загиб
Испытание на направленный загиб должно быть проведено в соответствии с ИСО 7438 или АСТМ А 370.
Размер оправки (пуансона) Аgb, мм, не должен превышать значения, рассчитанного по следующей формуле с округлением значения до 1 мм,
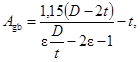 (6)
(6)
где 1,15 - коэффициент неоднородности структуры;
D - наружный диаметр, мм;
t - толщина стенки, мм;
e - коэффициент деформации, указанный в таблице 23.
Таблица 23 - Значения коэффициента деформации для испытания на направленный загиб
|
Коэффициент деформацииa e |
|
|
L210 или А |
0,1650 |
|
L245 или В |
0,1375 |
|
L290 или Х42 |
0,1375 |
|
L320 или Х46 |
0,1325 |
|
L360 или Х52 |
0,1250 |
|
L390 или Х56 |
0,1175 |
|
L415 или Х60 |
0,1125 |
|
L450 или Х65 |
0,1100 |
|
L485 или Х70 |
0,1025 |
|
L555 или Х80 |
0,0950 |
|
L625 или Х90 |
0,0850 |
|
L690 или Х100 |
0,0800 |
|
L830 или Х120 |
0,0675 |
|
a Для промежуточных групп прочности значения коэффициента деформации могут быть получены интерполяцией, основанной на заданном минимальном пределе прочности, с округлением интерполированного значения до ближайшего кратного 0,0025. |
|
Оба образца для испытания должны быть загнуты до угла 180° в приспособлении, показанном на рисунке 9. При испытаниях в непосредственном контакте с оправкой должны находиться корень сварного шва одного из образцов и наружная сторона сварного шва другого образца.
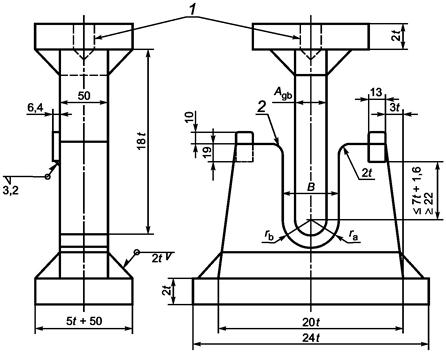
1 - резьбовое установочное
отверстие; 2 - закаленные и смазанные опоры или закаленные ролики;
В = Agb + 2t + 3,2 мм; ra - радиус оправки (пуансона) для
испытания на направленный загиб;
rb - радиус матрицы для испытания на
направленный загиб
а - Плунжерный тип
Рисунок 9 - Приспособления для испытания на направленный загиб
|
|
|
|
1 - ролик |
|
|
b - Регулируемый тип |
c - Охватывающий тип |
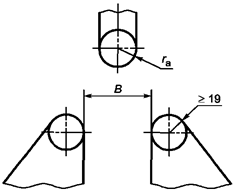
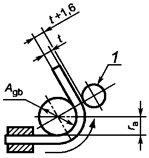
Рисунок 9, лист 2
10.2.4.7. Испытание на сплющивание
Испытание на сплющивание должно быть проведено в соответствии с ИСО 8492 или АСТМ А 370.
Как показано на рисунке 6, один из двух образцов, отбираемых от каждого конца рулона, должен быть испытан с положением сварного шва «6 ч», второй - с положением «12 ч», два других образца должны быть испытаны с положениями сварного шва «3 ч» и «9 ч».
Образцы для испытаний, отбираемые от концов труб в местах остановки сварного шва, должны быть испытаны только с положением сварного шва «3 ч» или «9 ч».
10.2.4.8. Контроль твердости
Если при визуальном контроле были обнаружены участки повышенной твердости, то должен быть проведен контроль их твердости в соответствии с ИСО 6506, ИСО 6507, ИСО 6508 или АСТМ А 370 при помощи переносных твердомеров, методами, соответствующими АСТМ А 956, АСТМ А 1038 или АСТМ Е 110 соответственно в зависимости от применяемого метода.
10.2.5. Макрографический и металлографический контроль
10.2.5.1. За исключением методов контроля, предусмотренных в 10.2.5.2, смещение внутреннего и наружного валиков сварного шва труб SAW и COW (рисунок 4 d, e) должно быть проверено методом макрографического контроля.
10.2.5.3. При поставке труб с термообработкой сварного шва (8.8.1 или 8.8.2, какой применим) должен быть проведен металлографический контроль для подтверждения полноты термообработки зоны термического влияния по всей толщине стенки. При поставке труб без термообработки сварного шва (8.8.1) должен быть проведен металлографический контроль для подтверждения отсутствия неотпущенного мартенсита.
Дополнительно может быть согласовано проведение контроля твердости и максимальное значение твердости.
10.2.6. Гидростатическое испытание
10.2.6.1. Бесшовные трубы (SMLS) всех размеров и сварные трубы диаметром D £ 457 мм должны быть подвергнуты испытаниям с выдержкой при испытательном давлении не менее 5 с, сварные трубы диаметром D > 457 мм - не менее 10 с. Если согласовано, трубы, поставляемые с резьбой и муфтами, должны быть подвергнуты испытаниям в сборе с механически навинченными муфтами, кроме труб диаметром D > 323,9 мм, которые могут быть испытаны до нарезания резьбы. Гидростатические испытания труб, поставляемых с резьбой и муфтами, навинченными вручную, должны быть проведены до нарезания резьбы, после нарезания резьбы до свинчивания с муфтами или после навинчивания муфт, если в заказе на поставку не указаны конкретные условия проведения испытаний.
10.2.6.2. Для обеспечения испытания каждой трубы под требуемым испытательным давлением каждая испытательная установка (кроме установок, на которых испытывают только непрерывносварные трубы) должна быть оборудована средствами регистрации испытательного давления и длительности выдержки каждой трубы под давлением или автоматическим или блокирующим устройством, которое гарантированно не допускает классификации трубы как проверенной, пока не будут соблюдены все требования испытания (давление и выдержка). Если применимо, такие записи или диаграммы должны быть предоставлены инспектору, представляющему потребителя на предприятии изготовителя. Калибровка приборов для регистрации испытательного давления должна быть проведена с использованием грузопоршневого манометра или аналогичного прибора не менее чем за четыре месяца до каждого применения. По выбору изготовителя могут быть проведены испытания при давлении более высоком, чем требуемое.
Примечание - В любом случае установленное испытательное давление представляет собой давление, ниже которого оно не должно опускаться в течение всей установленной выдержки при испытании.
10.2.6.3. Испытательное давление для тонкостенных нарезных труб должно соответствовать указанному в таблице 24.
Таблица 24 - Испытательное давление для тонкостенных нарезных труб
|
Наружный диаметр D, мм |
Толщина стенки t, мм |
Испытательное давление, МПа, не менее |
|||
|
Группа прочности |
|||||
|
L175 или А25 |
L175Р или А25Р |
L210 или А |
L245 или В |
||
|
10,3 |
1,7 |
4,8 |
4,8 |
4,8 |
4,8 |
|
13,7 |
2,2 |
4,8 |
4,8 |
4,8 |
4,8 |
|
17,1 |
2,3 |
4,8 |
4,8 |
4,8 |
4,8 |
|
21,3 |
2,8 |
4,8 |
4,8 |
4,8 |
4,8 |
|
26,7 |
2,9 |
4,8 |
4,8 |
4,8 |
4,8 |
|
33,4 |
3,4 |
4,8 |
4,8 |
4,8 |
4,8 |
|
42,2 |
3,6 |
6,9 |
6,9 |
6,9 |
6,9 |
|
48,3 |
3,7 |
6,9 |
6,9 |
6,9 |
6,9 |
|
60,3 |
3,9 |
6,9 |
6,9 |
6,9 |
6,9 |
|
73,0 |
5,2 |
6,9 |
6,9 |
6,9 |
6,9 |
|
88,9 |
5,5 |
6,9 |
6,9 |
6,9 |
6,9 |
|
101,6 |
5,7 |
8,3 |
8,3 |
8,3 |
9,0 |
|
114,3 |
6,0 |
8,3 |
8,3 |
8,3 |
9,0 |
|
141,3 |
6,6 |
8,3 |
8,3 |
8,3 |
9,0 |
|
168,3 |
7,1 |
а |
а |
8,3 |
9,0 |
|
219,1 |
7,0 |
а |
а |
7,9 |
9,2 |
|
219,1 |
8,2 |
а |
а |
9,3 |
10,8 |
|
273,1 |
7,1 |
а |
а |
6,5 |
7,5 |
|
273,1 |
7,8 |
а |
а |
7,1 |
8,3 |
|
273,1 |
9,3 |
а |
а |
8,5 |
9,8 |
|
323,9 |
8,4 |
а |
а |
6,4 |
7,5 |
|
323,9 |
9,5 |
а |
а |
7,3 |
8,5 |
|
355,6 |
9,5 |
а |
а |
6,6 |
7,7 |
|
406,4 |
9,5 |
а |
а |
5,8 |
6,8 |
|
457,0 |
9,5 |
а |
а |
5,2 |
6,0 |
|
508,0 |
9,5 |
а |
а |
4,6 |
5,4 |
|
a Не применимо. |
|||||
10.2.6.4. Испытательное давление для толстостенных нарезных труб должно соответствовать указанному в таблице 25.
Таблица 25 - Испытательное давление для толстостенных нарезных труб
|
Наружный диаметр D, мм |
Толщина стенки t, мм |
Испытательное давление, МПа, не менее |
|||
|
Группа прочности |
|||||
|
L175 или А25 |
L175Р или А25Р |
L210 или А |
L245 или В |
||
|
10,3 |
2,4 |
5,9 |
5,9 |
5,9 |
5,9 |
|
13,7 |
3,0 |
5,9 |
5,9 |
5,9 |
5,9 |
|
17,1 |
3,2 |
5,9 |
5,9 |
5,9 |
5,9 |
|
21,3 |
3,7 |
5,9 |
5,9 |
5,9 |
5,9 |
|
26,7 |
3,9 |
5,9 |
5,9 |
5,9 |
5,9 |
|
33,4 |
4,5 |
5,9 |
5,9 |
5,9 |
5,9 |
|
42,2 |
4,9 |
9,0 |
9,0 |
10,3 |
11,0 |
|
48,3 |
5,1 |
9,0 |
9,0 |
10,3 |
11,0 |
|
60,3 |
5,5 |
9,0 |
9,0 |
17,0 |
17,0 |
|
73,0 |
7,0 |
9,0 |
9,0 |
17,0 |
17,0 |
|
88,9 |
7,6 |
9,0 |
9,0 |
17,0 |
17,0 |
|
101,6 |
8,1 |
11,7 |
11,7 |
19,0 |
19,0 |
|
114,3 |
8,6 |
11,7 |
11,7 |
18,7 |
19,0 |
|
141,3 |
9,5 |
11,7 |
11,7 |
16,7 |
19,0 |
|
168,3 |
11,0 |
а |
а |
16,2 |
18,9 |
|
219,1 |
12,7 |
а |
а |
14,4 |
16,8 |
|
273,1 |
12,7 |
а |
а |
11,6 |
13,4 |
|
323,9 |
12,7 |
а |
а |
9,7 |
11,3 |
|
a Не применимо. |
|||||
10.2.6.5. За исключением предусмотренного в 10.2.6.6, 10.2.6.7 и сносках к таблице 26, гидростатическое испытательное давление Р, МПа, для труб с гладкими концами должно быть рассчитано по следующей формуле с округлением полученного значения до 0,1 МПа
![]() (7)
(7)
где S - тангенциальное напряжение, МПа, равное указанному проценту от установленного минимального предела текучести трубы (таблица 26);
t - толщина стенки трубы, мм;
D - наружный диаметр трубы, мм.
Таблица 26 - Процент от установленного минимального предела текучести для определения тангенциального напряжения S
|
Наружный диаметр D, мм |
Процент от установленного минимального предела текучести для определения S, % |
||
|
Стандартное испытательное давление |
Альтернативное испытательное давление |
||
|
L175 или А25 |
До 141,3 включ. |
60а |
75а |
|
L175P или А25Р |
До 141,3 включ. |
60а |
75а |
|
L210 или А |
Любой |
60а |
75а |
|
L245 или В |
Любой |
60а |
75а |
|
L290 или Х42 до L830 или Х120 |
До 141,3 включ. |
60b |
75c |
|
Св. 141,3 до 219,1 включ. |
75b |
75c |
|
|
Св. 219,1 до 508,0 включ. |
85b |
85c |
|
|
Св. 508,0 |
90b |
90c |
|
|
а Для наружного диаметра D £ 88,9 мм не является обязательным испытательное давление, превышающее 17,0 МПа; для наружного диаметра D > 88,9 мм - испытательное давление, превышающее 19,0 МПа. b He является обязательным испытательное давление, превышающее 20,5 МПа. с Для наружного диаметра D £ 406,4 мм не является обязательным испытательное давление, превышающее 50,0 МПа; для наружного диаметра D > 406,4 мм - испытательное давление, превышающее 25,0 МПа. |
|||
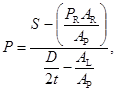 (8)
(8)
где S - тангенциальное напряжение, МПа, равное указанному проценту от установленного минимального предела текучести трубы (таблица 26);
PR - внутреннее давление на торцовое уплотнение, МПа;
AR - площадь поперечного сечения торцового уплотнения, мм2;
Aр - площадь поперечного сечения стенки трубы, мм2;
D - наружный диаметр, мм;
t - толщина стенки, мм;
AL - площадь внутреннего поперечного сечения трубы, мм2.
10.2.6.7. Если согласовано, требуемое испытательное давление (10.2.6.5 или 10.2.6.6, что применимо) может быть рассчитано вместо толщины стенки по минимально допустимой толщине стенки tmin, при условии применения тангенциального напряжения, не превышающего 95 % установленного минимального предела текучести трубы.
10.2.7.1. За исключением предусмотренного в 10.2.7.2, каждая труба должна быть подвергнута визуальному контролю для выявления дефектов поверхности при освещенности не менее 300 люкс. Такая освещенность должна быть обеспечена по всей наружной поверхности и, насколько возможно, по внутренней поверхности.
Примечание - Обычно визуальному контролю подвергают всю внутреннюю поверхность труб SAW и COW большого диаметра.
10.2.7.3. Визуальный контроль должен проводить персонал:
a) способный (после специального обучения) выявлять и оценивать несовершенства поверхности;
b) обладающий остротой зрения, соответствующей применимым требованиям ИСО 11484 или ASNT SNT-TC-1A, или эквивалентных документов.
10.2.7.4. Поверхность сварных труб холодного формообразования должна быть подвергнута контролю для выявления геометрических отклонений контура трубы. Если такой контроль не подтверждает того, что причиной геометрических отклонений поверхности являются механические повреждения, но показывает, что такие отклонения поверхности могут быть обусловлены участками повышенной твердости, должны быть измерены размеры таких участков и, при необходимости, их твердость. Метод контроля твердости выбирает изготовитель. Если размеры участка и его твердость превышают критерии приемки, указанные в 9.10.6, участок повышенной твердости должен быть удален в соответствии с процедурой, установленной в 9.10.7 и приложении С.
10.2.8. Контроль размеров
Примечание - Кольцевые калибры, применяемые для измерения диаметра трубы, обычно изготовляют по заданным размерам для трубы каждого размера из материала, не обладающего усадкой, например стали, алюминия или другого подтвержденного материала, они должны иметь жесткую конструкцию, но при этом быть достаточно легкими для применения одним контролером. В конструкции кольцевого калибра обычно должны быть предусмотрены ручки для того, чтобы контролер мог аккуратно и безопасно перемещать калибр вдоль трубы. Диаметр внутренних кольцевых калибров должен быть на 3,2 мм менее номинального внутреннего диаметра трубы. Диаметр отверстия наружных кольцевых калибров не должен превышать суммы наружного диаметра трубы и допустимого предельного отклонения диаметра. На кольцевых калибрах для контроля сварных труб, изготовленных способом дуговой сварки под флюсом, может быть выполнен паз или надрез для прохождения калибра поверх усиления сварного шва. Кольцевой калибр должен проходить снаружи трубы или заходить внутрь трубы не менее чем на 100 мм с каждого торца.
10.2.8.2. Овальность труб должна определяться не реже одного раза каждые 4 ч каждой рабочей смены. За исключением предусмотренного в 10.2.8.3, овальность должна быть определена как разность между наибольшим и наименьшим наружными диаметрами, измеренными в одной плоскости поперечного сечения.
10.2.8.3. Если согласовано, должны быть проведены измерения внутреннего диаметра экспандированных труб диаметром D ³ 219,1 мм и неэкспандированных труб для подтверждения соответствия предельным отклонениям диаметра. Овальность может быть определена как разность между наибольшим и наименьшим внутренними диаметрами, измеренными в одной плоскости поперечного сечения.
10.2.8.4. Для труб SAW и COW максимальное отклонение вогнутых и выпуклых участков сварного шва от обычного контура на торце трубы должно быть измерено шаблоном, ориентированным перпендикулярно к оси трубы длиной 0,25D или 200 мм, что менее.
10.2.8.5. Каждая труба должна быть подвергнута измерениям для определения соответствия толщины стенки установленным требованиям. Толщина стенки на любом участке должна быть в пределах, установленных в таблице 11, за исключением зоны сварного соединения, которая не ограничена плюсовым предельным отклонением. Измерения толщины стенки должны быть проведены специальным механическим средством измерений или откалиброванным устройством для неразрушающего контроля соответствующей точности. В случае разногласий предпочтение должно быть отдано измерениям, проводимым специальным механическим средством измерений. Должно быть применимо специальное механическое средство измерений с контактными наконечниками круглого поперечного сечения диаметром 6,35 мм. Торец наконечника, контактирующего с внутренней поверхностью трубы, должен быть скруглен радиусом не более 38,1 мм - для труб наружным диаметром 168,3 мм и выше, радиусом не более d/4, но не менее 3,2 мм, - для труб наружным диаметром менее 168,3 мм. Торец наконечника, контактирующего с наружной поверхностью трубы, должен быть плоским или закругленным, с радиусом скругления не менее 38,1 мм.
10.2.8.6. Для подтверждения соответствия требованиям к размерам и форме труб, установленным в 9.11 - 9.13, должны применяться соответствующие методы контроля. Если конкретные методы контроля не указаны в заказе на поставку, применяемые методы контроля должны быть выбраны изготовителем.
10.2.9. Взвешивание
Каждая труба диаметром D ³ 141,3 мм должна быть взвешена отдельно. Трубы диаметром D < 141,3 мм должны быть взвешены отдельно или соответствующими партиями, определенными изготовителем.
10.2.10. Неразрушающий контроль
Неразрушающий контроль должен быть проведен в соответствии с приложением Е.
10.2.11. Отбраковка и переработка
Отбраковка и переработка должны быть проведены в соответствии с ИСО 404.
10.2.12. Повторные испытания
10.2.12.1. За исключением предусмотренного в 10.2.12.2, повторные испытания должны быть проведены в соответствии с ИСО 404.
11. Маркировка
11.1. Общие положения
11.1.1. Изготовитель должен нанести маркировку на трубы и муфты для труб, изготовленные в соответствии с настоящим стандартом.
11.1.2. Маркировка муфт должна быть выполнена клеймением или, если согласовано, краской.
11.2. Маркировка труб
11.2.1. Маркировка труб должна включать следующую информацию, если применима:
a) наименование или товарный знак изготовителя труб (X);
b) обозначение настоящего стандарта;
c) наружный диаметр;
d) толщину стенки;
e) группу прочности (таблица 1, таблица Н.1 или таблица J.1, какая применима);
f) уровень требований к продукции (PSL-1 или PSL-2);
g) тип трубы (таблица 2);
h) отметку представителя инспекции заказчика (Y), если применимо;
i) идентификационный номер (Z), который позволяет соотнести изделие или единицу поставки (например связку труб) с соответствующим документом о приемочном контроле.
Пример - X ГОСТ Р ИСО 3183 508 12,7 L360M PSL-2 SAWL YZ
11.2.2. За исключением допустимого в 11.2.3 и 11.2.4, требуемая маркировка должна быть стойкой и четкой:
a) маркировка труб диаметром D £ 48,3 мм должна быть нанесена хотя бы на одном из следующих мест:
1) на ярлыке, закрепленном на связке труб;
2) на ленте или хомуте, применяемых для обвязки труб;
3) на одном из концов каждой трубы;
4) непрерывно по всей длине трубы;
b) маркировка бесшовных труб диаметром D > 48,3 мм и сварных труб диаметром 48,3 мм < D < 406,4 мм, если в заказе на поставку не указано конкретное расположение, должна быть нанесена:
1) на наружной поверхности трубы, в последовательности, указанной в 11.2.1, и начинаться на расстоянии от 415 до 750 мм от одного из торцов трубы;
2) на внутренней поверхности трубы и начинаться на расстоянии не менее 150 мм от одного из торцов трубы;
c) маркировка сварных труб диаметром D ³ 406,4 мм, если в заказе на поставку не указано конкретное расположение, должна быть нанесена:
1) на наружной поверхности трубы в последовательности, указанной в 11.2.1, и начинаться на расстоянии от 450 до 750 мм от одного из торцов трубы;
2) на внутренней поверхности трубы и начинаться на расстоянии не менее 150 мм от одного из торцов трубы.
а) такая маркировка должна быть расположена на фаске торца трубы или на расстоянии 150 мм от одного из торцов трубы;
b) такая маркировка должна быть расположена на расстоянии не менее 25 мм от любого сварного шва;
c) холодное клеймение (при температуре менее 100 °С) рулонного или листового проката или труб, не подвергаемых последующей термообработке, должно быть выполнено только скругленными или притуплёнными клеймами.
11.2.5. При нанесении временного защитного покрытия (12.1.2) маркировка должна быть выполнена после нанесения такого покрытия.
11.2.6. Дополнительно к маркировке, указанной в 11.2.1, должна быть нанесена маркировка длины трубы в метрах с двумя десятичными знаками после запятой или, если согласовано, в другом формате:
a) на трубах диаметром D £ 48,3 мм длина отдельной трубы (измеренной на готовой трубе) должна быть указана на подходящем участке на наружной поверхности трубы, общая длина труб в связке - на ярлыке, ленте или хомуте, связывающих трубы;
b) на трубах диаметром D > 48,3 мм длина отдельной трубы (измеренной на готовой трубе) должна быть указана на следующих участках:
1) на подходящем участке на наружной поверхности трубы или
2) если согласовано, на подходящем участке на внутренней поверхности трубы;
с) при поставке труб с муфтами, должна быть указана длина, измеренная от наружного торца трубы до наружного торца муфты.
11.2.7. Если согласовано, изготовителем на внутренней поверхности каждой трубы должна быть краской нанесена отметка диаметром приблизительно 50 мм. Для труб групп прочности, приведенных в таблице 27, цвет краски должен соответствовать указанному в настоящей таблице, для остальных групп прочности цвета краски должны быть указаны в заказе на поставку.
11.3. Маркировка муфт
Маркировка муфт для труб диаметром D ³ 60,3 мм должна содержать наименование или товарный знак изготовителя и обозначение настоящего стандарта.
Таблица 27 - Цвет краски
|
Цвет краски |
|
|
L320 или Х46 |
Черный |
|
L360 или Х52 |
Зеленый |
|
L390 или Х56 |
Синий |
|
L415 или Х60 |
Красный |
|
L450 или Х65 |
Белый |
|
L485 или Х70 |
Пурпурно-фиолетовый |
|
L555 или Х80 |
Желтый |
12. Покрытия и резьбовые предохранители
12.1. Наружные и внутренние покрытия
12.1.1. За исключением предусмотренного в 12.1.2 - 12.1.4, трубы должны поставляться без покрытия.
12.1.3. Если согласовано, трубы должны поставляться со специальным покрытием.
12.1.4. Если согласовано, трубы должны поставляться с внутренним покрытием.
12.2. Резьбовые предохранители
12.2.1. Для защиты резьбы нарезных труб диаметром D < 60,3 мм должны быть применены соответствующее обертывание тканью или резьбовые предохранители из соответствующего металла, ткани или пластмассы.
12.2.2. Конструкция, материал и механическая прочность резьбовых предохранителей для нарезных труб диаметром D ³ 60,3 мм должны быть такими, чтобы обеспечивать защиту резьбы и концов труб от повреждения при обычных погрузочно-разгрузочных операциях и транспортировании.
12.2.3. Резьбовые предохранители должны закрывать всю длину резьбы трубы и предотвращать попадание на резьбу воды и грязи во время транспортирования и в течение обычного срока хранения, равного приблизительно одному году.
12.2.4. Профиль резьбы резьбовых предохранителей не должен приводить к повреждению резьбы трубы.
12.2.5. Материал предохранителей не должен содержать веществ, которые могут вызвать коррозию или слипание резьбовых поверхностей, и должен быть рассчитан на эксплуатацию при температурах от минус 45 °С до плюс 65 °С.
13. Сохранение записей
Если применимо, изготовитель должен сохранять и предоставлять потребителю по его требованию в течение трех лет со дня приобретения продукции у изготовителя записи по следующим видам контроля и испытаний:
a) анализу плавки и изделия;
b) испытанию на растяжение;
c) испытанию на направленный загиб;
d) испытанию на ударный изгиб образцов с V-образным надрезом (CVN);
e) испытанию падающим грузом (DWT);
f) гидростатическим испытаниям (диаграммы или записи, хранимые в электронном виде);
g) рентгенографическому контролю труб (рентгенограммы);
h) неразрушающему контролю другими методами, если применимо;
i) неразрушающему контролю (по аттестации персонала);
j) рентгенографическому контролю сварных швов стыкованных труб (рентгенограммы);
k) испытаниям технологии ремонтной сварки;
l) любым другим испытаниям, указанным в приложениях или заказе на поставку, включая технологическую инструкцию по сварке (WPS) и документ об аттестации технологии сварки (WPQT/PQR) (приложение А).
14. Погрузка труб
Если за погрузку труб отвечает изготовитель, он должен подготовить и следовать схемам погрузки труб, на которых должно быть показано, как трубы должны быть уложены, защищены и закреплены на грузовиках, вагонах, баржах или морских судах, в зависимости от того, какое транспортное средство будет применимо. Погрузка не должна приводить к повреждению торцов труб, истиранию, наклепу и усталостному растрескиванию. Погрузка должна быть осуществлена в соответствии с применяемыми правилами, положениями, стандартами или рекомендованными инструкциями.
Примечание - Дополнительная информация - в стандартах [8] и [9].
Приложение
А
(обязательное)
Требования к стыкованным трубам
А.1. Способ сварки
А.1.1. Допускается сварка стыкованных труб с применением присадочного металла любым способом, считающимся надежным, если потребителем не указан определенный способ сварки.
А.1.3. По требованию потребителя ему должны быть предоставлены копии технологической инструкции по сварке (WPS) и документ об аттестации технологии сварки (WPQT/PQR).
А.2. Исполнение
А.2.1. Концы труб, предназначенных для стыковой сварки, должны быть подготовлены в соответствии с требованиями технологической инструкции по сварке (WPS).
А.2.2. После сварки стыкованная труба должна быть прямой в пределах отклонений по 9.11.3.4 настоящего стандарта.
А.2.3. Каждый шов должен иметь постоянное поперечное сечение по всей окружности трубы. Ни в одной из точек поверхность шва после сварки не должна быть расположена ниже наружной поверхности исходного металла или выступать над ней более, чем указано в таблице 16, - при сварке под флюсом, и более чем на 1,6 мм - при сварке другим способом.
А.2.5. Расстояние по окружности между пересечением спирального и стыкового швов концов рулонного или листового проката со стыковым швом должно составлять не менее 50 мм.
А.3. Маркировка
Каждая стыкованная труба должна иметь маркировку, идентифицирующую сварщика или оператора.
А.4. Неразрушающий контроль
Стыковые сварные швы по всей длине должны быть подвергнуты неразрушающему контролю в соответствии с приложением Е или приложением К (по применимости) радиографическим и/или ультразвуковым методами или их сочетанием.
Приложение
В
(обязательное)
Аттестация технологии производства труб PSL-2
B.1. Общие положения
B.1.1. В настоящем приложении установлены дополнительные требования, относящиеся к аттестации технологии производства труб уровня PSL-2 [7.2, перечисление с), 41)], или, если применимы, приложения Н и/или J.
B.1.2. В особых случаях, т.е. при первой поставке или при поставке труб новой группы прочности, потребитель при заказе крупной партии труб может потребовать предоставление сведений, подтверждающих, что требования настоящего стандарта могут быть выполнены при применении предлагаемого технологического маршрута.
B.1.3. Соответствие технологии производства труб должно быть подтверждено предоставлением приемочных данных предыдущего производства или аттестацией в соответствии с В.3 и/или В.4.
B.2. Дополнительная информация, предоставляемая потребителем
В заказе на поставку должно быть указано, какое из следующих положений должно быть применимо к конкретной позиции заказа:
a) аттестация в соответствии с В.3 или В.4 (В.1.3);
b) периодичность и объем испытаний (В.4.2);
c) испытание на прокаливаемость (валик на листе или валик на трубе) (В.4.5);
d) параметры процесса сварки и критерии приемки для испытания на прокаливаемость (В.4.5).
B.3. Характеристики технологии производства
До начала производства или по результатам выпуска первой производственной серии изготовитель должен сообщить потребителю сведения об основных характеристиках технологии производства труб, включая, по меньшей мере, следующие сведения:
a) по всем трубам:
1) наименование изготовителя стали;
2) способы выплавки и разливки стали;
3) заданный химический состав;
4) процедуру гидростатического испытания;
5) процедуры неразрушающего контроля;
b) по сварным трубам:
1) способ производства рулонного или листового проката, включая вид термообработки (N или Q), при применении;
2) процедуры неразрушающего контроля рулонного или листового проката;
3) технологию формообразования труб, включая подготовку кромок, контроль смещения и формы;
4) режим термообработки труб, включая термообработку сварного шва в процессе сварки, при применении;
5) требования к сварке, включая технологию ремонтной сварки, вместе с документом о предыдущей аттестации технологии сварки (WPQT/PQR). Информация должна включать следующее:
i) для труб EW и LW:
1) результаты механических испытаний труб с термообработанным сварным швом, изготовленных из термомеханической прокатанной полосы, включая результаты контроля твердости зоны термического влияния;
2) результаты металлографического исследования;
ii) для труб SAW и COW:
1) результаты механических испытаний, включая результаты контроля твердости зоны термического влияния;
2) результаты анализа наплавленного металла;
c) для бесшовных труб (SMLS):
1) способ деформации труб;
2) режим термообработки труб.
B.4. Аттестационные испытания технологии производства
B.4.1. При аттестации технологии производства сначала должны быть проведены обязательные испытания, указанные в таблицах 18, таблице Н.3 или таблице J.7 (по применимости).
B.4.2. Периодичность и объем испытаний должны быть указаны в заказе на поставку.
B.4.3. Потребитель может потребовать предоставления данных о других свойствах, например о свариваемости изделия.
Примечание - Запрос потребителя о предоставлении данных о свариваемости конкретных сталей может потребовать проведения специальных испытаний на свариваемость. В таких случаях потребитель должен предоставить изготовителю сведения о процессе и параметрах сварки, для которой необходимы данные о свариваемости. Необходимо проведение испытаний на свариваемость сталей для новых групп прочности, таких как Х100 или L690 и Х120 или L830, если нет возможности получить данные из других источников.
B.4.4. Изготовитель может представить потребителю для подтверждения аттестационные данные предыдущего производства.
B.4.5. Если согласовано, должны быть проведены испытания на прокаливаемость (валик на листе или валик на трубе). Параметры режима сварки и критерии приемки должны быть указаны в заказе на поставку.
Приложение
С
(обязательное)
Обработка поверхностных несовершенств и дефектов
С.1. Обработка поверхностных несовершенств
Поверхностные несовершенства, не классифицированные как дефекты, могут быть оставлены на трубе без ремонта или удалены косметической абразивной зачисткой.
С.2. Обработка исправимых поверхностных дефектов
С.2.1. Исправимые поверхностные дефекты должны быть удалены абразивной зачисткой.
С.2.2. Зачистка должна быть выполнена таким образом, чтобы зачищенная поверхность плавно переходила в контур трубы.
С.2.3. Полнота удаления дефектов должна быть проверена местным визуальным контролем с применением, при необходимости, неразрушающего контроля. Толщина стенки в месте зачистки должна соответствовать требованиям 9.11.3.2, однако к месту зачистки не применимы требования по минусовому предельному отклонению диаметра и овальности (9.11.3.1).
С.3. Обработка неисправимых поверхностных дефектов
В отношении труб с неисправимыми поверхностными дефектами должны быть проведены следующие действия:
a) дефекты сварных швов на трубах SAW и COW должны быть отремонтированы сваркой в соответствии с С.4;
b) участки труб с поверхностными дефектами должны быть отрезаны с учетом ограничений по длине труб;
c) труба должна быть забракована полностью.
С.4. Обработка дефектов ремонтной сваркой
С.4.1. Ремонт тела трубы сваркой допускается только для труб PSL-1. Для труб PSL-2 ремонт тела трубы сваркой не допускается.
С.4.2. Ремонт сваркой должен быть ограничен ремонтом сварных швов на трубах SAW и COW. Если не согласовано иное, ремонт сварных швов холодноэкспандированных труб должен быть проведен до холодного экспандирования.
С.4.3. Общая длина участка ремонта на каждом сварном шве должна быть не более 5 % общей длины сварного шва.
С.4.4. Дефекты сварного шва, расстояние между которыми составляет менее 100 мм, должны быть отремонтированы как один непрерывный дефект. Каждый отдельный ремонт должен быть выполнен не менее чем за два прохода на длине не менее 50 мм.
С.4.5. Ремонт сварных швов должен быть проведен при применении технологии сварки, аттестованной в соответствии с приложением D.
С.4.6. После ремонта сварного шва вся площадь ремонта должна быть подвергнута радиографическому или ультразвуковому контролю в соответствии с приложением Е или приложением К, что применимо.
Приложение
D
(обязательное)
D.1. Общие положения
D.1.1. Ремонтная сварка должна быть выполнена:
a) при горизонтальном положении оси трубы;
b) в соответствии с аттестованной технологией сварки;
c) сварщиком-ремонтником или оператором сварочной установки, аттестованным в соответствии с D.3.
D.1.2. Ремонтные швы должны быть выполнены одним из следующих способов:
a) автоматической сваркой под флюсом;
b) автоматической или полуавтоматической дуговой сваркой металлическим электродом в среде защитного газа;
c) ручной сваркой покрытым электродом с низкой массовой долей водорода.
D.1.3. Все сварочные материалы требуют правильного обращения и хранения в соответствии с рекомендациями изготовителя для того, чтобы предотвратить попадание в них влаги и других загрязнений.
D.1.4. Пробные швы должны быть выполнены на рулонном или листовом прокате или на трубе.
D.1.5. Изготовитель должен сохранять записи о процессе сварки и результаты аттестационных испытаний технологии сварки. По требованию потребителю должны быть предоставлены копии технологической инструкции по сварке (WPS) и документа об аттестации технологии сварки (WPQT/PQR).
D.2. Аттестация технологии ремонтной сварки
D.2.1. Общие положения
D.2.1.1. Технология сварки должна быть аттестована при выполнении и испытаниях сварных швов в соответствии с настоящим приложением, за исключением предусмотренного в D.2.1.2.
D.2.1.2. Аттестационные испытания технологии сварки должны быть проведены в соответствии с правилами, приведенными например в [10], [11] или [12].
D.2.1.3. В контексте настоящего приложения термин «автоматическая сварка» включает автоматную сварку, механизированную сварку и автоматическую сварку.
D.2.2. Существенные переменные
Если какая-либо из следующих существенных переменных будет изменена вне установленных ограничений, то существующая технология сварки должна быть неприменимой и аттестована новая технология:
a) процесс сварки:
1) изменение вида сварки, например замена сварки под флюсом на сварку металлическим электродом в среде защитного газа;
2) изменение способа сварки, например замена ручной сварки полуавтоматической;
b) металл труб:
1) изменение категории группы прочности; если в пределах одной категории применяют разные системы легирования, то каждая легирующая композиция должна быть аттестована отдельно, существуют следующие категории групп прочности:
i) группа прочности L290 или Х42 и ниже;
ii) группы прочности выше L290 или Х42, но ниже L450 или Х65;
iii) группа прочности L450 или Х65 и выше;
2) увеличение толщины стенки, по сравнению с аттестованной, в пределах каждой категории групп прочности;
3) увеличение в пределах категории групп прочности и интервалов толщин стенок труб углеродного эквивалента (CEIIW - при массовой доле углерода более 0,12 % и CEPcm - при массовой доле углерода не более 0,12 %), определенного по анализу ремонтируемого металла, более чем на 0,03 % выше значения углеродного эквивалента аттестованного металла;
4) изменение состояния поставки (таблица 3);
c) сварочные материалы:
1) изменение классификации присадочного материала;
2) если требуется испытание на ударный изгиб, то изменение марки расходуемых материалов;
3) изменение диаметра электрода;
4) изменение состава защитного газа X более чем на ± 5 %;
5) изменение расхода защитного газа q более чем на ± 10 %;
6) изменение марки флюса при сварке под флюсом;
d) параметры сварки:
1) изменение вида тока, например переход с переменного на постоянный;
2) изменение полярности тока;
3) при автоматической и полуавтоматической сварках изменение интервалов тока, напряжения, скорости перемещения и теплоподвода для охватываемых интервалов толщин стенок. Для аттестации всего интервала в его пределах должны быть испытаны соответствующим образом выбранные точки. Новая аттестация потребуется в том случае, если отклонение от аттестованного интервала превысит, по крайней мере, одно из следующих значений:
i) по силе тока - 10 %;
ii) по напряжению - 7 %;
iii) по скорости перемещения при автоматической сварке - 10 %;
iv) по теплоподводу - 10 %;
e) валик шва: при ручной и полуавтоматической сварке - изменение ширины шва более чем на 50 %;
f) нагрев и термообработка после сварки:
1) проведение ремонтной сварки при температуре трубы ниже температуры аттестационных испытаний;
2) добавление или исключение термообработки после сварки.
D.2.3. Механические испытания
D.2.3.1. Количество образцов
Для каждого аттестационного испытания технологии сварки должны быть изготовлены и испытаны два образца (D.2.3.2 и D.2.3.3). Для испытания на ударный изгиб должны быть изготовлены и испытаны три образца.
D.2.3.2. Испытание на растяжение в поперечном направлении
D.2.3.2.1. Поперечные образцы для испытания на растяжение должны иметь ширину приблизительно 38 мм с расположением сварного шва посередине образца (рисунок 5 b). Усиление сварного шва должно быть удалено с обеих поверхностей образца.
D.2.3.2.2. Предел прочности на растяжение должен быть равен минимальному установленному пределу для соответствующей группы прочности трубы.
D.2.3.3. Испытание на направленный загиб в поперечном направлении
D.2.3.3.1. Поперечный образец со сварным швом, расположенным по оси надреза, предназначенный для испытания на направленный загиб, показан на рисунке D.1.
D.2.3.3.2. Образец должен быть загнут до угла 180° в приспособлении (рисунок 9 и таблица D.1) с растяжением наружной поверхности сварного шва.
D.2.3.3.3. За исключением допустимого в D.2.3.3.4, испытание должно считаться удовлетворительным при отсутствии после загиба в наплавленном или основном металле трещин и других дефектов, превышающих 3,2 мм в любом направлении.
D.2.3.3.4. Трещины на кромках образца, образующиеся в процессе испытания, не должны быть причиной для отбраковки, если их длина не превышает 6,4 мм.
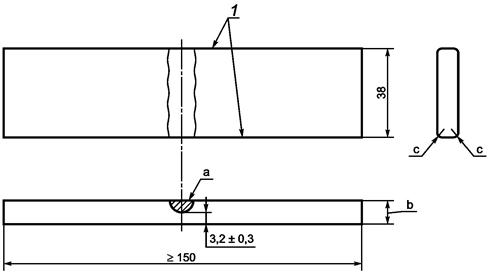
____________
а Удалено усиление шва.
b D.2.2, перечисление b), 2).
c Радиус скругления кромок r должен быть не более 1,6 мм.
1 - длинные кромки, механически обработанные и/или отрезанные кислородной резкой
Рисунок D.1 - Образец для испытания на направленный загиб
Таблица D.1 - Размеры приспособления для испытания на направленный загиб
|
Размерa, мм |
||||
|
rab |
rbb |
Agbb |
Bb |
|
|
До L290 включ. или Х42 |
3,0t |
4,0t + 1,6 |
6,0t |
8,0t + 3,2 |
|
L320 или Х46 |
3,5t |
4,5t + 1,6 |
7,0t |
9,0t + 3,2 |
|
L360 или Х52 |
4,0t |
5,0t + 1,6 |
8,0t |
10,0t + 3,2 |
|
L390 или Х56 |
4,0t |
5,0t + 1,6 |
8,0t |
10,0t + 3,2 |
|
L415 или X60 |
4,5t |
5,5t + 1,6 |
9,0t |
11,0t + 3,2 |
|
L450 или Х65 |
4,5t |
5,5t + 1,6 |
9,0t |
11,0t + 3,2 |
|
L485 или Х70 |
5,0t |
6,0t +1,6 |
10,0t |
12,0t + 3,2 |
|
L555 или Х80 |
5,0t |
6,0t + 1,6 |
10,0t |
12,0t + 3,2 |
|
L620 или Х90 |
5,5t |
6,5t + 1,6 |
11,0t |
13,0t + 3,2 |
|
L690 или Х100 |
6,0t |
7,0t + 1,6 |
12,0t |
14,0t + 3,2 |
|
L830 или Х120 |
7,0t |
8,0t + 1,6 |
14,0t |
16,0t + 3,2 |
|
a Для промежуточных групп прочности принимают размеры для ближайшей более низкой группы прочности или определяют интерполяцией. b ra, rb, Agb, В показаны на рисунке 9. |
||||
D.2.3.4. Испытание на ударный изгиб образцов с V-образным надрезом (CVN)
D.2.3.4.1. Образцы для испытания на ударный изгиб должны быть отобраны от участка ремонтной сварки для аттестационных испытаний технологии ремонтной сварки (D.2.1.1).
D.2.3.4.2. Образцы для испытания на ударный изгиб должны быть подготовлены в соответствии с 10.2.3.3.
D.2.3.4.3. Испытание на ударный изгиб должно быть проведено в соответствии с 9.8 и 10.2.4.3.
D.2.3.4.4. Минимальная средняя работа удара (для комплекта из трех образцов) для каждого ремонтного шва и его зоны термического влияния при применении образцов полного размера и температуре испытания 0 °С или при более низкой температуре, если согласовано, должна быть не менее установленной в 9.8.3 для металла сварного шва трубы и зоны термического влияния.
Если размеры трубы не позволяют подготовить и испытать образцы полного размера для аттестационных испытаний технологии ремонтной сварки и испытывают образцы меньшего размера, то должны быть применимы требования 10.2.3.3 и таблицы 22.
D.2.4. Неразрушающий контроль при аттестационных испытаниях технологии ремонтной сварки
Образец для аттестационных испытаний технологии ремонтной сварки подвергают неразрушающему контролю в соответствии с Е.3, применяя радиографический метод контроля в соответствии с Е.4 или ультразвуковой метод контроля в соответствии с Е.5, или комбинацию обоих методов. Участок ремонтной сварки должен соответствовать тем же критериям приемки, которые установлены в Е.4.5 и/или Е.5.5 (по принадлежности).
D.3. Аттестация сварщиков
D.3.1. Аттестация
D.3.1.1. Общие положения
Каждый сварщик-ремонтник или оператор-ремонтник должен быть аттестован в соответствии с требованиями соответствующего стандарта, например [13], [12], [10] или [14]. Сварщик-ремонтник или оператор-ремонтник, аттестованные по одной категории [D.2.2, перечисление b)], считаются аттестованными по всем более низким категориям при условии применения такого же процесса сварки.
D.3.1.2. Приемка
При аттестации сварщик-ремонтник или оператор-ремонтник должны выполнять сварные швы, соответствие которых должно быть подтверждено следующим:
a) радиографическим пленочным контролем в соответствии с приложением Е;
b) двумя испытаниями на направленный загиб в поперечном направлении (D.2.3.3).
D.3.1.3. Отказ в приемке
Если результат хотя бы одного из видов контроля по D.3.1.2 не будет соответствовать установленным требованиям, то сварщику или оператору разрешается выполнить еще один дополнительный аттестационный шов. Если и этот шов окажется не соответствующим хотя бы по одному из видов контроля, предусмотренных D.3.1.2, то сварщика или оператора лишают аттестации. Дополнительные испытания не допускаются до тех пор, пока сварщик не пройдет дополнительное обучение.
D.3.2. Переаттестация
Переаттестация в соответствии с D.3.1 должна быть проведена в следующих случаях:
a) прошел один год с момента предыдущей проведенной аттестации;
b) сварщик или оператор не выполнял сварочные работы с применением аттестованных технологий сварки в течение трех месяцев или более;
c) есть основания сомневаться в квалификации сварщика или оператора.
Приложение
Е
(обязательное)
Неразрушающий
контроль труб, не предназначенных
для эксплуатации в кислых средах и морских условиях
Е.1. Аттестация персонала
Е.1.1. Аттестация персонала, осуществляющего неразрушающий контроль (кроме визуального контроля), должна проводиться в соответствии с ИСО 11484, ASNT SNT-TC-1A или эквивалентными документами. Должна проводиться переаттестация персонала, аттестованного ранее по любому методу, если он не участвовал в проведении неразрушающего контроля этим методом в течение более 12 месяцев.
Е.1.2. Неразрушающий контроль должен проводить персонал уровней 1, 2 или 3.
Примечание - Уровни 1, 2 и 3 по ИСО 11484 соответствуют уровням I, II и III по ASNT SNT-TC-1A.
Е.2. Стандарты на методы контроля
За исключением специально измененного в настоящем положении, неразрушающий контроль, кроме визуального контроля поверхности (10.2.7) и проверки толщины стенки, должен проводиться в соответствии со следующими стандартами или другими соответствующими нормативными документами:
a) электромагнитный контроль (рассеянием магнитного потока) - ИСО 9402, ИСО 9598 или АСТМ Е 570;
b) электромагнитный контроль (вихретоковый) - ИСО 9304 или АСТМ Е 309;
c) ультразвуковой контроль - ИСО 9303, ИСО 9305, ИСО 10124, ИСО 11496, ИСО 12094, ИСО 13663 или АСТМ Е 213, АСТМ А 435 или АСТМ А 578;
d) ультразвуковой контроль (сварного шва) - ИСО 9764, ИСО 9765 или АСТМ Е 273;
e) магнитопорошковый контроль - ИСО 13664, ИСО 13665 или АСТМ Е 709;
f) рентгенографический контроль - ИСО 12096 или АСТМ Е 94;
g) капиллярный контроль - ИСО 12095 или АСТМ Е 165.
Е.3.1. Общие положения
Е.3.1.1. Швы сварных труб диаметром D ³ 60,3 мм групп прочности L210 или А и выше должны быть подвергнуты неразрушающему контролю по всей длине (100 %) и толщине стенки в соответствии с таблицей Е.1. Стыковые сварные швы концов рулонного или листового проката на готовых спирально-шовных трубах также должны быть подвергнуты неразрушающему контролю по всей длине и толщине стенки в соответствии с таблицей Е.1.
Таблица Е.1 - Неразрушающий контроль сварного шва труб
|
Метод неразрушающего контроляa |
|||
|
электромагнитный |
ультразвуковой |
рентгенографический |
|
|
EW |
Один из методов или их сочетание |
Не применим |
|
|
LW |
Не применим |
Требуется |
Не применим |
|
SAW |
Не применим |
Требуетсяb |
Если согласовано |
|
COW |
Не применим |
Требуется |
Не применим |
|
Стыковой шов концов рулонного или листового проката |
Не применим |
Требуетсяb |
Если согласовано |
|
a Сварной шов на концах труб требует дополнительного контроля (Е.3.2). b Требуется, если изготовителем и потребителем не согласована замена на рентгенографический контроль. |
|||
Е.3.1.2. Все бесшовные (SMLS) трубы PSL-2 и бесшовные трубы PSL-1 группы прочности L245 или В после закалки и отпуска должны быть подвергнуты неразрушающему контролю по всей длине (100 %) в соответствии с таблицей Е.2. Если согласовано, другие бесшовные (SMLS) трубы PSL-1 должны быть подвергнуты неразрушающему контролю в соответствии с таблицей Е.2.
Таблица Е.2 - Неразрушающий контроль тела бесшовных труб
|
Метод неразрушающего контроля |
|||
|
электромагнитный |
ультразвуковой |
магнитопорошковый (круговым полем) |
|
|
Трубы PSL-2 любой группы прочности |
Требуется один из методов или их сочетание |
||
|
Трубы PSL-1 групп прочности L245 или В, после закалки и отпуска |
Требуется один из методов или их сочетание |
||
|
Трубы PSL-1 всех групп прочности, кроме указанных выше |
Если согласовано, требуется один из методов или их сочетание |
||
Е.3.1.3. Оборудование для неразрушающего контроля на предприятии изготовителя должно быть размещено по выбору изготовителя, за исключением того, что:
a) неразрушающий контроль сварных швов холодноэкспандированных труб должен быть проведен после операции холодного экспандирования; неразрушающий контроль бесшовных труб должен проводиться после всех операций термообработки и холодного экспандирования, при применении, но может проводиться до обрезки концов, выполнения фаски и калибровки концов;
b) по согласованию, сварные швы на трубах EW и HFW должны быть подвергнуты неразрушающему контролю после гидростатических испытаний.
Е.3.2. Контроль концов сварных труб
Е.3.2.1. Если в соответствии с требованиями Е.3.1.1 применима автоматическая система ультразвукового или электромагнитного контроля, то сварные швы на концах труб, не охватываемые автоматической системой, для выявления дефектов должны быть подвергнуты ручному или полуавтоматическому ультразвуковому контролю наклонным лучом или рентгенографическому контролю соответственно, или концы труб должны быть отрезаны.
Е.3.2.2. Сварной шов каждого из концов труб SAW и COW должен быть подвергнут рентгенографическому контролю на расстоянии не менее 200 мм от торца трубы. Результаты контроля должны быть зарегистрированы на пленке или ином носителе изображений.
Е.3.3. Контроль концов бесшовных (SMLS) труб
Е.3.3.1. Если в соответствии с требованиями Е.3.1.2 применима автоматическая система ультразвукового или электромагнитного контроля (объединяющая оборудование, процедуры и персонал), то концы труб, не охватываемые автоматической системой, для выявления дефектов должны быть подвергнуты ручному или полуавтоматическому ультразвуковому контролю наклонным лучом или магнитопорошковому контролю, или концы труб должны быть отрезаны.
Е.3.3.2. Если согласовано, концевые участки шириной 25 мм каждой трубы толщиной стенки t ³ 5,0 мм должны быть подвергнуты ультразвуковому контролю в соответствии с ИСО 11496 или АСТМ А 578 и АСТМ А 435 для проверки отсутствия ориентированных по окружности расслоений размером более 6,4 мм.
Е.4. Рентгенографический контроль сварных швов
Е.4.1. Метод рентгенографического контроля
Рентгенографический контроль сварных швов (при применении) должен быть проведен с качеством изображения класса R1 в соответствии с ИСО 12096 или в соответствии с АСТМ Е 94.
Е.4.2. Оборудование для рентгенографического контроля
Е.4.2.1. Контроль однородности сварных швов рентгенографическим методом должен проводиться при помощи рентгеновского излучения, проходящего через металл шва и создающего изображение на рентгенографической пленке или ином носителе изображения, чувствительном к рентгеновскому излучению и обладающем требуемым уровнем чувствительности.
Е.4.2.2. Применяемые рентгенографические пленки должны соответствовать классам Т2 или Т3 по ИСО 11699-1 или классам I или II по АСТМ Е 1815 и должны применяться со свинцовым экраном.
Е.4.2.3. Плотность рентгенографического снимка должна быть не менее 2,0 и выбрана таким образом, чтобы:
a) плотность снимка по части сварного шва, имеющей наибольшую толщину, составляла не менее 1,5;
b) достигался максимальный контраст для используемого типа пленки.
Е.4.3. Эталоны чувствительности изображения (IQI)
Е.4.3.1. Должны применяться эталоны чувствительности изображения (IQI) проволочного типа.
Е.4.3.2. Применяемые проволочные эталоны (IQI) должны соответствовать типам W 1 FE, W 6 FE или W 10 FE по ИСО 19232-1, существенный диаметр проволоки должен соответствовать толщине сварного шва и диаметру, указанному в таблице Е.3.
Таблица Е.3 - Проволочные эталоны чувствительности изображения (IQI) по ИСО 19232-1 для рентгенографического контроля
|
Толщина сварного шваa, мм |
Существенный диаметр проволоки, мм |
Комплект проволоки типа FE |
Номер проволоки |
|
До 8 включ. |
0,16 |
W10 - W16 |
14 |
|
Св. 8 до 11 включ. |
0,20 |
W10 - W16 |
13 |
|
Св. 11 до 14 включ. |
0,25 |
W10 - W16 или W6 - W12 |
12 |
|
Св. 14 до 18 включ. |
0,32 |
W10 - W16 или W6 - W12 |
11 |
|
Св. 18 до 25 включ. |
0,40 |
W10 - W16 или W6 - W12 |
10 |
|
Св. 25 до 32 включ. |
0,50 |
W6 - W12 |
9 |
|
Св. 32 до 41 включ. |
0,63 |
W6 - W12 |
8 |
|
Св. 41 до 50 включ. |
0,80 |
W6 - W12 |
7 |
|
Св. 50 |
1,00 |
W6 - W12 |
6 |
|
a Толщина сварного шва равна сумме толщины стенки и приблизительной высоте усиления шва. |
|||
Е.4.3.3. Применяемые проволочные эталоны (IQI) должны соответствовать АСТМ Е 747, существенный диаметр проволоки должен соответствовать толщине сварного шва и диаметру, указанному в таблице Е.4.
Таблица Е.4 - Проволочные эталоны чувствительности изображения (IQI) по АСТМ Е 747 для рентгенографического контроля
|
Толщина сварного шваa, мм |
Существенный диаметр проволоки, мм |
Комплект проволоки |
Номер проволоки |
|
До 8 включ. |
0,16 |
А |
4 |
|
Св. 8 до 11 включ. |
0,20 |
А |
5 |
|
Св. 11 до 14 включ. |
0,25 |
А или В |
6 |
|
Св. 14 до 18 включ. |
0,33 |
В |
7 |
|
Св. 18 до 25 включ. |
0,41 |
В |
8 |
|
Св. 25 до 32 включ. |
0,51 |
В |
9 |
|
Св. 32 до 41 включ. |
0,64 |
В |
10 |
|
Св. 41 до 50 включ. |
0,81 |
В или С |
11 |
|
Св. 50 |
1,02 |
С |
12 |
|
a Толщина шва равна сумме толщины стенки и приблизительной высоте усиления сварного шва. |
|||
Е.4.3.4. За исключением допустимого в Е.4.3.5, эталон чувствительности изображения (IQI) должен быть помещен поперек шва на участке, представляющем полную высоту усиления шва, и включать в себя проволоки обоих существенных диаметров: одного - выбранного по толщине сварного шва с полной высотой усиления и второго - выбранного по толщине сварного шва без усиления.
Е.4.3.5. Могут применяться два эталона чувствительности изображения (IQI): один - помещенный поперек шва, второй - помещенный на основной металл.
Е.4.4. Проверка соответствия оборудования
Е.4.4.1. Для проверки чувствительности и соответствия оборудования должен быть проведен контроль в динамическом режиме на рабочей скорости с применением эталона чувствительности изображения (IQI) одной трубы из каждой контролируемой партии, состоящей не более чем из 50 труб, но не реже чем через каждые 4 ч в течение рабочей смены.
Примечания
1. Правильность определения и чувствительность контроля считаются достигнутыми в том случае, если оператор четко видит в контролируемой зоне (сварной шов или основной металл) проволоку с существенным диаметром.
2. В международных стандартах по неразрушающему контролю вместо термина «соответствие», применяемого в настоящем стандарте, используют термины «соответствие эталону» («standardization») или «калибровка» («calibration»).
Е.4.4.2. Для первоначальной настройки оборудования по эталонам чувствительности изображения (IQI) труба может находиться в неподвижном положении.
Е.4.4.3. При применении рентгенографических пленок эталон чувствительности изображения (IQI) должен быть виден на каждом снимке.
Е.4.5. Критерии приемки для несовершенств, выявляемых рентгенографическим контролем
Размер и количество несовершенств типа шлаковых включений и/или газовых пор не должно превышать значений, указанных в таблицах Е.5 и Е.6.
Таблица Е.5 - Удлиненные несовершенства типа шлаковых включений
|
Минимальное расстояние между несовершенствами, мм |
Максимальное число несовершенств на любом участке сварного шва длиной 150 мм |
Максимальная суммарная длина несовершенств на любом участке сварного шва длиной 150 мм |
|
|
1,6´13,0 |
150 |
1 |
13 |
|
1,6´6,4 |
75 |
2 |
13 |
|
1,6´3,2 |
50 |
3 |
13 |
Таблица Е.6 - Округлые несовершенства типа шлаковых включений и газовых пор
|
Размер соседнего несовершенства, мм |
Минимальное расстояние между несовершенствами, мм |
Максимальное число несовершенств на любом участке сварного шва длиной 150 мм |
Максимальная сумма диаметров несовершенств на любом участке сварного шва длиной 150 мм, мм |
|
|
3,2а |
3,2а |
50,0 |
2 |
6,4 |
|
3,2а |
1,6 |
25,0 |
Различное |
6,4 |
|
3,2а |
0,8 |
13,0 |
Различное |
6,4 |
|
3,2а |
0,4 |
9,5 |
Различное |
6,4 |
|
1,6 |
1,6 |
13,0 |
4 |
6,4 |
|
1,6 |
0,8 |
9,5 |
Различное |
6,4 |
|
1,6 |
0,4 |
6,4 |
Различное |
6,4 |
|
0,8 |
0,8 |
6,4b |
8 |
6,4 |
|
0,8 |
0,4 |
4,8 |
Различное |
6,4 |
|
0,4 |
0,4 |
3,2 |
16 |
6,4 |
|
а 2,4 мм - для труб толщиной стенки t < 6,4 мм. a Два несовершенства диаметром не более 0,8 мм могут быть расположены на расстоянии одного диаметра друг от друга при условии, что расстояние от них до любого другого несовершенства будет не менее 13 мм. |
||||
Примечания
1. При определении допустимости несовершенства важными учитываемыми факторами являются размер и расстояние между несовершенствами, а также сумма их диаметров на определенном расстоянии. Для удобства определение проводят на любом участке сварного шва длиной 150 мм. Несовершенства такого типа обычно имеют строчечное расположение, однако нет различий между строчечным расположением и рассеянным расположением. Распределение несовершенств может иметь также смешанный характер.
2. Если несовершенства неудлиненной формы, то при рентгенографическом контроле они не могут быть с уверенностью отнесены к шлаковым включениям или газовым порам. Поэтому для всех несовершенств округлой формы установлены одинаковые критерии приемки.
Е.4.6. Дефекты, выявляемые рентгенографическим контролем
Трещины, неполное проплавление и непровары, выявляемые рентгенографическим контролем, должны быть классифицированы как дефекты. Несовершенства, выявляемые рентгенографическим контролем, размер и/или количество которых превышает значения, указанные в таблицах Е.5 или Е.6 (по применимости), также должны быть классифицированы как дефекты. По трубам с такими дефектами должны быть приняты решения, приведенные в Е.10.
Е.4.7. Прослеживаемость рентгенографических снимков
Рентгенографические снимки должны прослеживаться до трубы, при контроле которой они получены.
Е.5. Ультразвуковой и электромагнитный контроль
Е.5.1. Оборудование
Е.5.1.1. Должно применяться оборудование, работающее по принципу ультразвукового или электромагнитного контроля и обеспечивающее непрерывный контроль сварного шва сварных труб или наружной и/или внутренней поверхности бесшовных (SMLS) труб (по применимости).
Е.5.1.2. При контроле сварных труб оборудование должно обеспечивать следующий контроль сварного шва по всей толщине:
a) сварного шва EW и LW - по ширине сварного шва плюс 1,6 мм основного металла по обе стороны от линии сплавления;
b) сварного шва SAW и COW - по металлу сварного шва плюс 1,6 мм основного металла по обе стороны от металла сварного шва.
Е.5.2. Стандартные образцы для ультразвукового и электромагнитного контроля
Е.5.2.1. Стандартный образец должен иметь наружный диаметр и толщину стенки в пределах допустимых отклонений, установленных для контролируемых труб.
Примечание - В международных стандартах по неразрушающему контролю вместо термина «стандартный образец», применяемого в настоящем стандарте, используют термины «стандартный эталон» («reference standard»), «контрольный образец трубы» («tubular test piece») или «контрольный образец» («test piece»).
Е.5.2.2. Стандартные образцы могут быть любой удобной длины по выбору изготовителя.
Е.5.2.3. Стандартные образцы должны иметь искусственные дефекты в виде надрезов, выполненных механическим способом, или радиальных сверленых отверстий, указанных в таблице Е.7.
Таблица Е.7 - Искусственные дефекты стандартных образцов
|
Искусственный дефектa |
||||||||
|
Размещение надреза |
Ориентация надреза |
Размеры надреза |
Диаметр радиального сверленого отверстияb, мм |
|||||
|
на наружной поверхности |
на внутренней поверхности |
продольная |
поперечная |
глубинаc, % |
длинаd, мм, не более |
ширина, мм, не более |
||
|
Шов EW |
е |
е |
е |
f |
10,0 |
50 |
1,0 |
3,2 |
|
Шов LW |
е |
е |
е |
f |
5,0g |
50 |
1,0 |
1,6g |
|
Шов SAWh |
е |
е |
е |
j |
5,0g |
50 |
1,0 |
1,6g |
|
Шов COWh |
е |
е |
е |
j |
5,0g |
50 |
1,0 |
1,6g |
|
Стыковой шов концов рулонного или листового прокатаh |
е |
е |
е |
j |
5,0g |
50 |
1,0 |
1,6g |
|
Стыковой шов трубыh |
е |
е |
е |
j |
5,0g |
50 |
1,0 |
1,6g |
|
(SMLS) трубы PSL-2 |
е |
е |
k |
f |
12,5 |
50 |
1,0 |
3,2 |
|
Бесшовные (SMLS) трубы PSL-1 после закалки и отпуска |
i |
i |
k |
f |
12,5 |
50 |
1,0 |
3,2 |
|
Остальные бесшовные (SMLS) трубы PSL-1 |
i |
f |
k |
f |
12,5 |
50 |
1,0 |
3,2 |
|
a Искусственные дефекты могут быть выполнены на шве или теле трубы. b Диаметр сверленого отверстия принимают равным диаметру стандартного сверла. Сверленое отверстие не требуется, если для установления уровня отбраковки применим надрез. с Глубина надреза указана в процентах от толщины стенки. Глубина не обязательно должна быть менее 0,3 мм. Предельное отклонение глубины надреза - ± 15 % от заданной глубины надреза или ± 0,05 мм, что более. d Длина надреза полной глубины. е Требуется. f He требуется. g По выбору изготовителя может быть применим надрез N10 или отверстие диаметром 3,2 мм (применимые уровни приемки - таблица Е.8). h По выбору изготовителя для швов SAW и COW уровень отбраковки может быть установлен по надрезам или радиальным сверленым отверстиям, расположенным в кромке шва. i Требуется поперечный надрез или радиальное сверленое отверстие диаметром 1,6 мм. j По выбору изготовителя надрезы могут быть ориентированы под углом для выявления предполагаемых дефектов. k Требуется для труб наружным диаметром D ³ 60,3 мм, если для установления уровня отбраковки применим надрез. Примечания 1. Надрезы могут иметь прямоугольный или U-образный профиль. В национальных стандартах по неразрушающему контролю используют термин «риска прямоугольной формы», эквивалентный термину «надрез» прямоугольного профиля, и термин «сегментный отражатель», эквивалентный термину «надрез» U-образного профиля, применимым в настоящем стандарте. 2. Для электромагнитного контроля может быть необходимым применение стандартного образца с надрезами на наружной и внутренней поверхностях или радиальным сверленым отверстием (Е.5.3.4). |
||||||||
Е.5.2.4. Расстояние между искусственными дефектами должно быть достаточным для получения от них независимых и четко различимых показаний.
Примечание - В некоторых международных стандартах по неразрушающему контролю вместо термина «искусственный дефект», применяемого в настоящем стандарте, используют термины «стандартный эталон» («reference standard») или «эталонный отражатель» («reference indicator»).
Е.5.2.5. Стандартные образцы должны иметь маркировку. Размеры и вид искусственных отражателей должны поверяться по документально оформленной процедуре.
Е.5.3. Проверка соответствия оборудования
Е.5.3.1. Изготовитель должен применять документированную процедуру для установления уровня отбраковки ультразвукового или электромагнитного контроля (по применимости). Искусственные дефекты, указанные в таблице Е.7, должны быть выявлены в обычном рабочем режиме. По выбору изготовителя подтверждение способности оборудования выявлять дефекты в динамическом режиме может быть проведено в производственном потоке или вне потока, при относительной скорости перемещения трубы и преобразователя, при которой будет проведен производственный контроль труб.
Е.5.3.2. Проверка соответствия и эффективности оборудования и процедур контроля должна проводиться по соответствующим стандартным образцам (Е.5.2), не менее двух раз в рабочую смену, с проведением второй проверки через 3 - 4 ч после первой. Проверка соответствия оборудования должна проводиться перед окончанием цикла контроля перед его выключением.
Примечание - В международных стандартах по неразрушающему контролю вместо термина «соответствие», применяемого в настоящем стандарте, используют термины «соответствие эталону» («standardization») или «калибровка» («calibration»).
Е.5.3.3. При контроле стандартного образца, оборудование должно быть настроено на получение четких показаний от применяемых искусственных дефектов.
Е.5.3.4. Если для установления уровня отбраковки электромагнитного контроля труб диаметром D ³ 60,3 мм применимо радиальное сверленое отверстие и объектом контроля являются сварной шов сварной трубы или наружная и внутренняя поверхности бесшовной (SMLS) трубы, дополнительно должна быть проведена проверка способности оборудования по получению показаний от надрезов на внутренней и наружной поверхностях стандартного образца с установлением уровня отбраковки, не меньшего, чем уровень отбраковки, установленный с применением радиального сверленого отверстия.
Е.5.4. Записи по проверке соответствия оборудования
Е.5.4.1. Изготовитель должен сохранять записи по проверке способности системы неразрушающего контроля (NDT) выявлять искусственные дефекты, применяемые для настройки чувствительности оборудования.
Проверка должна охватывать, как минимум, следующее:
a) расчет зоны контроля (например, план сканирования);
b) применимость для заданной толщины стенки;
c) повторяемость;
d) ориентацию преобразователя, обеспечивающую выявление дефектов, типичных для производственного процесса (таблица Е.7, сноска j);
e) документацию, подтверждающую, что дефекты, типичные для производственного процесса, выявляются методами неразрушающего контроля (NDT), указанными в Е.4 или Е.5, по применимости;
f) параметры для установления порогового значения.
Е.5.4.2. Кроме того, изготовитель должен сохранять следующие сведения:
a) документированные рабочие процедуры системы неразрушающего контроля;
b) описание оборудования для неразрушающего контроля;
c) документацию об аттестации персонала, осуществляющего неразрушающий контроль;
d) данные динамических испытаний, подтверждающие способности системы неразрушающего контроля в условиях производства.
Е.5.5. Уровень приемки
Е.5.5.1. Уровень приемки по показаниям от искусственных дефектов должен соответствовать указанному в таблице Е.8.
Таблица Е.8 - Уровень приемки
|
Тип надреза |
Диаметр отверстия, мм |
Уровень приемкиa, %, не более |
|
|
SAW, COW, LW или ремонтный шов |
N5 |
1,6 |
100 |
|
N10 |
3,2 |
33 |
|
|
Электросварные швы |
N10 |
3,2 |
100 |
|
Бесшовные (SMLS) трубы |
N12,5 |
3,2 |
100 |
|
a В процентах от показания, вызванного искусственным дефектом. Уровень отбраковки (Е.5.3) не должен превышать соответствующий уровень приемки. |
|||
Е.5.5.2. При ультразвуковом контроле сварных труб в динамическом режиме любое несовершенство, вызывающее показание, превышающее допустимый уровень приемки, указанный в таблице Е.8, должно быть классифицировано как дефект, если не будет установлено следующее:
a) несовершенство при ультразвуковом контроле в статическом режиме вызывает меньшее показание, чем допустимый уровень приемки, указанный в таблице Е.8, при этом полученное показание является максимальным;
b) показание вызвано поверхностным несовершенством, не являющимся дефектом, описанным в 9.10;
c) несовершенство, выявленное при контроле труб SAW и COW, при последующем рентгенографическом контроле может быть отнесено к шлаковому включению или газовой поре и соответствует требованиям Е.4.5.
Е.5.5.3. При контроле бесшовных (SMLS) труб любое поверхностное несовершенство вызывающее показание, превышающее соответствующий уровень приемки, указанный в таблице Е.8, должно быть классифицировано как дефект, если не установлено, что это несовершенство не является дефектом, описанным в 9.10.
Е.5.5.4. При контроле швов COW любое непрерывное показание длиной более 25 мм, независимо от его высоты, при условии, что эта высота превышает фоновый шум, должно быть перепроверено рентгенографическим методом в соответствии с Е.4 или, если согласовано, другим методом.
Е.5.6. Обработка дефектов, выявляемых ультразвуковым или электромагнитным контролем
По трубам с дефектами должно быть принято одно из решений, установленных в Е.10.
Е.5.7. Ремонт сварных швов
Дефекты сварных швов SAW и COW, выявленные ультразвуковым контролем, могут быть отремонтированы сваркой с проведением повторного контроля в соответствии с С.4.5. Контроль отремонтированного участка должен быть проведен тем же методом, что и при первоначальном контроле сварного шва.
Е.6. Магнитопорошковый контроль
Е.6.1. Магнитопорошковый контроль бесшовных (SMLS) труб
Е.6.1.1. При применении магнитопорошкового контроля для выявления продольных дефектов контролю должна быть подвергнута вся наружная поверхность труб.
Е.6.1.2. Поверхностные несовершенства, выявленные магнитопорошковым контролем, должны быть изучены, классифицированы и обработаны следующим образом:
a) несовершенства глубиной не более 0,125t, не выводящие толщину стенки за минусовое предельное отклонение, должны быть классифицированы как допустимые и обработаны в соответствии с С.1;
b) несовершенства глубиной более 0,125t, не выводящие толщину стенки за минусовое предельное отклонение, должны быть классифицированы как дефекты и удалены абразивной зачисткой в соответствии с С.2 или обработаны в соответствии с С.3;
c) несовершенства, выводящие толщину стенки за минусовое предельное отклонение, должны быть классифицированы как дефекты и обработаны в соответствии с С.3.
Примечание - Несовершенства, выводящие толщину стенки за минусовое предельное отклонение, приводят к тому, что толщина стенки под ними становится менее минимального допустимого значения.
Оборудование, применяемое для магнитопорошкового контроля, должно создавать магнитное поле высокой интенсивности, достаточное для обнаружения на наружной поверхности труб следующих дефектов: трещин, рванин и плен.
Е.6.3. Стандартные образцы для магнитопорошкового контроля
По требованию потребителя изготовитель должен наглядно продемонстрировать проведение контроля труб. Такая демонстрация должна быть проведена на трубах в процессе их изготовления или на подобных трубах, сохраненных изготовителем для этой цели и имеющих естественные или искусственные дефекты, указанные в Е.6.2.
Е.7. Остаточная намагниченность
Е.7.1. Требования к остаточной намагниченности должны быть применимы только к испытаниям, проводимым изготовителем труб.
Примечание - На величину остаточной намагниченности труб после их отгрузки с предприятия, являющегося изготовителем труб, могут влиять факторы и условия, действующие во время транспортирования и после него.
Е.7.2. Должно измеряться продольное магнитное поле труб с гладкими концами наружным диаметром D ³ 168,3 мм и труб с гладкими концами, подвергавшихся магнитному контролю по всей длине или перемещавшихся магнитным оборудованием перед отгрузкой. Такие измерения должны быть проведены на торцевой фаске или торцевом притуплении труб с гладкими концами.
Примечание - Измерения, проводимые на трубах, уложенных штабелями, не считаются корректными.
Е.7.3. Измерения должны проводиться гауссметром с использованием эффекта Холла или калиброванным прибором иного типа, однако при разногласиях преимущественными являются измерения гауссметром с использованием эффекта Холла. Для получения точных результатов гауссметр должен применяться в соответствии с документированными указаниями.
Е.7.4. Измерения должны быть проведены на обоих концах одной трубы, выбираемой из общего потока труб каждые 4 ч в течение рабочей смены.
Е.7.5. Намагниченность труб измеряют после проведения любого контроля с использованием магнитного поля перед отгрузкой с предприятия, являющегося изготовителем труб. При применении электромагнитного подъемно-транспортного оборудования после измерения намагниченности должно быть подтверждено, что его применение не приводит к повышению остаточной намагниченности выше допустимой в Е.7.6.
Е.7.7. Трубы, не соответствующие требованиям Е.7.6, должны быть забракованы. За исключением допустимого в Е.7.8, намагниченность каждой трубы, изготовленной в период между забракованной трубой и последней соответствующей трубой, должна быть измерена индивидуально.
Примечание - Не требуется проводить измерений намагниченности труб, изготовленных перед этими тремя принятыми трубами.
Е.7.9. Намагниченность труб, изготовленных после забракованной трубы, должна быть измерена индивидуально на всех трубах до не менее трех последовательно изготовленных труб, соответствующих требованиям к остаточной намагниченности.
Е.7.10. Забракованные трубы должны быть размагничены по всей длине и подвергнуты повторному измерению остаточной намагниченности до тех пор, пока не менее трех последовательно изготовленных труб не будут соответствовать требованиям Е.7.6.
Е.8. Расслоения по телу труб EW, SAW и COW
Е.8.1. Если согласовано, должен быть проведен ультразвуковой контроль труб EW на отсутствие расслоений размером, превышающим допустимый:
a) по уровню приемки В2 ИСО 12094, если такой контроль проводят до формообразования трубы;
b) по уровню приемки В3 ИСО 10124, если такой контроль проводят после сварки.
Е.8.2. Если согласовано, должен быть проведен ультразвуковой контроль труб SAW и COW на отсутствие расслоений размером, превышающим допустимый по уровню приемки В2 ИСО 12094.
Е.9. Расслоения по кромкам рулонного или листового проката или сварному шву труб EW, SAW и COW
Если согласовано, должен быть проведен ультразвуковой контроль труб EW, SAW и COW на расстоянии 15 мм от каждой кромки рулонного или листового проката или по обе стороны от сварного шва на отсутствие расслоений размером, превышающим допустимый:
a) по уровню приемки Е2 ИСО 12094, если такой контроль проводят до формообразования трубы;
b) по уровню приемки Е2 ИСО 13663, если такой контроль проводят после сварки.
Е.10. Действия в отношении труб, имеющих дефекты
По трубам с дефектами должны быть приняты следующие решения:
a) дефекты должны быть удалены абразивной зачисткой в соответствии с приложением С;
b) дефектный участок должен быть отремонтирован ремонтной сваркой в соответствии с приложением С;
c) участки труб с дефектами должны быть вырезаны с учетом требований к длине труб;
d) вся труба должна быть забракована.
Приложение
F
(обязательное)
Требования к муфтам (только PSL-1)
F.1. Материал
F.1.1. Муфты для труб групп прочности L175 или А25 и L175Р или А25Р должны быть изготовлены из стали и быть сварными или бесшовными.
F.1.2. За исключением предусмотренного в F.1.3, муфты для труб групп прочности L210 или А и L245 или В должны изготовляться бесшовными из стали с механическими свойствами, как минимум равными механическим свойствам трубы.
F.1.3. Если согласовано, трубы наружным диаметром D ³ 355,6 мм могут поставляться со сварными муфтами, имеющими соответствующую маркировку.
F.2. Испытания на растяжение
F.2.1. Испытания на растяжение должны быть проведены для каждой плавки стали, предназначенной для изготовления муфт.
F.2.2. Испытания на растяжение для готовых муфт должны быть проведены на цилиндрических образцах в соответствии с ИСО 6892 или АСТМ Е 8 или на плоских образцах в соответствии с ИСО 6892 или АСТМ А 370. Изготовитель муфт должен сохранять записи по таким испытаниям. Записи должны быть доступны для инспекции, проводимой потребителем.
F.3. Размеры
Муфты должны соответствовать размерам и предельным отклонениям, указанным в таблице F.1 и на рисунке F.1.
Примечание - Муфты, указанные в таблице F.1, предназначены для труб размерами, указанными в таблицах 24 и 25.
F.4. Контроль
Муфты не должны иметь пор, раковин, вдавленной окалины и других дефектов, которые могли бы снизить эффективность муфты или привести к нарушению непрерывности резьбы.
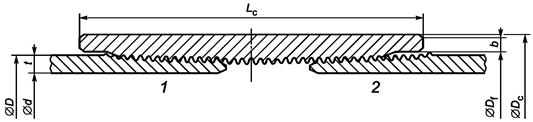
1 - основное механическое свинчивание; 2 - ручное свинчивание; Lc - заданная минимальная длина муфты; Dc - заданный наружный диаметр муфты; Df - заданный диаметр фаски в плоскости торца муфты; b - заданная ширина упорного торца; D - наружный диаметр трубы; t - толщина стенки трубы; d - внутренний диаметр трубы
Рисунок F.1 - Трубопроводные трубы и муфта
Таблица F.1 - Размеры, масса и предельные отклонения для муфт
В миллиметрах
|
Заданные размеры муфты |
Расчетная масса муфты, кг |
||||
|
Наружныйa диаметр Dc |
Минимальная длина Lc |
Диаметр фаски в плоскости торца Df |
Ширина упорного торца b |
||
|
10,3 |
14,3 |
27,0 |
11,9 |
0,8 |
0,02 |
|
13,7 |
18,3 |
41,3 |
15,3 |
0,8 |
0,04 |
|
17,1 |
22,2 |
41,3 |
18,8 |
0,8 |
0,06 |
|
21,3 |
27,0 |
54,0 |
22,9 |
1,6 |
0,11 |
|
26,7 |
33,4 |
54,0 |
28,3 |
1,6 |
0,15 |
|
33,4 |
40,0 |
66,7 |
35,0 |
2,4 |
0,25 |
|
42,2 |
52,2 |
69,8 |
43,8 |
2,4 |
0,47 |
|
48,3 |
55,9 |
69,8 |
49,9 |
2,4 |
0,41 |
|
60,3 |
73,0 |
73,0 |
62,7 |
3,2 |
0,84 |
|
73,0 |
85,7 |
104,8 |
75,4 |
4,8 |
1,48 |
|
88,9 |
101,6 |
108,0 |
91,3 |
4,8 |
1,86 |
|
101,6 |
117,5 |
111,1 |
104,0 |
4,8 |
2,69 |
|
114,3 |
132,1 |
114,3 |
116,7 |
6,4 |
3,45 |
|
141,3 |
159,9 |
117,5 |
143,7 |
6,4 |
4,53 |
|
168,3 |
187,7 |
123,8 |
170,7 |
6,4 |
5,87 |
|
219,1 |
244,5 |
133,4 |
221,5 |
6,4 |
10,52 |
|
273,1 |
298,4 |
146,0 |
275,4 |
9,5 |
14,32 |
|
323,9 |
355,6 |
155,6 |
326,2 |
9,5 |
22,37 |
|
355,6 |
381,0 |
161,9 |
358,0 |
9,5 |
20,81 |
|
406,4 |
431,8 |
171,4 |
408,8 |
9,5 |
23,35 |
|
457,0 |
482,6 |
181,0 |
459,6 |
9,5 |
30,20 |
|
508,0 |
533,4 |
193,7 |
510,4 |
9,5 |
36,03 |
|
a Предельные отклонения наружного диаметра муфты - ± 0,01Dc. |
|||||
Приложение
G
(обязательное)
Трубы PSL-2, стойкие к распространению вязкого разрушения
G.1. Общие положения
G.1.1. В настоящем приложении установлены дополнительные положения для труб PSL-2, подвергаемых испытанию на ударный изгиб (таблица 22) и заказываемых с повышенной стойкостью тела трубы к распространению вязкого разрушения в газопроводах [7.2, перечисление с), 49)]. Приложение также содержит указания по определению работы удара (CVN), необходимой для остановки вязкого разрушения трубы.
Примечания
1. Достаточно высокая работа удара (CVN) в сочетании с достаточно большой долей вязкой составляющей в изломе образцов имеют существенное значение для предотвращения распространения хрупкого разрушения и ограничения распространения вязкого разрушения в газопроводах (9.8.2.2).
2. Потребитель должен принять все необходимые меры для того, чтобы эксплуатация газопроводов, для которых предназначены требования настоящего приложения, проводилась при рабочих параметрах, включая состав и давление газа, сравнимых или сопоставимых с условиями испытаний, на которых основаны указания по оценке материала. Применение указаний по оценке материала для трубопроводов, условия эксплуатации которых выходят за пределы применения соответствующего подхода, может привести к необоснованной оценке стойкости материала к распространению разрушения.
G.1.2. Указания по оценке материалов, приведенные в G.7 - G.10 и предназначенные для определения работы удара (CVN), необходимой для ограничения распространения вязкого разрушения в подземных газопроводах, основаны на обширных теоретических и экспериментальных результатах, полученных главным образом или исключительно на сварных трубах. При применении этих подходов для определения работы удара (CVN), необходимой для ограничения распространения вязкого разрушения в бесшовных трубах, должна быть проявлена осторожность в отношении полученных расчетных значений, для подтверждения которых может потребоваться проведение полномасштабных испытаний взрывом (G.11).
G.2. Дополнительная информация, предоставляемая потребителем
G.2.1. В заказе на поставку должно быть указано, какое из следующих положений применимо к конкретной позиции заказа:
a) минимальная средняя работа удара (CVN) для каждого испытания (при применении образцов полного размера);
b) минимальная средняя работа удара (CVN) для всех испытаний по позиции заказа (при применении образцов полного размера).
G.2.2. В заказе на поставку также должны быть указаны:
a) температура испытания на ударный изгиб (CVN);
b) температура испытания падающим грузом (DWT) (только для труб наружным диаметром D ³ 508 мм).
G.3. Критерии приемки
G.3.1. При каждом испытании на ударный изгиб (CVN) сварных труб диаметром D < 508 мм, при температуре, указанной в заказе, среднее содержание вязкой составляющей в изломе образцов должно быть не менее 85 %.
G.3.2. Если в заказе указано требование G.2.1, перечисление a), то при каждом испытании средняя работа удара (для комплекта из трех образцов) должна быть не менее значения, указанного в заказе, при условии применения образцов полного размера и при температуре испытания, указанной в заказе.
G.3.3. Если в заказе указано требование G.2.1, перечисление b), то средняя работа удара (для всех испытаний по позиции заказа) должна быть не менее указанной в заказе, при условии применения образцов полного размера.
G.3.4. При каждом испытании образцов падающим грузом (DWT) при температуре испытания, указанной в заказе, среднее содержание вязкой составляющей в изломе образцов должно быть не менее 85 %.
Примечание - Необходимость проведения испытания падающим грузом (DWT) может быть указана потребителем при заказе труб для газопроводов. Если содержание вязкой составляющей в изломе образцов после испытания падающим грузом (DWT) не менее 85 %, то результат испытания свидетельствует о том, что излом металла при температуре испытания имеет в основном вязкий характер. Для оценки сопротивления труб распространению разрушения в условиях эксплуатации необходимо продолжить оценку выбранной стали, применяя какое-либо из указаний по оценке, приведенных в настоящем приложении, с учетом пределов его применимости.
G.4. Периодичность испытаний
G.4.1. Для тела сварных труб диаметром D < 508 мм периодичность испытаний на ударный изгиб (CVN) должна соответствовать указанной в таблице 18.
G.4.2. Для тела сварных труб диаметром D ³ 508 мм периодичность испытаний на ударный изгиб (CVN) и падающим грузом (DWT) должна соответствовать указанной в таблице 18.
G.5. Маркировка труб
В маркировке труб дополнительно к маркировке, указанной в 11.2, после обозначения уровня требований к продукции (PSL) должна быть указана буква G, обозначающая применение требований приложения G.
G.6. Указания по определению работы удара CVN для подземных газопроводов
G.6.1. В G.7 - G.11 приведены пять подходов определения работы удара (CVN), необходимой для ограничения распространения вязкого разрушения в подземных газопроводах. Для каждого подхода указаны пределы его применимости.
Примечание - Настоящее приложение не исключает применение проектировщиком трубопровода иных подходов.
G.6.2. Значение работы удара CVN, определенное при помощи подходов по G.7 - G.11, или более высокое значение может быть указано как минимальное значение для каждого испытания или как минимальное среднее значение для позиции заказа.
Примечания
1. Прогнозируемая длина распространения трещины будет больше, если значение работы удара (CVN) будет указано как минимальное среднее значение для позиции заказа, а не как минимальное среднее значение для каждого испытания. Дополнительная информация приведена в [15].
2. Приведенные требования разработаны для подземных трубопроводов, транспортирующих бедный газ. Для морских трубопроводов, заглубленных в грунт, эти требования должны быть обоснованы.
G.7. Указания EPRG. Подход 1
G.7.1. Настоящий подход основан на указаниях Европейской научно-исследовательской группы по трубопроводам (EPRG) по предотвращению распространения трещины в транспортных трубопроводах [16]. Подход применим только к сварным трубам. Значения, указанные в таблицах G.1 - G.3, являются минимальными средними значениями (для комплекта из трех образцов) работы удара (CVN) и применимы для газопроводов наружным диаметром D £ 1430 мм и толщиной стенки t £ 25,4 мм с рабочим давлением до 8,0 МПа, предназначенных для транспортирования сред, которые при внезапной декомпрессии ведут себя как однофазные вещества. Значения минимальной работы удара (CVN) Kv для образцов полного размера, указанные в этих таблицах, превышают 40 Дж (для групп прочности ниже L555 или Х80) или 80 Дж (для группы прочности L555 или Х80). Для отдельных групп прочности труб применимы значения, рассчитанные по следующим трем формулам:
a) для групп прочности L450 или Х65 и ниже
![]() (G.1)
(G.1)
b) для групп прочности выше L450 или Х65, но не выше L485 или Х70
![]() (G.2)
(G.2)
c) для групп прочности выше L485 или Х70, но не выше L555 или Х80
![]() (G.3)
(G.3)
где C1 = 2,67´10-4;
sh - расчетное тангенциальное напряжение, МПа;
D - наружный диаметр трубы, мм;
С2 = 3,21´10-4;
С3 = 3,57´10-5;
t - толщина стенки, мм.
Примечание - Значение, рассчитываемое по формуле G.1, составляет 0,75 значения, рассчитываемого по формуле G.5 подхода 4. Значение, рассчитываемое по формуле G.2, составляет 0,9 значения, рассчитываемого по формуле G.5 подхода 4. Значение, рассчитываемое по формуле G.3, равно значению, рассчитываемому по формуле G.4 подхода 2.
G.7.2. При применении настоящего подхода запас прочности и длина распространения трещины могут быть взяты из отчета EPRG [17].
Таблица G.1 - Требования к минимальной работе удара (CVN) при расчетном коэффициенте 0,625
|
Наружный диаметр D, мм |
Минимальная работа удара (CVN) при испытании образцов полного размера Kv, Дж |
||||||
|
Группа прочности |
|||||||
|
не выше L245 или В |
выше L245 или В, но не выше L290 или Х42 |
выше L290 или Х42, но не выше L360 или Х52 |
выше L360 или Х52, но не выше L415 или Х60 |
выше L415 или Х60, но не выше L450 или Х65 |
выше L450 или Х65, но не выше L485 или Х70 |
выше L485 или Х70, но не выше L555 или Х80 |
|
|
До 508 включ. |
40 |
40 |
40 |
40 |
40 |
40 |
80 |
|
Св. 508 до 610 включ. |
40 |
40 |
40 |
40 |
40 |
41 |
80 |
|
Св. 610 до 711 включ. |
40 |
40 |
40 |
40 |
40 |
45 |
80 |
|
Св. 711 до 813 включ. |
40 |
40 |
40 |
40 |
40 |
48 |
80 |
|
Св. 813 до 914 включ. |
40 |
40 |
40 |
40 |
40 |
51 |
80 |
|
Св. 914 до 1016 включ. |
40 |
40 |
40 |
40 |
40 |
53 |
80 |
|
Св. 1016 до 1118 включ. |
40 |
40 |
40 |
40 |
42 |
56 |
82 |
|
Св. 1118 до 1219 включ. |
40 |
40 |
40 |
40 |
43 |
58 |
87 |
|
Св. 1219 до 1422 включ. |
40 |
42 |
42 |
42 |
47 |
63 |
96 |
Таблица G.2 - Требования к минимальной работе удара (CVN) при расчетном коэффициенте 0,72
|
Наружный диаметр D, мм |
Минимальная работа удара (CVN) при испытании образцов полного размера Kv, Дж |
||||||
|
Группа прочности |
|||||||
|
не выше L245 или В |
выше L245 или В, но не выше L290 или Х42 |
выше L290 или Х42, но не выше L360 или Х52 |
выше L360 или Х52, но не выше L415 или Х60 |
выше L415 или Х60, но не выше L450 или Х65 |
выше L450 или Х65, но не выше L485 или Х70 |
выше L485 или Х70, но не выше L555 или Х80 |
|
|
До 508 включ. |
40 |
40 |
40 |
40 |
40 |
46 |
80 |
|
Св. 508 до 610 включ. |
40 |
40 |
40 |
40 |
40 |
50 |
80 |
|
Св. 610 до 711 включ. |
40 |
40 |
40 |
40 |
41 |
55 |
80 |
|
Св. 711 до 813 включ. |
40 |
40 |
40 |
40 |
43 |
58 |
83 |
|
Св. 813 до 914 включ. |
40 |
40 |
40 |
41 |
46 |
62 |
90 |
|
Св. 914 до 1016 включ. |
40 |
40 |
40 |
44 |
48 |
65 |
96 |
|
Св. 1016 до 1118 включ. |
40 |
40 |
40 |
46 |
51 |
68 |
102 |
|
Св. 1118 до 1219 включ. |
40 |
40 |
40 |
48 |
53 |
71 |
108 |
|
Св. 1219 до 1422 включ. |
40 |
42 |
42 |
51 |
57 |
77 |
120 |
Таблица G.3 - Требования к минимальной работе удара (CVN) при расчетном коэффициенте 0,80
|
Наружный диаметр D, мм |
Минимальная работа удара (CVN) при испытании образцов полного размера Kv, Дж |
||||||
|
Группа прочности |
|||||||
|
не выше L245 или В |
выше L245 или В, но не выше L290 или Х42 |
выше L290 или Х42, но не выше L360 или Х52 |
выше L360 или Х52, но не выше L415 или Х60 |
выше L415 или Х60, но не выше L450 или Х65 |
выше L450 или Х65, но не выше L485 или Х70 |
выше L485 или Х70, но не выше L555 или Х80 |
|
|
До 508 включ. |
40 |
40 |
40 |
40 |
41 |
55 |
80 |
|
Св. 508 до 610 включ. |
40 |
40 |
40 |
40 |
45 |
60 |
84 |
|
Св. 610 до 711 включ. |
40 |
40 |
40 |
43 |
49 |
65 |
93 |
|
Св. 711 до 813 включ. |
40 |
40 |
40 |
46 |
52 |
68 |
102 |
|
Св. 813 до 914 включ. |
40 |
40 |
40 |
49 |
55 |
73 |
110 |
|
Св. 914 до 1016 включ. |
40 |
40 |
42 |
52 |
58 |
77 |
118 |
|
Св. 1016 до 1118 включ. |
40 |
40 |
44 |
54 |
61 |
81 |
125 |
|
Св. 1118 до 1219 включ. |
40 |
40 |
46 |
56 |
64 |
84 |
133 |
|
Св. 1219 до 1422 включ. |
40 |
42 |
49 |
61 |
69 |
91 |
148 |
G.8. Упрощенное уравнение Бателла. Подход 2
Настоящий подход основан на применении упрощенного уравнения Бателла и его методе двух кривых (G.9). Применимость этого подхода ограничена только сварными трубами. Он предназначен для газопроводов с соотношением 40 < D/t < 115 групп прочности не выше L555 или Х80 с рабочим давлением до 7,0 МПа и только для транспортирования смесей природного газа, которые при декомпрессии ведут себя как однофазное вещество Значения минимальной работы удара (CVN) Kv для образцов полного размера, Дж, могут быть рассчитаны по следующей формуле
![]() (G.4)
(G.4)
где С3 = 3,57´10-5;
sh - расчетное тангенциальное напряжение, МПа;
D - наружный диаметр трубы, мм;
t - толщина стенки, мм.
Если значение работы удара для образцов полного размера, рассчитанное в соответствии с этим подходом, превышает 100 Дж, то значение вязкости, обеспечивающее остановку трещины, требует поправки, которая должна быть определена специалистом.
G.9. Метод двух кривых Бателла. Подход 3
Настоящий подход основан на методе двух кривых Бателла, который связан с сопоставимостью кривой скорости распространения трещины (движущей силы) и кривой вязкости или сопротивления трубы. По касанию этих кривых определяют минимальный уровень вязкости разрушения, необходимый для остановки трещины. Этот метод описан в Отчете 208, PR-3-9113 [15] Международного исследовательского комитета по трубопроводам (PRCI), где также приведен диапазон результатов испытаний, которыми он был проверен. Применимость настоящего подхода ограничена сварными трубами. Он предназначен для газопроводов с соотношением 40 < D/t < 115 групп прочности не выше L555 или Х80 с рабочим давлением до 12,0 МПа, транспортирующих среды, которые при декомпрессии ведут себя как однофазное вещество, и жирные газы, декомпрессия которых происходит на границе с двухфазной системой [18]. Если значение работы удара (CVN) для образцов полного размера, рассчитанное по этому методу, превышает 100 Дж, то значение вязкости, обеспечивающее остановку трещины, требует поправки, которая должна быть определена специалистом.
G.10. Метод AISI. Подход 4
Настоящий подход основан на следующей формуле, которая была составлена AISI [19] на основе статистической обработки результатов полномасштабных испытаний взрывом и предназначена для сред, которые при декомпрессии ведут себя как однофазное вещество. Применение настоящего подхода ограничено диапазоном результатов испытаний, которыми он был проверен, приблизительно группами прочности не выше L485 или Х70 и наружным диаметром D £ 1219 мм. Хотя толщина стенки не входит в эту формулу, толщина стенки труб, подвергавшихся испытанию, не превышала 18,3 мм. Применимость настоящего подхода ограничена сварными трубами. Значения минимальной работы удара (CVN) Kv для образцов полного размера, Дж, могут быть рассчитаны по следующей формуле
![]() (G.5)
(G.5)
где С4 = 3,57´10-4;
sh - расчетное тангенциальное напряжение, МПа;
D - наружный диаметр трубы, мм.
Если значение работы удара (CVN) для образцов полного размера, рассчитанное по настоящей формуле, превышает 100 Дж, то значение вязкости, обеспечивающее остановку трещины, требует поправки, которая должна быть определена специалистом.
G.11. Полномасштабные испытания взрывом. Подход 5
Настоящий подход основан на результатах полномасштабных испытаний взрывом, проводившихся для оценки вязкости остановки трещины в конкретном трубопроводе с конкретной средой. Обычно участок испытуемого трубопровода имеет вязкость в некотором интервале значений, возрастающую в обе стороны от точки начала разрушения по мере увеличения расстояния от нее. Работу удара (CVN), необходимую для остановки трещины, определяют по фактической работе удара в трубе, в которой произошла остановка трещины. Испытание взрывом проводят при составе газа, температуре и уровне давления, характерных для данного трубопровода. Таким образом, настоящий подход представляет собой наиболее общий подход, применимый к трубопроводам, находящимся за пределами существующей базы данных по испытаниям.
Приложение
Н
(обязательное)
Трубы PSL-2, предназначенные для эксплуатации в кислых средах
Н.1. Общие положения
Настоящее приложение устанавливает дополнительные требования к трубам PSL-2, предназначенным для эксплуатации в кислых средах [7.2, перечисление с), 50)].
Примечание - Последствия внезапного разрушения компонентов металлических нефте- и газопроводов, вызванного воздействием газов и жидких сред, содержащих сероводород, привели к разработке NACE MR 0175/ИСО 15156-1 [20] и в дальнейшем к Публикации 16 EFC [21], ИСО 15156-2, которые являются при добыче нефти и газа основой для установления требований и рекомендаций по аттестации и выбору материалов для применения в средах, содержащих влажный сероводород. Углеродистые и низколегированные стали, выбранные на основе ИСО 15156-2, обладают при добыче нефти и газа стойкостью к растрескиванию в средах, содержащих сероводород, но не обязательно при любых условиях эксплуатации. Различные условия эксплуатации могут потребовать проведения альтернативных испытаний, по приложению В к ИСО 15156-2. Это приложение устанавливает требования к аттестации углеродистых и низколегированных сталей, предназначенных для работы в сероводородных средах, при лабораторных испытаниях.
Потребитель должен сам выбрать углеродистые и низколегированные стали, пригодные для предполагаемых условий эксплуатации.
Н.2. Дополнительная информация, предоставляемая потребителем
В дополнение к указанному в 7.1, перечисления а) - g), в заказе на поставку должно быть указано, какое из следующих положений применимо к конкретной позиции заказа:
a) способ разливки стали для рулонного или листового проката, применяемого для производства сварных труб (Н.3.3.2.1);
b) ультразвуковой контроль рулонного или листового проката на наличие расслоений (Н.3.3.2.4);
c) поставка спирально-шовных труб со стыковым швом концов рулонного или листового проката (Н.3.3.2.5);
d) химический состав для промежуточных групп прочности (Н.4.1.1);
e) химический состав для труб толщиной стенки t > 25,0 мм (Н.4.1.2);
f) предельные значения химического состава (таблица Н.1, сноски с - j);
g) периодичность контроля твердости продольного сварного шва для труб HFW или SAW (таблица Н.3);
h) испытание стойкости к сульфидному растрескиванию под напряжением (SSC) при аттестации технологии производства (таблица Н.3);
i) альтернативные методы испытаний стойкости к водородному растрескиванию (HIC) и ступенчатому растрескиванию (SWC) и соответствующие критерии приемки (Н.7.3.1.3);
j) микрофотографии трещин, вызванных HIC (Н.7.3.1.4);
k) альтернативные методы испытаний стойкости к сульфидному растрескиванию под напряжением (SSC) при аттестации технологии производства и соответствующие критерии приемки (Н.7.3.2.2);
l) ультразвуковой контроль концов труб на наличие расслоений на расстоянии 100 мм для труб толщиной стенки t ³ 5,0 мм (К.2.1.3);
m) магнитопорошковый контроль торцов и фасок труб на наличие расслоений (К.2.1.4);
n) увеличенный охват ультразвукового контроля толщины стенки для бесшовных (SMLS) труб (К.3.3);
o) применение одного или более дополнительных методов неразрушающего контроля для бесшовных (SMLS) труб (К.3.4);
р) ограничение размера отдельных расслоений до 100 мм2 (таблица К.1);
q) уровни приемки L2/C или L2 для неразрушающего контроля сварного шва труб HFW (К.4.1);
r) ультразвуковой контроль на наличие расслоений по телу труб HFW (К.4.2);
s) ультразвуковой контроль на наличие расслоений по кромкам рулонного или листового проката или участков вблизи сварного шва (К.4.3);
t) неразрушающий контроль ультразвуковым методом или методом рассеяния магнитного потока для тела труб HFW (К.4.4);
u) применение для настройки оборудования надрезов определенной глубины [К.5.1.1, перечисление с)];
v) рентгенографический контроль концов труб (неконтролируемых концов) и участков ремонта [К.5.3, перечисление а)];
w) магнитопорошковый контроль сварного шва на концах труб SAW (К.5.4).
Н.3. Производство
Н.3.1. Технология производства
Все трубы должны быть изготовлены в соответствии с технологией производства, аттестованной в соответствии с приложением В, которая может быть дополнена дополнительными испытаниями (таблица Н.3).
Н.3.2. Производство стали
Н.3.2.1. Сталь должна быть раскисленной и получена по технологии производства «чистой» стали1) кислородно-конвертерным или электросталеплавильным процессом.
____________
1) Технология производства «чистой» стали должна включать различные переплавы и вторичные металлургические процессы.
Примечание - К электросталеплавильному процессу может быть приравнено получение стали мартеновским процессом с последующим внепечным рафинированием (обработка в установке типа печь-ковш).
Н.3.2.2. Должны быть применимы вакуумирование или альтернативные процессы для снижения содержания газов в стали.
Н.3.2.3. Плавка стали должна быть обработана для получения необходимой формы включений. Процедура контроля (в т.ч. металлографического контроля) может быть согласована между изготовителем и потребителем для оценки эффективности получения необходимой формы включений.
Н.3.3. Производство труб
Н.3.3.1. Бесшовные (SMLS) трубы
Бесшовные (SMLS) трубы должны быть изготовлены из непрерывнолитой заготовки. Если применима окончательная холодная обработка, это должно быть указано в приемочном документе на трубы.
Н.3.3.2. Сварные трубы
Н.3.3.2.2. Для труб HFW стыкуемые кромки рулонного или листового проката перед сваркой должны быть обрезаны, обработаны фрезерованием или другим механическим способом.
Н.3.3.2.4. Если согласовано, рулонный и листовой прокат до или после обрезки кромок должен быть подвергнут ультразвуковому контролю на наличие расслоений или механических повреждений в соответствии с приложением К, или готовая труба должна быть подвергнута контролю по всему телу трубы, включая ультразвуковой контроль.
Н.3.3.2.5. Если согласовано, спирально-шовные трубы могут поставляться со стыковыми швами концов рулонного или листового проката при условии, что стыковые швы расположены на расстоянии не менее 300 мм от торцов трубы и подвергнуты такому же неразрушающему контролю, которому в соответствии с приложением К подвергают кромки рулонного или листового проката и основные сварные швы.
Н.3.3.2.6. При сварке труб SAWL и SAWH не допускается выполнение прерывистых технологических швов, если это не было согласовано потребителем после предоставления изготовителем данных, подтверждающих соответствие механических свойств как в месте расположения прерывистых технологических швов, так и в промежутке между ними, требованиям, установленным для тела трубы.
Поставка стыкованных труб не допускается, если не согласовано иное.
Примечание - Изготовитель и потребитель должны согласовать отдельную технологическую инструкцию по сварке (WPS) и процедуру аттестационных испытаний для стыкованных труб, предназначенных для эксплуатации в кислых средах.
Н.4. Критерии приемки
Н.4.1. Химический состав
Н.4.1.1. Для труб толщиной стенки t £ 25,0 мм химический состав стандартных групп прочности указан в таблице Н.1. Химический состав промежуточных групп прочности должен быть согласован, но должен соответствовать требованиям, указанным для стандартных групп прочности в таблице Н.1. Обозначение труб должно соответствовать указанному в таблице Н.1 и представлять собой сочетание букв и цифр, идентифицирующее группу прочности, за которым следуют буквы N, Q или М, указывающие на состояние поставки, и буква S, указывающая на условия эксплуатации.
Н.4.1.2. Для труб толщиной стенки t > 25,0 мм химический состав должен быть согласован, при необходимости, с уточнением требований, указанных в таблице Н.1.
Таблица Н.1 - Химический состав стали труб толщиной стенки t £ 25,4 мм
|
Массовая доля элементов по анализу плавки и изделия, %, не более |
Углеродный эквивалентa, %, не более |
||||||||||
|
Сb |
Si |
Мnb |
Р |
S |
V |
Nb |
Ti |
прочиеc, d |
CEIIW |
CEPcm |
|
|
Бесшовные сварные трубы |
|||||||||||
|
L245NS или BNS |
0,14 |
0,14 |
1,35 |
0,020 |
0,003e |
f |
f |
0,04 |
g |
0,36 |
0,19h |
|
L290NS или X42NS |
0,14 |
0,14 |
1,35 |
0,020 |
0,003e |
0,05 |
0,05 |
0,04 |
- |
0,36 |
0,19h |
|
L320NS или X46NS |
0,14 |
0,14 |
1,40 |
0,020 |
0,003e |
0,07 |
0,05 |
0,04 |
g |
0,38 |
0,20h |
|
L360NS или X52NS |
0,16 |
0,16 |
1,65 |
0,020 |
0,003е |
0,10 |
0,05 |
0,04 |
g |
0,43 |
0,22h |
|
L245QS или BQS |
0,14 |
0,14 |
1,35 |
0,020 |
0,003е |
0,04 |
0,04 |
0,04 |
- |
0,34 |
0,19h |
|
L290QS или X42QS |
0,14 |
0,14 |
1,35 |
0,020 |
0,003е |
0,04 |
0,04 |
0,04 |
- |
0,34 |
0,19h |
|
L320QS или X46QS |
0,15 |
0,15 |
1,40 |
0,020 |
0,003е |
0,05 |
0,05 |
0,04 |
- |
0,36 |
0,20h |
|
L360QS или X52QS |
0,16 |
0,16 |
1,65 |
0,020 |
0,003е |
0,07 |
0,05 |
0,04 |
g |
0,39 |
0,20h |
|
L390QS или X56QS |
0,16 |
0,16 |
1,65 |
0,020 |
0,003е |
0,07 |
0,05 |
0,04 |
g |
0,40 |
0,21h |
|
L415QS или X60QS |
0,16 |
0,16 |
1,65 |
0,020 |
0,003е |
0,08 |
0,05 |
0,04 |
g, i, k |
0,41 |
0,22h |
|
L450QS или X65QS |
0,16 |
0,16 |
1,65 |
0,020 |
0,003е |
0,09 |
0,05 |
0,06 |
g, i, k |
0,42 |
0,22h |
|
L485QS или X70QS |
0,16 |
0,16 |
1,65 |
0,020 |
0,003е |
0,09 |
0,05 |
0,06 |
g, i, k |
0,42 |
0,22h |
|
Сварные трубы |
|||||||||||
|
L245MS или BMS |
0,10 |
0,10 |
1,25 |
0,020 |
0,002е |
0,04 |
0,04 |
0,04 |
- |
- |
0,19 |
|
L290MS или X42MS |
0,10 |
0,10 |
1,25 |
0,020 |
0,002е |
0,04 |
0,04 |
0,04 |
- |
- |
0,19 |
|
L320MS или X46MS |
0,10 |
0,10 |
1,35 |
0,020 |
0,002е |
0,05 |
0,05 |
0,04 |
- |
- |
0,20 |
|
L360MS или X52MS |
0,10 |
0,10 |
1,45 |
0,020 |
0,002е |
0,05 |
0,06 |
0,04 |
- |
- |
0,20 |
|
L390MS или X56MS |
0,10 |
0,10 |
1,45 |
0,020 |
0,002е |
0,06 |
0,08 |
0,04 |
g |
- |
0,21 |
|
L415MS или X60MS |
0,10 |
0,10 |
1,45 |
0,020 |
0,002е |
0,08 |
0,08 |
0,06 |
g, i |
- |
0,21 |
|
L450MS или X65MS |
0,10 |
0,10 |
1,60 |
0,020 |
0,002е |
0,10 |
0,08 |
0,06 |
g, i, j |
- |
0,22 |
|
L485MS или X70MS |
0,10 |
0,10 |
1,60 |
0,020 |
0,002е |
0,10 |
0,08 |
0,06 |
g, i, j |
- |
0,22 |
|
a По анализу изделия (9.2.4 и 9.2.5). Предельное значение СЕIIW применяют, если массовая доля С > 0,12 %, предельное значение CEPcm применяют, если массовая доля С £ 0,12 %. b Для каждого уменьшения массовой доли углерода на 0,01 % ниже установленной максимальной массовой доли допускается увеличение массовой доли марганца на 0,05 % по сравнению с установленной максимальной массовой долей, но не более чем на 0,20 %. c Общая массовая доля Al £ 0,060 %, N £ 0,012 %, Al/N ³ 2:1 (не применимо к сталям, раскисленным или обработанным титаном); Cu £ 0,35 % (если согласовано, Cu £ 0,10 %); Ni £ 0,30 %; Cr £ 0,30 %; Mo £ 0,15 %; В £ 0,0005 %. d Если не согласовано иное, для сварных труб при намеренном добавлении Ca, Ca/S ³ 1,5, если S > 0,0015 %. Для бесшовных (SMLS) и сварных труб массовая доля Ca £ 0,006 %. e Максимальный предел содержания S может быть увеличен до 0,008 % включительно для бесшовных (SMLS) труб и, если согласовано, до 0,006 % включительно для сварных труб. При таком повышенном содержании S для сварных труб может быть согласовано пониженное отношение Ca/S. f Если не согласовано иное, то сумма массовых долей ниобия и ванадия не должна превышать 0,06 %. g Сумма массовых долей ниобия, ванадия и титана не должна превышать 0,15 %. h Для бесшовных (SMLS) труб указанное значение может быть увеличено на 0,03 %. i Если согласовано, массовая доля молибдена не должна превышать 0,35 %. j Если согласовано, массовая доля хрома не должна превышать 0,45 %. k Если согласовано, массовая доля хрома не должна превышать 0,45 %, массовая доля никеля не должна превышать 0,50 %. |
|||||||||||
Н.4.2. Механические свойства при растяжении
Н.4.2.1. Механические свойства труб при испытаниях на растяжение должны соответствовать требованиям, указанным в таблице Н.2.
Таблица Н.2 - Требования к механическим свойствам труб при испытаниях на растяжение
|
Тело бесшовных и сварных труб |
Сварной шов труб HFW и SAW |
||||||
|
Предел текучестиa sт0,5, МПа |
Предел прочностиa sв, МПа |
Отношениеb sт0,5/sв |
Удлинение на длине 50 мм δ, % |
Предел прочностиc sв, МПа |
|||
|
не менее |
не более |
не менее |
не более |
не более |
не менее |
не менее |
|
|
L245NS или BNS |
245 |
450d |
415 |
760 |
0,93 |
е |
415 |
|
L245QS или BQS |
|||||||
|
L245MS или BMS |
|||||||
|
L290NS или X42NS |
290 |
495 |
415 |
760 |
0,93 |
е |
415 |
|
L290QS или X42QS |
|||||||
|
L290MS или X42MS |
|||||||
|
L320NS или X46NS |
320 |
525 |
435 |
760 |
0,93 |
е |
435 |
|
L320QS или X46QS |
|||||||
|
L320MS или X46MS |
|||||||
|
L360NS или X52NS |
360 |
530 |
460 |
760 |
0,93 |
е |
460 |
|
L360QS или X52QS |
|||||||
|
L360MS или X52MS |
|||||||
|
L390QS или X56QS |
390 |
545 |
490 |
760 |
0,93 |
е |
490 |
|
L390MS или X56MS |
|||||||
|
L415QS или X60QS |
415 |
565 |
520 |
760 |
0,93 |
е |
520 |
|
L415MS или X60MS |
|||||||
|
L450QS или X65QS |
450 |
600 |
535 |
760 |
0,93 |
е |
535 |
|
L450MS или X65MS |
|||||||
|
L485QS или X70QS |
485 |
635 |
570 |
760 |
0,93 |
е |
570 |
|
L485MS или X70MS |
|||||||
|
a Для промежуточных групп прочности разность между заданными максимальным и минимальным пределами текучести должна быть равна разности для следующей более высокой группы прочности, а разность между заданным минимальным пределом прочности и заданным минимальным пределом текучести должна быть равна разности для следующей более высокой группы прочности, указанной в настоящей таблице. Предел прочности промежуточных групп прочности не должен превышать 760 МПа. b Применимы для труб наружным диаметром D > 323,9 мм. с Для промежуточных групп прочности заданный минимальный предел прочности сварного шва должен быть равен минимальному пределу прочности тела трубы с учетом сноски а. d Для труб наружным диаметром D < 219,1 мм максимальный предел текучести не должен превышать 495 МПа. е Установленное минимальное удлинение 8 на длине 50 мм, %, должно быть рассчитано по следующей формуле с округлением до целого значения
где AXC - площадь поперечного сечения образца для испытания на растяжение, мм2: - для цилиндрических образцов: 130 мм2 - для образцов диаметром 12,5 и 8,9 мм и 65 мм2 - для образцов диаметром 6,4 мм; - для образцов полного сечения: меньшее из следующих значений: а) 485 мм2 или b) площади поперечного сечения образца, рассчитанной по наружному диаметру и толщине стенки трубы, округленной до ближайших 10 мм2; - для образцов в виде полосы: меньшее из следующих значений: а) 485 мм2 или b) площади поперечного сечения образца, рассчитанной по заданной ширине образца и толщине стенки трубы и округленной до ближайших 10 мм2. sвmin - установленный минимальный предел прочности, МПа. |
|||||||
Н.4.3. Испытание стойкости к водородному растрескиванию (HIC) или ступенчатому растрескиванию (SWC)
Испытание для оценки стойкости металла к водородному растрескиванию должно соответствовать следующим критериям приемки, каждый коэффициент которых представляет собой максимальное допустимое среднее значение для трех сечений образца при испытании в растворе (среде) А (таблица В.3 ИСО 15156-2):
a) коэффициент чувствительности к растрескиванию (CSR) £ 2 %;
b) коэффициент длины трещин (CLR) £ 15 %;
c) коэффициент толщины трещин (CTR) £ 5 %.
Если испытания стойкости к водородному растрескиванию (HIC) или ступенчатому растрескиванию (SWC) проводят в альтернативной среде (Н.7.3.1.3) для имитации конкретных условий эксплуатации, то могут быть согласованы альтернативные критерии приемки.
Н.4.4. Контроль твердости
При проведении контроля твердости (по Н.7.3.3) твердость тела трубы, сварного шва и зоны термического влияния не должна превышать 250 HV10 или 22 HRC.
Максимальный допустимый уровень твердости верхнего слоя сварного шва, наружной поверхности зоны термического влияния и основного металла может быть повышен до 275 HV10 или 26 HRC, при условии согласования с потребителем альтернативного уровня твердости верхнего слоя сварного шва, а также при условии, что толщина стенки трубы превышает 9 мм, верхний слой сварного шва непосредственно не контактирует с кислой средой и водород не удерживается, например катодной защитой.
Н.4.5. Испытание стойкости к сульфидному растрескиванию под напряжением (SSC)
После удаления из испытательной среды образцов, подвергаемых испытанию на стойкость к сульфидному растрескиванию под напряжением SSC (Н.7.3.2), должно быть проведено исследование растянутой поверхности образцов под микроскопом малой мощности при увеличении Х10. Образец считается не выдержавшим испытание, если на растянутой поверхности образцов будут обнаружены трещины или признаки разрушения и если не будет доказано, что они не являются следствием сульфидного растрескивания под напряжением.
Н.5. Состояние поверхности, несовершенства и дефекты
Н.5.1. Несовершенства поверхности, кроме подрезов на трубах SAW, обнаруженные при визуальном контроле, должны быть исследованы, классифицированы и обработаны следующим образом:
a) несовершенства глубиной, не превышающей 0,05t, не уменьшающие минимальную допустимую толщину стенки, должны быть классифицированы как допустимые несовершенства и обработаны в соответствии с С.1.
Примечание - В заказе на поставку должны быть указаны специальные требования к несовершенствам поверхности труб, предназначенных для последующего нанесения покрытия;
b) несовершенства глубиной, превышающей 0,05t, не уменьшающие минимальную допустимую толщину стенки, должны быть классифицированы как дефекты и обработаны в соответствии с С.2 и С.3, перечисление b) или с);
c) несовершенства, уменьшающие минимальную допустимую толщину стенки, должны быть классифицированы как дефекты и обработаны в соответствии с С.3, перечисление b) или с).
Н.5.2. Участки повышенной твердости на поверхности сварных труб размером, превышающим 50 мм в любом направлении, должны быть классифицированы как дефекты, если их твердость по отдельным отпечаткам превышает:
a) 250 HV10, 22 HRC или 240 HBW на внутренней поверхности трубы или на участке ремонта внутреннего валика сварного шва;
b) 275 HV10, 27 HRC или 260 HBW на наружной поверхности трубы или на участке ремонта наружного валика сварного шва.
Трубы с такими дефектами должны быть обработаны в соответствии с С.3, перечисление b) или с).
Н.6. Внутренний грат на трубах HFW
Высота остатка внутреннего грата, выступающего над прилегающей поверхностью трубы, не должна превышать 0,3 мм + 0,05t.
Н.7. Контроль
Н.7.1. Приемочный контроль
Периодичность контроля должна соответствовать указанной в таблице 18, за исключением специальных изменений, указанных в таблице Н.3.
Таблица Н.3 - Периодичность контроля
|
Тип труб |
Периодичность контроля |
|
|
Контроль твердости труб D < 508 мм |
SMLS, HFW, SAWL или SAWH |
Одно испытание от партии не более 100 труб с одинаковым коэффициентом холодного экспандированияa |
|
Контроль твердости труб D ³ 508 мм |
SMLS, HFW, SAWL или SAWH |
Одно испытание от партии не более 50 труб с одинаковым коэффициентом холодного экспандированияa |
|
Контроль твердости участков повышенной твердости сварных труб |
HFW, SAWL или SAWH |
Каждый участок повышенной твердости, обнаруженный на наружной или внутренней поверхностях трубы |
|
Если согласовано, контроль твердости продольного или спирального сварного шва |
HFW, SAWL или SAWH |
Как указано в заказе на поставку |
|
Диаметр и овальность труб D £ 168,3 мм |
SMLS, HFW, SAWL или SAWH |
Одно испытание от партии не более 100 труб |
|
Диаметр и овальность труб D > 168,3 мм |
SMLS, HFW, SAWL или SAWH |
Одно испытание от партии не более 20 труб |
|
Неразрушающий контроль |
SMLS, HFW, SAWL или SAWH |
В соответствии с приложением К |
|
Испытание стойкости к водородному растрескиванию (HIC) |
SMLS, HFW, SAWL или SAWH |
Одно испытание от каждой из первых трех плавок, в дальнейшем одно испытание от каждой партии из каждой 10-й плавки стали |
|
Если согласовано, испытание стойкости к сульфидному растрескиванию под напряжением (SSC) |
SMLS, HFW, SAWL или SAWH |
Одно испытание от каждой трубы, отобранной для аттестации технологии производства |
|
a Коэффициент холодного экспандирования, устанавливаемый изготовителем и рассчитываемый по указанному наружному диаметру или длине окружности до и после экспандирования. Увеличение или уменьшение коэффициента холодного экспандирования более чем на 0,002 требует формирования новой контролируемой партии. |
||
Н.7.2. Пробы и образцы для механических и технологических испытаний
Н.7.2.1. Общие положения
Н.7.2.1.1. Для испытаний на растяжение, ударный изгиб (CVN), падающим грузом (DWT), на направленный загиб, сплющивание, для контроля твердости, для испытания стойкости к водородному растрескиванию (HIC), для испытания сварного валика на трубе, для испытания сварного валика на плите, стойкости к сульфидному растрескиванию под напряжением (SSC) пробы должны быть отобраны, а образцы изготовлены по соответствующим стандартам.
Н.7.2.1.2. Пробы и образцы для разных видов испытаний должны быть отобраны из участков, показанных на рисунках 5 и 6, и в соответствии с таблицей Н.4, с учетом дополнительных требований, приведенных в 10.2.3.2 - 10.2.3.7, 10.2.4, Н.7.2.2 - Н.7.2.4.
Таблица Н.4 - Количество, ориентация и расположение образцов для контроля твердости
|
Расположение пробы |
Ориентация, расположение и количество образцов от пробыa |
||
|
Наружный диаметр D, мм |
|||
|
до 508 |
от 508 |
||
|
SMLSb (рисунок 5 а) |
Тело трубы |
1Т |
1Т |
|
SAWL (рисунок 5 b) |
Сварной шов |
1W |
1Wc |
|
SAWH (рисунок 5 c) |
Сварной шов |
1W |
1W |
|
SAWH (рисунок 5 c) |
Стыковой шов концов рулонного или листового проката |
1WS |
1WS |
|
HFW (рисунок 5 b) |
Сварной шов |
1W |
1W |
|
a Обозначения, применяемые для указания ориентации и расположения проб и образцов для испытаний - рисунок 5. b Распространяется на холодноэкспандированные и неэкспандированные бесшовные (SMLS) трубы. c Для труб с двумя продольными сварными швами испытанию должны быть подвергнуты оба шва трубы, представляющей контролируемую партию. |
|||
Н.7.2.2. Пробы для испытаний стойкости труб к водородному (HIC) и ступенчатому растрескиванию (SWC)
Пробы для испытаний на водородное (HIC) и ступенчатое растрескивание (SWC) должны быть отобраны в соответствии с NACE ТМ 0284.
Н.7.2.3. Пробы и образцы для испытания стойкости к сульфидному растрескиванию под напряжением (SSC)
Н.7.2.3.1. От каждой трубы, предназначенной для аттестации технологии производства, должна быть отобрана одна продольная проба, из каждой пробы должно быть изготовлено по три образца.
Н.7.2.3.2. Если не согласовано иное, то образец для четырехточечного загиба должен иметь следующие размеры: длину не менее 115 мм, ширину 15 мм и толщину 5 мм, при испытании сварных труб продольный или спиральный шов должны быть расположены посередине образца. Допускается выпрямление проб перед изготовлением образцов со стороны внутренней поверхности трубы.
Н.7.2.4. Пробы для контроля твердости
Пробы для контроля твердости должны быть отобраны от одного из концов трубы, выбранной для испытаний, при контроле сварных труб продольный или спиральный шов должны быть расположены посередине пробы (рисунок Н.1).
Н.7.3. Методы испытаний
Н.7.3.1. Испытание стойкости к водородному (HIC) и ступенчатому растрескиванию (SWC)
Н.7.3.1.1. Испытания стойкости к водородному (HIC) и ступенчатому растрескиванию (SWC) должны быть проведены и зарегистрированы в соответствии с NACE TM 0284.
Н.7.3.1.2. За исключением предусмотренного в Н.7.3.1.3, испытания должны быть проведены в среде, соответствующей раствору A NACE TM 0284.
Н.7.3.1.3. Если согласовано, испытание может быть проведено:
a) в альтернативной среде (ИСО 15156-2, таблица В.3), включая раствор В NACE TM0284;
b) при парциальном давлении сероводорода H2S, соответствующем предполагаемой области применения;
c) по критериям приемки, равным или превышающим критерии, установленные в Н.4.3.
Н.7.3.2. Испытание стойкости к сульфидному растрескиванию под напряжением (SSC)
Н.7.3.2.1. За исключением предусмотренного в Н.7.3.2.2, испытания должны быть проведены в растворе А в соответствии с NACE TM 0177.
Испытанию подвергают образец для четырехточечного изгиба, соответствующий ИСО 7539-2 или АСТМ Ж 39, продолжительность испытания должна составлять 720 ч.
За исключением предусмотренного в Н.7.3.2.2, испытательное напряжение должно составлять не менее 72 % установленного минимального предела текучести трубы.
Примечание - Применение при испытании стойкости к сульфидному растрескиванию под напряжением (SSC) напряжения, равного 72 % установленного минимального предела текучести, не следует рассматривать как свидетельство того, что металл предварительно аттестован для всех условий эксплуатации в кислых средах. Предварительная аттестация материалов - по ИСО 15156-2.
Н.7.3.2.2. Если согласовано, допускается проводить испытание стойкости к сульфидному растрескиванию под напряжением (SSC) по альтернативному методу, в альтернативной среде (включая парциальное давление сероводорода, соответствующее предполагаемой области применения) и по другим критериям приемки (таблица В.1 ИСО 15156-2). При проведении таких испытаний вместе с результатами в протоколе должны быть указаны полные сведения об испытательной среде и условиях испытания.
Н.7.3.3.1. Контроль твердости основного металла труб должен быть проведен по методу Виккерса в соответствии с ИСО 6507-1 или АСТМ Е 92 или по методу Роквелла шкале HR 15N в соответствии с ИСО 6508 или АСТМ Е 18. В спорных случаях контроль твердости должен быть проведен по методу Виккерса.
Контроль твердости сварного шва и зоны термического влияния должен быть проведен в соответствии с ИСО 6507-1 или АСТМ Е 92.
При контроле твердости тела и основного металла труб отдельные значения, превышающие предельное значение, могут считаться допустимыми, если среднее значение твердости, полученное по минимум трем и максимум шести дополнительным отпечаткам, выполненным вблизи спорного отпечатка, не превышает установленного допустимого значения и если ни одно из отдельных значений не превышает допустимого значения более чем на 10 HV10 или 2 HRC, что применимо.
Н.7.3.3.2. Участки контроля твердости бесшовных (SMLS) труб должны соответствовать указанным на рисунке Н.1 а со следующими исключениями:
a) для труб толщиной стенки t < 4,0 мм контроль твердости должен быть проведен только посередине толщины стенки;
b) для труб толщиной стенки 4,0 мм £ t < 6,0 мм контроль твердости должен быть проведен только вблизи наружной и внутренней поверхностей.
Н.7.3.3.3. Участки контроля твердости сварной трубы должны включать поперечное сечение сварного шва. Отпечатки должны быть выполнены на основном металле, видимой зоне термического влияния и по оси сварного шва (рисунок Н.1 b и с), со следующими исключениями:
a) для труб толщиной стенки t < 4,0 мм контроль твердости должен быть проведен только посередине толщины стенки;
b) для труб толщиной стенки 4,0 мм £ t < 6,0 мм контроль твердости должен быть проведен только вблизи наружной и внутренней поверхностей.
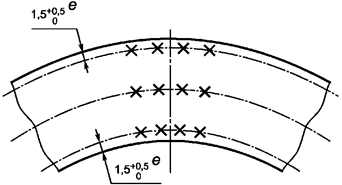
а - Бесшовные (SMLS) трубы
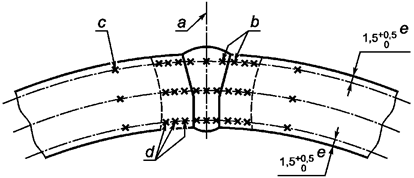
b - Трубы SAW
Рисунок Н.1 - Участки контроля твердости
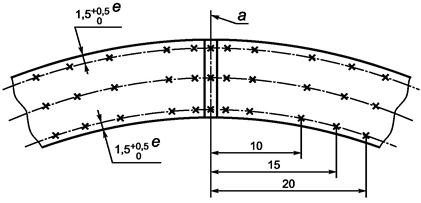
c - Трубы HFW
a - ось сварного шва; b - 0,75 мм от линии сплавления; c - 1t от линии сплавления; d - с шагом 1,0 мм в пределах видимой зоны термического влияния; e - от наружной и внутренней поверхностей
Рисунок Н.1, лист 2
Н.7.4. Неразрушающий контроль
Неразрушающий контроль труб должен быть проведен в соответствии с Н.3.3.2.3 - Н.3.3.2.5 и приложением К.
Н.8. Маркировка труб
В дополнение к требованиям по маркировке, указанным в 11.2, маркировка труб должна включать идентификационный номер, позволяющий соотнести изделие или партию поставки с соответствующим приемочным документом. После обозначения уровня требований к продукции должна следовать буква S, указывающая на то, что трубы предназначены для эксплуатации в кислой среде и к ним применимы требования приложения Н.
Приложение
I
(обязательное)
Трубы, предназначенные для напорных трубопроводов (TFL)
I.1. Общие положения
Настоящее приложение устанавливает дополнительные требования к трубам, предназначенным для напорных трубопроводов (TFL) [7.2, перечисление с), 53)].
I.2. Дополнительная информация, предоставляемая потребителем
В заказе на поставку должно быть указано, какое из следующих положений применимо к конкретной позиции заказа:
- вид длины (I.4);
- поставка стыкованных труб (I.4).
I.3. Размеры и группы прочности
Трубы TFL должны поставляться бесшовными (SMLS) или сварными прямошовными, наружным диаметром, толщиной стенки и группой прочности, указанными в таблице I.1.
Таблица I.1 - Размеры, масса на единицу длины и испытательное давление для труб TFL
|
Наружный диаметр D, мм |
Толщина стенки t, мм |
Расчетный внутренний диаметр d, мм |
Группа прочности |
Масса на единицу длины m1, кг/м |
Испытательное гидростатическое давление, МПа, не менее |
|
60,3 |
4,8 |
50,7 |
L390 или Х56 |
6,57 |
49,2 |
|
73,0 |
11,1 |
50,8 |
L390 или Х56 |
16,94 |
68,9 |
|
73,0 |
5,5 |
62,0 |
L390 или Х56 |
9,16 |
46,5 |
|
88,9 |
13,5 |
61,9 |
L390 или Х56 |
25,10 |
68,9 |
|
101,6 |
19,1 |
63,4 |
L415 или Х60 |
38,86 |
68,9 |
|
101,6 |
12,7 |
76,2 |
L290 или Х42 |
27,84 |
57,9 |
|
101,6 |
12,7 |
76,2 |
L415 или Х60 |
27,84 |
68,9 |
|
101,6 |
6,4 |
88,8 |
L485 или Х70 |
15,02 |
48,6 |
|
114,3 |
19,1 |
66,1 |
L360 или Х52 |
44,84 |
68,9 |
|
114,3 |
7,1 |
100,1 |
L485 или Х70 |
18,77 |
48,0 |
I.4. Длина и стыкованные трубы
Если не согласовано иное, трубы TFL должны поставляться двойной немерной длиной, нестыкованными.
I.5. Контроль оправкой
I.5.1. Каждая труба TFL должна быть подвергнута по всей длине контролю цилиндрической оправкой размерами, указанными в таблице I.2. Во время контроля труба должна быть установлена надлежащим образом во избежание провисания и очищена от посторонних материалов.
I.5.2. Кромки торца оправки должны быть скруглены для того, что облегчить введение оправки в трубу. Оправка должна свободно проходить через трубу при приложении небольшого усилия, соответствующего массе оправки, применяемой для контроля.
Таблица I.2 - Размеры оправки
В миллиметрах
|
Размеры оправки |
||
|
Длина |
Диаметр |
|
|
До 88,9 |
1066 |
d - 2,4 |
|
От 88,9 |
1066 |
d - 3,2 |
|
Примечание - d - расчетный внутренний диаметр трубы (таблица I.1). |
||
I.6. Гидростатическое испытание
Каждая труба TFL должна быть подвергнута гидростатическому испытанию в соответствии с требованиями, указанными в 9.4, за исключением того, что испытательное давление должно быть не менее указанного в таблице I.1.
Примечание - Испытательное давление, указанное в таблице I.1, представляет собой меньшее из следующих давлений: 68,9 МПа и давления, рассчитанного по формуле (7), при тангенциальном напряжении S, равном 80 % установленного минимального предела текучести испытуемых труб.
I.7. Маркировка труб
В дополнение к требованиям по маркировке, указанным в 11.2, после обозначения уровня требований к продукции должна следовать буква I, указывающая на то, что к трубам применимы требования приложения I.
Приложение
J
(обязательное)
Трубы PSL-2, предназначенные для эксплуатации в морских условиях
J.1. Общие положения
Настоящее приложение устанавливает дополнительные требования к трубам PSL-2, предназначенным для эксплуатации в морских условиях [7.2, перечисление с), 54)].
Примечание - Настоящее приложение не содержит требований, касающихся специальных испытаний труб, сматываемых в бухты или таких, которые во время монтажа будут подвергаться высоким суммарным разовым деформациям (более 5 %). При таком применении могут потребоваться дополнительные испытания, подтверждающие применимость труб, и потребитель может дополнить требования настоящего стандарта другими соответствующими требованиями (например, DNV-OS-F101 [22]).
J.2. Дополнительная информация, предоставляемая потребителем
В заказе на поставку должно быть указано, какое из следующих положений применимо к конкретной позиции заказа:
a) способ разливки стали для рулонного или листового проката, применяемого для производства сварных труб (J.3.3.2.1);
b) ультразвуковой контроль рулонного или листового проката на наличие расслоений (J.3.3.2.4);
c) поставка спирально-шовных труб со стыковым швом концов рулонного или листового проката (J.3.3.2.5);
d) химический состав для промежуточных групп прочности (J.4.1.1);
e) химический состав для труб толщиной стенки t > 25,0 мм (J.4.1.2);
f) предельное значение углеродного эквивалента для группы прочности L555QO или X80QO (таблица J.1);
g) предельные значения химического состава (таблица J.1, сноска d);
h) критерии приемки для механических свойств, испытываемых при температуре, отличающейся от комнатной (J.4.2.2);
i) пониженный максимальный предел прочности для труб групп прочности L555QO или X80QO и L555MO или Х80МО (таблица J.2, сноска b);
j) минимальная средняя длина, отличающаяся от 12,1 м, и/или другой интервал длин (J.6.3);
k) предельные отклонения диаметра и допустимая овальность для бесшовных (SMLS) труб толщиной стенки t > 25,0 мм (таблица J.3, сноска b);
l) определение предельных отклонений диаметра и допустимой овальности по внутреннему диаметру для неэкспандированных труб наружным диаметром D ³ 219,1 мм (таблица J.3, сноска c);
m) контроль твердости тела труб, сварного шва и зоны термического влияния для труб EW и SAW (таблица J.7);
n) контроль раскрытия в вершине трещины (CTOD) (J.8.2.2 и таблица J.7);
o) применение кольцевого образца для испытания на раздачу при определении предела текучести в поперечном направлении (таблица J.8, сноска c);
p) дополнительное испытание на растяжение в продольном направлении для труб, предназначенных для глубоководных трубопроводов (таблица J.8, сноска d);
q) ультразвуковой контроль на наличие расслоений на концах труб на расстоянии, превышающем 100 мм, для труб толщиной стенки t ³ 5,0 мм (К.2.1.3);
r) магнитопорошковый контроль торцов и фасок труб на наличие расслоений (К.2.1.4);
s) ультразвуковой контроль для подтверждения соответствия требованиям, указанным в таблице К.1 (К.3.2.2);
t) увеличенный охват ультразвукового контроля толщины стенки бесшовных (SMLS) труб (К.3.3);
u) применение одного или более дополнительных методов неразрушающего контроля для бесшовных (SMLS) труб (К.3.4);
v) уровень приемки L2/C или L2 для неразрушающего контроля сварного шва труб HFW (К.4.1);
w) ультразвуковой контроль на наличие расслоений для тела труб HFW (К.4.2);
x) ультразвуковой контроль на наличие расслоений по кромкам рулонного или листового проката или участков, прилегающих к сварному шву (К.4.3);
y) неразрушающий контроль ультразвуковым методом или методом рассеяния магнитного потока для тела труб HFW (К.4.4);
z) применение для настройки оборудования надрезов определенной глубины [К.5.1.1, перечисление c)];
аа) рентгенографический контроль концов труб (неконтролируемых концов) и участков ремонта [К.5.3, перечисление a)];
bb) магнитопорошковый контроль сварного шва на концах труб SAW (К.5.4).
J.3. Производство
J.3.1. Технология производства
Все трубы должны быть изготовлены в соответствии с технологией производства, аттестованной в соответствии с приложением В, которое может быть дополнено испытаниями (таблица J.7).
J.3.2. Производство стали
Сталь должна быть раскисленной и получена по технологии производства «чистой» стали1) кислородно-конвертерным или электросталеплавильным процессом.
____________
1) Технология производства «чистой» стали должна включать различные переплавы и вторичные металлургические процессы.
Примечание - К электросталеплавильному процессу может быть приравнено получение стали мартеновским процессом с последующим внепечным рафинированием (обработка в установке типа печь-ковш).
J.3.3. Производство труб
J.3.3.1. Бесшовные (SMLS) трубы
Бесшовные (SMLS) трубы должны быть изготовлены из непрерывнолитой заготовки. Если применима окончательная холодная обработка, это должно быть указано в приемочном документе на трубы.
J.3.3.2. Сварные трубы
J.3.3.2.1. Если не согласовано иное, рулонный или листовой прокат для изготовления сварных труб должен быть прокатан из непрерывнолитых заготовок или слябов, отлитых под давлением. Трубы должны быть типов SAWL, SAWH или HFW.
J.3.3.2.2. Для труб HFW стыкуемые кромки рулонного или листового проката незадолго перед сваркой должны быть обрезаны, обработаны фрезерованием или другим механическим способом.
J.3.3.2.3. Рулонный или листовой прокат, применяемые для производства труб, после прокатки подвергают визуальному контролю. Визуальный контроль рулонного проката, применяемого для изготовления труб, допускается проводить на размотанном рулонном прокате или по кромкам проката в рулоне.
J.3.3.2.4. Если согласовано, рулонный и листовой прокат до или после обрезки кромок должен быть подвергнут ультразвуковому контролю на наличие расслоений или механических повреждений в соответствии с приложением К, или готовая труба должна быть подвергнута контролю по всему телу трубы, включая ультразвуковой контроль.
J.3.3.2.5. Если согласовано, спирально-шовные трубы могут поставляться со стыковыми швами концов рулонного или листового проката при условии, что стыковые швы расположены на расстоянии не менее 300 мм от торцов трубы и подвергнуты такому же неразрушающему контролю, которому в соответствии с приложением К подвергают кромки рулонного или листового проката и основные сварные швы.
J.3.3.2.6. При сварке труб SAWL не допускается выполнение прерывистых технологических швов, если это не было согласовано потребителем после предоставления изготовителем данных, подтверждающих соответствие механических свойств как в месте расположения прерывистых технологических швов, так и в промежутке между ними, требованиям, установленным для труб.
J.3.3.3. Стыкованные трубы
Поставка стыкованных труб не допускается, если не согласовано иное.
Примечание - Изготовитель и потребитель должны согласовать отдельную технологическую инструкцию по сварке (WPS) и процедуру аттестационных испытаний для стыкованных труб, предназначенных для эксплуатации в морских условиях.
J.4. Критерии приемки
J.4.1. Химический состав
J.4.1.1. Для труб толщиной стенки t £ 25,0 мм химический состав стандартных групп прочности указан в таблице J.1, химический состав промежуточных групп прочности должен быть согласован, но должен соответствовать требованиям, указанным для стандартных групп прочности в таблице J.1. Обозначение труб должно соответствовать указанному в таблице J.1 и представлять собой сочетание букв и цифр, идентифицирующее группу прочности, за которым следуют буквы N, Q или М, указывающие на состояние поставки, и буква О, указывающая на условия эксплуатации.
J.4.1.2. Для труб толщиной стенки t > 25,0 мм химический состав должен быть согласован, при необходимости, с уточнением требований, указанных в таблице J.1.
Таблица J.1 - Химический состав стали труб с t £ 25,4 мм
|
Массовая доля элементов по анализу плавки и изделия, %, не более |
Углеродный эквивалентa, %, не более |
||||||||||
|
Сb |
Si |
Mnb |
P |
S |
V |
Nb |
Ti |
Прочиеc |
CEIIW |
CEPcm |
|
|
Бесшовные и сварные трубы |
|||||||||||
|
L245NO или BNO |
0,14 |
0,40 |
1,35 |
0,020 |
0,010 |
d |
d |
0,04 |
e, f |
0,36 |
0,19g |
|
L290NO или X42NO |
0,14 |
0,40 |
1,35 |
0,020 |
0,010 |
0,05 |
0,05 |
0,04 |
f |
0,36 |
0,19g |
|
L320NO или X46NO |
0,14 |
0,40 |
1,40 |
0,020 |
0,010 |
0,07 |
0,05 |
0,04 |
e, f |
0,38 |
0,20g |
|
L360NO или X52NO |
0,16 |
0,45 |
1,65 |
0,020 |
0,010 |
0,10 |
0,05 |
0,04 |
e, f |
0,43 |
0,22g |
|
L245QO или BQO |
0,14 |
0,40 |
1,35 |
0,020 |
0,010 |
0,04 |
0,04 |
0,04 |
f |
0,34 |
0,19g |
|
L290QO или X42QO |
0,14 |
0,40 |
1,35 |
0,020 |
0,010 |
0,04 |
0,04 |
0,04 |
f |
0,34 |
0,19g |
|
L320QO или X46QO |
0,15 |
0,45 |
1,40 |
0,020 |
0,010 |
0,05 |
0,05 |
0,04 |
f |
0,36 |
0,20g |
|
L360QO или X52QO |
0,16 |
0,45 |
1,65 |
0,020 |
0,010 |
0,07 |
0,05 |
0,04 |
e, g, h |
0,39 |
0,20g |
|
L390QO или X56QO |
0,16 |
0,45 |
1,65 |
0,020 |
0,010 |
0,07 |
0,05 |
0,04 |
e, g, h |
0,40 |
0,21g |
|
L415QO или Х60QO |
0,16 |
0,45 |
1,65 |
0,020 |
0,010 |
0,08 |
0,05 |
0,04 |
e, g, h |
0,41 |
0,22g |
|
L450QO или X65QO |
0,16 |
0,45 |
1,65 |
0,020 |
0,010 |
0,09 |
0,05 |
0,06 |
e, g, h |
0,42 |
0,22g |
|
L485QO или X70QO |
0,17 |
0,45 |
1,75 |
0,020 |
0,010 |
0,10 |
0,05 |
0,06 |
e, g, h |
0,42 |
0,23g |
|
L555QO или X80QO |
0,17 |
0,45 |
1,85 |
0,020 |
0,010 |
0,10 |
0,06 |
0,06 |
e, g, h |
По согласованию |
|
|
Сварные трубы |
|||||||||||
|
L245MO или ВМО |
0,12 |
0,40 |
1,25 |
0,020 |
0,010 |
0,04 |
0,04 |
0,04 |
f |
- |
0,19 |
|
L290MO или Х42МО |
0,12 |
0,40 |
1,35 |
0,020 |
0,010 |
0,04 |
0,04 |
0,04 |
f |
- |
0,19 |
|
L320MO или Х46МО |
0,12 |
0,45 |
1,35 |
0,020 |
0,010 |
0,05 |
0,05 |
0,04 |
f |
- |
0,20 |
|
L360MO или Х52МО |
0,12 |
0,45 |
1,65 |
0,020 |
0,010 |
0,05 |
0,05 |
0,04 |
e, h |
- |
0,20 |
|
L390MO или Х56МО |
0,12 |
0,45 |
1,65 |
0,020 |
0,010 |
0,06 |
0,08 |
0,04 |
e, h |
- |
0,21 |
|
L415МО или Х60МО |
0,12 |
0,45 |
1,65 |
0,020 |
0,010 |
0,08 |
0,08 |
0,06 |
e, h |
- |
0,21 |
|
L450MO или Х65МО |
0,12 |
0,45 |
1,65 |
0,020 |
0,010 |
0,10 |
0,08 |
0,06 |
e, h |
- |
0,22 |
|
L485MO или Х70МО |
0,12 |
0,45 |
1,75 |
0,020 |
0,010 |
0,10 |
0,08 |
0,06 |
e, h |
- |
0,22 |
|
L555MO или Х80МО |
0,12 |
0,45 |
1,85 |
0,020 |
0,010 |
0,10 |
0,08 |
0,06 |
e, h |
- |
0,24 |
|
a По анализу изделия (9.2.4 и 9.2.5). Предельное значение СЕIIW применяют, если массовая доля С > 0,12 %, предельное значение CEPcm применяют, если массовая доля С £ 0,12 %. b Для каждого уменьшения массовой доли углерода на 0,01 % ниже установленной максимальной массовой доли допускается увеличение массовой доли марганца на 0,05 % по сравнению с установленной максимальной массовой долей, но не более чем на 0,20 %. с Общая массовая доля Al £ 0,060 %, N £ 0,012 %, Al/N ³ 2:1 (не применимо к сталям, раскисленным или обработанным титаном); Cu £ 0,35 % (если согласовано, Cu £ 0,10 %); Ni £ 0,30 %; Сr £ 0,30 %; Mo £ 0,15 %; В £ 0,0005 %. d Если не согласовано иное, то сумма массовых долей ниобия и ванадия не должна превышать 0,06 %. е Сумма массовых долей ниобия, ванадия и титана не должна превышать 0,15 %. f Cu £ 0,35 %, Ni £ 0,30 %, Cr £ 0,30 %, Mo £ 0,10 %, В £ 0,0005 %. g Для бесшовных (SMLS) труб указанное значение может быть увеличено на 0,03 %, но должно быть не более 0,25 %. h Cu £ 0,50 %, Ni £ 0,50 %, Cr £ 0,50 %, Mo £ 0,50 %, В £ 0,0005 %. |
|||||||||||
J.4.2. Механические свойства при растяжении
J.4.2.1. Механические свойства труб при испытаниях на растяжение должны соответствовать требованиям, указанным в таблице J.2.
Таблица J.2 - Требования к механическим свойствам труб при испытаниях на растяжение
|
Тело бесшовных или сварных труб |
Сварной шов труб HFW и SAW |
||||||
|
Предел текучестиa st0,5 МПа |
Предел прочностиa, b sв, МПа |
Отношениеa, c sт0,5/sв |
Удлинение δ на длине 50 мм, % |
Предел прочностиd sв, МПа |
|||
|
не менее |
не более |
не менее |
не более |
не более |
не менее |
не менее |
|
|
L245NO или BNO |
245 |
450е |
415 |
760 |
0,93 |
f |
415 |
|
L245QO или BQO |
|||||||
|
L245MO или ВМО |
|||||||
|
L290NO или X42NO |
290 |
495 |
415 |
760 |
0,93 |
f |
415 |
|
L290QO или X42QO |
|||||||
|
L290МО или Х42МО |
|||||||
|
L320NO или X46NO |
320 |
520 |
435 |
760 |
0,93 |
f |
435 |
|
L320QO или X46QO |
|||||||
|
L320МО или Х46МО |
|||||||
|
L360NO или X52NO |
360 |
525 |
460 |
760 |
0,93 |
f |
460 |
|
L360QO или X52QO |
|||||||
|
L360МО или Х52МО |
|||||||
|
L390QO или X56QO |
390 |
540 |
490 |
760 |
0,93 |
f |
490 |
|
L390МО или Х56МО |
|||||||
|
L415QO или Х60QO |
415 |
565 |
520 |
760 |
0,93 |
f |
520 |
|
L415МО или Х60МО |
|||||||
|
L450QO или X65QO |
450 |
570 |
535 |
760 |
0,93 |
f |
535 |
|
L450МО или Х65МО |
|||||||
|
L485QO или X70QO |
485 |
605 |
570 |
760 |
0,93 |
f |
570 |
|
L485МО или Х70МО |
|||||||
|
L555QO или X80QO |
555 |
675 |
625 |
825 |
0,93 |
f |
625 |
|
L555МО или Х80МО |
|||||||
|
a Для промежуточных групп прочности разность между заданными максимальным и минимальным пределом текучести должна быть равна разности для следующей более высокой группы прочности, а разность между заданным минимальным пределом прочности и заданным минимальным пределом текучести должна быть равна разности для следующей более высокой группы прочности, указанной в настоящей таблице. Предел прочности промежуточных групп прочности не выше L485 или Х70 не должен превышать 760 МПа. b Если согласовано, для группы прочности L555 или Х80 может быть установлено более жесткое ограничение максимального предела прочности. c Применимы для труб наружным диаметром D > 323,9 мм. d Для промежуточных групп прочности заданный минимальный предел прочности сварного шва должен быть равен минимальному пределу прочности тела трубы с учетом сноски а. e Для труб наружным диаметром D < 219,1 мм предел текучести не должен превышать 495 МПа. f Установленное минимальное удлинение δ на длине 50 мм, %, должно быть рассчитано по следующей формуле с округлением до целого значения
где АXC - площадь поперечного сечения образца для испытания на растяжение, а именно: - для цилиндрических образцов: 130 мм2 - для образцов диаметром 12,5 мм и 8,9 мм и 65 мм2 - для образцов диаметром 6,4 мм; - для образцов полного сечения: меньшее из следующих значений: a) 485 мм2 или b) площади поперечного сечения образца, рассчитанной по наружному диаметру и толщине стенки трубы и округленной до ближайших 10 мм2; - для образцов в виде полосы: меньшее из следующих значений: a) 485 мм2 или b) площади поперечного сечения образца, рассчитанной по заданной ширине образца и толщине стенки трубы и округленной до ближайших 10 мм2; sвmin - установленный минимальный предел прочности, МПа. |
|||||||
J.4.2.2. Если требуется определение других механических свойств при температуре, отличающейся от комнатной, то критерии приемки для этих свойств должны быть согласованы.
J.4.3. Контроль твердости
При проведении контроля твердости по J.8.3.2 твердость тела трубы, сварного шва и зоны термического влияния не должна превышать:
a) 270 HV10 или 25 HRC - для групп прочности не выше L450 или Х65;
b) 300 HV10 или 30 HRC - для групп прочности выше L450 или Х65, но не выше L555 или Х80.
J.5. Состояние поверхности, несовершенства и дефекты
Поверхностные несовершенства, кроме подрезов на трубах SAW и прижогов на любых трубах, обнаруженные при визуальном контроле, должны быть исследованы, классифицированы и обработаны следующим образом:
a) несовершенства глубиной, не превышающей 0,05t, не уменьшающие минимальную допустимую толщину стенки, должны быть классифицированы как допустимые и должны быть обработаны в соответствии с С.1.
Примечание - Если на трубу впоследствии будет наноситься покрытие, то в заказе на поставку должны быть указаны специальные требования к поверхностным несовершенствам;
b) несовершенства глубиной, превышающей 0,05t, не уменьшающие минимальную допустимую толщину стенки, должны быть классифицированы как дефекты и обработаны в соответствии с С.2 или С.3;
c) несовершенства, уменьшающие минимальную допустимую толщину стенки, должны быть классифицированы как дефекты и обработаны в соответствии с С.3.
J.6. Предельные отклонения диаметра, толщины стенки, длины и прямолинейности
J.6.1. За исключением допустимого в С.2.3, диаметр и овальность труб должны быть в пределах отклонений, указанных в таблице J.3.
Таблица J.3 - Отклонения диаметра и овальность
В миллиметрах
|
Отклонения диаметра |
Овальность |
||||||
|
труб, кроме концовa |
концов трубa, b, с |
труб, кроме концовa |
концов трубa, b, с |
||||
|
Бесшовные трубы (SMLS) |
Сварные трубы |
Бесшовные трубы (SMLS) |
Сварные трубы |
||||
|
До 60,3 |
± 0,5 или ± 0,0075D, что больше |
± 0,5 или ± 0,0075D, что больше, но не более ± 3,2 |
± 0,5 или ± 0,005D, что больше, но не более ± 1,6 |
d |
|||
|
От 60,3 до 610,0 включ. |
0,015D |
0,01D |
|||||
|
Св. 610,0 до 1422,0 включ. |
± 0,01D |
± 0,005D, но не более ± 4,0 |
± 2,0 |
± 1,6 |
0,01D, но не более 10, для D/t £ 75 и, если согласовано, для D/t > 75 |
0,0075D, но не более 8, для D/t £ 75 и, если согласовано, для D/t > 75 |
|
|
Св. 1422,0 |
Какие согласованы |
||||||
|
a Конец трубы - это участок длиной 100 мм от каждого торца трубы. b Для бесшовных труб предельные отклонения применимы для толщины стенки t £ 25,0 мм, предельные отклонения для труб с большей толщиной стенки должны быть согласованы. c Для труб наружным диаметром D ³ 219,1 мм предельные отклонения диаметра и овальность могут быть установлены по расчетному внутреннему диаметру (наружный диаметр минус двойная толщина стенки) или по измеренному внутреннему диаметру, вместо наружного диаметра (10.2.8.3). d В пределах отклонений диаметра. |
|||||||
J.6.2. Предельные отклонения толщины стенки не должны превышать указанные в таблице J.4.
Таблица J.4 - Отклонения толщины стенки
В миллиметрах
|
Предельное отклонениеa |
|
|
Бесшовные (SMLS) трубы |
|
|
До 4,0 |
+0,6 |
|
-0,5 |
|
|
От 4,0 до 10,0 |
+0,150t |
|
-0,125t |
|
|
От 10,0 до 25,0 |
+0,125t |
|
-0,125t |
|
|
От 25,0 |
+3,7 или +0,1t, что большеb |
|
-3,0 или -0,1t, что большеb |
|
|
Трубы HFWc, d |
|
|
До 6,0 включ. |
± 0,4 |
|
Св. 6,0 до 15,0 включ. |
± 0,7 |
|
Св. 15,0 |
± 1,0 |
|
Трубы SAWc, d |
|
|
До 6,0 включ. |
± 0,5 |
|
Св. 6,0 до 10,0 включ. |
± 0,7 |
|
Св. 10,0 до 20,0 включ. |
± 1,0 |
|
Св. 20,0 |
+1,5 |
|
-1,0 |
|
|
a Если в заказе на поставку указано меньшее минусовое отклонение толщины стенки, чем установленное в настоящей таблице, то плюсовое отклонение толщины стенки должно быть увеличено настолько, чтобы сохранить неизменным допустимое поле отклонений. b Для труб наружным диаметром D ³ 355,6 мм и толщиной стенки t > 25 мм предельные отклонения не должны превышать ± 12,5 %. c Плюсовое отклонение толщины стенки не применимо к зоне сварного соединения. |
|
J.6.3. Если не согласовано иное, то средняя длина труб должна быть не менее 12,1 м. По требованию потребителя изготовитель труб должен подтвердить максимальную среднюю длину труб, поставляемых по каждой позиции заказа. Если не согласовано иное, фактическая длина каждой трубы (от торца до торца) должна быть в пределах от 11,70 м до 12,70 м. Если согласовано, могут быть поставлены короткие трубы, от которых были отобраны пробы для испытаний.
Примечание - Во время разработки настоящего стандарта минимальная средняя длина труб 12,1 м являлась оптимальной длиной для S-образной укладки трубопровода с борта судна, но она может быть изменена с течением времени. Минимальная средняя длина 12,1 м может оказаться не оптимальной для J-образной укладки глубоководных трубопроводов и поэтому может быть изменена в зависимости от применяемого способа укладки трубопровода. Потребитель должен согласовать интервал длин труб с изготовителем и проектировщиком трубопровода.
J.6.4. Допустимые отклонения от прямолинейности не должны превышать следующие значения:
a) отклонение от общей прямолинейности - 0,15 % длины трубы;
b) отклонения от концевой прямолинейности - 3,0 мм на длине 1000 мм от каждого торца.
J.7. Предельные отклонения для сварных швов
J.7.1. Радиальное смещение кромок рулонного или листового проката
Для труб HFW радиальное смещение кромок рулонного или листового проката (рисунок 4 а) не должно приводить к уменьшению толщины стенки в сварном шве менее допустимой.
Для труб SAW радиальное смещение кромок рулонного или листового проката (рисунок 4 b) с наружной и внутренней поверхностей не должно превышать значения, указанные в таблице J.5.
Таблица J.5 - Максимальное допустимое радиальное смещение кромок для труб SAW
В миллиметрах
|
Допустимое радиальное смещение кромокa, не более |
|
|
До 13,0 включ |
1,3 |
|
Св. 13,0 до 20,0 включ. |
0,1t |
|
Св. 20.0 |
2,0 |
|
a Также применимо к стыковым швам концов рулонного или листового проката. |
|
J.7.2. Высота остатка внутреннего грата на трубах HFW
Высота остатка внутреннего грата, выступающего над контуром трубы, не должна превышать 0,3 мм + 0,05t.
J.7.3. Смещение валиков сварного шва на трубах SAW
Смещение валиков сварного шва на трубах SAW (рисунок 4 d) не должно превышать допустимые значения, указанные в таблице J.6.
Таблица J.6 - Максимальное допустимое смещение валиков сварного шва на трубах SAW
В миллиметрах
|
Допустимое смещение валиков, не более |
|
|
До 20,0 включ |
3,5 |
|
Св. 20,0 |
4,5 |
J.8. Контроль
J.8.1. Приемочный контроль
Периодичность контроля должна соответствовать указанной в таблице 18, за исключением специальных изменений, указанных в таблице J.7.
Таблица J.7 - Периодичность контроля
|
Тип трубы |
Периодичность контроля |
|
|
Испытание на растяжение тела труб диаметром D < 508 мм |
SMLS, HFW, SAWL или SAWH |
Одно испытание от партии не более 100 труб с одинаковым коэффициентом холодного экспандированияa |
|
Испытание на растяжение тела труб диаметром D ³ 508 мм |
SMLS, HFW, SAWL или SAWH |
Одно испытание от партии не более 50 труб с одинаковым коэффициентом холодного экспандированияа |
|
Испытание на растяжение продольного или спирального шва сварных труб диаметром 219,1 мм £ D < 508 мм |
HFW, SAWL или SAWH |
Одно испытание от партии не более 100 труб с одинаковым коэффициентом холодного экспандированияa, b |
|
Испытание на растяжение продольного или спирального шва сварных труб диаметром D ³ 508 мм |
HFW, SAWL или SAWH |
Одно испытание от партии не более 50 труб с одинаковым коэффициентом холодного экспандированияa, b, c |
|
Испытание на растяжение стыкового шва концов рулонного или листового проката на трубах SAW диаметром D ³ 219,1 мм |
SAWH |
Одно испытание от партии не более 50 труб с одинаковым коэффициентом холодного экспандированияa, b, d |
|
Испытание на растяжение продольного или спирального шва сварных труб диаметром D ³ 508 мм |
HFW, SAWL или SAWH |
Одно испытание от партии не более 50 труб с одинаковым коэффициентом холодного экспандированияa, b, c |
|
Испытание на растяжение стыкового шва концов рулонного или листового проката на трубах SAW диаметром D ³ 219,1 мм |
SAWH |
Одно испытание от партии не более 50 труб с одинаковым коэффициентом холодного экспандированияa, b, d |
|
Испытание на ударный изгиб (CVN) тела труб диаметром 114,3 мм £ D < 508 мм и толщиной стенки, указанной в таблице 22 |
SMLS, HFW, SAWL или SAWH |
Одно испытание от партии не более 100 труб с одинаковым коэффициентом холодного экспандированияa |
|
Испытание на ударный изгиб (CVN) тела труб диаметром D ³ 508 мм и толщиной стенки, указанной в таблице 22 |
SMLS, HFW, SAWL или SAWH |
Одно испытание от партии не более 50 труб с одинаковым коэффициентом холодного экспандированияa |
|
Испытание на ударный изгиб (CVN) продольного или спирального шва сварных труб диаметром 114,3 мм £ D < 508 мм и толщиной стенки, указанной в таблице 22 |
HFW, SAWL или SAWH |
Одно испытание от партии не более 100 труб с одинаковым коэффициентом холодного экспандированияa, b |
|
Испытание на ударный изгиб (CVN) продольного или спирального шва сварных труб диаметром D ³ 508 мм и толщиной стенки, указанной в таблице 22 |
HFW, SAWL или SAWH |
Одно испытание от партии не более 50 труб с одинаковым коэффициентом холодного экспандированияa, b, c |
|
Испытание на ударный изгиб (CVN) стыкового шва концов рулонного или листового проката на трубах диаметром D ³ 114,3 мм и толщиной стенки, указанной в таблице 22 |
SAWH |
Одно испытание от партии не более 50 труб с одинаковым коэффициентом холодного экспандированияa, b, d |
|
Если согласовано: контроль твердости тела трубы, продольного или спирального шва и зоны термического влияния сварных труб |
HFW, SAWL или SAWH |
По согласованию |
|
Диаметр и овальность труб диаметром D £ 168,3 мм |
SMLS, HFW, SAWL или SAWH |
Одно испытание от партии не более 100 труб |
|
Диаметр и овальность труб диаметром D > 168,3 мм |
SMLS, HFW, SAWL или SAWH |
Одно испытание от партии не более 20 труб |
|
Неразрушающий контроль |
SMLS, HFW, SAWL или SAWH |
В соответствии с приложением К |
|
Если согласовано, только для информации, испытание на раскрытие в вершине трещины (CTOD) для труб групп прочности L360 или Х52 и выше |
SAWL или SAWH |
Одно испытание, только при аттестации технологии производства труб |
|
a Коэффициент холодного экспандирования, установленный изготовителем и рассчитанный по наружному диаметру или длине окружности до и после экспандирования. Увеличение или уменьшение коэффициента холодного экспандирования более чем на 0,002 требует формирования новой контролируемой партии. b Дополнительно, не менее одного раза в неделю должно быть проведено испытание для труб, изготовляемых на каждой сварочной установке. c На трубах с двумя продольными швами должны быть испытаны оба шва трубы, представляющей контролируемую партию. d Применимо только к готовым трубам со спиральным швом, имеющим стыковые сварные швы концов рулонного или листового проката. |
||
J.8.2. Пробы и образцы для механических и технологических испытаний
J.8.2.1. Общие положения
J.8.2.1.1. Для испытаний на растяжение, ударный изгиб (CVN), направленный загиб, для контроля твердости, испытания валика сварного шва на плите, валика на трубе, испытания на раскрытие в вершине трещины (CTOD) пробы должны быть отобраны, а образцы подготовлены в соответствии с применимыми стандартами.
J.8.2.1.2. Пробы и образцы для различных типов испытаний должны быть отобраны от участков, указанных на рисунках 5 и 6 и в соответствии с таблицей J.8, с учетом дополнительных требований, приведенных в 10.2.3.2 - 10.2.3.7, 10.2.4, J.8.2.2 и J.8.2.3.
Таблица J.8 - Количество, ориентация и расположение образцов для механических испытаний
|
Расположение пробы |
Вид испытания |
Ориентация, расположение и количество образцов от пробыa |
|||
|
Наружный диаметр D, мм |
|||||
|
до 219,1 |
от 219,1 до 508,0 |
от 508,0 |
|||
|
Бесшовные (SMLS) неэкспандированные (рисунок 5 а) |
Тело трубы |
Растяжение |
1Lb |
1L |
1L |
|
Ударный изгиб (CVN) |
3Т |
3Т |
3Т |
||
|
Контроль твердости |
1Т |
1Т |
1Т |
||
|
Бесшовные (SMLS) холодноэкспандированные (рисунок 5 а) |
Тело трубы |
Растяжение |
1Lb |
1Тc |
1Тc |
|
Ударный изгиб (CVN) |
3Т |
3Т |
3Т |
||
|
Контроль твердости |
1Т |
1Т |
1Т |
||
|
HFW (рисунок 5 b) |
Тело трубы |
Растяжение |
1L90b |
1T180c, d |
1T180c, d |
|
Ударный изгиб (CVN) |
3Т90 |
3Т90 |
3Т90 |
||
|
Сварной шов |
Растяжение |
- |
1W |
1W |
|
|
Ударный изгиб (CVN) |
3W |
3W |
3W |
||
|
Контроль твердости |
1W |
1W |
1W |
||
|
Тело трубы и сварной шов |
Сплющивание |
Как показано на рисунке 6 |
|||
|
SAWL (рисунок 5 b) |
Тело трубы |
Растяжение |
1L90b |
1T180c, d |
1T180c, d |
|
Ударный изгиб (CVN) |
3T9b |
3T90 |
3T90 |
||
|
Сварной шов |
Растяжение |
- |
1W |
1We |
|
|
Ударный изгиб (CVN) |
3W и 3HAZ |
3W и 3HAZ |
3We и 3HAZe |
||
|
Направленный загиб |
2W |
2W |
2We |
||
|
Контроль твердости |
1W |
1W |
1We |
||
|
SAWH (рисунок 5 c) |
Тело трубы |
Растяжение |
1Lb |
1Tc |
1Tc |
|
Ударный изгиб (CVN) |
3T |
3T |
3T |
||
|
Сварной шов |
Растяжение |
- |
1W |
1W |
|
|
Ударный изгиб (CVN) |
3W и 3HAZ |
3W и 3HAZ |
3W и 3HAZ |
||
|
Направленный загиб |
2W |
2W |
2W |
||
|
Контроль твердости |
1W |
1W |
1W |
||
|
Стыковой шов концов рулонного или листового проката |
Растяжение |
- |
1WS |
1WS |
|
|
Ударный изгиб (CVN) |
3WS и 3HAZ |
3WS и 3HAZ |
3WS и 3HAZ |
||
|
Направленный загиб |
2WS |
2WS |
2WS |
||
|
Контроль твердости |
1WS |
1WS |
1WS |
||
|
a Обозначения, применяемые для указания ориентации и расположения проб и образцов для испытаний - рисунок 5. b По выбору изготовителя допускается применять продольные образцы полного сечения. с Если согласовано, для определения предела текучести в поперечном направлении допускается применять кольцевые образцы для гидравлического испытания на раздачу, соответствующие АСТМ А 370. d Для глубоководных трубопроводов может быть указано проведение дополнительных испытаний, требования и периодичность которых должны быть согласованы. е На трубах с двумя продольными швами должны быть испытаны оба шва трубы, представляющей партию. |
|||||
J.8.2.2. Образцы для испытаний на раскрытие в вершине трещины (CTOD)
Должны быть отобраны образцы от сварного шва, зоны термического влияния и основного металла и подготовлены в соответствии с ИСО 12135. Процедура отбора проб и расположение надрезов на образцах для испытаний должны быть согласованы.
J.8.2.3. Пробы для контроля твердости
Пробы для контроля твердости должны быть отобраны от одного из концов трубы, выбранной для испытаний, при контроле сварных труб, продольный или спиральный шов должны быть расположены посередине пробы (рисунок J.1 b).
J.8.3. Методы испытаний
J.8.3.1. Испытание на раскрытие в вершине трещины (CTOD)
Испытание должно быть проведено в соответствии с ИСО 12135 или АСТМ Е 1290. Температура испытания должна соответствовать указанной в заказе.
J.8.3.2. Контроль твердости
J.8.3.2.1. Контроль твердости основного металла труб должен быть проведен по методу Виккерса в соответствии с ИСО 6507-1 или АСТМ Е 92 или по методу Роквелла шкале HR 15N в соответствии с ИСО 6508 или АСТМ Е 18. В спорных случаях контроль твердости должен быть проведен по методу Виккерса.
Контроль твердости сварного шва и зоны термического влияния должен быть проведен в соответствии с ИСО 6507-1 или АСТМ Е 92.
При контроле твердости тела и основного металла труб отдельные значения, превышающие предельное значение, могут считаться допустимыми, если среднее значение твердости, полученное по минимум трем и максимум шести дополнительным отпечаткам, выполненным вблизи спорного отпечатка, не превышает установленное допустимое значение, и если ни одно из отдельных значений не превышает допустимое значение более чем на 10 HV10 или 2 HRC, что применимо.
J.8.3.2.2. Участки контроля твердости бесшовных (SMLS) труб должны соответствовать указанным на рисунке J.1 a со следующими исключениями:
a) для труб толщиной стенки t < 4,0 мм контроль твердости должен быть проведен только посередине толщины стенки;
b) для труб толщиной стенки 4,0 мм £ t < 6,0 мм контроль твердости должен быть проведен только вблизи наружной и внутренней поверхностей.
J.8.3.2.3. Участки контроля твердости сварной трубы должны включать поперечное сечение сварного шва. Отпечатки должны быть выполнены на основном металле, видимой зоне термического влияния и по оси сварного шва, как показано на рисунке J.1 b или c, со следующими исключениями:
a) для труб толщиной стенки t < 4,0 мм контроль твердости должен быть проведен только посередине толщины стенки;
b) для труб толщиной стенки 4,0 мм £ t < 6,0 мм контроль твердости должен быть проведен только вблизи наружной и внутренней поверхностей.
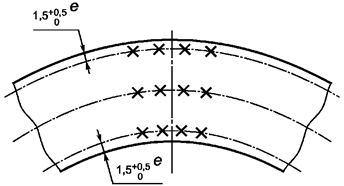
a - Бесшовные (SMLS) трубы
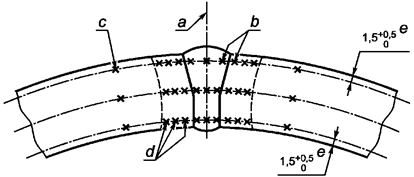
b - Трубы SAW
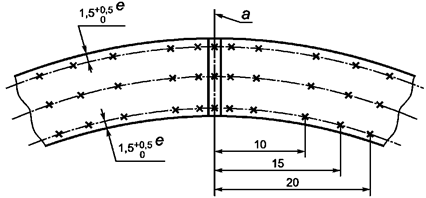
c - Трубы HFW
a - ось сварного шва; b - 0,75 мм от линии сплавления; c - 1t от линии сплавления; d - с шагом 1,0 мм в пределах видимой зоны термического влияния; e - от наружной и внутренней поверхностей
Рисунок J.1 - Участки контроля твердости
J.8.4. Неразрушающий контроль
Неразрушающий контроль труб должен быть проведен в соответствии с J.2 и приложением К.
J.9. Маркировка труб
В дополнение к требованиям по маркировке, указанным в 11.2, маркировка трубы должна включать идентификационный номер, позволяющий соотнести изделие или партию поставки с соответствующим приемочным документом, после обозначения уровня требований к продукции должна следовать буква О, указывающая на то, что трубы предназначены для эксплуатации в морских условиях и к ним применимы требования приложения J.
Приложение
K
(обязательное)
K.1. Общие положения
Настоящее приложение распространяется на трубы, предназначенные для эксплуатации в кислых средах и/или в морских условиях, [7.2, перечисление с), 50) и/или 7.2, перечисление с), 54)]. К таким трубам должны быть применимы требования приложения Е, за исключением специальных требований настоящего приложения.
K.2. Общие требования к неразрушающему контролю и критерии приемки
K.2.1. Расслоения на концах труб
K.2.1.1. Расслоения длиной более 6,4 мм по окружности и площадью более 100 мм2 должны быть классифицированы как дефекты.
K.2.1.2. Должен быть проведен ультразвуковой контроль в соответствии с ИСО 11496 на наличие расслоений на концевых участках шириной 50 мм каждой трубы толщиной стенки t ³ 5,0 мм.
K.2.1.3. Если согласовано, должен быть проведен ультразвуковой контроль в соответствии с ИСО 11496 на наличие расслоений на концевых участках шириной 100 мм каждой трубы толщиной стенки t ³ 5,0 мм.
K.2.1.4. Если согласовано, должен быть проведен магнитопорошковый контроль торца и фаски каждой трубы на наличие расслоений в соответствии с ИСО 13664 или АСТМ Е 709. Расслоения длиной более 6,4 мм по окружности должны быть классифицированы как дефекты.
K.2.2. Сомнительные трубы
K.2.2.1. Трубы, от которых при неразрушающем контроле получен сигнал, превышающий уровень приемки, должны считаться сомнительными.
K.2.2.2. По таким трубам должны быть приняты действия в соответствии с применяемым стандартом на неразрушающий контроль труб, если в настоящем приложении, приложении Н или приложении J, по применимости, не установлено иное.
K.2.2.3. Ремонт сваркой должен быть проведен в соответствии с С.4.
K.2.2.4. При выполнении зачистки полнота удаления дефектов должна быть подтверждена визуальным контролем или, при необходимости, подходящим методом неразрушающего контроля.
K.2.2.5. Любой метод ручного неразрушающего контроля, применяемый для проверки сомнительных участков (до или после зачистки), должен обладать такой же чувствительностью и иметь такие же параметры и уровень приемки (глубину искусственного дефекта), как и первоначально применимый метод контроля. При ручном ультразвуковом контроле скорость сканирования должна быть не более 150 мм/с.
K.3. Неразрушающий контроль бесшовных (SMLS) труб
K.3.1. Ультразвуковой контроль для выявления продольных несовершенств
Тело бесшовных труб должно быть подвергнуто ультразвуковому контролю в соответствии с ИСО 9303 или АСТМ Е 213 для выявления продольных несовершенств. Критерии приемки для такого контроля должны соответствовать уровню приемки L2/C ИСО 9303.
K.3.2. Расслоения по телу труб
K.3.2.1. На трубах, предназначенных для эксплуатации в кислых средах, отдельные расслоения или скопления расслоений, превышающие критерии приемки для кислых сред, указанные в таблице К.1, должны быть классифицированы как дефекты. Соответствие этим требованиям должно быть подтверждено при проведении ультразвукового контроля в соответствии с ИСО 10124 (кроме 4.2), АСТМ А 435 или АСТМ А 578. Охват автоматического контроля должен составлять не менее 20 % всей поверхности трубы.
Таблица К.1 - Критерии приемки для расслоений
|
Максимальный размер отдельного несовершенства |
Минимальный размер несовершенства, принимаемого во внимание |
Максимальная плотность расслоенийa |
||||
|
Площадь, мм2 |
Длина, мм |
Площадь, мм2 |
Длина, мм |
Ширина, мм |
||
|
Тело трубы (или тело рулонного и листового проката) |
||||||
|
Морские условия |
1000 |
Не установлена |
300 |
35 |
8 |
10 (на 1,0 м2)b |
|
Кислые среды |
500 |
150 |
15 |
8 |
10 (на 500 мм2)с |
|
|
Тело трубы (или тело рулонного и листового проката) |
||||||
|
Кислые среды, если согласовано |
100 |
Не установлена |
30 |
5 |
5 |
5 (на 500 мм2)с |
|
Кромки рулонного и листового проката или участки вблизи сварного шваd |
||||||
|
Морские условия или кислые среды |
100 |
20 |
- |
10 |
- |
3 (на 1,0 м длины) |
|
a Число несовершенств размером менее максимального и более минимального размера несовершенства. b На 1,0 м2 для труб диаметром D < 323,9 мм и рулонного и листового проката шириной менее 1000 мм. с На 0,25 м2 для труб диаметром D < 168,3 мм и рулонного и листового проката шириной менее 500 мм. d Максимальная площадь несовершенств вблизи кромок представляет собой максимальную длину несовершенств, измеренную в направлении, параллельном кромке изделия, и в поперечном направлении. Несовершенство считают недопустимым, если его длина и в продольном, и в поперечном направлении превышает максимальный размер несовершенства. Примечания 1. Несовершенство считается превышающим минимальный размер несовершенства, если все его размеры - площадь, длина и ширина превышают указанные для тела трубы (тела листового или рулонного проката). 2. При оценке размера несовершенства соседние несовершенства, расстояние между которыми менее наименьшей из двух меньших осей несовершенств, должны считаться одним несовершенством. |
||||||
K.3.2.2. На трубах, предназначенных для эксплуатации в морских условиях, отдельные расслоения или скопления расслоений, превышающие критерии приемки труб для морских условий, указанные в таблице К.1, должны быть классифицированы как дефекты. Если согласовано, соответствие таким требованиям должно быть подтверждено при проведении ультразвукового контроля в соответствии с ИСО 10124 (кроме 4.2), АСТМ А 435 или АСТМ А 578. Охват автоматического контроля должен составлять не менее 20 % всей поверхности трубы.
K.3.3. Ультразвуковой контроль толщины стенки
Бесшовные (SMLS) трубы по всей окружности должны быть подвергнуты ультразвуковому контролю в соответствии с ИСО 10543 или АСТМ Е 114 для проверки соответствия требованиям к минимальной допустимой толщине стенки. Охват такого контроля должен составлять не менее 25 % всей поверхности трубы или, если согласовано, не менее большей величины.
K.3.4. Дополнительный неразрушающий контроль бесшовных (SMLS) труб
K.3.4.1. Если согласовано, бесшовные (SMLS) трубы должны быть подвергнуты ультразвуковому контролю для выявления поперечных несовершенств в соответствии с уровнем приемки L2/C ИСО 9305 или АСТМ Е 213.
K.3.4.2. Если согласовано, бесшовные (SMLS) трубы по всей окружности должны быть подвергнуты контролю методом рассеяния магнитного потока в соответствии с уровнем приемки L2 ИСО 9402 или АСТМ Е 570 для выявления продольных несовершенств и/или с уровнем приемки L2 ИСО 9598 или АСТМ Е 570 для выявления поперечных несовершенств.
K.3.4.3. Если согласовано, бесшовные (SMLS) трубы по всей окружности должны быть подвергнуты вихретоковому контролю для выявления несовершенств в соответствии с уровнем приемки L2 ИСО 9304 или АСТМ Е 309.
K.3.4.4. Если согласовано, для бесшовных (SMLS) труб после проведения всех видов неразрушающего и визуального контроля, должен быть проведен магнитопорошковый контроль в соответствии с ИСО 13665 или АСТМ Е 709 по всей окружности одной трубы от плавки или партии, состоящей из 50 труб, что меньше, для подтверждения соответствия требованиям, указанным в 9.10. Такие трубы должны быть выбраны для контроля случайным образом и перед контролем подвергнуты абразивной обработке для получения наружной поверхности, соответствующей уровню Sa21/2ИCO 8501-1.
K.4. Неразрушающий контроль труб HFW
K.4.1. Неразрушающий контроль сварного шва
Сварной шов труб по всей длине для выявления продольных несовершенств должен быть подвергнут ультразвуковому контролю с критериями приемки, соответствующими одному из следующих критериев:
a) уровню приемки L3/C ИСО 9764 или, если согласовано, уровню приемки L2/C;
b) уровню приемки L3 ИСО 9303 или, если согласовано, уровню приемки L2;
c) АСТМ Е 273.
K.4.2. Расслоения по телу трубы
Если согласовано, тело трубы, рулонный или листовой прокат должны подвергаться ультразвуковому контролю для выявления расслоений в соответствии с ИСО 10124 (кроме 4.2) или ИСО 12094 соответственно с критериями приемки, указанными в таблице К.1 для соответствующих условий применения. Охват автоматического контроля должен составлять не менее 20 % поверхности трубы.
K.4.3. Расслоения по кромкам рулонного или листового проката или участков вблизи сварного шва
Если согласовано, кромки рулонного или листового проката и участки вблизи сварного шва должны быть подвергнуты ультразвуковому контролю на ширине 15 мм для выявления расслоений в соответствии с ИСО 12094 или ИСО 13663 с критериями приемки, указанными в таблице К.1 для кромок рулонного или листового проката и участков вблизи сварного шва.
K.4.4. Дополнительный неразрушающий контроль
Если согласовано, тело трубы HFW должно быть подвергнуто контролю для выявления продольных несовершенств ультразвуковым методом в соответствии с ИСО 9303 или АСТМ Е 213 или методом рассеяния магнитного потока в соответствии с уровнем приемки L3/C ИСО 9402 или, если согласовано, L2/C АСТМ Е 570.
K.5. Неразрушающий контроль труб SAW
K.5.1. Ультразвуковой контроль сварного шва для выявления продольных и поперечных несовершенств
K.5.1.1. Сварные швы труб SAW по всей длине должны быть подвергнуты ультразвуковому контролю для выявления продольных и поперечных несовершенств в соответствии с уровнем приемки L2 ИСО 9765 с учетом следующих изменений:
a) глубина надреза должна быть не более 2,0 мм;
b) не допускается применение для настройки оборудования внутренних и наружных продольных надрезов с расположением надреза по оси сварного шва;
c) в качестве альтернативы вместо применения отверстия для настройки оборудования на выявление поперечных несовершенств допускается применение внутренних и наружных надрезов с расположением надреза по оси и перпендикулярно к оси сварного шва с уровнем приемки L2. В этом случае внутреннее и наружное усиление сварного шва непосредственно на и по обе стороны от надреза должно быть зачищено вровень с поверхностью с плавным переходом к контуру трубы. Для получения четких и отдельно различимых показаний при ультразвуковом контроле надрезы должны быть достаточно удалены друг от друга в продольном направлении и от оставшегося усиления сварного шва. Пороговый уровень сигнала оборудования настраивают по полной амплитуде сигнала от каждого надреза.
В качестве альтернативы, вместо применения для настройки оборудования надрезов с уровнем приемки L2 допускается, если согласовано, применение внутренних и наружных надрезов определенной глубины и повышение уровня чувствительности электронных преобразователей (в децибелах). В этом случае (известном как метод двойной лямбды) глубина надрезов должна быть равна двойной длине волны на применяемой ультразвуковой частоте. Длину волны λ, м, рассчитывают по следующей формуле
![]() (K.1)
(K.1)
где Vt - скорость поперечных ультразвуковых колебаний, м/с;
f - частота, цикл/с.
Пример - При частоте 4 МГц длина волны составляет 0,8 мм и глубина надреза должна составлять 1,6 мм.
Требуемое повышение чувствительности контроля должно учитывать толщину стенки трубы, и изготовитель должен продемонстрировать потребителю, что достигаемая чувствительность контроля эквивалентна чувствительности при применении надрезов с уровнем приемки L2;
d) при повторном контроле сомнительных участков изготовителем могут применяться положения, приведенные в К.5.3.
K.5.1.2. Стыковой сварной шов концов рулонного или листового проката на трубах SAWH должен быть подвергнут по всей длине ультразвуковому контролю при той же чувствительности и параметрах контроля, что и при контроле спирального шва в соответствии с К.5.1.1.
Кроме того, Т-образное пересечение стыкового шва концов рулонного или листового проката и спирального шва должно быть подвергнуто рентгенографическому контролю в соответствии с Е.4.
K.5.1.3. Сварной шов стыкованных труб должен быть подвергнут по всей длине ультразвуковому контролю при той же чувствительности и параметрах контроля, что и при контроле продольного или спирального швов в соответствии с К.5.1.1.
Кроме того, Т-образное пересечение стыкового сварного шва и продольного шва труб SAWL или COWL или спирального шва труб SAWH или COWH должно быть подвергнуто рентгенографическому контролю в соответствии с Е.4.
K.5.2. Расслоения по телу трубы и кромкам рулонного или листового проката
K.5.2.1. Тело трубы и рулонного или листового проката для выявления расслоений должно быть подвергнуто ультразвуковому контролю в соответствии с ИСО 12094 и критерием приемки, указанным в таблице К.1 для соответствующих условий эксплуатации, с охватом контроля не менее 20 % поверхности.
Такой контроль может быть проведен предприятием, изготовляющим рулонный или листовой прокат, или предприятием, изготовляющим трубы.
K.5.2.2. Кромки рулонного или листового проката, включая кромки концов рулонного или листового проката на спирально-шовных трубах, должны быть подвергнуты ультразвуковому контролю для выявления расслоений на ширине 15 мм в соответствии с ИСО 12094 и критериями приемки, указанными в таблице К.1 для кромок рулонного или листового проката и участков вблизи сварного шва.
K.5.3. Неразрушающий контроль сварных швов на концах труб и участков ремонта
Участок сварного шва на концах труб, не охватываемый автоматическим ультразвуковым контролем, и участки ремонта сварных швов (С.4) должны быть подвергнуты следующему контролю:
a) для выявления продольных несовершенств - ручному или полуавтоматическому ультразвуковому контролю с той же чувствительностью и параметрами, которые установлены в К.5.1.1, или если согласовано, рентгенографическому контролю в соответствии с Е.4;
b) для выявления поперечных несовершенств - ручному или полуавтоматическому ультразвуковому контролю с той же чувствительностью и параметрами, которые установлены в К.5.1.1, или, если не согласовано иное, рентгенографическому контролю в соответствии с Е.4.
Скорость сканирования при ручном ультразвуковом контроле не должна превышать 150 мм/с.
K.5.4. Дополнительный неразрушающий контроль
Если согласовано, внутренняя и наружная поверхности сварного шва на расстоянии не менее 50 мм от торцов трубы должны быть подвергнуты магнитопорошковому контролю в соответствии с ИСО 13665 или АСТМ Е 709. Несовершенства длиной, превышающей 3,0 мм, должны быть исследованы и обработаны в соответствии с С.2.
Приложение L
(справочное)
В таблице L.1 приведены обозначения сталей (номера сталей), применяемые в Европе наряду с обозначениями групп прочности труб.
Таблица L.1 - Перечень соответствующих дополнительных обозначений (номеров) стали, применяемых в Европе
|
Номер стали по ЕН 10027-2 [23] |
Группа прочности по настоящему стандарту |
Номер стали по ЕН 10027-2 [23] |
|
|
Группа прочности труб уровня PSL-1 по таблице 4а |
Группа прочности труб уровня PSL-2 для кислых сред по таблице Н.1 (приложение Н)а |
||
|
L175 |
1.8700 |
||
|
L175P |
1.8707 |
L245NS |
1.1020 |
|
L210 |
1.8713 |
L290NS |
1.1021 |
|
L245 |
1.8723 |
L320NS |
1.1022 |
|
L290 |
1.8728 |
L360NS |
1.8757 |
|
L320 |
1.8729 |
L245QS |
1.1025 |
|
L360 |
1.8730 |
L290QS |
1.1026 |
|
L390 |
1.8724 |
L320QS |
1.1027 |
|
L415 |
1.8725 |
L360QS |
1.8759 |
|
L450 |
1.8726 |
L390QS |
1.8760 |
|
L485 |
1.8727 |
L415QS |
1.8761 |
|
Группа прочности труб уровня PSL-2 по таблице 5а |
L450QS |
1.8762 |
|
|
L245R |
1.8788 |
L485QS |
1.8763 |
|
L290R |
1.8789 |
L245MS |
1.1030 |
|
L245N |
1.8790 |
L290MS |
1.1031 |
|
L290N |
1.8791 |
L320MS |
1.1032 |
|
L320N |
1.8792 |
L360MS |
1.1033 |
|
L360N |
1.8793 |
L390MS |
1.1034 |
|
L390N |
1.8970 |
L415MS |
1.8766 |
|
L415N |
1.8736 |
L450MS |
1.8767 |
|
L245Q |
1.8737 |
L485MS |
1.8768 |
|
L290Q |
1.8738 |
Группа прочности труб уровня PSL-2 для морских условий по таблице J.1 (приложение J)a |
|
|
L320Q |
1.8739 |
||
|
L360Q |
1.8741 |
L245NO |
1.1040 |
|
L390Q |
1.8740 |
L290NO |
1.1041 |
|
L415Q |
1.8742 |
L320NO |
1.1042 |
|
L450Q |
1.8743 |
L360NO |
1.8778 |
|
L485Q |
1.8744 |
L245QO |
1.1045 |
|
L555Q |
1.8745 |
L290QO |
1.1046 |
|
L245M |
1.8746 |
L320QO |
1.1047 |
|
L290M |
1.8747 |
L360QO |
1.8771 |
|
L320M |
1.8748 |
L390QO |
1.8772 |
|
L360M |
1.8749 |
L415QO |
1.8773 |
|
L390M |
1.8971 |
L450QO |
1.8774 |
|
L415M |
1.8752 |
L485QO |
1.8775 |
|
L450M |
1.8754 |
L555QO |
1.8776 |
|
L485M |
1.8756 |
L245MO |
1.1050 |
|
L555M |
1.8758 |
L290MO |
1.1051 |
|
L625M |
1.8753 |
L320MO |
1.1052 |
|
L690M |
1.8979 |
L360MO |
1.8781 |
|
L830M |
1.8755 |
L390MO |
1.8782 |
|
L415MO |
1.8783 |
||
|
L450MO |
1.8784 |
||
|
L485MO |
1.8785 |
||
|
L555MO |
1.8786 |
||
|
a Номера таблиц - только для настоящего стандарта. |
|||
Приложение
М
(справочное)
Соответствие терминологии настоящего стандарта и его источников
В таблице М.1 приведено соответствие между терминологией, применяемой в настоящем стандарте, и терминологией, применяемой в ИСО 3183-1 [24], ИСО 3183-2 [25], ИСО 3183-3 [26] и API Spec 5L [10].
Таблица М.1 - Соответствие терминологии настоящего стандарта и его источников
|
PSL |
Среда |
Настоящий стандарт |
|
|
ИСО 3183-1 |
Не применяют |
Газ или жидкая среда |
PSL-1 |
|
ИСО 3183-2 |
Не применяют |
Газ или жидкая среда |
PSL-2 |
|
Газ, если имеет значение вязкое распространение излома |
PSL-2 + приложение G, с применением подхода 1 |
||
|
ИСО 3183-3 |
Не применяют |
Кислая среда |
PSL-2 + приложение Н |
|
Морские условия |
PSL-2 + приложение J |
||
|
Эксплуатация при низких температурах |
PSL-2 с испытанием на ударный изгиб (CVN) и/или падающим грузом (DWT) при низкой температуре |
||
|
API Spec 5L |
PSL-1 |
Газ или жидкая среда |
PSL-1 |
|
PSL-2 |
PSL-2 |
||
|
PSL-2 + SR5A |
PSL-2 + 7.2, перечисление с), 9) |
||
|
PSL-2 + SR5B |
PSL-2 |
||
|
PSL-2+ SR6 |
PSL-2 + 7.2, перечисление с), 11) |
||
|
PSL-1 или 2+ SR7 |
PSL-1 или 2 + приложение I |
||
|
PSL-2+ SR19 |
PSL-2 + приложение G с применением подхода 4 |
Приложение
ДА
(справочное)
Таблица ДА.1
|
Обозначение ссылочного международного стандарта |
Степень соответствия |
Обозначение и наименование соответствующего национального стандарта |
|
ИСО 6506:2005 |
MOD |
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) «Металлы. Метод измерения твердости по Бринеллю» |
|
ИСО 6507-1:2005 |
IDT |
ГОСТ Р ИСО 6507-1-2007 «Металлы и сплавы. Измерение твердости по Виккерсу. Часть 1. Метод измерения» |
|
ИСО 6508-1:1986 |
MOD |
ГОСТ 9013-59 (ИСО 6508:86) «Металлы. Метод измерения твердости по Роквеллу» |
|
ИСО 6892:1998 |
MOD |
ГОСТ 10006-80 (ИСО 6892:84) «Трубы металлические. Метод испытания на растяжение». ГОСТ 1497-84 (ИСО 6892:84) «Металлы. Методы испытания на растяжение» |
|
ИСО 7438:1985 |
MOD |
ГОСТ 14019-2003 (ИСО 7438:1985) «Материалы металлические. Метод испытания на изгиб» |
|
ИСО 7539-2:1989 |
MOD |
ГОСТ 9.901.2-89 (ИСО 7539-2-89) «Единая система защиты от коррозии и старения. Металлы и сплавы. Испытания на коррозионное растрескивание образцов в виде изогнутого бруса» |
|
ИСО 10124:1994 |
IDT |
ГОСТ Р ИСО 10124-99 «Трубы стальные напорные бесшовные и сварные (кроме труб, изготовленных дуговой сваркой под флюсом). Ультразвуковой метод контроля расслоений» |
|
ИСО 10474:1991 |
MOD |
ГОСТ Р 53364-2009 (ИСО 10474:1991) «Трубы стальные и изделия из труб. Документы о приемочном контроле» |
|
ИСО 10543:1993 |
IDT |
ГОСТ Р ИСО 10543-99 «Трубы стальные напорные бесшовные и сварные горячетянутые. Метод ультразвуковой толщинометрии» |
|
API Spec 5B |
NEQ |
ГОСТ Р 51906-2002 «Соединения резьбовые обсадных, насосно-компрессорных труб и трубопроводов и резьбовые калибры для них. Общие технические требования» |
|
Примечания 1. В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT - идентичные стандарты; - MOD - модифицированные стандарты; - NEQ - неэквивалентные стандарты. 2. Для других ссылочных стандартов соответствующие национальные стандарты отсутствуют. До их утверждения рекомендуется использовать перевод на русский язык данных стандартов. Перевод данных стандартов находится в Федеральном информационном фонде технических регламентов и стандартов. |
||
Приложение
ДБ
(справочное)
Соответствие групп прочности настоящего стандарта ГОСТ Р 520791)
Таблица ДБ.1
|
Настоящий стандарт, PSL-2 |
Настоящий стандарт, PSL-1 |
ГОСТ 520791) |
|||||||
|
Группа прочности |
Предел текучести, МПа |
Предел прочности, МПа, не менее |
Группа прочности |
Предел текучести, МПа |
Предел прочности, МПа, не менее |
Группа прочности |
Предел текучести, МПа |
Предел прочности, МПа, не менее |
|
|
не менее |
не более |
не менее |
не менее |
||||||
|
- |
- |
- |
- |
L175 или А25 |
175 |
310 |
K34 |
205 |
335 |
|
- |
- |
- |
- |
L210 или А |
210 |
335 |
K38 |
235 |
375 |
|
L245 или В |
245 |
450 |
415 |
L245 или В |
245 |
415 |
K42 |
245 |
410 |
|
L290 или Х42 |
290 |
495 |
415 |
L290 или Х42 |
290 |
415 |
K48 |
265 |
471 |
|
L320 или Х46 |
320 |
525 |
435 |
L320 или Х46 |
320 |
435 |
K50 |
345 |
490 |
|
L360 или Х52 |
360 |
530 |
460 |
L360 или Х52 |
360 |
460 |
K52 |
355 |
510 |
|
L390 или Х56 |
390 |
545 |
490 |
L390 или Х56 |
390 |
490 |
K55 |
390 |
540 |
|
L415 или X60 |
415 |
565 |
520 |
L415 или Х60 |
415 |
520 |
K56 |
410 |
550 |
|
L450 или Х65 |
450 |
600 |
535 |
L450 или Х65 |
450 |
535 |
K60 |
440 |
590 |
|
L485 или Х70 |
485 |
635 |
570 |
L485 или Х70 |
485 |
570 |
- |
- |
- |
|
L555 или Х80 |
555 |
705 |
625 |
- |
- |
- |
- |
- |
- |
|
L625 или Х90 |
625 |
775 |
695 |
- |
- |
- |
- |
- |
- |
|
L690 или Х100 |
690 |
840 |
760 |
- |
- |
- |
- |
- |
- |
|
L830 или Х120 |
830 |
1050 |
915 |
- |
- |
- |
- |
- |
- |
|
1) ГОСТ Р 52079-2003 «Трубы стальные сварные для магистральных газопроводов, нефтепроводов и нефтепродуктопроводов. Технические условия». |
|||||||||
Библиография
|
[1] |
ASTM E 29-041), Standard practice for using significant digits in test data to determine conformance with specifications |
|
1) ASTM International, 100 Barr Harbor Drive, West Conshohocken, PA 19428-2959, USA. |
|
|
ISO/TS 29001, Petroleum, petrochemical and natural gas industries - Sectorspecific quality management systems - Requirements for product and service supply organizations |
|
|
ISO 11961, Petroleum and natural gas industries - Steel pipes for use as drill pipe - Specification |
|
|
ISO 11960, Petroleum and natural gas industries - Steel pipes for use as casing or tubing for wells |
|
|
[5] |
ИСО 42002) Трубы стальные с гладкими концами, сварные и бесшовные. Общие таблицы размеров и масс на единицу мерной длины |
|
(ISO 4200, Plain end steel tubes, welded and seamless - General tables of dimensions and masses per unit length) |
|
|
2) Официальный перевод этого стандарта находится в Федеральном информационном фонде технических регламентов и стандартов |
|
|
ASME B36.10M3), Welded and seamless wrought steel pipe |
|
|
3) American Society of Mechanical Engineers, Three Park Avenue, New York, NY 10016-5990, USA. |
|
|
ISO 6761, Steel tubes - Preparation of ends of tubes and fittings for welding |
|
|
API RP 5L1, Railroad transportation of line pipe |
|
|
API RP 5LW, Recommended practice for transportation of line pipe on barges and marine vessels |
|
|
API Specification 5L4), 5), 43rd Edition, March 2004 Specification for line pipe |
|
|
4) American Petroleum Institute, 1220 L Street, N.W., Washington, DC 20005, USA. 5) Заменен API Specification 5L, 44rd Edition. |
|
|
ИСО 15614-12) Технические требования и оценка процедур сварки металлических материалов. Испытание процедур сварки. Часть 1. Дуговая и газовая сварка сталей, дуговая сварка никеля и никелевых сплавов |
|
|
(ISO 15614-1, Specification and qualification of welding procedures for metallic materials - Welding procedure test - Part 1Arc and gas welding of steels and arc welding of nickel and nickel alloys) |
|
|
ASME Section IX3), ASME Boiler and pressure vessel code - Section IX: Welding and brazing qualifications |
|
|
3) American Society of Mechanical Engineers, Three Park Avenue, New York, NY 10016-5990, USA. |
|
|
ISO 9606-1, Approval testing of welders - Fusion welding - Part 1: Steels |
|
|
EN 287-16), Approval testing of welders - Fusion welding - Part 1: Steels |
|
|
Eiber, R.J., Bubenik, T.A. and Maxey, W.A. Fracture control technology for natural gas pipelines, NG-18 Report No: 208, PR-3-9113, December 19937) |
|
|
6) CEN, European Committee for Standardization, Central Secretariat, Rue de Stassart 36, B-1050, Brussels, Belgium. 7) Pipeline Research Council International, 1401 Wilson Boulevard, Site 1101, Arlington, VA 22209, USA. www.prci.com. |
|
|
Re, G., Pistone, V., Vogt, G., Demofonti, G. and Jones, D.G. EPRG recommendation for crack arrest toughness in gas transmission pipelines - 3R international 10-11/1995, pp. 607 - 6118) |
|
|
Dawson, J. and Pistone, G. Probabilistic evaluation of the safety embodied in the EPRG recommendations for shear arrest toughness - 3R international, 10-11/1998, pp. 728 - 7338) |
|
|
8) EPRG c/o Salzgitter Mannesmann Forschung, GmbH, Ehinger Strasse 200, 47259 Duisburg, Germany. |
|
|
[18] |
Eiber, R.J., Leis, В., Carlson, L, Homer, N. and Gilroy-Scott, A. Full scale tests confirm pipe toughness for north american pipeline, Oil & Gas Journal, 97 (45), Nov. 8, 1999 |
|
Running shear fracture in line pipe; Subcommittee summary report - AISI Committee of large diameter line pipe producers; September 1, 19749) |
|
|
9) American Iron & Steel Institute, 600 Anderson Drive, Pittsburgh, PA 15220, USA. |
|
|
NACE MR 0175/ISO 15156-1, Petroleum and natural gas industries - Materials for use in H2S containing environments in oil and gas production - Part 1: General principles for selection of cracking-resistant materials |
|
|
EFC Publication 16, Guidelines on materials requirements for carbon and low alloy steels for H2S-containing environments in oil and gas production10) |
|
|
DNV-OS-F101, Submarine pipeline systems11) |
|
|
10) Maney Publishing, Hudson Road, Leeds LS9 7DL, UK and 1 Carlton House Terrace, London SW1Y 5DB, UK. www.manev@manev.co.uk. 11) Det Norske Veritas A.S., Veritasveien 1, N-1322 Hovik, Norway, www.dnv.com. |
|
|
EN 10027-2, Designation systems for steels - Part 2: Numerical system |
|
|
ISO 3183-1, Petroleum and natural gas industries - Steel pipe for pipelines - Technical delivery conditions - Part 1: Pipes of requirement class A12) |
|
|
ISO 3183-2, Petroleum and natural gas industries - Steel pipe for pipelines - Technical delivery conditions - Part 2: Pipes of requirement class В12) |
|
|
[26] |
ISO 3183-3, Petroleum and natural gas industries - Steel pipe for pipelines - Technical delivery conditions - Part 3: Pipes of requirement class С12) |
|
12) Заменены ISO 3183:2007 Petroleum and natural gas industries - Steel pipe for pipeline transportation systems. |
|
|
Ключевые слова: нефтяная и газовая промышленность, стальные трубы, требование к технологии производства труб, размер, химический состав, испытания, контроль, маркировка, условия поставки |